-
Journal of Nanoparticle Research 1: 329347, 1999. 1999 Kluwer
Academic Publishers. Printed in the Netherlands.
Invited paper
Strain directed assembly of nanoparticle arrays within a
semiconductor
C.-Y. Hung1, A.F. Marshall2, D.-K. Kim1, W.D. Nix3, J.S. Harris,
Jr.1 and R.A. Kiehl11Solid State and Photonics Laboratory, 2Center
for Materials Research,3Department of Materials Science and
Engineering, Stanford University, Stanford, CA 94305, USA
Received 7 December 1998; accepted in revised form 15 April
1999
Key words: nanoparticles, self assembly, nanotechnology,
precipitation, elastic properties
Abstract
The use of strain to direct the assembly of nanoparticle arrays
in a semiconductor is investigated experimentally andtheoretically.
The process uses crystal strain produced by a surface structure and
variations in layer compositionto guide the formation of arsenic
precipitates in a GaAs-based structure grown at low temperature by
molecularbeam epitaxy. Remarkable patterning effects, including the
formation of single and double one-dimensional arrayswith
completely clear fields are achieved for particles in the 10-nm
size regime at a depth of about 50 nm from thesemiconductor
surface. Experimental results on the time dependence of the strain
patterning indicates that straincontrols the late stage of the
coarsening process, rather than the precipitate nucleation.
Comparison of the observedparticle distributions with theoretical
calculations of the stress and strain distributions reveals that
the precipitatesform in regions of maximum strain energy, rather
than near extremum points of hydrostatic stress or
dilatationstrain. It is therefore concluded that the patterning
results from modulus differences between the particle and
matrixmaterials rather than from other strain related effects. The
results presented here should be useful for extendingstrain
directed assembly to other materials systems and to other
configurations of particles.
Introduction
A process for directing the assembly of nanoparticleswithin a
solid so as to control the spatial distributionsin one, two, or
three dimensions is of potential interestfor a variety of
applications. The ability to preciselycontrol the periodicity in
particle arrays or the couplingbetween sets of particles could lead
to materials withinteresting optical or electronic properties.
Moreover,if the positional control could be made to originate
fromstructures that also provide electrical or optical accessto the
particles, this could open new possibilities fornanostructure
devices and circuits.
Nanoparticles can be formed within a solid by theprocess of
precipitation. The formation of nanocrystalswithin a semiconductor
is of particular interest becausethis allows the electrical and
optical properties of the
particle and the matrix to be tailored over wide ranges.In this
paper we examine a process in which strain isused to direct the
assembly of nanocrystals within asemiconductor by controlled
precipitation (Kiehl et al.,1995, 1996; Hung et al., 1997, 1998).
The processuses crystal strain and layer composition to guide
theformation of arsenic precipitates in a GaAs-based struc-ture
grown at low temperature by molecular beam epi-taxy (MBE). The
inhomogeneous strain field producedby stressors fabricated on the
surface of the epitaxialstructure is used to control the lateral
position of theparticles, while the composition of the epitaxial
layerscontrols the vertical position of the particles.
This paper is designed to be a comprehensive treat-ment of this
topic in which essential backgroundmaterial and key prior results
are briefly presentedtogether with results from our recent
experimental and
-
330
theoretical studies. We will begin by discussing
theprecipitation process for hexagonal arsenic crystals
innon-stoichiometric GaAs grown at low temperatures bymolecular
beam epitaxy. The control of precipitate sizeand uniformity is
discussed and the use of composi-tional variations to produce
preferential precipitation inselected epitaxial layers is
described. We then discussresults on strain directed assembly of
one-dimensionalparticle arrays. Experimental results on the time
depen-dence of the patterning effects during annealing aregiven
first. Results on the observed dependence of thestrain patterning
on stressor geometry are presentednext. The theoretical stress and
strain distributions inour structure are then examined using the
finite elementmethod and compared with the observed particle
dis-tributions in the structures. As summarized in the con-clusion
of this paper, the theoretical and experimentalresults provide a
detailed understanding of the pattern-ing mechanism, which should
be useful for extendingthis process to other materials systems and
particleconfigurations.
Arsenic precipitation in non-stoichiometricGaAs
Growth of non-stoichiometric material
Molecular beam epitaxial growth of high-quality stoi-chiometric
GaAs is typically done at a substrate tem-perature of 600C, and an
As/Ga flux ratio in the rangeof 1520. If such a V/III flux ratio is
maintained, butthe substrate temperature is lowered to 200250C,
thevapor pressure of As will be lower than the impingingAs pressure
and excess arsenic will tend to accumu-late on the surface. As a
result, as much as 1.5% excessAs will be incorporated into the GaAs
film, whichis called non-stoichiometric (NS) or
low-temperature-grown (LTG) GaAs (Melloch et al., 1992; Yu et
al.,1992). Similar techniques can also be applied to growNS-AlGaAs,
NS-InGaAs and other non-stoichiometricarsenide layers.
The excess As incorporated into NS-GaAs resultsin various forms
of point defects, such as arsenic anti-sites AsGa, arsenic
interstitials AsI and gallium vacan-cies VGa (Kaminska et al.,
1989; Look et al., 1990), asshown schematically in Figure 1. The
concentration ofarsenic interstitials AsI appears to be negligible
com-pared with AsGa and VGa according to studies by Liuet al.
(1995). Arsenic anti-site defects are found withconcentrations in
the range of 21019 to 11020 cm3
Figure 1. Schematic illustrating the point defects in arsenic
richnon-stoichiometric GaAs prior to annealing.
Non-stoichiometricGaAs is grown at low temperatures (e.g., 200C) by
molecularbeam epitaxy.
in as-grown layers, depending on the growth tempera-ture. The
concentration of VGa in as-grown NS-GaAsis approximately 1019 cm3
(Look et al., 1990).
The amount of excess arsenic incorporation isa strong function
of the substrate temperature andincreases as the growth temperature
is decreased. Thelattice constant of InGaAs is larger than that of
GaAsbecause the As atom is larger than the Ga atom. Asa result of
this lattice mismatch, there is a limit tothe amount of excess
arsenic that can be incorporatedinto the layer by lowering the
substrate temperature(Melloch et al., 1992). For a given amount of
excessAs, there will be a critical thickness beyond which thefilm
turns polycrystalline or even amorphous.
