Embed Size (px)
Citation preview

22 August 20071
Welcome!
Ulf EliassonSenior Vice President Skoghall Boards
Peter OlssonEngineering Manager Skoghall Boards
22 August 20072
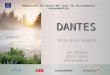
Stora Enso in Brief
• A world leader16.5 million tonnes of paper and board 7.4 million m3 of sawn and processed wood products
• Four main divisions Stora Enso Publication Paper,Stora Enso Fine Paper,Stora Enso Packaging Boardsand Stora Enso Forest Products
• Sales EUR 14.6 billion • Approximately 44 000 employees in
more than 40 countries• Market capitalisation EUR 9.5 billion
(31 Dec 2006)• Shares listed on Helsinki, Stockholm
and New York stock exchanges
22 August 20073
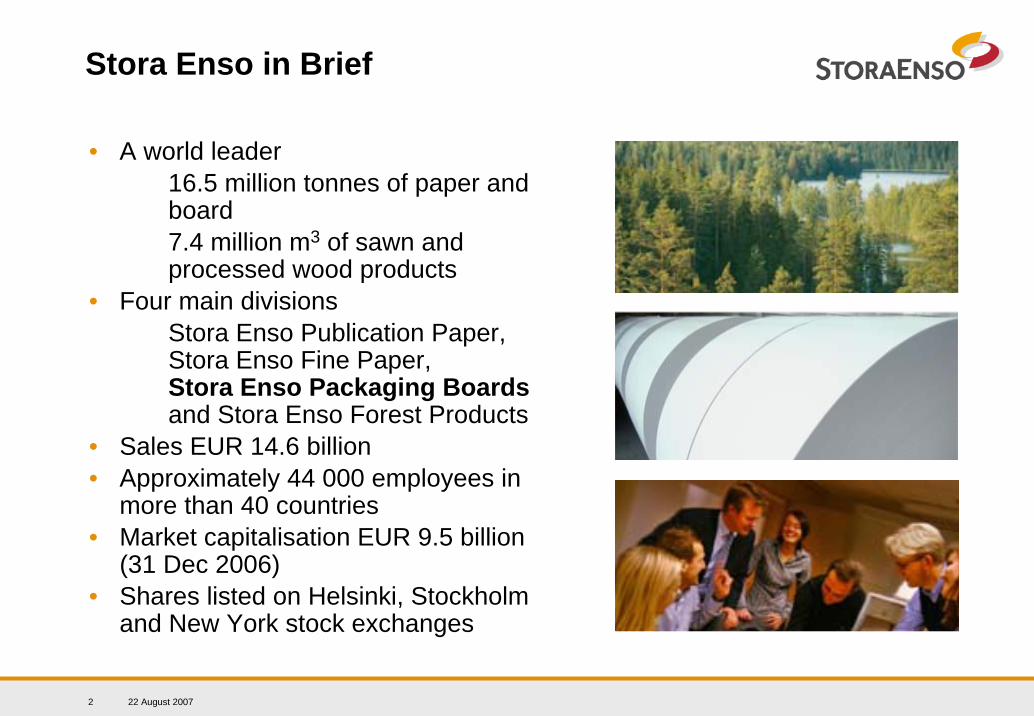
Net exports* of some product groups 2006 in Sweden
*)Net exports = exports of products less imported input materials
Total exports: 1085 billions SEK Total imports: 935 billions SEK
-60 -40 -20 0 20 40 60 80 100
Forest industry products
Cars, car parts
Electronic goods, computers
Other engineering products
Energy goods
