Embed Size (px)
Citation preview

Applied Catalysis A: General 364 (2009) 101–107
Study of porous anodic alumina supported plate-type catalysts during dailystart-up and shut-down operation of methane steam reforming
Lu Zhou *, Yu Guo, Makoto Sakurai, Hideo Kameyama
Department of Chemical Engineering, Kameyama & Sakurai Lab., Tokyo University of Agriculture and Technology, 24-16, Nakacho 2, Koganei-shi, Tokyo 184-8588, Japan
A R T I C L E I N F O
Article history:
Received 24 February 2009
Received in revised form 13 April 2009
Accepted 14 May 2009
Available online 21 May 2009
Keywords:
Porous anodic alumina
Daily start-up and shut-down operation
Nickel catalyst
Steam reforming
A B S T R A C T
During a steam-purge daily start-up and shut-down operation of methane steam reforming (DSS), the
plate-type alumina supported 17.9 wt% Ni catalyst showed deactivation, which resulted from the surface
oxidation of sintered Ni. As an approach, considering its high resistance against coke, a methane-purge
DSS-like SRM was proposed over 17.9 wt% Ni catalyst. Although favorable DSS SRM reactivity was
shown, such DSS-like SRM mode was not industrially applicable, when referring to its complex
operation, especially the coking potentiality. Therefore, as an ultimate measure, a 0.05 wt% trace noble
metal Ru doped 17.9 wt% Ni catalyst was prepared. It was found that trace Ru-doping was effective for
suppressing the deactivation, while an excellent catalytic behavior, that is, self-regeneration of this
catalyst has been found during the steam-purge DSS SRM.
� 2009 Elsevier B.V. All rights reserved.
Contents lists available at ScienceDirect
Applied Catalysis A: General
journa l homepage: www.e lsev ier .com/ locate /apcata
1. Introduction
Steam reforming of methane (SRM) has been widely employedto produce hydrogen for fuel cells. Recently, as substitute forconventional fixed bed reformers, constructed wall type reactorshave been the focus due to their excellent performance in gasdiffusion, heat transmission and compact size. But, thermalendurance of catalysts applied in wall type reactors has presentedsignificant challenge to the design and development of long-lifewall-type reformers, because combination of steam and elevatedtemperatures required for SRM creates a highly corrosive,hydrothermal environment that is capable of delamination ofcatalysts layer from metal supports [1].
As an approach, the authors synthesized a plate-type porousanodic alumina supported Ni catalyst, denoted as 17.9 wt% Ni/Al2O3/alloy [2]. It showed a high heat resistance because noalumina layers were found to peel off during a 40,000-cyclesthermal endurance test at 800 8C [1]. Further, an excellentreactivity of this catalyst was exhibited because a methaneconversion was kept at 97% while no deactivation detected during200 h stationary test at 700 8C under F/W = 157,000 mL/(h g) [2].
Nevertheless, in contrast to the large-scale use of reformers inindustry under stationary operating conditions, temperature andload varied frequently by daily start-up and shut-down (DSS) in the
* Corresponding author. Tel.: +81 42 388 7248; fax: +81 42 388 7248.
E-mail address: [email protected] (L. Zhou).
0926-860X/$ – see front matter � 2009 Elsevier B.V. All rights reserved.
doi:10.1016/j.apcata.2009.05.034
operation for hydrogen production of PEFC in domestic use, andseveral hundred starts and stops are unavoidable over 10 years ofoperation. Between shut-down and start-up in the DSS operation,catalyst bed is certainly purged by steam for securing the safety.Thus, catalyst must be tolerable to multiple cycles under suchunusual transient conditions without deterioration.
However, some research [3] indicated that flowing steam alonecould seriously deactivate alumina supported Ni catalysts,because Ni metal can be oxidized not only by gaseous oxygenbut also even in the presence of steam. Also this is the same casefor our 17.9 wt% Ni anodic catalysts [4]. It was found that thecatalyst, purged in steam at 700 8C for about 2 h, showednegligible activity and re-reduction with H2 was required toregenerate the steamed catalyst.
In this study, the deactivation mechanism of 17.9 wt% Nicatalysts under DSS SRM was examined and the surface oxidationof sintered Ni was confirmed during the steam purge at hightemperature. As an approach, considering its high resistanceagainst coke, a methane-purge DSS-like SRM was proposed over17.9 wt% Ni/Al2O3/alloy catalyst. Although favorable DSS SRMreactivity was shown, such DSS-like SRM mode was notindustrially applicable, when referring to its complex operation,especially the coking potentiality. Therefore, as an ultimatemeasure, a 0.05 wt% trace noble metal Ru doped 17.9 wt% Ni/Al2O3/alloy catalyst was prepared. The author has found that traceRu-doping was effective for suppressing the deactivation, while anexcellent catalytic behavior, that is, self-regeneration of thiscatalyst has been found during the DSS SRM.
