Embed Size (px)
Citation preview

Capitolul 1
Sudarea MIGMAG
Definirea şi clasificarea procedeului
Procedeul de sudare MIGMAG face parte din grupa procedeelor de sudare prin topire
cu arcul electric icircn mediu de gaze protectoare Icircn funcţie de caracterul electrodului această
grupă cuprinde două subgrupe mari procedee de sudare cu electrod fuzibil şi procedee de
sudare cu electrod nefuzibil
Icircn figura 1 se prezintă structura genealogică a procedeelor de sudare prin topire cu
arcul electric icircn mediu de gaze protectoare cuprinzacircnd abrevierile specifice fiecărui procedeu
icircntacirclnite icircn literatura de specialitate atacirct icircn limba romacircnă cacirct şi icircn limba engleză
Abrevierile din cadrul figurilor au următoarele semnificaţii
bull SAEGP (GSAW) sudarea cu arcul electric icircn mediu de gaze protectoare
bull SAEEF (GMAW) sudarea cu arcul electric cu electrod fuzibil
bull SAEEW (GTAW) sudarea cu arcul electric cu electrod nefuzibil
bull MAG sudarea icircn mediu de gaze protectoare active
bull MIG sudarea icircn mediu de gaze protectoare inerte
bull WIG (TIG) sudarea cu electrod nefuzibil cu arc electric liber
bull SPW ( PAW ) sudarea cu electrod nefuzibil cu arc electric constracircns
(sudarea cu plasmă)
bull MAG C sudarea MAG cu bioxid de carbon 100
bull MAG M sudarea MAG cu amestecuri de gaze (Mischgas)
Ramurile de sus ale arborelui genealogic cuprind principalele tipuri de arce respectiv
modurile de transfer al picăturii de metal specifice sudării icircn mediu de gaze protectoare
MIGMAG
diams arc scurt transfer prin scurtcircuit (short arc)
diams arc spray transfer prin pulverizare (spray arc)
diams arc lung transfer globular (long arc)
diams arc intermediar (tranzitoriu) (tranzition arc)
diams arc pulsat transfer sinergic (pulsed arc)
Figura 1 Structura genealogică a procedeelor de sudare icircn mediu de gaze protectoare
Schema de principiu a procedeului de sudare MIGMAG este prezentată mai sus
Arcul electric (1) amorsat icircntre sacircrma electrod (2) şi componentele (3) produce topirea
acestora formacircnd baia de metal (4) Protecţia arculuielectric şi a băii de metal topit se
realizează cu ajutorul gazului de protecţie (5) adus icircn zona arcului prin duza de gaz (6) din
butelia (7) Sacircrma electrod este antrenată prin tubul de ghidare (bowden) (13) cu viteză de
avans constantă vae de către sistemul de avans (8) prin derularea de pe bobina (9)
Alimentarea arcului cu energie electrică se face de la sursa de curent continuu (redresor) (10)
prin duza de contact (11) şi prin cablul de masă (12) Tubul de gidare a sacircrmei electrod (13)
cablul de alimentare cu curent (14) şi furtunul de gaz (15) sunt montate icircntr-un tub flexibil de
cauciuc (16) care icircmpreună cu capul de sudare (17) formează pistoletul de sudare
Utilizare Sudarea MIGMAG are un grad mare de universalitate putacircndu-se suda icircn
funcţie de varianta de sudare (gazul de protecţie) o gamă foarte largă de materiale oţeluri
1
nealiate cu puţin carbon oţelurile slab aliate sau icircnalt aliate metale şi aliaje neferoase (cupru
aluminiu nichel titan etc) ponderea de aplicare fiind icircn continuă creştere pe măsura lărgirii
şi diversificării gamei de materiale de adaos (sacircrmă electrod) pentru varietate tot mai mare de
materiale metalice Utilizarea procedeului se face cu prudenţă icircn cazul icircmbinărilor sudate cu
pretenţii mari de calitate (icircmbinări din clasele superioare de calitate) la care se impune
controlul nedistructiv (cu radiaţii penetrante sau cu ultrasunete) datorită incidenţei relativ mari
de apariţie a defectelor care depăşesc limitele admise icircn principal de tipul porilor
microporilor şi lipsei de topire
Figura 2 Analiza comparativă a ratei depunerii la sudarea SE şi MAG
EI N ndash electrod normal EI PF ndash electrod cu pulbere de fier icircn icircnveliş
Avantajele procedeului
Principalele avantaje ale procedeului MIGMAG sunt productivitatea ridicată şi
facilitatea mecanizării automatizării sau robotizării Productivitatea ridicată este asigurată de
puterea ridicată de topire a arcului pătrunderea mare la sudare posibilitatea sudării cu viteze
de sudare mari respectiv eliminarea unor operaţii auxiliare Aceste aspecte sunt determinate
de densităţile mari de curent ce pot fi utilizate 150-250 Amm2 la sudarea MIGMAG clasică
respectiv 300-350 Amm2 la sudarea cu sacircrmă tubulară Ilustrativ icircn acest caz este graficul
prezentat icircn figura 2 privind comparaţia dintre puterea de topire (de aproximativ 25 ori mai
mare) icircn cazul sudării MIGMAG clasice şi sudării manuale cu electrod icircnvelit SE
2
Este interesant de observat domeniul mult mai extins al puterii de topire icircn cazul
sudării MIGMAG faţă de sudarea SE datorită posibilităţilor mari de variaţie a parametrilor
tehnologici principali de sudare curentul Is şi tensiunea arcului Ua pentru acelaşi diametru de
electrod De exemplu icircn cazul sacircrmei electrod cu diametru de 12 mm (cea mai frecvent
icircntacirclnită icircn prezent icircn practica sudării MIGMAG) valorile parametrilor Is - Ua este cuprins icircn
domeniul 90hellip300 (350) A respectiv 1730 V Acest aspect constitui un avantaj deloc de
neglijat dacă ne gacircndim la faptul că utilizacircnd un singur diametru de electrod se poate acoperi o
gamă mare de grosimi de materiale de bază la sudare (de la 1 mm la zeci de mm) respectiv
este posibilă sudarea cu acelaşi diametru de sacircrmă electrod icircn orice poziţie prin corelarea
corespunzătoare a parametrilor tehnologici de sudare ceea ce icircn cazul sudării SE evident nu
este posibil Flexibilitatea icircn direcţia mecanizării şi robotizării este asigurată icircn principal de
posibilitatea antrenării mecanizate a sacircrmei electrod (sacircrme subţiri) de modul de realizare a
protecţiei la sudare (cu gaz) de uşurinţa reglării şi controlului parametrilor tehnologici de
sudare de gabaritul relativ mic al capului de sudare etc
Performanţele procedeului de sudare MIGMAG
NR
CRT
Parametrul tehnologic Simbolul UM Domeniul de
Valori
1 Diametrul sarmei ds mm 06hellip24
2 Curentul de sudare Is A 60hellip500
3 Tensiunea arcului Ua V 15hellip35
4 Viteza de sudare vs cmmin 15hellip150
5 Debitul gazului de protectie Q lmin 8hellip20
3
Capitolul 2
Materiale de Sudare
Sacircrma electrod
Sacircrma electrod se livrează sub formă de bobine dintre diametrele standardizate cele
mai uzuale fiind 08 10 12 16 mm Livrarea icircn colaci ridică probleme la transport şi la
bobinarea icircn secţie Calitatea bobinării influenţează mult stabilitatea procesului de sudare
Suprafaţa sacircrmei trebuie să fie curată fără urme de rugină sau grăsimi De obicei suprafaţa
sacircrmei se cuprează pentru diminuarea pericolului de oxidare respectiv pentru icircmbunătăţirea
contactului electric Se recomandă ca ambalarea sacircrmei să se facă icircn pungi de polietilenă
etanşe (eventual vidate) care să conţină o substanţă higroscopică (granule de silicagel) şi icircn
cutii de carton mărinduse astfel durata de păstrare icircn condiţii corespunzătoare a sacircrmei de
sudare Compoziţia chimică a sacircrmei electrod la sudarea MIGMAG depinde icircn principal de
materialul de bază care se sudează (compoziţia chimică) şi de gazul de protecţie utilizat La
sudarea MIG compoziţia chimică a sacircrmei se alege apropiată de a metalului de bază Icircn cazul
sudării MAG sacircrma este aliată suplimentar cu elemente dezoxidante ca Mn Si Ti Se
recomandă ca raportul concentraţiilor de Mn şi Si să fie cca 2hellip25 Compoziţia chimică a
sacircrmelor nealiate pentru sudarea MAG se situează icircn limitele 007-012 C 06-09 Si 12-
25 Mn 02 Ti lt003 S P Adaosul de Ti produce o dezoxidare foarte bună cu efecte
benefice asupra caracteristicilor mecanice şi de tenacitate dar ridică preţul de cost a sacircrmei
Pentru creşterea tenacităţii la temperaturi negative sacircrma se aliază suplimentar cu Ni şisau
Mo Icircn STAS 1126-87 sunt prezentate principalele mărci de sacircrmă produse la noi icircn ţară
Caracterizarea acestora din punct de vedere al domeniului de utilizare este prezentată icircn
tabelul de mai jos
4
Domenii de utilizare a sacircrmelor pline de oţel (conform STAS 112087)
MARCA SARMEI DOMENII DE UTILIZARE
S12MnSi
Sudarea in mediu de gaz protector (CO2) a otelurilor cu granulatie
fina cu rezistenta ridicata la rupere fragile exploatate la
temperaturi pana la ndash 20degC
S07Mn14Si
Sudarea in mediu de gaz protector (CO2) a otelurilor cu corbon si
slab aliate cu rezistenta ridicata rupere fragile exploatate la
temperature pana la ndash20degC
S12SiMoCr1
Icircncărcarea prin sudare şi sudare icircn mediu de gaz
protector a oţelurilor pentru cazane şi recipiente sub
presiune exploatate la temperaturi pacircnă la 450degC
S12Mn1SiNi1Ti
Sudare icircn mediu de gaz protector a oţelurilor cu
granulaţie fină a oţelurilor pentru construcţii navale
cu limită de curgere ridicată
S10Mn1SiNiCu Sudare icircn mediu de gaz protector a oţelurilor
rezistente la coroziune atmosferică
S10Mn1SiVMoCr1 Sudare icircn mediu de gaz protector a oţelurilor
termorezistente
S10Mn1SiMo Sudare icircn mediu de gaz protector a oţelurilor
termorezistente
S10MnSiMo1Cr25 Sudare icircn mediu de gaz protector a oţelurilor
termorezistente
S12Mo1Cr17
Sudare icircn mediu de gaz protector a oţelurilor
inoxidabile solicitate mecanic şi exploatate la
temperaturi de 450600degC
S12Cr26Ni20 Sudare icircn mediu de gaz protector a oţelurilor de tip
2520 şi sudarea icircmbinărilor eterogene
5
Gazul de protecţie
Gazul de protecţie are icircn principal rolul de a asigura protecţia băii metalice şi a
picăturii de metal topit din vacircrful sacircrmei electrod sau la trecerea acesteia prin coloana arcului
icircmpotriva interacţiunii cu gazele din atmosferă oxigen hidrogen azot etc Icircn acelaşi timp
icircnsă gazul de protecţie are o mare influenţă asupra desfăşurării procesului de sudare icircn
ansamblul lui acţionacircnd asupra stabilităţii arcului parametrilor tehnologici de sudare
transferului picăturii de metal topit prin coloana arcului reacţiilor metalurgice la nivelul băii şi
picăturii de metal transformărilor structurale proprietăţilor mecanice şi de tenacitate ale
icircmbinării formei şi geometriei cusăturii sudate stropirilor productivităţii la sudare etc
Aceste influenţe complexe sunt determinate de proprietăţile termo-fizice şi de activitatea
chimică a gazelor de protecţie care diferă mult de la un gaz la altul Prin urmare pentru
alegerea corectă a gazului de protecţie este necesară cunoaşterea acestor proprietăţi şi efectele
pe care acestea le au icircn procesul de sudare
Principalele proprietăţi termo-fizice şi chimice ale gazelor de protecţie utilizate la
sudarea MIGMAG sunt
- potenţialul de ionizare
- energia de disociere-recombinare
- conductibilitatea temică
- densitatea
- activitatea chimică
- puritatea
Acţiunea şi efectele acestor proprietăţi icircn procesul de sudare sunt prezentate icircn cele ce
urmează
Potenţialul de ionizare Acţionează asupra condiţiilor de amorsare şi a stabilităţii
arcului electric respectiv asupra puterii arcului Un potenţial de ionizare de valoare redusă
(argonul) uşurează amorsarea şi creşte stabilitatea arcului reducacircnd stropirile pe cacircnd un
potenţial de ionizare de valoare ridicată (heliul) măreşte puterea arcului cu efecte asupra
productivităţii la sudare (creşterea pătrunderii respectiv a vitezei de sudare)
6
Energia de disociere ndash recombinare Este specifică gazelor biatomice CO2 H2 O2
Influenţează icircn mod favorabil bilanţul termic icircn coloana arcului electric prin icircmbunătăţirea
transferului de căldură spre componente cu efect asupra geometriei cusăturii vitezei de sudare
Conductibilitatea termică Este proprietatea fizică cu cele mai cuprinzătoare efecte şi
influenţe asupra desfăşurării procesului tehnologic de sudare Conductibilitatea termică a
gazului de protecţie acţionează asupra modului de transfer a picăturii prin coloana arcului (este
factorul principal care determină modificarea tipului de transfer globulal sau prin
pulverizare) repartiţiei căldurii icircn coloana arcului şi la suprafaţa componentelor
conductibilităţii electrice a arcului parametrilor tehnologici de sudare (tensiunea arcului)
puterii arcului (lungimea arcului) stabilităţii arcului temperaturii maxime şi repartiţiei
acesteia icircn coloana arcului formei şi geometriei cusăturii stropirilor etc
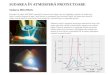
Figura 3 Conductivitatea termică a gazelor de protecţie
Variaţia conductibilităţii termice cu temperatura pentru principalele gaze de protecţie
folosite la sudare este prezentată icircn figura 3 Se observă că argonul are conductibilitatea
termică cea mai scăzută fiind denumit icircn tehnica sudării bdquogaz caldrdquo icircn timp ce dioxidul de
carbon are conductibilitatea termică mult mai mare fiind denumit bdquogaz recerdquo Cea mai mare
conductivitate o are hidrogenul
7
Diversitatea influenţei conductibilităţii termice asupra procesului de sudare este uşor
de icircnţeles dacă analizăm distribuţia gradientului de temperatură icircn coloana arcului icircn cazul
argonului respectiv dioxidului de carbon figura 4 Conductibilitatea termică scăzută a
argonului determină un grad mic de temperatură icircn arcul electric ceea ce conduce la
repartizarea liniilor de curent din arc pe o secţiune mărită a coloanei acestuia (vezi porţiunea
icircnnegrită) avacircnd drept consecinţă creşterea conductibilităţii electrice a coloanei arcului
electric (conductibilitatea electrică este invers proporţională cu conductibilitatea termică)
Caracteristici ale gazelor de protecţie
Gazul
de
protecţie
Potenţialul
de ionizare
(V)
Energia
de
disociere
(eV)
Gazul
de protecţie
Potenţialul
de ionizare
(V)
Energia
de
disociere
(eV)
Ar 158 CO2 144 43
He 246 H2 136 45
N2 145 98 O2 136 51
Icircn cazul dioxidului de carbon miezul coloanei arcului (cel care conduce curentul
electric) este foarte icircngust ca efect a conductibilităţii termice mari a gazului respectiv a
fenomenului de disociere ndash recombinare Pierderea rapidă a căldurii din coloana arcului este
echivalentă cu o constracircngere din exterior a zonei centrale a miezului coloanei ceea ce
conduce la creşterea densităţii de curent din arc şi prin urmare aşa cum se poate observa la
creşterea temperaturii icircn axa coloanei arcului la valori mai mari decacirct cele corespunzătoare
arcului icircn argon
8
Figura 4 Gradientul de temperatură al arcului electric funcţie de gazul de protecţie
Conductibilitatea electrică diferită a coloanei arcului icircn cazul celor două gaze are
consecinţe asupra rezistenţei electrice a acestuia Astfel rezistenţa arcului icircn argon este mai
mică decacirct icircn dioxid de carbon Rezultă o cădere de tensiune mai redusă a arcului icircn Ar decacirct
icircn CO2 şi prin urmare o valoare mai mică a mărimii tensiunii arcului la sudarea icircn Ar
comparativ cu sudarea icircn CO2 cu toate că potenţialul de ionizare al Ar este mai mare decacirct la
CO2 Icircntr-adevăr la sudarea icircn Ar sau amestecuri de gaze Ar cu CO2 tensiunea arcului se
reduce cu 2 ndash 4 V icircn funcţie de procentul de CO2 din amestec desigur luacircnd icircn considerare
aceeaşi valoare a curentului de sudare
Repartiţia liniilor de curent icircn cazul celor două gaze explică şi influenţa asupra
transferului de metal aşa cum se va demonstra icircn continuare Icircn cazul argonului miezul
coloanei arcului face ca arcul electric să bdquoicircmbrăţişezerdquo capătul liber a sacircrmei electrod
extinzacircndu-se de la vacircrful ei pe suprafaţa laterală a sacircrmei datorită diametrului mic al
acesteia Practic arcul electric icircnconjoară sacircrma pe o anumită porţiune a capătului liber ceea ce
determină transferul căldurii arcului la electrod atacirct prin suprafaţa frontală a sacircrmei cacirct şi prin
suprafaţa laterală a ei conducacircnd la icircncălzirea neuniformă şi progresivă a capătului sacircrmei icircn
zona de acţiune a arcului Aceasta determină topirea capătului sacircrmei icircn toată secţiunea ei la
vacircrf şi o topire parţială pe secţiune de la exterior spre interior icircn funcţie de nivelul
temperaturii atinse icircn fiecare punct a secţiunii considerate Intensitatea gradului de topire
scade evident o dată cu icircndepărtarea de vacircrf Sub acţiunea conjugată a forţei de tensiune
superficială şi a forţei electromagnetice (pinch) are loc concentrarea metalului topit icircn vacircrful
sacircrmei sub forma unei picături sferice icircnsoţită de efectul de ldquoautoascuţirerdquo a electrodului pe
9
porţiunea icircn care s-a produs topirea parţială a secţiunii sacircrmei icircn zona de acţiune a arcului
electric Fenomenul de ascuţire a capătului sacircrmei determină reducerea secţiunii şi icircn
consecinţă creşterea densităţii de curent la interfaţa picătură de metal ndash sacircrmă ceea ce conduce
la creşterea puternică a temperaturii pacircnă la atingerea temperaturii de evaporarea a punţii
topite Sub acţiunea vaporilor de metal picătura este icircmpinsă icircn baia topită creindu-se
premisele formării unei noi picături Acest mecanism de formare şi desprindere a picăturii din
vicircrful sacircrmei determină formarea unor picături de dimensiuni mici (dplt= ds) echivalente
transferului prin pulverizare
Icircn cazul dioxidului de carbon miezul foarte icircngust al arcului determină concentrarea
punctiformă a acestuia icircn vacircrful sacircrmei (icircn pata anodică) Prin urmare transferul de căldură al
arcului se face numai prin suprafaţa frontală a sacircrmei electrod Totodată datorită temperaturii
ridicate a miezului coloanei (mai mare ca la Ar) şi a densităţii foarte mari a curentului icircn pata
anodică (concentrare punctiformă) are loc creşterea locală a temperaturii petei atingacircnd
temperatura de vaporizare a fierului (aprox 3200degC) Jetul de vapori formaţi acţionează ca o
forţă de reacţie icircmpingacircnd icircn sus şi lateral metalul topit Sub acţiunea forţei de tensiune
superficială şi a forţei de reacţie a vaporilor de metal metalul topit se acumulează icircn vacircrful
sacircrmei sub forma unor picături mari de metal (dp gt 12ds) Picătura creşte icircn continuare pacircnă
cacircnd sub acţiunea greutăţii proprii se detaşează şi se transferă icircn baia metalică sub forma unor
picături mari sau globule aşa numitul transfer globular specific sudării icircn CO2 sau
amestecurilor bogate icircn CO2 Icircn cazul amestecurilor de gaze Ar + CO2 fenomenul este
insesizabil dacă proporţia de CO2 este mai mică de 20 se manifestă tot mai pregnant dacă
procentul depăşeşte 20 şi are o comportare similară cu cea a transferului icircn CO2 100 dacă
procentul depăşeşte 30 CO2 icircn amestec
Icircn fine gradientul de temperatură diferit din coloana arcului icircn cazul celor două gaze
de protecţie influenţează semnificativ şi geometria cusăturii sudate Icircn cazul argonului
valoarea ridicată a temperaturii arcului electric este limitată doar la zona centrală
corespunzătoare miezului coloanei după care temperatura scade brusc la valori reduse ce nu
pot produce o icircncălzire semnificativă a zonelor de incidenţă ale arcului pe componente
Concentrarea puternică a căldurii icircn miezul coloanei arcului la argon produce o icircncălzire
locală a metalului de bază icircnsoţită de o topire adacircncă respectiv o pătrundere mare dar limitată
la o zonă restracircnsă Aceasta este amplificată suplimentar de disiparea rapidă a căldurii icircn
10
zonele adiacente (reci) ale metalului de bază fără să producă o icircncălzire semnificativă la
nivelul temperaturii de topire a acestor zone Efectul acestor fenomene este formarea unei
zone topite icircnguste şi adacircnci aşa numitul bdquodeget de argonldquo specific sudării icircn argon sau
amestecuri bogate icircn argon deosebit de defavorabil din punct de vedere tehnologic datorită
pericolului de apariţie a defectelor de icircmbinare lipsă de topire sau lipsă de pătrundere
respectiv pericol de fisurare (concentrator de tensiune)
Icircn cazul dioxidului de carbon temperatura din coloana arcului se menţine icircncă la valori
ridicate capabile să producă icircncălziri semnificative a zonelor de incidenţă la distanţe mult
mai mari faţă de axa coloanei decacirct icircn cazul argonului Are loc astfel o icircncălzire şi topire a
metalului de bază pe o zonă mai extinsă atacirct icircn adacircncime cacirct mai ales lateral cu efecte asupra
icircmbunătăţirii geometriei cusăturii caracterizată printr-o pătrundere uniformă La această
icircncălzire a metalului de bază contribuie de asemenea şi căldura cedată prin fenomenul de
recombinare a gazului ce are loc icircn zona componentelor respectiv a băii metalice ca efect a
temperaturii scăzute din această zonă (1800-2000degC) propice reacţiilor de recombinare Se
apreciază că din punct de vedere tehnologic geometria cusăturii la sudarea icircn CO2 este cea
mai favorabilă Prin urmare amestecarea celor două gaze Ar şi CO2 va conduce şi la
modificarea geometriei cusăturii sudate Aceasta este una din raţiunile principale care stau la
baza sudării icircn amestecuri de gaze Ar+CO2 a oţelurilor nealiate sau slab aliate şi anume
obţinerea unei geometrii mai favorabile a cusăturii sudate
Densitatea Influenţează nivelul de protecţie a arcului electric şi a băii de metal topit
respectiv producerea fenomenului de microsablare la sudarea icircn mediu de gaze inerte
Activitatea chimică Prin reacţiile chimice ce au loc icircn coloana arcului şi la nivelul băii
metalice activitatea chimică a gazului de protecţie influenţează comportarea metalurgică Din
acest punct de vedere la sudarea MIGMAG se disting două categorii de gaze Gazele inerte
sunt gazele care nu reacţionează chimic cu elementele din coloana arcului şi din baia metalică
Din această grupă fac parte argonul şi heliul Gazele active sunt gazele care reacţionează
chimic cu elementele din arc şi din baia de metal Cel mai utilizat gaz din această grupă este
dioxidul de carbon la care se mai adaugă şi oxigenul Icircn acest caz icircn coloana arcului şi la
nivelul băii au loc următoatele reacţii chimice
bull disocierea dioxidului de carbon la T gt 1600degC (disocierea este completă la T gt 4000degC)
CO2 = CO + O
11
bull reacţiile de oxidare şi reducere
Fe + O = FeO FeO + Mn = MnO + Fe
Si + 2O = SiO2 2FeO + Si = SiO2 + 2Fe
Mn + O = MnO 2FeO + Ti = TiO2 + 2Fe
Ti + 2O = TiO2 FeO + C = CO + Fe
Se constată că prezenţa oxigenului icircn coloana arcului determină oxidarea sau arderea
unor elemente de aliere Aceasta conduce la pericolul formării oxizilor de fier icircn cusătură cu
efecte nefavorabile asupra reducerii caracteristicilor mecanice şi de rezilienţă Diminuarea
fenomenului se face prin alierea sacircrmei electrod cu elemente dezoxidante ca Mn Si Ti care au
aviditate mai mare faţă de oxigen decacirct fierul reducacircnd pericolul de oxidare a acestuia Cel
mai puternic dezoxidant este titanul Oxizii de mangan siliciu titan formaţi fiind insolubili icircn
metalul topit ies la suprafaţa băii şi se regăsesc pe cusătură sub formă de mici bdquoinsulerdquo de
zgură de culoare brună cu aspect sticlos
Reacţiile chimice la nivelul băii de metal topit pot conduce de asemenea la pericolul
formării gazelor icircn baia metalică ca de exemplu oxidul de carbon avacircnd drept consecinţă
pericolul apariţiei porilor icircn cusătura sudată Evitarea apariţiei porilor icircn cusătură se poate
realiza prin alegerea corectă a cuplului sacircmă-gaz de protecţie corelată şi cu alegerea optimă a
parametrilor tehnologici de sudare icircn special tensiunea arcului Prezenţa oxigenului icircn coloana
arcului conduce la oxidarea suprafeţei picăturilor de metal formate la capătul sacircrmei electrod
şi prin urmare la micşorarea tensiunilor superficiale ce acţionează asupra picăturii Prin urmare
desprinderea picăturii din vacircrful sacircrmei electrod se face mult mai uşor şi mai rapid Efectul
benefic este finisarea transferului picăturilor de metal icircmbunătăţirea stabilităţii arcului şi
reducerea icircmproşcărilor de metal prin stropi Se remarcă icircn acest sens utilizarea oxigenului icircn
proporţie de 13 sau a dioxidului de carbor icircn proporţie de 25 icircn amestec cu argonul la
sudarea oţelurilor inoxidabile Procente mai mari de gaz oxidant nu sunt recomandate
deoarece se produce o oxidare nepermisă a metalului cusăturii respectiv la utilizarea
dioxidului de carbon icircn plus pericolul alierii cu carbon şi prin urmare pericolul fragilizării
cusăturii ca urmare a formării carburilor de crom
Reacţiile de oxidare la nivelul băii de metal topit fiind reacţii exoterme conduc la
creşterea temperaturii băii (de la 1800degC la 2200degC) cu consecinţe asupra creşterii fluidităţii
acesteia creşterii pătrunderii sau posibilităţii măririi vitezei de sudare Corelată cu reducerea
12
tensiunilor superficiale la interfaţa baie topită ndash metal solid determină icircmbunătăţirea
procesului de umectare cu efecte favorabile asupra lăţirii respectiv reducerii supraicircnălţării
cusăturii sudate
Tot din punctul de vedere al activităţii chimice remarcăm utilizarea hidrogenului ca şi
gaz reducător icircn amestecurile gazelor de protecţie bdquode formareldquo folosite la protecţia rădăcinii
pe partea opusă sudării la sudarea oţelurilor aliate Inox şi nu numai Amestecul cel mai
frecvent utilizat este format din azot plus 5hellip10 hidrogen Hidrogenul reduce eventualele
urme de oxigen rămase icircn zona rădăcinii evitacircnd astfel oxidarea acesteia cu consecinţe asupra
scăderii rezistenţei la coroziune Utilizarea hidrogenului trebuie făcută cu grijă avacircnd icircn
vedere pericolul de explozie pentru anumite concentraţii icircn aer
Caracterizarea succintă a gazelor de protecţie
Prezentarea succintă a gazelor de protecţie utilizate la sudarea MIGMAG din punctul
de vedere al activităţii chimice şi al proprietăţilor termo-fizice permite icircnţelegerea facilă a
acţiunilor şi efectelor pe care acestea le au icircn procesul de sudare Cele mai utilizate gaze de
protecţie la sudarea MIGMAG sunt argonul heliul dioxidul de carbon oxigenul hidrogenul
azotul
Argonul (Ar)
1048707 gaz inert ndash nu reacţionează cu materialul
1048707 mai greu ca aerul ndash protecţie bună a băii de metal
1048707 potenţial de ionizare scăzut ndash amorsare uşoară a arcului
1048707 produce microsablarea suprafeţelor
Nu se recomandă utilizarea argonului icircn proporţie de 100 deoarece produce un arc
electric instabil formarea inevitabilă de pori icircn cusătură aspect mai puţin plăcut a icircmbinării
sudate Baia metalică este deosebit de vacircscoasă ceea ce duce la pori icircn cusătură crestături
marginale supraicircnălţare excesivă solzi puternic conturaţi Rezolvarea problemei se realizează
prin adaosuri de elemente oxidante O2 şisau CO2
13
Capitolul 3
Tehnologia de sudare in Argon
Elaborarea tehnologiei de sudare icircn general presupune stabilirea condiţiilor icircn care are
loc execuţia icircmbinării sudate pornind de la pregătirea pentru sudare alegerea materialelor de
adaos stabilirea parametrilor tehnologici de sudare stabilirea prelucrărilor post sudare
alegerea echipamentelor de sudare şi a dispozitivărilor etc
Stabilirea tehnologiei de sudare este specifică fiecărui procedeu icircn parte Elaborarea
unei tehnologii de sudare urmăreşte icircn general două aspecte importante şi anume aspectul
calitativ asigurarea calităţii impuse icircmbinării sudate la cel mai icircnalt grad respectiv aspectul
economic preţul de cost cacirct mai redus Aceasta presupune cunoaşterea icircn primul racircnd a
comportării la sudare a metalului de bază cunoaşterea performanţelor procedeului de sudare
utilizat a parametrilor tehnologici de sudare şi a recomandărilor tehnologice specifice
cunoaşterea performanţelor echipamentelor de sudare şi exploatarea acestora
Elaborarea tehnologiei de sudare reprezintă o etapă importantă icircn cadrul acţiunii de
calificare a procedurii de sudare conform SR EN 288-792 şi anume pe baza ei se icircntocmeşte
specificaţia procedurii de sudare WPS (Welding Procedure Specification) documentul care
cuprinde toate informaţiile necesare execuţiei icircmbinării sudate Elaborarea tehnologiei de
sudare presupune parcurgerea unor etape icircntr-o succesiune logică Etapele parcurse pentru
stabilirea tehnologiei de sudare MIGMAG sunt prezentate icircn cele ce urmează
Alegerea formei rostului şi a icircmbinării
Prezentarea formei rostului si stabilirea dimensiunilor efective ale acestuia avacircnd icircn
vedere condiţiile concrete de execuţie ale icircmbinării Alegerea dimensiunilor efective ale
rostului la sudarea MIGMAG se face icircn principal icircn funcţie de tehnologia de sudare respectiv
modul de transfer utilizate la realizarea stratului de rădăcină Acestea depind la racircndul lor de
comportarea la sudare a metalului de bază şi recomandările tehnologice de sudare (material
sensibil sau insensibil la supraicircncălziri) de grosimea componentelor accesul la sudare
importanţa icircmbinării sudate (clasa de execuţie) metoda de susţinere a rădăcinii poziţia de
sudare etc Icircn cazul icircn care accesul la sudare este dintr-o singură parte fără suport la
14
rădăcină iar la rădăcină nu se admit defecte (clasă de calitate superioară) pentru execuţia
rădăcinii se recomandă sudarea cu transfer prin scurtcircuit sau icircn curent pulsat caracterizate
prin energie liniară mică respectiv pericol scăzut de străpungere la rădăcină In acest caz
asigurarea unei pătrunderi bune la rădăcină cu o uşoară supraicircnălţare impune alegerea unei
deschideri a rostului b = 2hellip4 mm respectiv a umărului rostului c= 0hellip1 mm mărimi corelate
icircn principal cu valoarea curentului de sudare respectiv cu gazul de protecţie utilizat (mai mici
la sudarea icircn CO2 100 respectiv mai mari la sudarea icircn amestecuri de gaze bogate icircn argon
Ar +CO2 cel mai comun amestec fiind Ar + 18 CO2 - Corgon 18)
Icircn cazul icircn care accesul la sudare este dintr-o singură parte cu suport la rădăcină
execuţia stratului de rădăcină se poate realiza folosind oricare din modurile de transfer prin
scurtcircuit prin pulverizare sau icircn curent pulsat icircn funcţie de grosimea componentelor poziţia
de sudare natura metalului de bază (sensibil sau insensibil la supraicircncălziri) productivitatea
urmărită la sudare modul de execuţie (semimecanizat sau mecanizat) performanţele
instalaţiei etc Forma şi dimensiunile rostului depind de grosimea componentelor respectiv de
puterea arcului electric
Umărul rostului respectiv deschiderea rostului icircn acest caz au mai puţină importanţă
urmărindu-se icircn principal evitarea pericolelor de străpungere a suportului fuzibil de topire sau
lipire a suportului de Cu sau a suportului ceramic Icircn cazul folosirii unui suport fuzibil se
impune asigurarea unei pătrunderi de cel puţin 2 mm icircn acesta Icircn cazul accesului din ambele
părţi pentru execuţia rădăcinii este posibilă de asemenea folosirea oricărui mod de transfer In
cazul utilizării transferului prin scurtcircuit sau icircn curent pulsat sunt valabile recomandările
din primul caz cu b = 2hellip4 mm respectiv c = 1hellip2 mm In cazul utilizării transferului prin
pulverizare avacircnd icircn vedere puterea mare a arcului electric şi pericolul mare de străpungere
sau de curgere a băii de metal topit la rădăcină se recomandă ca deschiderea rostului să fie
mică b = 0hellip1 mm respectiv umărul rostului să fie mare c = 4hellip6 mm corelate cu viteza de
sudare Principala grijă icircn acest caz este evitarea pericolului de străpungere a rădăcinii
respectiv diminuarea dimensiunilor defectelor de la rădăcină Icircn acest caz la majoritatea
icircmbinărilor sudate icircnainte de execuţia trecerii pe partea opusă realizării primei treceri se
impune prelucrarea rădăcinii (polizare sau scobire-crăiţuire arc-aer) pentru eliminarea
eventualelor defecte specifice sudării stratului de rădăcină lipsă de pătrundere lipsă de topire
pori fisuri sau microfisuri
15
Icircn ceea ce priveşte unghiul rostului se remarcă faptul că acesta are valori mai mici
decacirct la sudarea manuală cu electrod icircnvelit datorită diametrului redus a sacircrmei electrod (08hellip
16 mm) şi absenţei icircnvelişului de pe sacircrmă luacircnd valori cuprinse icircntre 30deghellip50deg Aceasta
conduce la importante economii de material de adaos Reducerea exagerată icircnsă a unghiului
rostului poate avea consecinţe grave asupra pericolului de defecte icircn icircmbinarea sudată ca
urmare a tendinţei de scobire (săpare) ciupire a arcului electric pe feţele rostului cu efecte
asupra pericolului de scurgere a băii de metal topit icircn faţa arcului şi diminuarea pătrunderii sau
lipsei de pătrundere respectiv a pericolului de lipsă de topire icircntre cusătură şi metalul de bază
icircn zonele scobite prin scurgerea metalului topit icircn aceste scobituri Acest fenomen este
amplificat o dată cu creşterea exagerată a tensiunii arcului electric
Calculul ariei rostului se face icircn funcţie de forma şi dimensiunile acestuia cu ajutorul
uneia din relaţiile de mai jos
- rost I Ar = bs
- rost V Ar = bs + s2tg α2
- rost Y Ar = bs + (s-c)2tg α2
- rost U Ar = bs + _r22 + 2r[s-(c+r)]+[s-(c+r)]2tgszlig
- rost X Ar = bs + 12(s- c)2tg α2
- rost K Ar = bs + 14(s-c)2tg szlig
- rost 12 K Ar = bs + 12(s-c)2tg szlig
- icircmbinări de colţ nepătrunse Ar = a2 sau Ar = 12k2
unde a - icircnălţimea (grosimea) icircmbinării (sudurii)
k - icircnălţimea (mărimea) catetei icircmbinării
Calculul ariei cusăturii Pentru calcul se poate folosi una din relaţiile
Ac = (105 14) x Ar (30a)
Obs Coeficientul care icircnmulţeşte aria rostului ţine cont de secţiunea cusăturii regăsită icircn
supraicircnălţarea acesteia Valorile mici ale coeficientului corespund grosimilor mari de material
iar valorile mari grosimilor mici de material respectiv pentru icircmbinările simetrice Icircn cazul
icircmbinărilor sudate cap la cap cu rosturi neprelucrate (rost I) aplicarea relaţiei de mai sus duce
la erori foarte mari icircn special la table subţiri cu deschideri mici (b=1hellip2 mm) deoarece
ponderea materialului de adaos icircn supraicircnălţare este icircn realitate de două trei ori mai mare decicirct
16
cantitatea conţinută icircn secţiunea rostului Mai mult icircn cazul rosturilor I cu deschidere b = 0
ajungem icircntr-o situaţie limită adică să nu putem calcula aria cusăturii cu ajutorul acestei
relaţii In astfel de cazuri se recomandă ca aria cusăturii să se calculeze cu una din relaţiile de
mai jos
Ac = Ar + 23B_h pentru icircmbinări I asimetrice
Ac = Ar +43B_h pentru icircmbinări I simetrice
unde
bull B = lăţimea cusăturii se calculează geometric funcţie de forma si dimensiunile efective ale
rostului la care se adaugă 2 3 mm care reprezintă zona din metalul de bază care se topeşte
la sudare valoarea informativă pentru bdquoBldquo se poate calcula şi cu ajutorul coeficientului de
formă al cusăturii ψ = Bp consideracircnd că ψ = 15hellip25 (valori care diminuează pericolul
fisurării cusăturii la solidificarea băii)
bull h = supraicircnălţarea cusăturii se apreciază icircn funcţie de grosimea materialului de bază după
cum urmează (valori informative)
h = 1 15 mm pt s = 5 10 mm
h = 15 2 mm pt s = 10 25 mm
h = 2 3 mm pt s gt 25 mm
Obs Supraicircnălţarea cusăturii la icircmbinările cap la cap respectiv convexitatea cusăturii la
icircmbinările de colţ este mai mare la sudarea icircn CO2 decacirct icircn Ar Valoarea ariei cusăturii
calculată mai sus se rotunjeşte la icircntreg (calculul este aprox)
Alegerea materialelor de sudare
Stabilirea cuplului sacircrmă ndash gaz de protecţie Alegerea cuplului sacircrmă ndash gaz de protecţie pe
baza criteriilor de alegere a sacircrmei respectiv a gazului de protecţie Se precizează marca
(simbolul) sacircrmei electrod şi a gazului de protecţie utilizate
Sacircrma electrod (marca sacircrmei) helliphelliphelliphellip (STAS SR EN sau normă)
Gazul de protecţie helliphelliphelliphelliphelliphelliphelliphelliphelliphellip (STAS SR EN sau normă)
Stabilirea diametrului sacircrmei electrod Diametrul sacircrmei electrod poate fi ds = 06 08 10
12 16 mm Alegerea diametrului se face icircn funcţie de grosimea metalului de bază valoarea
curentului de sudare (modul de transfer) poziţia de sudare forma rostului etc Diametrul de
sacircrmă cel mai utilizat şi care acoperă o plajă mare de necesităţi tehnologice la sudare este
17
diametrul de 12 mm Pentru grosimi mici de material s lt= 2-3 mm se folosesc după caz
diametrele mai mici 08 mm respectiv 10 mm Diametrele mari gt= 16 mm se recomandă la
grosimi mari de material la sudarea cu transfer prin pulverizare Nu se recomandă diametre
mari de sacircrmă peste 12 mm icircn cazul transferului prin scurtcircuit datorită stabilităţii slabe a
arcului electric Pot fi utilizate icircnsă cu succes icircn cazul sudării icircn curent pulsat icircn special la
sacircrmele moi din aluminiu sau sacircrme tubulare
Stabilirea numărului de treceri Depinde icircn principal de natura metalului de bază (sensibil sau
insensibil la supraicircncălziri) de modul de transfer utilizat (arii de treceri mai mici la transfer
prin scurtcircuit respectiv arii de treceri mari la transfer prin pulverizare) de poziţia de
sudare forma rostului tipul icircmbinării etc Pe baza acestor factori se stabileşte aria trecerilor
poate lua valori cuprinse icircn domeniul 5 hellip 40 mm2
Dispunerea trecerilor icircn rost (schiţă)
Modul de dispunere a trecerilor
Calculul parametrilor tehnologici de sudare
1048707 transfer prin scurtcircuit grosimi mici (s lt 5 mm) sudarea stratului de rădăcină sudarea icircn
poziţii dificile (vertical peste cap etc)
1048707 transfer prin pulverizare la grosimi mari de material pentru sudarea icircn poziţie orizontală
sau icircn jgheab
18
1048707 transfer sinergic icircn curent pulsat la grosimi medii de material unde tehnologia de sudare
clasică se plasează icircn domeniul transferului intermediar caracterizat prin stropiri mari pentru
sudarea stratului de rădăcină la sudarea icircn poziţii dificile
Curentul de sudare Is Viteza de avans a sacircrmei electrod vae depinde de modul de transfer
diametrul sacircrmei poziţia de sudareetc Reglarea curentului de sudare respectiv a puterii
arcului electric se face prin modificarea vitezei de avans a sacircrmei electrod pe baza relaţiei de
proporţionalitate existentă icircntre cei doi parametrii tehnologici Practic la sudarea MIGMAG
viteza de avans a sacircrmei electrod poate fi considerată parametrul principal icircn stabilirea
tehnologiei de sudare care icircn anumite condiţii date (materialul sacircrmei diametrul sacircrmei gazul
de protecţie) determină valorile celorlalţi parametrii tehnologici şi icircn primul racircnd valoarea
curentului de sudare Deci cacircnd stabilim curentul de sudare trebuie să stabilim practic valoarea
vitezei de avans a sacircrmei electrod cei doi parametri fiind indisolubil legaţi unul de altul
Stabilirea corelaţiei curent de sudare ndash viteză de avans sacircrmă electrod se face din nomograme
de tipul Is = f(vae) figura 50divide54 trasate pentru anumite condiţii concrete de lucru (tip
material de adaos diametru sacircrmă gaz de protecţie lungime capăt liber sacircrmă mod de
transfer clasic sau icircn curent pulsat) din tabele tehnologice (sau şabloane) funcţie de condiţiile
concrete de lucru Icircn tabelele de mai jos sunt prezentate corelaţiile dintre viteza de avans a
sacircrmei electrod şi valoarea curentului de sudare pentru diametrele de 10 şi 12 mm folosind
ca şi gaze de protecţie CO2 100 şi CORGON 18 (amestec 82 Ar + 18 CO2 cel mai
frecvent utilizat la sudarea oţelurilor nealiate şi slab aliate) iar ca sacircrmă electrod sacircrma
nealiată SG2 (cea mai utilizată pentru sudarea oţelurilor nealiate şi slab aliate cu Mn) icircn
varianta clasică sau icircn current pulsat
Valorile pentru viteza de avans a sacircrmei din tabelele de mai jos şi 30 se vor corecta cu
coeficientul 08
Corelaţia viteza de avans a sacircrmei ndash curent de sudare (ds = 10 mm)
Nr
crt
Vae
(mmin
)
Is
(A)
Ua
(V)
lcl
(mm)
Q
(lmin)
Vs
(cmmin) Obs
1 2 68 153 8 8 17
2 3 96 16 8 8 17
19
Transfer
Prin
Circuit
3 4 128 168 8 8 17
4 5 132 188 10 8 17
5 6 144 20 10 10 20
6 7 156 215 10 10 20
71 8 180 225 10 10 20
72 8 172 225 12 12 25
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 10 mm Is = 80 ndash 180 A
Gazul de protecţie CO2 100
Sensul de sudare spre stacircnga (prin icircmpingere)
Corelaţia viteza de avans a sacircrmei ndash curent de sudare (ds = 10 mm)
Nr
crt
Vas
(mmin
Is
(A)
Ua
(V)
Icl
(mm)
Q
(lmin)
Vs
(cmmin) Obs
1 2 53 153 8 8 15 Arc
instabil
IS ndashmic
2 3 90 158 8 8 15
Transfer
prin
scurtcircuit
3 4 120 163 8 8 15
4 5 140 17 10 8 15
5 6 160 18 10 10 20
6 7 175 188 10 10 20
71 8 200 198 10 10 20
72 8 184 20 12 12 25
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 10 mm Is = 60 ndash 180 A
Gazul de protecţie CORGON 18
Sensul de sudare spre stacircnga (prin icircmpingere)
20
Corelaţia viteza de avans a sacircrmei ndash curent de sudare (ds = 12 mm)
Nr
crt
Vae
(mmin)
Is
(A)
Ua
(V)
lcl
(mm)
Q
(lmin)
Vs
(cmmin)
Obs
1 2 74 185 10 10 16
Transfer
Prin
scurtcircuit
2 3 112 193 10 10 16
31 4 144 208 10 10 16
32 4 136 21 12 12 25
4 5 160 223 12 12 25
5 6 184 235 12 12 25
Transfer
Intermediar
6 7 204 253 14 15 30
7 8 224 275 14 15 30
8 9 248 288 14 15 30
91 10 268 305 14 15 30
92 10 256 31 16 18 40
10 11 280 323 16 18 40 Transfer
Globular11 12 300 335 16 18 40
12 13 290 333 20 20 45
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 12 mm Is = 120 ndash 350 A
Gazul de protecţie CO2 100
Sensul de sudare spre dreapta (prin tragere)
Viteza de sudare depinde de grosimea metalului de bază (grosimea sudurii de colţ) modul de
transfer tehnica de sudare (număr mare sau număr mic de treceri) poziţia de sudare varianta
de sudare (semimecanizată sau mecanizată) etc Domeniul de valori este cuprins icircntre 15-100
cmmin cu precizarea că viteza de sudare la sudarea MIGMAG este substanţial mai mare
decacirct la sudarea manuală cu electrod icircnvelit Recomandări utile privind viteza de sudare
1048707 15 - 30 cmmin la sudarea semimecanizată cu transfer prin scurtcircuit sau la sudarea
stratului de rădăcină
21
1048707 30 - 50 cmmin la sudarea semimecanizată cu transfer prin pulverizare sau icircn curent pulsat
există o valoare optimă a vitezei de sudare situată icircn jurul valorii de 40 - 45 cmmin pentru
care se obţine pătrunderea maximă
1048707 30 - 100 cmmin la sudarea mecanizată icircn funcţie de grosimea componentelor
Materiale de sudare
