Embed Size (px)
Citation preview

3.1. Introduction Morphology control plays a key role in optimising the performance
of multi component polymer blends. The evolution of blend morphology
from pellet or powder sized particles to the sub micrometer droplets
depends on several processing parameters including the rheology,
interfacial properties and composition of the blend [1-6]. The competing
processes of drop break-up and coalescence during processing of polymer
blends determine the final morphology of these mixtures as explained in a
growing body of literature on this subject [6-15]. The interface has a crucial
role in controlling the morphology and final properties of an immiscible
polymer blend. The interfacial tension is the most basic parameter, which
characterises the interface between polymers [16-18]. Owing to the high
molecular weights of the component polymers and negligible combinatorial
entropy during mixing, most of the blends are characterised by coarse,
unstable morphology and poor interfacial adhesion between the phases.
Hence the major challenge in blending involves the manipulation of blend
morphology via judicious control of mixing parameters and the interfacial
interactions.
By the incorporation of suitable block or graft copolymers referred
to as compatibilisers polymer-polymer interface can be modified, which in
turn, will facilitate the control of morphology development. The
compatibilisers, either pre-made or produced in-situ during reactive
processing, the latter being the industrially preferred method results in the
cost-effective production of new multiphase polymeric materials with

72 Chapter 3
outstanding physical and chemical properties. The basic principle involved
in reactive compatibilisation includes the use of functionalities present in
one or more polymers to form graft or block co-polymers in-situ during
melt processing [19-57]. Compatibilisers improve the degree of dispersion
and stabilise the morphology (by suppressing the coalescence) [38-42] in
addition to strengthening the interface (by reducing the interfacial tension)
[43-46] between the component phases. The compatibilisation efficiency of
the copolymers, in turn depends on several factors such as the type and
amount of functional groups present, reactive group content and end group
configuration of the polymer, the miscibility of the compatibiliser with one
of the phases and its conformation, molecular architecture and stability at
the interface [22, 27-30, 47-55].
This chapter is devoted to the investigations on phase morphology
of compatibilised as well as uncompatibilised PA/PS blends. The effect of
blend composition on the phase morphology development in
uncompatibilised blends has been analysed. Reactive compatibilisation
strategy has been employed making use of amine-anhydride reaction.
Several reports [24-36] based on reactive compatibilisation via amine-
anhydride reaction are available in literature. The compatibilisers used
include, SMA8, SMA28 and SEBS-g-MA. The characteristics of the
compatibilisers are given in Table 2.1. (Chapter2). The effect of reactive
compatibilisation on the phase morphology development of the blends was
analysed. Compatibilisation efficiency of the different compatibilisers has
been discussed. Attempts have also been made to compare the experimental
observations with compatibilisation theories.

Phase Morphology Studies 73
3.2. Results and Discussion
3.2.1. Uncompatibilised blends
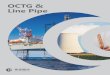
3.2.1.1. Analysis using scanning electron microscopy [SEM] The scanning electron micrographs [SEM] of the cryogenically
fractured surfaces of the uncompatibilised blends are given in Figure 3.1. It
is evident from the micrographs that all the blends exhibit two phase
morphology typical of the uncompatibilised blends. Except N50, all the
other compositions exhibit droplet/matrix morphology, with the minor
phase forming the dispersed phase and the major phase forming the matrix.
N50 blends possess a co-continuous phase structure in which both the PA
as well as the PS exist as continuous phases.
X1000X1000 X1000
N20 N30 N50
X1000 X1000
N70 N80
Figure 3.1: SEM micrographs of uncompatibilised PA/PS blends
The effect of blend composition on the average domain diameter is
shown in Figure 3.2. The figure shows that the domain size is small in

74 Chapter 3
blends where PA is the dispersed phase. This can be explained on the
basis of the difference in the melt viscosities of the component phases.
Favis [56] reported that if the minor component has lower viscosity
compared to the major one, it will be finely and uniformly dispersed in
the major continuous phase and otherwise will be coarsely dispersed. It
can be observed from Figure 3.3. that PS possesses higher viscosity than
PA. Therefore when the high viscous PS forms the matrix, the diffusion
of the dispersed PA particles is restricted, thus retarding their coalescence
resulting in smaller particle size. On the other hand, when the high
viscous PS dispersed in a low viscous PA phase, there is a high
probability of particle coalescence leading to large domains.
20 30 40 50 60 70 800
2
4
6
8
10
Aver
age
dom
ain
diam
eter
(μm)
Wt% of PA
Dn Dw Ds
PA dispersed PS dispersed
co-continuous
Figure 3.2: Effect of blend ratio on dispersed particle size of uncompatibilised
PA/PS blends

Phase Morphology Studies 75
1.5 1.8 2.1 2.4 2.7 3.0
2.2
2.4
2.6
2.8
3.0
logη
(Pas
)
logγ .(s-1)
N0 N100
Figure 3.3. Melt viscosity of PA and PS as a function of shear stress
The SEM micrographs (Figure 3.1.) reveal that the uncompatibilised blends
exhibit a non- uniform and unstable morphology. Figure 3.2 shows that
with the increase in the wt% of the dispersed phase, the domain size
increases. As discussed earlier, development and stability of the
morphology of multiphase polymer melts is a complex function of blend
composition, interfacial characteristics, rheological properties, shear
conditions etc. [1-6]. In the early 1930s, Taylor developed a theory for the
break-up of individual droplets for Newtonian fluids [57, 58]. A
relationship was established between the capillary number, Ca, a ratio of
shear to interfacial forces and the viscosity ratio ηr = ηd/ηm
ma
γη DC
2Γ= [3.1]
where γ is the shear rate, D is the diameter of the droplet, Γ is the
interfacial tension, ηd is the dispersed phase viscosity, and ηm is the matrix
phase viscosity. The predicted drop size for a simple shear field is
proportional to the interfacial tension and inversely proportional to shear

76 Chapter 3
rate and matrix phase viscosity. If Ca is small, the interfacial forces
dominate and a steady drop shape develops. When Ca exceeds a critical
value, Cacrit the drop deforms and subsequently breaks down under the
influence of interfacial tension. According to Tokita [5] when coalescence and
break down balance, the equilibrium particle size (de) can be expressed as,
de ≅ 24PrΓ/ πτ12 {φd + [4PrEdk/πτ12] φd2 } [3.2]
where τ12 is the shear stress, Γ is the interfacial tension, Edk is bulk
breaking energy, φd is the volume fraction of the dispersed phase and Pr the
probability for a collision to result in coalescence. Tokita’s expression
incorporates the composition variable and predicts that particle size at
equilibrium diminishes as the magnitude of the stress field increases
between the component phases and volume fraction of the dispersed phase
result in an enhancement of particle size.
The increase in particle size with dispersed phase concentration of
PA/PS blends can be attributed to the increase in coalescence. Therefore, it
can be concluded that the non-uniform and unstable morphology of PA/PS
blends stem from the high interfacial tension and coalescence conditions.
3.2.1.2. Region of phase inversion
The development of continuity as described by percolation theory
can be summarised as follows: Initially at low concentrations, there is a
dispersion of particles in the matrix. As the concentration of the minor
phase increases, particles become close enough to behave as if they were
connected. Further addition of minor phase material extends the continuity
network until the minor phase is continuous throughout the sample.