Formation of arsenic precipitates during annealing
When NS-GaAs epilayers are annealed above about400C, the excess
As atoms cluster to form precipi-tates (Melloch et al., 1992). A
precipitation process isa solidsolid transformation and can be
expressed as:
0 D C
where 0 is the metastable supersaturated solid solu-tion, is a
stable or metastable precipitate, and is amore stable solid
solution with the same crystal struc-ture as 0 but with a
composition closer to equilibrium.In general, the approach to
equilibrium for the supersat-urated phase 0 can occur by at least
two mechanisms:(1) nucleation and growth and (2) spinodal
decompo-sition. The precipitation of excess arsenic is believedto
occur by nucleation and growth.
-
331
Nucleation occurs at the beginning of the precipita-tion
process. The free energy difference between the 0matrix and
the0matrix with-phase precipitates is thedriving force for the
nucleation of precipitates. In thenucleation of -phase in a matrix
of supersaturated 0-phase, B-atoms within the 0 matrix must first
diffusetogether to form a small volume with the composi-tion. An
interface must be created during this processand this also leads to
a change in free energy. The totalfree energy change associated
with the nucleation pro-cess will have three contributions
1GT D N.1ga C1gel/C .N/2=3
where 1ga is the difference in free energy per atombetween the
supersaturated 0-phase and the -phase,1gel is the elastic strain
energy per atom, is the inter-face free energy, and is the shape
factor. The elas-tic energy here results from a change in volume
orshape during the precipitation process, which will bediscussed in
more detail later.
The first term in the above equation is usually nega-tive, and
the free energy of the system will decrease asB-atoms are added to
the precipitate (a driving force fornucleation). However, the
interfacial free energy andelastic energy will increase as the
nucleus grows. Thus,if the total free energy change is plotted as a
functionof the nucleus radius, it will initially increase, reacha
maximum point, and then decrease as the nucleusradius increases.
The maximum (positive) change inthe free energy in this
transformation is called thenucleation barrier.
The precipitate shape satisfying the above criterion isthat
which minimizes the total interfacial free energy. Inthe simplest
case, the particles tend to have a sphericalshape since this
results in the minimum surface area fora fixed volume. This is the
case of As precipitates inGaAs, the particles are observed to be
nearly spherical.
(a) (b)850C 600C
Figure 2. High resolution (110) cross-sectional TEM images,
showing arsenic precipitates formed in GaAs after annealing at (a)
850C(b) 600C.
Thus far, we have discussed the kinetics of an iso-lated
precipitate and its surrounding matrix. If we nowconsider the
situation with more than one precipitate inthe matrix, one would
expect that the growth of eachprecipitate will influence the others
so as to minimizethe total free energy of the whole system. This
processis important in the late stages of precipitate growth, andis
referred to as coarsening (Porter & Easterling, 1991).A high
concentration of small precipitates will tend tocoarsen into a
lower concentration of large particleswith a smaller total
interfacial area in order to min-imize surface energy. Coarsening
dominated by sur-face energy in this way is known as Ostwald
ripening(Lifshitz & Slyozov, 1961).
In any two-phase system, including a matrix and pre-cipitate,
there will be a range of particle sizes due to dif-ferences in the
time of nucleation and the rate of growth.In the case of two
adjacent spherical precipitates withdifferent diameters, the free
energy per atom of thelarge precipitate is smaller than that of the
small precip-itate. According to the well known method of
commontangents (Porter & Easterling, 1991), one finds that
thesolute (atom-B) concentration in the matrix adjacentto a
particle is higher when the precipitate is smaller.Therefore, there
will be a concentration gradient in thematrix which causes the
solute (B atoms) to diffuse inthe direction from the smaller
particle toward the largerparticle, so that the small particles
shrink, and eventu-ally disappear, while large particles grow. The
overallresult is that the total number of particles decreases
andthe mean radius increases with time.
Precipitate size and structure
Figure 2(a) and (b) are (110) cross-sectional trans-mission
electron micrograph (TEM) images of Asprecipitates in GaAs samples
annealed under different
-
332
thermal cycles. At the lower anneal temperature theprecipitates
are small and very dense. At higher annealtemperatures, they are
much larger and less dense, pre-serving the total arsenic
volume.
The influence of the anneal temperature on the for-mation of As
precipitates has been investigated byMelloch et al. using rapid
thermal anneals (RTA) andfurnace anneals (Melloch et al., 1992).
Figure 3 sum-marizes the average sizes and spacings of
precipitatesas a function of temperature for a 30 s isochronal
annealfor four different samples with various amounts ofexcess As
in the range 0.20.9%. The data in Figure 3shows that the size of
the precipitates can be designedto be in the range of about 220 nm
over this tempera-ture range.
TEM images of large precipitates formed at 850Cand small
precipitates formed at 600C are shown inFigure 4. The images of the
large precipitates show setsof lattice planes that are different
from those of the sur-rounding GaAs, indicating a distinct crystal
structureand that the lattices of the precipitate and the matrix
aresemicoherent (coherent in some directions and inco-herent in
others). In directions where the planes of theprecipitate align
with the matrix, misfit dislocations cansometimes be identified.
The crystal structure of largeprecipitates has been determined to
be hexagonal with(0003) planes oriented almost parallel to f111g
planesof GaAs (Claverie & Weber, 1992). The image for
thesmaller precipitate in Figure 4 appears to be coher-ent with the
surrounding GaAs. This is typical of whathas been reported for As
precipitates in the range of
Figure 3. Average sizes and spacing of As precipitates in
GaAsand AlGaAs as a function of the anneal temperature
(AfterMelloch et al., 1992). The calibration samples from our
experi-ments are shown as black circles.
(a)
(b)
Figure 4. High resolution TEM image showing precipitatesfound in
GaAs after annealing at (a) 600C for 30,000 s and (b)850C for 30
s.
24 nm. The crystal structure of such small As precip-itates,
which has sometimes been referred to as pseu-docubic
(Liliental-Weber et al., 1991), is not yet aswell established.
Bulk hexagonal As is a semimetal and there is exper-imental
evidence that As precipitates behave as buriedmetallic Schottky
barriers (Mahalingam et al., 1992;Ibbetson et al., 1993). The
electronic properties ofsemiconductor nanocrystals in the size
regime wherethe particle contains only a few hundred or a
fewthousand atoms is strongly size dependent (Alivisatos,1996), and
some size dependence can also be expectedin the case of
semimetallic As precipitates. While theelectronic properties are
critical for potential nanoelec-tronic applications, this subject
is beyond the scope ofthe present study, which is concerned with
the pattern-ing of the particles.