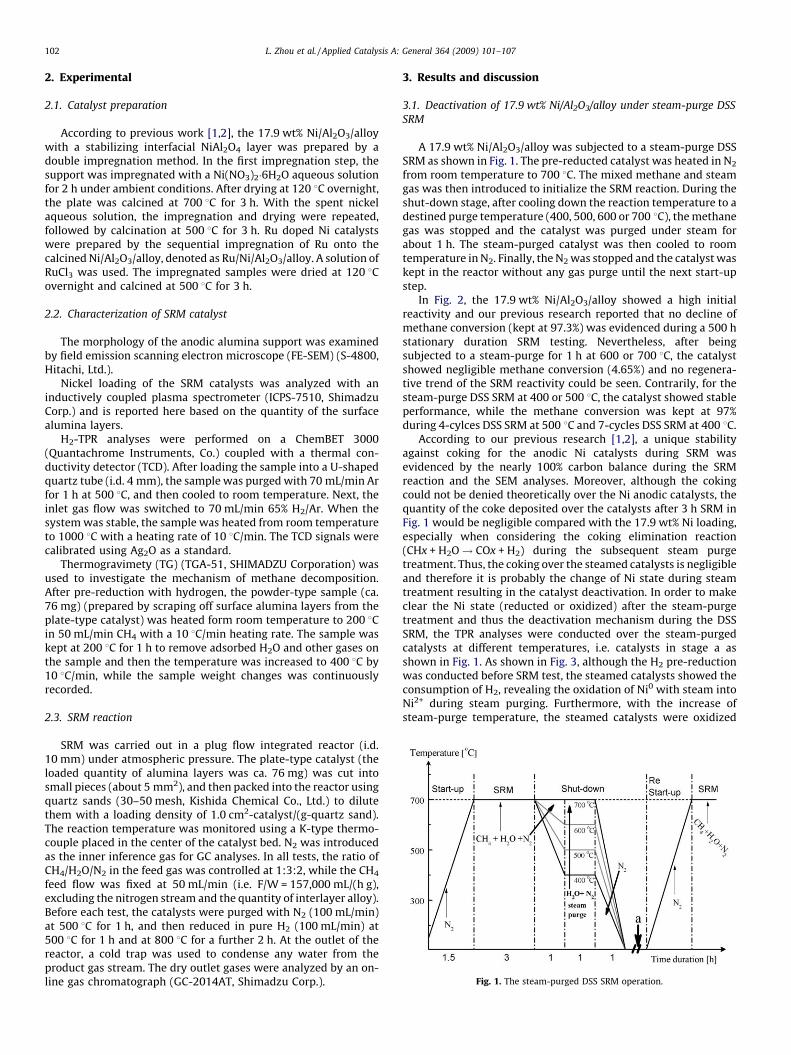
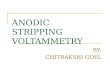
Fig. 1. The steam-purged DSS SRM operation.
L. Zhou et al. / Applied Catalysis A: General 364 (2009) 101–107102
2. Experimental
2.1. Catalyst preparation
According to previous work [1,2], the 17.9 wt% Ni/Al2O3/alloywith a stabilizing interfacial NiAl2O4 layer was prepared by adouble impregnation method. In the first impregnation step, thesupport was impregnated with a Ni(NO3)2�6H2O aqueous solutionfor 2 h under ambient conditions. After drying at 120 8C overnight,the plate was calcined at 700 8C for 3 h. With the spent nickelaqueous solution, the impregnation and drying were repeated,followed by calcination at 500 8C for 3 h. Ru doped Ni catalystswere prepared by the sequential impregnation of Ru onto thecalcined Ni/Al2O3/alloy, denoted as Ru/Ni/Al2O3/alloy. A solution ofRuCl3 was used. The impregnated samples were dried at 120 8Covernight and calcined at 500 8C for 3 h.
2.2. Characterization of SRM catalyst
The morphology of the anodic alumina support was examinedby field emission scanning electron microscope (FE-SEM) (S-4800,Hitachi, Ltd.).
Nickel loading of the SRM catalysts was analyzed with aninductively coupled plasma spectrometer (ICPS-7510, ShimadzuCorp.) and is reported here based on the quantity of the surfacealumina layers.
H2-TPR analyses were performed on a ChemBET 3000(Quantachrome Instruments, Co.) coupled with a thermal con-ductivity detector (TCD). After loading the sample into a U-shapedquartz tube (i.d. 4 mm), the sample was purged with 70 mL/min Arfor 1 h at 500 8C, and then cooled to room temperature. Next, theinlet gas flow was switched to 70 mL/min 65% H2/Ar. When thesystem was stable, the sample was heated from room temperatureto 1000 8C with a heating rate of 10 8C/min. The TCD signals werecalibrated using Ag2O as a standard.
Thermogravimety (TG) (TGA-51, SHIMADZU Corporation) wasused to investigate the mechanism of methane decomposition.After pre-reduction with hydrogen, the powder-type sample (ca.76 mg) (prepared by scraping off surface alumina layers from theplate-type catalyst) was heated form room temperature to 200 8Cin 50 mL/min CH4 with a 10 8C/min heating rate. The sample waskept at 200 8C for 1 h to remove adsorbed H2O and other gases onthe sample and then the temperature was increased to 400 8C by10 8C/min, while the sample weight changes was continuouslyrecorded.
2.3. SRM reaction
SRM was carried out in a plug flow integrated reactor (i.d.10 mm) under atmospheric pressure. The plate-type catalyst (theloaded quantity of alumina layers was ca. 76 mg) was cut intosmall pieces (about 5 mm2), and then packed into the reactor usingquartz sands (30–50 mesh, Kishida Chemical Co., Ltd.) to dilutethem with a loading density of 1.0 cm2-catalyst/(g-quartz sand).The reaction temperature was monitored using a K-type thermo-couple placed in the center of the catalyst bed. N2 was introducedas the inner inference gas for GC analyses. In all tests, the ratio ofCH4/H2O/N2 in the feed gas was controlled at 1:3:2, while the CH4
feed flow was fixed at 50 mL/min (i.e. F/W = 157,000 mL/(h g),excluding the nitrogen stream and the quantity of interlayer alloy).Before each test, the catalysts were purged with N2 (100 mL/min)at 500 8C for 1 h, and then reduced in pure H2 (100 mL/min) at500 8C for 1 h and at 800 8C for a further 2 h. At the outlet of thereactor, a cold trap was used to condense any water from theproduct gas stream. The dry outlet gases were analyzed by an on-line gas chromatograph (GC-2014AT, Shimadzu Corp.).
