Embed Size (px)
Citation preview

134
Int. J. Mech. Eng. & Rob. Res. 2014 Ravi Upadhyay and C B Bhatkar, 2014
ISSN 2278 – 0149 www.ijmerr.com
Vol. 3, No. 3, July, 2014
© 2014 IJMERR. All Rights Reserved
Research Paper
STUDY & EVALUATION OF INCORPORATION OFMATERIAL KANBAN IN KANBAN CONTROL SYSTEM
IN LEAN MANUFACTURING SYSTEM
Ravi Upadhyay1* and C B Bhatkar1
*Corresponding Author: Ravi Upadhyay � [email protected]
In a manufacturing company some part are vital from production point of view, but inventoryvalue of these parts are very high, so we cannot keep too much safety stock for that type of partbut unavailability of these parts will stop the production. But in uncertain environment, when thelead-time of acquisition is highly variable, we have to keep safety stock of such items. Kanbanis one of the Major elements of Lean manufacturing System. It supports the Just-In-TimeManufacturing. There are various types of production control techniques including Kanban control,which authorized the production on pull basis. By making sound inventory control strategies anapplying suitable Kanban, we can reduce Inventory carrying cost of those item which are criticalfrom production point of view but also have high inventory carrying cost. The lead-time of rawmaterial for those items is also highly uncertain. This project deals with the inventory control ofhigh value added finished product. The lead-time of raw material for this item is highly uncertain,so for preventing the inventory carrying cost, a suitable Kanban system can be used. A competitivematrix has been developed to decide for which high value item the material Kanban system willbe suitable. This approach would be more suitable for batch production and according to thenature of organization. The matrix has been drawn on the basis of XYZ and VED analysis, byconsidering various factors according to the problem.
Keywords: Kanban System, Lean manufacturing
INTRODUCTION
Kanban is often seen as a central element of“Lean” manufacturing and is probably themost widely used type of “Pull” signalingsystem Kanban stands for Kan-card, Ban-signal. It is the Japanese origin. Kanbansignal are required when, Assembly work,
1 Department of Mechanical Engineering, S.D.I.T.S, Khandwa, M.P. India.
Sub-assembly work and manufacturing ofparts is carried out at different locations andit is impractical to move product one at a timeover long distances, Set up time on thefeeding operations is higher than thereceiving operation, there are bottlenecks orquality or capacity problems, which do not

135
Int. J. Mech. Eng. & Rob. Res. 2014 Ravi Upadhyay and C B Bhatkar, 2014
allow smooth, flow. The concept behind aKanban system is to reduce costs in highvolume production lines. One way to do thisis to smooth and balance material flows bymeans of controlled inventories. A Kanbansystem allows an organization to reduceproduction lead-times, which in turn reducesthe amount of inventory required.
PROPOSED ALGORITHM
The Project is basically concerned with theitems, which are critical from the productionpoint of view. The critically of the item is basedon lead time of raw material acquisition andstock out cost. These items are also classifiedon the basis of inventory carrying cost offinished product.
In this project the item on which study hasbeen done are supports of major productmade by company. The consumption rate ofthese are high i.e. item of A category. Theseitems can be made by company itself or localsupplier of the company. This project dealswith development of a competitive matrix,which will help in making strategy forinventory control and scheduling of thematerial. The model developed in this reportis applicable basically to the batch productionsystem. The system where the inventory onhand is very high, this system is suitable. Themodel is basically used for the system withhigh value of inventory. The study has beenconducted on different types of Kanbansystem for controlling work-in-processinventory for example-Single Card KanbanSystem, Dual Card Kanban System,CONWIP Control System. Hybrid controlSystem, Base Stock System.
The study also deals with the rules forscheduling Kanban production common rulesfor scheduling production include–SingleKanban priority rule, Family rule, Minimumeconomic order quantity, Signal Kanban,Cyclical production -continuous time, Cyclicalproduction- period review.
ANALYSIS AND RESULTS
The Basic Methodology Involves theFollowing Steps
1. Define the scope of analysis. List all theitems for which, the analysis has to beperformed.
2. VED Analysis: Perform VED analysis onall these items and categorize them as‘Vital’, ‘Essential’ & ‘Desirable’. The resultof this analysis will be helpful inconverging our focus on the ‘Vital items’,for which the level of inventory controlrequired would be tighter than the parts.
3. XYZ Analysis: Hence perform XYZanalysis on all the items. This analysiswill result into categorization of all theitems into three categories on the basisof the Inventory carrying cost.
4. Matrix of VED Vs XYZ: Even though thereis necessity for the control of ‘Vital items’,we would make calculations and plot allitems on the ‘Nine Point Matrix’. This isto show the Degree of control for eachsituation.
5. Selection of the items for which theMaterial Card Kanban, is needed.
6. Application of Material Card Kanbaninventory control system.

