Embed Size (px)
Citation preview

Stress-Assisted Isothermal Martensitic Transformation Application to TRIP Steels
G.B. OLSON and MORRIS COHEN
Low-temperature plastic flow in TRIP steels has been found to be controlled by stress-assisted isothermal martensitic transformation. For these conditions, the thermodynamics and kinetic theory of martensitic transformations leads directly to constitutive relations predicting the dependence of flow stress on temperature, strain, strain-rate, and stress-state, consistent with the observed behavior of TRIP steels. Guidelines are obtained for the control of temperature sensitivity, t r -e curve shape, and stress-state effects to achieve novel mechanical properties.
I. INTRODUCTION
THE unusual combinations of strength, ductility, and toughness exhibited by the metastable austenitic steels, termed TRIP steels, ~ have called attention to the potential benefits of deformation-induced martensitic transforma- tions. These effects have been exploited in lower-strength austenitic steels for some time, 2-5 and dispersions of meta- stable austenite now show promise for the improvement of ductility in low-alloy s t e e l s 6'7 and for the toughening of some ceramic materials) However, some undesirable con- sequences, most notably inhomogeneous yielding and ex- treme temperature sensitivity, 9 have hampered the practical development of the high-strength TRIP steels. In an effort to elucidate the interrelation of the transformation kinetics and the plastic flow behavior of these steels, Olson and Azrin ~~ measured the true-stress, true-strain, and martensite content during both uniform and localized (Ltiders-band) deformation; the observations extended from low tempera- tures, where the transformation kinetics are dominated by stress-assisted nucleation on the same sites responsible for the spontaneous cooling transformation, to a higher tem- perature regime dominated by strain-induced nucleation on new sites produced by plastic deformation, u In addition to the well-known "static" hardening contribution of the trans- formation product, comparison of the transformation and flow behaviors revealed a "dynamic" softening associated with the operation of the transformation itself as a defor- mation mechanism. The latter effect was most pronounced at low temperatures where stress-assisted isothermal trans- formation was found to control the plastic flow. For these conditions, it is now of interest to compare the observed transformation and flow characteristics with those pre- dicted from knowledge of the kinetics of isothermal martensitic transformations.
II. KINETICS O F I S O T H E R M A L MARTENSITIC NUCLEATION
Due to the rapid growth of a martensitic particle, the kinetics of isothermal martensitic transformations in steels are nucleation-controlled. Kinetic experiments ~2-~5 demon-
G. B. OLSON, Principal Research Associate, and MORRIS COHEN, Institute Professor Emeritus, are both with the Department of Materials Science and Engineering, Massachuset ts Institute of Technology, Cambridge, MA 02139.
Manuscript submitted July 6, 1981.
METALLURGICAL TRANSACTIONS A
strate that the activation energy (Q) for isothermal nuclea- tion is linearly related to the transformation free-energy change per mole (AG) according to the relation:
Q = A + BAG [1]
with A and B being constants. While AG is usually varied in such experiments by
changing the temperature, Eq. [1] has also been verified by experiments in which AG is varied independently by other driving forces such as magnetic fields. 16 This linear relation has been interpreted in terms of rate-control by interracial dislocation motion,17'~8 supported by quantitative agreement with the kinetics of slip.
When the nucleation activation energy obeys Eq. [ 1 ], the rate of transformation can be expressed by: 12
( A + B A % ~f = n, Vu exp\ ~ / [2]
wheref is the volume fraction of martensite, n, the density of nucleation sites, V the instantaneous mean martensitic plate volume, and u is the nucleat!on-attempt frequency. The critical AG to achieve a g iven f is then given by:
1 ( n, vu~f) AGc~,Q) = - ~ A + RT in--.--;-- [3]
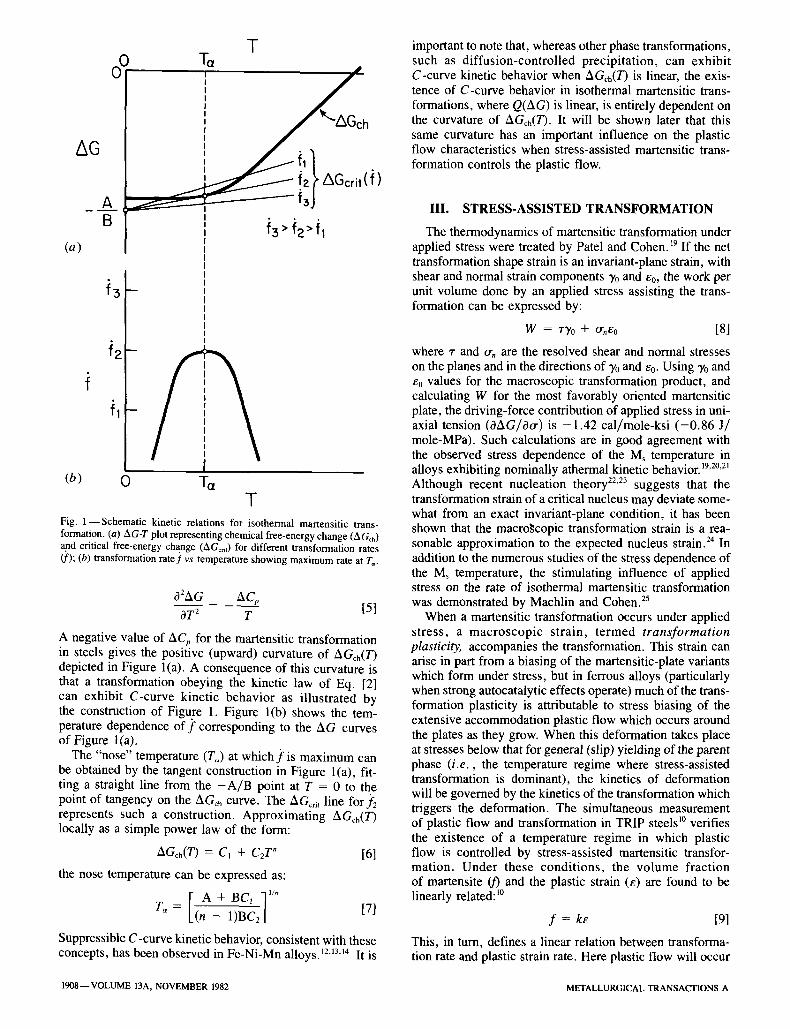
indicating a linear temperature dependence. Straight lines r e p r e s e n t i n g AGent for different values o f f are shown in the AG - T plot of Figure l(a). The lines emanate from a common point at T = 0 where AGc~, is - A / B ; their slopes are determined by.f according to Eq. [3]. The heavy curve labeled AGch in Figure l(a) typifies the temperature de- pendence of the chemical free-energy change for a mar- tensitic transformation. The rate of transformation at a given temperature is determined by the AGcn,()) line which inter- sects AGch at that temperature.