3. Results and discussion
3.1. Deactivation of 17.9 wt% Ni/Al2O3/alloy under steam-purge DSS
SRM
A 17.9 wt% Ni/Al2O3/alloy was subjected to a steam-purge DSSSRM as shown in Fig. 1. The pre-reducted catalyst was heated in N2
from room temperature to 700 8C. The mixed methane and steamgas was then introduced to initialize the SRM reaction. During theshut-down stage, after cooling down the reaction temperature to adestined purge temperature (400, 500, 600 or 700 8C), the methanegas was stopped and the catalyst was purged under steam forabout 1 h. The steam-purged catalyst was then cooled to roomtemperature in N2. Finally, the N2 was stopped and the catalyst waskept in the reactor without any gas purge until the next start-upstep.
In Fig. 2, the 17.9 wt% Ni/Al2O3/alloy showed a high initialreactivity and our previous research reported that no decline ofmethane conversion (kept at 97.3%) was evidenced during a 500 hstationary duration SRM testing. Nevertheless, after beingsubjected to a steam-purge for 1 h at 600 or 700 8C, the catalystshowed negligible methane conversion (4.65%) and no regenera-tive trend of the SRM reactivity could be seen. Contrarily, for thesteam-purge DSS SRM at 400 or 500 8C, the catalyst showed stableperformance, while the methane conversion was kept at 97%during 4-cylces DSS SRM at 500 8C and 7-cycles DSS SRM at 400 8C.
According to our previous research [1,2], a unique stabilityagainst coking for the anodic Ni catalysts during SRM wasevidenced by the nearly 100% carbon balance during the SRMreaction and the SEM analyses. Moreover, although the cokingcould not be denied theoretically over the Ni anodic catalysts, thequantity of the coke deposited over the catalysts after 3 h SRM inFig. 1 would be negligible compared with the 17.9 wt% Ni loading,especially when considering the coking elimination reaction(CHx + H2O! COx + H2) during the subsequent steam purgetreatment. Thus, the coking over the steamed catalysts is negligibleand therefore it is probably the change of Ni state during steamtreatment resulting in the catalyst deactivation. In order to makeclear the Ni state (reducted or oxidized) after the steam-purgetreatment and thus the deactivation mechanism during the DSSSRM, the TPR analyses were conducted over the steam-purgedcatalysts at different temperatures, i.e. catalysts in stage a asshown in Fig. 1. As shown in Fig. 3, although the H2 pre-reductionwas conducted before SRM test, the steamed catalysts showed theconsumption of H2, revealing the oxidation of Ni0 with steam intoNi2+ during steam purging. Furthermore, with the increase ofsteam-purge temperature, the steamed catalysts were oxidized
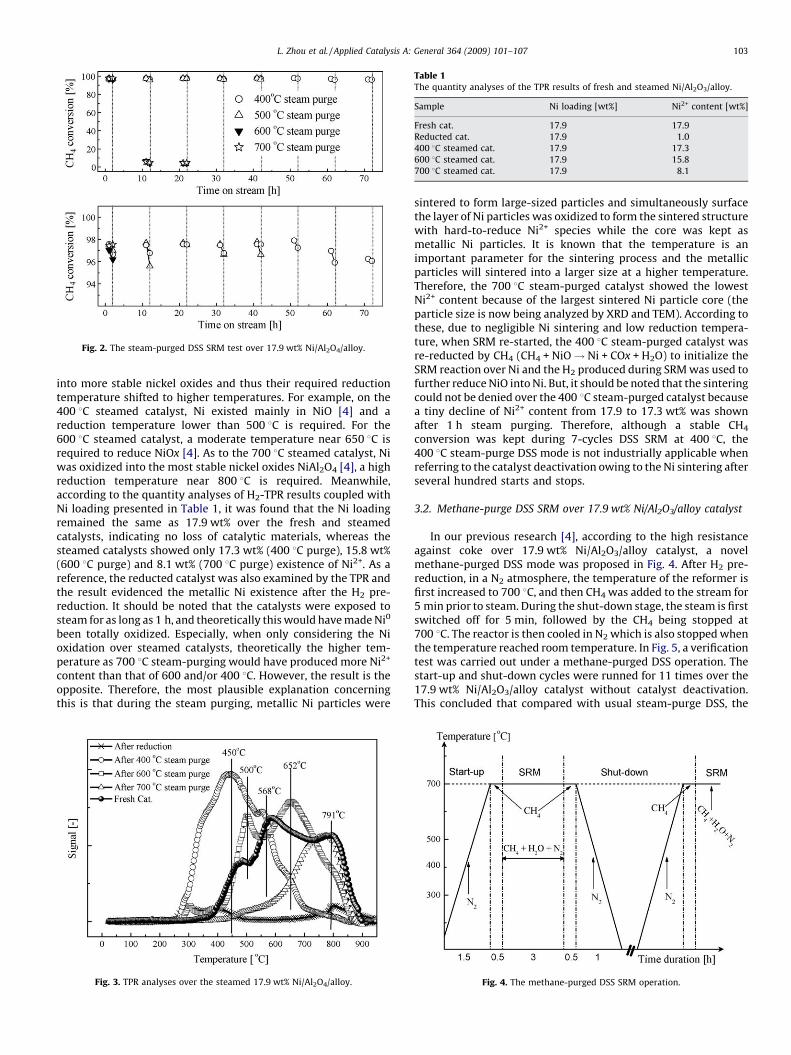
Fig. 2. The steam-purged DSS SRM test over 17.9 wt% Ni/Al2O4/alloy.