Phase Morphology Studies 77
In the present study, the continuity of the dispersed phase is
calculated by solvent dissolution method [59]. When PA forms the matrix,
the minor phase PS was extracted using toluene and when PS forms the
matrix, the minor phase PA was extracted using formic acid. The continuity
of the component is defined as the ratio of the difference of the weight of
the component present initially and the calculated weight of the residual
component after extraction to the weight of the component present initially.
Initial weight of the component ---Weight after extraction Continuity = Initial weight of the component
[3.3]
The results are summarised in Table 3.1. From the values it is
evident that the continuity of both the phases is close to 90% in N40 and
above 90% in N50 and N60 blends. This suggests that N40, N50 and N60
exhibit co-continuous morphology. For all the other blend compositions
(N10, N20, N30, N70, N80 and N90), the continuity is less than 30%,
suggesting matrix/droplet morphology.
Table 3.1: Percentage of continuity by solvent dissolution
Concentration of PS phase
Continuity (%) of PS phase
Concentration of PA phase
Continuity (%) of PA phase
PS dispersed PA dispersed
10 9 10 3
20 26 20 14
30 50 30 16
40 94 40 85
50 97 50 94

78 Chapter 3
Various models have been applied for the prediction of a continuity
point. Jordhamo et al. [60] developed an empirical model based on the melt
viscosity ratio, (ηd/ηm), and the volume fractions (φ), of each phase for
predicting the phase inversion in immiscible polymer blends. According to
this model, phase inversion should occur when
11
2
2
1 =φφ
ηη
[3.4]
Chen and Su [61] proposed the following equation taking into account the
fact that Jordhamo model over estimates the volume fraction of the high
viscosity phase.
3.0
2.1 ⎟⎟⎠
⎞⎜⎜⎝
⎛=
lv
hv
lv
hv
ηη
φφ [3.5]
where hv denotes the high viscous and lv, the low viscous phase.
The region of phase inversion can also be modeled using a modified Chen
and Su model by avoiding 1.2 from the above equation [62].
3.0
⎟⎟⎠
⎞⎜⎜⎝
⎛=
lv
hv
lv
hv
ηη
φφ [3.6]
The volume fractions of PS and PA at their phase inversion points
as predicted by these models are given in Table 3.2. All the models agree
well with the experimental observation at low viscosity ratios. When the
viscosity ratio is less than 2, all the three models predict values close to the
experimental values. At higher viscosity ratios, all the models show some
variations.

Phase Morphology Studies 79
Table 3.2: Modeling of phase inversion.
Jordhamo Chen & Su Chen & Su (modified) η ratio
φPS φN φPS φN φPS φN
2.7 0.73 0.27 0.38 0.62 0.57 0.43
2.4 0.7 0.3 0.44 0.56 0.4 0.6
2 0.6 0.44 0.6 0.40 0.55 0.45
1.5 0.4 0.6 0.58 0.42 0.53 0.47
1.2 0.55 0.45 0.56 0.44 0.51 0.49
Experimental observation of phase inversion is found to occur at φPS = 0.52, 0.62 and φN =0.48, 0.38
3.2.2. Compatibilised blends
3.2.2.1. Compatibilisation strategy
Owing to the lack of favourable interfacial interactions resulting
from their polarity difference [note that PA is a polar polymer and PS a
simple hydrocarbon polymer], PA/PS blends are immiscible. This often
leads to a coarse unstable morphology which will be reflected in poor
performance of the blends. This problem can be alleviated via
compatibilisation. Compatibilisation improves morphological stability
primarily by introducing a steric hindrance to coalescence. An effective
compatibiliser tends to reside at the interface and consequently serves as
phase emulsifier to reduce the interfacial tension, leading to smaller
dispersed phase domains in the blend. As a result, the fine phase domains
are stabilised against coalescence and the interfacial adhesion between two
immiscible polymers is enhanced.

80 Chapter 3
Since one of the components is PA with potential functionalities
due to the presence of amine and carboxyl and groups as well as the amide
linkage, reactive route can be successfully employed in compatibilising the
blends. Imidisation is a very well known amine /anhydride reaction. It is a
spontaneous reaction which does not require any molecular catalyst and can
take place even in the absence of solvents, at high temperatures. In our
system we have selected SMA8, SMA28 and SEBS-g-MA as
compatibilisers, which ensure compatibility by imidisation reaction. These
compatibilisers consist of anhydride groups which can react with the
functionalities of the PA. All the three compatibilisers employed possess a
PS part which is expected to be miscible with the PS phase.
The mechanism of the interfacial reaction is based on (1) the amine
–anhydride reaction which involves an acid /amide intermediate that cyclises to
produce an imide group and a water molecule (Scheme 3.1), or (2) amide-
anhydride mechanism which involves an acid/imide intermediate which
cyclises, leading to a cyclic imide and an acid chain end (Scheme 3.2) [63].
O
O
O
+ H2N PA
OH
NHO
O
PA
N
O
O
PA + H2O
Low temperature < 120 C0
High temperature Scheme 3.1: Amine -anhydride mechanism

Phase Morphology Studies 81
O
O
O
+
N
O
O
PA
PA HNCO PA
OH
O PA
PAO
O
HOOC PA+
Scheme 3.2: Amide -anhydride mechanism
3.2.2.2. Morphology refinement on compatibilisation with SMA8 The compatibilisation efficiency of SMA8 is well evident from the
SEM micrographs shown in Figure 3.4. The micrographs show that particle
size has been considerably reduced with the incorporation of the
compatibiliser. From the SEM micrographs, morphological parameters
such as average domain diameter (Dn and Dw), domain distribution,
interfacial area per unit volume (Ai) and interparticle distance (IPD) have
been calculated using equations given in chapter 2.