From thermodynamic definition, the slope of AGch(T) is expressed by:
dAG - A S [41 dT
where AS is the transformation entropy change. The curva- ture of AGcdT) shown in Figure l(a) can be attributed to the third-law requirement that S = 0 at T = 0. This curvature is related to the heat capacity difference (ACp) between the parent and product phases:
ISSN 0360-2133/82/1111-1907500.75/0 9 1982 AMERICAN SOCIETY FOR METALS AND VOLUME 13A, NOVEMBER 1982-- 1907
THE METALLURGICAL SOCIETY OF AIME
T
AG f'l A ~ f 3 J
(a)
(b) 0 Ta T
Fig. 1--Schemat ic kinetic relations for isothermal martensitic trans- formation. (a) AG-T plot representing chemical free-energy change (AGch) and critical free-energy change (AGcn,) for different transformation rates (f); (b) transformation ra tef vs temperature showing maximum rate at T~.
a2AG AC e 0T: T [5]
A negative value of AC, for the martensitic transformation in steels gives the positive (upward) curvature of AGch(T) depicted in Figure l(a). A consequence of this curvature is that a transformation obeying the kinetic law of Eq. [2] can exhibit C-curve kinetic behavior as illustrated by the construction of Figure 1. Figure l(b) shows the tem- perature dependence o f f corresponding to the AG curves of Figure l(a).
The "nose" temperature (T~) at which f is maximum can be obtained by the tangent construction in Figure l(a), fit- ting a straight line from the - A / B point at T = 0 to the point of tangency on the AGch curve. The AGcn, line for)'2 represents such a construction. Approximating AGch(T) locally as a simple power law of the form:
AGch(T) = C1 + C2 T" [6] the nose temperature can be expressed as:
I- A + B C 1 ]'/~ T~ = L(n - l ~ 2 J [7]
Suppressible C-curve kinetic behavior, consistent with these concepts, has been observed in Fe-Ni-Mn alloys.12,13,14 It is
important to note that, whereas other phase transformations, such as diffusion-controlled precipitation, can exhibit C-curve kinetic behavior when AGch(T) is linear, the exis- tence of C-curve behavior in isothermal martensitic trans- formations, where Q(AG) is linear, is entirely dependent on the curvature of AGch(T). It will be shown later that this same curvature has an important influence on the plastic flow characteristics when stress-assisted martensitic trans- formation controls the plastic flow.
III. STRESS-ASSISTED TRANSFORMATION
The thermodynamics of martensitic transformation under applied stress were treated by Patel and Cohen. 19 If the net transformation shape strain is an invariant-plane strain, with shear and normal strain components 3'o and e0, the work per unit volume done by an applied stress assisting the trans- formation can be expressed by:
W = rT0 + o',e0 [8]
where r and ~, are the resolved shear and normal stresses on the planes and in the directions of 70 and e0. Using 3'0 and e0 values for the macroscopic transformation product, and calculating W for the most favorably oriented martensitic plate, the driving-force contribution of applied stress in uni- axial tension (OAG/O~r) is -1 .42 cal/mole-ksi ( -0 .86 J/ mole-MPa). Such calculations are in good agreement with the observed stress dependence of the Ms temperature in alloys exhibiting nominally athermal kinetic behavior. 19.20,21 Although recent nucleation theory 22'23 suggests that the transformation strain of a critical nucleus may deviate some- what from an exact invariant-plane condition, it has been shown that the macroscopic transformation strain is a rea- sonable approximation to the expected nucleus strain. 24 In addition to the numerous studies of the stress dependence of the Ms temperature, the stimulating influence of applied stress on the rate of isothermal martensitic transformation was demonstrated by Machlin and Cohen. 25
When a martensitic transformation occurs under applied stress, a macroscopic strain, termed t rans format ion plasticity, accompanies the transformation. This strain can arise in part from a biasing of the martensitic-plate variants which form under stress, but in ferrous alloys (particularly when strong autocatalytic effects operate) much of the trans- formation plasticity is attributable to stress biasing of the extensive accommodation plastic flow which occurs around the plates as they grow. When this deformation takes place at stresses below that for general (slip) yielding of the parent phase ( i .e . , the temperature regime where stress-assisted transformation is dominant), the kinetics of deformation will be governed by the kinetics of the transformation which triggers the deformation. The simultaneous measurement of plastic flow and transformation in TRIP steels 1~ verifies the existence of a temperature regime in which plastic flow is controlled by stress-assisted martensitic transfor- mation. Under these conditions, the volume fraction of martensite (3') and the plastic strain (e) are found to be linearly related: 1~
f = ke [9]
This, in turn, defines a linear relation between transforma- tion rate and plastic strain rate. Here plastic flow will occur
1908--VOLUME 13A, NOVEMBER 1982 METALLURGICAL TRANSACTIONS A
at the applied stress for which the combined (chemical and mechanical) driving force is sufficient to make the rate of transformation plasticity match the imposed strain rate; yielding in a constant strain-rate tensile test then corresponds to an imposed rate of stress-assisted iso- thermal transformation.