Materialele utilizate la sudarea ST sunt sacircrma electrod icircn cazul sudării cu sacircrmă
tubulară cu autoprotecţie respectiv sacircrma electrod şi gazul de protecţie la sudarea cu sacircrmă
tubulară cu protecţie suplimentară
Sacircrma electrod se prezintă sub forma unei teci metalice umplute cu un miez
pulverulent icircn următoarea gamă de diametre 10 12 14 16 18 20 24 28 (32)
Icircnvelişul metalic se execută icircn general dintr-un material nealiat caracterizat prin
proprietăţi bune de ductilitate pentru a permite laminarea şi trefilarea uşoară a tecii grosimea
acesteia avacircnd valori sub 02 mm Alierea cusăturii cacircnd este cazul se face icircn general prin
miez Icircnvelişul metalic (teaca) are următoarele roluri
bull asigură prin topire cantitatea de material de adaos pentru realizarea icircmbinării sudate sau
icircncărcarea prin sudare
bull asigură contactul electric şi realizează icircnchiderea circuitului electric de sudare icircntre vacircrful
sacircrmei şi piesă
bull păstrează şi protejează miezul de pulbere icircmpotriva umidităţii
Miezul este un amestec de substanţe similare icircnvelişului electrozilor şi fluxurilor de
sudare După rolul pe care icircl au icircn procesul de sudare substanţele din miez se icircmpart icircn
bull substanţe zgurifiante pentru protejarea metalului topit
bull substanţe gazeifiante pentru protecţia spaţiului arcului icircmpotriva pătrunderii aerului
bull substanţe dezoxidante şi de rafinare a băii metalice
bull substanţe ionizatoare pentru icircmbunătăţirea stabilităţii arcului
bull substanţe (elemente) de aliere pentru alierea icircn arc
Echipamente pentru sudare MIGMAG
Din punctul de vedere al tehnologului respectiv al utilizatorului echipamentului de
sudare nu este atacirct de importantă cunoaşterea detaliilor de proiectare a acestor instalaţii
22
(sursă de sudare pupitru de comandă scheme electrice si electronice etc) cacirct mai ales
cunoaşterea părţilor componente ale echipamentului şi a rolului acestora a particularităţilor
specifice a performanţelor de sudare a modului de reglare şi control a parametrilor
tehnologici de sudare icircn vederea obţinerii rezultatelor dorite sau impuse de tehnologia de
sudare cu performanţe maxime
Echipamentele de sudare MIGMAG constituie sisteme mult mai complexe atacirct icircn
ceea ce priveşte părţile componente cacirct şi pregătirea pentru sudare respectiv modul de
comandă şi reglare a parametrilor tehnologici de sudare icircn comparaţie cu echipamentele
clasice utilizate la sudarea manuală cu electrozi icircnveliţi (transformatoare convertizoare
redresoare) Din punct de vedere a reglării parametrilor tehnologici icircn practică lucrurile nu
sunt de loc complicate icircn general aceasta implicacircnd reglarea a doi parametri şi anume
selectarea treptei de tensiune (tensiunea de mers icircn gol şi implicit tensiunea arcului) respectiv
ajustarea vitezei de avans a sacircrmei electrod pentru asigurarea curentului de sudare necesar
Figura 5
Părţile componente ale unei instalaţii de sudare MIGMAG
a - furtun gaz b ndash sacircrmă electrod c ndash tur-retur apă d ndash comandă pistolet
e ndash conductor curent f ndash tub de protecţie g ndash cablu de masă
Icircn cazul surselor moderne de sudare sinergice cu invertor problema este şi mai mult
simplificată oferind utilizatorului (operatorului sudor) prin programele icircncorporate icircn
microprocesor o tehnologie apropiată de optim prin reglarea unui singur parametru
tehnologic viteza de avans a sacircrmei electrod respectiv tensiunea arcului Icircn funcţie de
23
principiul de reglare al puterii (energiei) arcului specific sursei de sudare utilizate se setează
sau se reglează după necesităţi un singur parametru tehnologic considerat parametru de bază şi
anume viteza de avans a sacircrmei icircn cazul surselor cu invertor cu tranzistoare de putere cu
reglare continuă a tensiunii arcului respectiv tensiunea icircn cazul surselor de sudare cu reglare
icircn trepte a tensiunii arcului Restul parametrilor tehnologici de sudare sunt reglaţi automat prin
intermediul programelor microprocesorului icircn funcţie de datele de intrare specifice aplicaţiei
date introduse icircn prealabil de la consola sursei tipul de transfer (clasic sau pulsat) materialul
de adaos (compoziţia chimică) diametrul sacircrmei gazul de protecţie etc Echipamentul
permite şi efectuarea corecţiilor necesare dacă este cazul Acest mod de reglare al puterii
arcului necesar procesului de sudare dat este cunoscut sub denumirea de bdquoONE KNOBldquo adică
reglarea instalaţiei pentru sudare de la un singur buton ceea ce simplifică foarte mult sarcinile
operatorului sudor conducacircnd la regimuri de sudare optime fără să fie nevoie de multe
cunoştinţe tehnologice temeinice icircn afara celor de bază necesare sudării propriu zise Un
echipament de sudare MIGMAG se compune icircn principiu din următoarele părţi componente
figura 5
1048766 1 Sursa de sudare
1048766 2 Pupitrul de comandă
1048766 3 Dispozitivul de avans al sacircrmei electrod DAS
1048766 4 Pistoletul de sudare
1048766 5 Alimentarea cu gaz de protecţie
1048766 6 Instalaţia de răcire cu apă
Sursa de sudare
Sursele de sudare utilizate la sudarea MIGMAG sunt surse de curent continuu
convertizoare redresoare invertoare Datorită performanţelor modeste (timp de răspuns mare
dinamică redusă) icircn prezent convertizoarele de sudare se utilizează din ce icircn ce mai rar la
sudarea MIGMAG (aproape deloc) ele fiind icircnlocuite de redresoarele de sudare şi icircn ultimul
timp pe scară tot mai largă de sursele cu invertor pentru sudare (pe scurt invertoare pentu
sudare) Redresoarele la racircndul lor pot fi clasice cu diode sau comandate electronic cu
tiristoare sau tranzistoare de putere Particularitatea principală a surselor de sudare MIGMAG
este forma caracteristicii externe Ua=f(Is) Din motive de asigurare a stabilităţii arcului
24
electric prin fenomenul de autoreglare specific sudării MIGMAG forma caracteristicii
externe a sursei este rigidă (1) sau uşor coboracirctoare (2) (sub 7V100A)
Din motive de stabilitate maximă a procesului se preferă caracteristicile externe uşor
coboracirctoare a căror pantă (ΔUaΔIs) depinde de gazul de protectie respectiv de diametrul
sacircrmei electrod prin funcţia REGTYPE (valabilă numai la sursele cu invertor) Panta
caracteristicii externe este mai mare la sudarea icircn dioxid de carbon decacirct icircn argon sau
amestecuri bogate icircn argon La sudarea icircn CO2 caracteristica externă are panta maximă la
sacircrma electrod cu diametrul cel mai mic 08 mm şi scade cu creşterea diametrului sacircrmei
La sudarea icircn amestecuri bogate icircn argon panta caracteristicii externe este aceeaşi
pentru toate diametrele de sacircrmă şi mai mică decacirct cele corespunzătoare sudării icircn CO2
Datorită acestei forme a caracteristicii externe se observă că tensiunea arcului este apropiată
de tensiunea de mers icircn gol a sursei Icircn consecinţă reglarea tensiunii arcului la sudarea
MIGMAG se face prin reglarea tensiunii de mers icircn gol a sursei de sudare Aceasta se poate
face prin reglaj icircn trepte la sursele cu diode sau prin reglaj continuu la sursele cu tiristoare şi la
invertoare Reglajul continuu este cel mai bun permiţacircnd o infinitate de curbe acoperind toate
cerinţele tehnologice dar este mai costisitor Reglajul icircn trepte se face de obicei icircn două etape
un reglaj brut respectiv un reglaj fin şi este mai uşor de realizat constructiv (mai ieftin)
Numărul curbelor caracteristici externe este limitat icircntre o valoare minimă U20min şi o
valoare maximă U20max specific fiecărei surse Icircn acest caz obţinerea regimului optim pentru
o valoare dată a tensiunii se face prin corecţia vitezei de avans a sacircrmei electrod De aici
decurge cea de-a doua particularitate a surselor de sudare MIGMAG şi anume tensiunea de
mers icircn gol este mai mică decacirct la sursele de sudare cu electrod icircnvelit respectiv sursele WIG
fiind cuprinsă icircn intervalul de valori 20-50V Forma caracteristicii externe şi valoarea redusă a
tensiunii de mers icircn gol fac ca sursele de sudare MIGMAG să nu poată fi folosite la sudarea
SE şi WIG Icircn ultimul timp au apărut sursele de sudare universale (cu tiristoare sau cu
invertor) care permite sudarea cu toate cele trei procedee de sudare printr-o simplă comutare
pe procedeul utilizat (prin modificarea formei caracteristicii externe)
Cea de-a treia particularitate a surselor de sudare MIGMAG o constituie prezenţa unei
inductanţe icircn circuitul de sudare necesară icircn cazul sudării cu arc scurt cu transfer prin
scurtcircuit (sau la sudarea cu arc lung icircn bioxid de carbon icircn cazul scurtcircuitelor aleatoare)
pentru limitarea vacircrfului curentului de scurtcircuit şi prin urmare pentru reducerea stropirilor
25
Inductanţele fizice (reale) pot fi fixe variabile icircn trepte (cu ploturi) sau variabile continuu (cu
miez magnetizat
Surse de sudare sinergică - Invertoare
Dezvoltarea electronicii icircn general şi a electronicii de putere icircn special icircn ultimul timp
(a doua parte a secolului al XXndashlea) a impulsionat aşa cum era de aşteptat dezvoltarea şi
modernizarea echipamentelor de sudare icircn general şi a echipamentelor de sudare prin topire icircn
special producacircnd se poate spune o adevărată revoluţie icircn acest domeniu nebănuit cu puţin
timp icircn urmă atacirct din punctul de vedere al greutăţii proprii şi al dimensiunilor de gabarit cacirct
mai ales a performanţelor atinse Motorul acestei bdquorevoluţiildquo a fost folosirea invertoarelor de
frecvenţă ridicată cu transformator pe miez de ferită icircn construcţia surselor de putere şi
comanda lor cu ajutorul microprocesoarelor A fost posibilă astfel atingerea unor performanţe
tehnologice inimaginabile şi a unui control perfect al procesului de sudare icircn ansamblul lui
Atingerea acestor nivele icircnalte se datorează vitezei foarte mari de răspuns a invertoarelor de
ordinul microsecundelor funcţie de frecvenţa invertorului care a permis modelarea după
dorinţă a parametrilor tehnologici de sudare şi controlul riguros al acestora Comparativ viteza
de răspuns a redresoarelor clasice cu diode sau tiristoare nu putea fi scăzută sub 5 ms
Icircn anul 1970 redresoarele cu tiristoare au icircnceput să fie utilizate la sudarea manuală cu
electrozi icircnveliţi SE şi sudarea MIGMAG standard Tot cam icircn aceeaşi perioadă au apărut şi
sursele standard MIGMAG icircn curent pulsat formate prin combinarea a două surse obişnuite
una pentru curentul de baza alta pentru curentul de puls dar care funcţionează pe frecvenţe
fixe 25 33 50 75 100Hz Datorită vitezelor mari cu care se desfăşoară fenomenele icircn zona
arcului (de exemplu timpul de scurtcircuit tsc = 15-3 ms) şi avacircnd icircn vedere că timpul de
reacţie al tiristoarelor este de min 5-6 ms (deci mult mai mare) la redresoarele pentru sudarea
MIGMAG nu era posibilă modelarea acestor fenomene iar controlul variaţiei curentului de
scurtcircuit s-a putut face numai folosind o inductanţă fizică reală
Icircn jurul anului 1980 au apărut tiristoarele rapide cu timp de blocare redus Astfel s-au
realizat primele surse de tip invertor cu tiristoare care funcţionează pe o frecvenţă de 15
KHz Datorită cerinţelor complexe ale regimului de sudare şi a vitezelor mari de derulare a
fenomenelor din arcul electric au fost realizate surse cu tranzistoare de putere icircn circuitul de
26
sudare care au permis creşterea frecvenţei invertoarelor la valori mult mai mari decacirct cu care
se desfăşoară fenomenele icircn arc
Tehnologia de sudare a tablelor din OL32
Tehnologii de sudare pentru oţel carbon nealiat şi slab aliat
1048766 Tipul icircmbinării de colţ
1048766 Poziţia de sudare vertical ascendentă
1048766 Tipul de transfer prin scurtcircuit
1048766 Gazul de protecţie 75 Ar + 25 CO2
27
Capitolul 4
Metode de control a icircmbinărilor sudate
Controale nedistructibile
Controalele nedistrucitve nu duc la deteriorarea imninarii sudate şi nu influenţează asupra
comportării icircn exploatarea acestuia Cele mai utilizate controale nedistructive sunt
- controlul vizual
- controlulu cu raze Roentgen sau gama
- controlul cu ultrasunete
- controlul cu utilizarea unor metode magnetice
- controlul cu lichide penetrante
- expunerea icircmbinării sudate pe bancă de probă sau pe maşini de icircncercări la solicitare
cacirct mai apropiate de cele icircn exploatare la suprasolicitari avacircnd o valoare dinainte stabilită
sau la solicitări variabile după un ciclu determinat verificarea se face prin examninarea
ulterioară fie prin efectuarea unor măsurători tensometrice proba hidraulică
- proba pneumatică
- proba cu petrol
- proba cu amoniac
- proba cu etansietate utilizacircnd metoda spectometrului de masă
Controale distructive
Controalele distructive se execută la o anumită icircmbinare sudată sau asupra unor
porţiuni din această Porţiunile supuse acestor controale nu mai pot fi utilizate ulterior icircn
exploatare Controalele distrucitve se pot executa utilizacircnd plăci de control din acelaşi material
de baze sudate cu acelaşi material de adaos şi realizate cu acelaşi regim ca şi icircmbinările sudate
ale utilajuluipentru care se fac Icircn cazul unor verificări sau expertize se pot preleva din
icircmbinarea sudată a materialului Se urmăreşte verificarea respectării materialelor de bază de
adaos şi auxiliare prescrise depistării eventualelor abateri de la procesul tehnologic stabilit
iniţial care au dus la existenţa unor defecte şi scăderea calităţii icircmbinării
28
Analiza metalografică se poate face prin
- microstructura care permite depistarea unor defecte (pori sulfuri fisuri incluziuni etc)
stabilirea configuraţiei icircn sectinue a cordonului de sudura şi ZIT determinarea numărului de
straturi depuse pentru formarea cordonului punerea icircn evidenţă a cristalizării primare a
metalului depus
- microstructura care permite punerea icircn evidenţă a unei microzone ale icircmbinării sudate a
conţinutului aproximativ de carbon a metalului de bază şi a precipitării carburilor la oţeluri
anticorosive
- sacrificacircnd una sau mai multe piese icircn cazul unei producţii de mare serie şi supunacircndu-se
unor solicitări cacirct mai apropiate de cele din exploatare şi a căror mărime este crescută pacircnă la
ruperea construcţiei se urmăreşte verificarea viabilităţii soluţiilor constructive a calităţii
materialelor de bază şi de adaos a regimului tehnologic Metoda poate servi şi la stabilirea
fiabilităţii produsului respectiv
Prezentarea unor metode de depistare a icircmbinărilor sudate
Urmează o prezentare ceva mai detaliată a unor metode de control nedistructiv cu
rolul de a oferi celor care nu se ocupă direct cu controlul imbunarilor sudate date generale
privind modul de efectuare a fiecărui control
Controlul prin găurire
Cusătura se găureşte cu ajutorul unui burghiu cu unghiul de ascuţire de 90 grade
Diametrul burghiului se alege astfel icircncacirct să fie găurita icircntreaga secţiune transversală a
cusăturii şi să fie cuprins metalul de bază pe aproximativ 2mm Se execută icircntacirci o găurire de
circa 3 mm adacircncime şi se examinează cu atenţie Se adacircnceşte gaura cu icircncă 2-3 mm se
examinează din nou şi astfel se continuă pacircnă se ajunge la rădăcina cusăturii Examinarea se
face cu ajutorul unei lupe
Controlul prin găurire se recomandă a se executa icircn special pentru stabilirea cauzelor
de deteriorare parţială a construcţiilor sudate icircn exploatare atunci cacircnd prelevarea eprubetelor
de macrostructure este imposibilă sau nedorită
Controlul cu raza Roentgen şi gama generalităţii
Lumina vizibilă este formată din oscilaţii electromagnetice Razele Roentgen şi razele
gama sunt de asemenea oscilaţii electromagnetice care se deosebesc numai prin lungimea
29
undei Razele Roentgen pătrund icircn icircmbinările sudate fiind parţial absorbite şi dispersate
Capacitatea de pătrundere a razelor depind de lungimea de undă Controlul cu radiaţii
penetrante este cea mai răspacircndită metodă de control nedistructivă asiguracircnd un document
asupra mărimii formei poziţiei icircn plan şi frecvenţei defectelor Normele romacircneşti precum şi
norme din alte ţări dau recomandări cu privire la aprecierea calităţii icircmbinărilor sudate
obţinute la controlul Roentgen
Icircmbinarea sudată trebuie examinată cu direcţia razelor perpendiculare pe direcţia să
sau un anumit unghi
Controlul etansitatii utilizacircnd metoda spectometrului de masă
(probă cu helium freon argon)
Generalităţi
Pentru detectarea defectelor se utilizează un gaz trasot a cărui prezenţă icircn urmă foarte
fine poate fi pusă icircn evidenţă prin metoda spectrometului de masă
Controlul cu helium fiind scump se recomandă a fi utilizat pentru piese mici de la
detectarea uneor defecte foarte fine putacircnd localiza defecte la fluxul gazos Un alt gaz
freonul poate asigura icircn funcţie de metoda utilizată detectarea unor masivităţi prin care sunt
pierderi de fluxuri gazoase
Metoda presupune utilizarea unei aparaturi speciale care icircn prezenţa urmelor de gaz
trasot emit semnale ascuţite şi luminoase caracteristică a fiecărui gaz trasot utilizat Pentru a
putea face o legătură icircntre mărimea defectului şi fluxului de gaz scurs prin neetansietati se
prezintă după Duquenes mărimea fluxului de heliu scurs prin neetansietati icircn funcţie de
grosimea piesei (lungimea defectului) şi diametrul acestuia
30
Capitolul 5
Securitatea şi sănătatea muncii
Reguli ce trebuie respectate la sudare
- La sudarea manuală cu electrod icircnvelit icircn afară de măsurile generale de protecţie care
se iau la lucrările de sudare trebuie luate o serie de măsuri speciale specifice procedeului
- Protecţia icircmpotriva radiaţiilor arcului se realizează după cum urmează
- - protecţia ochiilor şi a feţei prin folosirea măştii de sudură o atenţie deosebită
se va acorda alegerii sticlei de protecţie a ochilor indiferent de intensitatea curentului cu care
se lucrează la alegerea numărului sticlei de protecţie sudorul va avea icircn vedere că o sticlă
prea icircnchisă obligă urmărirea arcului de la mică distanţă fapt care are repercursiuni asupra
igienei respiratorii
- - protecţia pielii şi a organelor interne se realizează prin folosirea obligatorie a
mănuşilor şi şorturilor din piele
- - pentru protecţia celorlalţi muncitori la locul de muncă al sudorilor va fi
icircnconjurat cu paravane de protecţie De asemenea se vor aplica tăbliţe avertizoare bdquoAtenţie se
sudeazărdquo
Protecţie icircmpotriva electrocutării
Toate sursele de curent ca şi piese care icircn mod accidental pot fi puse icircn contact cu circuitul
de sudare vor fi legate de pămacircnt
- tensiunile nu vor depăşi 80V
- icircncălţămintea şi icircmbrăcămintea sudorului va fi icircn bună stare permiţacircnd contactul
direct dintre piesă şi corpul sudorului
- icircn cazul sudării pe sol umed sau pe corpuri metalice se va folosi covorul de cauciuc
- port-izolatorul va fi aşezat cacircnd nu se sudează icircn poziţie sigură pe corpuri izolatoare
- resturile de electrod vor fi eliminate prin port electrod pentru a evita contactele
accidentale
- port electrozii vor fi complet izolaţi
31
- icircn perioadele de repaus (peste 10 min) sursă de curent va fi scoasă de sub tensiune
- icircn cazul sudării icircn interiorul pieselor metalice se recomandă supravegherea
permanentă a sudorului
Protecţia icircmpotriva gazelor şi fumului
Locul de muncă al sudorului va fi asigurat cu o bună ventilaţie Icircn cazul aspiraţiei locale
trebuie asigurat un delict de aspiraţie 70Lsecundă la 150 mm de arc sau 280Ls la 300 mm de
arc Icircn cazul aspiraţiei gazelor cu dispozitive la care nu se poate deplasa gura de aspiraţie se
va asigura delict de 7-11 m pe minut şi post de sudură iar icircn cazul ventilaţiei generale 56 m
pe minut şi post de sudură Defecţiunile tehnice se vor remedia numai de către personalul
calificat
Organizarea locului de muncă
La sudarea cu gaze există pericolul arderilor şi accidentelor datorită existenţei gazelor sub
presiune şi a caracteristicilor oxigenului şi a gazelor combustibile Este necesar ca
responsabilii cu protecţia muncii şi sudură să execute
- icircntocmirea şi afişarea la locul de muncă a instruciunilor de funcţionare deservite
icircntreţinere şi verificare a fiecărui utilaj icircn parte cu precizarea defectuarilor posibile şi a
măsurilor ce trebuie luate de sudor
- să instruiască periodic sudorii convingacircndu-se de buna cunoaştere a normelor de
utilizare verificare şi icircntreţinerea utilajului
- să se verifice sistematic la fiecare post de sudură şi sudor starea tehnică a utilajului şi
modul icircn care sudorul respectă normele tehnice
Sudorul icircnainte de icircnceperea lucrului trebuie să verifice buna stare de funcţionare a
icircntregului utilaj şi icircn special al generatorului de acetilenă lentilele de oxigen şi acetilenă
aparatura acestora incluse icircn supapa hidraulica de siguranţă locul de amplasare a acestora
pentru a fi ferit de icircncălzire
Orice defecţiune constatată la utilajul de sudură va fi comunicată responsabilului cu
sudura La orice părăsire a locului de muncă sudorul este obligat să oprească alimentarea
curentului electric a aparatelor
La sudarea electrică prin rezistentă de contact prin presiune şi prin puncte se vor lua
măsuri de protecţie a sudorului icircmpotriva stropilor de metal topit şi icircmpotriva atingerea
pieselor calde Corpul şi macircinile vor fi protejate icircmpotriva stropilor de metal folosindu-se
32
şorţul de piele respectiv mănuşi Peste icircncălţăminte se vor icircmbrăca jambiere de protecţie
Dacă icircn timpul lucrului arzatirul se icircncălzeşte excesiv acesta se va răci de cacircte ori
este necesar icircntr-un vas cu apă curată aflat permanent la locul de muncă al sudorului
Se interzice sudarea electrică atunci cacircnd conductoarele electrice au izolaţii
deteriorate iar cleştele port electrod este defect sau are izolaţie termoelectrică
necorespunzătoare deoarece aceste defecte pot provoca electrocutări
PSI
Prevenirea şi stingerea incendiilor
La intrarea icircn atelierele de sudare se vor afişa vizibil bdquoFumatul Interzisrdquo bdquoNu priviţi
flacărardquo bdquoPericol de orbirerdquo bdquoAtenţie se sudeazărdquo etc
Prin nerespectarea normelor de tehnica securităţii muncii se pot produce următoarele
accidente
- electrocutări
- icircmbolnăvirea ochilor şi arsuri de piele
- incendii cauzate de scacircnteile icircmprăştiate de arcul electric
Pentru prevenirea unor accidente se vor respecta următoarele reguli
- nu se va icircncepe lucrul la o maşină pacircnă cacircnd cel ce trebuie să o deservească nu o
cunoaşte perfect
- se va verifica instalaţia de ungere şi de răcire
- se va verifica instalaţia maşinilor unelte
- se va controla buna funcţionare a pieselor de prelucrat a sculelor şi a dispozitivelor pe
maşina unelta
- icircn timpul lucrului să se folosească dispozitive de protecţie icircmpotriva aşchiilor ecrane
ochelari
- nu se admite fracircnarea organelor icircn mişcarea cu macircna
- controlul stării sculei şi a prelucrării piesei nu se admite a fi făcut icircn timpul
funcţionării maşinii
- hainele de protecţie (halat sau salopetă) să fie icircncheiate la toţi nasturii manşetele
stracircnse iar capul acoperit
- locul de muncă trebuie ţinut icircn ordine şi curăţenie
- se va acorda o atenţie deosebită fixării corecte a pieselor şi echilibrării acestora
33
- cuţitele trebuie să pătrundă icircn materialul lin pentru evitarea smulgerii piesei la şoc
- ajustarea cu pilă de maşină de unelta a unor muchii se va face ţinacircndu-se macircnerul icircn
macircnă dreaptă iar capătul pilei icircn macircnă stacircngă
- aşchiile se icircndepărtează numai cacircnd maşina unelta este oprită
- la constatarea oricărei defecţiuni se va opri maşina unelta şi se va anunţa maestrul şi
mecanicul de icircntreţinere
Instructajul de protecţie a muncii este obligatoriu şi se efectuează de către cei care conduc şi
controlează procesele de muncă Instructajul cuprinde trei faze
a) Instructajul introductiv general se face icircn prima zi de activitate practică şi are drept
scop prezentarea principalelor măsuri de protecţie a muncii specifice unităţii La terminarea
instructajului se va face verificarea iar rezultatul se consemnează icircn fişa individuală pentru
protecţia muncii
b) Instructajul la locul de muncă are scopul de a prezenta măsurile de protecţie a muncii
specificepostului de lucru respectiv şi se face elevilor şi tuturor angajaţilor noi arătacircndu-se
cauzele principale care pot duce la accidentele de muncă şi măsurile de prevenire a acestora
c) Instructajul periodic se face la locul de muncă pentru a reaminti normele de protecţie a
muncii
34
Bibliografie
CC Teodorescu D Mocanu M Buga- Icircmbinări sudate- ET 1972 Bucureşti
Vasile Ilie C Gheorghe- Tăierea şi prelucrarea cu flacără a materialelor metalice- ET 1978
Bucureşti
M Brezeanu- Icircndrumătorul sudorului- ET 1975 Bucureşti
SI Ozanov- Controlul icircmbinărilor sudate- ET 1982 Bucureşti
C Teodorescu- Icircmbinări sudate- ET 1992 Bucureşti
C Miklos- Sudarea metalelor- ET 1985 Bucureşti
V Drobota- Rezistenţa materialelor şi organe de maşini- Editura Didactică şi Pedagogică
1979 Bucureşti
M Smilovici- Icircndrumător pentru icircmbinările sudate
35

diams arc lung transfer globular (long arc)
diams arc intermediar (tranzitoriu) (tranzition arc)
diams arc pulsat transfer sinergic (pulsed arc)
Figura 1 Structura genealogică a procedeelor de sudare icircn mediu de gaze protectoare
Schema de principiu a procedeului de sudare MIGMAG este prezentată mai sus
Arcul electric (1) amorsat icircntre sacircrma electrod (2) şi componentele (3) produce topirea
acestora formacircnd baia de metal (4) Protecţia arculuielectric şi a băii de metal topit se
realizează cu ajutorul gazului de protecţie (5) adus icircn zona arcului prin duza de gaz (6) din
butelia (7) Sacircrma electrod este antrenată prin tubul de ghidare (bowden) (13) cu viteză de
avans constantă vae de către sistemul de avans (8) prin derularea de pe bobina (9)
Alimentarea arcului cu energie electrică se face de la sursa de curent continuu (redresor) (10)
prin duza de contact (11) şi prin cablul de masă (12) Tubul de gidare a sacircrmei electrod (13)
cablul de alimentare cu curent (14) şi furtunul de gaz (15) sunt montate icircntr-un tub flexibil de
cauciuc (16) care icircmpreună cu capul de sudare (17) formează pistoletul de sudare
Utilizare Sudarea MIGMAG are un grad mare de universalitate putacircndu-se suda icircn
funcţie de varianta de sudare (gazul de protecţie) o gamă foarte largă de materiale oţeluri
1
nealiate cu puţin carbon oţelurile slab aliate sau icircnalt aliate metale şi aliaje neferoase (cupru
aluminiu nichel titan etc) ponderea de aplicare fiind icircn continuă creştere pe măsura lărgirii
şi diversificării gamei de materiale de adaos (sacircrmă electrod) pentru varietate tot mai mare de
materiale metalice Utilizarea procedeului se face cu prudenţă icircn cazul icircmbinărilor sudate cu
pretenţii mari de calitate (icircmbinări din clasele superioare de calitate) la care se impune
controlul nedistructiv (cu radiaţii penetrante sau cu ultrasunete) datorită incidenţei relativ mari
de apariţie a defectelor care depăşesc limitele admise icircn principal de tipul porilor
microporilor şi lipsei de topire
Figura 2 Analiza comparativă a ratei depunerii la sudarea SE şi MAG
EI N ndash electrod normal EI PF ndash electrod cu pulbere de fier icircn icircnveliş
Avantajele procedeului
Principalele avantaje ale procedeului MIGMAG sunt productivitatea ridicată şi
facilitatea mecanizării automatizării sau robotizării Productivitatea ridicată este asigurată de
puterea ridicată de topire a arcului pătrunderea mare la sudare posibilitatea sudării cu viteze
de sudare mari respectiv eliminarea unor operaţii auxiliare Aceste aspecte sunt determinate
de densităţile mari de curent ce pot fi utilizate 150-250 Amm2 la sudarea MIGMAG clasică
respectiv 300-350 Amm2 la sudarea cu sacircrmă tubulară Ilustrativ icircn acest caz este graficul
prezentat icircn figura 2 privind comparaţia dintre puterea de topire (de aproximativ 25 ori mai
mare) icircn cazul sudării MIGMAG clasice şi sudării manuale cu electrod icircnvelit SE
2
Este interesant de observat domeniul mult mai extins al puterii de topire icircn cazul
sudării MIGMAG faţă de sudarea SE datorită posibilităţilor mari de variaţie a parametrilor
tehnologici principali de sudare curentul Is şi tensiunea arcului Ua pentru acelaşi diametru de
electrod De exemplu icircn cazul sacircrmei electrod cu diametru de 12 mm (cea mai frecvent
icircntacirclnită icircn prezent icircn practica sudării MIGMAG) valorile parametrilor Is - Ua este cuprins icircn
domeniul 90hellip300 (350) A respectiv 1730 V Acest aspect constitui un avantaj deloc de
neglijat dacă ne gacircndim la faptul că utilizacircnd un singur diametru de electrod se poate acoperi o
gamă mare de grosimi de materiale de bază la sudare (de la 1 mm la zeci de mm) respectiv
este posibilă sudarea cu acelaşi diametru de sacircrmă electrod icircn orice poziţie prin corelarea
corespunzătoare a parametrilor tehnologici de sudare ceea ce icircn cazul sudării SE evident nu
este posibil Flexibilitatea icircn direcţia mecanizării şi robotizării este asigurată icircn principal de
posibilitatea antrenării mecanizate a sacircrmei electrod (sacircrme subţiri) de modul de realizare a
protecţiei la sudare (cu gaz) de uşurinţa reglării şi controlului parametrilor tehnologici de
sudare de gabaritul relativ mic al capului de sudare etc
Performanţele procedeului de sudare MIGMAG
NR
CRT
Parametrul tehnologic Simbolul UM Domeniul de
Valori
1 Diametrul sarmei ds mm 06hellip24
2 Curentul de sudare Is A 60hellip500
3 Tensiunea arcului Ua V 15hellip35
4 Viteza de sudare vs cmmin 15hellip150
5 Debitul gazului de protectie Q lmin 8hellip20
3
Capitolul 2
Materiale de Sudare
Sacircrma electrod
Sacircrma electrod se livrează sub formă de bobine dintre diametrele standardizate cele
mai uzuale fiind 08 10 12 16 mm Livrarea icircn colaci ridică probleme la transport şi la
bobinarea icircn secţie Calitatea bobinării influenţează mult stabilitatea procesului de sudare
Suprafaţa sacircrmei trebuie să fie curată fără urme de rugină sau grăsimi De obicei suprafaţa
sacircrmei se cuprează pentru diminuarea pericolului de oxidare respectiv pentru icircmbunătăţirea
contactului electric Se recomandă ca ambalarea sacircrmei să se facă icircn pungi de polietilenă
etanşe (eventual vidate) care să conţină o substanţă higroscopică (granule de silicagel) şi icircn
cutii de carton mărinduse astfel durata de păstrare icircn condiţii corespunzătoare a sacircrmei de
sudare Compoziţia chimică a sacircrmei electrod la sudarea MIGMAG depinde icircn principal de
materialul de bază care se sudează (compoziţia chimică) şi de gazul de protecţie utilizat La
sudarea MIG compoziţia chimică a sacircrmei se alege apropiată de a metalului de bază Icircn cazul
sudării MAG sacircrma este aliată suplimentar cu elemente dezoxidante ca Mn Si Ti Se
recomandă ca raportul concentraţiilor de Mn şi Si să fie cca 2hellip25 Compoziţia chimică a
sacircrmelor nealiate pentru sudarea MAG se situează icircn limitele 007-012 C 06-09 Si 12-
25 Mn 02 Ti lt003 S P Adaosul de Ti produce o dezoxidare foarte bună cu efecte
benefice asupra caracteristicilor mecanice şi de tenacitate dar ridică preţul de cost a sacircrmei
Pentru creşterea tenacităţii la temperaturi negative sacircrma se aliază suplimentar cu Ni şisau
Mo Icircn STAS 1126-87 sunt prezentate principalele mărci de sacircrmă produse la noi icircn ţară
Caracterizarea acestora din punct de vedere al domeniului de utilizare este prezentată icircn
tabelul de mai jos
4
Domenii de utilizare a sacircrmelor pline de oţel (conform STAS 112087)
MARCA SARMEI DOMENII DE UTILIZARE
S12MnSi
Sudarea in mediu de gaz protector (CO2) a otelurilor cu granulatie
fina cu rezistenta ridicata la rupere fragile exploatate la
temperaturi pana la ndash 20degC
S07Mn14Si
Sudarea in mediu de gaz protector (CO2) a otelurilor cu corbon si
slab aliate cu rezistenta ridicata rupere fragile exploatate la
temperature pana la ndash20degC
S12SiMoCr1
Icircncărcarea prin sudare şi sudare icircn mediu de gaz
protector a oţelurilor pentru cazane şi recipiente sub
presiune exploatate la temperaturi pacircnă la 450degC
S12Mn1SiNi1Ti
Sudare icircn mediu de gaz protector a oţelurilor cu
granulaţie fină a oţelurilor pentru construcţii navale
cu limită de curgere ridicată
S10Mn1SiNiCu Sudare icircn mediu de gaz protector a oţelurilor
rezistente la coroziune atmosferică
S10Mn1SiVMoCr1 Sudare icircn mediu de gaz protector a oţelurilor
termorezistente
S10Mn1SiMo Sudare icircn mediu de gaz protector a oţelurilor
termorezistente
S10MnSiMo1Cr25 Sudare icircn mediu de gaz protector a oţelurilor
termorezistente
S12Mo1Cr17
Sudare icircn mediu de gaz protector a oţelurilor
inoxidabile solicitate mecanic şi exploatate la
temperaturi de 450600degC
S12Cr26Ni20 Sudare icircn mediu de gaz protector a oţelurilor de tip
2520 şi sudarea icircmbinărilor eterogene
5
Gazul de protecţie
Gazul de protecţie are icircn principal rolul de a asigura protecţia băii metalice şi a
picăturii de metal topit din vacircrful sacircrmei electrod sau la trecerea acesteia prin coloana arcului
icircmpotriva interacţiunii cu gazele din atmosferă oxigen hidrogen azot etc Icircn acelaşi timp
icircnsă gazul de protecţie are o mare influenţă asupra desfăşurării procesului de sudare icircn
ansamblul lui acţionacircnd asupra stabilităţii arcului parametrilor tehnologici de sudare
transferului picăturii de metal topit prin coloana arcului reacţiilor metalurgice la nivelul băii şi
picăturii de metal transformărilor structurale proprietăţilor mecanice şi de tenacitate ale
icircmbinării formei şi geometriei cusăturii sudate stropirilor productivităţii la sudare etc
Aceste influenţe complexe sunt determinate de proprietăţile termo-fizice şi de activitatea
chimică a gazelor de protecţie care diferă mult de la un gaz la altul Prin urmare pentru
alegerea corectă a gazului de protecţie este necesară cunoaşterea acestor proprietăţi şi efectele
pe care acestea le au icircn procesul de sudare
Principalele proprietăţi termo-fizice şi chimice ale gazelor de protecţie utilizate la
sudarea MIGMAG sunt
- potenţialul de ionizare
- energia de disociere-recombinare
- conductibilitatea temică
- densitatea
- activitatea chimică
- puritatea
Acţiunea şi efectele acestor proprietăţi icircn procesul de sudare sunt prezentate icircn cele ce
urmează
Potenţialul de ionizare Acţionează asupra condiţiilor de amorsare şi a stabilităţii
arcului electric respectiv asupra puterii arcului Un potenţial de ionizare de valoare redusă
(argonul) uşurează amorsarea şi creşte stabilitatea arcului reducacircnd stropirile pe cacircnd un
potenţial de ionizare de valoare ridicată (heliul) măreşte puterea arcului cu efecte asupra
productivităţii la sudare (creşterea pătrunderii respectiv a vitezei de sudare)
6
Energia de disociere ndash recombinare Este specifică gazelor biatomice CO2 H2 O2
Influenţează icircn mod favorabil bilanţul termic icircn coloana arcului electric prin icircmbunătăţirea
transferului de căldură spre componente cu efect asupra geometriei cusăturii vitezei de sudare
Conductibilitatea termică Este proprietatea fizică cu cele mai cuprinzătoare efecte şi
influenţe asupra desfăşurării procesului tehnologic de sudare Conductibilitatea termică a
gazului de protecţie acţionează asupra modului de transfer a picăturii prin coloana arcului (este
factorul principal care determină modificarea tipului de transfer globulal sau prin
pulverizare) repartiţiei căldurii icircn coloana arcului şi la suprafaţa componentelor
conductibilităţii electrice a arcului parametrilor tehnologici de sudare (tensiunea arcului)
puterii arcului (lungimea arcului) stabilităţii arcului temperaturii maxime şi repartiţiei
acesteia icircn coloana arcului formei şi geometriei cusăturii stropirilor etc
Figura 3 Conductivitatea termică a gazelor de protecţie
Variaţia conductibilităţii termice cu temperatura pentru principalele gaze de protecţie
folosite la sudare este prezentată icircn figura 3 Se observă că argonul are conductibilitatea
termică cea mai scăzută fiind denumit icircn tehnica sudării bdquogaz caldrdquo icircn timp ce dioxidul de
carbon are conductibilitatea termică mult mai mare fiind denumit bdquogaz recerdquo Cea mai mare
conductivitate o are hidrogenul
7
Diversitatea influenţei conductibilităţii termice asupra procesului de sudare este uşor
de icircnţeles dacă analizăm distribuţia gradientului de temperatură icircn coloana arcului icircn cazul
argonului respectiv dioxidului de carbon figura 4 Conductibilitatea termică scăzută a
argonului determină un grad mic de temperatură icircn arcul electric ceea ce conduce la
repartizarea liniilor de curent din arc pe o secţiune mărită a coloanei acestuia (vezi porţiunea
icircnnegrită) avacircnd drept consecinţă creşterea conductibilităţii electrice a coloanei arcului
electric (conductibilitatea electrică este invers proporţională cu conductibilitatea termică)
Caracteristici ale gazelor de protecţie
Gazul
de
protecţie
Potenţialul
de ionizare
(V)
Energia
de
disociere
(eV)
Gazul
de protecţie
Potenţialul
de ionizare
(V)
Energia
de
disociere
(eV)
Ar 158 CO2 144 43
He 246 H2 136 45
N2 145 98 O2 136 51
Icircn cazul dioxidului de carbon miezul coloanei arcului (cel care conduce curentul
electric) este foarte icircngust ca efect a conductibilităţii termice mari a gazului respectiv a
fenomenului de disociere ndash recombinare Pierderea rapidă a căldurii din coloana arcului este
echivalentă cu o constracircngere din exterior a zonei centrale a miezului coloanei ceea ce
conduce la creşterea densităţii de curent din arc şi prin urmare aşa cum se poate observa la
creşterea temperaturii icircn axa coloanei arcului la valori mai mari decacirct cele corespunzătoare
arcului icircn argon
8
Figura 4 Gradientul de temperatură al arcului electric funcţie de gazul de protecţie
Conductibilitatea electrică diferită a coloanei arcului icircn cazul celor două gaze are
consecinţe asupra rezistenţei electrice a acestuia Astfel rezistenţa arcului icircn argon este mai
mică decacirct icircn dioxid de carbon Rezultă o cădere de tensiune mai redusă a arcului icircn Ar decacirct
icircn CO2 şi prin urmare o valoare mai mică a mărimii tensiunii arcului la sudarea icircn Ar
comparativ cu sudarea icircn CO2 cu toate că potenţialul de ionizare al Ar este mai mare decacirct la
CO2 Icircntr-adevăr la sudarea icircn Ar sau amestecuri de gaze Ar cu CO2 tensiunea arcului se
reduce cu 2 ndash 4 V icircn funcţie de procentul de CO2 din amestec desigur luacircnd icircn considerare
aceeaşi valoare a curentului de sudare
Repartiţia liniilor de curent icircn cazul celor două gaze explică şi influenţa asupra
transferului de metal aşa cum se va demonstra icircn continuare Icircn cazul argonului miezul
coloanei arcului face ca arcul electric să bdquoicircmbrăţişezerdquo capătul liber a sacircrmei electrod
extinzacircndu-se de la vacircrful ei pe suprafaţa laterală a sacircrmei datorită diametrului mic al
acesteia Practic arcul electric icircnconjoară sacircrma pe o anumită porţiune a capătului liber ceea ce
determină transferul căldurii arcului la electrod atacirct prin suprafaţa frontală a sacircrmei cacirct şi prin
suprafaţa laterală a ei conducacircnd la icircncălzirea neuniformă şi progresivă a capătului sacircrmei icircn
zona de acţiune a arcului Aceasta determină topirea capătului sacircrmei icircn toată secţiunea ei la
vacircrf şi o topire parţială pe secţiune de la exterior spre interior icircn funcţie de nivelul
temperaturii atinse icircn fiecare punct a secţiunii considerate Intensitatea gradului de topire
scade evident o dată cu icircndepărtarea de vacircrf Sub acţiunea conjugată a forţei de tensiune
superficială şi a forţei electromagnetice (pinch) are loc concentrarea metalului topit icircn vacircrful
sacircrmei sub forma unei picături sferice icircnsoţită de efectul de ldquoautoascuţirerdquo a electrodului pe
9
porţiunea icircn care s-a produs topirea parţială a secţiunii sacircrmei icircn zona de acţiune a arcului
electric Fenomenul de ascuţire a capătului sacircrmei determină reducerea secţiunii şi icircn
consecinţă creşterea densităţii de curent la interfaţa picătură de metal ndash sacircrmă ceea ce conduce
la creşterea puternică a temperaturii pacircnă la atingerea temperaturii de evaporarea a punţii
topite Sub acţiunea vaporilor de metal picătura este icircmpinsă icircn baia topită creindu-se
premisele formării unei noi picături Acest mecanism de formare şi desprindere a picăturii din
vicircrful sacircrmei determină formarea unor picături de dimensiuni mici (dplt= ds) echivalente
transferului prin pulverizare
Icircn cazul dioxidului de carbon miezul foarte icircngust al arcului determină concentrarea
punctiformă a acestuia icircn vacircrful sacircrmei (icircn pata anodică) Prin urmare transferul de căldură al
arcului se face numai prin suprafaţa frontală a sacircrmei electrod Totodată datorită temperaturii
ridicate a miezului coloanei (mai mare ca la Ar) şi a densităţii foarte mari a curentului icircn pata
anodică (concentrare punctiformă) are loc creşterea locală a temperaturii petei atingacircnd
temperatura de vaporizare a fierului (aprox 3200degC) Jetul de vapori formaţi acţionează ca o
forţă de reacţie icircmpingacircnd icircn sus şi lateral metalul topit Sub acţiunea forţei de tensiune
superficială şi a forţei de reacţie a vaporilor de metal metalul topit se acumulează icircn vacircrful
sacircrmei sub forma unor picături mari de metal (dp gt 12ds) Picătura creşte icircn continuare pacircnă
cacircnd sub acţiunea greutăţii proprii se detaşează şi se transferă icircn baia metalică sub forma unor
picături mari sau globule aşa numitul transfer globular specific sudării icircn CO2 sau
amestecurilor bogate icircn CO2 Icircn cazul amestecurilor de gaze Ar + CO2 fenomenul este
insesizabil dacă proporţia de CO2 este mai mică de 20 se manifestă tot mai pregnant dacă
procentul depăşeşte 20 şi are o comportare similară cu cea a transferului icircn CO2 100 dacă
procentul depăşeşte 30 CO2 icircn amestec
Icircn fine gradientul de temperatură diferit din coloana arcului icircn cazul celor două gaze
de protecţie influenţează semnificativ şi geometria cusăturii sudate Icircn cazul argonului