136
Int. J. Mech. Eng. & Rob. Res. 2014 Ravi Upadhyay and C B Bhatkar, 2014
Example of Applying Material Card Kanban
Assuming there are three work centers.These work centers consumes 10 parts each.We will take case of 4 parts, which willundergo the XYZ and VED analysis. Thename of the parts are say, Item A, Item B,Item C, and Item D.
For VED analysis, the data, assumed isshown in the Table 1 as follows. The data isassumed for all four parts:
Table 1: Evaluation and Categorizationof the Items: Example
Parameters
Item Name of Stock out Lead time Nature of Source ofNo. Item cost (weeks) Item Supply
(in Rs.)
1 A 10 1.5 Buyer’s Local(Washer) design
2 B 25 10 Standard Local(Nut)
3 C 100 1 Commer- Out of(Head ciallight)
4 D 425 6 Buyer’s Foreign(Wind- design (Imported)shield)
Considering Item A, the stock out cost isRs. 10, by referring the table for allotment ofthe points in VED analysis, this value lie inthe first degree i.e. below Rs. 20. Hence thepoints allotted for the item A are 30. The lead-time as mentioned the given data for the itemA is 1.5 weeks, which lie in the range of the 1to 4 weeks. Hence the points allotted for theitem A Will be 30. Also the nature of item A isspecified as the part produced according tothe buyers design. Hence, the points allottedare 60. The source of supply as specified forthe item A is Local. Hence buy referring thesame table; one can say that, the Item willbe allotted with 20 points for the local source
of supply. All the discussed points will bewritten in the table for evaluation andcategorization of the items. The total of thepoints for the item A will be 140. Hence, byreferring the table for the Categorization planas shown in table on the next page, we canconclude that, the item A is Desirable. Wewill write the alphabet D in the table forevaluation and categorization of the items.The same methodology is adopted for theother parts.
Table 2: Factors Considered for VEDAnalysis Along with the Plan for
Weightage & Point: Example
Sr.No.
1
2
3
4
Factors
Stock out cost in theevent of Non-availability(Weightage = 30)
Lead time forprocurement(weightage = 30)
Nature of the item(Weightage = 20)
Source of supply(weightage =20)
FirstDegree
X=20,BelowRs. 20 (30)
1-4 weeks(30)
Produced tothe
commercialitems or off
the shelfavailability
(20)
Local source(20)
SecondDegree
Y=40,BetweenRs 20 & 40
(60)
4-8 weeks(60)
Standarditem
produced tosuppliers
design (40)
Outstationbut nationalsource (40)
ThirdDegree
Above Rs.40 (90)
Over 8weeks (90)
Producedto thebuyers
design orproprietaryitems (60)
ImportedOr Quotaitems I.e.controlled
supply (60)
After VED analysis, we will switch over tothe XYZ analysis. Again the data is assumedfor the all four parts. The data assumed isshown in Table 3.
The formula for calculation of the economicorder quantity is used first. For example foritem A, the annual consumption is 60000pieces. The procurement cost is Rs. 300 andthe Unit cost is Rs. 2 only. The inventory car-rying cost is taken as 20 % of the annual