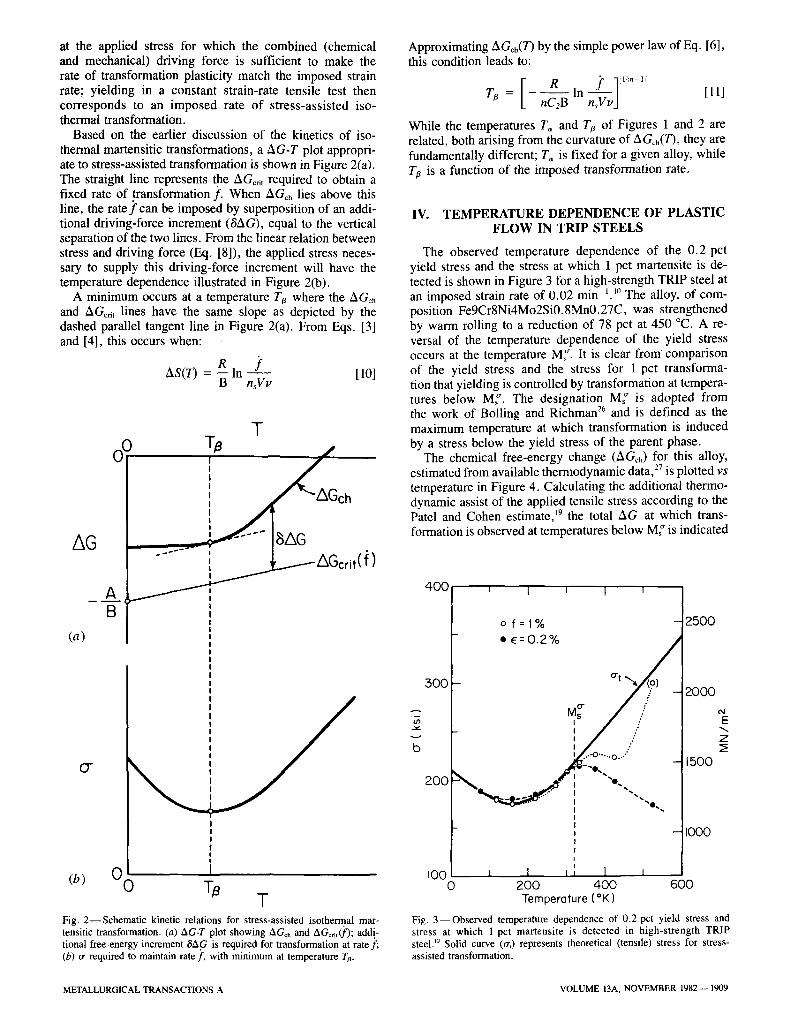
Based on the earlier discussion of the kinetics of iso- thermal martensitic transformations, a A G - T plot appropri- ate to stress-assisted transformation is shown in Figure 2(a). The straight line represents the AGcrit required to obtain a fixed rate of .transformation jr When AGch lies above this line, the rate f can be imposed by superposition of an addi- tional driving-force increment (gAG), equal to the vertical separation of the two lines. From the linear relation between stress and driving force (Eq. [8]), the applied stress neces- sary to supply this driving-force increment will have the temperature dependence illustrated in Figure 2(b).
A minimum occurs at a temperature T# where the AGch and AGcri t lines have the same slope as depicted by the dashed parallel tangent line in Figure 2(a). From Eqs. [3] and [4], this occurs when:
AS(T) = R In ~ [10] B nsVv
&G
(a)
T iSch . . . . . . . . . . . i s a G _ . A ~ ~ ~ ~ - A G c r , t ( f )
B
(7
(b)
I I ! t
I ~ T#
T Fig. 2--Schematic kinetic relations for stress-assisted isothermal mar- tensitic transformation. (a) AG-T plot showing AGch and AGr addi- tional free-energy increment rAG is required for transformation at rate f; (b) o" required to maintain rate f, with minimum at temperature T 0.
Approximating AGch(T) by the simple power law of Eq. [6], this condition leads to:
[ f ] ~/~"-~'] R In [11] Tt3 = - nC2B nsVvJ
While the temperatures To and Tt3 of Figures 1 and 2 are related, both arising from the curvature of AG~h(T), they are fundamentally different; To is fixed for a given alloy, while Ta is a function of the imposed transformation rate.