Preferential precipitation inheterostructure layers
In uniform layers of NS-GaAs, the precipitates nucle-ate
homogeneously and are distributed uniformly in the
-
333
layers. In a NS-AlGaAs/GaAs heterostructure, how-ever,
precipitates form preferentially in the GaAs lay-ers (Mahalingam et
al., 1992). This effect has beenattributed to the differences
between the interfacialenergies associated with the arsenic
precipitates in theGaAs and the AlGaAs matrix. The interfacial
energy ofprecipitates in GaAs is lower than in AlGaAs becausethe
GaAs bond is weaker than the AlAs bond. Fromthis, one would expect
a diffusion of AsGa point defectsfrom the AlGaAs layers to the GaAs
layers so that thetotal free energy of the system is reduced,
similar toOstwald ripening. Thus, the preferential precipitationof
As in GaAs is believed to be a coarsening processin which
precipitates nucleate throughout the AlGaAsand GaAs layers but
preferentially grow in the GaAslayers with continued annealing.
The above picture is supported by experiments onthe time
evolution of the precipitate distribution shownin Figure 5. The
samples were annealed at 600C forthree different times. At this
relatively low annealingtemperature, the diffusion of atomic
arsenic throughthe lattice is relatively slow and the buildup of
particledensity within the GaAs well can be clearly seen.
In NS-GaAs, a high concentration of vacancies(1019 cm3) exists
in the as-grown layers. The pres-ence of vacancies is important in
the precipitation pro-cess since the diffusion of AsGa anti-sites
is vacancyassisted, as discussed by Bliss et al. (1992).
Duringannealing, vacancies will diffuse to vacancy sinks, suchas
defect complexes or interfaces which include thesample surface, the
layer interface, and the arsenic pre-cipitate interface. Due to the
annihilation of vacanciesduring annealing, the supersaturated
vacancy densitydecreases with time. Therefore, there is a
strongdecrease in diffusion during annealing. Such
detailsconcerning the time dependence of the point
defectconcentrations are important to the preferential
precip-itation in epitaxial layers (Hung et al., 1998) and
couldalso play a key role in the strain patterning effects
ofinterest here.
Strain directed assembly of 1D nanoparticlearrays
Kiehl and coworkers (1995) were first to demonstratethat the
lateral position of arsenic precipitates in GaAscan be controlled
by a stress structure (stressor). Theiroriginal idea was based on
the notion that an inten-tional modulation of strain in the
epitaxial structurecould be effective in determining the most
favorable
Figure 5. Histograms showing the distribution of arsenic
precip-itates in the growth direction for (a) 600C/30 s, (b)
600C/300 s,and (c) 600C/30,000 s annealing cycles.
nucleation and equilibrium positions for arsenic pre-cipitation
in NS-GaAs. Initial experiments (Kiehl et al.,1995) showed a
correlation between the position ofnear-surface precipitates in a
homogeneous NS-GaAsstructure and line stressors fabricated on the
surface.Control of both the lateral and vertical positions ofthe
precipitates was then demonstrated by combin-ing strain patterning
with preferential precipitation inan AlGaAs/GaAs heterostructure
(Kiehl et al., 1996).Composition controls the vertical position of
the parti-cles, while strain controls the lateral position, as
illus-trated in Figure 6.
The structure used in these earlier experiments wasbased on a
non-stoichiometric AlGaAs/GaAs/AlGaAssandwich that was capped with
a thin InGaAs-basedlayer. The GaAs and AlGaAs layers in the
sandwich
-
334
Figure 6. Schematic diagram illustrating the use of strain
andcomposition to control the position of As precipitates in
anAlGaAs/GaAs heterostructure.
Figure 7. Cross-sectional SEM showing the strain
directedassembly As precipitates in an AlGaAs/GaAs
heterostructurewith line stressors fabricated on the surface. The
precipitate diam-eter and stressor width are approximately 20 and
200 nm, respec-tively. The precipitates have formed in a 10-nm GaAs
layer (light-gray region). (After Kiehl et al., 1996).
were approximately 10 and 50 nm, respectively. TheInGaAs layer
in the structure is strained as a resultof its larger lattice
constant. After the growth of thesandwich, the InGaAs cap layer was
patterned bye-beam lithography, covered by a SiN dielectric
film,and annealed by rapid thermal annealing. The
epitaxialstructure, sample growth, and preparation proceduresused
in the present work are similar to those used inthe earlier
studies. Further details will be given later inthis paper.
0.1 m
Figure 8. Plan view TEM showing the formation of 1D
arsenicparticle arrays beneath line stressors. The stressors are
90-nmwide and spaced with a 290-nm pitch. The particles beneath
thestressors have an average diameter of 16 nm and an average
edge-to-edge spacing of 23 nm. (After Kiehl et al., 1996).
Figure 7 shows a cross-sectional high resolutionscanning
electron micrograph (SEM) image of thistype of sample after
annealing. A single line of parti-cles approximately 20 nm in
diameter can be seen cen-tered under each stressor. Particles are
also found inthe spaces between the stressors. The particles are
ver-tically positioned at the plane of the GaAs layer (thelight
gray band in the image) at a depth of 45 nm fromthe etched AlGaAs
surface.
In order to observe the distribution of particles alongthe
stressor lines, the samples were also examined byplan-view (TEM). A
plan-view TEM micrograph isshown in Figure 8 for a sample having
approximately90-nm wide stressor lines set at a 290-nm pitch. It
isseen that 1D arrays of particles with an average diame-ter of 16
nm and average edge-to-edge spacing of 23 nmare formed beneath the
stressors.
The above results show that the particles (1) form ina single
line beneath each stressor, (2) form a disperseddistribution
centered midway between stressors, and(3) are almost completely
absent within wide bandsrunning along each stressor edge.
-
335
Time and geometry dependencies ofstrain patterning
Materials growth and sample preparation
In order to investigate the extent of the strain patterningand
to gain a better understanding of the detailed mech-anism behind
this effect, we examined the dependen-cies of the patterning on
annealing cycle and the stres-sor geometry. The samples were grown
in a Varian GENII MBE system on a two-inch diameter substrate.
Thegrowth rates were typically 0.15m/h and 0.27m/hfor GaAs and
AlGaAs, respectively, with a ratio ofgroup V to group III beam
equivalent pressures equalto 36.