valoarea ridicată a temperaturii arcului electric este limitată doar la zona centrală
corespunzătoare miezului coloanei după care temperatura scade brusc la valori reduse ce nu
pot produce o icircncălzire semnificativă a zonelor de incidenţă ale arcului pe componente
Concentrarea puternică a căldurii icircn miezul coloanei arcului la argon produce o icircncălzire
locală a metalului de bază icircnsoţită de o topire adacircncă respectiv o pătrundere mare dar limitată
la o zonă restracircnsă Aceasta este amplificată suplimentar de disiparea rapidă a căldurii icircn
10
zonele adiacente (reci) ale metalului de bază fără să producă o icircncălzire semnificativă la
nivelul temperaturii de topire a acestor zone Efectul acestor fenomene este formarea unei
zone topite icircnguste şi adacircnci aşa numitul bdquodeget de argonldquo specific sudării icircn argon sau
amestecuri bogate icircn argon deosebit de defavorabil din punct de vedere tehnologic datorită
pericolului de apariţie a defectelor de icircmbinare lipsă de topire sau lipsă de pătrundere
respectiv pericol de fisurare (concentrator de tensiune)
Icircn cazul dioxidului de carbon temperatura din coloana arcului se menţine icircncă la valori
ridicate capabile să producă icircncălziri semnificative a zonelor de incidenţă la distanţe mult
mai mari faţă de axa coloanei decacirct icircn cazul argonului Are loc astfel o icircncălzire şi topire a
metalului de bază pe o zonă mai extinsă atacirct icircn adacircncime cacirct mai ales lateral cu efecte asupra
icircmbunătăţirii geometriei cusăturii caracterizată printr-o pătrundere uniformă La această
icircncălzire a metalului de bază contribuie de asemenea şi căldura cedată prin fenomenul de
recombinare a gazului ce are loc icircn zona componentelor respectiv a băii metalice ca efect a
temperaturii scăzute din această zonă (1800-2000degC) propice reacţiilor de recombinare Se
apreciază că din punct de vedere tehnologic geometria cusăturii la sudarea icircn CO2 este cea
mai favorabilă Prin urmare amestecarea celor două gaze Ar şi CO2 va conduce şi la
modificarea geometriei cusăturii sudate Aceasta este una din raţiunile principale care stau la
baza sudării icircn amestecuri de gaze Ar+CO2 a oţelurilor nealiate sau slab aliate şi anume
obţinerea unei geometrii mai favorabile a cusăturii sudate
Densitatea Influenţează nivelul de protecţie a arcului electric şi a băii de metal topit
respectiv producerea fenomenului de microsablare la sudarea icircn mediu de gaze inerte
Activitatea chimică Prin reacţiile chimice ce au loc icircn coloana arcului şi la nivelul băii
metalice activitatea chimică a gazului de protecţie influenţează comportarea metalurgică Din
acest punct de vedere la sudarea MIGMAG se disting două categorii de gaze Gazele inerte
sunt gazele care nu reacţionează chimic cu elementele din coloana arcului şi din baia metalică
Din această grupă fac parte argonul şi heliul Gazele active sunt gazele care reacţionează
chimic cu elementele din arc şi din baia de metal Cel mai utilizat gaz din această grupă este
dioxidul de carbon la care se mai adaugă şi oxigenul Icircn acest caz icircn coloana arcului şi la
nivelul băii au loc următoatele reacţii chimice
bull disocierea dioxidului de carbon la T gt 1600degC (disocierea este completă la T gt 4000degC)
CO2 = CO + O
11
bull reacţiile de oxidare şi reducere
Fe + O = FeO FeO + Mn = MnO + Fe
Si + 2O = SiO2 2FeO + Si = SiO2 + 2Fe
Mn + O = MnO 2FeO + Ti = TiO2 + 2Fe
Ti + 2O = TiO2 FeO + C = CO + Fe
Se constată că prezenţa oxigenului icircn coloana arcului determină oxidarea sau arderea
unor elemente de aliere Aceasta conduce la pericolul formării oxizilor de fier icircn cusătură cu
efecte nefavorabile asupra reducerii caracteristicilor mecanice şi de rezilienţă Diminuarea
fenomenului se face prin alierea sacircrmei electrod cu elemente dezoxidante ca Mn Si Ti care au
aviditate mai mare faţă de oxigen decacirct fierul reducacircnd pericolul de oxidare a acestuia Cel
mai puternic dezoxidant este titanul Oxizii de mangan siliciu titan formaţi fiind insolubili icircn
metalul topit ies la suprafaţa băii şi se regăsesc pe cusătură sub formă de mici bdquoinsulerdquo de
zgură de culoare brună cu aspect sticlos
Reacţiile chimice la nivelul băii de metal topit pot conduce de asemenea la pericolul
formării gazelor icircn baia metalică ca de exemplu oxidul de carbon avacircnd drept consecinţă
pericolul apariţiei porilor icircn cusătura sudată Evitarea apariţiei porilor icircn cusătură se poate
realiza prin alegerea corectă a cuplului sacircmă-gaz de protecţie corelată şi cu alegerea optimă a
parametrilor tehnologici de sudare icircn special tensiunea arcului Prezenţa oxigenului icircn coloana
arcului conduce la oxidarea suprafeţei picăturilor de metal formate la capătul sacircrmei electrod
şi prin urmare la micşorarea tensiunilor superficiale ce acţionează asupra picăturii Prin urmare
desprinderea picăturii din vacircrful sacircrmei electrod se face mult mai uşor şi mai rapid Efectul
benefic este finisarea transferului picăturilor de metal icircmbunătăţirea stabilităţii arcului şi
reducerea icircmproşcărilor de metal prin stropi Se remarcă icircn acest sens utilizarea oxigenului icircn
proporţie de 13 sau a dioxidului de carbor icircn proporţie de 25 icircn amestec cu argonul la
sudarea oţelurilor inoxidabile Procente mai mari de gaz oxidant nu sunt recomandate
deoarece se produce o oxidare nepermisă a metalului cusăturii respectiv la utilizarea
dioxidului de carbon icircn plus pericolul alierii cu carbon şi prin urmare pericolul fragilizării
cusăturii ca urmare a formării carburilor de crom
Reacţiile de oxidare la nivelul băii de metal topit fiind reacţii exoterme conduc la
creşterea temperaturii băii (de la 1800degC la 2200degC) cu consecinţe asupra creşterii fluidităţii
acesteia creşterii pătrunderii sau posibilităţii măririi vitezei de sudare Corelată cu reducerea
12
tensiunilor superficiale la interfaţa baie topită ndash metal solid determină icircmbunătăţirea
procesului de umectare cu efecte favorabile asupra lăţirii respectiv reducerii supraicircnălţării
cusăturii sudate
Tot din punctul de vedere al activităţii chimice remarcăm utilizarea hidrogenului ca şi
gaz reducător icircn amestecurile gazelor de protecţie bdquode formareldquo folosite la protecţia rădăcinii
pe partea opusă sudării la sudarea oţelurilor aliate Inox şi nu numai Amestecul cel mai
frecvent utilizat este format din azot plus 5hellip10 hidrogen Hidrogenul reduce eventualele
urme de oxigen rămase icircn zona rădăcinii evitacircnd astfel oxidarea acesteia cu consecinţe asupra
scăderii rezistenţei la coroziune Utilizarea hidrogenului trebuie făcută cu grijă avacircnd icircn
vedere pericolul de explozie pentru anumite concentraţii icircn aer
Caracterizarea succintă a gazelor de protecţie
Prezentarea succintă a gazelor de protecţie utilizate la sudarea MIGMAG din punctul
de vedere al activităţii chimice şi al proprietăţilor termo-fizice permite icircnţelegerea facilă a
acţiunilor şi efectelor pe care acestea le au icircn procesul de sudare Cele mai utilizate gaze de
protecţie la sudarea MIGMAG sunt argonul heliul dioxidul de carbon oxigenul hidrogenul
azotul
Argonul (Ar)
1048707 gaz inert ndash nu reacţionează cu materialul
1048707 mai greu ca aerul ndash protecţie bună a băii de metal
1048707 potenţial de ionizare scăzut ndash amorsare uşoară a arcului
1048707 produce microsablarea suprafeţelor
Nu se recomandă utilizarea argonului icircn proporţie de 100 deoarece produce un arc
electric instabil formarea inevitabilă de pori icircn cusătură aspect mai puţin plăcut a icircmbinării
sudate Baia metalică este deosebit de vacircscoasă ceea ce duce la pori icircn cusătură crestături
marginale supraicircnălţare excesivă solzi puternic conturaţi Rezolvarea problemei se realizează
prin adaosuri de elemente oxidante O2 şisau CO2
13
Capitolul 3
Tehnologia de sudare in Argon
Elaborarea tehnologiei de sudare icircn general presupune stabilirea condiţiilor icircn care are
loc execuţia icircmbinării sudate pornind de la pregătirea pentru sudare alegerea materialelor de
adaos stabilirea parametrilor tehnologici de sudare stabilirea prelucrărilor post sudare
alegerea echipamentelor de sudare şi a dispozitivărilor etc
Stabilirea tehnologiei de sudare este specifică fiecărui procedeu icircn parte Elaborarea
unei tehnologii de sudare urmăreşte icircn general două aspecte importante şi anume aspectul
calitativ asigurarea calităţii impuse icircmbinării sudate la cel mai icircnalt grad respectiv aspectul
economic preţul de cost cacirct mai redus Aceasta presupune cunoaşterea icircn primul racircnd a
comportării la sudare a metalului de bază cunoaşterea performanţelor procedeului de sudare
utilizat a parametrilor tehnologici de sudare şi a recomandărilor tehnologice specifice
cunoaşterea performanţelor echipamentelor de sudare şi exploatarea acestora
Elaborarea tehnologiei de sudare reprezintă o etapă importantă icircn cadrul acţiunii de
calificare a procedurii de sudare conform SR EN 288-792 şi anume pe baza ei se icircntocmeşte
specificaţia procedurii de sudare WPS (Welding Procedure Specification) documentul care
cuprinde toate informaţiile necesare execuţiei icircmbinării sudate Elaborarea tehnologiei de
sudare presupune parcurgerea unor etape icircntr-o succesiune logică Etapele parcurse pentru
stabilirea tehnologiei de sudare MIGMAG sunt prezentate icircn cele ce urmează
Alegerea formei rostului şi a icircmbinării
Prezentarea formei rostului si stabilirea dimensiunilor efective ale acestuia avacircnd icircn
vedere condiţiile concrete de execuţie ale icircmbinării Alegerea dimensiunilor efective ale
rostului la sudarea MIGMAG se face icircn principal icircn funcţie de tehnologia de sudare respectiv
modul de transfer utilizate la realizarea stratului de rădăcină Acestea depind la racircndul lor de
comportarea la sudare a metalului de bază şi recomandările tehnologice de sudare (material
sensibil sau insensibil la supraicircncălziri) de grosimea componentelor accesul la sudare
importanţa icircmbinării sudate (clasa de execuţie) metoda de susţinere a rădăcinii poziţia de
sudare etc Icircn cazul icircn care accesul la sudare este dintr-o singură parte fără suport la
14
rădăcină iar la rădăcină nu se admit defecte (clasă de calitate superioară) pentru execuţia
rădăcinii se recomandă sudarea cu transfer prin scurtcircuit sau icircn curent pulsat caracterizate
prin energie liniară mică respectiv pericol scăzut de străpungere la rădăcină In acest caz
asigurarea unei pătrunderi bune la rădăcină cu o uşoară supraicircnălţare impune alegerea unei
deschideri a rostului b = 2hellip4 mm respectiv a umărului rostului c= 0hellip1 mm mărimi corelate
icircn principal cu valoarea curentului de sudare respectiv cu gazul de protecţie utilizat (mai mici
la sudarea icircn CO2 100 respectiv mai mari la sudarea icircn amestecuri de gaze bogate icircn argon
Ar +CO2 cel mai comun amestec fiind Ar + 18 CO2 - Corgon 18)
Icircn cazul icircn care accesul la sudare este dintr-o singură parte cu suport la rădăcină
execuţia stratului de rădăcină se poate realiza folosind oricare din modurile de transfer prin
scurtcircuit prin pulverizare sau icircn curent pulsat icircn funcţie de grosimea componentelor poziţia
de sudare natura metalului de bază (sensibil sau insensibil la supraicircncălziri) productivitatea
urmărită la sudare modul de execuţie (semimecanizat sau mecanizat) performanţele
instalaţiei etc Forma şi dimensiunile rostului depind de grosimea componentelor respectiv de
puterea arcului electric
Umărul rostului respectiv deschiderea rostului icircn acest caz au mai puţină importanţă
urmărindu-se icircn principal evitarea pericolelor de străpungere a suportului fuzibil de topire sau
lipire a suportului de Cu sau a suportului ceramic Icircn cazul folosirii unui suport fuzibil se
impune asigurarea unei pătrunderi de cel puţin 2 mm icircn acesta Icircn cazul accesului din ambele
părţi pentru execuţia rădăcinii este posibilă de asemenea folosirea oricărui mod de transfer In
cazul utilizării transferului prin scurtcircuit sau icircn curent pulsat sunt valabile recomandările
din primul caz cu b = 2hellip4 mm respectiv c = 1hellip2 mm In cazul utilizării transferului prin
pulverizare avacircnd icircn vedere puterea mare a arcului electric şi pericolul mare de străpungere
sau de curgere a băii de metal topit la rădăcină se recomandă ca deschiderea rostului să fie
mică b = 0hellip1 mm respectiv umărul rostului să fie mare c = 4hellip6 mm corelate cu viteza de
sudare Principala grijă icircn acest caz este evitarea pericolului de străpungere a rădăcinii
respectiv diminuarea dimensiunilor defectelor de la rădăcină Icircn acest caz la majoritatea
icircmbinărilor sudate icircnainte de execuţia trecerii pe partea opusă realizării primei treceri se
impune prelucrarea rădăcinii (polizare sau scobire-crăiţuire arc-aer) pentru eliminarea
eventualelor defecte specifice sudării stratului de rădăcină lipsă de pătrundere lipsă de topire
pori fisuri sau microfisuri
15
Icircn ceea ce priveşte unghiul rostului se remarcă faptul că acesta are valori mai mici
decacirct la sudarea manuală cu electrod icircnvelit datorită diametrului redus a sacircrmei electrod (08hellip
16 mm) şi absenţei icircnvelişului de pe sacircrmă luacircnd valori cuprinse icircntre 30deghellip50deg Aceasta
conduce la importante economii de material de adaos Reducerea exagerată icircnsă a unghiului
rostului poate avea consecinţe grave asupra pericolului de defecte icircn icircmbinarea sudată ca
urmare a tendinţei de scobire (săpare) ciupire a arcului electric pe feţele rostului cu efecte
asupra pericolului de scurgere a băii de metal topit icircn faţa arcului şi diminuarea pătrunderii sau
lipsei de pătrundere respectiv a pericolului de lipsă de topire icircntre cusătură şi metalul de bază
icircn zonele scobite prin scurgerea metalului topit icircn aceste scobituri Acest fenomen este
amplificat o dată cu creşterea exagerată a tensiunii arcului electric
Calculul ariei rostului se face icircn funcţie de forma şi dimensiunile acestuia cu ajutorul
uneia din relaţiile de mai jos
- rost I Ar = bs
- rost V Ar = bs + s2tg α2
- rost Y Ar = bs + (s-c)2tg α2
- rost U Ar = bs + _r22 + 2r[s-(c+r)]+[s-(c+r)]2tgszlig
- rost X Ar = bs + 12(s- c)2tg α2
- rost K Ar = bs + 14(s-c)2tg szlig
- rost 12 K Ar = bs + 12(s-c)2tg szlig
- icircmbinări de colţ nepătrunse Ar = a2 sau Ar = 12k2
unde a - icircnălţimea (grosimea) icircmbinării (sudurii)
k - icircnălţimea (mărimea) catetei icircmbinării
Calculul ariei cusăturii Pentru calcul se poate folosi una din relaţiile
Ac = (105 14) x Ar (30a)
Obs Coeficientul care icircnmulţeşte aria rostului ţine cont de secţiunea cusăturii regăsită icircn
supraicircnălţarea acesteia Valorile mici ale coeficientului corespund grosimilor mari de material
iar valorile mari grosimilor mici de material respectiv pentru icircmbinările simetrice Icircn cazul
icircmbinărilor sudate cap la cap cu rosturi neprelucrate (rost I) aplicarea relaţiei de mai sus duce
la erori foarte mari icircn special la table subţiri cu deschideri mici (b=1hellip2 mm) deoarece
ponderea materialului de adaos icircn supraicircnălţare este icircn realitate de două trei ori mai mare decicirct
16
cantitatea conţinută icircn secţiunea rostului Mai mult icircn cazul rosturilor I cu deschidere b = 0
ajungem icircntr-o situaţie limită adică să nu putem calcula aria cusăturii cu ajutorul acestei
relaţii In astfel de cazuri se recomandă ca aria cusăturii să se calculeze cu una din relaţiile de
mai jos
Ac = Ar + 23B_h pentru icircmbinări I asimetrice
Ac = Ar +43B_h pentru icircmbinări I simetrice
unde
bull B = lăţimea cusăturii se calculează geometric funcţie de forma si dimensiunile efective ale
rostului la care se adaugă 2 3 mm care reprezintă zona din metalul de bază care se topeşte
la sudare valoarea informativă pentru bdquoBldquo se poate calcula şi cu ajutorul coeficientului de
formă al cusăturii ψ = Bp consideracircnd că ψ = 15hellip25 (valori care diminuează pericolul
fisurării cusăturii la solidificarea băii)
bull h = supraicircnălţarea cusăturii se apreciază icircn funcţie de grosimea materialului de bază după
cum urmează (valori informative)
h = 1 15 mm pt s = 5 10 mm
h = 15 2 mm pt s = 10 25 mm
h = 2 3 mm pt s gt 25 mm
Obs Supraicircnălţarea cusăturii la icircmbinările cap la cap respectiv convexitatea cusăturii la
icircmbinările de colţ este mai mare la sudarea icircn CO2 decacirct icircn Ar Valoarea ariei cusăturii
calculată mai sus se rotunjeşte la icircntreg (calculul este aprox)
Alegerea materialelor de sudare
Stabilirea cuplului sacircrmă ndash gaz de protecţie Alegerea cuplului sacircrmă ndash gaz de protecţie pe
baza criteriilor de alegere a sacircrmei respectiv a gazului de protecţie Se precizează marca
(simbolul) sacircrmei electrod şi a gazului de protecţie utilizate
Sacircrma electrod (marca sacircrmei) helliphelliphelliphellip (STAS SR EN sau normă)
Gazul de protecţie helliphelliphelliphelliphelliphelliphelliphelliphelliphellip (STAS SR EN sau normă)
Stabilirea diametrului sacircrmei electrod Diametrul sacircrmei electrod poate fi ds = 06 08 10
12 16 mm Alegerea diametrului se face icircn funcţie de grosimea metalului de bază valoarea
curentului de sudare (modul de transfer) poziţia de sudare forma rostului etc Diametrul de
sacircrmă cel mai utilizat şi care acoperă o plajă mare de necesităţi tehnologice la sudare este
17
diametrul de 12 mm Pentru grosimi mici de material s lt= 2-3 mm se folosesc după caz
diametrele mai mici 08 mm respectiv 10 mm Diametrele mari gt= 16 mm se recomandă la
grosimi mari de material la sudarea cu transfer prin pulverizare Nu se recomandă diametre
mari de sacircrmă peste 12 mm icircn cazul transferului prin scurtcircuit datorită stabilităţii slabe a
arcului electric Pot fi utilizate icircnsă cu succes icircn cazul sudării icircn curent pulsat icircn special la
sacircrmele moi din aluminiu sau sacircrme tubulare
Stabilirea numărului de treceri Depinde icircn principal de natura metalului de bază (sensibil sau
insensibil la supraicircncălziri) de modul de transfer utilizat (arii de treceri mai mici la transfer
prin scurtcircuit respectiv arii de treceri mari la transfer prin pulverizare) de poziţia de
sudare forma rostului tipul icircmbinării etc Pe baza acestor factori se stabileşte aria trecerilor
poate lua valori cuprinse icircn domeniul 5 hellip 40 mm2
Dispunerea trecerilor icircn rost (schiţă)
Modul de dispunere a trecerilor
Calculul parametrilor tehnologici de sudare
1048707 transfer prin scurtcircuit grosimi mici (s lt 5 mm) sudarea stratului de rădăcină sudarea icircn
poziţii dificile (vertical peste cap etc)
1048707 transfer prin pulverizare la grosimi mari de material pentru sudarea icircn poziţie orizontală
sau icircn jgheab
18
1048707 transfer sinergic icircn curent pulsat la grosimi medii de material unde tehnologia de sudare
clasică se plasează icircn domeniul transferului intermediar caracterizat prin stropiri mari pentru
sudarea stratului de rădăcină la sudarea icircn poziţii dificile
Curentul de sudare Is Viteza de avans a sacircrmei electrod vae depinde de modul de transfer
diametrul sacircrmei poziţia de sudareetc Reglarea curentului de sudare respectiv a puterii
arcului electric se face prin modificarea vitezei de avans a sacircrmei electrod pe baza relaţiei de
proporţionalitate existentă icircntre cei doi parametrii tehnologici Practic la sudarea MIGMAG
viteza de avans a sacircrmei electrod poate fi considerată parametrul principal icircn stabilirea
tehnologiei de sudare care icircn anumite condiţii date (materialul sacircrmei diametrul sacircrmei gazul
de protecţie) determină valorile celorlalţi parametrii tehnologici şi icircn primul racircnd valoarea
curentului de sudare Deci cacircnd stabilim curentul de sudare trebuie să stabilim practic valoarea
vitezei de avans a sacircrmei electrod cei doi parametri fiind indisolubil legaţi unul de altul
Stabilirea corelaţiei curent de sudare ndash viteză de avans sacircrmă electrod se face din nomograme
de tipul Is = f(vae) figura 50divide54 trasate pentru anumite condiţii concrete de lucru (tip
material de adaos diametru sacircrmă gaz de protecţie lungime capăt liber sacircrmă mod de
transfer clasic sau icircn curent pulsat) din tabele tehnologice (sau şabloane) funcţie de condiţiile
concrete de lucru Icircn tabelele de mai jos sunt prezentate corelaţiile dintre viteza de avans a
sacircrmei electrod şi valoarea curentului de sudare pentru diametrele de 10 şi 12 mm folosind
ca şi gaze de protecţie CO2 100 şi CORGON 18 (amestec 82 Ar + 18 CO2 cel mai
frecvent utilizat la sudarea oţelurilor nealiate şi slab aliate) iar ca sacircrmă electrod sacircrma
nealiată SG2 (cea mai utilizată pentru sudarea oţelurilor nealiate şi slab aliate cu Mn) icircn
varianta clasică sau icircn current pulsat
Valorile pentru viteza de avans a sacircrmei din tabelele de mai jos şi 30 se vor corecta cu
coeficientul 08
Corelaţia viteza de avans a sacircrmei ndash curent de sudare (ds = 10 mm)
Nr
crt
Vae
(mmin
)
Is
(A)
Ua
(V)
lcl
(mm)
Q
(lmin)
Vs
(cmmin) Obs
1 2 68 153 8 8 17
2 3 96 16 8 8 17
19
Transfer
Prin
Circuit
3 4 128 168 8 8 17
4 5 132 188 10 8 17
5 6 144 20 10 10 20
6 7 156 215 10 10 20
71 8 180 225 10 10 20
72 8 172 225 12 12 25
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 10 mm Is = 80 ndash 180 A
Gazul de protecţie CO2 100
Sensul de sudare spre stacircnga (prin icircmpingere)
Corelaţia viteza de avans a sacircrmei ndash curent de sudare (ds = 10 mm)
Nr
crt
Vas
(mmin
Is
(A)
Ua
(V)
Icl
(mm)
Q
(lmin)
Vs
(cmmin) Obs
1 2 53 153 8 8 15 Arc
instabil
IS ndashmic
2 3 90 158 8 8 15
Transfer
prin
scurtcircuit
3 4 120 163 8 8 15
4 5 140 17 10 8 15
5 6 160 18 10 10 20
6 7 175 188 10 10 20
71 8 200 198 10 10 20
72 8 184 20 12 12 25
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 10 mm Is = 60 ndash 180 A
Gazul de protecţie CORGON 18
Sensul de sudare spre stacircnga (prin icircmpingere)
20
Corelaţia viteza de avans a sacircrmei ndash curent de sudare (ds = 12 mm)
Nr
crt
Vae
(mmin)
Is
(A)
Ua
(V)
lcl
(mm)
Q
(lmin)
Vs
(cmmin)
Obs
1 2 74 185 10 10 16
Transfer
Prin
scurtcircuit
2 3 112 193 10 10 16
31 4 144 208 10 10 16
32 4 136 21 12 12 25
4 5 160 223 12 12 25
5 6 184 235 12 12 25
Transfer
Intermediar
6 7 204 253 14 15 30
7 8 224 275 14 15 30
8 9 248 288 14 15 30
91 10 268 305 14 15 30
92 10 256 31 16 18 40
10 11 280 323 16 18 40 Transfer
Globular11 12 300 335 16 18 40
12 13 290 333 20 20 45
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 12 mm Is = 120 ndash 350 A
Gazul de protecţie CO2 100
Sensul de sudare spre dreapta (prin tragere)
Viteza de sudare depinde de grosimea metalului de bază (grosimea sudurii de colţ) modul de
transfer tehnica de sudare (număr mare sau număr mic de treceri) poziţia de sudare varianta
de sudare (semimecanizată sau mecanizată) etc Domeniul de valori este cuprins icircntre 15-100
cmmin cu precizarea că viteza de sudare la sudarea MIGMAG este substanţial mai mare
decacirct la sudarea manuală cu electrod icircnvelit Recomandări utile privind viteza de sudare
1048707 15 - 30 cmmin la sudarea semimecanizată cu transfer prin scurtcircuit sau la sudarea
stratului de rădăcină
21
1048707 30 - 50 cmmin la sudarea semimecanizată cu transfer prin pulverizare sau icircn curent pulsat
există o valoare optimă a vitezei de sudare situată icircn jurul valorii de 40 - 45 cmmin pentru
care se obţine pătrunderea maximă
1048707 30 - 100 cmmin la sudarea mecanizată icircn funcţie de grosimea componentelor
Materiale de sudare
Materialele utilizate la sudarea ST sunt sacircrma electrod icircn cazul sudării cu sacircrmă
tubulară cu autoprotecţie respectiv sacircrma electrod şi gazul de protecţie la sudarea cu sacircrmă
tubulară cu protecţie suplimentară
Sacircrma electrod se prezintă sub forma unei teci metalice umplute cu un miez
pulverulent icircn următoarea gamă de diametre 10 12 14 16 18 20 24 28 (32)
Icircnvelişul metalic se execută icircn general dintr-un material nealiat caracterizat prin
proprietăţi bune de ductilitate pentru a permite laminarea şi trefilarea uşoară a tecii grosimea
acesteia avacircnd valori sub 02 mm Alierea cusăturii cacircnd este cazul se face icircn general prin
miez Icircnvelişul metalic (teaca) are următoarele roluri
bull asigură prin topire cantitatea de material de adaos pentru realizarea icircmbinării sudate sau
icircncărcarea prin sudare
bull asigură contactul electric şi realizează icircnchiderea circuitului electric de sudare icircntre vacircrful
sacircrmei şi piesă
bull păstrează şi protejează miezul de pulbere icircmpotriva umidităţii
Miezul este un amestec de substanţe similare icircnvelişului electrozilor şi fluxurilor de
sudare După rolul pe care icircl au icircn procesul de sudare substanţele din miez se icircmpart icircn
bull substanţe zgurifiante pentru protejarea metalului topit
bull substanţe gazeifiante pentru protecţia spaţiului arcului icircmpotriva pătrunderii aerului
bull substanţe dezoxidante şi de rafinare a băii metalice
bull substanţe ionizatoare pentru icircmbunătăţirea stabilităţii arcului
bull substanţe (elemente) de aliere pentru alierea icircn arc
Echipamente pentru sudare MIGMAG
Din punctul de vedere al tehnologului respectiv al utilizatorului echipamentului de
sudare nu este atacirct de importantă cunoaşterea detaliilor de proiectare a acestor instalaţii
22
(sursă de sudare pupitru de comandă scheme electrice si electronice etc) cacirct mai ales
cunoaşterea părţilor componente ale echipamentului şi a rolului acestora a particularităţilor
specifice a performanţelor de sudare a modului de reglare şi control a parametrilor
tehnologici de sudare icircn vederea obţinerii rezultatelor dorite sau impuse de tehnologia de
sudare cu performanţe maxime
Echipamentele de sudare MIGMAG constituie sisteme mult mai complexe atacirct icircn
ceea ce priveşte părţile componente cacirct şi pregătirea pentru sudare respectiv modul de
comandă şi reglare a parametrilor tehnologici de sudare icircn comparaţie cu echipamentele
clasice utilizate la sudarea manuală cu electrozi icircnveliţi (transformatoare convertizoare
redresoare) Din punct de vedere a reglării parametrilor tehnologici icircn practică lucrurile nu
sunt de loc complicate icircn general aceasta implicacircnd reglarea a doi parametri şi anume
selectarea treptei de tensiune (tensiunea de mers icircn gol şi implicit tensiunea arcului) respectiv
ajustarea vitezei de avans a sacircrmei electrod pentru asigurarea curentului de sudare necesar
Figura 5
Părţile componente ale unei instalaţii de sudare MIGMAG
a - furtun gaz b ndash sacircrmă electrod c ndash tur-retur apă d ndash comandă pistolet
e ndash conductor curent f ndash tub de protecţie g ndash cablu de masă
Icircn cazul surselor moderne de sudare sinergice cu invertor problema este şi mai mult
simplificată oferind utilizatorului (operatorului sudor) prin programele icircncorporate icircn
microprocesor o tehnologie apropiată de optim prin reglarea unui singur parametru
tehnologic viteza de avans a sacircrmei electrod respectiv tensiunea arcului Icircn funcţie de
23
principiul de reglare al puterii (energiei) arcului specific sursei de sudare utilizate se setează
sau se reglează după necesităţi un singur parametru tehnologic considerat parametru de bază şi
anume viteza de avans a sacircrmei icircn cazul surselor cu invertor cu tranzistoare de putere cu
reglare continuă a tensiunii arcului respectiv tensiunea icircn cazul surselor de sudare cu reglare
icircn trepte a tensiunii arcului Restul parametrilor tehnologici de sudare sunt reglaţi automat prin
intermediul programelor microprocesorului icircn funcţie de datele de intrare specifice aplicaţiei
date introduse icircn prealabil de la consola sursei tipul de transfer (clasic sau pulsat) materialul
de adaos (compoziţia chimică) diametrul sacircrmei gazul de protecţie etc Echipamentul
permite şi efectuarea corecţiilor necesare dacă este cazul Acest mod de reglare al puterii
arcului necesar procesului de sudare dat este cunoscut sub denumirea de bdquoONE KNOBldquo adică
reglarea instalaţiei pentru sudare de la un singur buton ceea ce simplifică foarte mult sarcinile
operatorului sudor conducacircnd la regimuri de sudare optime fără să fie nevoie de multe
cunoştinţe tehnologice temeinice icircn afara celor de bază necesare sudării propriu zise Un
echipament de sudare MIGMAG se compune icircn principiu din următoarele părţi componente
figura 5
1048766 1 Sursa de sudare
1048766 2 Pupitrul de comandă
1048766 3 Dispozitivul de avans al sacircrmei electrod DAS
1048766 4 Pistoletul de sudare
1048766 5 Alimentarea cu gaz de protecţie
1048766 6 Instalaţia de răcire cu apă
Sursa de sudare
Sursele de sudare utilizate la sudarea MIGMAG sunt surse de curent continuu
convertizoare redresoare invertoare Datorită performanţelor modeste (timp de răspuns mare
dinamică redusă) icircn prezent convertizoarele de sudare se utilizează din ce icircn ce mai rar la
sudarea MIGMAG (aproape deloc) ele fiind icircnlocuite de redresoarele de sudare şi icircn ultimul
timp pe scară tot mai largă de sursele cu invertor pentru sudare (pe scurt invertoare pentu
sudare) Redresoarele la racircndul lor pot fi clasice cu diode sau comandate electronic cu
tiristoare sau tranzistoare de putere Particularitatea principală a surselor de sudare MIGMAG
este forma caracteristicii externe Ua=f(Is) Din motive de asigurare a stabilităţii arcului
24
electric prin fenomenul de autoreglare specific sudării MIGMAG forma caracteristicii
externe a sursei este rigidă (1) sau uşor coboracirctoare (2) (sub 7V100A)
Din motive de stabilitate maximă a procesului se preferă caracteristicile externe uşor
coboracirctoare a căror pantă (ΔUaΔIs) depinde de gazul de protectie respectiv de diametrul
sacircrmei electrod prin funcţia REGTYPE (valabilă numai la sursele cu invertor) Panta
caracteristicii externe este mai mare la sudarea icircn dioxid de carbon decacirct icircn argon sau
amestecuri bogate icircn argon La sudarea icircn CO2 caracteristica externă are panta maximă la
sacircrma electrod cu diametrul cel mai mic 08 mm şi scade cu creşterea diametrului sacircrmei
La sudarea icircn amestecuri bogate icircn argon panta caracteristicii externe este aceeaşi
pentru toate diametrele de sacircrmă şi mai mică decacirct cele corespunzătoare sudării icircn CO2
Datorită acestei forme a caracteristicii externe se observă că tensiunea arcului este apropiată
de tensiunea de mers icircn gol a sursei Icircn consecinţă reglarea tensiunii arcului la sudarea
MIGMAG se face prin reglarea tensiunii de mers icircn gol a sursei de sudare Aceasta se poate
face prin reglaj icircn trepte la sursele cu diode sau prin reglaj continuu la sursele cu tiristoare şi la
invertoare Reglajul continuu este cel mai bun permiţacircnd o infinitate de curbe acoperind toate
cerinţele tehnologice dar este mai costisitor Reglajul icircn trepte se face de obicei icircn două etape
un reglaj brut respectiv un reglaj fin şi este mai uşor de realizat constructiv (mai ieftin)
Numărul curbelor caracteristici externe este limitat icircntre o valoare minimă U20min şi o
valoare maximă U20max specific fiecărei surse Icircn acest caz obţinerea regimului optim pentru
o valoare dată a tensiunii se face prin corecţia vitezei de avans a sacircrmei electrod De aici
decurge cea de-a doua particularitate a surselor de sudare MIGMAG şi anume tensiunea de
mers icircn gol este mai mică decacirct la sursele de sudare cu electrod icircnvelit respectiv sursele WIG
fiind cuprinsă icircn intervalul de valori 20-50V Forma caracteristicii externe şi valoarea redusă a
tensiunii de mers icircn gol fac ca sursele de sudare MIGMAG să nu poată fi folosite la sudarea
SE şi WIG Icircn ultimul timp au apărut sursele de sudare universale (cu tiristoare sau cu
invertor) care permite sudarea cu toate cele trei procedee de sudare printr-o simplă comutare
pe procedeul utilizat (prin modificarea formei caracteristicii externe)
Cea de-a treia particularitate a surselor de sudare MIGMAG o constituie prezenţa unei
inductanţe icircn circuitul de sudare necesară icircn cazul sudării cu arc scurt cu transfer prin
scurtcircuit (sau la sudarea cu arc lung icircn bioxid de carbon icircn cazul scurtcircuitelor aleatoare)
pentru limitarea vacircrfului curentului de scurtcircuit şi prin urmare pentru reducerea stropirilor
25
Inductanţele fizice (reale) pot fi fixe variabile icircn trepte (cu ploturi) sau variabile continuu (cu
miez magnetizat
Surse de sudare sinergică - Invertoare
Dezvoltarea electronicii icircn general şi a electronicii de putere icircn special icircn ultimul timp
(a doua parte a secolului al XXndashlea) a impulsionat aşa cum era de aşteptat dezvoltarea şi
modernizarea echipamentelor de sudare icircn general şi a echipamentelor de sudare prin topire icircn
special producacircnd se poate spune o adevărată revoluţie icircn acest domeniu nebănuit cu puţin
timp icircn urmă atacirct din punctul de vedere al greutăţii proprii şi al dimensiunilor de gabarit cacirct
mai ales a performanţelor atinse Motorul acestei bdquorevoluţiildquo a fost folosirea invertoarelor de
frecvenţă ridicată cu transformator pe miez de ferită icircn construcţia surselor de putere şi
comanda lor cu ajutorul microprocesoarelor A fost posibilă astfel atingerea unor performanţe
tehnologice inimaginabile şi a unui control perfect al procesului de sudare icircn ansamblul lui
Atingerea acestor nivele icircnalte se datorează vitezei foarte mari de răspuns a invertoarelor de
ordinul microsecundelor funcţie de frecvenţa invertorului care a permis modelarea după
dorinţă a parametrilor tehnologici de sudare şi controlul riguros al acestora Comparativ viteza
de răspuns a redresoarelor clasice cu diode sau tiristoare nu putea fi scăzută sub 5 ms
Icircn anul 1970 redresoarele cu tiristoare au icircnceput să fie utilizate la sudarea manuală cu
electrozi icircnveliţi SE şi sudarea MIGMAG standard Tot cam icircn aceeaşi perioadă au apărut şi
sursele standard MIGMAG icircn curent pulsat formate prin combinarea a două surse obişnuite
una pentru curentul de baza alta pentru curentul de puls dar care funcţionează pe frecvenţe
fixe 25 33 50 75 100Hz Datorită vitezelor mari cu care se desfăşoară fenomenele icircn zona
arcului (de exemplu timpul de scurtcircuit tsc = 15-3 ms) şi avacircnd icircn vedere că timpul de
reacţie al tiristoarelor este de min 5-6 ms (deci mult mai mare) la redresoarele pentru sudarea
MIGMAG nu era posibilă modelarea acestor fenomene iar controlul variaţiei curentului de
scurtcircuit s-a putut face numai folosind o inductanţă fizică reală
Icircn jurul anului 1980 au apărut tiristoarele rapide cu timp de blocare redus Astfel s-au
realizat primele surse de tip invertor cu tiristoare care funcţionează pe o frecvenţă de 15
KHz Datorită cerinţelor complexe ale regimului de sudare şi a vitezelor mari de derulare a
fenomenelor din arcul electric au fost realizate surse cu tranzistoare de putere icircn circuitul de
26
sudare care au permis creşterea frecvenţei invertoarelor la valori mult mai mari decacirct cu care
se desfăşoară fenomenele icircn arc
Tehnologia de sudare a tablelor din OL32
Tehnologii de sudare pentru oţel carbon nealiat şi slab aliat
1048766 Tipul icircmbinării de colţ
1048766 Poziţia de sudare vertical ascendentă
1048766 Tipul de transfer prin scurtcircuit
1048766 Gazul de protecţie 75 Ar + 25 CO2
27
Capitolul 4
Metode de control a icircmbinărilor sudate
Controale nedistructibile
Controalele nedistrucitve nu duc la deteriorarea imninarii sudate şi nu influenţează asupra
comportării icircn exploatarea acestuia Cele mai utilizate controale nedistructive sunt
- controlul vizual
- controlulu cu raze Roentgen sau gama
- controlul cu ultrasunete
- controlul cu utilizarea unor metode magnetice
- controlul cu lichide penetrante
- expunerea icircmbinării sudate pe bancă de probă sau pe maşini de icircncercări la solicitare
cacirct mai apropiate de cele icircn exploatare la suprasolicitari avacircnd o valoare dinainte stabilită
sau la solicitări variabile după un ciclu determinat verificarea se face prin examninarea
ulterioară fie prin efectuarea unor măsurători tensometrice proba hidraulică
- proba pneumatică
- proba cu petrol
- proba cu amoniac
- proba cu etansietate utilizacircnd metoda spectometrului de masă
Controale distructive
Controalele distructive se execută la o anumită icircmbinare sudată sau asupra unor
porţiuni din această Porţiunile supuse acestor controale nu mai pot fi utilizate ulterior icircn
exploatare Controalele distrucitve se pot executa utilizacircnd plăci de control din acelaşi material
de baze sudate cu acelaşi material de adaos şi realizate cu acelaşi regim ca şi icircmbinările sudate
ale utilajuluipentru care se fac Icircn cazul unor verificări sau expertize se pot preleva din
icircmbinarea sudată a materialului Se urmăreşte verificarea respectării materialelor de bază de
adaos şi auxiliare prescrise depistării eventualelor abateri de la procesul tehnologic stabilit
iniţial care au dus la existenţa unor defecte şi scăderea calităţii icircmbinării
28
Analiza metalografică se poate face prin
- microstructura care permite depistarea unor defecte (pori sulfuri fisuri incluziuni etc)
stabilirea configuraţiei icircn sectinue a cordonului de sudura şi ZIT determinarea numărului de
straturi depuse pentru formarea cordonului punerea icircn evidenţă a cristalizării primare a
metalului depus
- microstructura care permite punerea icircn evidenţă a unei microzone ale icircmbinării sudate a
conţinutului aproximativ de carbon a metalului de bază şi a precipitării carburilor la oţeluri
anticorosive
- sacrificacircnd una sau mai multe piese icircn cazul unei producţii de mare serie şi supunacircndu-se
unor solicitări cacirct mai apropiate de cele din exploatare şi a căror mărime este crescută pacircnă la
ruperea construcţiei se urmăreşte verificarea viabilităţii soluţiilor constructive a calităţii
materialelor de bază şi de adaos a regimului tehnologic Metoda poate servi şi la stabilirea
fiabilităţii produsului respectiv
Prezentarea unor metode de depistare a icircmbinărilor sudate
Urmează o prezentare ceva mai detaliată a unor metode de control nedistructiv cu
rolul de a oferi celor care nu se ocupă direct cu controlul imbunarilor sudate date generale
privind modul de efectuare a fiecărui control
Controlul prin găurire
Cusătura se găureşte cu ajutorul unui burghiu cu unghiul de ascuţire de 90 grade
Diametrul burghiului se alege astfel icircncacirct să fie găurita icircntreaga secţiune transversală a
cusăturii şi să fie cuprins metalul de bază pe aproximativ 2mm Se execută icircntacirci o găurire de
circa 3 mm adacircncime şi se examinează cu atenţie Se adacircnceşte gaura cu icircncă 2-3 mm se
examinează din nou şi astfel se continuă pacircnă se ajunge la rădăcina cusăturii Examinarea se
face cu ajutorul unei lupe
Controlul prin găurire se recomandă a se executa icircn special pentru stabilirea cauzelor
de deteriorare parţială a construcţiilor sudate icircn exploatare atunci cacircnd prelevarea eprubetelor
de macrostructure este imposibilă sau nedorită
Controlul cu raza Roentgen şi gama generalităţii
Lumina vizibilă este formată din oscilaţii electromagnetice Razele Roentgen şi razele
gama sunt de asemenea oscilaţii electromagnetice care se deosebesc numai prin lungimea
29
undei Razele Roentgen pătrund icircn icircmbinările sudate fiind parţial absorbite şi dispersate
Capacitatea de pătrundere a razelor depind de lungimea de undă Controlul cu radiaţii
penetrante este cea mai răspacircndită metodă de control nedistructivă asiguracircnd un document
asupra mărimii formei poziţiei icircn plan şi frecvenţei defectelor Normele romacircneşti precum şi
norme din alte ţări dau recomandări cu privire la aprecierea calităţii icircmbinărilor sudate
obţinute la controlul Roentgen
Icircmbinarea sudată trebuie examinată cu direcţia razelor perpendiculare pe direcţia să
sau un anumit unghi
Controlul etansitatii utilizacircnd metoda spectometrului de masă
(probă cu helium freon argon)
Generalităţi
Pentru detectarea defectelor se utilizează un gaz trasot a cărui prezenţă icircn urmă foarte
fine poate fi pusă icircn evidenţă prin metoda spectrometului de masă
Controlul cu helium fiind scump se recomandă a fi utilizat pentru piese mici de la
detectarea uneor defecte foarte fine putacircnd localiza defecte la fluxul gazos Un alt gaz
freonul poate asigura icircn funcţie de metoda utilizată detectarea unor masivităţi prin care sunt
pierderi de fluxuri gazoase
Metoda presupune utilizarea unei aparaturi speciale care icircn prezenţa urmelor de gaz
trasot emit semnale ascuţite şi luminoase caracteristică a fiecărui gaz trasot utilizat Pentru a
putea face o legătură icircntre mărimea defectului şi fluxului de gaz scurs prin neetansietati se
prezintă după Duquenes mărimea fluxului de heliu scurs prin neetansietati icircn funcţie de
grosimea piesei (lungimea defectului) şi diametrul acestuia
30
Capitolul 5
Securitatea şi sănătatea muncii
Reguli ce trebuie respectate la sudare
- La sudarea manuală cu electrod icircnvelit icircn afară de măsurile generale de protecţie care
se iau la lucrările de sudare trebuie luate o serie de măsuri speciale specifice procedeului
- Protecţia icircmpotriva radiaţiilor arcului se realizează după cum urmează
- - protecţia ochiilor şi a feţei prin folosirea măştii de sudură o atenţie deosebită
se va acorda alegerii sticlei de protecţie a ochilor indiferent de intensitatea curentului cu care
se lucrează la alegerea numărului sticlei de protecţie sudorul va avea icircn vedere că o sticlă
prea icircnchisă obligă urmărirea arcului de la mică distanţă fapt care are repercursiuni asupra
igienei respiratorii
- - protecţia pielii şi a organelor interne se realizează prin folosirea obligatorie a
mănuşilor şi şorturilor din piele
- - pentru protecţia celorlalţi muncitori la locul de muncă al sudorilor va fi
icircnconjurat cu paravane de protecţie De asemenea se vor aplica tăbliţe avertizoare bdquoAtenţie se
sudeazărdquo
Protecţie icircmpotriva electrocutării
Toate sursele de curent ca şi piese care icircn mod accidental pot fi puse icircn contact cu circuitul
de sudare vor fi legate de pămacircnt
- tensiunile nu vor depăşi 80V
- icircncălţămintea şi icircmbrăcămintea sudorului va fi icircn bună stare permiţacircnd contactul
direct dintre piesă şi corpul sudorului