IV. TEMPERATURE DEPENDENCE OF PLASTIC FLOW IN TRIP STEELS
The observed temperature dependence of the 0.2 pct yield stress and the stress at which 1 pct martensite is de- tected is shown in Figure 3 for a high-strength TRIP steel at an imposed strain rate of 0.02 min-l. 1~ The alloy, of com- position Fe9Cr8Ni4Mo2Si0.8Mn0.27C, was strengthened by warm rolling to a reduction of 78 pct at 450 ~ A re- versal of the temperature dependence of the yield stress occurs at the temperature M,". It is clear from comparison of the yield stress and the stress for 1 pct transforma- tion that yielding is controlled by transformation at tempera- tures below MZ. The designation MZ is adopted from the work of Boiling and Richman 26 and is defined as the maximum temperature at which transformation is induced by a stress below the yield stress of the parent phase.
The chemical free-energy change (AGch) for this alloy, estimated from available thermodynamic da taF is plotted vs temperature in Figure 4. Calculating the additional thermo- dynamic assist of the applied tensile stress according to the Patel and Cohen estimate, ~9 the total AG at which trans- formation is observed at temperatures below MZ is indicated
b
4 0 0 I I I I i /
o f = 1% 4 2500 oE:0.2% o ' t ~
500 .. 2000 O" .' Ms ..:
[ .: Z
-'e. - 1500 f " ~e'-..e" 200 ~ ~ "'-.
-1000
I00 J I J I i 0 200 400 600
Temperature (~ Fig. 3--Observed temperature dependence of 0.2 pet yield stress and stress at which 1 pct martensite is detected in high-strength TRIP steel. ~~ Solid curve (o3 represents theoretical (tensile) stress for stress- assisted transformation.
METALLURGICAL TRANSACTIONS A VOLUME 13A, NOVEMBER 1982-- 1909
0
-200
0 E -400
o -600 <~
-800
I I I I I
-I000
A G c r i t o ~ - 5 0 0 0 0.43 t col/mole -OK
-4000 1 I
400 600 -I000 I I I
0 200 Temperature (~
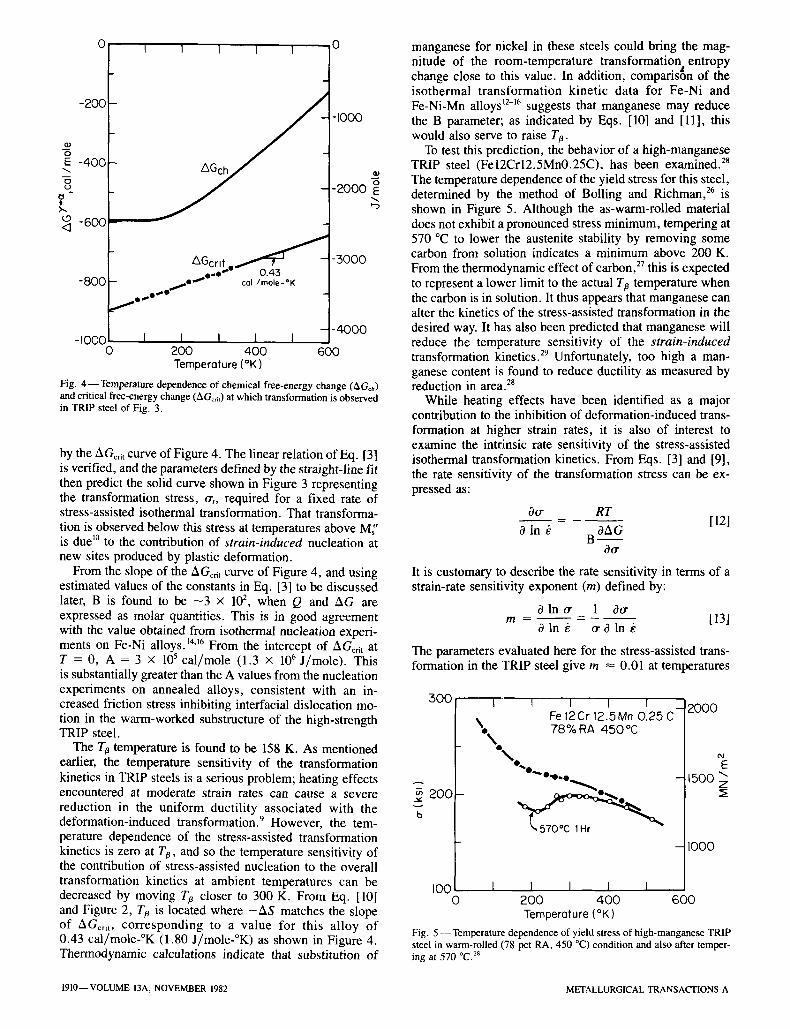
Fig. 4--Temperature dependence of chemical free-energy change (AGch) and critical free-energy change (AGe,,) at which transformation is observed in TRIP steel of Fig. 3.
by the AGent curve of Figure 4. The linear relation of Eq. [3] is verified, and the parameters defined by the straight-line fit then predict the solid curve shown in Figure 3 representing the transformation stress, o-,, required for a fixed rate of stress-assisted isothermal transformation. That transforma- tion is observed below this stress at temperatures above M• is due ~~ to the contribution of strain-induced nucleation at new sites produced by plastic deformation.
From the slope of the AGcn, curve of Figure 4, and using estimated values of the constants in Eq. [3] to be discussed later, B is found to be - 3 x 102 , when Q and AG are expressed as molar quantities. This is in good agreement with the value obtained from isothermal nucleation experi- ments on Fe-Ni alloys. 14J6 From the intercept of AGent at T = 0, A = 3 x 105 cal/mole (1.3 • 106 J/mole). This is substantially greater than the A values from the nucleation experiments on annealed alloys, consistent with an in- creased friction stress inhibiting interfacial dislocation mo- tion in the warm-worked substructure of the high-strength TRIP steel.