A 200 nm GaAs buffer layer was first grown on asemi-insulating
substrate to eliminate defects from thesubstrate. This was followed
by a 50-nm Al0:4Ga0:6Aslayer, which serves as a blocking layer for
the diffusionof excess arsenic from the upper layers. These first
twolayers were stoichiometric layers grown at 600C. Thesubstrate
temperature was then lowered to 200C andthree non-stoichiometric
layers were grown: 200 nm
(a) (b)
Figure 9. Plan-view TEM image and schematic illustrating the
patterning for a 850C/30 s anneal.
of NS-Al0:4Ga0:6As, 10 nm of NS-GaAs, and 50 nm
ofNS-Al0:4Ga0:6As. Finally, the substrate temperature wasraised to
450C and the following layers were grown:2 nm of GaAs, 12 nm of
In0:3Ga0:7As, and a 4 nm GaAscap.
The top three layers of the structure are used in thefabrication
of surface stressors. InGaAs has a largerlattice constant than
GaAs, with a lattice mismatch of7.1% for pure InAs. When grown
epitaxially on GaAs,the InGaAs lattice strains to match the
in-plane latticeconstant of the underlying GaAs substrate.
Strainedlayers that are free of misfit dislocations can be
grown,provided that the layer is below a composition depen-dent
critical thickness.
Surface stressors consisting of narrow lines formedin the
strained top layers of the structure were fab-ricated by patterning
the surface by e-beam lithogra-phy and etching through to the
NS-Al0:4Ga0:6As layerwith a selective wet chemical etch. To prevent
arsenicloss through the surface during the anneals, a
Si3N4dielectric film was then deposited by plasma enhancedchemical
vapor deposition at 350C. Different anneal-ing temperatures were
employed in an ambient of
-
336
(a) (b)
Figure 10. Plan-view TEM image and schematic illustrating the
patterning for a 900C/15 min anneal.
Figure 11. Plan-view TEM image and schematic illustrating the
patterning for a 900C/1 h anneal.
-
337
nitrogen and forming gas for three different annealtimes, 30,
300 and 30,000 s. Rapid thermal anneal-ing (RTA) was used for the
two shorter anneals and afurnace (quartz tube) anneal was used for
the longestanneal. The distributions and sizes of arsenic
precipi-tates in the structure were examined by TEM incross
section.
Time dependence
Figures 9, 10, and 11 are the bright-field plan-viewTEM
micrographs under the (001) zone-axis condition,showing the lateral
distributions of arsenic precipitatesalong the InGaAs stressor
lines in the annealed samplesfor the three annealing cycles. The
main variable in thisset of experiments is the annealing time.
Figure 9(a), the annealing case of 850C/30 s, showsthat arsenic
precipitates were uniformly distributedacross the sample with no
evidence of strain patterning.Cross-sectional TEM analysis of this
sample showedthat a preferential coarsening of arsenic
precipitateshad occurred in the NS-GaAs layer so that most of
theprecipitates were confined in this plane although theywere not
strain patterned laterally, as illustrated in theFigure 9(b).
When the anneal time was increased to 15 min, anoticeable strain
patterning appeared. Figure 10 showsa higher precipitate density
beneath the InGaAs stres-sors. Close inspection of the micrographs
indicated thatthe particle density beneath the stressors was
higherthan in the spaces by a factor of about 2.4. We alsoobserved
that the arsenic precipitates underneath thestressors are larger
than those in between. These resultsshow that the strain patterning
involves the diffusionof excess arsenic from the spaces to the
region beneaththe stressors, as illustrated in Figure 10(b). Figure
11presents the case of the longest anneal, one hour. Thearch-shaped
contrast and wide dark bands around andacross the InGaAs stressor
lines are diffraction con-trast from the bending of the thin TEM
specimen. Notethat, because of this influence, some arsenic
particleswere either hidden or showed a gray contrast in thedarker
regions. Three interesting results are shown inthis image: (1) a
single line of arsenic particles with anaverage size of 14.4 nm
beneath each InGaAs stressor,(2) a field clear of arsenic particles
in the spacing regionbetween the stressors, and (3) a more uniform
parti-cle spacing (90 nm in average) underneath the
stressorscompared to those seen in Figures 9 and 10.
The formation of a single line of precipitates withcompletely
clear fields shown in Figure 11 is quitedramatic. Moreover, the
trend in the results of Figures 9through 11 provide information
that is useful in deter-mining the details of the strain patterning
mechanism.One possible scenario has been that strain modulatesthe
nucleation barrier, so that precipitates nucleate ear-lier beneath
the stressor. These larger particles wouldtend to grow faster than
the smaller particles in thespaces, as in the case of normal
Ostwald ripening. Ourresults show, however, that the size
distribution of par-ticles in the early stage of growth is uniform
with nonoticeable spatial dependence. Thus, it appears that
theeffect of strain on the nucleation barrier does not playan
important role in the patterning. Instead, it appears
(a)
(b)
Figure 12. (a) Plan-view TEM image and (b) histogram of
thearsenic distribution beneath the stressors for a sample with 135
nmstressors. The annealing cycle was 900C for 1 h.
-
338
(a)
(b)
Figure 13. (a) Plan-view TEM image and (b) histogram of
thearsenic distribution beneath the stressors for a sample with 200
nmstressors. The annealing cycle was 900C for 40 min.
that the strain patterning is a coarsening effect, similarto
what is observed for preferential precipitation dueto composition.
In other words, rather than controllingthe position where particles
initially form, the strainmodulates the redistribution of atomic
arsenic betweenthe precipitates during the late stages of
coarsening.As a result, the arsenic particles beneath the
InGaAsstressor grow while others shrink and
eventuallydisappear.
Geometry dependence
We have also experimentally examined the dependenceof the strain
patterning on the width of the stressor.Figure 12 shows a plan-view
TEM image for the same
(a)
(b)
Figure 14. (a) Plan-view TEM image and (b) histogram of
thearsenic distribution beneath the stressors for a sample with 410
nmstressors. The annealing cycle was 900C for 40 min.
sample as in Figure 11, but over a larger area. The widthof the
stressors in this case is 135 nm. A histogramshowing the lateral
distribution of precipitates beneaththe stressors is shown in
Figure 12(b). The distributionis sharply peaked in the middle of
the stressor. (Notethat the extent of the horizontal axis in the
histogramcorresponds to the stressor width.)
Figure 13 shows the plan-view TEM image and his-togram for a
wider stressor having a width of 200 nm. Inthis case we observe
that precipitates deviate from themiddle point of the stressor,
i.e., the distribution broad-ens. Figure 14 shows the TEM image and
histogram fora 410 nm wide stressor. At a width of 410 nm,
arsenicprecipitates no longer form along the center line ofthe
stressor. Instead, they form in narrow regions justinside of the
two edges of the stressor, thereby forminga double-line array of
particles. We will discuss thisdependence of the distribution on
stressor geometry inthe next section.