Table 1The quantity analyses of the TPR results of fresh and steamed Ni/Al2O3/alloy.
Sample Ni loading [wt%] Ni2+ content [wt%]
Fresh cat. 17.9 17.9
Reducted cat. 17.9 1.0
400 8C steamed cat. 17.9 17.3
600 8C steamed cat. 17.9 15.8
700 8C steamed cat. 17.9 8.1
L. Zhou et al. / Applied Catalysis A: General 364 (2009) 101–107 103
into more stable nickel oxides and thus their required reductiontemperature shifted to higher temperatures. For example, on the400 8C steamed catalyst, Ni existed mainly in NiO [4] and areduction temperature lower than 500 8C is required. For the600 8C steamed catalyst, a moderate temperature near 650 8C isrequired to reduce NiOx [4]. As to the 700 8C steamed catalyst, Niwas oxidized into the most stable nickel oxides NiAl2O4 [4], a highreduction temperature near 800 8C is required. Meanwhile,according to the quantity analyses of H2-TPR results coupled withNi loading presented in Table 1, it was found that the Ni loadingremained the same as 17.9 wt% over the fresh and steamedcatalysts, indicating no loss of catalytic materials, whereas thesteamed catalysts showed only 17.3 wt% (400 8C purge), 15.8 wt%(600 8C purge) and 8.1 wt% (700 8C purge) existence of Ni2+. As areference, the reducted catalyst was also examined by the TPR andthe result evidenced the metallic Ni existence after the H2 pre-reduction. It should be noted that the catalysts were exposed tosteam for as long as 1 h, and theoretically this would have made Ni0
been totally oxidized. Especially, when only considering the Nioxidation over steamed catalysts, theoretically the higher tem-perature as 700 8C steam-purging would have produced more Ni2+
content than that of 600 and/or 400 8C. However, the result is theopposite. Therefore, the most plausible explanation concerningthis is that during the steam purging, metallic Ni particles were
Fig. 3. TPR analyses over the steamed 17.9 wt% Ni/Al2O4/alloy.
sintered to form large-sized particles and simultaneously surfacethe layer of Ni particles was oxidized to form the sintered structurewith hard-to-reduce Ni2+ species while the core was kept asmetallic Ni particles. It is known that the temperature is animportant parameter for the sintering process and the metallicparticles will sintered into a larger size at a higher temperature.Therefore, the 700 8C steam-purged catalyst showed the lowestNi2+ content because of the largest sintered Ni particle core (theparticle size is now being analyzed by XRD and TEM). According tothese, due to negligible Ni sintering and low reduction tempera-ture, when SRM re-started, the 400 8C steam-purged catalyst wasre-reducted by CH4 (CH4 + NiO! Ni + COx + H2O) to initialize theSRM reaction over Ni and the H2 produced during SRM was used tofurther reduce NiO into Ni. But, it should be noted that the sinteringcould not be denied over the 400 8C steam-purged catalyst becausea tiny decline of Ni2+ content from 17.9 to 17.3 wt% was shownafter 1 h steam purging. Therefore, although a stable CH4
conversion was kept during 7-cycles DSS SRM at 400 8C, the400 8C steam-purge DSS mode is not industrially applicable whenreferring to the catalyst deactivation owing to the Ni sintering afterseveral hundred starts and stops.
3.2. Methane-purge DSS SRM over 17.9 wt% Ni/Al2O3/alloy catalyst
In our previous research [4], according to the high resistanceagainst coke over 17.9 wt% Ni/Al2O3/alloy catalyst, a novelmethane-purged DSS mode was proposed in Fig. 4. After H2 pre-reduction, in a N2 atmosphere, the temperature of the reformer isfirst increased to 700 8C, and then CH4 was added to the stream for5 min prior to steam. During the shut-down stage, the steam is firstswitched off for 5 min, followed by the CH4 being stopped at700 8C. The reactor is then cooled in N2 which is also stopped whenthe temperature reached room temperature. In Fig. 5, a verificationtest was carried out under a methane-purged DSS operation. Thestart-up and shut-down cycles were runned for 11 times over the17.9 wt% Ni/Al2O3/alloy catalyst without catalyst deactivation.This concluded that compared with usual steam-purge DSS, the
Fig. 4. The methane-purged DSS SRM operation.