The Ta temperature is found to be 158 K. As mentioned earlier, the temperature sensitivity of the transformation kinetics in TRIP steels is a serious problem; heating effects encountered at moderate strain rates can cause a severe reduction in the uniform ductility associated with the deformation-induced transformation. 9 However, the tem- perature dependence of the stress-assisted transformation kinetics is zero at T~, and so the temperature sensitivity of the contribution of stress-assisted nucleation to the overall transformation kinetics at ambient temperatures can be decreased by moving T~ closer to 300 K. From Eq. [10] and Figure 2, T~ is located where - A S matches the slope of AGcrit , corresponding to a value for this alloy of 0.43 cal/mole-~ (1.80 J/mole-~ as shown in Figure 4. Thermodynamic calculations indicate that substitution of
manganese for nickel in these steels could bring the mag- nitude of the room-temperature transformation entropy 9 g change close to this value. In addition, comparison of the isothermal transformation kinetic data for Fe-Ni and Fe-Ni-Mn alloys 12-~6 suggests that manganese may reduce the B parameter; as indicated by Eqs. [10] and [11], this would also serve to raise T o .
To test this prediction, the behavior of a high-manganese TRIP steel (Fe12Cr12.5Mn0.25C), has been examined. 2s The temperature dependence of the yield stress for this steel, determined by the method of Boiling and Richman, 26 is shown in Figure 5. Although the as-warm-rolled material does not exhibit a pronounced stress minimum, tempering at 570 ~ to lower the austenite stability by removing some carbon from solution indicates a minimum above 200 K. From the thermodynamic effect of carbon,27 this is expected to represent a lower limit to the actual T~ temperature when the carbon is in solution. It thus appears that manganese can alter the kinetics of the stress-assisted transformation in the desired way. It has also been predicted that manganese will reduce the temperature sensitivity of the strain-induced transformation kinetics. 29 Unfortunately, too high a man- ganese content is found to reduce ductility as measured by reduction in area. 2s
While heating effects have been identified as a major contribution to the inhibition of deformation-induced trans- formation at higher strain rates, it is also of interest to examine the intrinsic rate sensitivity of the stress-assisted isothermal transformation kinetics. From Eqs. [3] and [9], the rate sensitivity of the transformation stress can be ex- pressed as:
c3or RT - - - [ 1 2 ] a In ~ OAG B - Oor
It is customary to describe the rate sensitivity in terms of a strain-rate sensitivity exponent (m) defined by:
O In o" 1 do" m - - [13]
0 In k ~r d In
The parameters evaluated here for the stress-assisted trans- formation in the TRIP steel give m --~ 0.01 at temperatures
500
200
b
I I l I I % Fe 12Cr 12.SMn 0.25 C
o \ 78%RA 450~
~ e . o . o ~ e _ ~
2000
1500 .~
I000
I00 I 1 I I I 0 200 400 600
Temperature (~ Fig. 5--Temperature dependence of yield stress of high-manganese TRIP steel in warm-rolled (78 pct RA, 450 ~ condition and also after temper- ing at 570 ~ 2s
1910--VOLUME 13A, NOVEMBER 1982 METALLURGICAL TRANSACTIONS A

near 300 K. Some preliminary rate-sensitivity measure- ments below Mg on this alloy suggest an m value of this order. 28 The extensive deformation studies of lower-strength metastable austenites by Boiling and Richman 26'3~ also indi- cate rate sensitivities of this magnitude at temperatures be- low M~. This is a fairly low rate sensitivity, similar to that for deformation by slip in austenitic steels. The similarity is consistent with the concept of nucleation rate control by interfacial dislocation motion.
V. ISOTHERMAL STRESS-STRAIN BEHAVIOR
When plastic flow is controlled by stress-assisted trans- formation, knowledge of isothermal kinetic behavior can also be used to predict the shape of the o--e curve. The course of isothermal martensitic transformation with time has been successfully modeled using Eq. [2] with the num- ber of nucleation sites per volume of sample (n,) described by the relation: t2'14
n, = (n, + p f - Nv) (1 - f ) [14]
where n~ is the initial density of sites, p is an "autocatalytic factor" accounting for new sites produced during transfor- mation, and Nv is the number of martensitic plates per unit volume (accounting for sites which have already operated). The (1 - f ) factor takes into account potential sites which have been "swept up" by the transformation. Eq. [14] explains the observed sigmoidal curves of volume fraction martensite (f) vs time. The initial transformation rate is controlled by ng, while the autocatalytic p factor can lead to upward curvature. The Nv term is related to f through the overall average volume per plate (V'):
Uv = f / V [15]
If V decreases during transformation, the rate of consump- tion of nuclei can eventually exceed the rate of production, and a saturation level of transformation is reached. From an experimentally measured variation o fV during transforma- tion, the instantaneous mean plate volume (V) in Eq. [2] can be deduced from the relation: 13
dV V = V + NvdNv [16]
Such analyses, incorporating measured behavior of V, are found to fit experimental isothermal transformation curves accurately at small amounts of transformation, but the ap- proach to saturation is somewhat abrupt compared to the experimental observations. 13
Taking into account the thermodynamic effect of applied stress (Eq. [8]), we can now express the stress required for a fixed rate of stress-assisted isothermal transformation as a function of the extent of transformation:
(B aAG] -1 o-,(h = - - -UJJ /
A + BAGch + RT In ( n i + p f - Nv)(1 - f ) V v
[17]
Given the experimentally observed linear relation between transformation and plastic strain (Eq. [9]), substitution of
f = ke gives a complete constitutive relation predicting the ~-e behavior when plastic flow is controlled by stress- assisted isothermal martensitic transformation. As the last term in Eq. [17] suggests, the yield stress a t f = 0 will be controlled by ni, but on further straining (transformation) the p factor can cause the denominator to increase with an attendant drop in stress. As a saturation level of trans- formation is approached, the denominator approaches zero and the stress must rise rapidly.