-
339
Stress and strain calculation
In order to gain a better understanding of the detailedmechanism
of the strain patterning observed in ourexperiments, an analysis
was made of the stress andstrain fields in our structure, which is
shown schemat-ically in Figure 15. The sources of strain are (1)
theepitaxial mismatch strain between InGaAs and GaAslayers, (2) the
thermal strain during annealing dueto different thermal expansion
coefficients amongInGaAs, GaAs, AlGaAs, and Si3N4, and (3) the
strainproduced by the stress in the dielectric cap on the
pat-terned semiconductor structure. The various param-eters include
the composition of the InGaAs layer, thewidth (w) and thickness (t)
of the stressor, and the com-position and thickness of the
dielectric cap.
The origins of strain in a thin film grown on a sub-strate
usually include thermal strain, intrinsic strainand epitaxial
strain (Baker & Nix, 1990). These threestrains are described
by:
Thermal : "misfit D .f s/.T T0/Intrinsic : "misfit D
1transformation=3
Epitaxial : "misfit D .df ds/=dswhere T0 is the growth
temperature, is the ther-mal expansion coefficient of the material,
and d is the
Figure 15. Schematic showing the geometry of the patterned
epitaxial structure with the Si3N4 dielectric cap.
lattice constant of the material. 1transformation is the vol-ume
change of a thin film if a phase transformationoccurs during the
thermal cycle, the subscript f indi-cates thin film, and s stands
for substrate.
The coefficients of thermal expansion and latticeconstants of
GaAs, AlAs, InAs and SiN were takenfrom the literature (Neuberger,
1971; Walle, 1989),assuming a linear relationship with composition
in thealloy systems. This gives an epitaxial strain betweenthe
In0:25Ga0:75As and Al0:4Ga0:6As layers used in ourstructure equal
to 0.0176. The thermal strains betweenthe In0:25Ga0:75As,
Al0:4Ga0:6As, GaAs and Si3N4 lay-ers are usually two or three
orders of magnitude lowerthan the epitaxial strain, even for
temperatures severalhundred of degrees away from the growth or
depositiontemperature.
We are interested in the stress and strain distributionsin the
AlGaAs/GaAs/AlGaAs epitaxial layers wherethe precipitates form. The
InGaAs layer and Si3N4 capcan be considered as surface features
producing thestress and strain. The rest of the structure is taken
to be anon-rigid GaAs substrate since the mechanical proper-ties of
AlGaAs and GaAs are nearly the same. A generalpurpose finite
element code, MARC (1988), was usedto solve the strains/stresses
for the geometry involved.Because this code cannot directly model
the epitax-ial strain, an effective thermal mismatch was used
to
-
340
approximate the epitaxial strain (Xu & Petroff, 1991).This
was done by using an effective coefficient of ther-mal expansion
(CTE) for the InGaAs layer, based onthe layer mismatch and the
annealing temperature. Thesame method was used to model the stress
conditionsof the Si3N4 films.
Figure 16 shows a diagram of the geometry usedin the simulation,
including boundary conditions. Thethickness of the Si3N4
passivation over the stressor isthe same over the stressor and the
substrate. The stres-sor, the dielectric, and the substrate are
assumed to beperfectly bonded. The structure is constrained so
thatit is not displaced in the x-direction at the nodes alongthe
y-axis, as indicated in the figure. Moreover, thesubstrate is
assumed to be much larger than the stressorin each direction and
constrained not to move in eitherthe x or the y directions at the
lower left node. Sinceour stressors are very long compared to their
width andheight, the boundary conditions of the plane strain
case
Figure 16. Geometry and boundary conditions for the
structuremodeled in the finite element method calculations.
are used to reduce the situation to the two dimensionalcase.
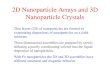
Figure 17 shows the two-dimensional contour plotsof the FEM
results for the strain distributions in thecase of a stressor
thickness t and width w equal to 15and 100 nm, respectively. The
Si3N4 layer was taken as70 nm. These values are close to the
experimental val-ues for the narrow stressor. Figure 17(a), (b) and
(c)show the "xx; "yy , and "xy fields, respectively. The
rect-angular block of concentrated contours in Figure 17(a)shows
the position of the InGaAs stressor. The regionto the right and
above this block is the Si3N4 dielec-tric (which follows the
contour of the patterned semi-conductor) and the region below the
block representsthe epitaxial AlGaAs/GaAs layers and a portion of
theGaAs substrate. Figure 17(a) shows that the InGaAsstressor is
under compression in the x-direction. Thepatterning of the InGaAs
layer allows the strain to relaxat its edges, thereby generating a
tensile strain field inthe x-direction beneath the stressor. Figure
17(b) showsthat the strain field beneath the stressor is
compres-sive in the y-direction as a result of the Poisson
effect.Figure 17(c) shows a large shear strain is generated atthe
edges of the stressor.
The experimental results described earlier in thispaper indicate
that the particle distribution builds upin the buried GaAs layer
due to compositional differ-ences prior to the effect of strain
patterning. Thus, thestrain and stress distributions within the
GaAs layercentered 50 nm below the surface should be the
mostimportant for the strain patterning. In Figures 18 and19, we
compare the calculated components of the strainand stress fields at
a depth corresponding to the cen-ter of the GaAs layer for two
different stressor widths,representing the narrowest and widest
stressors exam-ined in the experiments.
Figure 18 shows results for a stressor width w equalto 100 nm.
In this case, a transverse tensile strain "xxand a normal
compressive strain "yy are produced in theGaAs well mainly by the
strain relaxation at the edge ofthe stressor. These components have
extremum valuesbeneath the center of the InGaAs stressor. The
shearstrain, "xy is positive and its maximum appears under-neath
the edge of the stressor. The dilatation strain, 8,which is defined
by the sum "xx , "yy and "zz, is plottedin the same figure as well.
Figure 18(b) is the stress plotfor the same stressor geometry. Each
component of thestress shows a trend similar to its corresponding
strain.xx in the GaAs well has a maximum value of 0.15 GPa
-
341
Figure 17. Two-dimensional contour plots of the FEM results for
transverse strain "xx , normal strain "yy , and shear strain "xy
.
in tension. This is about one-tenth of the biaxial stressin a
uniform In0:25Ga0:75As film on a GaAs substrate.The hydrostatic
stress, 1T , which is equal to the sum1=3.xx C yy C zz/, is also
shown. Note that neitherthe dilatation strain nor the hydrostatic
stress exhibit astrongly peaked behavior and that the values of
thesecomponents beneath the stressors are comparable tothose
between the stressors.