Iron-ore, iron and steel
Pharmaceutical products
Other chemical products
billion SEK
Source: Statistics Sweden
22 August 20074
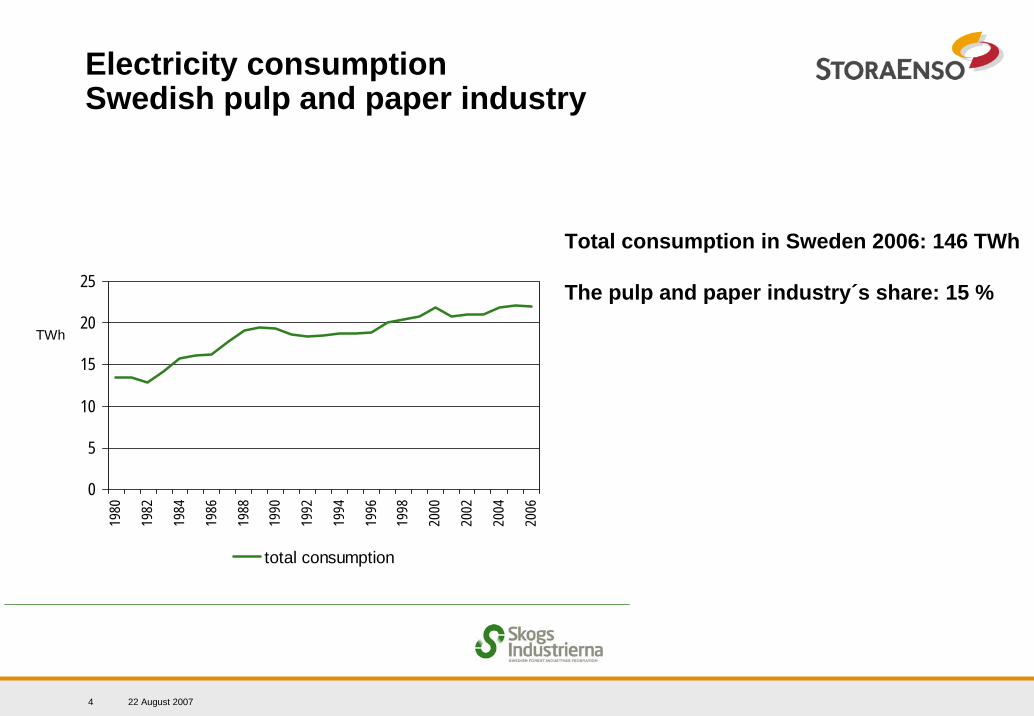
Electricity consumptionSwedish pulp and paper industry
0
5
10
15
20
25
1980
1982
1984
1986
1988
1990
1992
1994
1996
1998
2000
2002
2004
2006
total consumption
TWh
Total consumption in Sweden 2006: 146 TWh
The pulp and paper industry´s share: 15 %
22 August 20075
Forshaga Karlstad Research CentreSkoghall
Stora Enso Skoghall AB
22 August 20076
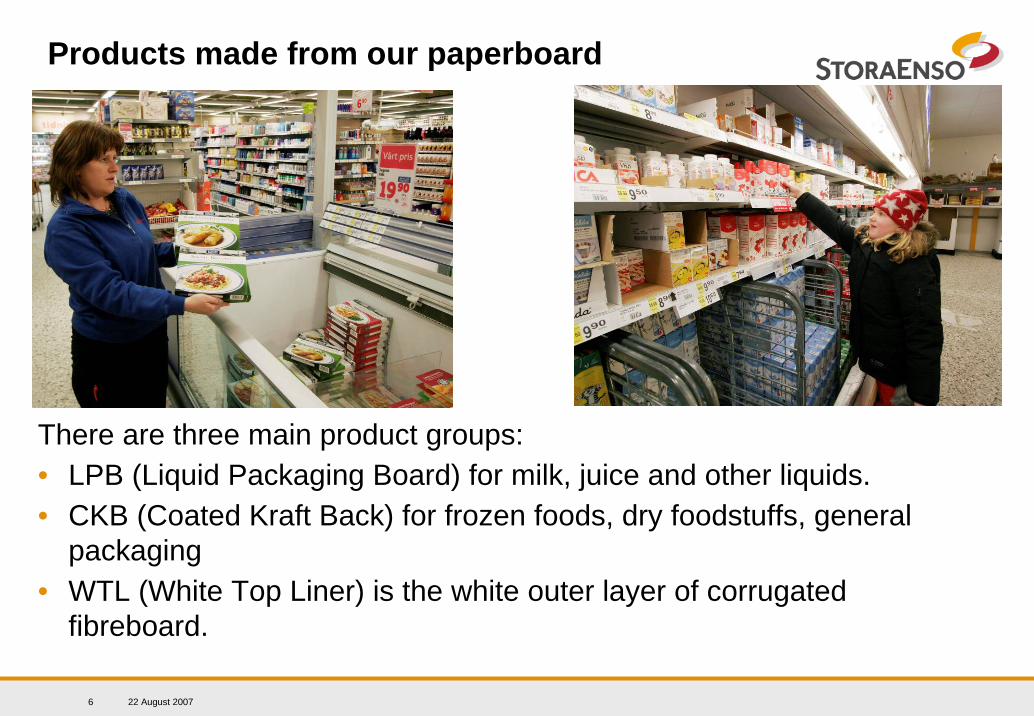
Products made from our paperboard
There are three main product groups:• LPB (Liquid Packaging Board) for milk, juice and other liquids. • CKB (Coated Kraft Back) for frozen foods, dry foodstuffs, general
packaging • WTL (White Top Liner) is the white outer layer of corrugated
fibreboard.
22 August 20077
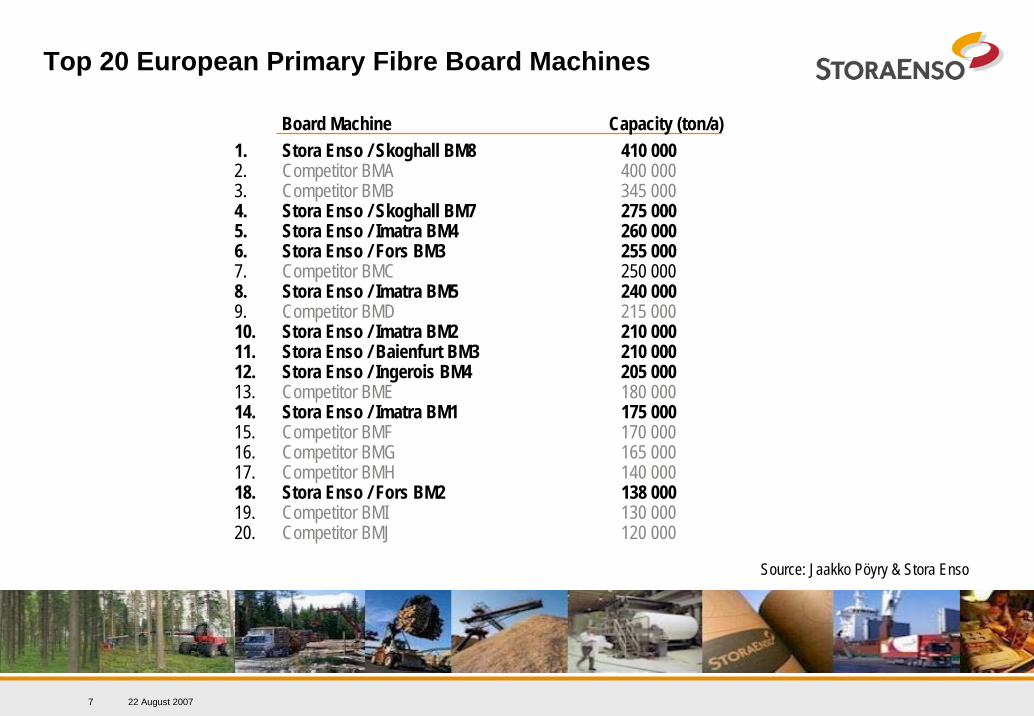
Top 20 European Primary Fibre Board Machines
Source: Jaakko Pöyry & Stora Enso