137
Int. J. Mech. Eng. & Rob. Res. 2014 Ravi Upadhyay and C B Bhatkar, 2014
Table 3: Table for the Evaluation and Categorization of Plan: Example
ItemNo.
1
2
3
4
Name of Item
A
B
C
D
Factor- 1
Stock out costin the event ofNon-availability
(a)
30
60
90
90
Factor- 2
Lead time forprocurement (b)
30
90
30
60
Factor- 3
Nature of theitem (c)
60
40
20
60
Factor- 4
Source ofsupply (d)
20
20
40
60
Total Points(summation of
points of allfactors)
(a+ b +c +d)
140
210
180
270
Category ofitem Xi
(V/ E/ D)
D
E
E
V
Table 4: Data for XYZ Analysis
Nameof item
A
B
C
D
Annualrequirementof item (s)
(Nos.)
6000
4000
2000
7000
Setup cost/prod. Run(Cp) (Rs.Per Run)
300
200
100
400
Manu-facturingcost/unit(Cu) (Rs.Per Unit)
2
3
3
5
Inventorycarrying cost
as a % ofavg.
inventoryinvestment
(i)
20%
10%
30%
60%
i) (2SCp/Cu x
By referring table this value falls in the firstcategory i.e. inventory carrying cost aboveRs. 500. Hence we can conclude that, theitem A is a X category item. The same analy-sis is done for the other parts for XYZ analy-sis.
Table 6: Result of XYZ Analysis
Item No.
1
2
3
4
Name ofitem
A
B
C
D
I.C.C.
600.00
346.41
299.99
648.06
Category(X/Y/Z)
X
Y
Z
X
inventory value. By using the formula for eco-nomic order quantity, we can calculate thevalue of Q as 3000 numbers of items.
Mathematically, all data is assumed.
For A item-
EOQ =
= (2x6000x300 / 2x.2)
= 3000
After this, by using the formula for the in-ventory carrying cost and inputting the valueof Q as already calculated, value of unit price,and inventory carrying cost expressed aspercentage of the annual inventory value, wecan calculate the inventory carrying cost. Theinventory carrying cost comes out to be Rs.600.
Table 5: Factors Considered for XYZAnalysis and Categorization
Parameters
Inventorycarrying cost(ICC) (In Rs.)
X
ICC> 500
Y
ICC= 300 to500
Z
ICC< 300
Category
The combined results of the VED and XYZanalysis are presented in the following table.
After arriving on the conclusion, aboutwhether to apply the material Kanban card,it also necessary to decide the Reorder Point.

138
Int. J. Mech. Eng. & Rob. Res. 2014 Ravi Upadhyay and C B Bhatkar, 2014
Table 7: Combined Resultof VED &XYZ Analysis
Item No.
1
2
3
4
Name ofitem
A
B
C
D
V/E/D
D
E
E
V
(X/Y/Z)
X
Y
Z
X
If Weekly Consumption of A Certain Item ‘A’Is 60 Items
Ordering cost (Cp) =15.
Unit cost in Rs. (Cu) =2.
ICC=25% of unit price
Lead time= 3 weeks
EOQ =
S = Annual cost =60 x 52 = 3120
i = .25 x 2 = .5 per year per unit
Hence,
EOQ= 432.6
A+B =7.21 weeks
B = 3 weeks (manufacturing time taken bysupplier and transport to store of company)
ROP = Lead Time x Consumption = 180
As 60 item consumed in 1 week
432.6 items will consume in 7.21 weeks
i) (2SCp/Cu x
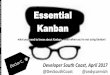
Figure 1: Positioning of Material CardKanban by Considering R.O.P
R.O.P.
A B
EOQof
finishedgoodsIt can be elaborated with the sample calcu-
lation as follows:
Table 8: Nine Point Matrix: Example
V
E
D
X
D
A
Y
B
Z
C
Similarly
180 items will consume in 3 week
This 3 week is consider as internal leadtime which include manufacturing lead timeof items at supplier end and also thetransportation time required between supplierto company store.
If lead-time for raw material acquisition isuncertain and let us assume 1-7.21 week.As we can see from the Figure that, it wegive order at ROP. We have only 3 weeksleft and the lead-time of raw material isvarying between 1-7 weeks. So there maybe a chance of stock out. Overcome thisdifficulty we can use material card Kanbanthat gives order of raw material in advance.So we can put material card Kanban beforeROP position of material card Kanban shouldbe such that stock between material card &ROP should sufficient enough to last 1-7weeks. As in our case Lead-time ofconsumption of EOQ is weeks and Lead-time