The calculated strain and stress distributions at thedepth of
the GaAs layer are plotted in Figure 19 fora large stressor width
of 500 nm. The "xx and "yy
values beneath the stressor are tensile and compres-sive,
respectively, as seen in the previous case of thenarrow stressor.
However, the peak positions of bothstrain components shift from the
center to a posi-tion just inside the edge of the stressor. The
shearstrain is zero at the center and goes through negativevalues
before reaching its maximum at the edge ofthe stressor. Note that
the dilatation strain and hydro-static stress distributions are
again relatively flat andtake on comparable values beneath and
outside of thestressor.
-
342
Figure 18. The (a) strain and (b) stress fields in the
NS-GaAslayer along the x-direction for t D 15 nm, w D 100 nm, and
atensile Si3N4 cap.
Strain patterning mechanism
A reduction of elastic energy can be the driving forcefor the
migration of excess arsenic in an inhomoge-neous strain field. The
reduction in the free energyof the whole system can come from three
sources:changes in particle shape due to diffusion, volumechanges
of particles under stress, and modulus differ-ences between the
particle and matrix materials. Weexamine these in the
following.
Effects due to particle shape
When a precipitate is under a non-uniform stress field orthe
applied stresses at the interface between the precip-itate and the
matrix are not symmetrical, the precipitateis loaded with a stress
state, which includes a pure shearstress. This situation is
illustrated in Figure 20(a). The
Figure 19. The (a) strain and (b) stress fields in the NS-GaAs
layeralong the x-direction for the same parameters as in Figure
18,except w D 500 nm.
presence of the shear will create normal traction on thesurface
of the precipitate such that two diametricallyopposed points on the
sphere are positions of maxi-mum compression, and perpendicular to
this diameterare two diametrically opposed points which are
cen-ters of maximum tension. As a result, the shape of
theprecipitate can change from a sphere to an ellipsoidwith an
elongation in the original direction of maxi-mum tension until the
stresses at the interface becomesymmetric, as shown in Figure
20(a).
The diffusion relaxation of the shear is accompaniedby a
decrease in the elastic interaction energy, which isusually
proportional to the square of the shear stress.However, the
magnitude of this effect is usually muchsmaller than those from the
effects of size and moduluschange. Moreover, the migration of the
solute atoms inthis case usually occurs locally in each
precipitate, notamong the precipitates. Thus while this effect
might
-
343
Figure 20. Schematic showing the effect of (a) diffusion, (b)
vol-ume change, and (c) shear modulus differences on the
elasticinteraction.
lead to a slight modulation in the shape of precipitatesin our
structure, it is unlikely that this effect plays animportant role
in the strain patterning.
Effects due to volume differences
If we regard the precipitates as elastic spheres, theenergy of a
precipitate in a crystal can be considered asthe strain energy
created in the system by the expansionor contraction of a cluster
of solvent atoms to a sizeequal to that of the same number of
solute atoms. Inthe present case, the excess arsenic atoms are
consid-ered as the solute and the GaAs matrix as the solvent.The
strain energy of an arsenic precipitate in the GaAsmatrix can be
simply estimated within this picture ifwe consider that the
formation of an As precipitate isaccomplished by replacing Ga atoms
originally locatedin this volume with As atoms. For the case of a
stress-free medium, this strain energy is due entirely to
theelastic resistance of the material (GaAs) surrounding
the (As) precipitate. However, if the expansion (or
con-traction) occurs in a region already subjected to a
stress(strain) field, extra work will be done against the
forcesacting on the precipitate from this field. This will alterthe
total strain energy of the system by an amount thatis called the
energy of interaction of the precipitate andthe stress field.
When the stress field is non-uniform, the work doneby expanding
a precipitate against the field will varywith the position of the
precipitate in the field. Becauseall systems have a tendency to
decrease their freeenergy (the strain energy in this case), atoms
in theprecipitate will experience a force driving them to theregion
where the precipitates can have a lower inter-action energy. The
volume of each precipitate changescorrespondingly.
Figure 20(b) is a schematic diagram showing thechanges in volume
among particles. The variation of theinteraction energy due to the
volume change is given by
1U volumeint .xi; yi; zi/ D .Tint1V /i D .Tint V 2/iwhere Tint
is the hydrostatic stress, 2 is the dilatationand V is the original
volume of the precipitate formedby the solutes. We see that this
quantity depends uponthe dilatation and the hydrostatic stress in
the neigh-borhood of the precipitate.
The finite element calculations show that the spatialdependence
of the dilatation and hydrostatic stress areabout the same for the
wide and narrow stressor geome-tries. Thus, the trends in these
quantities cannot explainwhy the precipitates form a single-line
array beneath anarrow stressor and double-line array beneath a
widestressor, and it is clear that the strain patterning doesnot
correspond to a minimization of the energy of inter-action related
to the volume differences between thehexagonal As and GaAs
crystals.
Effects due to modulus differences
The atoms in the precipitates and the atoms in thematrix may
have the same size but different stiffnesses,one being elastically
softer than the other. The interac-tion energy is also affected by
the difference betweenthe stiffnesses of the materials (Fleischer,
1961). Suchan elastic non-uniformity interacts with the stress
field.Under a uniform stress field, an additional interactionenergy
will be generated and added to the total elasticenergy of the whole
system. If the stress field is non-uniform, the interaction energy
of each particle willvary with its position in the field. Thus,
there will be
-
344
a force driving the migration of solute atoms
betweenprecipitates so as to reduce the total elastic energywith
the result that some precipitates grow while othersshrink.
Figure 20(c) is a schematic diagram showing theeffect of modulus
change on the elastic interaction.Consider a homogenous, finite,
linear elastic solidwhose external boundary Sext is subjected to
givendisplacements UA (strains) and given tractions T A(stresses)
on the portion of Sext denoted as Su. Nowimagine that a volume V0
with bounding surface S0 hasits elastic stiffnesses changed from
their original con-stant values Cijkl to new constant values given
by Cijklwhile the original boundary conditions onSext are
main-tained, as illustrated in Figure 20(c). The change of
theinteraction energy produced by this modulus differenceis given
by
1Umodulusint .xi; yi; zi/ D 1=2.Cijkl Cijkl/ZV0;i
eAije0kl
dV
where eAij
and e0ij
represent the strain states before andafter the elastic
constants are changed.