Board Machine Capacity (ton/a)1. Stora Enso / Skoghall BM8 410 0002. Competitor BMA 400 0003. Competitor BMB 345 0004. Stora Enso / Skoghall BM7 275 0005. Stora Enso / Imatra BM4 260 0006. Stora Enso / Fors BM3 255 0007. Competitor BMC 250 0008. Stora Enso / Imatra BM5 240 0009. Competitor BMD 215 00010. Stora Enso / Imatra BM2 210 00011. Stora Enso / Baienfurt BM3 210 00012. Stora Enso / Ingerois BM4 205 00013. Competitor BME 180 00014. Stora Enso / Imatra BM1 175 00015. Competitor BMF 170 00016. Competitor BMG 165 00017. Competitor BMH 140 00018. Stora Enso / Fors BM2 138 00019. Competitor BMI 130 00020. Competitor BMJ 120 000
22 August 20078
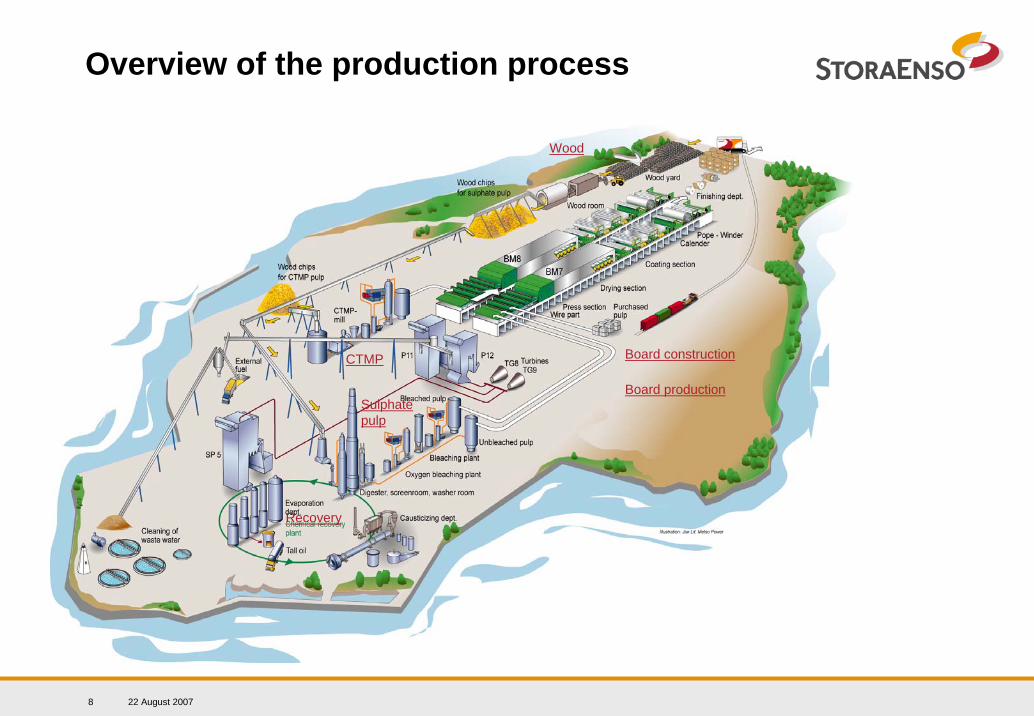
Overview of the production process
Wood
CTMP
Sulphatepulp
Recovery
Board construction
Board production
22 August 20079
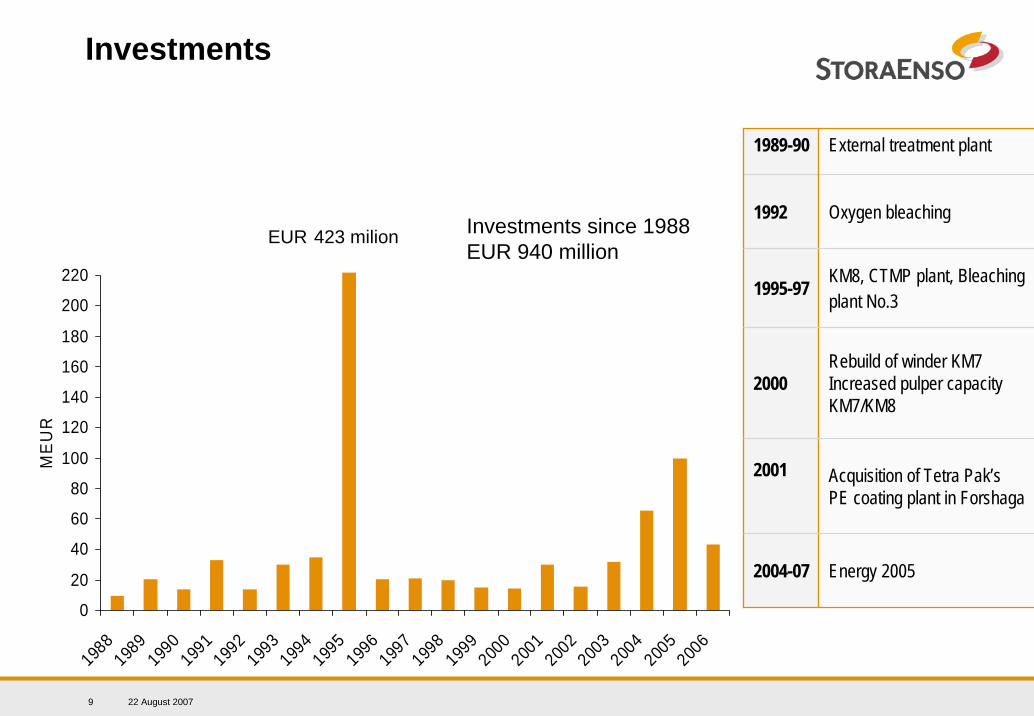
Investments
1989-90 External treatment plant
1992 Oxygen bleaching
1995-97 KM8, CTMP plant, Bleachingplant No.3
2000Rebuild of winder KM7Increased pulper capacity KM7/KM8
2001 Acquisition of Tetra Pak’sPE coating plant in Forshaga
2004-07 Energy 2005
EUR 423 milion Investments since 1988EUR 940 million