82 Chapter 3
X2000 X2000 X2000
SMA8 (0.5%)N80 SMA8 (1%)
X2000X2000
SMA8 (2%) SMA8 (4%)
Figure 3.4: SEM micrographs of N80 blends compatibilised with SMA8
Figure 3.5 shows the effect of compatibiliser concentration on the
dispersed particle size of N80 blends. It can be observed from the figure
that with the incorporation of SMA8, domain size decreases. The reduction
in domain diameter is significant till 2% addition of SMA8, beyond which
a quasi-equilibrium state is observed. Hence it can be suggested that by the
addition of 2% SMA8, critical micelle concentration (CMC) is reached
beyond which a leveling off in particle size can be observed. The influence
of compatibiliser on the domain distribution is depicted in Figure 3.6 which
reveals that compatibilisation resulted in narrowing of domain distribution.
The effect of compatibilisation on interfacial area per unit volume (Ai) and
interparticle distance (IPD) are given in Table 3.3. The incorporation of
SMA8 resulted in an increase in interfacial area per unit volume, which
suggests that the compatibiliser could effectively locate at the interface

Phase Morphology Studies 83
between the components thereby increasing the interfacial thickness. The
IPD values decreased upon compatibilisation.
0 1 2 3 4 5
1
2
3
4
5
Aver
age
Dom
ain
Dia
met
er (μ
m)
Wt% of SMA8
Dn Dw
Figure 3.5: Effect of SMA8 on the dispersed particle size of N80 blends.
0 1 2 3 4 5 6 70
10
20
30
40
50
% d
istri
butio
n
Dn (μm)
N80 SMA8 (0.5) SMA8 (1) SMA8 (2) SMA8 (4)
Figure 3.6: Effect of SMA8 on the domain distribution of N80 blends

84 Chapter 3
Table 3.3: Effect of SMA8 on Ai and IPD of N80 blends
Sample Ai (μm-1)
IPD (μm)
N80 0.31 4.65
SMA8 (0.5%) 0.40 3.54
SMA8 (1%) 0.47 3.02
SMA8 (2%) 1.23 1.17
SMA8 (4%) 1.21 1.19
The SEM micrographs showing the effect of addition of SMA8 on
the morphology of N20 blends are shown in Figure 3.7. The effect of
compatibiliser concentration on particle size is shown in Figure 3.8. As
discussed earlier, the high viscous PS matrix restricts the diffusion of
dispersed PA particles thereby hindering their coalescence. Consequently,
the uncompatibilised blends with the PA dispersed phase consist of
relatively smaller domains. Hence the effect of compatibiliser in reducing
the domain size is not prominent as in the case of N20 blends as evident
from Figures 3.7 and 3.8. However, particle size decreases upon SMA8
addition till CMC (0.5%) beyond which a leveling off is observed. The
effect of compatibilisation on Ai and IPD of N20 blends is presented in
Table 3.4 where we can observe an increase in Ai and decrease in IPD on
addition of SMA8.

Phase Morphology Studies 85
X1000 X1000 X1000
N20 SMA8 (0.1%) SMA8 (0.2%)
X1000 X1000
SMA8 (0.5%) SMA8 (1%)
Figure 3.7: SEM micrographs of N20 blends compatibilised with SMA8
0.0 0.2 0.4 0.6 0.8 1.0 1.2
1.2
1.4
1.6
Aver
age
Dom
ain
Dia
met
er (μ
m)
Wt% of SMA8
Dn Dw
Figure 3.8: Effect of SMA8 on the dispersed particle size of N20 blends.

86 Chapter 3
Table 3.4: Effect of SMA8 on Ai and IPD of N20 blends
Sample Ai (μm-1)
IPD (μm)
N20 0.82 1.68
SMA8 (0.1%) 0.83 1.67
SMA8 (0.2%) 0.89 1.55
SMA8 (0.5%) 0.95 1.46
SMA8 (1%) 0.92 1.5
3.2.2.3. Morphology refinement on compatibilisation with SEBS-g-MA Compatibilisation of N80 blends has been carried out employing
SEBS-g-MA as compatibiliser. The effect of SEBS-g-MA on the
morphology of N80 blends is demonstrated in SEM micrographs shown
below (Figure 3.9). The influence of SEBS-g-MA on particle size as well
as domain distribution is shown in Figures 3.10 and 3.11 respectively.
Effect of SEBS-g-MA addition on the Ai and IPD of N80 blends is
presented in Table 3.5.

Phase Morphology Studies 87
X1000 X1000 X1000
N80 SEBS-g-MA (0.2%) SEBS-g-MA (1%)
X1000 X1000X1000
SEBS-g-MA (3%) SEBS-g-MA (5%) SEBS-g-MA (8%)
Figure 3.9: SEM micrographs of N80 blends compatibilised with SEBS-g-MA
0 2 4 6 82
3
4
Aver
age
Dom
ain
Dia
met
er (μ
m)
Wt% of SEBS-g-MA
Dn Dw
Figure 3.10: Effect of SEBS-g-MA on the dispersed particle size of N80 blends

88 Chapter 3
1 2 3 4 5 6 70
10
20
30
40
50
% d
istri
butio
n
Dn (μm)
N80 SEBS-g-MA (0.2) SEBS-g-MA (1) SEBS-g-MA (3) SEBS-g-MA (5) SEBS-g-MA (8)
Figure 3.11: Effect of SEBS-g-MA on the domain distribution of N80
blends
Table 3.5: Effect of SEBS-g-MA on Ai and IPD of N80 blends
Sample Ai (μm-1)
IPD (μm)
N80 0.31 4.65
SEBS-g-MA (0.2%) 0.36 4
SEBS-g-MA (1%) 0.40 3.5
SEBS-g-MA (3%)) 0.48 2.9
SEBS-g-MA (5%)) 0.6 2.5
SEBS-g-MA (8%)) 0.57 2.4
It is evident from Figure 3.10 that the addition of SEBS-g-MA
contributed towards reduction in domain size of the N80 blends. The
reduction was significant till 5% addition, beyond which the particle size
almost levels off. The effect of compatibiliser on domain distribution