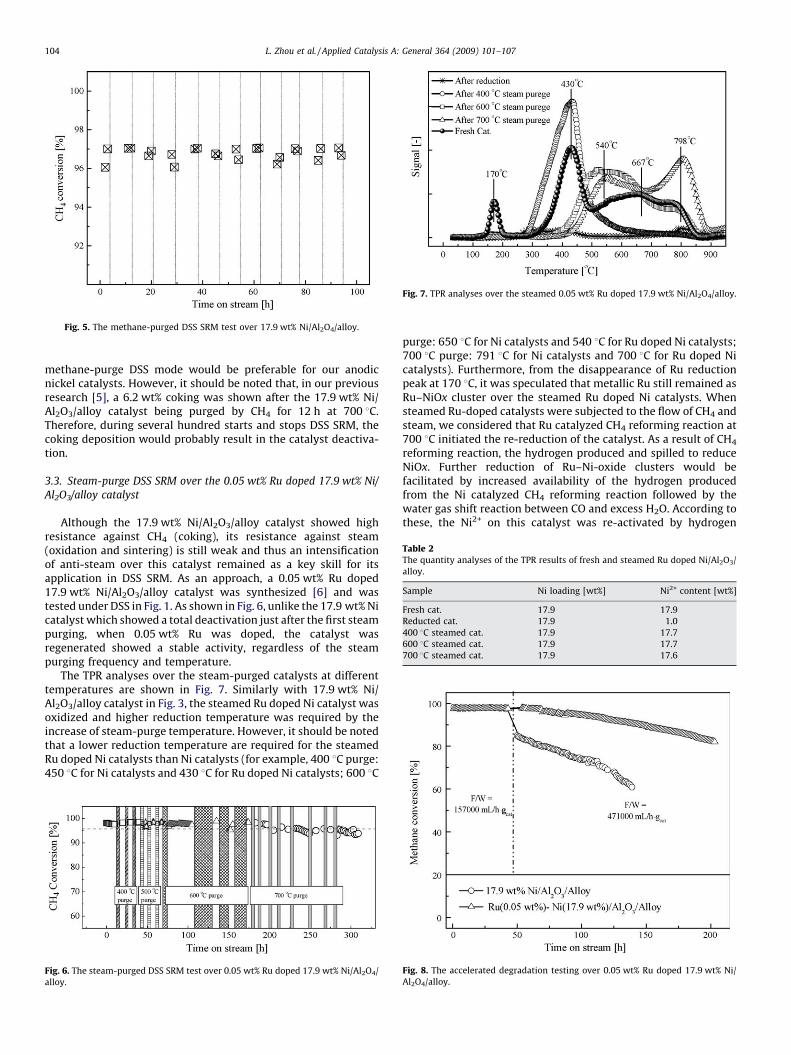
Fig. 5. The methane-purged DSS SRM test over 17.9 wt% Ni/Al2O4/alloy.
Fig. 7. TPR analyses over the steamed 0.05 wt% Ru doped 17.9 wt% Ni/Al2O4/alloy.
Table 2The quantity analyses of the TPR results of fresh and steamed Ru doped Ni/Al2O3/
alloy.
Sample Ni loading [wt%] Ni2+ content [wt%]
Fresh cat. 17.9 17.9
Reducted cat. 17.9 1.0
400 8C steamed cat. 17.9 17.7
600 8C steamed cat. 17.9 17.7
700 8C steamed cat. 17.9 17.6
L. Zhou et al. / Applied Catalysis A: General 364 (2009) 101–107104
methane-purge DSS mode would be preferable for our anodicnickel catalysts. However, it should be noted that, in our previousresearch [5], a 6.2 wt% coking was shown after the 17.9 wt% Ni/Al2O3/alloy catalyst being purged by CH4 for 12 h at 700 8C.Therefore, during several hundred starts and stops DSS SRM, thecoking deposition would probably result in the catalyst deactiva-tion.
3.3. Steam-purge DSS SRM over the 0.05 wt% Ru doped 17.9 wt% Ni/
Al2O3/alloy catalyst
Although the 17.9 wt% Ni/Al2O3/alloy catalyst showed highresistance against CH4 (coking), its resistance against steam(oxidation and sintering) is still weak and thus an intensificationof anti-steam over this catalyst remained as a key skill for itsapplication in DSS SRM. As an approach, a 0.05 wt% Ru doped17.9 wt% Ni/Al2O3/alloy catalyst was synthesized [6] and wastested under DSS in Fig. 1. As shown in Fig. 6, unlike the 17.9 wt% Nicatalyst which showed a total deactivation just after the first steampurging, when 0.05 wt% Ru was doped, the catalyst wasregenerated showed a stable activity, regardless of the steampurging frequency and temperature.
The TPR analyses over the steam-purged catalysts at differenttemperatures are shown in Fig. 7. Similarly with 17.9 wt% Ni/Al2O3/alloy catalyst in Fig. 3, the steamed Ru doped Ni catalyst wasoxidized and higher reduction temperature was required by theincrease of steam-purge temperature. However, it should be notedthat a lower reduction temperature are required for the steamedRu doped Ni catalysts than Ni catalysts (for example, 400 8C purge:450 8C for Ni catalysts and 430 8C for Ru doped Ni catalysts; 600 8C
Fig. 6. The steam-purged DSS SRM test over 0.05 wt% Ru doped 17.9 wt% Ni/Al2O4/
alloy.
purge: 650 8C for Ni catalysts and 540 8C for Ru doped Ni catalysts;700 8C purge: 791 8C for Ni catalysts and 700 8C for Ru doped Nicatalysts). Furthermore, from the disappearance of Ru reductionpeak at 170 8C, it was speculated that metallic Ru still remained asRu–NiOx cluster over the steamed Ru doped Ni catalysts. Whensteamed Ru-doped catalysts were subjected to the flow of CH4 andsteam, we considered that Ru catalyzed CH4 reforming reaction at700 8C initiated the re-reduction of the catalyst. As a result of CH4
reforming reaction, the hydrogen produced and spilled to reduceNiOx. Further reduction of Ru–Ni-oxide clusters would befacilitated by increased availability of the hydrogen producedfrom the Ni catalyzed CH4 reforming reaction followed by thewater gas shift reaction between CO and excess H2O. According tothese, the Ni2+ on this catalyst was re-activated by hydrogen
Fig. 8. The accelerated degradation testing over 0.05 wt% Ru doped 17.9 wt% Ni/
Al2O4/alloy.