- icircn cazul sudării pe sol umed sau pe corpuri metalice se va folosi covorul de cauciuc
- port-izolatorul va fi aşezat cacircnd nu se sudează icircn poziţie sigură pe corpuri izolatoare
- resturile de electrod vor fi eliminate prin port electrod pentru a evita contactele
accidentale
- port electrozii vor fi complet izolaţi
31
- icircn perioadele de repaus (peste 10 min) sursă de curent va fi scoasă de sub tensiune
- icircn cazul sudării icircn interiorul pieselor metalice se recomandă supravegherea
permanentă a sudorului
Protecţia icircmpotriva gazelor şi fumului
Locul de muncă al sudorului va fi asigurat cu o bună ventilaţie Icircn cazul aspiraţiei locale
trebuie asigurat un delict de aspiraţie 70Lsecundă la 150 mm de arc sau 280Ls la 300 mm de
arc Icircn cazul aspiraţiei gazelor cu dispozitive la care nu se poate deplasa gura de aspiraţie se
va asigura delict de 7-11 m pe minut şi post de sudură iar icircn cazul ventilaţiei generale 56 m
pe minut şi post de sudură Defecţiunile tehnice se vor remedia numai de către personalul
calificat
Organizarea locului de muncă
La sudarea cu gaze există pericolul arderilor şi accidentelor datorită existenţei gazelor sub
presiune şi a caracteristicilor oxigenului şi a gazelor combustibile Este necesar ca
responsabilii cu protecţia muncii şi sudură să execute
- icircntocmirea şi afişarea la locul de muncă a instruciunilor de funcţionare deservite
icircntreţinere şi verificare a fiecărui utilaj icircn parte cu precizarea defectuarilor posibile şi a
măsurilor ce trebuie luate de sudor
- să instruiască periodic sudorii convingacircndu-se de buna cunoaştere a normelor de
utilizare verificare şi icircntreţinerea utilajului
- să se verifice sistematic la fiecare post de sudură şi sudor starea tehnică a utilajului şi
modul icircn care sudorul respectă normele tehnice
Sudorul icircnainte de icircnceperea lucrului trebuie să verifice buna stare de funcţionare a
icircntregului utilaj şi icircn special al generatorului de acetilenă lentilele de oxigen şi acetilenă
aparatura acestora incluse icircn supapa hidraulica de siguranţă locul de amplasare a acestora
pentru a fi ferit de icircncălzire
Orice defecţiune constatată la utilajul de sudură va fi comunicată responsabilului cu
sudura La orice părăsire a locului de muncă sudorul este obligat să oprească alimentarea
curentului electric a aparatelor
La sudarea electrică prin rezistentă de contact prin presiune şi prin puncte se vor lua
măsuri de protecţie a sudorului icircmpotriva stropilor de metal topit şi icircmpotriva atingerea
pieselor calde Corpul şi macircinile vor fi protejate icircmpotriva stropilor de metal folosindu-se
32
şorţul de piele respectiv mănuşi Peste icircncălţăminte se vor icircmbrăca jambiere de protecţie
Dacă icircn timpul lucrului arzatirul se icircncălzeşte excesiv acesta se va răci de cacircte ori
este necesar icircntr-un vas cu apă curată aflat permanent la locul de muncă al sudorului
Se interzice sudarea electrică atunci cacircnd conductoarele electrice au izolaţii
deteriorate iar cleştele port electrod este defect sau are izolaţie termoelectrică
necorespunzătoare deoarece aceste defecte pot provoca electrocutări
PSI
Prevenirea şi stingerea incendiilor
La intrarea icircn atelierele de sudare se vor afişa vizibil bdquoFumatul Interzisrdquo bdquoNu priviţi
flacărardquo bdquoPericol de orbirerdquo bdquoAtenţie se sudeazărdquo etc
Prin nerespectarea normelor de tehnica securităţii muncii se pot produce următoarele
accidente
- electrocutări
- icircmbolnăvirea ochilor şi arsuri de piele
- incendii cauzate de scacircnteile icircmprăştiate de arcul electric
Pentru prevenirea unor accidente se vor respecta următoarele reguli
- nu se va icircncepe lucrul la o maşină pacircnă cacircnd cel ce trebuie să o deservească nu o
cunoaşte perfect
- se va verifica instalaţia de ungere şi de răcire
- se va verifica instalaţia maşinilor unelte
- se va controla buna funcţionare a pieselor de prelucrat a sculelor şi a dispozitivelor pe
maşina unelta
- icircn timpul lucrului să se folosească dispozitive de protecţie icircmpotriva aşchiilor ecrane
ochelari
- nu se admite fracircnarea organelor icircn mişcarea cu macircna
- controlul stării sculei şi a prelucrării piesei nu se admite a fi făcut icircn timpul
funcţionării maşinii
- hainele de protecţie (halat sau salopetă) să fie icircncheiate la toţi nasturii manşetele
stracircnse iar capul acoperit
- locul de muncă trebuie ţinut icircn ordine şi curăţenie
- se va acorda o atenţie deosebită fixării corecte a pieselor şi echilibrării acestora
33
- cuţitele trebuie să pătrundă icircn materialul lin pentru evitarea smulgerii piesei la şoc
- ajustarea cu pilă de maşină de unelta a unor muchii se va face ţinacircndu-se macircnerul icircn
macircnă dreaptă iar capătul pilei icircn macircnă stacircngă
- aşchiile se icircndepărtează numai cacircnd maşina unelta este oprită
- la constatarea oricărei defecţiuni se va opri maşina unelta şi se va anunţa maestrul şi
mecanicul de icircntreţinere
Instructajul de protecţie a muncii este obligatoriu şi se efectuează de către cei care conduc şi
controlează procesele de muncă Instructajul cuprinde trei faze
a) Instructajul introductiv general se face icircn prima zi de activitate practică şi are drept
scop prezentarea principalelor măsuri de protecţie a muncii specifice unităţii La terminarea
instructajului se va face verificarea iar rezultatul se consemnează icircn fişa individuală pentru
protecţia muncii
b) Instructajul la locul de muncă are scopul de a prezenta măsurile de protecţie a muncii
specificepostului de lucru respectiv şi se face elevilor şi tuturor angajaţilor noi arătacircndu-se
cauzele principale care pot duce la accidentele de muncă şi măsurile de prevenire a acestora
c) Instructajul periodic se face la locul de muncă pentru a reaminti normele de protecţie a
muncii
34
Bibliografie
CC Teodorescu D Mocanu M Buga- Icircmbinări sudate- ET 1972 Bucureşti
Vasile Ilie C Gheorghe- Tăierea şi prelucrarea cu flacără a materialelor metalice- ET 1978
Bucureşti
M Brezeanu- Icircndrumătorul sudorului- ET 1975 Bucureşti
SI Ozanov- Controlul icircmbinărilor sudate- ET 1982 Bucureşti
C Teodorescu- Icircmbinări sudate- ET 1992 Bucureşti
C Miklos- Sudarea metalelor- ET 1985 Bucureşti
V Drobota- Rezistenţa materialelor şi organe de maşini- Editura Didactică şi Pedagogică
1979 Bucureşti
M Smilovici- Icircndrumător pentru icircmbinările sudate
35

nealiate cu puţin carbon oţelurile slab aliate sau icircnalt aliate metale şi aliaje neferoase (cupru
aluminiu nichel titan etc) ponderea de aplicare fiind icircn continuă creştere pe măsura lărgirii
şi diversificării gamei de materiale de adaos (sacircrmă electrod) pentru varietate tot mai mare de
materiale metalice Utilizarea procedeului se face cu prudenţă icircn cazul icircmbinărilor sudate cu
pretenţii mari de calitate (icircmbinări din clasele superioare de calitate) la care se impune
controlul nedistructiv (cu radiaţii penetrante sau cu ultrasunete) datorită incidenţei relativ mari
de apariţie a defectelor care depăşesc limitele admise icircn principal de tipul porilor
microporilor şi lipsei de topire
Figura 2 Analiza comparativă a ratei depunerii la sudarea SE şi MAG
EI N ndash electrod normal EI PF ndash electrod cu pulbere de fier icircn icircnveliş
Avantajele procedeului
Principalele avantaje ale procedeului MIGMAG sunt productivitatea ridicată şi
facilitatea mecanizării automatizării sau robotizării Productivitatea ridicată este asigurată de
puterea ridicată de topire a arcului pătrunderea mare la sudare posibilitatea sudării cu viteze
de sudare mari respectiv eliminarea unor operaţii auxiliare Aceste aspecte sunt determinate
de densităţile mari de curent ce pot fi utilizate 150-250 Amm2 la sudarea MIGMAG clasică
respectiv 300-350 Amm2 la sudarea cu sacircrmă tubulară Ilustrativ icircn acest caz este graficul
prezentat icircn figura 2 privind comparaţia dintre puterea de topire (de aproximativ 25 ori mai
mare) icircn cazul sudării MIGMAG clasice şi sudării manuale cu electrod icircnvelit SE
2
Este interesant de observat domeniul mult mai extins al puterii de topire icircn cazul
sudării MIGMAG faţă de sudarea SE datorită posibilităţilor mari de variaţie a parametrilor
tehnologici principali de sudare curentul Is şi tensiunea arcului Ua pentru acelaşi diametru de
electrod De exemplu icircn cazul sacircrmei electrod cu diametru de 12 mm (cea mai frecvent
icircntacirclnită icircn prezent icircn practica sudării MIGMAG) valorile parametrilor Is - Ua este cuprins icircn
domeniul 90hellip300 (350) A respectiv 1730 V Acest aspect constitui un avantaj deloc de
neglijat dacă ne gacircndim la faptul că utilizacircnd un singur diametru de electrod se poate acoperi o
gamă mare de grosimi de materiale de bază la sudare (de la 1 mm la zeci de mm) respectiv
este posibilă sudarea cu acelaşi diametru de sacircrmă electrod icircn orice poziţie prin corelarea
corespunzătoare a parametrilor tehnologici de sudare ceea ce icircn cazul sudării SE evident nu
este posibil Flexibilitatea icircn direcţia mecanizării şi robotizării este asigurată icircn principal de
posibilitatea antrenării mecanizate a sacircrmei electrod (sacircrme subţiri) de modul de realizare a
protecţiei la sudare (cu gaz) de uşurinţa reglării şi controlului parametrilor tehnologici de
sudare de gabaritul relativ mic al capului de sudare etc
Performanţele procedeului de sudare MIGMAG
NR
CRT
Parametrul tehnologic Simbolul UM Domeniul de
Valori
1 Diametrul sarmei ds mm 06hellip24
2 Curentul de sudare Is A 60hellip500
3 Tensiunea arcului Ua V 15hellip35
4 Viteza de sudare vs cmmin 15hellip150
5 Debitul gazului de protectie Q lmin 8hellip20
3
Capitolul 2
Materiale de Sudare
Sacircrma electrod
Sacircrma electrod se livrează sub formă de bobine dintre diametrele standardizate cele
mai uzuale fiind 08 10 12 16 mm Livrarea icircn colaci ridică probleme la transport şi la
bobinarea icircn secţie Calitatea bobinării influenţează mult stabilitatea procesului de sudare
Suprafaţa sacircrmei trebuie să fie curată fără urme de rugină sau grăsimi De obicei suprafaţa
sacircrmei se cuprează pentru diminuarea pericolului de oxidare respectiv pentru icircmbunătăţirea
contactului electric Se recomandă ca ambalarea sacircrmei să se facă icircn pungi de polietilenă
etanşe (eventual vidate) care să conţină o substanţă higroscopică (granule de silicagel) şi icircn
cutii de carton mărinduse astfel durata de păstrare icircn condiţii corespunzătoare a sacircrmei de
sudare Compoziţia chimică a sacircrmei electrod la sudarea MIGMAG depinde icircn principal de
materialul de bază care se sudează (compoziţia chimică) şi de gazul de protecţie utilizat La
sudarea MIG compoziţia chimică a sacircrmei se alege apropiată de a metalului de bază Icircn cazul
sudării MAG sacircrma este aliată suplimentar cu elemente dezoxidante ca Mn Si Ti Se
recomandă ca raportul concentraţiilor de Mn şi Si să fie cca 2hellip25 Compoziţia chimică a
sacircrmelor nealiate pentru sudarea MAG se situează icircn limitele 007-012 C 06-09 Si 12-
25 Mn 02 Ti lt003 S P Adaosul de Ti produce o dezoxidare foarte bună cu efecte
benefice asupra caracteristicilor mecanice şi de tenacitate dar ridică preţul de cost a sacircrmei
Pentru creşterea tenacităţii la temperaturi negative sacircrma se aliază suplimentar cu Ni şisau
Mo Icircn STAS 1126-87 sunt prezentate principalele mărci de sacircrmă produse la noi icircn ţară
Caracterizarea acestora din punct de vedere al domeniului de utilizare este prezentată icircn
tabelul de mai jos
4
Domenii de utilizare a sacircrmelor pline de oţel (conform STAS 112087)
MARCA SARMEI DOMENII DE UTILIZARE
S12MnSi
Sudarea in mediu de gaz protector (CO2) a otelurilor cu granulatie
fina cu rezistenta ridicata la rupere fragile exploatate la
temperaturi pana la ndash 20degC
S07Mn14Si
Sudarea in mediu de gaz protector (CO2) a otelurilor cu corbon si
slab aliate cu rezistenta ridicata rupere fragile exploatate la
temperature pana la ndash20degC
S12SiMoCr1
Icircncărcarea prin sudare şi sudare icircn mediu de gaz
protector a oţelurilor pentru cazane şi recipiente sub
presiune exploatate la temperaturi pacircnă la 450degC
S12Mn1SiNi1Ti
Sudare icircn mediu de gaz protector a oţelurilor cu
granulaţie fină a oţelurilor pentru construcţii navale
cu limită de curgere ridicată
S10Mn1SiNiCu Sudare icircn mediu de gaz protector a oţelurilor
rezistente la coroziune atmosferică
S10Mn1SiVMoCr1 Sudare icircn mediu de gaz protector a oţelurilor
termorezistente
S10Mn1SiMo Sudare icircn mediu de gaz protector a oţelurilor
termorezistente
S10MnSiMo1Cr25 Sudare icircn mediu de gaz protector a oţelurilor
termorezistente
S12Mo1Cr17
Sudare icircn mediu de gaz protector a oţelurilor
inoxidabile solicitate mecanic şi exploatate la
temperaturi de 450600degC
S12Cr26Ni20 Sudare icircn mediu de gaz protector a oţelurilor de tip
2520 şi sudarea icircmbinărilor eterogene
5
Gazul de protecţie
Gazul de protecţie are icircn principal rolul de a asigura protecţia băii metalice şi a
picăturii de metal topit din vacircrful sacircrmei electrod sau la trecerea acesteia prin coloana arcului
icircmpotriva interacţiunii cu gazele din atmosferă oxigen hidrogen azot etc Icircn acelaşi timp
icircnsă gazul de protecţie are o mare influenţă asupra desfăşurării procesului de sudare icircn
ansamblul lui acţionacircnd asupra stabilităţii arcului parametrilor tehnologici de sudare
transferului picăturii de metal topit prin coloana arcului reacţiilor metalurgice la nivelul băii şi
picăturii de metal transformărilor structurale proprietăţilor mecanice şi de tenacitate ale
icircmbinării formei şi geometriei cusăturii sudate stropirilor productivităţii la sudare etc
Aceste influenţe complexe sunt determinate de proprietăţile termo-fizice şi de activitatea
chimică a gazelor de protecţie care diferă mult de la un gaz la altul Prin urmare pentru
alegerea corectă a gazului de protecţie este necesară cunoaşterea acestor proprietăţi şi efectele
pe care acestea le au icircn procesul de sudare
Principalele proprietăţi termo-fizice şi chimice ale gazelor de protecţie utilizate la
sudarea MIGMAG sunt
- potenţialul de ionizare
- energia de disociere-recombinare
- conductibilitatea temică
- densitatea
- activitatea chimică
- puritatea
Acţiunea şi efectele acestor proprietăţi icircn procesul de sudare sunt prezentate icircn cele ce
urmează
Potenţialul de ionizare Acţionează asupra condiţiilor de amorsare şi a stabilităţii
arcului electric respectiv asupra puterii arcului Un potenţial de ionizare de valoare redusă
(argonul) uşurează amorsarea şi creşte stabilitatea arcului reducacircnd stropirile pe cacircnd un
potenţial de ionizare de valoare ridicată (heliul) măreşte puterea arcului cu efecte asupra
productivităţii la sudare (creşterea pătrunderii respectiv a vitezei de sudare)
6
Energia de disociere ndash recombinare Este specifică gazelor biatomice CO2 H2 O2
Influenţează icircn mod favorabil bilanţul termic icircn coloana arcului electric prin icircmbunătăţirea
transferului de căldură spre componente cu efect asupra geometriei cusăturii vitezei de sudare
Conductibilitatea termică Este proprietatea fizică cu cele mai cuprinzătoare efecte şi
influenţe asupra desfăşurării procesului tehnologic de sudare Conductibilitatea termică a
gazului de protecţie acţionează asupra modului de transfer a picăturii prin coloana arcului (este
factorul principal care determină modificarea tipului de transfer globulal sau prin
pulverizare) repartiţiei căldurii icircn coloana arcului şi la suprafaţa componentelor
conductibilităţii electrice a arcului parametrilor tehnologici de sudare (tensiunea arcului)
puterii arcului (lungimea arcului) stabilităţii arcului temperaturii maxime şi repartiţiei
acesteia icircn coloana arcului formei şi geometriei cusăturii stropirilor etc
Figura 3 Conductivitatea termică a gazelor de protecţie
Variaţia conductibilităţii termice cu temperatura pentru principalele gaze de protecţie
folosite la sudare este prezentată icircn figura 3 Se observă că argonul are conductibilitatea
termică cea mai scăzută fiind denumit icircn tehnica sudării bdquogaz caldrdquo icircn timp ce dioxidul de
carbon are conductibilitatea termică mult mai mare fiind denumit bdquogaz recerdquo Cea mai mare
conductivitate o are hidrogenul
7
Diversitatea influenţei conductibilităţii termice asupra procesului de sudare este uşor
de icircnţeles dacă analizăm distribuţia gradientului de temperatură icircn coloana arcului icircn cazul
argonului respectiv dioxidului de carbon figura 4 Conductibilitatea termică scăzută a
argonului determină un grad mic de temperatură icircn arcul electric ceea ce conduce la
repartizarea liniilor de curent din arc pe o secţiune mărită a coloanei acestuia (vezi porţiunea
icircnnegrită) avacircnd drept consecinţă creşterea conductibilităţii electrice a coloanei arcului
electric (conductibilitatea electrică este invers proporţională cu conductibilitatea termică)
Caracteristici ale gazelor de protecţie
Gazul
de
protecţie
Potenţialul
de ionizare
(V)
Energia
de
disociere
(eV)
Gazul
de protecţie
Potenţialul
de ionizare
(V)
Energia
de
disociere
(eV)
Ar 158 CO2 144 43
He 246 H2 136 45
N2 145 98 O2 136 51
Icircn cazul dioxidului de carbon miezul coloanei arcului (cel care conduce curentul
electric) este foarte icircngust ca efect a conductibilităţii termice mari a gazului respectiv a
fenomenului de disociere ndash recombinare Pierderea rapidă a căldurii din coloana arcului este
echivalentă cu o constracircngere din exterior a zonei centrale a miezului coloanei ceea ce
conduce la creşterea densităţii de curent din arc şi prin urmare aşa cum se poate observa la
creşterea temperaturii icircn axa coloanei arcului la valori mai mari decacirct cele corespunzătoare
arcului icircn argon
8
Figura 4 Gradientul de temperatură al arcului electric funcţie de gazul de protecţie
Conductibilitatea electrică diferită a coloanei arcului icircn cazul celor două gaze are
consecinţe asupra rezistenţei electrice a acestuia Astfel rezistenţa arcului icircn argon este mai
mică decacirct icircn dioxid de carbon Rezultă o cădere de tensiune mai redusă a arcului icircn Ar decacirct
icircn CO2 şi prin urmare o valoare mai mică a mărimii tensiunii arcului la sudarea icircn Ar
comparativ cu sudarea icircn CO2 cu toate că potenţialul de ionizare al Ar este mai mare decacirct la
CO2 Icircntr-adevăr la sudarea icircn Ar sau amestecuri de gaze Ar cu CO2 tensiunea arcului se
reduce cu 2 ndash 4 V icircn funcţie de procentul de CO2 din amestec desigur luacircnd icircn considerare
aceeaşi valoare a curentului de sudare
Repartiţia liniilor de curent icircn cazul celor două gaze explică şi influenţa asupra
transferului de metal aşa cum se va demonstra icircn continuare Icircn cazul argonului miezul
coloanei arcului face ca arcul electric să bdquoicircmbrăţişezerdquo capătul liber a sacircrmei electrod
extinzacircndu-se de la vacircrful ei pe suprafaţa laterală a sacircrmei datorită diametrului mic al
acesteia Practic arcul electric icircnconjoară sacircrma pe o anumită porţiune a capătului liber ceea ce
determină transferul căldurii arcului la electrod atacirct prin suprafaţa frontală a sacircrmei cacirct şi prin
suprafaţa laterală a ei conducacircnd la icircncălzirea neuniformă şi progresivă a capătului sacircrmei icircn
zona de acţiune a arcului Aceasta determină topirea capătului sacircrmei icircn toată secţiunea ei la
vacircrf şi o topire parţială pe secţiune de la exterior spre interior icircn funcţie de nivelul
temperaturii atinse icircn fiecare punct a secţiunii considerate Intensitatea gradului de topire
scade evident o dată cu icircndepărtarea de vacircrf Sub acţiunea conjugată a forţei de tensiune
superficială şi a forţei electromagnetice (pinch) are loc concentrarea metalului topit icircn vacircrful
sacircrmei sub forma unei picături sferice icircnsoţită de efectul de ldquoautoascuţirerdquo a electrodului pe
9
porţiunea icircn care s-a produs topirea parţială a secţiunii sacircrmei icircn zona de acţiune a arcului
electric Fenomenul de ascuţire a capătului sacircrmei determină reducerea secţiunii şi icircn
consecinţă creşterea densităţii de curent la interfaţa picătură de metal ndash sacircrmă ceea ce conduce
la creşterea puternică a temperaturii pacircnă la atingerea temperaturii de evaporarea a punţii
topite Sub acţiunea vaporilor de metal picătura este icircmpinsă icircn baia topită creindu-se
premisele formării unei noi picături Acest mecanism de formare şi desprindere a picăturii din
vicircrful sacircrmei determină formarea unor picături de dimensiuni mici (dplt= ds) echivalente
transferului prin pulverizare
Icircn cazul dioxidului de carbon miezul foarte icircngust al arcului determină concentrarea
punctiformă a acestuia icircn vacircrful sacircrmei (icircn pata anodică) Prin urmare transferul de căldură al
arcului se face numai prin suprafaţa frontală a sacircrmei electrod Totodată datorită temperaturii
ridicate a miezului coloanei (mai mare ca la Ar) şi a densităţii foarte mari a curentului icircn pata
anodică (concentrare punctiformă) are loc creşterea locală a temperaturii petei atingacircnd
temperatura de vaporizare a fierului (aprox 3200degC) Jetul de vapori formaţi acţionează ca o
forţă de reacţie icircmpingacircnd icircn sus şi lateral metalul topit Sub acţiunea forţei de tensiune
superficială şi a forţei de reacţie a vaporilor de metal metalul topit se acumulează icircn vacircrful
sacircrmei sub forma unor picături mari de metal (dp gt 12ds) Picătura creşte icircn continuare pacircnă
cacircnd sub acţiunea greutăţii proprii se detaşează şi se transferă icircn baia metalică sub forma unor
picături mari sau globule aşa numitul transfer globular specific sudării icircn CO2 sau
amestecurilor bogate icircn CO2 Icircn cazul amestecurilor de gaze Ar + CO2 fenomenul este
insesizabil dacă proporţia de CO2 este mai mică de 20 se manifestă tot mai pregnant dacă
procentul depăşeşte 20 şi are o comportare similară cu cea a transferului icircn CO2 100 dacă
procentul depăşeşte 30 CO2 icircn amestec
Icircn fine gradientul de temperatură diferit din coloana arcului icircn cazul celor două gaze
de protecţie influenţează semnificativ şi geometria cusăturii sudate Icircn cazul argonului
valoarea ridicată a temperaturii arcului electric este limitată doar la zona centrală
corespunzătoare miezului coloanei după care temperatura scade brusc la valori reduse ce nu
pot produce o icircncălzire semnificativă a zonelor de incidenţă ale arcului pe componente
Concentrarea puternică a căldurii icircn miezul coloanei arcului la argon produce o icircncălzire
locală a metalului de bază icircnsoţită de o topire adacircncă respectiv o pătrundere mare dar limitată
la o zonă restracircnsă Aceasta este amplificată suplimentar de disiparea rapidă a căldurii icircn
10
zonele adiacente (reci) ale metalului de bază fără să producă o icircncălzire semnificativă la
nivelul temperaturii de topire a acestor zone Efectul acestor fenomene este formarea unei
zone topite icircnguste şi adacircnci aşa numitul bdquodeget de argonldquo specific sudării icircn argon sau
amestecuri bogate icircn argon deosebit de defavorabil din punct de vedere tehnologic datorită
pericolului de apariţie a defectelor de icircmbinare lipsă de topire sau lipsă de pătrundere
respectiv pericol de fisurare (concentrator de tensiune)
Icircn cazul dioxidului de carbon temperatura din coloana arcului se menţine icircncă la valori
ridicate capabile să producă icircncălziri semnificative a zonelor de incidenţă la distanţe mult
mai mari faţă de axa coloanei decacirct icircn cazul argonului Are loc astfel o icircncălzire şi topire a
metalului de bază pe o zonă mai extinsă atacirct icircn adacircncime cacirct mai ales lateral cu efecte asupra
icircmbunătăţirii geometriei cusăturii caracterizată printr-o pătrundere uniformă La această
icircncălzire a metalului de bază contribuie de asemenea şi căldura cedată prin fenomenul de
recombinare a gazului ce are loc icircn zona componentelor respectiv a băii metalice ca efect a
temperaturii scăzute din această zonă (1800-2000degC) propice reacţiilor de recombinare Se
apreciază că din punct de vedere tehnologic geometria cusăturii la sudarea icircn CO2 este cea
mai favorabilă Prin urmare amestecarea celor două gaze Ar şi CO2 va conduce şi la
modificarea geometriei cusăturii sudate Aceasta este una din raţiunile principale care stau la
baza sudării icircn amestecuri de gaze Ar+CO2 a oţelurilor nealiate sau slab aliate şi anume
obţinerea unei geometrii mai favorabile a cusăturii sudate
Densitatea Influenţează nivelul de protecţie a arcului electric şi a băii de metal topit
respectiv producerea fenomenului de microsablare la sudarea icircn mediu de gaze inerte
Activitatea chimică Prin reacţiile chimice ce au loc icircn coloana arcului şi la nivelul băii
metalice activitatea chimică a gazului de protecţie influenţează comportarea metalurgică Din
acest punct de vedere la sudarea MIGMAG se disting două categorii de gaze Gazele inerte
sunt gazele care nu reacţionează chimic cu elementele din coloana arcului şi din baia metalică
Din această grupă fac parte argonul şi heliul Gazele active sunt gazele care reacţionează
chimic cu elementele din arc şi din baia de metal Cel mai utilizat gaz din această grupă este
dioxidul de carbon la care se mai adaugă şi oxigenul Icircn acest caz icircn coloana arcului şi la
nivelul băii au loc următoatele reacţii chimice
bull disocierea dioxidului de carbon la T gt 1600degC (disocierea este completă la T gt 4000degC)
CO2 = CO + O
11
bull reacţiile de oxidare şi reducere
Fe + O = FeO FeO + Mn = MnO + Fe
Si + 2O = SiO2 2FeO + Si = SiO2 + 2Fe
Mn + O = MnO 2FeO + Ti = TiO2 + 2Fe
Ti + 2O = TiO2 FeO + C = CO + Fe
Se constată că prezenţa oxigenului icircn coloana arcului determină oxidarea sau arderea
unor elemente de aliere Aceasta conduce la pericolul formării oxizilor de fier icircn cusătură cu
efecte nefavorabile asupra reducerii caracteristicilor mecanice şi de rezilienţă Diminuarea
fenomenului se face prin alierea sacircrmei electrod cu elemente dezoxidante ca Mn Si Ti care au
aviditate mai mare faţă de oxigen decacirct fierul reducacircnd pericolul de oxidare a acestuia Cel
mai puternic dezoxidant este titanul Oxizii de mangan siliciu titan formaţi fiind insolubili icircn
metalul topit ies la suprafaţa băii şi se regăsesc pe cusătură sub formă de mici bdquoinsulerdquo de
zgură de culoare brună cu aspect sticlos
Reacţiile chimice la nivelul băii de metal topit pot conduce de asemenea la pericolul
formării gazelor icircn baia metalică ca de exemplu oxidul de carbon avacircnd drept consecinţă
pericolul apariţiei porilor icircn cusătura sudată Evitarea apariţiei porilor icircn cusătură se poate
realiza prin alegerea corectă a cuplului sacircmă-gaz de protecţie corelată şi cu alegerea optimă a
parametrilor tehnologici de sudare icircn special tensiunea arcului Prezenţa oxigenului icircn coloana
arcului conduce la oxidarea suprafeţei picăturilor de metal formate la capătul sacircrmei electrod
şi prin urmare la micşorarea tensiunilor superficiale ce acţionează asupra picăturii Prin urmare
desprinderea picăturii din vacircrful sacircrmei electrod se face mult mai uşor şi mai rapid Efectul
benefic este finisarea transferului picăturilor de metal icircmbunătăţirea stabilităţii arcului şi
reducerea icircmproşcărilor de metal prin stropi Se remarcă icircn acest sens utilizarea oxigenului icircn
proporţie de 13 sau a dioxidului de carbor icircn proporţie de 25 icircn amestec cu argonul la
sudarea oţelurilor inoxidabile Procente mai mari de gaz oxidant nu sunt recomandate
deoarece se produce o oxidare nepermisă a metalului cusăturii respectiv la utilizarea
dioxidului de carbon icircn plus pericolul alierii cu carbon şi prin urmare pericolul fragilizării
cusăturii ca urmare a formării carburilor de crom
Reacţiile de oxidare la nivelul băii de metal topit fiind reacţii exoterme conduc la
creşterea temperaturii băii (de la 1800degC la 2200degC) cu consecinţe asupra creşterii fluidităţii
acesteia creşterii pătrunderii sau posibilităţii măririi vitezei de sudare Corelată cu reducerea
12
tensiunilor superficiale la interfaţa baie topită ndash metal solid determină icircmbunătăţirea
procesului de umectare cu efecte favorabile asupra lăţirii respectiv reducerii supraicircnălţării
cusăturii sudate
Tot din punctul de vedere al activităţii chimice remarcăm utilizarea hidrogenului ca şi
gaz reducător icircn amestecurile gazelor de protecţie bdquode formareldquo folosite la protecţia rădăcinii
pe partea opusă sudării la sudarea oţelurilor aliate Inox şi nu numai Amestecul cel mai
frecvent utilizat este format din azot plus 5hellip10 hidrogen Hidrogenul reduce eventualele
urme de oxigen rămase icircn zona rădăcinii evitacircnd astfel oxidarea acesteia cu consecinţe asupra
scăderii rezistenţei la coroziune Utilizarea hidrogenului trebuie făcută cu grijă avacircnd icircn
vedere pericolul de explozie pentru anumite concentraţii icircn aer
Caracterizarea succintă a gazelor de protecţie
Prezentarea succintă a gazelor de protecţie utilizate la sudarea MIGMAG din punctul
de vedere al activităţii chimice şi al proprietăţilor termo-fizice permite icircnţelegerea facilă a
acţiunilor şi efectelor pe care acestea le au icircn procesul de sudare Cele mai utilizate gaze de
protecţie la sudarea MIGMAG sunt argonul heliul dioxidul de carbon oxigenul hidrogenul
azotul
Argonul (Ar)
1048707 gaz inert ndash nu reacţionează cu materialul
1048707 mai greu ca aerul ndash protecţie bună a băii de metal
1048707 potenţial de ionizare scăzut ndash amorsare uşoară a arcului
1048707 produce microsablarea suprafeţelor
Nu se recomandă utilizarea argonului icircn proporţie de 100 deoarece produce un arc
electric instabil formarea inevitabilă de pori icircn cusătură aspect mai puţin plăcut a icircmbinării
sudate Baia metalică este deosebit de vacircscoasă ceea ce duce la pori icircn cusătură crestături
marginale supraicircnălţare excesivă solzi puternic conturaţi Rezolvarea problemei se realizează
prin adaosuri de elemente oxidante O2 şisau CO2
13
Capitolul 3
Tehnologia de sudare in Argon
Elaborarea tehnologiei de sudare icircn general presupune stabilirea condiţiilor icircn care are
loc execuţia icircmbinării sudate pornind de la pregătirea pentru sudare alegerea materialelor de
adaos stabilirea parametrilor tehnologici de sudare stabilirea prelucrărilor post sudare
alegerea echipamentelor de sudare şi a dispozitivărilor etc
Stabilirea tehnologiei de sudare este specifică fiecărui procedeu icircn parte Elaborarea
unei tehnologii de sudare urmăreşte icircn general două aspecte importante şi anume aspectul
calitativ asigurarea calităţii impuse icircmbinării sudate la cel mai icircnalt grad respectiv aspectul
economic preţul de cost cacirct mai redus Aceasta presupune cunoaşterea icircn primul racircnd a
comportării la sudare a metalului de bază cunoaşterea performanţelor procedeului de sudare
utilizat a parametrilor tehnologici de sudare şi a recomandărilor tehnologice specifice
cunoaşterea performanţelor echipamentelor de sudare şi exploatarea acestora
Elaborarea tehnologiei de sudare reprezintă o etapă importantă icircn cadrul acţiunii de
calificare a procedurii de sudare conform SR EN 288-792 şi anume pe baza ei se icircntocmeşte
specificaţia procedurii de sudare WPS (Welding Procedure Specification) documentul care
cuprinde toate informaţiile necesare execuţiei icircmbinării sudate Elaborarea tehnologiei de
sudare presupune parcurgerea unor etape icircntr-o succesiune logică Etapele parcurse pentru
stabilirea tehnologiei de sudare MIGMAG sunt prezentate icircn cele ce urmează
Alegerea formei rostului şi a icircmbinării
Prezentarea formei rostului si stabilirea dimensiunilor efective ale acestuia avacircnd icircn
vedere condiţiile concrete de execuţie ale icircmbinării Alegerea dimensiunilor efective ale
rostului la sudarea MIGMAG se face icircn principal icircn funcţie de tehnologia de sudare respectiv
modul de transfer utilizate la realizarea stratului de rădăcină Acestea depind la racircndul lor de
comportarea la sudare a metalului de bază şi recomandările tehnologice de sudare (material
sensibil sau insensibil la supraicircncălziri) de grosimea componentelor accesul la sudare
importanţa icircmbinării sudate (clasa de execuţie) metoda de susţinere a rădăcinii poziţia de
sudare etc Icircn cazul icircn care accesul la sudare este dintr-o singură parte fără suport la
14
rădăcină iar la rădăcină nu se admit defecte (clasă de calitate superioară) pentru execuţia
rădăcinii se recomandă sudarea cu transfer prin scurtcircuit sau icircn curent pulsat caracterizate
prin energie liniară mică respectiv pericol scăzut de străpungere la rădăcină In acest caz
asigurarea unei pătrunderi bune la rădăcină cu o uşoară supraicircnălţare impune alegerea unei
deschideri a rostului b = 2hellip4 mm respectiv a umărului rostului c= 0hellip1 mm mărimi corelate
icircn principal cu valoarea curentului de sudare respectiv cu gazul de protecţie utilizat (mai mici
la sudarea icircn CO2 100 respectiv mai mari la sudarea icircn amestecuri de gaze bogate icircn argon
Ar +CO2 cel mai comun amestec fiind Ar + 18 CO2 - Corgon 18)
Icircn cazul icircn care accesul la sudare este dintr-o singură parte cu suport la rădăcină
execuţia stratului de rădăcină se poate realiza folosind oricare din modurile de transfer prin
scurtcircuit prin pulverizare sau icircn curent pulsat icircn funcţie de grosimea componentelor poziţia
de sudare natura metalului de bază (sensibil sau insensibil la supraicircncălziri) productivitatea
urmărită la sudare modul de execuţie (semimecanizat sau mecanizat) performanţele
instalaţiei etc Forma şi dimensiunile rostului depind de grosimea componentelor respectiv de
puterea arcului electric
Umărul rostului respectiv deschiderea rostului icircn acest caz au mai puţină importanţă
urmărindu-se icircn principal evitarea pericolelor de străpungere a suportului fuzibil de topire sau
lipire a suportului de Cu sau a suportului ceramic Icircn cazul folosirii unui suport fuzibil se
impune asigurarea unei pătrunderi de cel puţin 2 mm icircn acesta Icircn cazul accesului din ambele
părţi pentru execuţia rădăcinii este posibilă de asemenea folosirea oricărui mod de transfer In
cazul utilizării transferului prin scurtcircuit sau icircn curent pulsat sunt valabile recomandările
din primul caz cu b = 2hellip4 mm respectiv c = 1hellip2 mm In cazul utilizării transferului prin
pulverizare avacircnd icircn vedere puterea mare a arcului electric şi pericolul mare de străpungere
sau de curgere a băii de metal topit la rădăcină se recomandă ca deschiderea rostului să fie
mică b = 0hellip1 mm respectiv umărul rostului să fie mare c = 4hellip6 mm corelate cu viteza de
sudare Principala grijă icircn acest caz este evitarea pericolului de străpungere a rădăcinii
respectiv diminuarea dimensiunilor defectelor de la rădăcină Icircn acest caz la majoritatea
icircmbinărilor sudate icircnainte de execuţia trecerii pe partea opusă realizării primei treceri se
impune prelucrarea rădăcinii (polizare sau scobire-crăiţuire arc-aer) pentru eliminarea
eventualelor defecte specifice sudării stratului de rădăcină lipsă de pătrundere lipsă de topire
pori fisuri sau microfisuri
15
Icircn ceea ce priveşte unghiul rostului se remarcă faptul că acesta are valori mai mici
decacirct la sudarea manuală cu electrod icircnvelit datorită diametrului redus a sacircrmei electrod (08hellip
16 mm) şi absenţei icircnvelişului de pe sacircrmă luacircnd valori cuprinse icircntre 30deghellip50deg Aceasta
conduce la importante economii de material de adaos Reducerea exagerată icircnsă a unghiului
rostului poate avea consecinţe grave asupra pericolului de defecte icircn icircmbinarea sudată ca
urmare a tendinţei de scobire (săpare) ciupire a arcului electric pe feţele rostului cu efecte
asupra pericolului de scurgere a băii de metal topit icircn faţa arcului şi diminuarea pătrunderii sau
lipsei de pătrundere respectiv a pericolului de lipsă de topire icircntre cusătură şi metalul de bază
icircn zonele scobite prin scurgerea metalului topit icircn aceste scobituri Acest fenomen este
amplificat o dată cu creşterea exagerată a tensiunii arcului electric
Calculul ariei rostului se face icircn funcţie de forma şi dimensiunile acestuia cu ajutorul
uneia din relaţiile de mai jos
- rost I Ar = bs
- rost V Ar = bs + s2tg α2
- rost Y Ar = bs + (s-c)2tg α2
- rost U Ar = bs + _r22 + 2r[s-(c+r)]+[s-(c+r)]2tgszlig
- rost X Ar = bs + 12(s- c)2tg α2
- rost K Ar = bs + 14(s-c)2tg szlig
- rost 12 K Ar = bs + 12(s-c)2tg szlig
- icircmbinări de colţ nepătrunse Ar = a2 sau Ar = 12k2
unde a - icircnălţimea (grosimea) icircmbinării (sudurii)
k - icircnălţimea (mărimea) catetei icircmbinării
Calculul ariei cusăturii Pentru calcul se poate folosi una din relaţiile
Ac = (105 14) x Ar (30a)
Obs Coeficientul care icircnmulţeşte aria rostului ţine cont de secţiunea cusăturii regăsită icircn
supraicircnălţarea acesteia Valorile mici ale coeficientului corespund grosimilor mari de material
iar valorile mari grosimilor mici de material respectiv pentru icircmbinările simetrice Icircn cazul
icircmbinărilor sudate cap la cap cu rosturi neprelucrate (rost I) aplicarea relaţiei de mai sus duce
la erori foarte mari icircn special la table subţiri cu deschideri mici (b=1hellip2 mm) deoarece
ponderea materialului de adaos icircn supraicircnălţare este icircn realitate de două trei ori mai mare decicirct
16
cantitatea conţinută icircn secţiunea rostului Mai mult icircn cazul rosturilor I cu deschidere b = 0
ajungem icircntr-o situaţie limită adică să nu putem calcula aria cusăturii cu ajutorul acestei
relaţii In astfel de cazuri se recomandă ca aria cusăturii să se calculeze cu una din relaţiile de
mai jos
Ac = Ar + 23B_h pentru icircmbinări I asimetrice
Ac = Ar +43B_h pentru icircmbinări I simetrice
unde
bull B = lăţimea cusăturii se calculează geometric funcţie de forma si dimensiunile efective ale
rostului la care se adaugă 2 3 mm care reprezintă zona din metalul de bază care se topeşte
la sudare valoarea informativă pentru bdquoBldquo se poate calcula şi cu ajutorul coeficientului de
formă al cusăturii ψ = Bp consideracircnd că ψ = 15hellip25 (valori care diminuează pericolul
fisurării cusăturii la solidificarea băii)
bull h = supraicircnălţarea cusăturii se apreciază icircn funcţie de grosimea materialului de bază după
cum urmează (valori informative)
h = 1 15 mm pt s = 5 10 mm
h = 15 2 mm pt s = 10 25 mm
h = 2 3 mm pt s gt 25 mm
Obs Supraicircnălţarea cusăturii la icircmbinările cap la cap respectiv convexitatea cusăturii la
icircmbinările de colţ este mai mare la sudarea icircn CO2 decacirct icircn Ar Valoarea ariei cusăturii
calculată mai sus se rotunjeşte la icircntreg (calculul este aprox)
Alegerea materialelor de sudare
Stabilirea cuplului sacircrmă ndash gaz de protecţie Alegerea cuplului sacircrmă ndash gaz de protecţie pe
baza criteriilor de alegere a sacircrmei respectiv a gazului de protecţie Se precizează marca
(simbolul) sacircrmei electrod şi a gazului de protecţie utilizate
Sacircrma electrod (marca sacircrmei) helliphelliphelliphellip (STAS SR EN sau normă)
Gazul de protecţie helliphelliphelliphelliphelliphelliphelliphelliphelliphellip (STAS SR EN sau normă)
Stabilirea diametrului sacircrmei electrod Diametrul sacircrmei electrod poate fi ds = 06 08 10
12 16 mm Alegerea diametrului se face icircn funcţie de grosimea metalului de bază valoarea
curentului de sudare (modul de transfer) poziţia de sudare forma rostului etc Diametrul de
sacircrmă cel mai utilizat şi care acoperă o plajă mare de necesităţi tehnologice la sudare este
17
diametrul de 12 mm Pentru grosimi mici de material s lt= 2-3 mm se folosesc după caz
diametrele mai mici 08 mm respectiv 10 mm Diametrele mari gt= 16 mm se recomandă la
grosimi mari de material la sudarea cu transfer prin pulverizare Nu se recomandă diametre
mari de sacircrmă peste 12 mm icircn cazul transferului prin scurtcircuit datorită stabilităţii slabe a
arcului electric Pot fi utilizate icircnsă cu succes icircn cazul sudării icircn curent pulsat icircn special la
sacircrmele moi din aluminiu sau sacircrme tubulare
Stabilirea numărului de treceri Depinde icircn principal de natura metalului de bază (sensibil sau
insensibil la supraicircncălziri) de modul de transfer utilizat (arii de treceri mai mici la transfer
prin scurtcircuit respectiv arii de treceri mari la transfer prin pulverizare) de poziţia de
sudare forma rostului tipul icircmbinării etc Pe baza acestor factori se stabileşte aria trecerilor
poate lua valori cuprinse icircn domeniul 5 hellip 40 mm2
Dispunerea trecerilor icircn rost (schiţă)
Modul de dispunere a trecerilor
Calculul parametrilor tehnologici de sudare
1048707 transfer prin scurtcircuit grosimi mici (s lt 5 mm) sudarea stratului de rădăcină sudarea icircn
poziţii dificile (vertical peste cap etc)
1048707 transfer prin pulverizare la grosimi mari de material pentru sudarea icircn poziţie orizontală
sau icircn jgheab
18
1048707 transfer sinergic icircn curent pulsat la grosimi medii de material unde tehnologia de sudare
clasică se plasează icircn domeniul transferului intermediar caracterizat prin stropiri mari pentru
sudarea stratului de rădăcină la sudarea icircn poziţii dificile
Curentul de sudare Is Viteza de avans a sacircrmei electrod vae depinde de modul de transfer
diametrul sacircrmei poziţia de sudareetc Reglarea curentului de sudare respectiv a puterii
arcului electric se face prin modificarea vitezei de avans a sacircrmei electrod pe baza relaţiei de
proporţionalitate existentă icircntre cei doi parametrii tehnologici Practic la sudarea MIGMAG
viteza de avans a sacircrmei electrod poate fi considerată parametrul principal icircn stabilirea
tehnologiei de sudare care icircn anumite condiţii date (materialul sacircrmei diametrul sacircrmei gazul
de protecţie) determină valorile celorlalţi parametrii tehnologici şi icircn primul racircnd valoarea
curentului de sudare Deci cacircnd stabilim curentul de sudare trebuie să stabilim practic valoarea
vitezei de avans a sacircrmei electrod cei doi parametri fiind indisolubil legaţi unul de altul
Stabilirea corelaţiei curent de sudare ndash viteză de avans sacircrmă electrod se face din nomograme
de tipul Is = f(vae) figura 50divide54 trasate pentru anumite condiţii concrete de lucru (tip
material de adaos diametru sacircrmă gaz de protecţie lungime capăt liber sacircrmă mod de