Phase Morphology Studies 89
(Figure 3.11) suggests that the distribution becomes narrow by 3% addition
of SEBS-g-MA. The Ai increases with compatibiliser addition which
confirms the ability of SEBS-g-MA to modify the interface. Beyond CMC
the Ai value decreases which is an indication of interfacial saturation. The
IPD decreases upon compatibiliser loading.
3.2.2.4. Morphology refinement on compatibilisation with SMA28 In addition to SMA8 and SEBS-g-MA, compatibilisation efficiency
of SMA28, a styrene copolymer with high MA content is also analysed.
SEM micrographs showing the effect of SMA28 on the morphology of N80
blends are shown in Figure 3.12. The influence of SMA28 on particle size
as well as domain distribution of N80 blends is shown in Figure 3.13 and
3.14 respectively. The effect of SMA28 on modifying the interface of N80
blends can be evaluated from the Ai and IPD values given in Table 3.6.
N80 SMA28 (0.1%) SMA28 (0.2%)
SMA28 (0.5%) SMA28 (1%) SMA28 (2%)
Figure 3.12: SEM micrographs of N80 blends compatibilised with SMA28

90 Chapter 3
0.0 0.5 1.0 1.5 2.01.5
2.0
2.5
3.0
3.5
4.0
4.5
5.0
Wt% of SMA28
Aver
age
dom
ain
diam
eter
(μm
) Dn Dw
Figure 3.13: Effect of SMA28 on the dispersed particle size of N80 blends
1 2 3 4 5 6 7 8
5
10
15
20
25
30
35
% d
istri
butio
n
Dn (μm)
N80 SMA28 (0.1) SMA28 (0.2) SMA28 (0.5) SMA28 (1) SMA28 (2)
Figure 3.14: Effect of SMA28 on the domain distribution of N80 blends

Phase Morphology Studies 91
Table 3.6: Effect of SMA28 on Ai and IPD of N80 blends
Sample Ai (μm-1)
IPD (μm)
N80 0.31 4.65
SMA28 (0.1%) 0.50 2.86
SMA28 (0.2%) 0.52 2.75
SMA28 (0.5%) 0.67 2.14
SMA28 (1%) 0.57 2.52
SMA28 (2%) 0.53 2.7
It can be observed from Figure 3.13 that SMA28 could reduce the
particle size of the dispersed phase. However, it is interesting to note that
unlike the other two compatibilisers, after a CMC of 0.5%, further addition
of compatibilisers has resulted in a considerable increase in domain size. It
should be noted that even the Ai values registered a decrease at higher
compatibiliser loading. This increase in particle size has resulted in
deterioration of properties as discussed in the coming chapters.
The poor performance of SMA28 as compatibiliser in PA/PS blends
can be attributed to the high MA content of the copolymer. The
compatibiliser contains 28% MA, which makes it slightly polar. Studies by
several researchers have proved the inefficiency of highly functionalised
SMA copolymers in various systems. According to Dedecker [29] SMA-
types with a low MA content are expected to be miscible with PS as both
the polymers are chemically identical. Paul and co-workers [53] reported

92 Chapter 3
that miscibility of the blend PS/SMA becomes worse by increasing the
MA content of SMA. The increase in particle size can also be interpreted
as follows; during the initial addition of very low concentration of
SMA28 (say 0.1%), only a very little amount of SMA28 will be close
enough to the PA/PS interface to react immediately. With further addition
more SMA28, the copolymers are susceptible to reach the interface and
can undergo the interfacial reaction resulting in reduction of particle size.
As the amount of SMA28 increases more than the optimum level, the
reaction at the interface will be significantly high leading to the formation
of heavily grafted copolymer at the interface. These grafts possess an
energetically unbalanced structure with a high PA content. Therefore
there is a greater chance for these grafts to be expelled from the interface
so that it can reside in the PA phase where it is expected to be
thermodynamically more stable.
Literature reports similar observations in various systems.
Triaca et al. [48] in their study related to PA/ABS blends reported that,
full reaction of the SMA25 used as the compatibiliser result in an extreme
level of grafting per molecule which is hard to imagine to be sited for an
interfacial role. They found that beyond an optimum level of SMA25
resulted in deterioration in mechanical properties as well a loss in
optimum morphology. Recently Huang et al. [54] studied the
compatibilisation efficiency of styrene-glycidyl methacrylate copolymers
(SGMA copolymer) on poly (ethylene-2,6-naphthalate) /PS blends . They
reported that in blends compatibilised with the SG copolymer containing
high MA content, heavily grafted copolymers could be produced. The
length of the styrene segments in this heavily grafted copolymer will be too

Phase Morphology Studies 93
short to penetrate deep enough into the PS phase to form effective
entanglements, resulting in lower compatibilisation efficiency which is
manifested in morphology as well as mechanical performances. According
to Groeninckx and co-workers [55] the compatibiliser can easily be rejected
from the interface because of its energetically unbalanced design. They
studied the effect of reactive compatibilisation employing SMA
copolymers on the morphology of PA6 with poly(methyl methacrylate)
[PMMA], poly(phenylene oxide) [PPO] and PS blends and found that in
those cases where SMA copolymer reacts more quantitatively, an un-
balanced graft copolymer richer in PA6 is built up. It has a strong tendency
to be driven out from the interface into the PA6 phase, thus leading to the
so called ‘decompatibilisation’ process.
This study implies that the stability of the copolymer at the interface
may be altered, when the balance of interaction between its own sequences
and the individual phases of the blend is not suitable or when the
copolymer organise into micelles in one of the phases. Therefore, the
inefficiency of SMA28 at high loadings can be attributed to the
immiscibility with PS phase owing to the high functionality as well as the
expulsion of the energetically unbalanced graft formed at the interface due
to the high extent of reaction.
3.2.3. Compatibilisation efficiency- comparison.
From the SEM micrographs and plots showing the effect of
compatibilisation on the particle size, we found that the dispersed particle
size decreases with the addition of compatibilisers. A leveling off at higher
concentration is observed in the case of SMA8 and SEBS-g-MA
compatibilisers while an increase in particle size was observed for SMA28.