Equation [14] was fitted to the ~-e curve measured at 158 K for the TRIP steel of Figure 2,1~ using the A and B parameters determined from Figure 4 and typical values of the other parameters from nucleation-kinetics experi- ments) 2'13'14 with v = 1013s-~. A constant dV/dNv was assumed as a reasonable approximation of observed be- havior, 13 adopting a typical value of initial average plate volume, V0- Calculated and experimental curves are com- pared in Figure 6. This treatment accurately accounts for the initial stress drop that gives rise to Liiders-band formation in these steels, but as mentioned, the approach to a saturation level, with the attendant high strain hardening, is too abrupt. This discrepancy is likely due to the assumption of a singly- activated process; better agreement should be obtained for both the conventional f vs t data and the r curves by adopting a distribution of activation energies as expected from theory of heterogeneous martensitic nucleation 17'31 and as suggested by the isothermal experiments of Magee) 5
With minimal modification to incorporate the thermo- dynamic effect of applied stress, the existing theory of trans- formation kinetics can thus provide a quantitative rationale for the "dynamic softening" contribution of transformation plasticity when stress-assisted transformation acts as a de- formation mechanism. As will be discussed in a subsequent paper, 32 the need for higher work-hardening rates at higher flow stresses makes the upward-curving shape of the o--e curve of Figure 6 a desirable feature, the control of which can lead to optimum combinations of strength and uniform
0
2 4 0 -
2 2 0
03
b 2 0 0 -
180
f O, 2 0 0 . 4 0
I I I I
T = 158 ~ A = 5 0 7 kcal /mole B = 5 4 5 ni = 106cm -5 p = 109cm-3
Vo = 1.5x l o -gcm 5
d.___~V = _1.5x10_lScm 6 dNv
0 .60 t I
/ Obse~
Calculaled
0 . 8 0 I
1600
0,1 E
1400 ~ z
- 1200
160 I I I I i I 1 0 0 . 02 0 . 0 4 0 .06 0 . 0 8
E
Fig. 6--Comparison of calculated and observed ~~ true o'-e curves for TRIP steel of Fig. 3.
METALLURGICAL TRANSACTIONS A VOLUME 13A, NOVEMBER 1982--1911
ductility. The initial inhomogeneous Liiders deformation as- sociated with the "autocatalytic" stress drop is an un- desirable feature. Based on Eqs. [14] and [15] and the results of isothermal kinetic experiments) 2 reduction of V through austenite grain refinement may reduce this effect.
VI. INFLUENCE OF STRESS-STATE
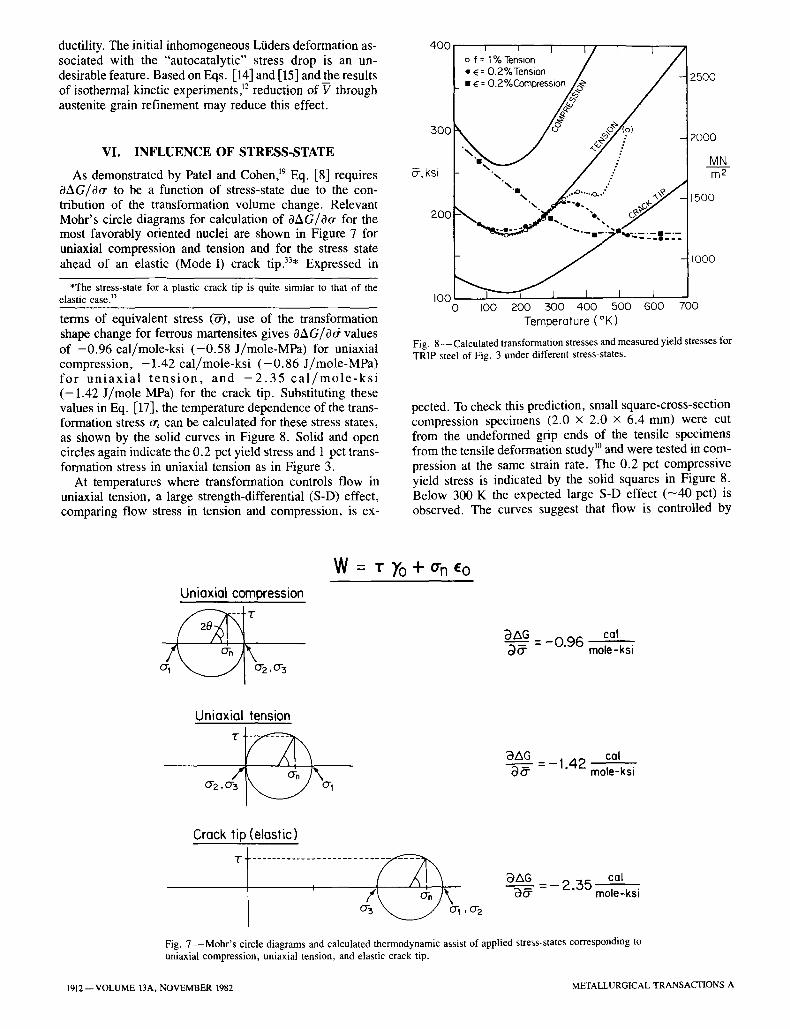
As demonstrated by Patel and Cohen, 19 F_x]. [8] requires OAG/acr to be a function of stress-state due to the con- tribution of the transformation volume change. Relevant Mohr's circle diagrams for calculation of OAG/Oo for the most favorably oriented nuclei are shown in Figure 7 for uniaxial compression and tension and for the stress state ahead of an elastic (Mode I) crack tip. 33. Expressed in
*The stress-state for a plastic crack tip is quite similar to that of the elastic case) 3
terms of equivalent stress (-&-), use of the transformation shape change for ferrous martensites gives aAG/O-6 values of -0 .96 cal/mole-ksi ( -0 .58 J/mole-MPa) for uniaxial compression, -1.42 cal/mole-ksi ( -0 .86 J/mole-MPa) for u n i a x i a l t e n s i o n , and - 2 . 3 5 c a l / m o l e - k s i (-1.42 J/mole MPa) for the crack tip. Substituting these values in Eq. [17], the temperature dependence of the trans- formation stress ~r, can be calculated for these stress states, as shown by the solid curves in Figure 8. Solid and open circles again indicate the 0.2 pet yield stress and 1 pct trans- formation stress in uniaxial tension as in Figure 3.