In the present case of hexagonal-As and cubic GaAs,the particle
and matrix have very different elastic con-stants. GaAs has a
zinc-blend structure with stiffnesscoefficients C11 D 118 GPa, C12
D 53 GPa and C44 D59 GPa; arsenic has a hexagonal structure with
the stiff-ness coefficients C11 D 130 GPa, C33 D 58:7 GPa,C44 D
22:5 GPa, C12 D 30:3 GPa, C13 D 64:3 GPa andC14 D 3:7 GPa.
Comparing C44 for the two mate-rials, we see that hexagonal-As is
elastically softerthan GaAs. Therefore, the effect of modulus
differ-ences on the elastic interaction could play an impor-tant
role in the relaxation of elastic strain energy inour case. In the
following section, we examine thispossibility.
It should be mentioned that the As precipitate andGaAs matrix
lattices are semicoherent in the particlesize regime of these
experiments, as discussed earlier.However, even in the case of
incoherent particles, therelaxation of strain will, in general,
depend on the rela-tive elastic properties of the particle and
matrix. Only inthe special case of pure shear strain can the
relaxationbe independent of the elastic properties of the
particle.In the general case, where there are hydrostatic
com-ponents to the strain state (as seen in Figure 19), therelative
elastic properties will play a role even if theinterfaces can
freely slide and allow easy diffusion.
Strain energy distributions
To examine the effect of modulus difference on strainpatterning,
we make two simplifying approximations.First, the GaAs substrate
and arsenic precipitates aretaken to be elastically isotropic
materials. Second,since the difference in the strains before and
after themodulus change are generally very small, we assumee0ijD
eA
ij. Thus, the above equation can be simplified to
be (Timoshenko & Goodier, 1970)
1Umodulusint .xi; yi; zi/ D 1=2.E E/ZV0;i
eAijeAkl
dV
D 1=21EXjk
"2jk
D 1=21EEEXjk
"2jk
.j or k D x; y; z/D fUi
whereE andE are the Youngs modulus of arsenic andGaAs,
respectively, since the stiffness in any directionis equal to the
Youngs modulus for an isotropic mate-rial. The "jk are the
components of the strain tensor andUi is the strain energy
originally stored in the system,such as that induced by the
stressors, and is given by
Ui DXjk
1=2E"2jk:
The factor f represents the ratio of the modulus dif-ference to
Youngs modulus of GaAs. Since arsenic iselastically softer than
GaAs and most of its stiffnesscoefficientsCijkl are smaller than
those of GaAs,EEand, in turn, the factor f have negative values in
ourcase. Since the strain energy is always positive, weknow from
the equations above that the change of mod-ulus from E(GaAs) to
E(As) in the volume of V0results in a reduction of the interaction
energy (or thetotal elastic energy of the system). This will be a
forcedriving the migration of excess arsenic as discussedabove.
The importance of the above is that it shows that thechange in
the interaction energy that occurs when a par-ticle is introduced
at a given position is simply propor-tional to the original strain
energy at that position. Theinteraction energy is reduced when the
particle is softerthan the lattice. Thus, due to the modulus
differencesfor our materials, the arsenic precipitates should
tendto grow at positions of larger strain energy, since thiswill
reduce the total free energy for the whole system.
-
345
Figure 21. Comparison of (a) the calculated strain energy
distri-bution and (b) the experimental particle distribution for a
100 nmwide stressor. The strain energy at the depth of the
confining GaAslayer (the particle plane).
Plots of the calculated strain energy in the GaAslayer are shown
for a narrow stressor in Figure 21and a wide stressor in Figure 22.
Histograms of theexperimental particle distributions for narrow and
widestressors are also shown in the figures. It can be seenthat the
experimental particle distributions are in excel-lent agreement
with the peaks in the calculated strainenergy plots. Therefore, we
conclude that the reduc-tion in strain energy related to the
difference betweenthe modulus of the As precipitates and the GaAs
matrixis responsible for the strain patterning observed in
ourexperiments.
From the above, one can roughly explain the trendsin the lateral
patterning effects of the precipitatesobserved in our experiments
as follows. The inhomo-geneous strain fields in the epitaxial
AlGaAs/GaAs lay-ers are mainly caused by the strain relaxation at
theedges of the InGaAs stressors. When the stressor is verywide,
the strain is maximum near its edges and smallnear its center. As
the width of the stressor decreases,the peak of strain moves
towards the center from both
Figure 22. Comparison of (a) the calculated strain energy
distri-bution and (b) the experimental particle distribution for a
410 nmwide stressor. The strain energy at the depth of the
confining GaAslayer (the particle plane).
edges, finally merging and becoming a single peak atthe
center.
To exploit the strain patterning effect, the stressorshould be
designed to produce a maximum in strainenergy at the desired
particle position. In structuressuch as ours where layer
composition is used to con-trol the vertical position of the
particles, it is the strainenergy in the plane where the particles
will be confinedthat is most important. In the simple case where it
isdesired to form particles in a single line beneath thestressor,
narrowing the stressor leads to a single peak inthe strain energy
distribution. However, since the pene-tration depth of the strain
field decreases in proportionto the stressor width, narrowing the
stressor reduces thestrain at a given depth. Thus there is an
optimum widthfor strain patterning. This is illustrated in Figure
23,which shows the calculated strain energy in the confin-ing GaAs
layer as a function of stressor width.
Strain energy calculations such as those describedhere should be
useful for designing stressors for assem-bling other configurations
of particles. For example,
-
346
Figure 23. Calculated strain energy distribution for various
stres-sor widths. (The width w is shown in .)
designs optimized for strain release at the corners of asquare
or polygon-shaped stressor could be used to fab-ricate assemblies
of closely spaced particles in nearlyarbitrary configurations.
Conclusion
The use of strain to direct the assembly of nanoparticlearrays
in a semiconductor was investigated experimen-tally and
theoretically in this paper. Remarkable pat-terning effects,
including the formation of single anddouble one-dimensional arrays
with completely clearfields were achieved for 10-nm particles at a
depth of50 nm from the surface. Experimental results on thetime
dependence of the strain patterning indicate thatstrain controls
the late stage of the coarsening process,rather than the
precipitate nucleation stage. Compari-son of the observed spatial
particle distributions withtheoretical calculations of the stress
and strain distri-butions in the structure reveals that the
precipitatesform in regions of maximum strain energy, rather
thannear extremum points of hydrostatic stress or dilatationstrain.