transfer clasic sau icircn curent pulsat) din tabele tehnologice (sau şabloane) funcţie de condiţiile
concrete de lucru Icircn tabelele de mai jos sunt prezentate corelaţiile dintre viteza de avans a
sacircrmei electrod şi valoarea curentului de sudare pentru diametrele de 10 şi 12 mm folosind
ca şi gaze de protecţie CO2 100 şi CORGON 18 (amestec 82 Ar + 18 CO2 cel mai
frecvent utilizat la sudarea oţelurilor nealiate şi slab aliate) iar ca sacircrmă electrod sacircrma
nealiată SG2 (cea mai utilizată pentru sudarea oţelurilor nealiate şi slab aliate cu Mn) icircn
varianta clasică sau icircn current pulsat
Valorile pentru viteza de avans a sacircrmei din tabelele de mai jos şi 30 se vor corecta cu
coeficientul 08
Corelaţia viteza de avans a sacircrmei ndash curent de sudare (ds = 10 mm)
Nr
crt
Vae
(mmin
)
Is
(A)
Ua
(V)
lcl
(mm)
Q
(lmin)
Vs
(cmmin) Obs
1 2 68 153 8 8 17
2 3 96 16 8 8 17
19
Transfer
Prin
Circuit
3 4 128 168 8 8 17
4 5 132 188 10 8 17
5 6 144 20 10 10 20
6 7 156 215 10 10 20
71 8 180 225 10 10 20
72 8 172 225 12 12 25
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 10 mm Is = 80 ndash 180 A
Gazul de protecţie CO2 100
Sensul de sudare spre stacircnga (prin icircmpingere)
Corelaţia viteza de avans a sacircrmei ndash curent de sudare (ds = 10 mm)
Nr
crt
Vas
(mmin
Is
(A)
Ua
(V)
Icl
(mm)
Q
(lmin)
Vs
(cmmin) Obs
1 2 53 153 8 8 15 Arc
instabil
IS ndashmic
2 3 90 158 8 8 15
Transfer
prin
scurtcircuit
3 4 120 163 8 8 15
4 5 140 17 10 8 15
5 6 160 18 10 10 20
6 7 175 188 10 10 20
71 8 200 198 10 10 20
72 8 184 20 12 12 25
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 10 mm Is = 60 ndash 180 A
Gazul de protecţie CORGON 18
Sensul de sudare spre stacircnga (prin icircmpingere)
20
Corelaţia viteza de avans a sacircrmei ndash curent de sudare (ds = 12 mm)
Nr
crt
Vae
(mmin)
Is
(A)
Ua
(V)
lcl
(mm)
Q
(lmin)
Vs
(cmmin)
Obs
1 2 74 185 10 10 16
Transfer
Prin
scurtcircuit
2 3 112 193 10 10 16
31 4 144 208 10 10 16
32 4 136 21 12 12 25
4 5 160 223 12 12 25
5 6 184 235 12 12 25
Transfer
Intermediar
6 7 204 253 14 15 30
7 8 224 275 14 15 30
8 9 248 288 14 15 30
91 10 268 305 14 15 30
92 10 256 31 16 18 40
10 11 280 323 16 18 40 Transfer
Globular11 12 300 335 16 18 40
12 13 290 333 20 20 45
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 12 mm Is = 120 ndash 350 A
Gazul de protecţie CO2 100
Sensul de sudare spre dreapta (prin tragere)
Viteza de sudare depinde de grosimea metalului de bază (grosimea sudurii de colţ) modul de
transfer tehnica de sudare (număr mare sau număr mic de treceri) poziţia de sudare varianta
de sudare (semimecanizată sau mecanizată) etc Domeniul de valori este cuprins icircntre 15-100
cmmin cu precizarea că viteza de sudare la sudarea MIGMAG este substanţial mai mare
decacirct la sudarea manuală cu electrod icircnvelit Recomandări utile privind viteza de sudare
1048707 15 - 30 cmmin la sudarea semimecanizată cu transfer prin scurtcircuit sau la sudarea
stratului de rădăcină
21
1048707 30 - 50 cmmin la sudarea semimecanizată cu transfer prin pulverizare sau icircn curent pulsat
există o valoare optimă a vitezei de sudare situată icircn jurul valorii de 40 - 45 cmmin pentru
care se obţine pătrunderea maximă
1048707 30 - 100 cmmin la sudarea mecanizată icircn funcţie de grosimea componentelor
Materiale de sudare
Materialele utilizate la sudarea ST sunt sacircrma electrod icircn cazul sudării cu sacircrmă
tubulară cu autoprotecţie respectiv sacircrma electrod şi gazul de protecţie la sudarea cu sacircrmă
tubulară cu protecţie suplimentară
Sacircrma electrod se prezintă sub forma unei teci metalice umplute cu un miez
pulverulent icircn următoarea gamă de diametre 10 12 14 16 18 20 24 28 (32)
Icircnvelişul metalic se execută icircn general dintr-un material nealiat caracterizat prin
proprietăţi bune de ductilitate pentru a permite laminarea şi trefilarea uşoară a tecii grosimea
acesteia avacircnd valori sub 02 mm Alierea cusăturii cacircnd este cazul se face icircn general prin
miez Icircnvelişul metalic (teaca) are următoarele roluri
bull asigură prin topire cantitatea de material de adaos pentru realizarea icircmbinării sudate sau
icircncărcarea prin sudare
bull asigură contactul electric şi realizează icircnchiderea circuitului electric de sudare icircntre vacircrful
sacircrmei şi piesă
bull păstrează şi protejează miezul de pulbere icircmpotriva umidităţii
Miezul este un amestec de substanţe similare icircnvelişului electrozilor şi fluxurilor de
sudare După rolul pe care icircl au icircn procesul de sudare substanţele din miez se icircmpart icircn
bull substanţe zgurifiante pentru protejarea metalului topit
bull substanţe gazeifiante pentru protecţia spaţiului arcului icircmpotriva pătrunderii aerului
bull substanţe dezoxidante şi de rafinare a băii metalice
bull substanţe ionizatoare pentru icircmbunătăţirea stabilităţii arcului
bull substanţe (elemente) de aliere pentru alierea icircn arc
Echipamente pentru sudare MIGMAG
Din punctul de vedere al tehnologului respectiv al utilizatorului echipamentului de
sudare nu este atacirct de importantă cunoaşterea detaliilor de proiectare a acestor instalaţii
22
(sursă de sudare pupitru de comandă scheme electrice si electronice etc) cacirct mai ales
cunoaşterea părţilor componente ale echipamentului şi a rolului acestora a particularităţilor
specifice a performanţelor de sudare a modului de reglare şi control a parametrilor
tehnologici de sudare icircn vederea obţinerii rezultatelor dorite sau impuse de tehnologia de
sudare cu performanţe maxime
Echipamentele de sudare MIGMAG constituie sisteme mult mai complexe atacirct icircn
ceea ce priveşte părţile componente cacirct şi pregătirea pentru sudare respectiv modul de
comandă şi reglare a parametrilor tehnologici de sudare icircn comparaţie cu echipamentele
clasice utilizate la sudarea manuală cu electrozi icircnveliţi (transformatoare convertizoare
redresoare) Din punct de vedere a reglării parametrilor tehnologici icircn practică lucrurile nu
sunt de loc complicate icircn general aceasta implicacircnd reglarea a doi parametri şi anume
selectarea treptei de tensiune (tensiunea de mers icircn gol şi implicit tensiunea arcului) respectiv
ajustarea vitezei de avans a sacircrmei electrod pentru asigurarea curentului de sudare necesar
Figura 5
Părţile componente ale unei instalaţii de sudare MIGMAG
a - furtun gaz b ndash sacircrmă electrod c ndash tur-retur apă d ndash comandă pistolet
e ndash conductor curent f ndash tub de protecţie g ndash cablu de masă
Icircn cazul surselor moderne de sudare sinergice cu invertor problema este şi mai mult
simplificată oferind utilizatorului (operatorului sudor) prin programele icircncorporate icircn
microprocesor o tehnologie apropiată de optim prin reglarea unui singur parametru
tehnologic viteza de avans a sacircrmei electrod respectiv tensiunea arcului Icircn funcţie de
23
principiul de reglare al puterii (energiei) arcului specific sursei de sudare utilizate se setează
sau se reglează după necesităţi un singur parametru tehnologic considerat parametru de bază şi
anume viteza de avans a sacircrmei icircn cazul surselor cu invertor cu tranzistoare de putere cu
reglare continuă a tensiunii arcului respectiv tensiunea icircn cazul surselor de sudare cu reglare
icircn trepte a tensiunii arcului Restul parametrilor tehnologici de sudare sunt reglaţi automat prin
intermediul programelor microprocesorului icircn funcţie de datele de intrare specifice aplicaţiei
date introduse icircn prealabil de la consola sursei tipul de transfer (clasic sau pulsat) materialul
de adaos (compoziţia chimică) diametrul sacircrmei gazul de protecţie etc Echipamentul
permite şi efectuarea corecţiilor necesare dacă este cazul Acest mod de reglare al puterii
arcului necesar procesului de sudare dat este cunoscut sub denumirea de bdquoONE KNOBldquo adică
reglarea instalaţiei pentru sudare de la un singur buton ceea ce simplifică foarte mult sarcinile
operatorului sudor conducacircnd la regimuri de sudare optime fără să fie nevoie de multe
cunoştinţe tehnologice temeinice icircn afara celor de bază necesare sudării propriu zise Un
echipament de sudare MIGMAG se compune icircn principiu din următoarele părţi componente
figura 5
1048766 1 Sursa de sudare
1048766 2 Pupitrul de comandă
1048766 3 Dispozitivul de avans al sacircrmei electrod DAS
1048766 4 Pistoletul de sudare
1048766 5 Alimentarea cu gaz de protecţie
1048766 6 Instalaţia de răcire cu apă
Sursa de sudare
Sursele de sudare utilizate la sudarea MIGMAG sunt surse de curent continuu
convertizoare redresoare invertoare Datorită performanţelor modeste (timp de răspuns mare
dinamică redusă) icircn prezent convertizoarele de sudare se utilizează din ce icircn ce mai rar la
sudarea MIGMAG (aproape deloc) ele fiind icircnlocuite de redresoarele de sudare şi icircn ultimul
timp pe scară tot mai largă de sursele cu invertor pentru sudare (pe scurt invertoare pentu
sudare) Redresoarele la racircndul lor pot fi clasice cu diode sau comandate electronic cu
tiristoare sau tranzistoare de putere Particularitatea principală a surselor de sudare MIGMAG
este forma caracteristicii externe Ua=f(Is) Din motive de asigurare a stabilităţii arcului
24
electric prin fenomenul de autoreglare specific sudării MIGMAG forma caracteristicii
externe a sursei este rigidă (1) sau uşor coboracirctoare (2) (sub 7V100A)
Din motive de stabilitate maximă a procesului se preferă caracteristicile externe uşor
coboracirctoare a căror pantă (ΔUaΔIs) depinde de gazul de protectie respectiv de diametrul
sacircrmei electrod prin funcţia REGTYPE (valabilă numai la sursele cu invertor) Panta
caracteristicii externe este mai mare la sudarea icircn dioxid de carbon decacirct icircn argon sau
amestecuri bogate icircn argon La sudarea icircn CO2 caracteristica externă are panta maximă la
sacircrma electrod cu diametrul cel mai mic 08 mm şi scade cu creşterea diametrului sacircrmei
La sudarea icircn amestecuri bogate icircn argon panta caracteristicii externe este aceeaşi
pentru toate diametrele de sacircrmă şi mai mică decacirct cele corespunzătoare sudării icircn CO2
Datorită acestei forme a caracteristicii externe se observă că tensiunea arcului este apropiată
de tensiunea de mers icircn gol a sursei Icircn consecinţă reglarea tensiunii arcului la sudarea
MIGMAG se face prin reglarea tensiunii de mers icircn gol a sursei de sudare Aceasta se poate
face prin reglaj icircn trepte la sursele cu diode sau prin reglaj continuu la sursele cu tiristoare şi la
invertoare Reglajul continuu este cel mai bun permiţacircnd o infinitate de curbe acoperind toate
cerinţele tehnologice dar este mai costisitor Reglajul icircn trepte se face de obicei icircn două etape
un reglaj brut respectiv un reglaj fin şi este mai uşor de realizat constructiv (mai ieftin)
Numărul curbelor caracteristici externe este limitat icircntre o valoare minimă U20min şi o
valoare maximă U20max specific fiecărei surse Icircn acest caz obţinerea regimului optim pentru
o valoare dată a tensiunii se face prin corecţia vitezei de avans a sacircrmei electrod De aici
decurge cea de-a doua particularitate a surselor de sudare MIGMAG şi anume tensiunea de
mers icircn gol este mai mică decacirct la sursele de sudare cu electrod icircnvelit respectiv sursele WIG
fiind cuprinsă icircn intervalul de valori 20-50V Forma caracteristicii externe şi valoarea redusă a
tensiunii de mers icircn gol fac ca sursele de sudare MIGMAG să nu poată fi folosite la sudarea
SE şi WIG Icircn ultimul timp au apărut sursele de sudare universale (cu tiristoare sau cu
invertor) care permite sudarea cu toate cele trei procedee de sudare printr-o simplă comutare
pe procedeul utilizat (prin modificarea formei caracteristicii externe)
Cea de-a treia particularitate a surselor de sudare MIGMAG o constituie prezenţa unei
inductanţe icircn circuitul de sudare necesară icircn cazul sudării cu arc scurt cu transfer prin
scurtcircuit (sau la sudarea cu arc lung icircn bioxid de carbon icircn cazul scurtcircuitelor aleatoare)
pentru limitarea vacircrfului curentului de scurtcircuit şi prin urmare pentru reducerea stropirilor
25
Inductanţele fizice (reale) pot fi fixe variabile icircn trepte (cu ploturi) sau variabile continuu (cu
miez magnetizat
Surse de sudare sinergică - Invertoare
Dezvoltarea electronicii icircn general şi a electronicii de putere icircn special icircn ultimul timp
(a doua parte a secolului al XXndashlea) a impulsionat aşa cum era de aşteptat dezvoltarea şi
modernizarea echipamentelor de sudare icircn general şi a echipamentelor de sudare prin topire icircn
special producacircnd se poate spune o adevărată revoluţie icircn acest domeniu nebănuit cu puţin
timp icircn urmă atacirct din punctul de vedere al greutăţii proprii şi al dimensiunilor de gabarit cacirct
mai ales a performanţelor atinse Motorul acestei bdquorevoluţiildquo a fost folosirea invertoarelor de
frecvenţă ridicată cu transformator pe miez de ferită icircn construcţia surselor de putere şi
comanda lor cu ajutorul microprocesoarelor A fost posibilă astfel atingerea unor performanţe
tehnologice inimaginabile şi a unui control perfect al procesului de sudare icircn ansamblul lui
Atingerea acestor nivele icircnalte se datorează vitezei foarte mari de răspuns a invertoarelor de
ordinul microsecundelor funcţie de frecvenţa invertorului care a permis modelarea după
dorinţă a parametrilor tehnologici de sudare şi controlul riguros al acestora Comparativ viteza
de răspuns a redresoarelor clasice cu diode sau tiristoare nu putea fi scăzută sub 5 ms
Icircn anul 1970 redresoarele cu tiristoare au icircnceput să fie utilizate la sudarea manuală cu
electrozi icircnveliţi SE şi sudarea MIGMAG standard Tot cam icircn aceeaşi perioadă au apărut şi
sursele standard MIGMAG icircn curent pulsat formate prin combinarea a două surse obişnuite
una pentru curentul de baza alta pentru curentul de puls dar care funcţionează pe frecvenţe
fixe 25 33 50 75 100Hz Datorită vitezelor mari cu care se desfăşoară fenomenele icircn zona
arcului (de exemplu timpul de scurtcircuit tsc = 15-3 ms) şi avacircnd icircn vedere că timpul de
reacţie al tiristoarelor este de min 5-6 ms (deci mult mai mare) la redresoarele pentru sudarea
MIGMAG nu era posibilă modelarea acestor fenomene iar controlul variaţiei curentului de
scurtcircuit s-a putut face numai folosind o inductanţă fizică reală
Icircn jurul anului 1980 au apărut tiristoarele rapide cu timp de blocare redus Astfel s-au
realizat primele surse de tip invertor cu tiristoare care funcţionează pe o frecvenţă de 15
KHz Datorită cerinţelor complexe ale regimului de sudare şi a vitezelor mari de derulare a
fenomenelor din arcul electric au fost realizate surse cu tranzistoare de putere icircn circuitul de
26
sudare care au permis creşterea frecvenţei invertoarelor la valori mult mai mari decacirct cu care
se desfăşoară fenomenele icircn arc
Tehnologia de sudare a tablelor din OL32
Tehnologii de sudare pentru oţel carbon nealiat şi slab aliat
1048766 Tipul icircmbinării de colţ
1048766 Poziţia de sudare vertical ascendentă
1048766 Tipul de transfer prin scurtcircuit
1048766 Gazul de protecţie 75 Ar + 25 CO2
27
Capitolul 4
Metode de control a icircmbinărilor sudate
Controale nedistructibile
Controalele nedistrucitve nu duc la deteriorarea imninarii sudate şi nu influenţează asupra
comportării icircn exploatarea acestuia Cele mai utilizate controale nedistructive sunt
- controlul vizual
- controlulu cu raze Roentgen sau gama
- controlul cu ultrasunete
- controlul cu utilizarea unor metode magnetice
- controlul cu lichide penetrante
- expunerea icircmbinării sudate pe bancă de probă sau pe maşini de icircncercări la solicitare
cacirct mai apropiate de cele icircn exploatare la suprasolicitari avacircnd o valoare dinainte stabilită
sau la solicitări variabile după un ciclu determinat verificarea se face prin examninarea
ulterioară fie prin efectuarea unor măsurători tensometrice proba hidraulică
- proba pneumatică
- proba cu petrol
- proba cu amoniac
- proba cu etansietate utilizacircnd metoda spectometrului de masă
Controale distructive
Controalele distructive se execută la o anumită icircmbinare sudată sau asupra unor
porţiuni din această Porţiunile supuse acestor controale nu mai pot fi utilizate ulterior icircn
exploatare Controalele distrucitve se pot executa utilizacircnd plăci de control din acelaşi material
de baze sudate cu acelaşi material de adaos şi realizate cu acelaşi regim ca şi icircmbinările sudate
ale utilajuluipentru care se fac Icircn cazul unor verificări sau expertize se pot preleva din
icircmbinarea sudată a materialului Se urmăreşte verificarea respectării materialelor de bază de
adaos şi auxiliare prescrise depistării eventualelor abateri de la procesul tehnologic stabilit
iniţial care au dus la existenţa unor defecte şi scăderea calităţii icircmbinării
28
Analiza metalografică se poate face prin
- microstructura care permite depistarea unor defecte (pori sulfuri fisuri incluziuni etc)
stabilirea configuraţiei icircn sectinue a cordonului de sudura şi ZIT determinarea numărului de
straturi depuse pentru formarea cordonului punerea icircn evidenţă a cristalizării primare a
metalului depus
- microstructura care permite punerea icircn evidenţă a unei microzone ale icircmbinării sudate a
conţinutului aproximativ de carbon a metalului de bază şi a precipitării carburilor la oţeluri
anticorosive
- sacrificacircnd una sau mai multe piese icircn cazul unei producţii de mare serie şi supunacircndu-se
unor solicitări cacirct mai apropiate de cele din exploatare şi a căror mărime este crescută pacircnă la
ruperea construcţiei se urmăreşte verificarea viabilităţii soluţiilor constructive a calităţii
materialelor de bază şi de adaos a regimului tehnologic Metoda poate servi şi la stabilirea
fiabilităţii produsului respectiv
Prezentarea unor metode de depistare a icircmbinărilor sudate
Urmează o prezentare ceva mai detaliată a unor metode de control nedistructiv cu
rolul de a oferi celor care nu se ocupă direct cu controlul imbunarilor sudate date generale
privind modul de efectuare a fiecărui control
Controlul prin găurire
Cusătura se găureşte cu ajutorul unui burghiu cu unghiul de ascuţire de 90 grade
Diametrul burghiului se alege astfel icircncacirct să fie găurita icircntreaga secţiune transversală a
cusăturii şi să fie cuprins metalul de bază pe aproximativ 2mm Se execută icircntacirci o găurire de
circa 3 mm adacircncime şi se examinează cu atenţie Se adacircnceşte gaura cu icircncă 2-3 mm se
examinează din nou şi astfel se continuă pacircnă se ajunge la rădăcina cusăturii Examinarea se
face cu ajutorul unei lupe
Controlul prin găurire se recomandă a se executa icircn special pentru stabilirea cauzelor
de deteriorare parţială a construcţiilor sudate icircn exploatare atunci cacircnd prelevarea eprubetelor
de macrostructure este imposibilă sau nedorită
Controlul cu raza Roentgen şi gama generalităţii
Lumina vizibilă este formată din oscilaţii electromagnetice Razele Roentgen şi razele
gama sunt de asemenea oscilaţii electromagnetice care se deosebesc numai prin lungimea
29
undei Razele Roentgen pătrund icircn icircmbinările sudate fiind parţial absorbite şi dispersate
Capacitatea de pătrundere a razelor depind de lungimea de undă Controlul cu radiaţii
penetrante este cea mai răspacircndită metodă de control nedistructivă asiguracircnd un document
asupra mărimii formei poziţiei icircn plan şi frecvenţei defectelor Normele romacircneşti precum şi
norme din alte ţări dau recomandări cu privire la aprecierea calităţii icircmbinărilor sudate
obţinute la controlul Roentgen
Icircmbinarea sudată trebuie examinată cu direcţia razelor perpendiculare pe direcţia să
sau un anumit unghi
Controlul etansitatii utilizacircnd metoda spectometrului de masă
(probă cu helium freon argon)
Generalităţi
Pentru detectarea defectelor se utilizează un gaz trasot a cărui prezenţă icircn urmă foarte
fine poate fi pusă icircn evidenţă prin metoda spectrometului de masă
Controlul cu helium fiind scump se recomandă a fi utilizat pentru piese mici de la
detectarea uneor defecte foarte fine putacircnd localiza defecte la fluxul gazos Un alt gaz
freonul poate asigura icircn funcţie de metoda utilizată detectarea unor masivităţi prin care sunt
pierderi de fluxuri gazoase
Metoda presupune utilizarea unei aparaturi speciale care icircn prezenţa urmelor de gaz
trasot emit semnale ascuţite şi luminoase caracteristică a fiecărui gaz trasot utilizat Pentru a
putea face o legătură icircntre mărimea defectului şi fluxului de gaz scurs prin neetansietati se
prezintă după Duquenes mărimea fluxului de heliu scurs prin neetansietati icircn funcţie de
grosimea piesei (lungimea defectului) şi diametrul acestuia
30
Capitolul 5
Securitatea şi sănătatea muncii
Reguli ce trebuie respectate la sudare
- La sudarea manuală cu electrod icircnvelit icircn afară de măsurile generale de protecţie care
se iau la lucrările de sudare trebuie luate o serie de măsuri speciale specifice procedeului
- Protecţia icircmpotriva radiaţiilor arcului se realizează după cum urmează
- - protecţia ochiilor şi a feţei prin folosirea măştii de sudură o atenţie deosebită
se va acorda alegerii sticlei de protecţie a ochilor indiferent de intensitatea curentului cu care
se lucrează la alegerea numărului sticlei de protecţie sudorul va avea icircn vedere că o sticlă
prea icircnchisă obligă urmărirea arcului de la mică distanţă fapt care are repercursiuni asupra
igienei respiratorii
- - protecţia pielii şi a organelor interne se realizează prin folosirea obligatorie a
mănuşilor şi şorturilor din piele
- - pentru protecţia celorlalţi muncitori la locul de muncă al sudorilor va fi
icircnconjurat cu paravane de protecţie De asemenea se vor aplica tăbliţe avertizoare bdquoAtenţie se
sudeazărdquo
Protecţie icircmpotriva electrocutării
Toate sursele de curent ca şi piese care icircn mod accidental pot fi puse icircn contact cu circuitul
de sudare vor fi legate de pămacircnt
- tensiunile nu vor depăşi 80V
- icircncălţămintea şi icircmbrăcămintea sudorului va fi icircn bună stare permiţacircnd contactul
direct dintre piesă şi corpul sudorului
- icircn cazul sudării pe sol umed sau pe corpuri metalice se va folosi covorul de cauciuc
- port-izolatorul va fi aşezat cacircnd nu se sudează icircn poziţie sigură pe corpuri izolatoare
- resturile de electrod vor fi eliminate prin port electrod pentru a evita contactele
accidentale
- port electrozii vor fi complet izolaţi
31
- icircn perioadele de repaus (peste 10 min) sursă de curent va fi scoasă de sub tensiune
- icircn cazul sudării icircn interiorul pieselor metalice se recomandă supravegherea
permanentă a sudorului
Protecţia icircmpotriva gazelor şi fumului
Locul de muncă al sudorului va fi asigurat cu o bună ventilaţie Icircn cazul aspiraţiei locale
trebuie asigurat un delict de aspiraţie 70Lsecundă la 150 mm de arc sau 280Ls la 300 mm de
arc Icircn cazul aspiraţiei gazelor cu dispozitive la care nu se poate deplasa gura de aspiraţie se
va asigura delict de 7-11 m pe minut şi post de sudură iar icircn cazul ventilaţiei generale 56 m
pe minut şi post de sudură Defecţiunile tehnice se vor remedia numai de către personalul
calificat
Organizarea locului de muncă
La sudarea cu gaze există pericolul arderilor şi accidentelor datorită existenţei gazelor sub
presiune şi a caracteristicilor oxigenului şi a gazelor combustibile Este necesar ca
responsabilii cu protecţia muncii şi sudură să execute
- icircntocmirea şi afişarea la locul de muncă a instruciunilor de funcţionare deservite
icircntreţinere şi verificare a fiecărui utilaj icircn parte cu precizarea defectuarilor posibile şi a
măsurilor ce trebuie luate de sudor
- să instruiască periodic sudorii convingacircndu-se de buna cunoaştere a normelor de
utilizare verificare şi icircntreţinerea utilajului
- să se verifice sistematic la fiecare post de sudură şi sudor starea tehnică a utilajului şi
modul icircn care sudorul respectă normele tehnice
Sudorul icircnainte de icircnceperea lucrului trebuie să verifice buna stare de funcţionare a
icircntregului utilaj şi icircn special al generatorului de acetilenă lentilele de oxigen şi acetilenă
aparatura acestora incluse icircn supapa hidraulica de siguranţă locul de amplasare a acestora
pentru a fi ferit de icircncălzire
Orice defecţiune constatată la utilajul de sudură va fi comunicată responsabilului cu
sudura La orice părăsire a locului de muncă sudorul este obligat să oprească alimentarea
curentului electric a aparatelor
La sudarea electrică prin rezistentă de contact prin presiune şi prin puncte se vor lua
măsuri de protecţie a sudorului icircmpotriva stropilor de metal topit şi icircmpotriva atingerea
pieselor calde Corpul şi macircinile vor fi protejate icircmpotriva stropilor de metal folosindu-se
32
şorţul de piele respectiv mănuşi Peste icircncălţăminte se vor icircmbrăca jambiere de protecţie
Dacă icircn timpul lucrului arzatirul se icircncălzeşte excesiv acesta se va răci de cacircte ori
este necesar icircntr-un vas cu apă curată aflat permanent la locul de muncă al sudorului
Se interzice sudarea electrică atunci cacircnd conductoarele electrice au izolaţii
deteriorate iar cleştele port electrod este defect sau are izolaţie termoelectrică
necorespunzătoare deoarece aceste defecte pot provoca electrocutări
PSI
Prevenirea şi stingerea incendiilor
La intrarea icircn atelierele de sudare se vor afişa vizibil bdquoFumatul Interzisrdquo bdquoNu priviţi
flacărardquo bdquoPericol de orbirerdquo bdquoAtenţie se sudeazărdquo etc
Prin nerespectarea normelor de tehnica securităţii muncii se pot produce următoarele
accidente
- electrocutări
- icircmbolnăvirea ochilor şi arsuri de piele
- incendii cauzate de scacircnteile icircmprăştiate de arcul electric
Pentru prevenirea unor accidente se vor respecta următoarele reguli
- nu se va icircncepe lucrul la o maşină pacircnă cacircnd cel ce trebuie să o deservească nu o
cunoaşte perfect
- se va verifica instalaţia de ungere şi de răcire
- se va verifica instalaţia maşinilor unelte
- se va controla buna funcţionare a pieselor de prelucrat a sculelor şi a dispozitivelor pe
maşina unelta
- icircn timpul lucrului să se folosească dispozitive de protecţie icircmpotriva aşchiilor ecrane
ochelari
- nu se admite fracircnarea organelor icircn mişcarea cu macircna
- controlul stării sculei şi a prelucrării piesei nu se admite a fi făcut icircn timpul
funcţionării maşinii
- hainele de protecţie (halat sau salopetă) să fie icircncheiate la toţi nasturii manşetele
stracircnse iar capul acoperit
- locul de muncă trebuie ţinut icircn ordine şi curăţenie
- se va acorda o atenţie deosebită fixării corecte a pieselor şi echilibrării acestora
33
- cuţitele trebuie să pătrundă icircn materialul lin pentru evitarea smulgerii piesei la şoc
- ajustarea cu pilă de maşină de unelta a unor muchii se va face ţinacircndu-se macircnerul icircn
macircnă dreaptă iar capătul pilei icircn macircnă stacircngă
- aşchiile se icircndepărtează numai cacircnd maşina unelta este oprită
- la constatarea oricărei defecţiuni se va opri maşina unelta şi se va anunţa maestrul şi
mecanicul de icircntreţinere
Instructajul de protecţie a muncii este obligatoriu şi se efectuează de către cei care conduc şi
controlează procesele de muncă Instructajul cuprinde trei faze
a) Instructajul introductiv general se face icircn prima zi de activitate practică şi are drept
scop prezentarea principalelor măsuri de protecţie a muncii specifice unităţii La terminarea
instructajului se va face verificarea iar rezultatul se consemnează icircn fişa individuală pentru
protecţia muncii
b) Instructajul la locul de muncă are scopul de a prezenta măsurile de protecţie a muncii
specificepostului de lucru respectiv şi se face elevilor şi tuturor angajaţilor noi arătacircndu-se
cauzele principale care pot duce la accidentele de muncă şi măsurile de prevenire a acestora
c) Instructajul periodic se face la locul de muncă pentru a reaminti normele de protecţie a
muncii
34
Bibliografie
CC Teodorescu D Mocanu M Buga- Icircmbinări sudate- ET 1972 Bucureşti
Vasile Ilie C Gheorghe- Tăierea şi prelucrarea cu flacără a materialelor metalice- ET 1978
Bucureşti
M Brezeanu- Icircndrumătorul sudorului- ET 1975 Bucureşti
SI Ozanov- Controlul icircmbinărilor sudate- ET 1982 Bucureşti
C Teodorescu- Icircmbinări sudate- ET 1992 Bucureşti
C Miklos- Sudarea metalelor- ET 1985 Bucureşti
V Drobota- Rezistenţa materialelor şi organe de maşini- Editura Didactică şi Pedagogică
1979 Bucureşti
M Smilovici- Icircndrumător pentru icircmbinările sudate
35

Este interesant de observat domeniul mult mai extins al puterii de topire icircn cazul
sudării MIGMAG faţă de sudarea SE datorită posibilităţilor mari de variaţie a parametrilor
tehnologici principali de sudare curentul Is şi tensiunea arcului Ua pentru acelaşi diametru de
electrod De exemplu icircn cazul sacircrmei electrod cu diametru de 12 mm (cea mai frecvent
icircntacirclnită icircn prezent icircn practica sudării MIGMAG) valorile parametrilor Is - Ua este cuprins icircn
domeniul 90hellip300 (350) A respectiv 1730 V Acest aspect constitui un avantaj deloc de
neglijat dacă ne gacircndim la faptul că utilizacircnd un singur diametru de electrod se poate acoperi o
gamă mare de grosimi de materiale de bază la sudare (de la 1 mm la zeci de mm) respectiv
este posibilă sudarea cu acelaşi diametru de sacircrmă electrod icircn orice poziţie prin corelarea
corespunzătoare a parametrilor tehnologici de sudare ceea ce icircn cazul sudării SE evident nu
este posibil Flexibilitatea icircn direcţia mecanizării şi robotizării este asigurată icircn principal de
posibilitatea antrenării mecanizate a sacircrmei electrod (sacircrme subţiri) de modul de realizare a
protecţiei la sudare (cu gaz) de uşurinţa reglării şi controlului parametrilor tehnologici de
sudare de gabaritul relativ mic al capului de sudare etc
Performanţele procedeului de sudare MIGMAG
NR
CRT
Parametrul tehnologic Simbolul UM Domeniul de
Valori
1 Diametrul sarmei ds mm 06hellip24
2 Curentul de sudare Is A 60hellip500
3 Tensiunea arcului Ua V 15hellip35
4 Viteza de sudare vs cmmin 15hellip150
5 Debitul gazului de protectie Q lmin 8hellip20
3
Capitolul 2
Materiale de Sudare
Sacircrma electrod
Sacircrma electrod se livrează sub formă de bobine dintre diametrele standardizate cele
mai uzuale fiind 08 10 12 16 mm Livrarea icircn colaci ridică probleme la transport şi la
bobinarea icircn secţie Calitatea bobinării influenţează mult stabilitatea procesului de sudare
Suprafaţa sacircrmei trebuie să fie curată fără urme de rugină sau grăsimi De obicei suprafaţa
sacircrmei se cuprează pentru diminuarea pericolului de oxidare respectiv pentru icircmbunătăţirea
contactului electric Se recomandă ca ambalarea sacircrmei să se facă icircn pungi de polietilenă
etanşe (eventual vidate) care să conţină o substanţă higroscopică (granule de silicagel) şi icircn
cutii de carton mărinduse astfel durata de păstrare icircn condiţii corespunzătoare a sacircrmei de
sudare Compoziţia chimică a sacircrmei electrod la sudarea MIGMAG depinde icircn principal de
materialul de bază care se sudează (compoziţia chimică) şi de gazul de protecţie utilizat La
sudarea MIG compoziţia chimică a sacircrmei se alege apropiată de a metalului de bază Icircn cazul
sudării MAG sacircrma este aliată suplimentar cu elemente dezoxidante ca Mn Si Ti Se
recomandă ca raportul concentraţiilor de Mn şi Si să fie cca 2hellip25 Compoziţia chimică a
sacircrmelor nealiate pentru sudarea MAG se situează icircn limitele 007-012 C 06-09 Si 12-
25 Mn 02 Ti lt003 S P Adaosul de Ti produce o dezoxidare foarte bună cu efecte
benefice asupra caracteristicilor mecanice şi de tenacitate dar ridică preţul de cost a sacircrmei
Pentru creşterea tenacităţii la temperaturi negative sacircrma se aliază suplimentar cu Ni şisau
Mo Icircn STAS 1126-87 sunt prezentate principalele mărci de sacircrmă produse la noi icircn ţară
Caracterizarea acestora din punct de vedere al domeniului de utilizare este prezentată icircn
tabelul de mai jos
4
Domenii de utilizare a sacircrmelor pline de oţel (conform STAS 112087)
MARCA SARMEI DOMENII DE UTILIZARE
S12MnSi
Sudarea in mediu de gaz protector (CO2) a otelurilor cu granulatie
fina cu rezistenta ridicata la rupere fragile exploatate la
temperaturi pana la ndash 20degC
S07Mn14Si
Sudarea in mediu de gaz protector (CO2) a otelurilor cu corbon si
slab aliate cu rezistenta ridicata rupere fragile exploatate la
temperature pana la ndash20degC
S12SiMoCr1
Icircncărcarea prin sudare şi sudare icircn mediu de gaz
protector a oţelurilor pentru cazane şi recipiente sub
presiune exploatate la temperaturi pacircnă la 450degC
S12Mn1SiNi1Ti
Sudare icircn mediu de gaz protector a oţelurilor cu
granulaţie fină a oţelurilor pentru construcţii navale
cu limită de curgere ridicată
S10Mn1SiNiCu Sudare icircn mediu de gaz protector a oţelurilor
rezistente la coroziune atmosferică
S10Mn1SiVMoCr1 Sudare icircn mediu de gaz protector a oţelurilor
termorezistente
S10Mn1SiMo Sudare icircn mediu de gaz protector a oţelurilor
termorezistente
S10MnSiMo1Cr25 Sudare icircn mediu de gaz protector a oţelurilor
termorezistente
S12Mo1Cr17
Sudare icircn mediu de gaz protector a oţelurilor
inoxidabile solicitate mecanic şi exploatate la
temperaturi de 450600degC
S12Cr26Ni20 Sudare icircn mediu de gaz protector a oţelurilor de tip
2520 şi sudarea icircmbinărilor eterogene
5
Gazul de protecţie
Gazul de protecţie are icircn principal rolul de a asigura protecţia băii metalice şi a
picăturii de metal topit din vacircrful sacircrmei electrod sau la trecerea acesteia prin coloana arcului
icircmpotriva interacţiunii cu gazele din atmosferă oxigen hidrogen azot etc Icircn acelaşi timp
icircnsă gazul de protecţie are o mare influenţă asupra desfăşurării procesului de sudare icircn
ansamblul lui acţionacircnd asupra stabilităţii arcului parametrilor tehnologici de sudare
transferului picăturii de metal topit prin coloana arcului reacţiilor metalurgice la nivelul băii şi
picăturii de metal transformărilor structurale proprietăţilor mecanice şi de tenacitate ale
icircmbinării formei şi geometriei cusăturii sudate stropirilor productivităţii la sudare etc
Aceste influenţe complexe sunt determinate de proprietăţile termo-fizice şi de activitatea
chimică a gazelor de protecţie care diferă mult de la un gaz la altul Prin urmare pentru
alegerea corectă a gazului de protecţie este necesară cunoaşterea acestor proprietăţi şi efectele
pe care acestea le au icircn procesul de sudare
Principalele proprietăţi termo-fizice şi chimice ale gazelor de protecţie utilizate la
sudarea MIGMAG sunt
- potenţialul de ionizare
- energia de disociere-recombinare
- conductibilitatea temică
- densitatea
- activitatea chimică
- puritatea
Acţiunea şi efectele acestor proprietăţi icircn procesul de sudare sunt prezentate icircn cele ce
urmează
Potenţialul de ionizare Acţionează asupra condiţiilor de amorsare şi a stabilităţii
arcului electric respectiv asupra puterii arcului Un potenţial de ionizare de valoare redusă
(argonul) uşurează amorsarea şi creşte stabilitatea arcului reducacircnd stropirile pe cacircnd un
potenţial de ionizare de valoare ridicată (heliul) măreşte puterea arcului cu efecte asupra
productivităţii la sudare (creşterea pătrunderii respectiv a vitezei de sudare)
6
Energia de disociere ndash recombinare Este specifică gazelor biatomice CO2 H2 O2
Influenţează icircn mod favorabil bilanţul termic icircn coloana arcului electric prin icircmbunătăţirea
transferului de căldură spre componente cu efect asupra geometriei cusăturii vitezei de sudare
Conductibilitatea termică Este proprietatea fizică cu cele mai cuprinzătoare efecte şi
influenţe asupra desfăşurării procesului tehnologic de sudare Conductibilitatea termică a
gazului de protecţie acţionează asupra modului de transfer a picăturii prin coloana arcului (este
factorul principal care determină modificarea tipului de transfer globulal sau prin
pulverizare) repartiţiei căldurii icircn coloana arcului şi la suprafaţa componentelor
conductibilităţii electrice a arcului parametrilor tehnologici de sudare (tensiunea arcului)
puterii arcului (lungimea arcului) stabilităţii arcului temperaturii maxime şi repartiţiei
acesteia icircn coloana arcului formei şi geometriei cusăturii stropirilor etc
Figura 3 Conductivitatea termică a gazelor de protecţie
Variaţia conductibilităţii termice cu temperatura pentru principalele gaze de protecţie
folosite la sudare este prezentată icircn figura 3 Se observă că argonul are conductibilitatea
termică cea mai scăzută fiind denumit icircn tehnica sudării bdquogaz caldrdquo icircn timp ce dioxidul de
carbon are conductibilitatea termică mult mai mare fiind denumit bdquogaz recerdquo Cea mai mare
conductivitate o are hidrogenul
7
Diversitatea influenţei conductibilităţii termice asupra procesului de sudare este uşor
de icircnţeles dacă analizăm distribuţia gradientului de temperatură icircn coloana arcului icircn cazul
argonului respectiv dioxidului de carbon figura 4 Conductibilitatea termică scăzută a
argonului determină un grad mic de temperatură icircn arcul electric ceea ce conduce la
repartizarea liniilor de curent din arc pe o secţiune mărită a coloanei acestuia (vezi porţiunea
icircnnegrită) avacircnd drept consecinţă creşterea conductibilităţii electrice a coloanei arcului
electric (conductibilitatea electrică este invers proporţională cu conductibilitatea termică)
Caracteristici ale gazelor de protecţie
Gazul
de
protecţie
Potenţialul
de ionizare
(V)
Energia
de
disociere
(eV)
Gazul
de protecţie
Potenţialul
de ionizare
(V)
Energia
de
disociere
(eV)
Ar 158 CO2 144 43
He 246 H2 136 45
N2 145 98 O2 136 51
Icircn cazul dioxidului de carbon miezul coloanei arcului (cel care conduce curentul
electric) este foarte icircngust ca efect a conductibilităţii termice mari a gazului respectiv a
fenomenului de disociere ndash recombinare Pierderea rapidă a căldurii din coloana arcului este
echivalentă cu o constracircngere din exterior a zonei centrale a miezului coloanei ceea ce
conduce la creşterea densităţii de curent din arc şi prin urmare aşa cum se poate observa la
creşterea temperaturii icircn axa coloanei arcului la valori mai mari decacirct cele corespunzătoare
arcului icircn argon
8
Figura 4 Gradientul de temperatură al arcului electric funcţie de gazul de protecţie
Conductibilitatea electrică diferită a coloanei arcului icircn cazul celor două gaze are
consecinţe asupra rezistenţei electrice a acestuia Astfel rezistenţa arcului icircn argon este mai
mică decacirct icircn dioxid de carbon Rezultă o cădere de tensiune mai redusă a arcului icircn Ar decacirct
icircn CO2 şi prin urmare o valoare mai mică a mărimii tensiunii arcului la sudarea icircn Ar
comparativ cu sudarea icircn CO2 cu toate că potenţialul de ionizare al Ar este mai mare decacirct la
CO2 Icircntr-adevăr la sudarea icircn Ar sau amestecuri de gaze Ar cu CO2 tensiunea arcului se
reduce cu 2 ndash 4 V icircn funcţie de procentul de CO2 din amestec desigur luacircnd icircn considerare
aceeaşi valoare a curentului de sudare
Repartiţia liniilor de curent icircn cazul celor două gaze explică şi influenţa asupra
transferului de metal aşa cum se va demonstra icircn continuare Icircn cazul argonului miezul
coloanei arcului face ca arcul electric să bdquoicircmbrăţişezerdquo capătul liber a sacircrmei electrod
extinzacircndu-se de la vacircrful ei pe suprafaţa laterală a sacircrmei datorită diametrului mic al
acesteia Practic arcul electric icircnconjoară sacircrma pe o anumită porţiune a capătului liber ceea ce
determină transferul căldurii arcului la electrod atacirct prin suprafaţa frontală a sacircrmei cacirct şi prin
suprafaţa laterală a ei conducacircnd la icircncălzirea neuniformă şi progresivă a capătului sacircrmei icircn
zona de acţiune a arcului Aceasta determină topirea capătului sacircrmei icircn toată secţiunea ei la
vacircrf şi o topire parţială pe secţiune de la exterior spre interior icircn funcţie de nivelul
temperaturii atinse icircn fiecare punct a secţiunii considerate Intensitatea gradului de topire
scade evident o dată cu icircndepărtarea de vacircrf Sub acţiunea conjugată a forţei de tensiune
superficială şi a forţei electromagnetice (pinch) are loc concentrarea metalului topit icircn vacircrful
sacircrmei sub forma unei picături sferice icircnsoţită de efectul de ldquoautoascuţirerdquo a electrodului pe
9
porţiunea icircn care s-a produs topirea parţială a secţiunii sacircrmei icircn zona de acţiune a arcului
electric Fenomenul de ascuţire a capătului sacircrmei determină reducerea secţiunii şi icircn
consecinţă creşterea densităţii de curent la interfaţa picătură de metal ndash sacircrmă ceea ce conduce
la creşterea puternică a temperaturii pacircnă la atingerea temperaturii de evaporarea a punţii
topite Sub acţiunea vaporilor de metal picătura este icircmpinsă icircn baia topită creindu-se
premisele formării unei noi picături Acest mecanism de formare şi desprindere a picăturii din
vicircrful sacircrmei determină formarea unor picături de dimensiuni mici (dplt= ds) echivalente
transferului prin pulverizare
Icircn cazul dioxidului de carbon miezul foarte icircngust al arcului determină concentrarea
punctiformă a acestuia icircn vacircrful sacircrmei (icircn pata anodică) Prin urmare transferul de căldură al
arcului se face numai prin suprafaţa frontală a sacircrmei electrod Totodată datorită temperaturii
ridicate a miezului coloanei (mai mare ca la Ar) şi a densităţii foarte mari a curentului icircn pata
anodică (concentrare punctiformă) are loc creşterea locală a temperaturii petei atingacircnd
temperatura de vaporizare a fierului (aprox 3200degC) Jetul de vapori formaţi acţionează ca o
forţă de reacţie icircmpingacircnd icircn sus şi lateral metalul topit Sub acţiunea forţei de tensiune
superficială şi a forţei de reacţie a vaporilor de metal metalul topit se acumulează icircn vacircrful
sacircrmei sub forma unor picături mari de metal (dp gt 12ds) Picătura creşte icircn continuare pacircnă
cacircnd sub acţiunea greutăţii proprii se detaşează şi se transferă icircn baia metalică sub forma unor
picături mari sau globule aşa numitul transfer globular specific sudării icircn CO2 sau
amestecurilor bogate icircn CO2 Icircn cazul amestecurilor de gaze Ar + CO2 fenomenul este
insesizabil dacă proporţia de CO2 este mai mică de 20 se manifestă tot mai pregnant dacă