At temperatures where transformation controls flow in uniaxial tension, a large strength-differential (S-D) effect, comparing flow stress in tension and compression, is ex-
4.00 = i I I / I l / o f = 1% Tension / / 9 ( : 0.2%Tension / / _ 9 ( = 0.2O/oCompressionZ~o ~ / 2500
500 :' - 2000
MN I 'I ~ , o . : ' / m z
..,. ,r ~,ksi
200\,._ "% , 7
IOC I ~ - - " l I I I I 0 I00 200 500 400 500 600 700
Temperoture (~ Fig. 8 --Calculated transformation stresses and measured yield stresses for TRIP steel of Fig. 3 under different stress-states.
pected. To check this prediction, small square-cross-section compression specimens (2.0 • 2.0 • 6.4 mm) were cut from the undeformed grip ends of the tensile specimens from the tensile deformation study ~~ and were tested in com- pression at the same strain rate. The 0.2 pet compressive yield stress is indicated by the solid squares in Figure 8. Below 300 K the expected large S-D effect (--40 pct) is observed. The curves suggest that flow is controlled by
W= rTo+r Uniaxial compression
aAG = - 0 . 9 6 ca-~-L-t a ~ mole-ksi
Uniaxial tension
0-z. 0 - ~ o-1
aAG cal = - 1 . 4 2 i9~ mole-ksi
Crack tip (elastic)
-r . . . . . . . . . . . . . . . . . . . . . . . . . . . .
'
0 - 3 ~ O~ ,O- 2
~AG cal = - 2 . 35 ~ mole-ksi
Fig. 7 - - M o h r ' s circle diagrams and calculated thermodynamic assist of applied stress-states corresponding to uniaxial compression, uniaxial tension, and elastic crack tip.
1912--VOLUME 13A, NOVEMBER 1982 METALLURGICAL TRANSACTIONS A
transformation in tension, but probably by slip in com- pression. Above 500 K where slip controls flow in both tension and compression, a normal S-D effect of a few pct is found.
An anomalous negative S-D effect is seen in the region between 300 and 500 K. Although it would appear that here slip controls flow in both tension and compression, the tensile flow stress becomes significantly higher than the compressive values near the tensile My temperature. In ther- modynamic terms, the comparison of flow stress for two stress states is equivalent to comparing alloys of differing thermodynamic stability, and this effect is therefore analo- gous to a similar observation by Breedis and Robertson 34 in measuring the critical resolved shear stress for slip in Fe-Cr-Ni crystals of different Ni contents. In the vicinity of its My temperature, the (less stable) lower Ni alloy showed a higher critical shear stress despite its lower solute strength- ening at higher temperatures. No martensite formation could be detected at yielding in the anomalous temperature re- gion. It has been suggested that such "pre-transformation strengthening" might arise from an influence of lattice metastability on dislocation mobility as the conditions for spontaneous dissociation related to martensitic nucleation are approached. 35 The relatively steep temperature de- pendence of the compressive yield stress may indicate a similar phenomenon at lower temperatures.
The calculated o-,(T) curve for the stress-state ahead of an elastic crack tip is also shown in Figure 8. It appears that transformation will control flow over a wider temperature range as well as cause a significant reduction in effective flow stress. Such an effect may be desirable from the stand- point of strength/toughness combinations, in that a high uniaxial tensile strength can be obtained while retaining the crack-tip plasticity of a much softer material. This implies that, in addition to the direct relaxation of hydrostatic stress, an important contribution of the transformation volume expansion to fracture toughness might arise from its role in enhancing the stress-state sensitivity of transforma- tion plasticity. Experiments are underway to assess trans- formation toughening effects in precipitation-hardened metastable austenitic steels as a function of the trans- formation volume change. 36
VII. CONCLUSIONS
The martensitic transformation represents an unusual deformation mechanism in that its kinetics can be studied independently of applied stress and the information obtained then used to predict a variety of aspects of mechanical be- havior. When plastic flow is controlled by stress-assisted transformation, existing theory of the thermodynamics and kinetics of martensitic transformations leads directly to con- stitutive relations for transformation plasticity predicting the dependence of flow stress on temperature, strain, strain- rate, and stress-state, consistent with the observed behavior of TRIP steels. The analysis provides useful guidelines con- ceming control of temperature sensitivity, ~r-e curve shape, and stress-state effects with the potential of novel im- provements in mechanical properties.