94 Chapter 3
The reduction in particle size with the addition of compatibilisers is due to
the stabilisation of the blend morphology by the graft copolymers formed
during melt-mixing. The formed graft copolymer locates at the interface
and reduces both the interfacial tension and thus the particle size, and more
importantly, introducing a steric hindrance to coalescence. In addition, the
presence of the graft copolymer at the blend interface broadens the
interfacial region through the penetration of the copolymer chain segments
into the corresponding phases.
The equilibrium concentration of the compatibilisers at which there
is domain size leveling off in domain size is refers to as the so-called
critical micelle concentration (CMC), i.e., the concentration at which
micelles are formed which can be estimated from a plot of interfacial
tension versus compatibiliser concentration. The copolymer covers a part of
the interface when its concentration is small. It should cover the whole
interface for a certain concentration, presumably the CMC, and the
interfacial tension should reach a minimum. As the interfacial tension is
directly proportional to the domain size, the estimation of CMC from the
plot of domain size versus copolymer concentration is warranted [64-66].
From our results, it is seen that CMC for SMA8, SMA28 and SEBS-g-MA
is 2, 0.5 and 5% respectively. It is interesting to note that the interfacial
area per unit volume increased with the compatibiliser concentration up to
CMC followed by a slight decrease upon further addition of the
compatibiliser which suggesting interfacial saturation.
The particle distribution curve obtained for uncompatibilised and
compatibilised N80 blends are shown in Figure 3.15. The Figure shows that
the domain distribution becomes narrow on compatibilisation, the

Phase Morphology Studies 95
narrowest being obtained for SMA8 which confirms its supremacy over
SEBS-g-MA and SMA28 in morphology refinement.
0 1 2 3 4 5 6 7 80
10
20
30
40
50
% d
istri
butio
n
Dn(μm)
N80 SMA8 SEBS-g-MA SMA28
Figure 3.15: Effect of compatibilisation on the domain distribution of N80 blends
3.2.4. Phase coarsening (coalescence) under quiescent conditions For a compatibiliser to be effective it should be able to produce a
fine and uniform morphology which is stable. Reports show that reactive
compatibilisers locate at the interface as static stabilisers and offer stability
against static coalescence [8,11,24]. In an attempt to assess the effect of
compatibilisers to provide steric stability against coalescence, we evaluated
the phase coarsening of uncompatibilised and compatibilised N80 blends
under quiescent conditions. The samples were annealed at 180°C for
60min. The SEM micrographs for the N80 blends (uncompatibilised and
compatibilised with SMA8, SEBS-g-MA and SMA28) are presented in
Figure 3.16. Effect of annealing on the average domain size of
uncompatibilised and compatibilised N80 blends is given in Table 3.7.

96 Chapter 3
(a) N80 N80 (annealed)
(b) SMA8 (2%) SMA8 (2%: annealed)
(c) SEBS-g-MA (5%) SEBS-g-MA (5%:annealed)
(d) SMA28 (0.5%) SMA28 (0.5% : annealed)
Figure 3.16: SEM micrographs showing the effect of annealing on the dispersed particle size of (a) uncompatibilised N80 blends (b) N80 blends with 2% SMA8 (c) N80 blends with 5% SEBS-g-MA (d) N80 blends with 0.5% SMA28

Phase Morphology Studies 97
Table 3.7: Effect of annealing on the particle size of compatibilised and uncompatibilised N80 blends.
Average domain diameter (Dn) μm Blend
Unannealed Annealed for 60 min
% increase in size
N80 4.06 7.6 87
SMA8 (2%) 1.02 1.1 8
SEBS-g-MA (5%) 2.1 2.7 28
SMA28 (0.5%) 1.9 3.2 63
It can be observed from Figure 3.16 and Table 3.7 that
uncompatibilised N80 blend depicted the maximum coalescence owing to
the weak interface between the phases. SMA8 was found to be the most
effective in providing a stabilised morphology. It seems that in the case of
SMA8 compatibilised blend, the dispersed phase remains almost unaffected
upon annealing. The blend compatibilised with SEBS-g-MA showed a
marginal increase in domain size. Macosko et al. [11] reported that the
compatibiliser surface coverage required for stabilizing blend morphologies
during static coalescence is predominantly higher than that needed at the
time of mixing. This disparity arises from the longer contact times which
allow a greater extent of molecular rearrangement at the interface. The
blends compatibilised with SMA28 also showed an enhancement in drop
dimension. As discussed earlier, the energetically unbalanced design of the
copolymer (owing to the high functionality) at the interface might have lead
to its expulsion from the interface during annealing. Groeninckx et al. [55]

98 Chapter 3
reported the phase morphology coarsening during annealing as a result of
expulsion of copolymer from the interface. These observations suggested
that all the three styrenic copolymers were able to locate at the interface
producing a fine, uniform and stable morphology.
Of the three compatibilisers, SMA8 was found to be the most
effective in preventing the static coalescence, reflecting an unaffected
morphology on annealing. SEBS-g-MA produced a 28% increase and
SMA28 resulted in 63% increase in domain size which can be attributed to
the decompatibilisation process taking place in the case of SMA28. The
energetically unbalanced design of the graft copolymer due to the high
functionality of SMA28 makes it more susceptible to get rejected from the
interface. The compatibilisation efficiency of SMA8 is again confirmed
from the morphology stability of compatibilised N80 blends against the
action of shear and is discussed in chapter 7.
3.2.5. Comparison of the experimental compatibilisation data with theory
Noolandi and coworkers [67–69] and Leibler [70, 71] have
proposed the thermodynamic theories concerning the compatibilising effect
of copolymers in binary polymer blends. The model proposed by Noolandi
was based on the assumption that part of the copolymer that does not
localise at the interface will be randomly distributed in the bulk of the
homopolymer phases as micelles. Localisation of the copolymer however
results in a decrease in the entropy and ultimately limits the amount of
copolymer at the interface. The efficiency of the copolymer is mainly
influenced by a series of factors such as lowering the interaction energy
between the immiscible homopolymers, the broadening of the interface