0
20
40
60
80
100
120
140
160
180
200
220
1988
1989
1990
1991
1992
1993
1994
1995
1996
1997
1998
1999
2000
2001
2002
2003
2004
2005
2006
ME
UR
22 August 200710
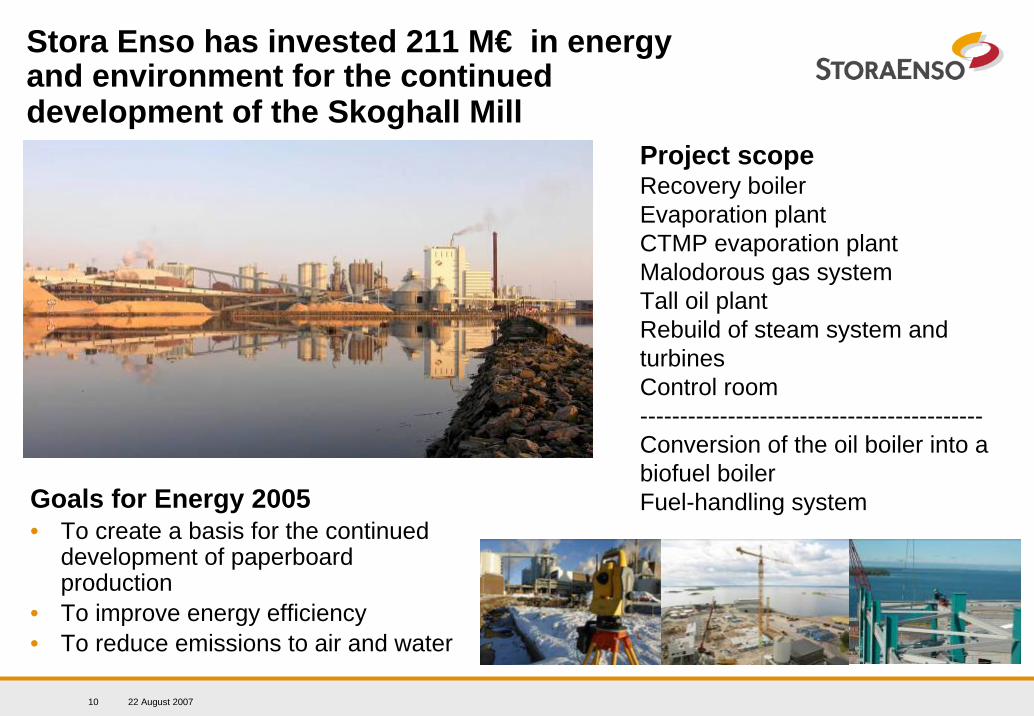
Stora Enso has invested 211 M€ in energyand environment for the continueddevelopment of the Skoghall Mill
Goals for Energy 2005• To create a basis for the continued
development of paperboard production
• To improve energy efficiency• To reduce emissions to air and water
Project scopeRecovery boilerEvaporation plantCTMP evaporation plantMalodorous gas system Tall oil plant Rebuild of steam system and turbinesControl room-------------------------------------------Conversion of the oil boiler into a biofuel boiler Fuel-handling system
22 August 200711
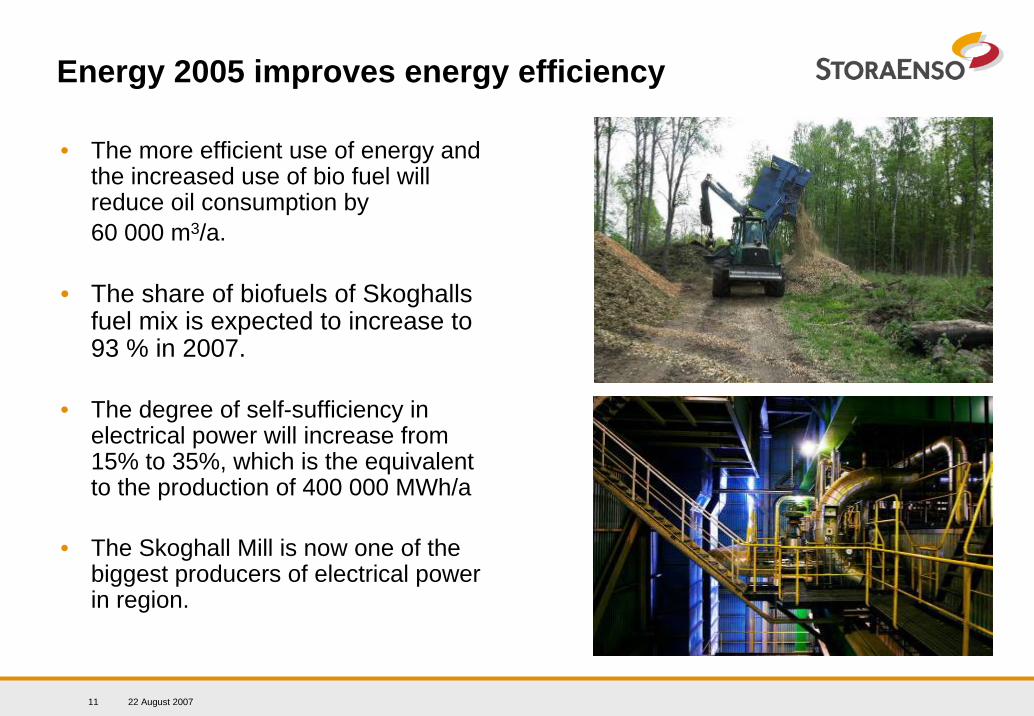
Energy 2005 improves energy efficiency
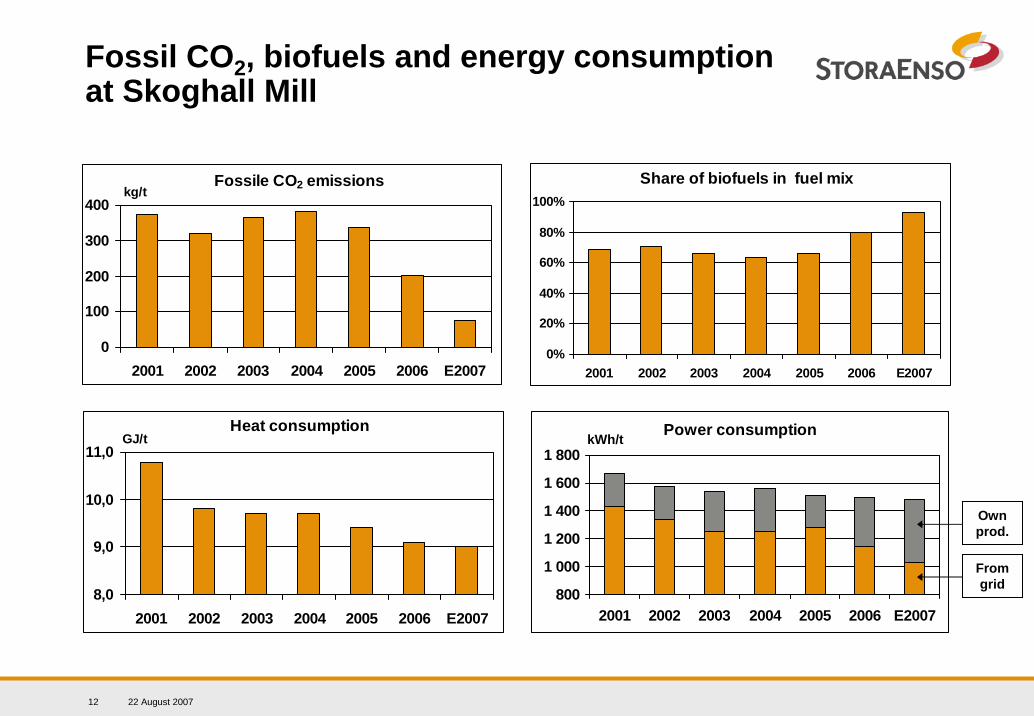
• The more efficient use of energy and the increased use of bio fuel will reduce oil consumption by 60 000 m3/a.
• The share of biofuels of Skoghalls fuel mix is expected to increase to 93 % in 2007.