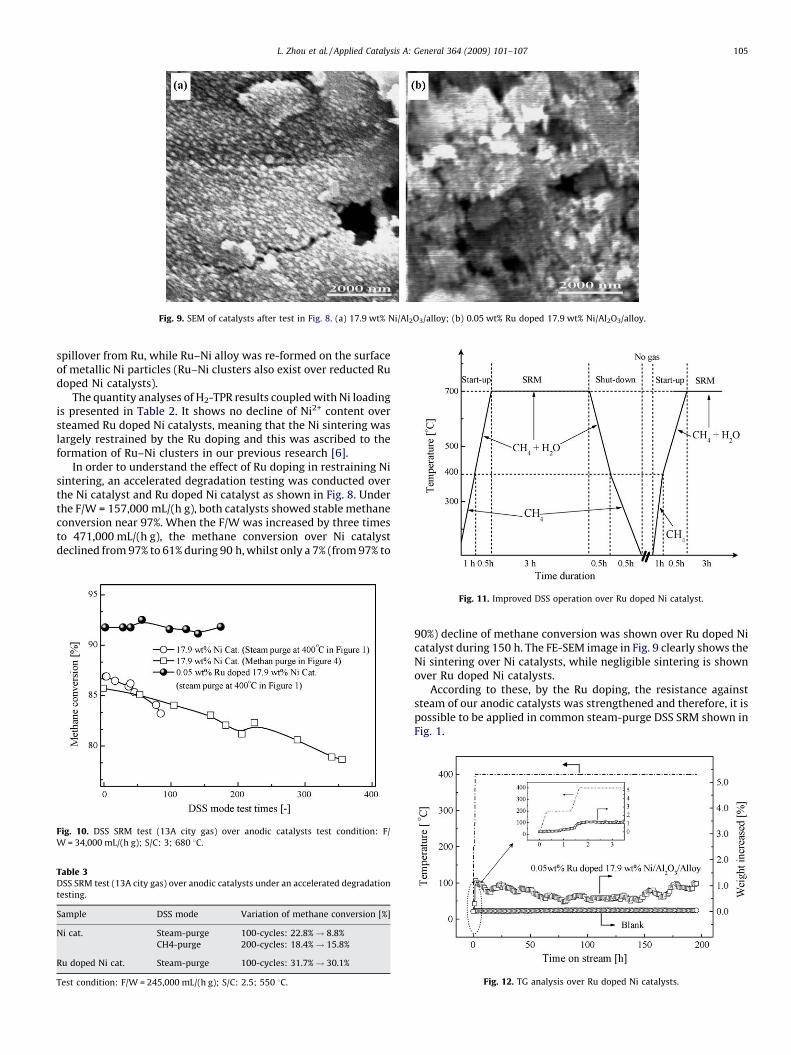
Fig. 9. SEM of catalysts after test in Fig. 8. (a) 17.9 wt% Ni/Al2O3/alloy; (b) 0.05 wt% Ru doped 17.9 wt% Ni/Al2O3/alloy.
L. Zhou et al. / Applied Catalysis A: General 364 (2009) 101–107 105
spillover from Ru, while Ru–Ni alloy was re-formed on the surfaceof metallic Ni particles (Ru–Ni clusters also exist over reducted Rudoped Ni catalysts).
The quantity analyses of H2-TPR results coupled with Ni loadingis presented in Table 2. It shows no decline of Ni2+ content oversteamed Ru doped Ni catalysts, meaning that the Ni sintering waslargely restrained by the Ru doping and this was ascribed to theformation of Ru–Ni clusters in our previous research [6].
In order to understand the effect of Ru doping in restraining Nisintering, an accelerated degradation testing was conducted overthe Ni catalyst and Ru doped Ni catalyst as shown in Fig. 8. Underthe F/W = 157,000 mL/(h g), both catalysts showed stable methaneconversion near 97%. When the F/W was increased by three timesto 471,000 mL/(h g), the methane conversion over Ni catalystdeclined from 97% to 61% during 90 h, whilst only a 7% (from 97% to
Table 3DSS SRM test (13A city gas) over anodic catalysts under an accelerated degradation
testing.
Sample DSS mode Variation of methane conversion [%]
Ni cat. Steam-purge 100-cycles: 22.8%! 8.8%
CH4-purge 200-cycles: 18.4%! 15.8%
Ru doped Ni cat. Steam-purge 100-cycles: 31.7%! 30.1%
Test condition: F/W = 245,000 mL/(h g); S/C: 2.5; 550 8C.
Fig. 11. Improved DSS operation over Ru doped Ni catalyst.
Fig. 10. DSS SRM test (13A city gas) over anodic catalysts test condition: F/
W = 34,000 mL/(h g); S/C: 3; 680 8C.
90%) decline of methane conversion was shown over Ru doped Nicatalyst during 150 h. The FE-SEM image in Fig. 9 clearly shows theNi sintering over Ni catalysts, while negligible sintering is shownover Ru doped Ni catalysts.
According to these, by the Ru doping, the resistance againststeam of our anodic catalysts was strengthened and therefore, it ispossible to be applied in common steam-purge DSS SRM shown inFig. 1.