Phase Morphology Studies 99
between the homopolymers, decrease in energy of interaction of the two
blocks with each other and a large decrease in the interaction energy of the
oriented blocks with the homopolymers.
Various other factors such as mixing conditions, interaction of the
compatibiliser with the dispersed phase, molecular weight and composition
of the compatibiliser etc. contribute towards the localisation of the
compatibiliser at the interface and thereby reducing the interfacial tension.
The separation of the blocks and the consequent stretching of the blocks
into corresponding homopolymers also cause a decrease of entropy.
However, the main contribution to the interfacial tension reduction is the
entropy loss of the copolymer that localises at the interface. The loss of
conformational entropy of both the copolymer and homopolymer chains at
the interface was shown to contribute very little to the interfacial tension
reduction. An analytical expression (eqn. 3.7) for the interfacial tension
reduction was derived by Noolandi and Hong by neglecting the loss of
conformational entropy [68, 69].
( )1 2 1 1 exp 2c c c cd Z Z Zφ χ χΔΓ = + −⎡⎣ ⎤⎦ (3.7)
where d is the width at half height of the copolymer profile reduced by the
Kuhn statistical segment length, cφ the bulk copolymer volume fraction of
the copolymer in the system, cZ is the degree of polymerisation of the
copolymer and χ the Flory-Huggins interaction parameter between A and
B segments. Although the theory was developed for the action of a
symmetrical diblock copolymer, A-b-B, in incompatible binary blends
(A/B), it can be very well applied to other systems also, where the
compatibilising action is not strictly by the addition of block copolymers

100 Chapter 3
[24,72,73]. Since the interfacial tension reduction is directly proportional to
the particle size reduction ( ) [64, 65], it can be argued that, DΔ
( )1 2 1 exp 2c c cD Kd Z ZχΔ = Φ +⎡⎣ χ ⎤⎦ (3.8)
where, K is a proportionality constant.
The plot of domain size reduction as a function of the volume
fraction of the compatibilisers for N80 blends is shown in Figures 3.17.
(a, b and c).
(a) (b)
0.000 0.005 0.010 0.015 0.020-2.5
-2.0
-1.5
-1.0
-0.5
0.0
Dom
ain
size
redu
ctio
n,ΔD
n (μ
m)
Volume fraction of SMA28 (c)
Figure 3.17: Effect of compatibilisers on domain size reduction of N80 blends (a) SMA8 (b) SEBS-g-MA (c) SMA28

Phase Morphology Studies 101
Figures 3.17. (a) and (b) indicate that below CMC, almost a linear
drop in domain diameter is observed which levels off beyond CMC, thus
agreeing well with Noolandi’s predictions. However, in the case of
SMA28, instead of a leveling off we observed an increase in the ΔD values.
This deviation of SMA28 compatibilised system can be attributed to the
immiscibility of SMA28 with PS phase owing to its high polarity being
worsened at high concentrations.
The interfacial area occupied per compatibiliser molecule [Σ] has
been calculated using the equation
3 MRNWφ⎛ ⎞Σ = ⎜ ⎟
⎝ ⎠ (3.9)
where N is Avogadro number, M is the number average molecular weight
of the compatibiliser, R is the average radius of the dispersed phase, φ is
the volume fraction of the dispersed phase and W is the weight of the
compatibiliser required per unit volume of the blend. The effect of
compatibiliser concentration on Σ is given in Figure 3.18. It can be seen
that in the case of SEBS-g-MA and SMA28, Σ decreased with increase in
compatibiliser concentration. This is due to the fact that as the
concentration of the compatibiliser increases the interface will be more
occupied so that the conformation of the copolymer at the interface changes
so as to include the additional molecules. This in turn reduces the
interfacial area occupied by each compatibililiser molecule. Among all the
compatibilisers, SMA8 showed the lowest value for Σ.

102 Chapter 3
0 2 4 6 80
10
20
30
40
50
60In
terfa
cial
are
a/ c
ompa
tibili
ser m
olec
ule(
nm2 )
Wt% of the compatibiliser
SMA8 SEBS-g-MA SMA28
Figure 3.18: Effect of compatibiliser concentration on the interfacial area
occupied per molecule of the compatibiliser in N80 blends.
According to Leibler [70, 71], the reduction of interfacial tension
caused by the emulsifying action of an A–B copolymer at the interface in
an immiscible blend of polymers A and B can be expressed by the
following relation.
( )( ) ( ) ( )5 31 32 2 2 33 4 CA A CB BkT a a Z Z Z Z− −ΔΓ = − Σ + 2 3− (3.10)
where CAZ and CBZ are the number of A and B units in the copolymer
respectively, AZ and BZ the degree of polymerisation of A and B
respectively, a the monomer’s unit length, Σ , the interfacial area per
copolymer. Leibler suggested that at equilibrium, the droplet size
distribution is controlled by rigidity and spontaneous curvature of radius of
the interphase, both dependent on the copolymer’s molecular constitution.

Phase Morphology Studies 103
Between the two brush limits in Leibler’s theory [71], prediction
based on dry brush limit in which the homopolymer does not penetrate the
brush formed by the copolymer, has been used. Based on the assumption
that the reaction between reactive compatibiliser and the polymer with a
different functional group occurs near the interface, the following equation
which is independent of the homopolymer molecular weights can be used
for the interfacial tension reduction (ΔΓ).
( ) 1 23 2
0
489 Nμ χ −ΔΓ ⎛ ⎞= ⎜ ⎟Γ ⎝ ⎠
(3.11)
where is the interfacial tension of polymer blend without a compatibiliser
and
0Γ
μ is the chemical potential which is given by the equation:
ln f Nμ φ χ+= + (3.12)
where f is the volume fraction of the component in copolymer which is
miscible to homopolymer forming the dispersed phase and
( ){ }0
expm d A BN Nφ
φφ φ χ
+ =⎡ ⎤+ −⎣ ⎦
(3.13)
where 0φ , mφ and dφ r resent the volume fraction of the copolymer, matrix
and dispersed phase, respectively, AN and are the number of segments
of the component in the copolymer miscible with the homopolymer
forming the dispersed phase and that miscible with the homopolymer
forming the matrix phase, respectively. Since the value
of
ep
)
BN
({ }exp ANχ − BN is negligible compared to mφ , φ+ is expressed by
0 mφ φ . As the dispersed particle size reduction is directly proportional to
the interfacial tension reduction [64,65], the following equation can be used