• The degree of self-sufficiency in electrical power will increase from 15% to 35%, which is the equivalent to the production of 400 000 MWh/a
• The Skoghall Mill is now one of the biggest producers of electrical power in region.
22 August 200712
Fossil CO2, biofuels and energy consumption at Skoghall Mill
Fossile CO2 emissions
0
100
200
300
400
2001 2002 2003 2004 2005 2006 E2007
kg/tShare of biofuels in fuel mix
0%
20%
40%
60%
80%
100%
2001 2002 2003 2004 2005 2006 E2007
Heat consumption
8,0
9,0
10,0
11,0
2001 2002 2003 2004 2005 2006 E2007
GJ/t
From grid
Ownprod.
Power consumption
800
1 000
1 200
1 400
1 600
1 800
2001 2002 2003 2004 2005 2006 E2007
kWh/t
22 August 200713
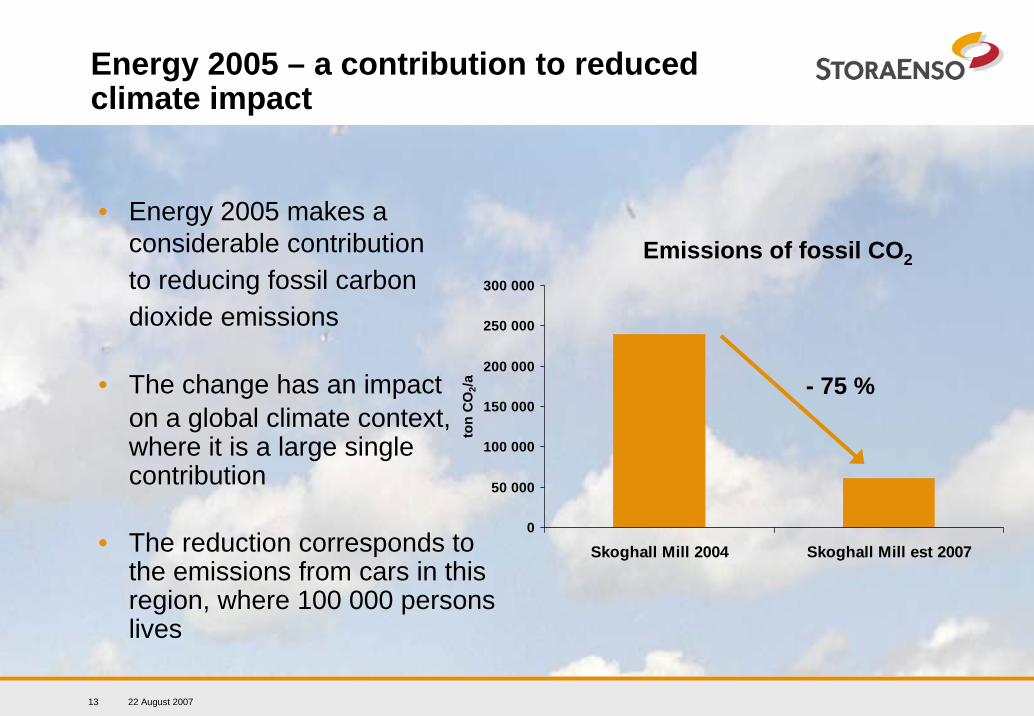
Energy 2005 – a contribution to reduced climate impact
Emissions of fossil CO2
• Energy 2005 makes a considerable contribution to reducing fossil carbon dioxide emissions
• The change has an impact on a global climate context, where it is a large single contribution