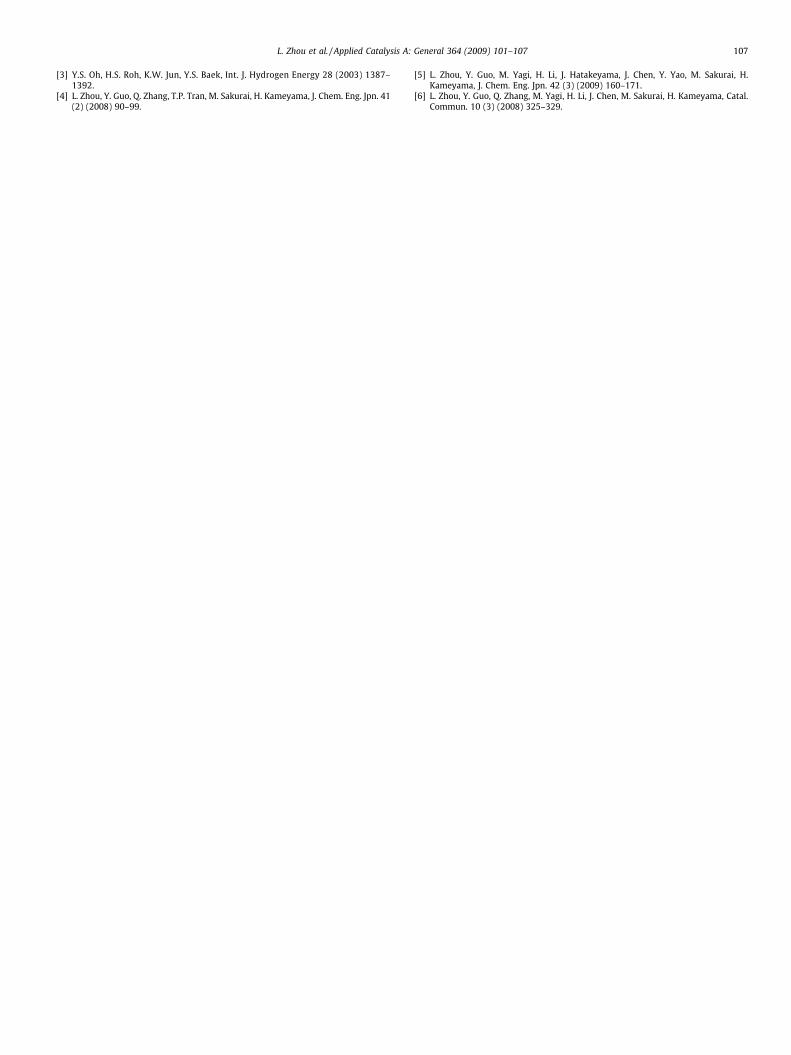
Fig. 12. TG analysis over Ru doped Ni catalysts.
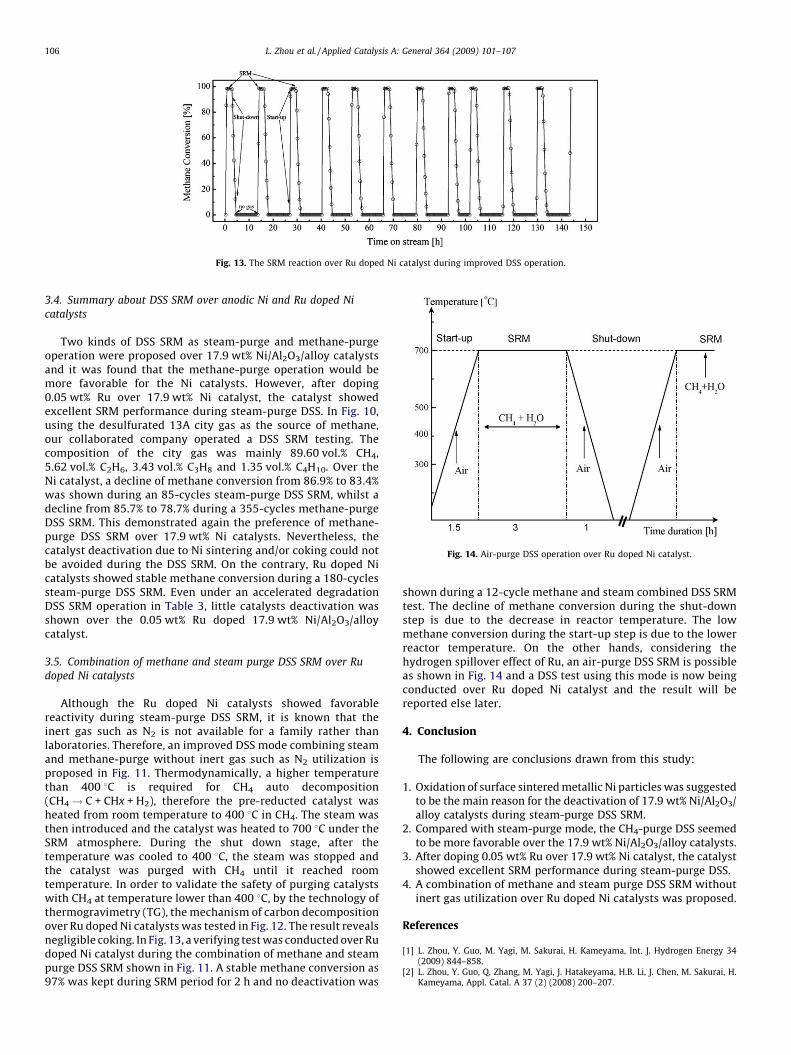
Fig. 13. The SRM reaction over Ru doped Ni catalyst during improved DSS operation.
Fig. 14. Air-purge DSS operation over Ru doped Ni catalyst.