104 Chapter 3
( ) ( )0
0 0 0
D DDD D
Γ − Γ −ΔΓ Δ= ≈ =
Γ Γ0 (3.14)
Figure 3.19 shows the effect of compatibiliser concentration on the
χ values of N80 blends. It can be observed from the figure that all the
compatibilisers registered a decrease in χ with increase in concentration.
This implies that the interaction between the component phases in the blend
has been considerably increased on compatibilisation.
0 2 4 6 80.0
0.4
0.8
1.2
Wt % of the compatibiliser
Inte
ract
ion
para
met
er (χ
)
SMA8 SEBS-g-MA SMA28
Figure 3.19: Effect of compatibilisation on the χ values calculated by the
dry brush limit of Leibler’s theory.
3.3. Conclusion In this chapter, we presented a detailed investigation on the phase
morphology analysis of compatibilised and uncompatibilised PA/PS
system. The techniques employed were SEM and solvent dissolution
method. The SEM micrographs revealed that 80/20, 70/30, 30/70 and 20/80
PA/PS blends exhibited dispersed phase morphology while 50/50 PA/PS

Phase Morphology Studies 105
blends showed co-continuous phase morphology. The solvent dissolution
method also supported the morphological observation from SEM which
revealed that the blends exhibit a co-continuous morphology when the
concentration of nylon approaches to 40%. Theoretical modeling of
continuity agreed well with the experimental observations especially at low
viscosity ratios. The morphology analysis indicated that the blend possesses
a non-uniform morphology with large domains especially at high PA
concentrations which implies that the system is highly immiscible. This can
be attributed to the polarity difference of the component polymers where
PA is a polar polymer and PS is a non-polar polymer.
Exploiting the inherent functionality of PA, PA/PS blends were
subjected to compatibilisation via reactive route. Maleic modified styrene
copolymers including SMA8, SEBS-g-MA and SMA28 were used as
compatibilisers. These copolymers located at the PA/PS interface through
the chemical reaction between their anhydride groups and the amine end
groups of PA. All the three compatibilisers were found to be effective in
providing a stable, uniform morphology on account of the several
parameters evaluated. The domain size was found to decrease considerably
upon compatibilisation and the domain distribution was narrowed. The
interfacial area per unit volume of the blends increased with the
incorporation of compatibilisers. From these observations, we can conclude
that the compatibilisers used were able to suppress the coalescence between
the dispersed domains as well as to reduce the interfacial tension between
the component polymers.
We compared the efficiency of the three copolymers in N80 blends.
With the incorporation of compatibilisers an initial decrease followed by a

106 Chapter 3
leveling off at higher concentrations beyond critical micelle concentration
(CMC) was observed in the case of SMA8 and SEBS-g-MA, while an
increase in particle size was observed for SMA28 after CMC. The CMC for
SMA8, SEBS-g-MA and SMA28 were 2, 5 and 0.5% respectively. The
minimum particle size was obtained for SMA8 which resulted in a 75%
reduction while SEBS-g-MA and SMA 28 could produce 48 and 53%
reduction in particle size. The domain distribution narrowed upon
compatibilisation, the narrowest being obtained for SMA8 which confirms
its supremacy over SEBS-g-MA and SMA28 in morphology refinement.
However, it is interesting to note that, unlike the other two
compatibilisers, after a CMC of 0.5%, further addition of SMA28 resulted
in a significant increase in domain size. The poor performance of SMA28
as compatibiliser in PA/PS blends could be attributed to the high MA
content of the copolymer. The inefficiency of SMA28 at higher loadings
may be due to the immiscibility with PS phase owing to the polarity
difference between them arising from the high functionality of SMA28.
Another possibility is that the heavily grafted copolymer might be expelled
from the interface due to the energetically unbalanced graft formed at the
interface due to the high extend of reaction. The compatibilised and
uncompatibilised blends were subjected to phase coarsening under
quiescent conditions. We observed a remarkable coalescence in
uncompatibilised blends. The phase dimensions remain almost unaltered in
blends compatibilised with SMA8. The blends compatibilised with SEBS-
g-MA and SMA28 showed an increase in domain size upon annealing.
SMA28 exhibited the highest increase in size which again suggests the
energetically unbalanced design of the copolymer at the interface.

Phase Morphology Studies 107
The experimental compatibilisation data have been compared with
the theoretical predictions given by Noolandi and Hong, Paul and Newman
and Leibler. The experimental observations showed good agreement with
theory especially for the blends compatibilised with SMA8 and SEBS-g-
MA. The interaction parameter values were the lowest for blends
compatibilised with SMA8. Therefore, we can conclude that among the
three compatibilisers studied, SMA8 is the most suitable compatibiliser in
PA/PS system based on phase morphology studies.
3.4. References
1. B.D Favis, J.P Chalifoux, Polymer. 29, 1761,1988.
2. K. Min, J.L White, J.F Fellers, Polym. Eng .Sci ., 24,1327,1984.
3. S. Wu. Polym Eng Sci., 27,335,1987.
4. J.L White, K .Min. Adv. Polym. Tech., 5, 225, 1985.
5. N .Tokita, Rubber Chem. Technol., 50, 292, 1977.
6. G. Wildes, H. Keskkula, D.R. Paul, Polymer. 40, 5609, 1999.
7. B. Majumdar, D.R Paul, A.J Oshinski, Polymer, 38, 1787, 1997.
8. U. Sundararaj, C.W, Macosko, Macromolecules, 28, 2647, 1995.
9. I .Fortelny, A. Zivny, Polymer, 36, 4113, 1995.
10. J.J. Elmendorp, A.K. van der Vegt. In, L.A.Utracki, editors. Two-phase
polymer systems, ch. 6. Munich: Carl Hanser, 1991.
11. C.W. Macosko, P. Guegan, A. Khandpur, A. Nakayama, P. Marechal, T.
Inoue, Macromolecules, 29, 5590, 1996.
12. L.A. Utracki,. Polymer alloys and blends. Munich: Carl Hanser/ Dusseldorf:
VDI Verlag, 1989.