• The reduction corresponds to the emissions from cars in this region, where 100 000 persons lives
0
50 000
100 000
150 000
200 000
250 000
300 000
Skoghall Mill 2004 Skoghall Mill est 2007
ton
CO
2/a - 75 %
22 August 200714
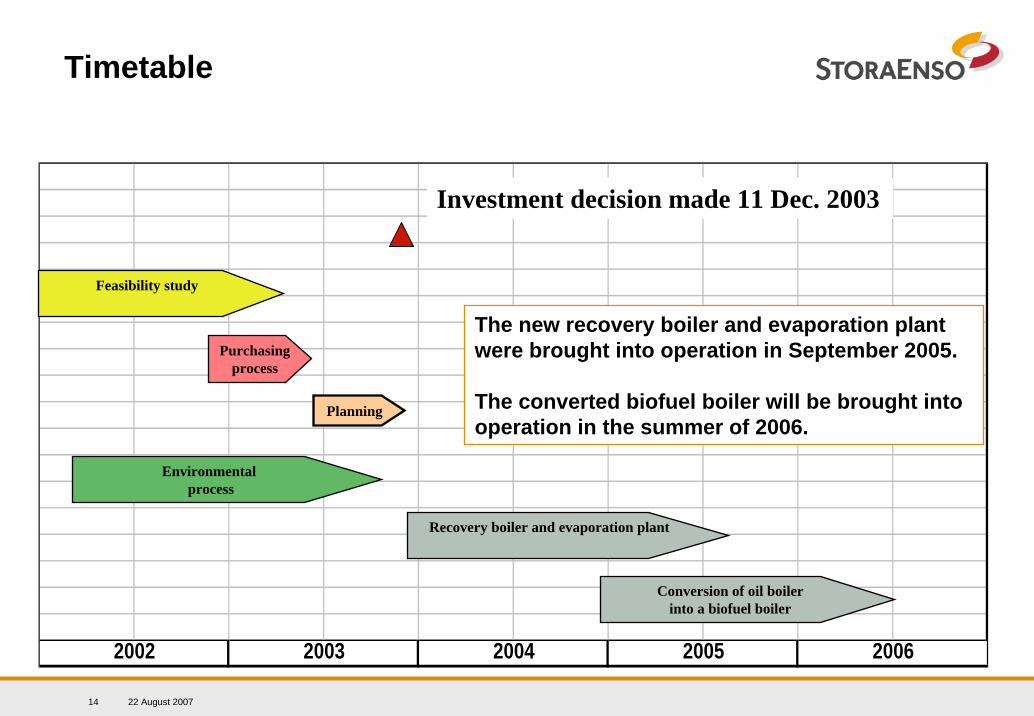
Timetable
2006200520042002 2003
Environmentalprocess
Recovery boiler and evaporation plant
Investment decision made 11 Dec. 2003
Conversion of oil boilerinto a biofuel boiler
Feasibility study
Planning
Purchasingprocess
The new recovery boiler and evaporation plant were brought into operation in September 2005.
The converted biofuel boiler will be brought intooperation in the summer of 2006.
22 August 200715
22 August 200716
Start up of the recovery area in autumn 2005 was a success
Evaporation plant• The plant was started at a stop in
the pulp mill. After 6 hours liquorwas delivered.
• Very good operational economy.
Recovery boiler• Flying start up. Pulp was produced
during the start up.• Board machines produced 2600
tonnes during start up day, whichwas a production record.