Based on these results, we conclude that the pat-terning results
from modulus differences between theparticle and matrix materials,
rather than from volumedifferences or other strain related effects.
Thus, it isthe relative softness of the As precipitates compared
tothe GaAs matrix that is the key to the strain patterningobserved
in our experiments.
The results presented here should be useful forextending strain
directed assembly to other materi-als systems and to other
configurations of particles.
An important feature of this process is that, in addi-tion to
providing a means for assembling arrays andarbitrary configurations
of particles, strain patterningalso provides a means for
self-aligning particles to anoptical or electrical access
structure, since this struc-ture could be the stressor itself.
Thus, strain directedassembly could provide an attractive high
throughputfabrication technology for nanoelectronic circuits
andother applications. One interesting example is single-electron
tunneling circuitry (Likharev, 1999), which isbased on electron
tunneling in assemblies of conduc-tive nanometer-scale
particles.
Acknowledgements
The authors would like to acknowledge technical con-tributions
from T. Cuk. R. A. Kiehl would also like tothank his coworkers at
Fujitsu Laboratories, who col-laborated in the early experiments on
this topic. Thiswork was supported by the Air Force through
contractF49620-97-1-0444 and by ONR/DARPA through con-tract
N00014-96-1-0983. Support from Fujitsu Labo-ratories, Ltd. is also
gratefully acknowledged.
References
Alivisatos A.P., 1996. Perspectives on the physical chem-istry
of semiconductor nanocrystals. J. Phys. Chem. 100,1322613239.
Baker S.P. & W.D. Nix, 1990. Mechanical properties of thin
filmson substrates. SPIE Optical Thin Films III: New
Developments,263.
Bliss D.E., W. Walukiewicz, I.J.W. Ager, E.E. Haller, K.T. Chan
&S. Tanigawa, 1992. Annealing studies of low-temperature-grown
GaAs : Be. J. Appl. Phys. 71, 1699.
Claverie A. & Z. Liliental-Weber, 1992. Structure and
orienta-tion of As precipitates in GaAs grown at low temperature
bymolecular beam epitaxy. Philos. Mag. A 65, 981.
Fleischer R.L., 1961. Solution hardening. Acta
Metallurgica9(11), 996.
Hung C.-Y., J.S. Harris, A.F. Marshall & R.A. Kiehl,
1997.Arsenic Precipitation in GaAs for Single-electron
TunnelingApplications. Intl. Symp. Compound Semiconductors,
SanDiego, Calif.
Hung C.-Y., J.S. Harris, A.F. Marshall & R.A. Kiehl,
1998.Annealing cycle dependence of preferential arsenic
precipita-tion in AlGaAs/GaAs layers. Appl. Phys. Lett. 73(3),
330332.
Ibbetson J.P., J.S. Speck, N.X. Nguyen & A.C. Gossard,
1993.The role of microstructure in the electrical properties ofGaAs
grown at low temperature. J. Electronic Materials 22,14211424.
-
347
Kaminska M., Z. Liliental-Weber, E.R. Weber, T. George,
J.B.Kortright, F.W. Smith, B.Y. Tsaur & A.R. Calawa, 1989.
Struc-tural properties of As-rich GaAs grown by molecular
beamepitaxy at low temperatures. Appl. Phys. Lett. 54, 1881.
Kiehl R.A., M. Saito, M. Yamaguchi, O. Ueda & N.
Yokoyama,1995. Lateral patterning of arsenic precipitates in GaAs
by asurface stress structure. Appl. Phys. Lett. 66, 2194.
Kiehl R.A., M. Yamaguchi, O. Ueda, N. Horiguchi &N.
Yokoyama, 1996. Patterned self-assembly of one-dimensional arsenic
particle arrays in GaAs by controlled pre-cipitation. Appl. Phys.
Lett. 68(4), 478 480.
Lifshitz I.M. & V.V. Slyozov, 1961. J. Phys. Chem. Solids
19, 35.Likharev K.K., 1999. Single-electron devices and their
applica-
tions. Proc. IEEE 87(April), 633651.Liliental-Weber Z., G.
Cooper, J.R. Mariella & C. Kocot, 1991.
The role of As in molecular-beam epitaxy GaAs layers grownat low
temperature. J. Vac. Sci. Technol. B 9, 2323.
Liu X., A. Prasad, J. Nishio, E.R. Weber, Z. Liliental-Weber
& W. Walukiewicz, 1995. Native point defects
inlow-temperature-grown GaAs. Appl. Phys. Lett. 67, 279.
Look D.C., D.C. Walters, M.O. Manasreh, J.R. Sizelove, C.E.Stutz
& K.R. Evans, 1990. Anomalous Hall-effect results
inlow-temperature molecular beam epitaxial GaAs: hopping in adense
EL2-like band. Phys. Rev. B 42, 3578.
Mahalingam K., N. Ostsuka, M.R. Melloch, J.M. Woodall &
A.C.Warren, 1992. Arsenic precipitate accumulation and
depletiion
zones at AlGaAs/GaAs heterojunctions grown at low
substratetemperature by molecular beam epitaxy. J. Vac. Sci.
Technol.B 10, 812.
MARC, 1988. MARC finite element program. Palo Alto, CA,MARC
Analysis Research Corporation.
Melloch M.R., N. Otsuka, K. Mahalingam, A.C. Warren, J.M.Woodall
& P.D. Kirchner, 1992. Incorporation of excess arsenicin GaAs
and AlGaAs epilayers grown at low substrate temper-atures by
molecular beam epitaxy. Mater. Res. Soc. Sym. Proc.241, 113.
Neuberger M., 1971. Handbook of Electronic Materials,IFI/Plenum
Data Corporation.
Porter D.A. & K.E. Easterling, 1991. Phase Transformationin
Metals and Alloys, Chapman and Hall, InternationalPublications.
Timoshenko S.P. & J.N. Goodier, 1970. Theory of
Elasticity,McGraw-Hill Book Company.
Walle C.G. V.d., 1989. Band lineups and deformation potentialsin
the model-solid theory. Phys. Rev. B 39, 1871.
Xu Z. & P.M. Petroff, 1991. Strain-induced carrier
confinementin a buried stressor structure. J. Appl. Phys. 69,
6564.
Yu K.M., M. Kaminska & Z. Liliental-Weber, 1992.
Characteriza-tion of GaAs layers grown by low temperature molecular
beamepitaxy using ion beam techniques. J. Appl. Phys. 72, 2850.