108 Chapter 3
13. I.Fortelny, J. Kovar, M.J. Stephan, Elast Plast, 28, 106, 1996.
14. J.M.H. Janssen, H.E.H. Meijer, Polym. Eng.. Sci., 35, 1766, 1987.
15. C.C. Chen, E. Fontan, K. Min, J. White. Polym. Eng. Sci., 28, 69, 1988.
16. L. Minkova, Hr. Yordanov, S. Filippi, N. Grizzuti, Polymer 44, 7925, 2003.
17. S.E. Harton, F.A. Stevie, H.Ade, Macromolecules, 38, 9, 2005
18. H. Pernot, M. Baumert, F .Court, L. Leibler, Nat. Mater., 1, 54, 2002.
19. C.Nakason, P.Wannavilai, A. Kaesaman, J. Appl. Polym. Sci., 100, 4729,
2006.
20. K. Kuniaki, T. Yoshihisa, J. Appl. Polym. Sci., 100, 4375, 2006.
21. B. Lin, U. Sundararaj, P. Guegan, Polym.Eng. Sci., 46, 691, 2006.
22. H.K. Jeon, B.J. Feist, S.B. Koh, K. Chang, C.W. Macosko , R.P. Dion,
Polymer,45, 197, 2004.
23. S.H. Jafari, P. Pötschke, M. Stephan, H. Warth H. Alberts, Polymer, 43,
6985, 2002.
24. S. Thomas, G. Groeninckx, Polymer 40, 5799, 1999.
25. F. Ide, A. Hasegawa, J. Appl. Polym. Sci., 18, 963, 1974.
26. O. Okada, H. Keskkula, D.R Paul, Polymer, 42, 8715, 2001.
27. K. Dedecker , G. Groeninckx, Polymer, 39, 4985,1998.
28. K. Dedecker, G. Groeninckx, T. Inoue, Polymer, 39, 5001, 1998.
29. K. Dedecker, Ph.D. Thesis, Katholieke University, Leuven. 1998
30. K. Dedecker, G. Groeninckx, Macromolecules, 32, 2472, 1999.
31. S. M Hong, S. S. Hwang, J. S. Choi, H. J Choi, J. Appl. Polym. Sci., 101,
1188, 2006.

Phase Morphology Studies 109
32. L-T.Yan, J. Sheng, Polymer, 47, 2894, 2006.
33. W.Yang, Y. Yuming, L. Binyao, H. Yanchun, J. Appl. Polym. Sci., 100,
3187, 2006.
34. S. Jose, B. Francis, S. Thomas, J. Karger-Kocsis, Polymer, 47, 3874, 2006.
35. L. Hongzhi, X. Tingxiu, Z. Ying, O. Yuchun, Y. Guisheng, J. Polym. Sci.,
Part B: Polym. Phys., 44, 1050, 2006.
36. S. Jose, S.V. Nair, S. Thomas, J. Karger-Kocsis, J. Appl. Polym. Sci., 99,
2640, 2006.
37. U. Sundararaj, C.W. Macosko, Macromolecules, 28, 2647, 1995.
38. S.P. Lyu, F.S. Bates, C.W. Macosko, AIChE J., 46, 229, 2000.
39. A. Nandi, D.V. Khakhar, A. Mehra, Langmuir, 17, 2647, 2001.
40. S.P. Lyu, T.D. Johns, C.W. Macosko, F.S. Bates, Macromolecules, 35,
7845, 2002.
41. S. Lyu, Macromolecules, 36, 10052, 2003.
42. W. Hu, J.T. Koberstein, J.P. Lingelser, Y. Gallot, Macromolecules, 28, 5209,
1995.
43. J.C. Lepers, B.D. Favis, R.J. Taber, J. Polym. Sci. B: Polym. Phys., 35, 2271,
1997.
44. S.P. Lyu, J.J. Cernohous, F.S. Bates, C.W. Macosko, Macromolecules, 32, 106,
1999.
45. Z. Khattari, Macromol. Theory Simul., 8, 191, 1999.
46. W. Hu, J.T. Koberstein, J.P. Lingelser, Y. Gallot, Macromolecules, 28, 5209,
1995.

110 Chapter 3
47. S.P. Lyu, J.J. Cernohous, F.S. Bates, C.W. Macosko, Macromolecules, 32, 106,
1999.
48. V.J. Triaca, S.Ziaee, J.W. Barlow, H. Keskkula, D.R. Paul, Polymer, 32, 8,
1991.
49. N.K. Kitayama, H. Keskkula, D.R. Paul, Polymer, 41, 8053, 2000.
50. L. Pan, T. Chiba, T. Inoue, Polymer, 42, 8825, 2001.
51. C. Laurens, C. Creton, L. Léger, Macromolecules, 37, 6814, 2004.
52. D.H. Kho, S.H. Chae, U. Jeong, H.Y. Kim, J.K. Kim, Macromolecules, 38, 3820,
2005.
53. J.H. Kim, J.W. Barlow, D.R. Paul; J. Polym. Sci.; Part B: Polym. Physics, 27,
223, 1989.
54. J-M. Huang, M-Y. Ju, C-J. Hung, W-C. Luoh, F.C.Chang, J. Appl. Polym. Sci.,
87, 967, 2003.
55. C. Harrats, K. Dedecker, G. Groeninckx, R. Jérôme; Macromol. Symp., 198,
183, 2003.
56. B.D. Favis, in Polymer Blends, Volume 1, D.R.Paul, C.B.Bucknall Eds.
Wiley Interscience, NewYork, 2000
57. G.I. Taylor, Proc R Soc., A 138, 41, 1932.
58. G.I. Taylor, Proc R Soc., A 146, 501, 1934.
59. B. Favis, J. Polym. Sci. Part B. Polym. Phys., 36, 1889, 1998.
60. G.M. Jordhamo, J.A. Manson, L.H. Sperling, Polym. Eng Sci., 26, 517,
1986.
61. T.H. Chen, A.C. Su., Polymer, 34, 4826, 1993.
62. V. Everaet, L. Aerts, G. Groeninckx, Polymer, 43, 6627, 1999.

Phase Morphology Studies 111
63. B.D. Roover, J. Devaux, R.J. Legras, J. Polym. Sci. A: Polym. Chem., 35,
901, 1997.
64. S. Wu, Polymer, 26,1855, 1985.
65. S.Wu, Polym. Eng. Sci., 27, 342, 1987.
66. S. Thomas, R.E.Prud’homme, Polymer, 33, 4260, 1992.
67. J. Noolandi, Polym. Eng. Sci., 24, 70, 1984.
68. J. Noolandi, K.M. Hong, Macromolecules, 15, 482, 1982.
69. J. Noolandi, K.M. Hong, Macromolecules, 17, 1531, 1984.
70. L. Leibler, Macromolecules, 13, 1602, 1980.
71. L. Leibler, Makromol. Chem. Macromol, Symp., 16, 1, 1988.
72. Z. Oommen, M.R.G. Nair, S. Thomas, Polym. Eng. Sci., 36, 151, 1996.
73. S.J.K. Kim, S. Kim, C.E. Park, Polymer, 38, 2155, 1997.