ACKNOWLEDGMENTS
This work is sponsored by the National Science Founda- tion under Grant. No. DMR-79 15196 and the Office of Naval Research under Contract No. N00014-81-K-0013. The authors also wish to thank Dr. Morris Azrin of AMMRC for providing materials and unpublished data.
REFERENCES 1. V.F. Zackay, E. R. Parker, D. Fahr, and R. Busch: Trans. ASM, 1967,
vol. 60, pp. 252-59. 2. V.N. Krivobok and A .M. Talbot: Proc. ASTM, 1950, vol. 50,
pp. 895-930. 3. H.C. Fiedler, B.L. Averbach, and M. Cohen: Trans. ASM, 1955,
vol. 47, pp. 267-90. 4. G.W. Powell, E.R. Marshal, and W.A. Backofen: Trans. ASM,
1958, vol. 50, pp. 478-97. 5. J.P. Bressanelli and A. Moskowitz: Trans. ASM, 1966, vol. 59,
pp. 223-39. 6. J .M. Rigsbee and P. J. VanderArend: in Formable HSLA and Dual-
Phase Steels, A.T. Davenport, ed., TMS-AIME Conf. Proc., 1977, pp. 56-86.
7. A.R. Marder: ibid, pp. 87-98. 8. R .C. Garvie, R.H. Hannick, and R.T. Pascoe: Nature, 1975,
vol. 253, pp. 703-04. 9. M. Azrin, G. B. Olson, and R. A. Gagne: Mat. Sci. and Eng., 1976,
vol. 23, pp. 33-41. 10. G .B . Olson and M. Azrin: Metall. Trans. A, 1978, vol. 9A,
pp. 713-21. 11. G.B. Olson and M. Cohen: J. Less-Common Metals, 1972, vol. 28,
pp. 107-18. 12. S.R. Pati and M. Cohen: Acta Met., 1969, vol. 17, pp. 189-99. 13. S.R. Pati and M. Cohen: Acta Met., 1971, vol. 19, pp. 1327-32. 14. V. Raghavan and M. Cohen: Metall. Trans., 1971, vol. 2,
pp. 2409-18. 15. C.L. Magee: Metall. Trans., 1971, vol. 2, pp. 2419-30. 16. M.K . Korenko: "Martensitic Transformations in High Magnetic
Fields," Sc. D. Thesis, Massachusetts Institute of Technology, Dept. Mat. Sci. and Eng., February 1973.
17. G .B . Olson and M. Cohen: Metall. Trans. A, 1976, vol. 7A, pp. 1915-23.
18. G.B. Olson and M. Cohen: Proc. Int. Conf. Martensitic Trans- formations, Cambridge, MA, Massachusetts Institute of Technology, 1979, pp. 310-15.
19. J .R. Patel and M. Cohen: Acta Met., 1953, vol. 1, pp. 531-38. 20. G.F. Boiling and R.H. Richman: Scripta Met., 1970, vol. 4,
pp. 539-44. 21. P.J. Fisher: "The Effects of Stress on the MartensiteTransformation,"
Ph.D. Thesis, Univ. New South Wales, Australia, 1974. 22. G .B . Olson and M. Cohen: Metall. Trans. A, 1976, vol. 7A,
pp. 1897-1904. 23. G .B . Olson and M. Cohen: Metall. Trans. A, 1976, vol. 7A,
pp. 1905-14. 24. G .B . Olson and M. Cohen: Proc. Joint U.S./Japan Seminar
Mechanical Behavior of Metals and Alloys Associated with Displacive Phase Transformations, Troy, NY: Rensselaer Polytech. Inst., 1979, pp. 33-34.
25. E .S . Machlin and M. Cohen: Trans. AIME, 1952, vol. 194, pp. 489-500.
26. G.F. Boiling and R . H . Richman: Acta Met., 1970, vol. 18, pp. 673-81.
27. L. Kaufman: ManLabs-N. P. L. Thermochemical Databank, Manlabs, Inc., Cambridge, MA, 1980.
28. G.B. Olson and M. Azrin: AMMRC, Watertown, MA, unpublished research, 1977.
29. G .B . Olson and M. Cohen: Metall. Trans. A, 1975, vol. 6A, pp. 791-95.
30. R.H. Richman and G.F. Boiling: Metall. Trans., 1971, vol. 2, pp. 2451-62.
31. M. Cohen and G.B. Olson: in New Aspects of Martensitic Trans-
METALLURGICAL TRANSACTIONS A VOLUME 13A, NOVEMBER 1982-- 1913

formations, Suppl. Trans. JIM, 1976, vol. 17, pp. 93-98. 32. G.B. Olson and M. Azrin: AMMRC, Watertown, MA, unpublished
research, 1981. 33. J.R. Rice and G. F. Rosengren: J. Mech. Phys. Solids, 1968, vol. 16,
pp. 1-12. 34. J.F. Breedis and W.D. Robertson: Acta Met., 1963, vol. 11,
pp. 547-99. 35. G.B. Olson: "A General Mechanism of Martensitic Ntlcleation,"
Sc. D. Thesis, Massachusetts Institute of Technology, Dept. Mat. Sci. and Eng., Appendix C, June 1974.
36. R. L6al, Massachusetts Institute of Technology, Dept. Mat. Sci. and Eng., doctoral research in progress.
1914--VOLUME 13A, NOVEMBER 1982 METALLURGICAL TRANSACTIONS A





