139
Int. J. Mech. Eng. & Rob. Res. 2014 Ravi Upadhyay and C B Bhatkar, 2014
of raw material is 1-7 week. So we shouldplace it at point ‘A’ in fig. If the raw materialsreach at ROP then point can startimmediately.
The company will realize many benefitswith the implementation the systemdiscussed above. By implementing the cardsystem, these will not be the need to countthe no. of parts in the rack to trigger the signal.Hence manpower will be saved which,otherwise would have been developed forchecking the level of the part. The companywill do not have to worry about the reorderpoint because, marking on the rack willindicate the reorder point. The delivers of thematerial from the supplier will exactly sharpon time due to better information system. Thesupplier will purchase or make ready the partsafter issue of material Kanban. But, theproduction will not start until and unless thesignal Kanban is issued. Hence, Cost canbe saved which otherwise would haveincurred on the part of inventory investment& carrying of stock. On the other side, thedelays in production will be avoided as well.Hence chanced of stoppage of production linewill be much reduced. Also the part will bemanufactured & arrive on line whenevernecessary. This will result in to reduction inobsolescence, breakage & pilferage.
CONCLUSION
The basic aim of this project was to developa ‘Nine point competitive matrix for pullsystem’ which will incorporate XYZ & VEDanalysis with, Kanban system, so as tooptimize the inventory & reducing the numberof stock out. In line with that, a competitivematrix has been developed Items differ inrespect of features relevant to the scheduling
process such as volume, unit price, frequencyof use etc. So it is important to be very clearabout how demand information is conveyedand specifically what type of informationsignal is used. Some items are critical fromproduction point of view, so to avoid stockout cost company should keep buffer stock,but if t he ICC of such of items is high, it wouldbe not easy to keep buffer stock. Sodepending upon the circumstances the righttype of Kanban needs to be designed andused accordingly. Using the wrong type ofKanban and inventory control strategy will notdeliver results. With the help of suggestedsystem; the company will be able to see thequalitative advantages also. This system willimprove communication throughout thesystem. The system will become a simple andunderstandable process. This will result intothe Provision for quick and preciseinformation. There will be low costsassociated with the transfer of information.The information network will also be helpfulto control production quantities. This will alsohelp ultimately in controlling the movementof the material. The system will help inidentifying the excess in plant inventory level.This will also result into low fixed cost. Thiscan also be treated as the cost reduction toolthat will prevent overproduction. The modeldeveloped will result into the list of parts,which requires the material Kanban system.The parts selected will be controlled by thematerial card Kanban system. This will tackleboth the vitality as well as the high Inventorycarrying cost. It will keep stock on hand asrequired by manufacturing of subassemblies.In this way, the parts which are critical as wellas with high carrying cost will be taken careof with the help of model developed in thisproject.

140
Int. J. Mech. Eng. & Rob. Res. 2014 Ravi Upadhyay and C B Bhatkar, 2014
REFERENCES
1. Chase B Richard (1999), “Production andOperation Management”, Eighth Edition,1999 Tata Mc-Graw Hill, pp. 431-433.
2. Chapados James (2013), “What isKanban”, Stowe Consulting Company,pp. 3-11.
3. Gaither Norman (1994), “Production andOperation Management”, Sixth Edition,pp. 587.
4. Gonzalez L Pedro (2004), “Selecting AToken-Based-Control System UsingTaguchi Methods”, pp. 4-12.
5. Goldberg B Jeffrey (2003), “Design andAnalysis of Lean Production System”,First Edition, pp. 223-231.
6. G S Narang (1991), “Just in Time Man-agement for World Class Manufacturing”,The Japanese Way, First Edition.
7. Marek P Richard (2001), “Understandingthe Fundamentals of Kanban and ConwipPull System Using Simulation”, WinterSimulation Conference, pp. 922.
8. Narasimhan L Seetharsama (1994), “Pro-duction Planning and Insventory Control”,Second Edition, pp. 454.