L. Zhou et al. / Applied Catalysis A: General 364 (2009) 101–107106
3.4. Summary about DSS SRM over anodic Ni and Ru doped Ni
catalysts
Two kinds of DSS SRM as steam-purge and methane-purgeoperation were proposed over 17.9 wt% Ni/Al2O3/alloy catalystsand it was found that the methane-purge operation would bemore favorable for the Ni catalysts. However, after doping0.05 wt% Ru over 17.9 wt% Ni catalyst, the catalyst showedexcellent SRM performance during steam-purge DSS. In Fig. 10,using the desulfurated 13A city gas as the source of methane,our collaborated company operated a DSS SRM testing. Thecomposition of the city gas was mainly 89.60 vol.% CH4,5.62 vol.% C2H6, 3.43 vol.% C3H8 and 1.35 vol.% C4H10. Over theNi catalyst, a decline of methane conversion from 86.9% to 83.4%was shown during an 85-cycles steam-purge DSS SRM, whilst adecline from 85.7% to 78.7% during a 355-cycles methane-purgeDSS SRM. This demonstrated again the preference of methane-purge DSS SRM over 17.9 wt% Ni catalysts. Nevertheless, thecatalyst deactivation due to Ni sintering and/or coking could notbe avoided during the DSS SRM. On the contrary, Ru doped Nicatalysts showed stable methane conversion during a 180-cyclessteam-purge DSS SRM. Even under an accelerated degradationDSS SRM operation in Table 3, little catalysts deactivation wasshown over the 0.05 wt% Ru doped 17.9 wt% Ni/Al2O3/alloycatalyst.
3.5. Combination of methane and steam purge DSS SRM over Ru
doped Ni catalysts
Although the Ru doped Ni catalysts showed favorablereactivity during steam-purge DSS SRM, it is known that theinert gas such as N2 is not available for a family rather thanlaboratories. Therefore, an improved DSS mode combining steamand methane-purge without inert gas such as N2 utilization isproposed in Fig. 11. Thermodynamically, a higher temperaturethan 400 8C is required for CH4 auto decomposition(CH4! C + CHx + H2), therefore the pre-reducted catalyst washeated from room temperature to 400 8C in CH4. The steam wasthen introduced and the catalyst was heated to 700 8C under theSRM atmosphere. During the shut down stage, after thetemperature was cooled to 400 8C, the steam was stopped andthe catalyst was purged with CH4 until it reached roomtemperature. In order to validate the safety of purging catalystswith CH4 at temperature lower than 400 8C, by the technology ofthermogravimetry (TG), the mechanism of carbon decompositionover Ru doped Ni catalysts was tested in Fig. 12. The result revealsnegligible coking. In Fig. 13, a verifying test was conducted over Rudoped Ni catalyst during the combination of methane and steampurge DSS SRM shown in Fig. 11. A stable methane conversion as97% was kept during SRM period for 2 h and no deactivation was
shown during a 12-cycle methane and steam combined DSS SRMtest. The decline of methane conversion during the shut-downstep is due to the decrease in reactor temperature. The lowmethane conversion during the start-up step is due to the lowerreactor temperature. On the other hands, considering thehydrogen spillover effect of Ru, an air-purge DSS SRM is possibleas shown in Fig. 14 and a DSS test using this mode is now beingconducted over Ru doped Ni catalyst and the result will bereported else later.
4. Conclusion
The following are conclusions drawn from this study:
1. Oxidation of surface sintered metallic Ni particles was suggestedto be the main reason for the deactivation of 17.9 wt% Ni/Al2O3/alloy catalysts during steam-purge DSS SRM.
2. Compared with steam-purge mode, the CH4-purge DSS seemedto be more favorable over the 17.9 wt% Ni/Al2O3/alloy catalysts.
3. After doping 0.05 wt% Ru over 17.9 wt% Ni catalyst, the catalystshowed excellent SRM performance during steam-purge DSS.
4. A combination of methane and steam purge DSS SRM withoutinert gas utilization over Ru doped Ni catalysts was proposed.
References
[1] L. Zhou, Y. Guo, M. Yagi, M. Sakurai, H. Kameyama, Int. J. Hydrogen Energy 34(2009) 844–858.
[2] L. Zhou, Y. Guo, Q. Zhang, M. Yagi, J. Hatakeyama, H.B. Li, J. Chen, M. Sakurai, H.Kameyama, Appl. Catal. A 37 (2) (2008) 200–207.
L. Zhou et al. / Applied Catalysis A: General 364 (2009) 101–107 107
[3] Y.S. Oh, H.S. Roh, K.W. Jun, Y.S. Baek, Int. J. Hydrogen Energy 28 (2003) 1387–1392.
[4] L. Zhou, Y. Guo, Q. Zhang, T.P. Tran, M. Sakurai, H. Kameyama, J. Chem. Eng. Jpn. 41(2) (2008) 90–99.
[5] L. Zhou, Y. Guo, M. Yagi, H. Li, J. Hatakeyama, J. Chen, Y. Yao, M. Sakurai, H.Kameyama, J. Chem. Eng. Jpn. 42 (3) (2009) 160–171.
[6] L. Zhou, Y. Guo, Q. Zhang, M. Yagi, H. Li, J. Chen, M. Sakurai, H. Kameyama, Catal.Commun. 10 (3) (2008) 325–329.














![Chapter 3 ANODIC ALUMINA MIM CAPACITORSshodhganga.inflibnet.ac.in/bitstream/10603/39097/13... · 3 MIM capacitors [Chen et al., 2002, Miao et al., 2009]. Recently, porous anodization](https://img.pdfslide.net/doc/110x75/5fca56bbe70cda4ab521d1d1/chapter-3-anodic-alumina-mim-3-mim-capacitors-chen-et-al-2002-miao-et-al-2009.jpg)


![Preparation of anodic aluminum oxide (AAO) nano-template …electrolytes under appropriate electrochemical conditions [3-5]. The synthesis and application of nanoporous alumina mask](https://img.pdfslide.net/doc/110x75/60c2ff62b7970f410e08e26b/preparation-of-anodic-aluminum-oxide-aao-nano-template-electrolytes-under-appropriate.jpg)