• More steam production than beforeresulting in a decreased oilconsumption of 85 m3/d.
22 August 200717
Start up of fuel handling and bio fuel boiler in summer 2006 was also a success!
Fuel handling• Good mix of different fuel types• High availability
Bio fuel boiler• Good load regulation performance with
bio fuel• Good start up and high availability• Emissions in level with expected

22 August 200718
Energy2005 - when energy and environment dances together
22 August 200719
22 August 200720
22 August 200721
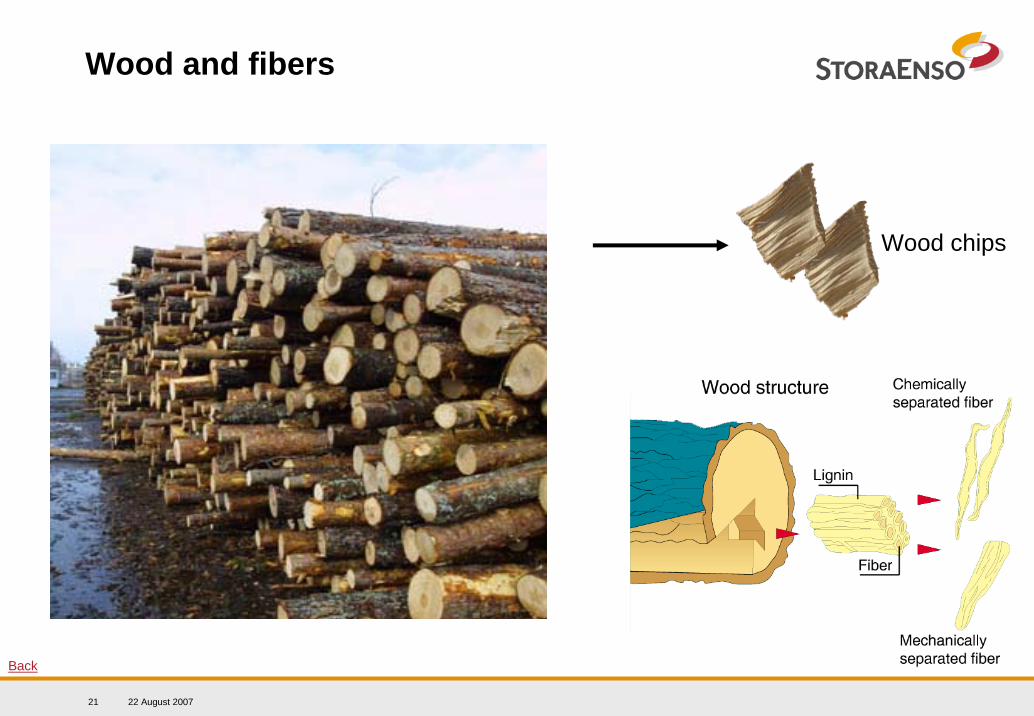
Wood and fibers
Wood chips
Back
22 August 200722
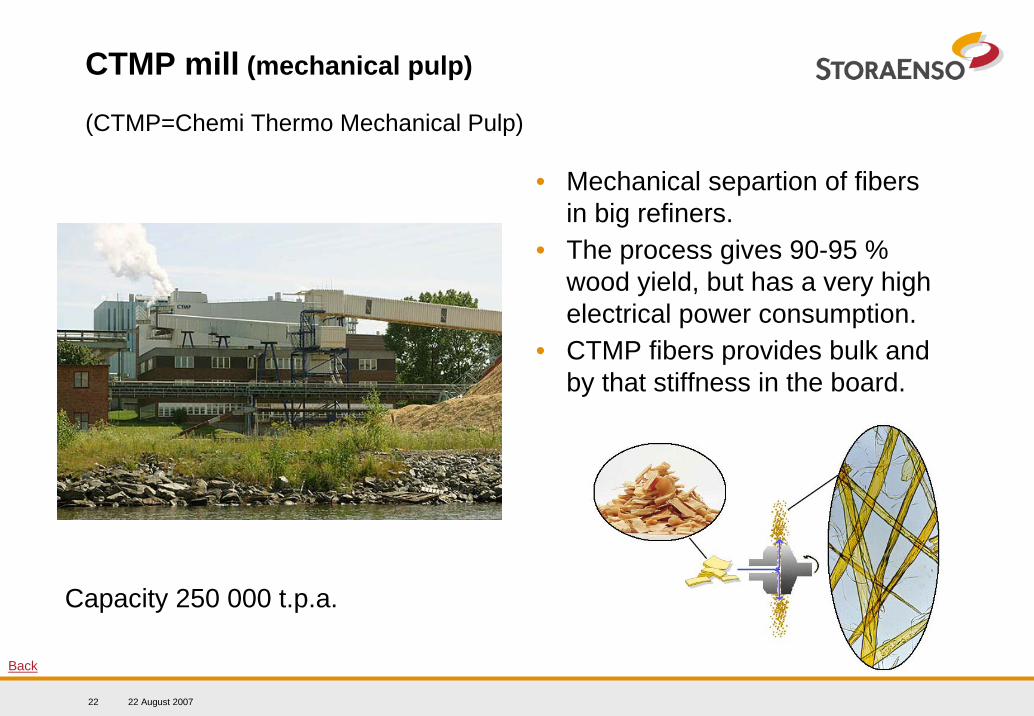
CTMP mill (mechanical pulp)
(CTMP=Chemi Thermo Mechanical Pulp)
• Mechanical separtion of fibers in big refiners.
• The process gives 90-95 % wood yield, but has a very high electrical power consumption.
• CTMP fibers provides bulk and by that stiffness in the board.
Capacity 250 000 t.p.a.
Back
22 August 200723
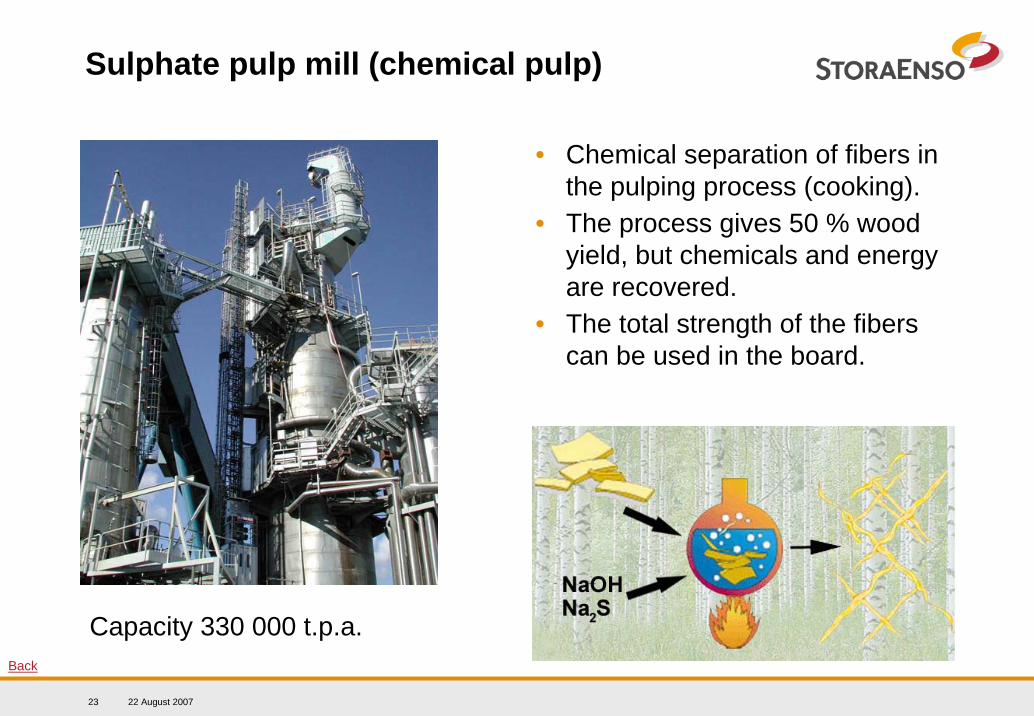
Sulphate pulp mill (chemical pulp)
• Chemical separation of fibers in the pulping process (cooking).