procentul depăşeşte 20 şi are o comportare similară cu cea a transferului icircn CO2 100 dacă
procentul depăşeşte 30 CO2 icircn amestec
Icircn fine gradientul de temperatură diferit din coloana arcului icircn cazul celor două gaze
de protecţie influenţează semnificativ şi geometria cusăturii sudate Icircn cazul argonului
valoarea ridicată a temperaturii arcului electric este limitată doar la zona centrală
corespunzătoare miezului coloanei după care temperatura scade brusc la valori reduse ce nu
pot produce o icircncălzire semnificativă a zonelor de incidenţă ale arcului pe componente
Concentrarea puternică a căldurii icircn miezul coloanei arcului la argon produce o icircncălzire
locală a metalului de bază icircnsoţită de o topire adacircncă respectiv o pătrundere mare dar limitată
la o zonă restracircnsă Aceasta este amplificată suplimentar de disiparea rapidă a căldurii icircn
10
zonele adiacente (reci) ale metalului de bază fără să producă o icircncălzire semnificativă la
nivelul temperaturii de topire a acestor zone Efectul acestor fenomene este formarea unei
zone topite icircnguste şi adacircnci aşa numitul bdquodeget de argonldquo specific sudării icircn argon sau
amestecuri bogate icircn argon deosebit de defavorabil din punct de vedere tehnologic datorită
pericolului de apariţie a defectelor de icircmbinare lipsă de topire sau lipsă de pătrundere
respectiv pericol de fisurare (concentrator de tensiune)
Icircn cazul dioxidului de carbon temperatura din coloana arcului se menţine icircncă la valori
ridicate capabile să producă icircncălziri semnificative a zonelor de incidenţă la distanţe mult
mai mari faţă de axa coloanei decacirct icircn cazul argonului Are loc astfel o icircncălzire şi topire a
metalului de bază pe o zonă mai extinsă atacirct icircn adacircncime cacirct mai ales lateral cu efecte asupra
icircmbunătăţirii geometriei cusăturii caracterizată printr-o pătrundere uniformă La această
icircncălzire a metalului de bază contribuie de asemenea şi căldura cedată prin fenomenul de
recombinare a gazului ce are loc icircn zona componentelor respectiv a băii metalice ca efect a
temperaturii scăzute din această zonă (1800-2000degC) propice reacţiilor de recombinare Se
apreciază că din punct de vedere tehnologic geometria cusăturii la sudarea icircn CO2 este cea
mai favorabilă Prin urmare amestecarea celor două gaze Ar şi CO2 va conduce şi la
modificarea geometriei cusăturii sudate Aceasta este una din raţiunile principale care stau la
baza sudării icircn amestecuri de gaze Ar+CO2 a oţelurilor nealiate sau slab aliate şi anume
obţinerea unei geometrii mai favorabile a cusăturii sudate
Densitatea Influenţează nivelul de protecţie a arcului electric şi a băii de metal topit
respectiv producerea fenomenului de microsablare la sudarea icircn mediu de gaze inerte
Activitatea chimică Prin reacţiile chimice ce au loc icircn coloana arcului şi la nivelul băii
metalice activitatea chimică a gazului de protecţie influenţează comportarea metalurgică Din
acest punct de vedere la sudarea MIGMAG se disting două categorii de gaze Gazele inerte
sunt gazele care nu reacţionează chimic cu elementele din coloana arcului şi din baia metalică
Din această grupă fac parte argonul şi heliul Gazele active sunt gazele care reacţionează
chimic cu elementele din arc şi din baia de metal Cel mai utilizat gaz din această grupă este
dioxidul de carbon la care se mai adaugă şi oxigenul Icircn acest caz icircn coloana arcului şi la
nivelul băii au loc următoatele reacţii chimice
bull disocierea dioxidului de carbon la T gt 1600degC (disocierea este completă la T gt 4000degC)
CO2 = CO + O
11
bull reacţiile de oxidare şi reducere
Fe + O = FeO FeO + Mn = MnO + Fe
Si + 2O = SiO2 2FeO + Si = SiO2 + 2Fe
Mn + O = MnO 2FeO + Ti = TiO2 + 2Fe
Ti + 2O = TiO2 FeO + C = CO + Fe
Se constată că prezenţa oxigenului icircn coloana arcului determină oxidarea sau arderea
unor elemente de aliere Aceasta conduce la pericolul formării oxizilor de fier icircn cusătură cu
efecte nefavorabile asupra reducerii caracteristicilor mecanice şi de rezilienţă Diminuarea
fenomenului se face prin alierea sacircrmei electrod cu elemente dezoxidante ca Mn Si Ti care au
aviditate mai mare faţă de oxigen decacirct fierul reducacircnd pericolul de oxidare a acestuia Cel
mai puternic dezoxidant este titanul Oxizii de mangan siliciu titan formaţi fiind insolubili icircn
metalul topit ies la suprafaţa băii şi se regăsesc pe cusătură sub formă de mici bdquoinsulerdquo de
zgură de culoare brună cu aspect sticlos
Reacţiile chimice la nivelul băii de metal topit pot conduce de asemenea la pericolul
formării gazelor icircn baia metalică ca de exemplu oxidul de carbon avacircnd drept consecinţă
pericolul apariţiei porilor icircn cusătura sudată Evitarea apariţiei porilor icircn cusătură se poate
realiza prin alegerea corectă a cuplului sacircmă-gaz de protecţie corelată şi cu alegerea optimă a
parametrilor tehnologici de sudare icircn special tensiunea arcului Prezenţa oxigenului icircn coloana
arcului conduce la oxidarea suprafeţei picăturilor de metal formate la capătul sacircrmei electrod
şi prin urmare la micşorarea tensiunilor superficiale ce acţionează asupra picăturii Prin urmare
desprinderea picăturii din vacircrful sacircrmei electrod se face mult mai uşor şi mai rapid Efectul
benefic este finisarea transferului picăturilor de metal icircmbunătăţirea stabilităţii arcului şi
reducerea icircmproşcărilor de metal prin stropi Se remarcă icircn acest sens utilizarea oxigenului icircn
proporţie de 13 sau a dioxidului de carbor icircn proporţie de 25 icircn amestec cu argonul la
sudarea oţelurilor inoxidabile Procente mai mari de gaz oxidant nu sunt recomandate
deoarece se produce o oxidare nepermisă a metalului cusăturii respectiv la utilizarea
dioxidului de carbon icircn plus pericolul alierii cu carbon şi prin urmare pericolul fragilizării
cusăturii ca urmare a formării carburilor de crom
Reacţiile de oxidare la nivelul băii de metal topit fiind reacţii exoterme conduc la
creşterea temperaturii băii (de la 1800degC la 2200degC) cu consecinţe asupra creşterii fluidităţii
acesteia creşterii pătrunderii sau posibilităţii măririi vitezei de sudare Corelată cu reducerea
12
tensiunilor superficiale la interfaţa baie topită ndash metal solid determină icircmbunătăţirea
procesului de umectare cu efecte favorabile asupra lăţirii respectiv reducerii supraicircnălţării
cusăturii sudate
Tot din punctul de vedere al activităţii chimice remarcăm utilizarea hidrogenului ca şi
gaz reducător icircn amestecurile gazelor de protecţie bdquode formareldquo folosite la protecţia rădăcinii
pe partea opusă sudării la sudarea oţelurilor aliate Inox şi nu numai Amestecul cel mai
frecvent utilizat este format din azot plus 5hellip10 hidrogen Hidrogenul reduce eventualele
urme de oxigen rămase icircn zona rădăcinii evitacircnd astfel oxidarea acesteia cu consecinţe asupra
scăderii rezistenţei la coroziune Utilizarea hidrogenului trebuie făcută cu grijă avacircnd icircn
vedere pericolul de explozie pentru anumite concentraţii icircn aer
Caracterizarea succintă a gazelor de protecţie
Prezentarea succintă a gazelor de protecţie utilizate la sudarea MIGMAG din punctul
de vedere al activităţii chimice şi al proprietăţilor termo-fizice permite icircnţelegerea facilă a
acţiunilor şi efectelor pe care acestea le au icircn procesul de sudare Cele mai utilizate gaze de
protecţie la sudarea MIGMAG sunt argonul heliul dioxidul de carbon oxigenul hidrogenul
azotul
Argonul (Ar)
1048707 gaz inert ndash nu reacţionează cu materialul
1048707 mai greu ca aerul ndash protecţie bună a băii de metal
1048707 potenţial de ionizare scăzut ndash amorsare uşoară a arcului
1048707 produce microsablarea suprafeţelor
Nu se recomandă utilizarea argonului icircn proporţie de 100 deoarece produce un arc
electric instabil formarea inevitabilă de pori icircn cusătură aspect mai puţin plăcut a icircmbinării
sudate Baia metalică este deosebit de vacircscoasă ceea ce duce la pori icircn cusătură crestături
marginale supraicircnălţare excesivă solzi puternic conturaţi Rezolvarea problemei se realizează
prin adaosuri de elemente oxidante O2 şisau CO2
13
Capitolul 3
Tehnologia de sudare in Argon
Elaborarea tehnologiei de sudare icircn general presupune stabilirea condiţiilor icircn care are
loc execuţia icircmbinării sudate pornind de la pregătirea pentru sudare alegerea materialelor de
adaos stabilirea parametrilor tehnologici de sudare stabilirea prelucrărilor post sudare
alegerea echipamentelor de sudare şi a dispozitivărilor etc
Stabilirea tehnologiei de sudare este specifică fiecărui procedeu icircn parte Elaborarea
unei tehnologii de sudare urmăreşte icircn general două aspecte importante şi anume aspectul
calitativ asigurarea calităţii impuse icircmbinării sudate la cel mai icircnalt grad respectiv aspectul
economic preţul de cost cacirct mai redus Aceasta presupune cunoaşterea icircn primul racircnd a
comportării la sudare a metalului de bază cunoaşterea performanţelor procedeului de sudare
utilizat a parametrilor tehnologici de sudare şi a recomandărilor tehnologice specifice
cunoaşterea performanţelor echipamentelor de sudare şi exploatarea acestora
Elaborarea tehnologiei de sudare reprezintă o etapă importantă icircn cadrul acţiunii de
calificare a procedurii de sudare conform SR EN 288-792 şi anume pe baza ei se icircntocmeşte
specificaţia procedurii de sudare WPS (Welding Procedure Specification) documentul care
cuprinde toate informaţiile necesare execuţiei icircmbinării sudate Elaborarea tehnologiei de
sudare presupune parcurgerea unor etape icircntr-o succesiune logică Etapele parcurse pentru
stabilirea tehnologiei de sudare MIGMAG sunt prezentate icircn cele ce urmează
Alegerea formei rostului şi a icircmbinării
Prezentarea formei rostului si stabilirea dimensiunilor efective ale acestuia avacircnd icircn
vedere condiţiile concrete de execuţie ale icircmbinării Alegerea dimensiunilor efective ale
rostului la sudarea MIGMAG se face icircn principal icircn funcţie de tehnologia de sudare respectiv
modul de transfer utilizate la realizarea stratului de rădăcină Acestea depind la racircndul lor de
comportarea la sudare a metalului de bază şi recomandările tehnologice de sudare (material
sensibil sau insensibil la supraicircncălziri) de grosimea componentelor accesul la sudare
importanţa icircmbinării sudate (clasa de execuţie) metoda de susţinere a rădăcinii poziţia de
sudare etc Icircn cazul icircn care accesul la sudare este dintr-o singură parte fără suport la
14
rădăcină iar la rădăcină nu se admit defecte (clasă de calitate superioară) pentru execuţia
rădăcinii se recomandă sudarea cu transfer prin scurtcircuit sau icircn curent pulsat caracterizate
prin energie liniară mică respectiv pericol scăzut de străpungere la rădăcină In acest caz
asigurarea unei pătrunderi bune la rădăcină cu o uşoară supraicircnălţare impune alegerea unei
deschideri a rostului b = 2hellip4 mm respectiv a umărului rostului c= 0hellip1 mm mărimi corelate
icircn principal cu valoarea curentului de sudare respectiv cu gazul de protecţie utilizat (mai mici
la sudarea icircn CO2 100 respectiv mai mari la sudarea icircn amestecuri de gaze bogate icircn argon
Ar +CO2 cel mai comun amestec fiind Ar + 18 CO2 - Corgon 18)
Icircn cazul icircn care accesul la sudare este dintr-o singură parte cu suport la rădăcină
execuţia stratului de rădăcină se poate realiza folosind oricare din modurile de transfer prin
scurtcircuit prin pulverizare sau icircn curent pulsat icircn funcţie de grosimea componentelor poziţia
de sudare natura metalului de bază (sensibil sau insensibil la supraicircncălziri) productivitatea
urmărită la sudare modul de execuţie (semimecanizat sau mecanizat) performanţele
instalaţiei etc Forma şi dimensiunile rostului depind de grosimea componentelor respectiv de
puterea arcului electric
Umărul rostului respectiv deschiderea rostului icircn acest caz au mai puţină importanţă
urmărindu-se icircn principal evitarea pericolelor de străpungere a suportului fuzibil de topire sau
lipire a suportului de Cu sau a suportului ceramic Icircn cazul folosirii unui suport fuzibil se
impune asigurarea unei pătrunderi de cel puţin 2 mm icircn acesta Icircn cazul accesului din ambele
părţi pentru execuţia rădăcinii este posibilă de asemenea folosirea oricărui mod de transfer In
cazul utilizării transferului prin scurtcircuit sau icircn curent pulsat sunt valabile recomandările
din primul caz cu b = 2hellip4 mm respectiv c = 1hellip2 mm In cazul utilizării transferului prin
pulverizare avacircnd icircn vedere puterea mare a arcului electric şi pericolul mare de străpungere
sau de curgere a băii de metal topit la rădăcină se recomandă ca deschiderea rostului să fie
mică b = 0hellip1 mm respectiv umărul rostului să fie mare c = 4hellip6 mm corelate cu viteza de
sudare Principala grijă icircn acest caz este evitarea pericolului de străpungere a rădăcinii
respectiv diminuarea dimensiunilor defectelor de la rădăcină Icircn acest caz la majoritatea
icircmbinărilor sudate icircnainte de execuţia trecerii pe partea opusă realizării primei treceri se
impune prelucrarea rădăcinii (polizare sau scobire-crăiţuire arc-aer) pentru eliminarea
eventualelor defecte specifice sudării stratului de rădăcină lipsă de pătrundere lipsă de topire
pori fisuri sau microfisuri
15
Icircn ceea ce priveşte unghiul rostului se remarcă faptul că acesta are valori mai mici
decacirct la sudarea manuală cu electrod icircnvelit datorită diametrului redus a sacircrmei electrod (08hellip
16 mm) şi absenţei icircnvelişului de pe sacircrmă luacircnd valori cuprinse icircntre 30deghellip50deg Aceasta
conduce la importante economii de material de adaos Reducerea exagerată icircnsă a unghiului
rostului poate avea consecinţe grave asupra pericolului de defecte icircn icircmbinarea sudată ca
urmare a tendinţei de scobire (săpare) ciupire a arcului electric pe feţele rostului cu efecte
asupra pericolului de scurgere a băii de metal topit icircn faţa arcului şi diminuarea pătrunderii sau
lipsei de pătrundere respectiv a pericolului de lipsă de topire icircntre cusătură şi metalul de bază
icircn zonele scobite prin scurgerea metalului topit icircn aceste scobituri Acest fenomen este
amplificat o dată cu creşterea exagerată a tensiunii arcului electric
Calculul ariei rostului se face icircn funcţie de forma şi dimensiunile acestuia cu ajutorul
uneia din relaţiile de mai jos
- rost I Ar = bs
- rost V Ar = bs + s2tg α2
- rost Y Ar = bs + (s-c)2tg α2
- rost U Ar = bs + _r22 + 2r[s-(c+r)]+[s-(c+r)]2tgszlig
- rost X Ar = bs + 12(s- c)2tg α2
- rost K Ar = bs + 14(s-c)2tg szlig
- rost 12 K Ar = bs + 12(s-c)2tg szlig
- icircmbinări de colţ nepătrunse Ar = a2 sau Ar = 12k2
unde a - icircnălţimea (grosimea) icircmbinării (sudurii)
k - icircnălţimea (mărimea) catetei icircmbinării
Calculul ariei cusăturii Pentru calcul se poate folosi una din relaţiile
Ac = (105 14) x Ar (30a)
Obs Coeficientul care icircnmulţeşte aria rostului ţine cont de secţiunea cusăturii regăsită icircn
supraicircnălţarea acesteia Valorile mici ale coeficientului corespund grosimilor mari de material
iar valorile mari grosimilor mici de material respectiv pentru icircmbinările simetrice Icircn cazul
icircmbinărilor sudate cap la cap cu rosturi neprelucrate (rost I) aplicarea relaţiei de mai sus duce
la erori foarte mari icircn special la table subţiri cu deschideri mici (b=1hellip2 mm) deoarece
ponderea materialului de adaos icircn supraicircnălţare este icircn realitate de două trei ori mai mare decicirct
16
cantitatea conţinută icircn secţiunea rostului Mai mult icircn cazul rosturilor I cu deschidere b = 0
ajungem icircntr-o situaţie limită adică să nu putem calcula aria cusăturii cu ajutorul acestei
relaţii In astfel de cazuri se recomandă ca aria cusăturii să se calculeze cu una din relaţiile de
mai jos
Ac = Ar + 23B_h pentru icircmbinări I asimetrice
Ac = Ar +43B_h pentru icircmbinări I simetrice
unde
bull B = lăţimea cusăturii se calculează geometric funcţie de forma si dimensiunile efective ale
rostului la care se adaugă 2 3 mm care reprezintă zona din metalul de bază care se topeşte
la sudare valoarea informativă pentru bdquoBldquo se poate calcula şi cu ajutorul coeficientului de
formă al cusăturii ψ = Bp consideracircnd că ψ = 15hellip25 (valori care diminuează pericolul
fisurării cusăturii la solidificarea băii)
bull h = supraicircnălţarea cusăturii se apreciază icircn funcţie de grosimea materialului de bază după
cum urmează (valori informative)
h = 1 15 mm pt s = 5 10 mm
h = 15 2 mm pt s = 10 25 mm
h = 2 3 mm pt s gt 25 mm
Obs Supraicircnălţarea cusăturii la icircmbinările cap la cap respectiv convexitatea cusăturii la
icircmbinările de colţ este mai mare la sudarea icircn CO2 decacirct icircn Ar Valoarea ariei cusăturii
calculată mai sus se rotunjeşte la icircntreg (calculul este aprox)
Alegerea materialelor de sudare
Stabilirea cuplului sacircrmă ndash gaz de protecţie Alegerea cuplului sacircrmă ndash gaz de protecţie pe
baza criteriilor de alegere a sacircrmei respectiv a gazului de protecţie Se precizează marca
(simbolul) sacircrmei electrod şi a gazului de protecţie utilizate
Sacircrma electrod (marca sacircrmei) helliphelliphelliphellip (STAS SR EN sau normă)
Gazul de protecţie helliphelliphelliphelliphelliphelliphelliphelliphelliphellip (STAS SR EN sau normă)
Stabilirea diametrului sacircrmei electrod Diametrul sacircrmei electrod poate fi ds = 06 08 10
12 16 mm Alegerea diametrului se face icircn funcţie de grosimea metalului de bază valoarea
curentului de sudare (modul de transfer) poziţia de sudare forma rostului etc Diametrul de
sacircrmă cel mai utilizat şi care acoperă o plajă mare de necesităţi tehnologice la sudare este
17
diametrul de 12 mm Pentru grosimi mici de material s lt= 2-3 mm se folosesc după caz
diametrele mai mici 08 mm respectiv 10 mm Diametrele mari gt= 16 mm se recomandă la
grosimi mari de material la sudarea cu transfer prin pulverizare Nu se recomandă diametre
mari de sacircrmă peste 12 mm icircn cazul transferului prin scurtcircuit datorită stabilităţii slabe a
arcului electric Pot fi utilizate icircnsă cu succes icircn cazul sudării icircn curent pulsat icircn special la
sacircrmele moi din aluminiu sau sacircrme tubulare
Stabilirea numărului de treceri Depinde icircn principal de natura metalului de bază (sensibil sau
insensibil la supraicircncălziri) de modul de transfer utilizat (arii de treceri mai mici la transfer
prin scurtcircuit respectiv arii de treceri mari la transfer prin pulverizare) de poziţia de
sudare forma rostului tipul icircmbinării etc Pe baza acestor factori se stabileşte aria trecerilor
poate lua valori cuprinse icircn domeniul 5 hellip 40 mm2
Dispunerea trecerilor icircn rost (schiţă)
Modul de dispunere a trecerilor
Calculul parametrilor tehnologici de sudare
1048707 transfer prin scurtcircuit grosimi mici (s lt 5 mm) sudarea stratului de rădăcină sudarea icircn
poziţii dificile (vertical peste cap etc)
1048707 transfer prin pulverizare la grosimi mari de material pentru sudarea icircn poziţie orizontală
sau icircn jgheab
18
1048707 transfer sinergic icircn curent pulsat la grosimi medii de material unde tehnologia de sudare
clasică se plasează icircn domeniul transferului intermediar caracterizat prin stropiri mari pentru
sudarea stratului de rădăcină la sudarea icircn poziţii dificile
Curentul de sudare Is Viteza de avans a sacircrmei electrod vae depinde de modul de transfer
diametrul sacircrmei poziţia de sudareetc Reglarea curentului de sudare respectiv a puterii
arcului electric se face prin modificarea vitezei de avans a sacircrmei electrod pe baza relaţiei de
proporţionalitate existentă icircntre cei doi parametrii tehnologici Practic la sudarea MIGMAG
viteza de avans a sacircrmei electrod poate fi considerată parametrul principal icircn stabilirea
tehnologiei de sudare care icircn anumite condiţii date (materialul sacircrmei diametrul sacircrmei gazul
de protecţie) determină valorile celorlalţi parametrii tehnologici şi icircn primul racircnd valoarea
curentului de sudare Deci cacircnd stabilim curentul de sudare trebuie să stabilim practic valoarea
vitezei de avans a sacircrmei electrod cei doi parametri fiind indisolubil legaţi unul de altul
Stabilirea corelaţiei curent de sudare ndash viteză de avans sacircrmă electrod se face din nomograme
de tipul Is = f(vae) figura 50divide54 trasate pentru anumite condiţii concrete de lucru (tip
material de adaos diametru sacircrmă gaz de protecţie lungime capăt liber sacircrmă mod de
transfer clasic sau icircn curent pulsat) din tabele tehnologice (sau şabloane) funcţie de condiţiile
concrete de lucru Icircn tabelele de mai jos sunt prezentate corelaţiile dintre viteza de avans a
sacircrmei electrod şi valoarea curentului de sudare pentru diametrele de 10 şi 12 mm folosind
ca şi gaze de protecţie CO2 100 şi CORGON 18 (amestec 82 Ar + 18 CO2 cel mai
frecvent utilizat la sudarea oţelurilor nealiate şi slab aliate) iar ca sacircrmă electrod sacircrma
nealiată SG2 (cea mai utilizată pentru sudarea oţelurilor nealiate şi slab aliate cu Mn) icircn
varianta clasică sau icircn current pulsat
Valorile pentru viteza de avans a sacircrmei din tabelele de mai jos şi 30 se vor corecta cu
coeficientul 08
Corelaţia viteza de avans a sacircrmei ndash curent de sudare (ds = 10 mm)
Nr
crt
Vae
(mmin
)
Is
(A)
Ua
(V)
lcl
(mm)
Q
(lmin)
Vs
(cmmin) Obs
1 2 68 153 8 8 17
2 3 96 16 8 8 17
19
Transfer
Prin
Circuit
3 4 128 168 8 8 17
4 5 132 188 10 8 17
5 6 144 20 10 10 20
6 7 156 215 10 10 20
71 8 180 225 10 10 20
72 8 172 225 12 12 25
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 10 mm Is = 80 ndash 180 A
Gazul de protecţie CO2 100
Sensul de sudare spre stacircnga (prin icircmpingere)
Corelaţia viteza de avans a sacircrmei ndash curent de sudare (ds = 10 mm)
Nr
crt
Vas
(mmin
Is
(A)
Ua
(V)
Icl
(mm)
Q
(lmin)
Vs
(cmmin) Obs
1 2 53 153 8 8 15 Arc
instabil
IS ndashmic
2 3 90 158 8 8 15
Transfer
prin
scurtcircuit
3 4 120 163 8 8 15
4 5 140 17 10 8 15
5 6 160 18 10 10 20
6 7 175 188 10 10 20
71 8 200 198 10 10 20
72 8 184 20 12 12 25
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 10 mm Is = 60 ndash 180 A
Gazul de protecţie CORGON 18
Sensul de sudare spre stacircnga (prin icircmpingere)
20
Corelaţia viteza de avans a sacircrmei ndash curent de sudare (ds = 12 mm)
Nr
crt
Vae
(mmin)
Is
(A)
Ua
(V)
lcl
(mm)
Q
(lmin)
Vs
(cmmin)
Obs
1 2 74 185 10 10 16
Transfer
Prin
scurtcircuit
2 3 112 193 10 10 16
31 4 144 208 10 10 16
32 4 136 21 12 12 25
4 5 160 223 12 12 25
5 6 184 235 12 12 25
Transfer
Intermediar
6 7 204 253 14 15 30
7 8 224 275 14 15 30
8 9 248 288 14 15 30
91 10 268 305 14 15 30
92 10 256 31 16 18 40
10 11 280 323 16 18 40 Transfer
Globular11 12 300 335 16 18 40
12 13 290 333 20 20 45
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 12 mm Is = 120 ndash 350 A
Gazul de protecţie CO2 100
Sensul de sudare spre dreapta (prin tragere)
Viteza de sudare depinde de grosimea metalului de bază (grosimea sudurii de colţ) modul de
transfer tehnica de sudare (număr mare sau număr mic de treceri) poziţia de sudare varianta
de sudare (semimecanizată sau mecanizată) etc Domeniul de valori este cuprins icircntre 15-100
cmmin cu precizarea că viteza de sudare la sudarea MIGMAG este substanţial mai mare
decacirct la sudarea manuală cu electrod icircnvelit Recomandări utile privind viteza de sudare
1048707 15 - 30 cmmin la sudarea semimecanizată cu transfer prin scurtcircuit sau la sudarea
stratului de rădăcină
21
1048707 30 - 50 cmmin la sudarea semimecanizată cu transfer prin pulverizare sau icircn curent pulsat
există o valoare optimă a vitezei de sudare situată icircn jurul valorii de 40 - 45 cmmin pentru
care se obţine pătrunderea maximă
1048707 30 - 100 cmmin la sudarea mecanizată icircn funcţie de grosimea componentelor
Materiale de sudare
Materialele utilizate la sudarea ST sunt sacircrma electrod icircn cazul sudării cu sacircrmă
tubulară cu autoprotecţie respectiv sacircrma electrod şi gazul de protecţie la sudarea cu sacircrmă
tubulară cu protecţie suplimentară
Sacircrma electrod se prezintă sub forma unei teci metalice umplute cu un miez
pulverulent icircn următoarea gamă de diametre 10 12 14 16 18 20 24 28 (32)
Icircnvelişul metalic se execută icircn general dintr-un material nealiat caracterizat prin
proprietăţi bune de ductilitate pentru a permite laminarea şi trefilarea uşoară a tecii grosimea
acesteia avacircnd valori sub 02 mm Alierea cusăturii cacircnd este cazul se face icircn general prin
miez Icircnvelişul metalic (teaca) are următoarele roluri
bull asigură prin topire cantitatea de material de adaos pentru realizarea icircmbinării sudate sau
icircncărcarea prin sudare
bull asigură contactul electric şi realizează icircnchiderea circuitului electric de sudare icircntre vacircrful
sacircrmei şi piesă
bull păstrează şi protejează miezul de pulbere icircmpotriva umidităţii
Miezul este un amestec de substanţe similare icircnvelişului electrozilor şi fluxurilor de
sudare După rolul pe care icircl au icircn procesul de sudare substanţele din miez se icircmpart icircn
bull substanţe zgurifiante pentru protejarea metalului topit
bull substanţe gazeifiante pentru protecţia spaţiului arcului icircmpotriva pătrunderii aerului
bull substanţe dezoxidante şi de rafinare a băii metalice
bull substanţe ionizatoare pentru icircmbunătăţirea stabilităţii arcului
bull substanţe (elemente) de aliere pentru alierea icircn arc
Echipamente pentru sudare MIGMAG
Din punctul de vedere al tehnologului respectiv al utilizatorului echipamentului de
sudare nu este atacirct de importantă cunoaşterea detaliilor de proiectare a acestor instalaţii
22
(sursă de sudare pupitru de comandă scheme electrice si electronice etc) cacirct mai ales
cunoaşterea părţilor componente ale echipamentului şi a rolului acestora a particularităţilor
specifice a performanţelor de sudare a modului de reglare şi control a parametrilor
tehnologici de sudare icircn vederea obţinerii rezultatelor dorite sau impuse de tehnologia de
sudare cu performanţe maxime
Echipamentele de sudare MIGMAG constituie sisteme mult mai complexe atacirct icircn
ceea ce priveşte părţile componente cacirct şi pregătirea pentru sudare respectiv modul de
comandă şi reglare a parametrilor tehnologici de sudare icircn comparaţie cu echipamentele
clasice utilizate la sudarea manuală cu electrozi icircnveliţi (transformatoare convertizoare
redresoare) Din punct de vedere a reglării parametrilor tehnologici icircn practică lucrurile nu
sunt de loc complicate icircn general aceasta implicacircnd reglarea a doi parametri şi anume
selectarea treptei de tensiune (tensiunea de mers icircn gol şi implicit tensiunea arcului) respectiv
ajustarea vitezei de avans a sacircrmei electrod pentru asigurarea curentului de sudare necesar
Figura 5
Părţile componente ale unei instalaţii de sudare MIGMAG
a - furtun gaz b ndash sacircrmă electrod c ndash tur-retur apă d ndash comandă pistolet
e ndash conductor curent f ndash tub de protecţie g ndash cablu de masă
Icircn cazul surselor moderne de sudare sinergice cu invertor problema este şi mai mult
simplificată oferind utilizatorului (operatorului sudor) prin programele icircncorporate icircn
microprocesor o tehnologie apropiată de optim prin reglarea unui singur parametru
tehnologic viteza de avans a sacircrmei electrod respectiv tensiunea arcului Icircn funcţie de
23
principiul de reglare al puterii (energiei) arcului specific sursei de sudare utilizate se setează
sau se reglează după necesităţi un singur parametru tehnologic considerat parametru de bază şi
anume viteza de avans a sacircrmei icircn cazul surselor cu invertor cu tranzistoare de putere cu
reglare continuă a tensiunii arcului respectiv tensiunea icircn cazul surselor de sudare cu reglare
icircn trepte a tensiunii arcului Restul parametrilor tehnologici de sudare sunt reglaţi automat prin
intermediul programelor microprocesorului icircn funcţie de datele de intrare specifice aplicaţiei
date introduse icircn prealabil de la consola sursei tipul de transfer (clasic sau pulsat) materialul
de adaos (compoziţia chimică) diametrul sacircrmei gazul de protecţie etc Echipamentul
permite şi efectuarea corecţiilor necesare dacă este cazul Acest mod de reglare al puterii
arcului necesar procesului de sudare dat este cunoscut sub denumirea de bdquoONE KNOBldquo adică
reglarea instalaţiei pentru sudare de la un singur buton ceea ce simplifică foarte mult sarcinile
operatorului sudor conducacircnd la regimuri de sudare optime fără să fie nevoie de multe
cunoştinţe tehnologice temeinice icircn afara celor de bază necesare sudării propriu zise Un
echipament de sudare MIGMAG se compune icircn principiu din următoarele părţi componente
figura 5
1048766 1 Sursa de sudare
1048766 2 Pupitrul de comandă
1048766 3 Dispozitivul de avans al sacircrmei electrod DAS
1048766 4 Pistoletul de sudare
1048766 5 Alimentarea cu gaz de protecţie
1048766 6 Instalaţia de răcire cu apă
Sursa de sudare
Sursele de sudare utilizate la sudarea MIGMAG sunt surse de curent continuu
convertizoare redresoare invertoare Datorită performanţelor modeste (timp de răspuns mare
dinamică redusă) icircn prezent convertizoarele de sudare se utilizează din ce icircn ce mai rar la
sudarea MIGMAG (aproape deloc) ele fiind icircnlocuite de redresoarele de sudare şi icircn ultimul
timp pe scară tot mai largă de sursele cu invertor pentru sudare (pe scurt invertoare pentu
sudare) Redresoarele la racircndul lor pot fi clasice cu diode sau comandate electronic cu
tiristoare sau tranzistoare de putere Particularitatea principală a surselor de sudare MIGMAG
este forma caracteristicii externe Ua=f(Is) Din motive de asigurare a stabilităţii arcului
24
electric prin fenomenul de autoreglare specific sudării MIGMAG forma caracteristicii
externe a sursei este rigidă (1) sau uşor coboracirctoare (2) (sub 7V100A)
Din motive de stabilitate maximă a procesului se preferă caracteristicile externe uşor
coboracirctoare a căror pantă (ΔUaΔIs) depinde de gazul de protectie respectiv de diametrul
sacircrmei electrod prin funcţia REGTYPE (valabilă numai la sursele cu invertor) Panta
caracteristicii externe este mai mare la sudarea icircn dioxid de carbon decacirct icircn argon sau
amestecuri bogate icircn argon La sudarea icircn CO2 caracteristica externă are panta maximă la
sacircrma electrod cu diametrul cel mai mic 08 mm şi scade cu creşterea diametrului sacircrmei
La sudarea icircn amestecuri bogate icircn argon panta caracteristicii externe este aceeaşi
pentru toate diametrele de sacircrmă şi mai mică decacirct cele corespunzătoare sudării icircn CO2
Datorită acestei forme a caracteristicii externe se observă că tensiunea arcului este apropiată
de tensiunea de mers icircn gol a sursei Icircn consecinţă reglarea tensiunii arcului la sudarea
MIGMAG se face prin reglarea tensiunii de mers icircn gol a sursei de sudare Aceasta se poate
face prin reglaj icircn trepte la sursele cu diode sau prin reglaj continuu la sursele cu tiristoare şi la
invertoare Reglajul continuu este cel mai bun permiţacircnd o infinitate de curbe acoperind toate
cerinţele tehnologice dar este mai costisitor Reglajul icircn trepte se face de obicei icircn două etape
un reglaj brut respectiv un reglaj fin şi este mai uşor de realizat constructiv (mai ieftin)
Numărul curbelor caracteristici externe este limitat icircntre o valoare minimă U20min şi o
valoare maximă U20max specific fiecărei surse Icircn acest caz obţinerea regimului optim pentru
o valoare dată a tensiunii se face prin corecţia vitezei de avans a sacircrmei electrod De aici
decurge cea de-a doua particularitate a surselor de sudare MIGMAG şi anume tensiunea de
mers icircn gol este mai mică decacirct la sursele de sudare cu electrod icircnvelit respectiv sursele WIG
fiind cuprinsă icircn intervalul de valori 20-50V Forma caracteristicii externe şi valoarea redusă a
tensiunii de mers icircn gol fac ca sursele de sudare MIGMAG să nu poată fi folosite la sudarea
SE şi WIG Icircn ultimul timp au apărut sursele de sudare universale (cu tiristoare sau cu
invertor) care permite sudarea cu toate cele trei procedee de sudare printr-o simplă comutare
pe procedeul utilizat (prin modificarea formei caracteristicii externe)
Cea de-a treia particularitate a surselor de sudare MIGMAG o constituie prezenţa unei
inductanţe icircn circuitul de sudare necesară icircn cazul sudării cu arc scurt cu transfer prin
scurtcircuit (sau la sudarea cu arc lung icircn bioxid de carbon icircn cazul scurtcircuitelor aleatoare)
pentru limitarea vacircrfului curentului de scurtcircuit şi prin urmare pentru reducerea stropirilor
25
Inductanţele fizice (reale) pot fi fixe variabile icircn trepte (cu ploturi) sau variabile continuu (cu
miez magnetizat
Surse de sudare sinergică - Invertoare
Dezvoltarea electronicii icircn general şi a electronicii de putere icircn special icircn ultimul timp
(a doua parte a secolului al XXndashlea) a impulsionat aşa cum era de aşteptat dezvoltarea şi
modernizarea echipamentelor de sudare icircn general şi a echipamentelor de sudare prin topire icircn
special producacircnd se poate spune o adevărată revoluţie icircn acest domeniu nebănuit cu puţin
timp icircn urmă atacirct din punctul de vedere al greutăţii proprii şi al dimensiunilor de gabarit cacirct
mai ales a performanţelor atinse Motorul acestei bdquorevoluţiildquo a fost folosirea invertoarelor de
frecvenţă ridicată cu transformator pe miez de ferită icircn construcţia surselor de putere şi
comanda lor cu ajutorul microprocesoarelor A fost posibilă astfel atingerea unor performanţe
tehnologice inimaginabile şi a unui control perfect al procesului de sudare icircn ansamblul lui
Atingerea acestor nivele icircnalte se datorează vitezei foarte mari de răspuns a invertoarelor de
ordinul microsecundelor funcţie de frecvenţa invertorului care a permis modelarea după
dorinţă a parametrilor tehnologici de sudare şi controlul riguros al acestora Comparativ viteza
de răspuns a redresoarelor clasice cu diode sau tiristoare nu putea fi scăzută sub 5 ms
Icircn anul 1970 redresoarele cu tiristoare au icircnceput să fie utilizate la sudarea manuală cu
electrozi icircnveliţi SE şi sudarea MIGMAG standard Tot cam icircn aceeaşi perioadă au apărut şi
sursele standard MIGMAG icircn curent pulsat formate prin combinarea a două surse obişnuite
una pentru curentul de baza alta pentru curentul de puls dar care funcţionează pe frecvenţe
fixe 25 33 50 75 100Hz Datorită vitezelor mari cu care se desfăşoară fenomenele icircn zona
arcului (de exemplu timpul de scurtcircuit tsc = 15-3 ms) şi avacircnd icircn vedere că timpul de
reacţie al tiristoarelor este de min 5-6 ms (deci mult mai mare) la redresoarele pentru sudarea
MIGMAG nu era posibilă modelarea acestor fenomene iar controlul variaţiei curentului de
scurtcircuit s-a putut face numai folosind o inductanţă fizică reală
Icircn jurul anului 1980 au apărut tiristoarele rapide cu timp de blocare redus Astfel s-au
realizat primele surse de tip invertor cu tiristoare care funcţionează pe o frecvenţă de 15
KHz Datorită cerinţelor complexe ale regimului de sudare şi a vitezelor mari de derulare a
fenomenelor din arcul electric au fost realizate surse cu tranzistoare de putere icircn circuitul de
26
sudare care au permis creşterea frecvenţei invertoarelor la valori mult mai mari decacirct cu care
se desfăşoară fenomenele icircn arc
Tehnologia de sudare a tablelor din OL32
Tehnologii de sudare pentru oţel carbon nealiat şi slab aliat
1048766 Tipul icircmbinării de colţ
1048766 Poziţia de sudare vertical ascendentă
1048766 Tipul de transfer prin scurtcircuit
1048766 Gazul de protecţie 75 Ar + 25 CO2
27
Capitolul 4
Metode de control a icircmbinărilor sudate
Controale nedistructibile
Controalele nedistrucitve nu duc la deteriorarea imninarii sudate şi nu influenţează asupra
comportării icircn exploatarea acestuia Cele mai utilizate controale nedistructive sunt
- controlul vizual
- controlulu cu raze Roentgen sau gama
- controlul cu ultrasunete
- controlul cu utilizarea unor metode magnetice
- controlul cu lichide penetrante
- expunerea icircmbinării sudate pe bancă de probă sau pe maşini de icircncercări la solicitare
cacirct mai apropiate de cele icircn exploatare la suprasolicitari avacircnd o valoare dinainte stabilită
sau la solicitări variabile după un ciclu determinat verificarea se face prin examninarea
ulterioară fie prin efectuarea unor măsurători tensometrice proba hidraulică
- proba pneumatică
- proba cu petrol
- proba cu amoniac
- proba cu etansietate utilizacircnd metoda spectometrului de masă
Controale distructive
Controalele distructive se execută la o anumită icircmbinare sudată sau asupra unor
porţiuni din această Porţiunile supuse acestor controale nu mai pot fi utilizate ulterior icircn
exploatare Controalele distrucitve se pot executa utilizacircnd plăci de control din acelaşi material
de baze sudate cu acelaşi material de adaos şi realizate cu acelaşi regim ca şi icircmbinările sudate
ale utilajuluipentru care se fac Icircn cazul unor verificări sau expertize se pot preleva din
icircmbinarea sudată a materialului Se urmăreşte verificarea respectării materialelor de bază de
adaos şi auxiliare prescrise depistării eventualelor abateri de la procesul tehnologic stabilit
iniţial care au dus la existenţa unor defecte şi scăderea calităţii icircmbinării
28
Analiza metalografică se poate face prin
- microstructura care permite depistarea unor defecte (pori sulfuri fisuri incluziuni etc)
stabilirea configuraţiei icircn sectinue a cordonului de sudura şi ZIT determinarea numărului de
straturi depuse pentru formarea cordonului punerea icircn evidenţă a cristalizării primare a
metalului depus
- microstructura care permite punerea icircn evidenţă a unei microzone ale icircmbinării sudate a
conţinutului aproximativ de carbon a metalului de bază şi a precipitării carburilor la oţeluri
anticorosive
- sacrificacircnd una sau mai multe piese icircn cazul unei producţii de mare serie şi supunacircndu-se
unor solicitări cacirct mai apropiate de cele din exploatare şi a căror mărime este crescută pacircnă la
ruperea construcţiei se urmăreşte verificarea viabilităţii soluţiilor constructive a calităţii
materialelor de bază şi de adaos a regimului tehnologic Metoda poate servi şi la stabilirea
fiabilităţii produsului respectiv
Prezentarea unor metode de depistare a icircmbinărilor sudate
Urmează o prezentare ceva mai detaliată a unor metode de control nedistructiv cu
rolul de a oferi celor care nu se ocupă direct cu controlul imbunarilor sudate date generale
privind modul de efectuare a fiecărui control
Controlul prin găurire
Cusătura se găureşte cu ajutorul unui burghiu cu unghiul de ascuţire de 90 grade
Diametrul burghiului se alege astfel icircncacirct să fie găurita icircntreaga secţiune transversală a
cusăturii şi să fie cuprins metalul de bază pe aproximativ 2mm Se execută icircntacirci o găurire de
circa 3 mm adacircncime şi se examinează cu atenţie Se adacircnceşte gaura cu icircncă 2-3 mm se
examinează din nou şi astfel se continuă pacircnă se ajunge la rădăcina cusăturii Examinarea se
face cu ajutorul unei lupe
Controlul prin găurire se recomandă a se executa icircn special pentru stabilirea cauzelor
de deteriorare parţială a construcţiilor sudate icircn exploatare atunci cacircnd prelevarea eprubetelor
de macrostructure este imposibilă sau nedorită
Controlul cu raza Roentgen şi gama generalităţii
Lumina vizibilă este formată din oscilaţii electromagnetice Razele Roentgen şi razele
gama sunt de asemenea oscilaţii electromagnetice care se deosebesc numai prin lungimea
29
undei Razele Roentgen pătrund icircn icircmbinările sudate fiind parţial absorbite şi dispersate
Capacitatea de pătrundere a razelor depind de lungimea de undă Controlul cu radiaţii
penetrante este cea mai răspacircndită metodă de control nedistructivă asiguracircnd un document
asupra mărimii formei poziţiei icircn plan şi frecvenţei defectelor Normele romacircneşti precum şi
norme din alte ţări dau recomandări cu privire la aprecierea calităţii icircmbinărilor sudate
obţinute la controlul Roentgen
Icircmbinarea sudată trebuie examinată cu direcţia razelor perpendiculare pe direcţia să
sau un anumit unghi
Controlul etansitatii utilizacircnd metoda spectometrului de masă
(probă cu helium freon argon)
Generalităţi
Pentru detectarea defectelor se utilizează un gaz trasot a cărui prezenţă icircn urmă foarte
fine poate fi pusă icircn evidenţă prin metoda spectrometului de masă
Controlul cu helium fiind scump se recomandă a fi utilizat pentru piese mici de la
detectarea uneor defecte foarte fine putacircnd localiza defecte la fluxul gazos Un alt gaz
freonul poate asigura icircn funcţie de metoda utilizată detectarea unor masivităţi prin care sunt
pierderi de fluxuri gazoase
Metoda presupune utilizarea unei aparaturi speciale care icircn prezenţa urmelor de gaz
trasot emit semnale ascuţite şi luminoase caracteristică a fiecărui gaz trasot utilizat Pentru a
putea face o legătură icircntre mărimea defectului şi fluxului de gaz scurs prin neetansietati se
prezintă după Duquenes mărimea fluxului de heliu scurs prin neetansietati icircn funcţie de
grosimea piesei (lungimea defectului) şi diametrul acestuia
30
Capitolul 5
Securitatea şi sănătatea muncii
Reguli ce trebuie respectate la sudare
- La sudarea manuală cu electrod icircnvelit icircn afară de măsurile generale de protecţie care
se iau la lucrările de sudare trebuie luate o serie de măsuri speciale specifice procedeului
- Protecţia icircmpotriva radiaţiilor arcului se realizează după cum urmează
- - protecţia ochiilor şi a feţei prin folosirea măştii de sudură o atenţie deosebită
se va acorda alegerii sticlei de protecţie a ochilor indiferent de intensitatea curentului cu care
se lucrează la alegerea numărului sticlei de protecţie sudorul va avea icircn vedere că o sticlă
prea icircnchisă obligă urmărirea arcului de la mică distanţă fapt care are repercursiuni asupra
igienei respiratorii
- - protecţia pielii şi a organelor interne se realizează prin folosirea obligatorie a
mănuşilor şi şorturilor din piele
- - pentru protecţia celorlalţi muncitori la locul de muncă al sudorilor va fi
icircnconjurat cu paravane de protecţie De asemenea se vor aplica tăbliţe avertizoare bdquoAtenţie se
sudeazărdquo
Protecţie icircmpotriva electrocutării
Toate sursele de curent ca şi piese care icircn mod accidental pot fi puse icircn contact cu circuitul
de sudare vor fi legate de pămacircnt
- tensiunile nu vor depăşi 80V
- icircncălţămintea şi icircmbrăcămintea sudorului va fi icircn bună stare permiţacircnd contactul
direct dintre piesă şi corpul sudorului
- icircn cazul sudării pe sol umed sau pe corpuri metalice se va folosi covorul de cauciuc
- port-izolatorul va fi aşezat cacircnd nu se sudează icircn poziţie sigură pe corpuri izolatoare
- resturile de electrod vor fi eliminate prin port electrod pentru a evita contactele
accidentale
- port electrozii vor fi complet izolaţi
31
- icircn perioadele de repaus (peste 10 min) sursă de curent va fi scoasă de sub tensiune
- icircn cazul sudării icircn interiorul pieselor metalice se recomandă supravegherea
permanentă a sudorului
Protecţia icircmpotriva gazelor şi fumului
Locul de muncă al sudorului va fi asigurat cu o bună ventilaţie Icircn cazul aspiraţiei locale
trebuie asigurat un delict de aspiraţie 70Lsecundă la 150 mm de arc sau 280Ls la 300 mm de
arc Icircn cazul aspiraţiei gazelor cu dispozitive la care nu se poate deplasa gura de aspiraţie se
va asigura delict de 7-11 m pe minut şi post de sudură iar icircn cazul ventilaţiei generale 56 m
pe minut şi post de sudură Defecţiunile tehnice se vor remedia numai de către personalul
calificat
Organizarea locului de muncă
La sudarea cu gaze există pericolul arderilor şi accidentelor datorită existenţei gazelor sub
presiune şi a caracteristicilor oxigenului şi a gazelor combustibile Este necesar ca
responsabilii cu protecţia muncii şi sudură să execute
- icircntocmirea şi afişarea la locul de muncă a instruciunilor de funcţionare deservite
icircntreţinere şi verificare a fiecărui utilaj icircn parte cu precizarea defectuarilor posibile şi a
măsurilor ce trebuie luate de sudor
- să instruiască periodic sudorii convingacircndu-se de buna cunoaştere a normelor de
utilizare verificare şi icircntreţinerea utilajului
- să se verifice sistematic la fiecare post de sudură şi sudor starea tehnică a utilajului şi
modul icircn care sudorul respectă normele tehnice
Sudorul icircnainte de icircnceperea lucrului trebuie să verifice buna stare de funcţionare a
icircntregului utilaj şi icircn special al generatorului de acetilenă lentilele de oxigen şi acetilenă
aparatura acestora incluse icircn supapa hidraulica de siguranţă locul de amplasare a acestora
pentru a fi ferit de icircncălzire
Orice defecţiune constatată la utilajul de sudură va fi comunicată responsabilului cu
sudura La orice părăsire a locului de muncă sudorul este obligat să oprească alimentarea
curentului electric a aparatelor
La sudarea electrică prin rezistentă de contact prin presiune şi prin puncte se vor lua
măsuri de protecţie a sudorului icircmpotriva stropilor de metal topit şi icircmpotriva atingerea
pieselor calde Corpul şi macircinile vor fi protejate icircmpotriva stropilor de metal folosindu-se
32
şorţul de piele respectiv mănuşi Peste icircncălţăminte se vor icircmbrăca jambiere de protecţie
Dacă icircn timpul lucrului arzatirul se icircncălzeşte excesiv acesta se va răci de cacircte ori
este necesar icircntr-un vas cu apă curată aflat permanent la locul de muncă al sudorului
Se interzice sudarea electrică atunci cacircnd conductoarele electrice au izolaţii
deteriorate iar cleştele port electrod este defect sau are izolaţie termoelectrică
necorespunzătoare deoarece aceste defecte pot provoca electrocutări
PSI
Prevenirea şi stingerea incendiilor
La intrarea icircn atelierele de sudare se vor afişa vizibil bdquoFumatul Interzisrdquo bdquoNu priviţi
flacărardquo bdquoPericol de orbirerdquo bdquoAtenţie se sudeazărdquo etc
Prin nerespectarea normelor de tehnica securităţii muncii se pot produce următoarele
accidente
- electrocutări
- icircmbolnăvirea ochilor şi arsuri de piele
- incendii cauzate de scacircnteile icircmprăştiate de arcul electric
Pentru prevenirea unor accidente se vor respecta următoarele reguli
- nu se va icircncepe lucrul la o maşină pacircnă cacircnd cel ce trebuie să o deservească nu o
cunoaşte perfect
- se va verifica instalaţia de ungere şi de răcire
- se va verifica instalaţia maşinilor unelte
- se va controla buna funcţionare a pieselor de prelucrat a sculelor şi a dispozitivelor pe
maşina unelta
- icircn timpul lucrului să se folosească dispozitive de protecţie icircmpotriva aşchiilor ecrane
ochelari
- nu se admite fracircnarea organelor icircn mişcarea cu macircna
- controlul stării sculei şi a prelucrării piesei nu se admite a fi făcut icircn timpul
funcţionării maşinii
- hainele de protecţie (halat sau salopetă) să fie icircncheiate la toţi nasturii manşetele
stracircnse iar capul acoperit
- locul de muncă trebuie ţinut icircn ordine şi curăţenie
- se va acorda o atenţie deosebită fixării corecte a pieselor şi echilibrării acestora
33
- cuţitele trebuie să pătrundă icircn materialul lin pentru evitarea smulgerii piesei la şoc
- ajustarea cu pilă de maşină de unelta a unor muchii se va face ţinacircndu-se macircnerul icircn
macircnă dreaptă iar capătul pilei icircn macircnă stacircngă
- aşchiile se icircndepărtează numai cacircnd maşina unelta este oprită
- la constatarea oricărei defecţiuni se va opri maşina unelta şi se va anunţa maestrul şi
mecanicul de icircntreţinere
Instructajul de protecţie a muncii este obligatoriu şi se efectuează de către cei care conduc şi
controlează procesele de muncă Instructajul cuprinde trei faze
a) Instructajul introductiv general se face icircn prima zi de activitate practică şi are drept
scop prezentarea principalelor măsuri de protecţie a muncii specifice unităţii La terminarea
instructajului se va face verificarea iar rezultatul se consemnează icircn fişa individuală pentru
protecţia muncii
b) Instructajul la locul de muncă are scopul de a prezenta măsurile de protecţie a muncii
specificepostului de lucru respectiv şi se face elevilor şi tuturor angajaţilor noi arătacircndu-se
cauzele principale care pot duce la accidentele de muncă şi măsurile de prevenire a acestora
c) Instructajul periodic se face la locul de muncă pentru a reaminti normele de protecţie a
muncii
34
Bibliografie
CC Teodorescu D Mocanu M Buga- Icircmbinări sudate- ET 1972 Bucureşti
Vasile Ilie C Gheorghe- Tăierea şi prelucrarea cu flacără a materialelor metalice- ET 1978
Bucureşti
M Brezeanu- Icircndrumătorul sudorului- ET 1975 Bucureşti
SI Ozanov- Controlul icircmbinărilor sudate- ET 1982 Bucureşti
C Teodorescu- Icircmbinări sudate- ET 1992 Bucureşti
C Miklos- Sudarea metalelor- ET 1985 Bucureşti
V Drobota- Rezistenţa materialelor şi organe de maşini- Editura Didactică şi Pedagogică
1979 Bucureşti
M Smilovici- Icircndrumător pentru icircmbinările sudate
35

Capitolul 2
Materiale de Sudare
Sacircrma electrod
Sacircrma electrod se livrează sub formă de bobine dintre diametrele standardizate cele
mai uzuale fiind 08 10 12 16 mm Livrarea icircn colaci ridică probleme la transport şi la
bobinarea icircn secţie Calitatea bobinării influenţează mult stabilitatea procesului de sudare
Suprafaţa sacircrmei trebuie să fie curată fără urme de rugină sau grăsimi De obicei suprafaţa
sacircrmei se cuprează pentru diminuarea pericolului de oxidare respectiv pentru icircmbunătăţirea
contactului electric Se recomandă ca ambalarea sacircrmei să se facă icircn pungi de polietilenă
etanşe (eventual vidate) care să conţină o substanţă higroscopică (granule de silicagel) şi icircn
cutii de carton mărinduse astfel durata de păstrare icircn condiţii corespunzătoare a sacircrmei de
sudare Compoziţia chimică a sacircrmei electrod la sudarea MIGMAG depinde icircn principal de
materialul de bază care se sudează (compoziţia chimică) şi de gazul de protecţie utilizat La
sudarea MIG compoziţia chimică a sacircrmei se alege apropiată de a metalului de bază Icircn cazul
sudării MAG sacircrma este aliată suplimentar cu elemente dezoxidante ca Mn Si Ti Se
recomandă ca raportul concentraţiilor de Mn şi Si să fie cca 2hellip25 Compoziţia chimică a
sacircrmelor nealiate pentru sudarea MAG se situează icircn limitele 007-012 C 06-09 Si 12-
25 Mn 02 Ti lt003 S P Adaosul de Ti produce o dezoxidare foarte bună cu efecte
benefice asupra caracteristicilor mecanice şi de tenacitate dar ridică preţul de cost a sacircrmei
Pentru creşterea tenacităţii la temperaturi negative sacircrma se aliază suplimentar cu Ni şisau
Mo Icircn STAS 1126-87 sunt prezentate principalele mărci de sacircrmă produse la noi icircn ţară
Caracterizarea acestora din punct de vedere al domeniului de utilizare este prezentată icircn
tabelul de mai jos
4
Domenii de utilizare a sacircrmelor pline de oţel (conform STAS 112087)
MARCA SARMEI DOMENII DE UTILIZARE
S12MnSi
Sudarea in mediu de gaz protector (CO2) a otelurilor cu granulatie
fina cu rezistenta ridicata la rupere fragile exploatate la
temperaturi pana la ndash 20degC
S07Mn14Si
Sudarea in mediu de gaz protector (CO2) a otelurilor cu corbon si
slab aliate cu rezistenta ridicata rupere fragile exploatate la
temperature pana la ndash20degC
S12SiMoCr1
Icircncărcarea prin sudare şi sudare icircn mediu de gaz
protector a oţelurilor pentru cazane şi recipiente sub
presiune exploatate la temperaturi pacircnă la 450degC
S12Mn1SiNi1Ti
Sudare icircn mediu de gaz protector a oţelurilor cu
granulaţie fină a oţelurilor pentru construcţii navale
cu limită de curgere ridicată
S10Mn1SiNiCu Sudare icircn mediu de gaz protector a oţelurilor
rezistente la coroziune atmosferică
S10Mn1SiVMoCr1 Sudare icircn mediu de gaz protector a oţelurilor
termorezistente
S10Mn1SiMo Sudare icircn mediu de gaz protector a oţelurilor
termorezistente
S10MnSiMo1Cr25 Sudare icircn mediu de gaz protector a oţelurilor
termorezistente
S12Mo1Cr17
Sudare icircn mediu de gaz protector a oţelurilor
inoxidabile solicitate mecanic şi exploatate la
temperaturi de 450600degC
S12Cr26Ni20 Sudare icircn mediu de gaz protector a oţelurilor de tip
2520 şi sudarea icircmbinărilor eterogene
5
Gazul de protecţie
Gazul de protecţie are icircn principal rolul de a asigura protecţia băii metalice şi a
picăturii de metal topit din vacircrful sacircrmei electrod sau la trecerea acesteia prin coloana arcului
icircmpotriva interacţiunii cu gazele din atmosferă oxigen hidrogen azot etc Icircn acelaşi timp
icircnsă gazul de protecţie are o mare influenţă asupra desfăşurării procesului de sudare icircn
ansamblul lui acţionacircnd asupra stabilităţii arcului parametrilor tehnologici de sudare
transferului picăturii de metal topit prin coloana arcului reacţiilor metalurgice la nivelul băii şi
picăturii de metal transformărilor structurale proprietăţilor mecanice şi de tenacitate ale
icircmbinării formei şi geometriei cusăturii sudate stropirilor productivităţii la sudare etc
Aceste influenţe complexe sunt determinate de proprietăţile termo-fizice şi de activitatea
chimică a gazelor de protecţie care diferă mult de la un gaz la altul Prin urmare pentru
alegerea corectă a gazului de protecţie este necesară cunoaşterea acestor proprietăţi şi efectele
pe care acestea le au icircn procesul de sudare
Principalele proprietăţi termo-fizice şi chimice ale gazelor de protecţie utilizate la
sudarea MIGMAG sunt
- potenţialul de ionizare
- energia de disociere-recombinare
- conductibilitatea temică
- densitatea
- activitatea chimică
- puritatea
Acţiunea şi efectele acestor proprietăţi icircn procesul de sudare sunt prezentate icircn cele ce
urmează
Potenţialul de ionizare Acţionează asupra condiţiilor de amorsare şi a stabilităţii
arcului electric respectiv asupra puterii arcului Un potenţial de ionizare de valoare redusă
(argonul) uşurează amorsarea şi creşte stabilitatea arcului reducacircnd stropirile pe cacircnd un
potenţial de ionizare de valoare ridicată (heliul) măreşte puterea arcului cu efecte asupra
productivităţii la sudare (creşterea pătrunderii respectiv a vitezei de sudare)
6
Energia de disociere ndash recombinare Este specifică gazelor biatomice CO2 H2 O2
Influenţează icircn mod favorabil bilanţul termic icircn coloana arcului electric prin icircmbunătăţirea
transferului de căldură spre componente cu efect asupra geometriei cusăturii vitezei de sudare
Conductibilitatea termică Este proprietatea fizică cu cele mai cuprinzătoare efecte şi
influenţe asupra desfăşurării procesului tehnologic de sudare Conductibilitatea termică a
gazului de protecţie acţionează asupra modului de transfer a picăturii prin coloana arcului (este
factorul principal care determină modificarea tipului de transfer globulal sau prin
pulverizare) repartiţiei căldurii icircn coloana arcului şi la suprafaţa componentelor
conductibilităţii electrice a arcului parametrilor tehnologici de sudare (tensiunea arcului)
puterii arcului (lungimea arcului) stabilităţii arcului temperaturii maxime şi repartiţiei
acesteia icircn coloana arcului formei şi geometriei cusăturii stropirilor etc
Figura 3 Conductivitatea termică a gazelor de protecţie
Variaţia conductibilităţii termice cu temperatura pentru principalele gaze de protecţie
folosite la sudare este prezentată icircn figura 3 Se observă că argonul are conductibilitatea
termică cea mai scăzută fiind denumit icircn tehnica sudării bdquogaz caldrdquo icircn timp ce dioxidul de
carbon are conductibilitatea termică mult mai mare fiind denumit bdquogaz recerdquo Cea mai mare
conductivitate o are hidrogenul
7
Diversitatea influenţei conductibilităţii termice asupra procesului de sudare este uşor
de icircnţeles dacă analizăm distribuţia gradientului de temperatură icircn coloana arcului icircn cazul
argonului respectiv dioxidului de carbon figura 4 Conductibilitatea termică scăzută a
argonului determină un grad mic de temperatură icircn arcul electric ceea ce conduce la
repartizarea liniilor de curent din arc pe o secţiune mărită a coloanei acestuia (vezi porţiunea
icircnnegrită) avacircnd drept consecinţă creşterea conductibilităţii electrice a coloanei arcului
electric (conductibilitatea electrică este invers proporţională cu conductibilitatea termică)
Caracteristici ale gazelor de protecţie
Gazul
de
protecţie
Potenţialul
de ionizare
(V)
Energia
de
disociere
(eV)
Gazul
de protecţie
Potenţialul
de ionizare
(V)
Energia
de
disociere
(eV)
Ar 158 CO2 144 43
He 246 H2 136 45
N2 145 98 O2 136 51
Icircn cazul dioxidului de carbon miezul coloanei arcului (cel care conduce curentul
electric) este foarte icircngust ca efect a conductibilităţii termice mari a gazului respectiv a
fenomenului de disociere ndash recombinare Pierderea rapidă a căldurii din coloana arcului este
echivalentă cu o constracircngere din exterior a zonei centrale a miezului coloanei ceea ce
conduce la creşterea densităţii de curent din arc şi prin urmare aşa cum se poate observa la
creşterea temperaturii icircn axa coloanei arcului la valori mai mari decacirct cele corespunzătoare
arcului icircn argon
8
Figura 4 Gradientul de temperatură al arcului electric funcţie de gazul de protecţie
Conductibilitatea electrică diferită a coloanei arcului icircn cazul celor două gaze are
consecinţe asupra rezistenţei electrice a acestuia Astfel rezistenţa arcului icircn argon este mai
mică decacirct icircn dioxid de carbon Rezultă o cădere de tensiune mai redusă a arcului icircn Ar decacirct
icircn CO2 şi prin urmare o valoare mai mică a mărimii tensiunii arcului la sudarea icircn Ar
comparativ cu sudarea icircn CO2 cu toate că potenţialul de ionizare al Ar este mai mare decacirct la
CO2 Icircntr-adevăr la sudarea icircn Ar sau amestecuri de gaze Ar cu CO2 tensiunea arcului se
reduce cu 2 ndash 4 V icircn funcţie de procentul de CO2 din amestec desigur luacircnd icircn considerare
aceeaşi valoare a curentului de sudare
Repartiţia liniilor de curent icircn cazul celor două gaze explică şi influenţa asupra
transferului de metal aşa cum se va demonstra icircn continuare Icircn cazul argonului miezul
coloanei arcului face ca arcul electric să bdquoicircmbrăţişezerdquo capătul liber a sacircrmei electrod
extinzacircndu-se de la vacircrful ei pe suprafaţa laterală a sacircrmei datorită diametrului mic al
acesteia Practic arcul electric icircnconjoară sacircrma pe o anumită porţiune a capătului liber ceea ce
determină transferul căldurii arcului la electrod atacirct prin suprafaţa frontală a sacircrmei cacirct şi prin
suprafaţa laterală a ei conducacircnd la icircncălzirea neuniformă şi progresivă a capătului sacircrmei icircn
zona de acţiune a arcului Aceasta determină topirea capătului sacircrmei icircn toată secţiunea ei la
vacircrf şi o topire parţială pe secţiune de la exterior spre interior icircn funcţie de nivelul
temperaturii atinse icircn fiecare punct a secţiunii considerate Intensitatea gradului de topire
scade evident o dată cu icircndepărtarea de vacircrf Sub acţiunea conjugată a forţei de tensiune
superficială şi a forţei electromagnetice (pinch) are loc concentrarea metalului topit icircn vacircrful
sacircrmei sub forma unei picături sferice icircnsoţită de efectul de ldquoautoascuţirerdquo a electrodului pe
9
porţiunea icircn care s-a produs topirea parţială a secţiunii sacircrmei icircn zona de acţiune a arcului
electric Fenomenul de ascuţire a capătului sacircrmei determină reducerea secţiunii şi icircn
consecinţă creşterea densităţii de curent la interfaţa picătură de metal ndash sacircrmă ceea ce conduce
la creşterea puternică a temperaturii pacircnă la atingerea temperaturii de evaporarea a punţii
topite Sub acţiunea vaporilor de metal picătura este icircmpinsă icircn baia topită creindu-se
premisele formării unei noi picături Acest mecanism de formare şi desprindere a picăturii din
vicircrful sacircrmei determină formarea unor picături de dimensiuni mici (dplt= ds) echivalente
transferului prin pulverizare
Icircn cazul dioxidului de carbon miezul foarte icircngust al arcului determină concentrarea
punctiformă a acestuia icircn vacircrful sacircrmei (icircn pata anodică) Prin urmare transferul de căldură al
arcului se face numai prin suprafaţa frontală a sacircrmei electrod Totodată datorită temperaturii
ridicate a miezului coloanei (mai mare ca la Ar) şi a densităţii foarte mari a curentului icircn pata
anodică (concentrare punctiformă) are loc creşterea locală a temperaturii petei atingacircnd
temperatura de vaporizare a fierului (aprox 3200degC) Jetul de vapori formaţi acţionează ca o
forţă de reacţie icircmpingacircnd icircn sus şi lateral metalul topit Sub acţiunea forţei de tensiune
superficială şi a forţei de reacţie a vaporilor de metal metalul topit se acumulează icircn vacircrful
sacircrmei sub forma unor picături mari de metal (dp gt 12ds) Picătura creşte icircn continuare pacircnă
cacircnd sub acţiunea greutăţii proprii se detaşează şi se transferă icircn baia metalică sub forma unor
picături mari sau globule aşa numitul transfer globular specific sudării icircn CO2 sau
amestecurilor bogate icircn CO2 Icircn cazul amestecurilor de gaze Ar + CO2 fenomenul este
insesizabil dacă proporţia de CO2 este mai mică de 20 se manifestă tot mai pregnant dacă
procentul depăşeşte 20 şi are o comportare similară cu cea a transferului icircn CO2 100 dacă
procentul depăşeşte 30 CO2 icircn amestec
Icircn fine gradientul de temperatură diferit din coloana arcului icircn cazul celor două gaze
de protecţie influenţează semnificativ şi geometria cusăturii sudate Icircn cazul argonului
valoarea ridicată a temperaturii arcului electric este limitată doar la zona centrală
corespunzătoare miezului coloanei după care temperatura scade brusc la valori reduse ce nu
pot produce o icircncălzire semnificativă a zonelor de incidenţă ale arcului pe componente
Concentrarea puternică a căldurii icircn miezul coloanei arcului la argon produce o icircncălzire
locală a metalului de bază icircnsoţită de o topire adacircncă respectiv o pătrundere mare dar limitată
la o zonă restracircnsă Aceasta este amplificată suplimentar de disiparea rapidă a căldurii icircn
10
zonele adiacente (reci) ale metalului de bază fără să producă o icircncălzire semnificativă la
nivelul temperaturii de topire a acestor zone Efectul acestor fenomene este formarea unei
zone topite icircnguste şi adacircnci aşa numitul bdquodeget de argonldquo specific sudării icircn argon sau
amestecuri bogate icircn argon deosebit de defavorabil din punct de vedere tehnologic datorită
pericolului de apariţie a defectelor de icircmbinare lipsă de topire sau lipsă de pătrundere
respectiv pericol de fisurare (concentrator de tensiune)
Icircn cazul dioxidului de carbon temperatura din coloana arcului se menţine icircncă la valori
ridicate capabile să producă icircncălziri semnificative a zonelor de incidenţă la distanţe mult
mai mari faţă de axa coloanei decacirct icircn cazul argonului Are loc astfel o icircncălzire şi topire a
metalului de bază pe o zonă mai extinsă atacirct icircn adacircncime cacirct mai ales lateral cu efecte asupra
icircmbunătăţirii geometriei cusăturii caracterizată printr-o pătrundere uniformă La această
icircncălzire a metalului de bază contribuie de asemenea şi căldura cedată prin fenomenul de
recombinare a gazului ce are loc icircn zona componentelor respectiv a băii metalice ca efect a
temperaturii scăzute din această zonă (1800-2000degC) propice reacţiilor de recombinare Se
apreciază că din punct de vedere tehnologic geometria cusăturii la sudarea icircn CO2 este cea
mai favorabilă Prin urmare amestecarea celor două gaze Ar şi CO2 va conduce şi la
modificarea geometriei cusăturii sudate Aceasta este una din raţiunile principale care stau la
baza sudării icircn amestecuri de gaze Ar+CO2 a oţelurilor nealiate sau slab aliate şi anume
obţinerea unei geometrii mai favorabile a cusăturii sudate
Densitatea Influenţează nivelul de protecţie a arcului electric şi a băii de metal topit
respectiv producerea fenomenului de microsablare la sudarea icircn mediu de gaze inerte
Activitatea chimică Prin reacţiile chimice ce au loc icircn coloana arcului şi la nivelul băii
metalice activitatea chimică a gazului de protecţie influenţează comportarea metalurgică Din
acest punct de vedere la sudarea MIGMAG se disting două categorii de gaze Gazele inerte
sunt gazele care nu reacţionează chimic cu elementele din coloana arcului şi din baia metalică
Din această grupă fac parte argonul şi heliul Gazele active sunt gazele care reacţionează
chimic cu elementele din arc şi din baia de metal Cel mai utilizat gaz din această grupă este
dioxidul de carbon la care se mai adaugă şi oxigenul Icircn acest caz icircn coloana arcului şi la
nivelul băii au loc următoatele reacţii chimice
bull disocierea dioxidului de carbon la T gt 1600degC (disocierea este completă la T gt 4000degC)
CO2 = CO + O
11
bull reacţiile de oxidare şi reducere
Fe + O = FeO FeO + Mn = MnO + Fe
Si + 2O = SiO2 2FeO + Si = SiO2 + 2Fe
Mn + O = MnO 2FeO + Ti = TiO2 + 2Fe
Ti + 2O = TiO2 FeO + C = CO + Fe
Se constată că prezenţa oxigenului icircn coloana arcului determină oxidarea sau arderea
unor elemente de aliere Aceasta conduce la pericolul formării oxizilor de fier icircn cusătură cu
efecte nefavorabile asupra reducerii caracteristicilor mecanice şi de rezilienţă Diminuarea
fenomenului se face prin alierea sacircrmei electrod cu elemente dezoxidante ca Mn Si Ti care au
aviditate mai mare faţă de oxigen decacirct fierul reducacircnd pericolul de oxidare a acestuia Cel
mai puternic dezoxidant este titanul Oxizii de mangan siliciu titan formaţi fiind insolubili icircn
metalul topit ies la suprafaţa băii şi se regăsesc pe cusătură sub formă de mici bdquoinsulerdquo de
zgură de culoare brună cu aspect sticlos
Reacţiile chimice la nivelul băii de metal topit pot conduce de asemenea la pericolul
formării gazelor icircn baia metalică ca de exemplu oxidul de carbon avacircnd drept consecinţă
pericolul apariţiei porilor icircn cusătura sudată Evitarea apariţiei porilor icircn cusătură se poate
realiza prin alegerea corectă a cuplului sacircmă-gaz de protecţie corelată şi cu alegerea optimă a
parametrilor tehnologici de sudare icircn special tensiunea arcului Prezenţa oxigenului icircn coloana
arcului conduce la oxidarea suprafeţei picăturilor de metal formate la capătul sacircrmei electrod
şi prin urmare la micşorarea tensiunilor superficiale ce acţionează asupra picăturii Prin urmare
desprinderea picăturii din vacircrful sacircrmei electrod se face mult mai uşor şi mai rapid Efectul
benefic este finisarea transferului picăturilor de metal icircmbunătăţirea stabilităţii arcului şi
reducerea icircmproşcărilor de metal prin stropi Se remarcă icircn acest sens utilizarea oxigenului icircn
proporţie de 13 sau a dioxidului de carbor icircn proporţie de 25 icircn amestec cu argonul la
sudarea oţelurilor inoxidabile Procente mai mari de gaz oxidant nu sunt recomandate
deoarece se produce o oxidare nepermisă a metalului cusăturii respectiv la utilizarea
dioxidului de carbon icircn plus pericolul alierii cu carbon şi prin urmare pericolul fragilizării
cusăturii ca urmare a formării carburilor de crom
Reacţiile de oxidare la nivelul băii de metal topit fiind reacţii exoterme conduc la
creşterea temperaturii băii (de la 1800degC la 2200degC) cu consecinţe asupra creşterii fluidităţii
acesteia creşterii pătrunderii sau posibilităţii măririi vitezei de sudare Corelată cu reducerea
12
tensiunilor superficiale la interfaţa baie topită ndash metal solid determină icircmbunătăţirea
procesului de umectare cu efecte favorabile asupra lăţirii respectiv reducerii supraicircnălţării
cusăturii sudate
Tot din punctul de vedere al activităţii chimice remarcăm utilizarea hidrogenului ca şi
gaz reducător icircn amestecurile gazelor de protecţie bdquode formareldquo folosite la protecţia rădăcinii
pe partea opusă sudării la sudarea oţelurilor aliate Inox şi nu numai Amestecul cel mai
frecvent utilizat este format din azot plus 5hellip10 hidrogen Hidrogenul reduce eventualele
urme de oxigen rămase icircn zona rădăcinii evitacircnd astfel oxidarea acesteia cu consecinţe asupra
scăderii rezistenţei la coroziune Utilizarea hidrogenului trebuie făcută cu grijă avacircnd icircn
vedere pericolul de explozie pentru anumite concentraţii icircn aer
Caracterizarea succintă a gazelor de protecţie
Prezentarea succintă a gazelor de protecţie utilizate la sudarea MIGMAG din punctul
de vedere al activităţii chimice şi al proprietăţilor termo-fizice permite icircnţelegerea facilă a
acţiunilor şi efectelor pe care acestea le au icircn procesul de sudare Cele mai utilizate gaze de
protecţie la sudarea MIGMAG sunt argonul heliul dioxidul de carbon oxigenul hidrogenul
azotul
Argonul (Ar)
1048707 gaz inert ndash nu reacţionează cu materialul
1048707 mai greu ca aerul ndash protecţie bună a băii de metal
1048707 potenţial de ionizare scăzut ndash amorsare uşoară a arcului
1048707 produce microsablarea suprafeţelor
Nu se recomandă utilizarea argonului icircn proporţie de 100 deoarece produce un arc
electric instabil formarea inevitabilă de pori icircn cusătură aspect mai puţin plăcut a icircmbinării
sudate Baia metalică este deosebit de vacircscoasă ceea ce duce la pori icircn cusătură crestături
marginale supraicircnălţare excesivă solzi puternic conturaţi Rezolvarea problemei se realizează
prin adaosuri de elemente oxidante O2 şisau CO2
13
Capitolul 3
Tehnologia de sudare in Argon
Elaborarea tehnologiei de sudare icircn general presupune stabilirea condiţiilor icircn care are
loc execuţia icircmbinării sudate pornind de la pregătirea pentru sudare alegerea materialelor de
adaos stabilirea parametrilor tehnologici de sudare stabilirea prelucrărilor post sudare
alegerea echipamentelor de sudare şi a dispozitivărilor etc
Stabilirea tehnologiei de sudare este specifică fiecărui procedeu icircn parte Elaborarea
unei tehnologii de sudare urmăreşte icircn general două aspecte importante şi anume aspectul
calitativ asigurarea calităţii impuse icircmbinării sudate la cel mai icircnalt grad respectiv aspectul
economic preţul de cost cacirct mai redus Aceasta presupune cunoaşterea icircn primul racircnd a
comportării la sudare a metalului de bază cunoaşterea performanţelor procedeului de sudare
utilizat a parametrilor tehnologici de sudare şi a recomandărilor tehnologice specifice
cunoaşterea performanţelor echipamentelor de sudare şi exploatarea acestora
Elaborarea tehnologiei de sudare reprezintă o etapă importantă icircn cadrul acţiunii de
calificare a procedurii de sudare conform SR EN 288-792 şi anume pe baza ei se icircntocmeşte
specificaţia procedurii de sudare WPS (Welding Procedure Specification) documentul care
cuprinde toate informaţiile necesare execuţiei icircmbinării sudate Elaborarea tehnologiei de
sudare presupune parcurgerea unor etape icircntr-o succesiune logică Etapele parcurse pentru
stabilirea tehnologiei de sudare MIGMAG sunt prezentate icircn cele ce urmează
Alegerea formei rostului şi a icircmbinării
Prezentarea formei rostului si stabilirea dimensiunilor efective ale acestuia avacircnd icircn
vedere condiţiile concrete de execuţie ale icircmbinării Alegerea dimensiunilor efective ale
rostului la sudarea MIGMAG se face icircn principal icircn funcţie de tehnologia de sudare respectiv
modul de transfer utilizate la realizarea stratului de rădăcină Acestea depind la racircndul lor de
comportarea la sudare a metalului de bază şi recomandările tehnologice de sudare (material
sensibil sau insensibil la supraicircncălziri) de grosimea componentelor accesul la sudare
importanţa icircmbinării sudate (clasa de execuţie) metoda de susţinere a rădăcinii poziţia de
sudare etc Icircn cazul icircn care accesul la sudare este dintr-o singură parte fără suport la
14
rădăcină iar la rădăcină nu se admit defecte (clasă de calitate superioară) pentru execuţia
rădăcinii se recomandă sudarea cu transfer prin scurtcircuit sau icircn curent pulsat caracterizate
prin energie liniară mică respectiv pericol scăzut de străpungere la rădăcină In acest caz
asigurarea unei pătrunderi bune la rădăcină cu o uşoară supraicircnălţare impune alegerea unei
deschideri a rostului b = 2hellip4 mm respectiv a umărului rostului c= 0hellip1 mm mărimi corelate
icircn principal cu valoarea curentului de sudare respectiv cu gazul de protecţie utilizat (mai mici
la sudarea icircn CO2 100 respectiv mai mari la sudarea icircn amestecuri de gaze bogate icircn argon
Ar +CO2 cel mai comun amestec fiind Ar + 18 CO2 - Corgon 18)
Icircn cazul icircn care accesul la sudare este dintr-o singură parte cu suport la rădăcină
execuţia stratului de rădăcină se poate realiza folosind oricare din modurile de transfer prin
scurtcircuit prin pulverizare sau icircn curent pulsat icircn funcţie de grosimea componentelor poziţia
de sudare natura metalului de bază (sensibil sau insensibil la supraicircncălziri) productivitatea
urmărită la sudare modul de execuţie (semimecanizat sau mecanizat) performanţele
instalaţiei etc Forma şi dimensiunile rostului depind de grosimea componentelor respectiv de
puterea arcului electric
Umărul rostului respectiv deschiderea rostului icircn acest caz au mai puţină importanţă
urmărindu-se icircn principal evitarea pericolelor de străpungere a suportului fuzibil de topire sau
lipire a suportului de Cu sau a suportului ceramic Icircn cazul folosirii unui suport fuzibil se
impune asigurarea unei pătrunderi de cel puţin 2 mm icircn acesta Icircn cazul accesului din ambele
părţi pentru execuţia rădăcinii este posibilă de asemenea folosirea oricărui mod de transfer In
cazul utilizării transferului prin scurtcircuit sau icircn curent pulsat sunt valabile recomandările
din primul caz cu b = 2hellip4 mm respectiv c = 1hellip2 mm In cazul utilizării transferului prin
pulverizare avacircnd icircn vedere puterea mare a arcului electric şi pericolul mare de străpungere
sau de curgere a băii de metal topit la rădăcină se recomandă ca deschiderea rostului să fie
mică b = 0hellip1 mm respectiv umărul rostului să fie mare c = 4hellip6 mm corelate cu viteza de
sudare Principala grijă icircn acest caz este evitarea pericolului de străpungere a rădăcinii
respectiv diminuarea dimensiunilor defectelor de la rădăcină Icircn acest caz la majoritatea
icircmbinărilor sudate icircnainte de execuţia trecerii pe partea opusă realizării primei treceri se
impune prelucrarea rădăcinii (polizare sau scobire-crăiţuire arc-aer) pentru eliminarea
eventualelor defecte specifice sudării stratului de rădăcină lipsă de pătrundere lipsă de topire
pori fisuri sau microfisuri
15
Icircn ceea ce priveşte unghiul rostului se remarcă faptul că acesta are valori mai mici
decacirct la sudarea manuală cu electrod icircnvelit datorită diametrului redus a sacircrmei electrod (08hellip
16 mm) şi absenţei icircnvelişului de pe sacircrmă luacircnd valori cuprinse icircntre 30deghellip50deg Aceasta
conduce la importante economii de material de adaos Reducerea exagerată icircnsă a unghiului
rostului poate avea consecinţe grave asupra pericolului de defecte icircn icircmbinarea sudată ca
urmare a tendinţei de scobire (săpare) ciupire a arcului electric pe feţele rostului cu efecte
asupra pericolului de scurgere a băii de metal topit icircn faţa arcului şi diminuarea pătrunderii sau
lipsei de pătrundere respectiv a pericolului de lipsă de topire icircntre cusătură şi metalul de bază
icircn zonele scobite prin scurgerea metalului topit icircn aceste scobituri Acest fenomen este
amplificat o dată cu creşterea exagerată a tensiunii arcului electric
Calculul ariei rostului se face icircn funcţie de forma şi dimensiunile acestuia cu ajutorul
uneia din relaţiile de mai jos
- rost I Ar = bs
- rost V Ar = bs + s2tg α2
- rost Y Ar = bs + (s-c)2tg α2
- rost U Ar = bs + _r22 + 2r[s-(c+r)]+[s-(c+r)]2tgszlig
- rost X Ar = bs + 12(s- c)2tg α2
- rost K Ar = bs + 14(s-c)2tg szlig
- rost 12 K Ar = bs + 12(s-c)2tg szlig
- icircmbinări de colţ nepătrunse Ar = a2 sau Ar = 12k2
unde a - icircnălţimea (grosimea) icircmbinării (sudurii)
k - icircnălţimea (mărimea) catetei icircmbinării
Calculul ariei cusăturii Pentru calcul se poate folosi una din relaţiile
Ac = (105 14) x Ar (30a)
Obs Coeficientul care icircnmulţeşte aria rostului ţine cont de secţiunea cusăturii regăsită icircn
supraicircnălţarea acesteia Valorile mici ale coeficientului corespund grosimilor mari de material
iar valorile mari grosimilor mici de material respectiv pentru icircmbinările simetrice Icircn cazul
icircmbinărilor sudate cap la cap cu rosturi neprelucrate (rost I) aplicarea relaţiei de mai sus duce
la erori foarte mari icircn special la table subţiri cu deschideri mici (b=1hellip2 mm) deoarece
ponderea materialului de adaos icircn supraicircnălţare este icircn realitate de două trei ori mai mare decicirct
16
cantitatea conţinută icircn secţiunea rostului Mai mult icircn cazul rosturilor I cu deschidere b = 0
ajungem icircntr-o situaţie limită adică să nu putem calcula aria cusăturii cu ajutorul acestei
relaţii In astfel de cazuri se recomandă ca aria cusăturii să se calculeze cu una din relaţiile de
mai jos
Ac = Ar + 23B_h pentru icircmbinări I asimetrice
Ac = Ar +43B_h pentru icircmbinări I simetrice
unde
bull B = lăţimea cusăturii se calculează geometric funcţie de forma si dimensiunile efective ale
rostului la care se adaugă 2 3 mm care reprezintă zona din metalul de bază care se topeşte
la sudare valoarea informativă pentru bdquoBldquo se poate calcula şi cu ajutorul coeficientului de
formă al cusăturii ψ = Bp consideracircnd că ψ = 15hellip25 (valori care diminuează pericolul
fisurării cusăturii la solidificarea băii)
bull h = supraicircnălţarea cusăturii se apreciază icircn funcţie de grosimea materialului de bază după
cum urmează (valori informative)
h = 1 15 mm pt s = 5 10 mm
h = 15 2 mm pt s = 10 25 mm
h = 2 3 mm pt s gt 25 mm
Obs Supraicircnălţarea cusăturii la icircmbinările cap la cap respectiv convexitatea cusăturii la
icircmbinările de colţ este mai mare la sudarea icircn CO2 decacirct icircn Ar Valoarea ariei cusăturii
calculată mai sus se rotunjeşte la icircntreg (calculul este aprox)
Alegerea materialelor de sudare
Stabilirea cuplului sacircrmă ndash gaz de protecţie Alegerea cuplului sacircrmă ndash gaz de protecţie pe
baza criteriilor de alegere a sacircrmei respectiv a gazului de protecţie Se precizează marca
(simbolul) sacircrmei electrod şi a gazului de protecţie utilizate
Sacircrma electrod (marca sacircrmei) helliphelliphelliphellip (STAS SR EN sau normă)
Gazul de protecţie helliphelliphelliphelliphelliphelliphelliphelliphelliphellip (STAS SR EN sau normă)
Stabilirea diametrului sacircrmei electrod Diametrul sacircrmei electrod poate fi ds = 06 08 10
12 16 mm Alegerea diametrului se face icircn funcţie de grosimea metalului de bază valoarea
curentului de sudare (modul de transfer) poziţia de sudare forma rostului etc Diametrul de
sacircrmă cel mai utilizat şi care acoperă o plajă mare de necesităţi tehnologice la sudare este
17
diametrul de 12 mm Pentru grosimi mici de material s lt= 2-3 mm se folosesc după caz
diametrele mai mici 08 mm respectiv 10 mm Diametrele mari gt= 16 mm se recomandă la
grosimi mari de material la sudarea cu transfer prin pulverizare Nu se recomandă diametre
mari de sacircrmă peste 12 mm icircn cazul transferului prin scurtcircuit datorită stabilităţii slabe a
arcului electric Pot fi utilizate icircnsă cu succes icircn cazul sudării icircn curent pulsat icircn special la
sacircrmele moi din aluminiu sau sacircrme tubulare
Stabilirea numărului de treceri Depinde icircn principal de natura metalului de bază (sensibil sau
insensibil la supraicircncălziri) de modul de transfer utilizat (arii de treceri mai mici la transfer
prin scurtcircuit respectiv arii de treceri mari la transfer prin pulverizare) de poziţia de
sudare forma rostului tipul icircmbinării etc Pe baza acestor factori se stabileşte aria trecerilor
poate lua valori cuprinse icircn domeniul 5 hellip 40 mm2
Dispunerea trecerilor icircn rost (schiţă)
Modul de dispunere a trecerilor
Calculul parametrilor tehnologici de sudare
1048707 transfer prin scurtcircuit grosimi mici (s lt 5 mm) sudarea stratului de rădăcină sudarea icircn
poziţii dificile (vertical peste cap etc)
1048707 transfer prin pulverizare la grosimi mari de material pentru sudarea icircn poziţie orizontală
sau icircn jgheab
18
1048707 transfer sinergic icircn curent pulsat la grosimi medii de material unde tehnologia de sudare
clasică se plasează icircn domeniul transferului intermediar caracterizat prin stropiri mari pentru
sudarea stratului de rădăcină la sudarea icircn poziţii dificile
Curentul de sudare Is Viteza de avans a sacircrmei electrod vae depinde de modul de transfer
diametrul sacircrmei poziţia de sudareetc Reglarea curentului de sudare respectiv a puterii
arcului electric se face prin modificarea vitezei de avans a sacircrmei electrod pe baza relaţiei de
proporţionalitate existentă icircntre cei doi parametrii tehnologici Practic la sudarea MIGMAG
viteza de avans a sacircrmei electrod poate fi considerată parametrul principal icircn stabilirea
tehnologiei de sudare care icircn anumite condiţii date (materialul sacircrmei diametrul sacircrmei gazul
de protecţie) determină valorile celorlalţi parametrii tehnologici şi icircn primul racircnd valoarea
curentului de sudare Deci cacircnd stabilim curentul de sudare trebuie să stabilim practic valoarea
vitezei de avans a sacircrmei electrod cei doi parametri fiind indisolubil legaţi unul de altul
Stabilirea corelaţiei curent de sudare ndash viteză de avans sacircrmă electrod se face din nomograme
de tipul Is = f(vae) figura 50divide54 trasate pentru anumite condiţii concrete de lucru (tip
material de adaos diametru sacircrmă gaz de protecţie lungime capăt liber sacircrmă mod de
transfer clasic sau icircn curent pulsat) din tabele tehnologice (sau şabloane) funcţie de condiţiile
concrete de lucru Icircn tabelele de mai jos sunt prezentate corelaţiile dintre viteza de avans a
sacircrmei electrod şi valoarea curentului de sudare pentru diametrele de 10 şi 12 mm folosind
ca şi gaze de protecţie CO2 100 şi CORGON 18 (amestec 82 Ar + 18 CO2 cel mai
frecvent utilizat la sudarea oţelurilor nealiate şi slab aliate) iar ca sacircrmă electrod sacircrma
nealiată SG2 (cea mai utilizată pentru sudarea oţelurilor nealiate şi slab aliate cu Mn) icircn
varianta clasică sau icircn current pulsat
Valorile pentru viteza de avans a sacircrmei din tabelele de mai jos şi 30 se vor corecta cu
coeficientul 08
Corelaţia viteza de avans a sacircrmei ndash curent de sudare (ds = 10 mm)
Nr
crt
Vae
(mmin
)
Is
(A)
Ua
(V)
lcl
(mm)
Q
(lmin)
Vs
(cmmin) Obs
1 2 68 153 8 8 17
2 3 96 16 8 8 17
19
Transfer
Prin
Circuit
3 4 128 168 8 8 17
4 5 132 188 10 8 17
5 6 144 20 10 10 20
6 7 156 215 10 10 20
71 8 180 225 10 10 20
72 8 172 225 12 12 25
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 10 mm Is = 80 ndash 180 A
Gazul de protecţie CO2 100
Sensul de sudare spre stacircnga (prin icircmpingere)
Corelaţia viteza de avans a sacircrmei ndash curent de sudare (ds = 10 mm)
Nr
crt
Vas
(mmin
Is
(A)
Ua
(V)
Icl
(mm)
Q
(lmin)
Vs
(cmmin) Obs
1 2 53 153 8 8 15 Arc
instabil
IS ndashmic
2 3 90 158 8 8 15
Transfer
prin
scurtcircuit
3 4 120 163 8 8 15
4 5 140 17 10 8 15
5 6 160 18 10 10 20
6 7 175 188 10 10 20
71 8 200 198 10 10 20
72 8 184 20 12 12 25
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 10 mm Is = 60 ndash 180 A
Gazul de protecţie CORGON 18
Sensul de sudare spre stacircnga (prin icircmpingere)
20
Corelaţia viteza de avans a sacircrmei ndash curent de sudare (ds = 12 mm)
Nr
crt
Vae
(mmin)
Is
(A)
Ua
(V)
lcl
(mm)
Q
(lmin)
Vs
(cmmin)
Obs
1 2 74 185 10 10 16
Transfer
Prin
scurtcircuit
2 3 112 193 10 10 16
31 4 144 208 10 10 16
32 4 136 21 12 12 25
4 5 160 223 12 12 25
5 6 184 235 12 12 25
Transfer
Intermediar
6 7 204 253 14 15 30
7 8 224 275 14 15 30
8 9 248 288 14 15 30
91 10 268 305 14 15 30
92 10 256 31 16 18 40
10 11 280 323 16 18 40 Transfer
Globular11 12 300 335 16 18 40
12 13 290 333 20 20 45
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 12 mm Is = 120 ndash 350 A
Gazul de protecţie CO2 100
Sensul de sudare spre dreapta (prin tragere)
Viteza de sudare depinde de grosimea metalului de bază (grosimea sudurii de colţ) modul de
transfer tehnica de sudare (număr mare sau număr mic de treceri) poziţia de sudare varianta
de sudare (semimecanizată sau mecanizată) etc Domeniul de valori este cuprins icircntre 15-100
cmmin cu precizarea că viteza de sudare la sudarea MIGMAG este substanţial mai mare
decacirct la sudarea manuală cu electrod icircnvelit Recomandări utile privind viteza de sudare