• The process gives 50 % woodyield, but chemicals and energyare recovered.
• The total strength of the fibers can be used in the board.
Capacity 330 000 t.p.a.Back
22 August 200724
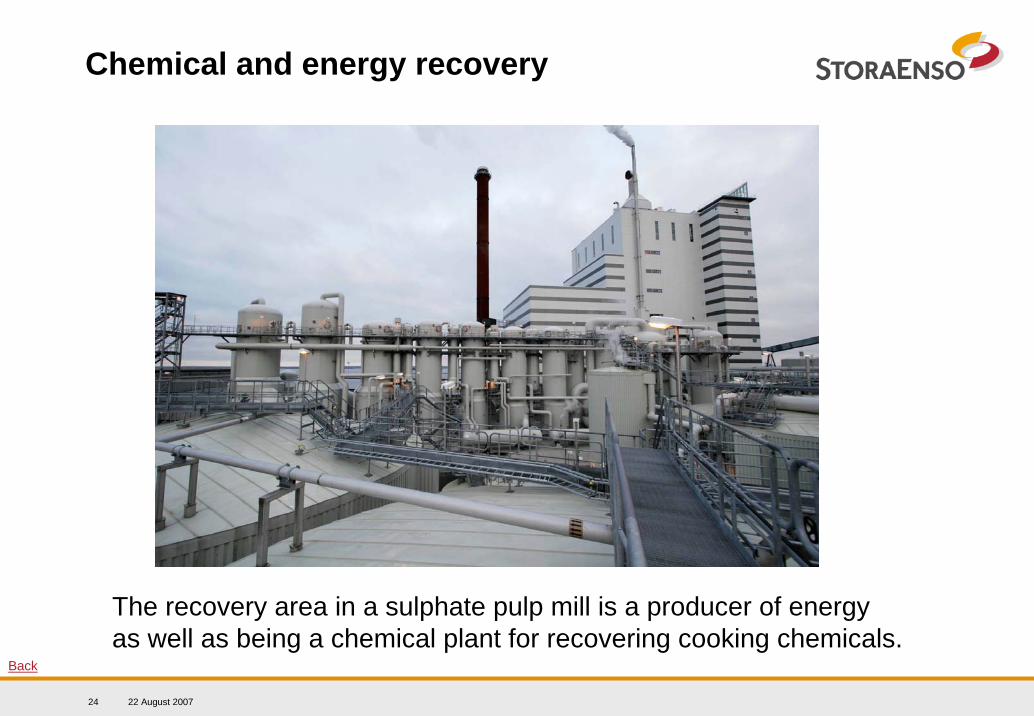
Chemical and energy recovery
The recovery area in a sulphate pulp mill is a producer of energy as well as being a chemical plant for recovering cooking chemicals.
Back
22 August 200725
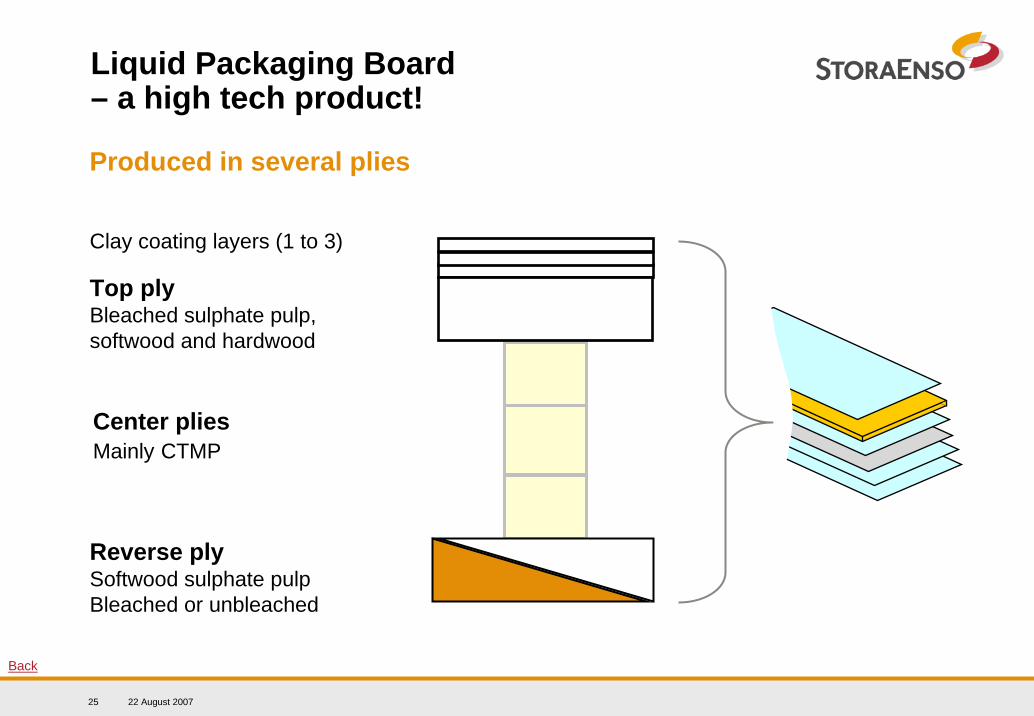
Top plyBleached sulphate pulp,softwood and hardwood
Center pliesMainly CTMP
Reverse plySoftwood sulphate pulpBleached or unbleached
Liquid Packaging Board– a high tech product!
Clay coating layers (1 to 3)
Produced in several plies
Back
22 August 200726
Start-up year 1996Length 298 mWidth 8,1 mAnnual capacity 410 000 tnCoating 3 stageGrammage 135-390 g/m2
KM8 – Basic facts
Back