1048707 15 - 30 cmmin la sudarea semimecanizată cu transfer prin scurtcircuit sau la sudarea
stratului de rădăcină
21
1048707 30 - 50 cmmin la sudarea semimecanizată cu transfer prin pulverizare sau icircn curent pulsat
există o valoare optimă a vitezei de sudare situată icircn jurul valorii de 40 - 45 cmmin pentru
care se obţine pătrunderea maximă
1048707 30 - 100 cmmin la sudarea mecanizată icircn funcţie de grosimea componentelor
Materiale de sudare
Materialele utilizate la sudarea ST sunt sacircrma electrod icircn cazul sudării cu sacircrmă
tubulară cu autoprotecţie respectiv sacircrma electrod şi gazul de protecţie la sudarea cu sacircrmă
tubulară cu protecţie suplimentară
Sacircrma electrod se prezintă sub forma unei teci metalice umplute cu un miez
pulverulent icircn următoarea gamă de diametre 10 12 14 16 18 20 24 28 (32)
Icircnvelişul metalic se execută icircn general dintr-un material nealiat caracterizat prin
proprietăţi bune de ductilitate pentru a permite laminarea şi trefilarea uşoară a tecii grosimea
acesteia avacircnd valori sub 02 mm Alierea cusăturii cacircnd este cazul se face icircn general prin
miez Icircnvelişul metalic (teaca) are următoarele roluri
bull asigură prin topire cantitatea de material de adaos pentru realizarea icircmbinării sudate sau
icircncărcarea prin sudare
bull asigură contactul electric şi realizează icircnchiderea circuitului electric de sudare icircntre vacircrful
sacircrmei şi piesă
bull păstrează şi protejează miezul de pulbere icircmpotriva umidităţii
Miezul este un amestec de substanţe similare icircnvelişului electrozilor şi fluxurilor de
sudare După rolul pe care icircl au icircn procesul de sudare substanţele din miez se icircmpart icircn
bull substanţe zgurifiante pentru protejarea metalului topit
bull substanţe gazeifiante pentru protecţia spaţiului arcului icircmpotriva pătrunderii aerului
bull substanţe dezoxidante şi de rafinare a băii metalice
bull substanţe ionizatoare pentru icircmbunătăţirea stabilităţii arcului
bull substanţe (elemente) de aliere pentru alierea icircn arc
Echipamente pentru sudare MIGMAG
Din punctul de vedere al tehnologului respectiv al utilizatorului echipamentului de
sudare nu este atacirct de importantă cunoaşterea detaliilor de proiectare a acestor instalaţii
22
(sursă de sudare pupitru de comandă scheme electrice si electronice etc) cacirct mai ales
cunoaşterea părţilor componente ale echipamentului şi a rolului acestora a particularităţilor
specifice a performanţelor de sudare a modului de reglare şi control a parametrilor
tehnologici de sudare icircn vederea obţinerii rezultatelor dorite sau impuse de tehnologia de
sudare cu performanţe maxime
Echipamentele de sudare MIGMAG constituie sisteme mult mai complexe atacirct icircn
ceea ce priveşte părţile componente cacirct şi pregătirea pentru sudare respectiv modul de
comandă şi reglare a parametrilor tehnologici de sudare icircn comparaţie cu echipamentele
clasice utilizate la sudarea manuală cu electrozi icircnveliţi (transformatoare convertizoare
redresoare) Din punct de vedere a reglării parametrilor tehnologici icircn practică lucrurile nu
sunt de loc complicate icircn general aceasta implicacircnd reglarea a doi parametri şi anume
selectarea treptei de tensiune (tensiunea de mers icircn gol şi implicit tensiunea arcului) respectiv
ajustarea vitezei de avans a sacircrmei electrod pentru asigurarea curentului de sudare necesar
Figura 5
Părţile componente ale unei instalaţii de sudare MIGMAG
a - furtun gaz b ndash sacircrmă electrod c ndash tur-retur apă d ndash comandă pistolet
e ndash conductor curent f ndash tub de protecţie g ndash cablu de masă
Icircn cazul surselor moderne de sudare sinergice cu invertor problema este şi mai mult
simplificată oferind utilizatorului (operatorului sudor) prin programele icircncorporate icircn
microprocesor o tehnologie apropiată de optim prin reglarea unui singur parametru
tehnologic viteza de avans a sacircrmei electrod respectiv tensiunea arcului Icircn funcţie de
23
principiul de reglare al puterii (energiei) arcului specific sursei de sudare utilizate se setează
sau se reglează după necesităţi un singur parametru tehnologic considerat parametru de bază şi
anume viteza de avans a sacircrmei icircn cazul surselor cu invertor cu tranzistoare de putere cu
reglare continuă a tensiunii arcului respectiv tensiunea icircn cazul surselor de sudare cu reglare
icircn trepte a tensiunii arcului Restul parametrilor tehnologici de sudare sunt reglaţi automat prin
intermediul programelor microprocesorului icircn funcţie de datele de intrare specifice aplicaţiei
date introduse icircn prealabil de la consola sursei tipul de transfer (clasic sau pulsat) materialul
de adaos (compoziţia chimică) diametrul sacircrmei gazul de protecţie etc Echipamentul
permite şi efectuarea corecţiilor necesare dacă este cazul Acest mod de reglare al puterii
arcului necesar procesului de sudare dat este cunoscut sub denumirea de bdquoONE KNOBldquo adică
reglarea instalaţiei pentru sudare de la un singur buton ceea ce simplifică foarte mult sarcinile
operatorului sudor conducacircnd la regimuri de sudare optime fără să fie nevoie de multe
cunoştinţe tehnologice temeinice icircn afara celor de bază necesare sudării propriu zise Un
echipament de sudare MIGMAG se compune icircn principiu din următoarele părţi componente
figura 5
1048766 1 Sursa de sudare
1048766 2 Pupitrul de comandă
1048766 3 Dispozitivul de avans al sacircrmei electrod DAS
1048766 4 Pistoletul de sudare
1048766 5 Alimentarea cu gaz de protecţie
1048766 6 Instalaţia de răcire cu apă
Sursa de sudare
Sursele de sudare utilizate la sudarea MIGMAG sunt surse de curent continuu
convertizoare redresoare invertoare Datorită performanţelor modeste (timp de răspuns mare
dinamică redusă) icircn prezent convertizoarele de sudare se utilizează din ce icircn ce mai rar la
sudarea MIGMAG (aproape deloc) ele fiind icircnlocuite de redresoarele de sudare şi icircn ultimul
timp pe scară tot mai largă de sursele cu invertor pentru sudare (pe scurt invertoare pentu
sudare) Redresoarele la racircndul lor pot fi clasice cu diode sau comandate electronic cu
tiristoare sau tranzistoare de putere Particularitatea principală a surselor de sudare MIGMAG
este forma caracteristicii externe Ua=f(Is) Din motive de asigurare a stabilităţii arcului
24
electric prin fenomenul de autoreglare specific sudării MIGMAG forma caracteristicii
externe a sursei este rigidă (1) sau uşor coboracirctoare (2) (sub 7V100A)
Din motive de stabilitate maximă a procesului se preferă caracteristicile externe uşor
coboracirctoare a căror pantă (ΔUaΔIs) depinde de gazul de protectie respectiv de diametrul
sacircrmei electrod prin funcţia REGTYPE (valabilă numai la sursele cu invertor) Panta
caracteristicii externe este mai mare la sudarea icircn dioxid de carbon decacirct icircn argon sau
amestecuri bogate icircn argon La sudarea icircn CO2 caracteristica externă are panta maximă la
sacircrma electrod cu diametrul cel mai mic 08 mm şi scade cu creşterea diametrului sacircrmei
La sudarea icircn amestecuri bogate icircn argon panta caracteristicii externe este aceeaşi
pentru toate diametrele de sacircrmă şi mai mică decacirct cele corespunzătoare sudării icircn CO2
Datorită acestei forme a caracteristicii externe se observă că tensiunea arcului este apropiată
de tensiunea de mers icircn gol a sursei Icircn consecinţă reglarea tensiunii arcului la sudarea
MIGMAG se face prin reglarea tensiunii de mers icircn gol a sursei de sudare Aceasta se poate
face prin reglaj icircn trepte la sursele cu diode sau prin reglaj continuu la sursele cu tiristoare şi la
invertoare Reglajul continuu este cel mai bun permiţacircnd o infinitate de curbe acoperind toate
cerinţele tehnologice dar este mai costisitor Reglajul icircn trepte se face de obicei icircn două etape
un reglaj brut respectiv un reglaj fin şi este mai uşor de realizat constructiv (mai ieftin)
Numărul curbelor caracteristici externe este limitat icircntre o valoare minimă U20min şi o
valoare maximă U20max specific fiecărei surse Icircn acest caz obţinerea regimului optim pentru
o valoare dată a tensiunii se face prin corecţia vitezei de avans a sacircrmei electrod De aici
decurge cea de-a doua particularitate a surselor de sudare MIGMAG şi anume tensiunea de
mers icircn gol este mai mică decacirct la sursele de sudare cu electrod icircnvelit respectiv sursele WIG
fiind cuprinsă icircn intervalul de valori 20-50V Forma caracteristicii externe şi valoarea redusă a
tensiunii de mers icircn gol fac ca sursele de sudare MIGMAG să nu poată fi folosite la sudarea
SE şi WIG Icircn ultimul timp au apărut sursele de sudare universale (cu tiristoare sau cu
invertor) care permite sudarea cu toate cele trei procedee de sudare printr-o simplă comutare
pe procedeul utilizat (prin modificarea formei caracteristicii externe)
Cea de-a treia particularitate a surselor de sudare MIGMAG o constituie prezenţa unei
inductanţe icircn circuitul de sudare necesară icircn cazul sudării cu arc scurt cu transfer prin
scurtcircuit (sau la sudarea cu arc lung icircn bioxid de carbon icircn cazul scurtcircuitelor aleatoare)
pentru limitarea vacircrfului curentului de scurtcircuit şi prin urmare pentru reducerea stropirilor
25
Inductanţele fizice (reale) pot fi fixe variabile icircn trepte (cu ploturi) sau variabile continuu (cu
miez magnetizat
Surse de sudare sinergică - Invertoare
Dezvoltarea electronicii icircn general şi a electronicii de putere icircn special icircn ultimul timp
(a doua parte a secolului al XXndashlea) a impulsionat aşa cum era de aşteptat dezvoltarea şi
modernizarea echipamentelor de sudare icircn general şi a echipamentelor de sudare prin topire icircn
special producacircnd se poate spune o adevărată revoluţie icircn acest domeniu nebănuit cu puţin
timp icircn urmă atacirct din punctul de vedere al greutăţii proprii şi al dimensiunilor de gabarit cacirct
mai ales a performanţelor atinse Motorul acestei bdquorevoluţiildquo a fost folosirea invertoarelor de
frecvenţă ridicată cu transformator pe miez de ferită icircn construcţia surselor de putere şi
comanda lor cu ajutorul microprocesoarelor A fost posibilă astfel atingerea unor performanţe
tehnologice inimaginabile şi a unui control perfect al procesului de sudare icircn ansamblul lui
Atingerea acestor nivele icircnalte se datorează vitezei foarte mari de răspuns a invertoarelor de
ordinul microsecundelor funcţie de frecvenţa invertorului care a permis modelarea după
dorinţă a parametrilor tehnologici de sudare şi controlul riguros al acestora Comparativ viteza
de răspuns a redresoarelor clasice cu diode sau tiristoare nu putea fi scăzută sub 5 ms
Icircn anul 1970 redresoarele cu tiristoare au icircnceput să fie utilizate la sudarea manuală cu
electrozi icircnveliţi SE şi sudarea MIGMAG standard Tot cam icircn aceeaşi perioadă au apărut şi
sursele standard MIGMAG icircn curent pulsat formate prin combinarea a două surse obişnuite
una pentru curentul de baza alta pentru curentul de puls dar care funcţionează pe frecvenţe
fixe 25 33 50 75 100Hz Datorită vitezelor mari cu care se desfăşoară fenomenele icircn zona
arcului (de exemplu timpul de scurtcircuit tsc = 15-3 ms) şi avacircnd icircn vedere că timpul de
reacţie al tiristoarelor este de min 5-6 ms (deci mult mai mare) la redresoarele pentru sudarea
MIGMAG nu era posibilă modelarea acestor fenomene iar controlul variaţiei curentului de
scurtcircuit s-a putut face numai folosind o inductanţă fizică reală
Icircn jurul anului 1980 au apărut tiristoarele rapide cu timp de blocare redus Astfel s-au
realizat primele surse de tip invertor cu tiristoare care funcţionează pe o frecvenţă de 15
KHz Datorită cerinţelor complexe ale regimului de sudare şi a vitezelor mari de derulare a
fenomenelor din arcul electric au fost realizate surse cu tranzistoare de putere icircn circuitul de
26
sudare care au permis creşterea frecvenţei invertoarelor la valori mult mai mari decacirct cu care
se desfăşoară fenomenele icircn arc
Tehnologia de sudare a tablelor din OL32
Tehnologii de sudare pentru oţel carbon nealiat şi slab aliat
1048766 Tipul icircmbinării de colţ
1048766 Poziţia de sudare vertical ascendentă
1048766 Tipul de transfer prin scurtcircuit
1048766 Gazul de protecţie 75 Ar + 25 CO2
27
Capitolul 4
Metode de control a icircmbinărilor sudate
Controale nedistructibile
Controalele nedistrucitve nu duc la deteriorarea imninarii sudate şi nu influenţează asupra
comportării icircn exploatarea acestuia Cele mai utilizate controale nedistructive sunt
- controlul vizual
- controlulu cu raze Roentgen sau gama
- controlul cu ultrasunete
- controlul cu utilizarea unor metode magnetice
- controlul cu lichide penetrante
- expunerea icircmbinării sudate pe bancă de probă sau pe maşini de icircncercări la solicitare
cacirct mai apropiate de cele icircn exploatare la suprasolicitari avacircnd o valoare dinainte stabilită
sau la solicitări variabile după un ciclu determinat verificarea se face prin examninarea
ulterioară fie prin efectuarea unor măsurători tensometrice proba hidraulică
- proba pneumatică
- proba cu petrol
- proba cu amoniac
- proba cu etansietate utilizacircnd metoda spectometrului de masă
Controale distructive
Controalele distructive se execută la o anumită icircmbinare sudată sau asupra unor
porţiuni din această Porţiunile supuse acestor controale nu mai pot fi utilizate ulterior icircn
exploatare Controalele distrucitve se pot executa utilizacircnd plăci de control din acelaşi material
de baze sudate cu acelaşi material de adaos şi realizate cu acelaşi regim ca şi icircmbinările sudate
ale utilajuluipentru care se fac Icircn cazul unor verificări sau expertize se pot preleva din
icircmbinarea sudată a materialului Se urmăreşte verificarea respectării materialelor de bază de
adaos şi auxiliare prescrise depistării eventualelor abateri de la procesul tehnologic stabilit
iniţial care au dus la existenţa unor defecte şi scăderea calităţii icircmbinării
28
Analiza metalografică se poate face prin
- microstructura care permite depistarea unor defecte (pori sulfuri fisuri incluziuni etc)
stabilirea configuraţiei icircn sectinue a cordonului de sudura şi ZIT determinarea numărului de
straturi depuse pentru formarea cordonului punerea icircn evidenţă a cristalizării primare a
metalului depus
- microstructura care permite punerea icircn evidenţă a unei microzone ale icircmbinării sudate a
conţinutului aproximativ de carbon a metalului de bază şi a precipitării carburilor la oţeluri
anticorosive
- sacrificacircnd una sau mai multe piese icircn cazul unei producţii de mare serie şi supunacircndu-se
unor solicitări cacirct mai apropiate de cele din exploatare şi a căror mărime este crescută pacircnă la
ruperea construcţiei se urmăreşte verificarea viabilităţii soluţiilor constructive a calităţii
materialelor de bază şi de adaos a regimului tehnologic Metoda poate servi şi la stabilirea
fiabilităţii produsului respectiv
Prezentarea unor metode de depistare a icircmbinărilor sudate
Urmează o prezentare ceva mai detaliată a unor metode de control nedistructiv cu
rolul de a oferi celor care nu se ocupă direct cu controlul imbunarilor sudate date generale
privind modul de efectuare a fiecărui control
Controlul prin găurire
Cusătura se găureşte cu ajutorul unui burghiu cu unghiul de ascuţire de 90 grade
Diametrul burghiului se alege astfel icircncacirct să fie găurita icircntreaga secţiune transversală a
cusăturii şi să fie cuprins metalul de bază pe aproximativ 2mm Se execută icircntacirci o găurire de
circa 3 mm adacircncime şi se examinează cu atenţie Se adacircnceşte gaura cu icircncă 2-3 mm se
examinează din nou şi astfel se continuă pacircnă se ajunge la rădăcina cusăturii Examinarea se
face cu ajutorul unei lupe
Controlul prin găurire se recomandă a se executa icircn special pentru stabilirea cauzelor
de deteriorare parţială a construcţiilor sudate icircn exploatare atunci cacircnd prelevarea eprubetelor
de macrostructure este imposibilă sau nedorită
Controlul cu raza Roentgen şi gama generalităţii
Lumina vizibilă este formată din oscilaţii electromagnetice Razele Roentgen şi razele
gama sunt de asemenea oscilaţii electromagnetice care se deosebesc numai prin lungimea
29
undei Razele Roentgen pătrund icircn icircmbinările sudate fiind parţial absorbite şi dispersate
Capacitatea de pătrundere a razelor depind de lungimea de undă Controlul cu radiaţii
penetrante este cea mai răspacircndită metodă de control nedistructivă asiguracircnd un document
asupra mărimii formei poziţiei icircn plan şi frecvenţei defectelor Normele romacircneşti precum şi
norme din alte ţări dau recomandări cu privire la aprecierea calităţii icircmbinărilor sudate
obţinute la controlul Roentgen
Icircmbinarea sudată trebuie examinată cu direcţia razelor perpendiculare pe direcţia să
sau un anumit unghi
Controlul etansitatii utilizacircnd metoda spectometrului de masă
(probă cu helium freon argon)
Generalităţi
Pentru detectarea defectelor se utilizează un gaz trasot a cărui prezenţă icircn urmă foarte
fine poate fi pusă icircn evidenţă prin metoda spectrometului de masă
Controlul cu helium fiind scump se recomandă a fi utilizat pentru piese mici de la
detectarea uneor defecte foarte fine putacircnd localiza defecte la fluxul gazos Un alt gaz
freonul poate asigura icircn funcţie de metoda utilizată detectarea unor masivităţi prin care sunt
pierderi de fluxuri gazoase
Metoda presupune utilizarea unei aparaturi speciale care icircn prezenţa urmelor de gaz
trasot emit semnale ascuţite şi luminoase caracteristică a fiecărui gaz trasot utilizat Pentru a
putea face o legătură icircntre mărimea defectului şi fluxului de gaz scurs prin neetansietati se
prezintă după Duquenes mărimea fluxului de heliu scurs prin neetansietati icircn funcţie de
grosimea piesei (lungimea defectului) şi diametrul acestuia
30
Capitolul 5
Securitatea şi sănătatea muncii
Reguli ce trebuie respectate la sudare
- La sudarea manuală cu electrod icircnvelit icircn afară de măsurile generale de protecţie care
se iau la lucrările de sudare trebuie luate o serie de măsuri speciale specifice procedeului
- Protecţia icircmpotriva radiaţiilor arcului se realizează după cum urmează
- - protecţia ochiilor şi a feţei prin folosirea măştii de sudură o atenţie deosebită
se va acorda alegerii sticlei de protecţie a ochilor indiferent de intensitatea curentului cu care
se lucrează la alegerea numărului sticlei de protecţie sudorul va avea icircn vedere că o sticlă
prea icircnchisă obligă urmărirea arcului de la mică distanţă fapt care are repercursiuni asupra
igienei respiratorii
- - protecţia pielii şi a organelor interne se realizează prin folosirea obligatorie a
mănuşilor şi şorturilor din piele
- - pentru protecţia celorlalţi muncitori la locul de muncă al sudorilor va fi
icircnconjurat cu paravane de protecţie De asemenea se vor aplica tăbliţe avertizoare bdquoAtenţie se
sudeazărdquo
Protecţie icircmpotriva electrocutării
Toate sursele de curent ca şi piese care icircn mod accidental pot fi puse icircn contact cu circuitul
de sudare vor fi legate de pămacircnt
- tensiunile nu vor depăşi 80V
- icircncălţămintea şi icircmbrăcămintea sudorului va fi icircn bună stare permiţacircnd contactul
direct dintre piesă şi corpul sudorului
- icircn cazul sudării pe sol umed sau pe corpuri metalice se va folosi covorul de cauciuc
- port-izolatorul va fi aşezat cacircnd nu se sudează icircn poziţie sigură pe corpuri izolatoare
- resturile de electrod vor fi eliminate prin port electrod pentru a evita contactele
accidentale
- port electrozii vor fi complet izolaţi
31
- icircn perioadele de repaus (peste 10 min) sursă de curent va fi scoasă de sub tensiune
- icircn cazul sudării icircn interiorul pieselor metalice se recomandă supravegherea
permanentă a sudorului
Protecţia icircmpotriva gazelor şi fumului
Locul de muncă al sudorului va fi asigurat cu o bună ventilaţie Icircn cazul aspiraţiei locale
trebuie asigurat un delict de aspiraţie 70Lsecundă la 150 mm de arc sau 280Ls la 300 mm de
arc Icircn cazul aspiraţiei gazelor cu dispozitive la care nu se poate deplasa gura de aspiraţie se
va asigura delict de 7-11 m pe minut şi post de sudură iar icircn cazul ventilaţiei generale 56 m
pe minut şi post de sudură Defecţiunile tehnice se vor remedia numai de către personalul
calificat
Organizarea locului de muncă
La sudarea cu gaze există pericolul arderilor şi accidentelor datorită existenţei gazelor sub
presiune şi a caracteristicilor oxigenului şi a gazelor combustibile Este necesar ca
responsabilii cu protecţia muncii şi sudură să execute
- icircntocmirea şi afişarea la locul de muncă a instruciunilor de funcţionare deservite
icircntreţinere şi verificare a fiecărui utilaj icircn parte cu precizarea defectuarilor posibile şi a
măsurilor ce trebuie luate de sudor
- să instruiască periodic sudorii convingacircndu-se de buna cunoaştere a normelor de
utilizare verificare şi icircntreţinerea utilajului
- să se verifice sistematic la fiecare post de sudură şi sudor starea tehnică a utilajului şi
modul icircn care sudorul respectă normele tehnice
Sudorul icircnainte de icircnceperea lucrului trebuie să verifice buna stare de funcţionare a
icircntregului utilaj şi icircn special al generatorului de acetilenă lentilele de oxigen şi acetilenă
aparatura acestora incluse icircn supapa hidraulica de siguranţă locul de amplasare a acestora
pentru a fi ferit de icircncălzire
Orice defecţiune constatată la utilajul de sudură va fi comunicată responsabilului cu
sudura La orice părăsire a locului de muncă sudorul este obligat să oprească alimentarea
curentului electric a aparatelor
La sudarea electrică prin rezistentă de contact prin presiune şi prin puncte se vor lua
măsuri de protecţie a sudorului icircmpotriva stropilor de metal topit şi icircmpotriva atingerea
pieselor calde Corpul şi macircinile vor fi protejate icircmpotriva stropilor de metal folosindu-se
32
şorţul de piele respectiv mănuşi Peste icircncălţăminte se vor icircmbrăca jambiere de protecţie
Dacă icircn timpul lucrului arzatirul se icircncălzeşte excesiv acesta se va răci de cacircte ori
este necesar icircntr-un vas cu apă curată aflat permanent la locul de muncă al sudorului
Se interzice sudarea electrică atunci cacircnd conductoarele electrice au izolaţii
deteriorate iar cleştele port electrod este defect sau are izolaţie termoelectrică
necorespunzătoare deoarece aceste defecte pot provoca electrocutări
PSI
Prevenirea şi stingerea incendiilor
La intrarea icircn atelierele de sudare se vor afişa vizibil bdquoFumatul Interzisrdquo bdquoNu priviţi
flacărardquo bdquoPericol de orbirerdquo bdquoAtenţie se sudeazărdquo etc
Prin nerespectarea normelor de tehnica securităţii muncii se pot produce următoarele
accidente
- electrocutări
- icircmbolnăvirea ochilor şi arsuri de piele
- incendii cauzate de scacircnteile icircmprăştiate de arcul electric
Pentru prevenirea unor accidente se vor respecta următoarele reguli
- nu se va icircncepe lucrul la o maşină pacircnă cacircnd cel ce trebuie să o deservească nu o
cunoaşte perfect
- se va verifica instalaţia de ungere şi de răcire
- se va verifica instalaţia maşinilor unelte
- se va controla buna funcţionare a pieselor de prelucrat a sculelor şi a dispozitivelor pe
maşina unelta
- icircn timpul lucrului să se folosească dispozitive de protecţie icircmpotriva aşchiilor ecrane
ochelari
- nu se admite fracircnarea organelor icircn mişcarea cu macircna
- controlul stării sculei şi a prelucrării piesei nu se admite a fi făcut icircn timpul
funcţionării maşinii
- hainele de protecţie (halat sau salopetă) să fie icircncheiate la toţi nasturii manşetele
stracircnse iar capul acoperit
- locul de muncă trebuie ţinut icircn ordine şi curăţenie
- se va acorda o atenţie deosebită fixării corecte a pieselor şi echilibrării acestora
33
- cuţitele trebuie să pătrundă icircn materialul lin pentru evitarea smulgerii piesei la şoc
- ajustarea cu pilă de maşină de unelta a unor muchii se va face ţinacircndu-se macircnerul icircn
macircnă dreaptă iar capătul pilei icircn macircnă stacircngă
- aşchiile se icircndepărtează numai cacircnd maşina unelta este oprită
- la constatarea oricărei defecţiuni se va opri maşina unelta şi se va anunţa maestrul şi
mecanicul de icircntreţinere
Instructajul de protecţie a muncii este obligatoriu şi se efectuează de către cei care conduc şi
controlează procesele de muncă Instructajul cuprinde trei faze
a) Instructajul introductiv general se face icircn prima zi de activitate practică şi are drept
scop prezentarea principalelor măsuri de protecţie a muncii specifice unităţii La terminarea
instructajului se va face verificarea iar rezultatul se consemnează icircn fişa individuală pentru
protecţia muncii
b) Instructajul la locul de muncă are scopul de a prezenta măsurile de protecţie a muncii
specificepostului de lucru respectiv şi se face elevilor şi tuturor angajaţilor noi arătacircndu-se
cauzele principale care pot duce la accidentele de muncă şi măsurile de prevenire a acestora
c) Instructajul periodic se face la locul de muncă pentru a reaminti normele de protecţie a
muncii
34
Bibliografie
CC Teodorescu D Mocanu M Buga- Icircmbinări sudate- ET 1972 Bucureşti
Vasile Ilie C Gheorghe- Tăierea şi prelucrarea cu flacără a materialelor metalice- ET 1978
Bucureşti
M Brezeanu- Icircndrumătorul sudorului- ET 1975 Bucureşti
SI Ozanov- Controlul icircmbinărilor sudate- ET 1982 Bucureşti
C Teodorescu- Icircmbinări sudate- ET 1992 Bucureşti
C Miklos- Sudarea metalelor- ET 1985 Bucureşti
V Drobota- Rezistenţa materialelor şi organe de maşini- Editura Didactică şi Pedagogică
1979 Bucureşti
M Smilovici- Icircndrumător pentru icircmbinările sudate
35

Domenii de utilizare a sacircrmelor pline de oţel (conform STAS 112087)
MARCA SARMEI DOMENII DE UTILIZARE
S12MnSi
Sudarea in mediu de gaz protector (CO2) a otelurilor cu granulatie
fina cu rezistenta ridicata la rupere fragile exploatate la
temperaturi pana la ndash 20degC
S07Mn14Si
Sudarea in mediu de gaz protector (CO2) a otelurilor cu corbon si
slab aliate cu rezistenta ridicata rupere fragile exploatate la
temperature pana la ndash20degC
S12SiMoCr1
Icircncărcarea prin sudare şi sudare icircn mediu de gaz
protector a oţelurilor pentru cazane şi recipiente sub
presiune exploatate la temperaturi pacircnă la 450degC
S12Mn1SiNi1Ti
Sudare icircn mediu de gaz protector a oţelurilor cu
granulaţie fină a oţelurilor pentru construcţii navale
cu limită de curgere ridicată
S10Mn1SiNiCu Sudare icircn mediu de gaz protector a oţelurilor
rezistente la coroziune atmosferică
S10Mn1SiVMoCr1 Sudare icircn mediu de gaz protector a oţelurilor
termorezistente
S10Mn1SiMo Sudare icircn mediu de gaz protector a oţelurilor
termorezistente
S10MnSiMo1Cr25 Sudare icircn mediu de gaz protector a oţelurilor
termorezistente
S12Mo1Cr17
Sudare icircn mediu de gaz protector a oţelurilor
inoxidabile solicitate mecanic şi exploatate la
temperaturi de 450600degC
S12Cr26Ni20 Sudare icircn mediu de gaz protector a oţelurilor de tip
2520 şi sudarea icircmbinărilor eterogene
5
Gazul de protecţie
Gazul de protecţie are icircn principal rolul de a asigura protecţia băii metalice şi a
picăturii de metal topit din vacircrful sacircrmei electrod sau la trecerea acesteia prin coloana arcului
icircmpotriva interacţiunii cu gazele din atmosferă oxigen hidrogen azot etc Icircn acelaşi timp
icircnsă gazul de protecţie are o mare influenţă asupra desfăşurării procesului de sudare icircn
ansamblul lui acţionacircnd asupra stabilităţii arcului parametrilor tehnologici de sudare
transferului picăturii de metal topit prin coloana arcului reacţiilor metalurgice la nivelul băii şi
picăturii de metal transformărilor structurale proprietăţilor mecanice şi de tenacitate ale
icircmbinării formei şi geometriei cusăturii sudate stropirilor productivităţii la sudare etc
Aceste influenţe complexe sunt determinate de proprietăţile termo-fizice şi de activitatea
chimică a gazelor de protecţie care diferă mult de la un gaz la altul Prin urmare pentru
alegerea corectă a gazului de protecţie este necesară cunoaşterea acestor proprietăţi şi efectele
pe care acestea le au icircn procesul de sudare
Principalele proprietăţi termo-fizice şi chimice ale gazelor de protecţie utilizate la
sudarea MIGMAG sunt
- potenţialul de ionizare
- energia de disociere-recombinare
- conductibilitatea temică
- densitatea
- activitatea chimică
- puritatea
Acţiunea şi efectele acestor proprietăţi icircn procesul de sudare sunt prezentate icircn cele ce
urmează
Potenţialul de ionizare Acţionează asupra condiţiilor de amorsare şi a stabilităţii
arcului electric respectiv asupra puterii arcului Un potenţial de ionizare de valoare redusă
(argonul) uşurează amorsarea şi creşte stabilitatea arcului reducacircnd stropirile pe cacircnd un
potenţial de ionizare de valoare ridicată (heliul) măreşte puterea arcului cu efecte asupra
productivităţii la sudare (creşterea pătrunderii respectiv a vitezei de sudare)
6
Energia de disociere ndash recombinare Este specifică gazelor biatomice CO2 H2 O2
Influenţează icircn mod favorabil bilanţul termic icircn coloana arcului electric prin icircmbunătăţirea
transferului de căldură spre componente cu efect asupra geometriei cusăturii vitezei de sudare
Conductibilitatea termică Este proprietatea fizică cu cele mai cuprinzătoare efecte şi
influenţe asupra desfăşurării procesului tehnologic de sudare Conductibilitatea termică a
gazului de protecţie acţionează asupra modului de transfer a picăturii prin coloana arcului (este
factorul principal care determină modificarea tipului de transfer globulal sau prin
pulverizare) repartiţiei căldurii icircn coloana arcului şi la suprafaţa componentelor
conductibilităţii electrice a arcului parametrilor tehnologici de sudare (tensiunea arcului)
puterii arcului (lungimea arcului) stabilităţii arcului temperaturii maxime şi repartiţiei
acesteia icircn coloana arcului formei şi geometriei cusăturii stropirilor etc
Figura 3 Conductivitatea termică a gazelor de protecţie
Variaţia conductibilităţii termice cu temperatura pentru principalele gaze de protecţie
folosite la sudare este prezentată icircn figura 3 Se observă că argonul are conductibilitatea
termică cea mai scăzută fiind denumit icircn tehnica sudării bdquogaz caldrdquo icircn timp ce dioxidul de
carbon are conductibilitatea termică mult mai mare fiind denumit bdquogaz recerdquo Cea mai mare
conductivitate o are hidrogenul
7
Diversitatea influenţei conductibilităţii termice asupra procesului de sudare este uşor
de icircnţeles dacă analizăm distribuţia gradientului de temperatură icircn coloana arcului icircn cazul
argonului respectiv dioxidului de carbon figura 4 Conductibilitatea termică scăzută a
argonului determină un grad mic de temperatură icircn arcul electric ceea ce conduce la
repartizarea liniilor de curent din arc pe o secţiune mărită a coloanei acestuia (vezi porţiunea
icircnnegrită) avacircnd drept consecinţă creşterea conductibilităţii electrice a coloanei arcului
electric (conductibilitatea electrică este invers proporţională cu conductibilitatea termică)
Caracteristici ale gazelor de protecţie
Gazul
de
protecţie
Potenţialul
de ionizare
(V)
Energia
de
disociere
(eV)
Gazul
de protecţie
Potenţialul
de ionizare
(V)
Energia
de
disociere
(eV)
Ar 158 CO2 144 43
He 246 H2 136 45
N2 145 98 O2 136 51
Icircn cazul dioxidului de carbon miezul coloanei arcului (cel care conduce curentul
electric) este foarte icircngust ca efect a conductibilităţii termice mari a gazului respectiv a
fenomenului de disociere ndash recombinare Pierderea rapidă a căldurii din coloana arcului este
echivalentă cu o constracircngere din exterior a zonei centrale a miezului coloanei ceea ce
conduce la creşterea densităţii de curent din arc şi prin urmare aşa cum se poate observa la
creşterea temperaturii icircn axa coloanei arcului la valori mai mari decacirct cele corespunzătoare
arcului icircn argon
8
Figura 4 Gradientul de temperatură al arcului electric funcţie de gazul de protecţie
Conductibilitatea electrică diferită a coloanei arcului icircn cazul celor două gaze are
consecinţe asupra rezistenţei electrice a acestuia Astfel rezistenţa arcului icircn argon este mai
mică decacirct icircn dioxid de carbon Rezultă o cădere de tensiune mai redusă a arcului icircn Ar decacirct
icircn CO2 şi prin urmare o valoare mai mică a mărimii tensiunii arcului la sudarea icircn Ar
comparativ cu sudarea icircn CO2 cu toate că potenţialul de ionizare al Ar este mai mare decacirct la
CO2 Icircntr-adevăr la sudarea icircn Ar sau amestecuri de gaze Ar cu CO2 tensiunea arcului se
reduce cu 2 ndash 4 V icircn funcţie de procentul de CO2 din amestec desigur luacircnd icircn considerare
aceeaşi valoare a curentului de sudare
Repartiţia liniilor de curent icircn cazul celor două gaze explică şi influenţa asupra
transferului de metal aşa cum se va demonstra icircn continuare Icircn cazul argonului miezul
coloanei arcului face ca arcul electric să bdquoicircmbrăţişezerdquo capătul liber a sacircrmei electrod
extinzacircndu-se de la vacircrful ei pe suprafaţa laterală a sacircrmei datorită diametrului mic al
acesteia Practic arcul electric icircnconjoară sacircrma pe o anumită porţiune a capătului liber ceea ce
determină transferul căldurii arcului la electrod atacirct prin suprafaţa frontală a sacircrmei cacirct şi prin
suprafaţa laterală a ei conducacircnd la icircncălzirea neuniformă şi progresivă a capătului sacircrmei icircn
zona de acţiune a arcului Aceasta determină topirea capătului sacircrmei icircn toată secţiunea ei la
vacircrf şi o topire parţială pe secţiune de la exterior spre interior icircn funcţie de nivelul
temperaturii atinse icircn fiecare punct a secţiunii considerate Intensitatea gradului de topire
scade evident o dată cu icircndepărtarea de vacircrf Sub acţiunea conjugată a forţei de tensiune
superficială şi a forţei electromagnetice (pinch) are loc concentrarea metalului topit icircn vacircrful
sacircrmei sub forma unei picături sferice icircnsoţită de efectul de ldquoautoascuţirerdquo a electrodului pe
9
porţiunea icircn care s-a produs topirea parţială a secţiunii sacircrmei icircn zona de acţiune a arcului
electric Fenomenul de ascuţire a capătului sacircrmei determină reducerea secţiunii şi icircn
consecinţă creşterea densităţii de curent la interfaţa picătură de metal ndash sacircrmă ceea ce conduce
la creşterea puternică a temperaturii pacircnă la atingerea temperaturii de evaporarea a punţii
topite Sub acţiunea vaporilor de metal picătura este icircmpinsă icircn baia topită creindu-se
premisele formării unei noi picături Acest mecanism de formare şi desprindere a picăturii din
vicircrful sacircrmei determină formarea unor picături de dimensiuni mici (dplt= ds) echivalente
transferului prin pulverizare
Icircn cazul dioxidului de carbon miezul foarte icircngust al arcului determină concentrarea
punctiformă a acestuia icircn vacircrful sacircrmei (icircn pata anodică) Prin urmare transferul de căldură al
arcului se face numai prin suprafaţa frontală a sacircrmei electrod Totodată datorită temperaturii
ridicate a miezului coloanei (mai mare ca la Ar) şi a densităţii foarte mari a curentului icircn pata
anodică (concentrare punctiformă) are loc creşterea locală a temperaturii petei atingacircnd
temperatura de vaporizare a fierului (aprox 3200degC) Jetul de vapori formaţi acţionează ca o
forţă de reacţie icircmpingacircnd icircn sus şi lateral metalul topit Sub acţiunea forţei de tensiune
superficială şi a forţei de reacţie a vaporilor de metal metalul topit se acumulează icircn vacircrful
sacircrmei sub forma unor picături mari de metal (dp gt 12ds) Picătura creşte icircn continuare pacircnă
cacircnd sub acţiunea greutăţii proprii se detaşează şi se transferă icircn baia metalică sub forma unor
picături mari sau globule aşa numitul transfer globular specific sudării icircn CO2 sau
amestecurilor bogate icircn CO2 Icircn cazul amestecurilor de gaze Ar + CO2 fenomenul este
insesizabil dacă proporţia de CO2 este mai mică de 20 se manifestă tot mai pregnant dacă
procentul depăşeşte 20 şi are o comportare similară cu cea a transferului icircn CO2 100 dacă
procentul depăşeşte 30 CO2 icircn amestec
Icircn fine gradientul de temperatură diferit din coloana arcului icircn cazul celor două gaze
de protecţie influenţează semnificativ şi geometria cusăturii sudate Icircn cazul argonului
valoarea ridicată a temperaturii arcului electric este limitată doar la zona centrală
corespunzătoare miezului coloanei după care temperatura scade brusc la valori reduse ce nu
pot produce o icircncălzire semnificativă a zonelor de incidenţă ale arcului pe componente
Concentrarea puternică a căldurii icircn miezul coloanei arcului la argon produce o icircncălzire
locală a metalului de bază icircnsoţită de o topire adacircncă respectiv o pătrundere mare dar limitată
la o zonă restracircnsă Aceasta este amplificată suplimentar de disiparea rapidă a căldurii icircn
10
zonele adiacente (reci) ale metalului de bază fără să producă o icircncălzire semnificativă la
nivelul temperaturii de topire a acestor zone Efectul acestor fenomene este formarea unei
zone topite icircnguste şi adacircnci aşa numitul bdquodeget de argonldquo specific sudării icircn argon sau
amestecuri bogate icircn argon deosebit de defavorabil din punct de vedere tehnologic datorită
pericolului de apariţie a defectelor de icircmbinare lipsă de topire sau lipsă de pătrundere
respectiv pericol de fisurare (concentrator de tensiune)
Icircn cazul dioxidului de carbon temperatura din coloana arcului se menţine icircncă la valori
ridicate capabile să producă icircncălziri semnificative a zonelor de incidenţă la distanţe mult
mai mari faţă de axa coloanei decacirct icircn cazul argonului Are loc astfel o icircncălzire şi topire a
metalului de bază pe o zonă mai extinsă atacirct icircn adacircncime cacirct mai ales lateral cu efecte asupra
icircmbunătăţirii geometriei cusăturii caracterizată printr-o pătrundere uniformă La această
icircncălzire a metalului de bază contribuie de asemenea şi căldura cedată prin fenomenul de
recombinare a gazului ce are loc icircn zona componentelor respectiv a băii metalice ca efect a
temperaturii scăzute din această zonă (1800-2000degC) propice reacţiilor de recombinare Se
apreciază că din punct de vedere tehnologic geometria cusăturii la sudarea icircn CO2 este cea
mai favorabilă Prin urmare amestecarea celor două gaze Ar şi CO2 va conduce şi la
modificarea geometriei cusăturii sudate Aceasta este una din raţiunile principale care stau la
baza sudării icircn amestecuri de gaze Ar+CO2 a oţelurilor nealiate sau slab aliate şi anume
obţinerea unei geometrii mai favorabile a cusăturii sudate
Densitatea Influenţează nivelul de protecţie a arcului electric şi a băii de metal topit
respectiv producerea fenomenului de microsablare la sudarea icircn mediu de gaze inerte
Activitatea chimică Prin reacţiile chimice ce au loc icircn coloana arcului şi la nivelul băii
metalice activitatea chimică a gazului de protecţie influenţează comportarea metalurgică Din
acest punct de vedere la sudarea MIGMAG se disting două categorii de gaze Gazele inerte
sunt gazele care nu reacţionează chimic cu elementele din coloana arcului şi din baia metalică
Din această grupă fac parte argonul şi heliul Gazele active sunt gazele care reacţionează
chimic cu elementele din arc şi din baia de metal Cel mai utilizat gaz din această grupă este
dioxidul de carbon la care se mai adaugă şi oxigenul Icircn acest caz icircn coloana arcului şi la
nivelul băii au loc următoatele reacţii chimice
bull disocierea dioxidului de carbon la T gt 1600degC (disocierea este completă la T gt 4000degC)
CO2 = CO + O
11
bull reacţiile de oxidare şi reducere
Fe + O = FeO FeO + Mn = MnO + Fe
Si + 2O = SiO2 2FeO + Si = SiO2 + 2Fe
Mn + O = MnO 2FeO + Ti = TiO2 + 2Fe
Ti + 2O = TiO2 FeO + C = CO + Fe
Se constată că prezenţa oxigenului icircn coloana arcului determină oxidarea sau arderea
unor elemente de aliere Aceasta conduce la pericolul formării oxizilor de fier icircn cusătură cu
efecte nefavorabile asupra reducerii caracteristicilor mecanice şi de rezilienţă Diminuarea
fenomenului se face prin alierea sacircrmei electrod cu elemente dezoxidante ca Mn Si Ti care au
aviditate mai mare faţă de oxigen decacirct fierul reducacircnd pericolul de oxidare a acestuia Cel
mai puternic dezoxidant este titanul Oxizii de mangan siliciu titan formaţi fiind insolubili icircn
metalul topit ies la suprafaţa băii şi se regăsesc pe cusătură sub formă de mici bdquoinsulerdquo de
zgură de culoare brună cu aspect sticlos
Reacţiile chimice la nivelul băii de metal topit pot conduce de asemenea la pericolul
formării gazelor icircn baia metalică ca de exemplu oxidul de carbon avacircnd drept consecinţă
pericolul apariţiei porilor icircn cusătura sudată Evitarea apariţiei porilor icircn cusătură se poate
realiza prin alegerea corectă a cuplului sacircmă-gaz de protecţie corelată şi cu alegerea optimă a
parametrilor tehnologici de sudare icircn special tensiunea arcului Prezenţa oxigenului icircn coloana
arcului conduce la oxidarea suprafeţei picăturilor de metal formate la capătul sacircrmei electrod
şi prin urmare la micşorarea tensiunilor superficiale ce acţionează asupra picăturii Prin urmare
desprinderea picăturii din vacircrful sacircrmei electrod se face mult mai uşor şi mai rapid Efectul
benefic este finisarea transferului picăturilor de metal icircmbunătăţirea stabilităţii arcului şi
reducerea icircmproşcărilor de metal prin stropi Se remarcă icircn acest sens utilizarea oxigenului icircn
proporţie de 13 sau a dioxidului de carbor icircn proporţie de 25 icircn amestec cu argonul la
sudarea oţelurilor inoxidabile Procente mai mari de gaz oxidant nu sunt recomandate
deoarece se produce o oxidare nepermisă a metalului cusăturii respectiv la utilizarea
dioxidului de carbon icircn plus pericolul alierii cu carbon şi prin urmare pericolul fragilizării
cusăturii ca urmare a formării carburilor de crom
Reacţiile de oxidare la nivelul băii de metal topit fiind reacţii exoterme conduc la
creşterea temperaturii băii (de la 1800degC la 2200degC) cu consecinţe asupra creşterii fluidităţii
acesteia creşterii pătrunderii sau posibilităţii măririi vitezei de sudare Corelată cu reducerea
12
tensiunilor superficiale la interfaţa baie topită ndash metal solid determină icircmbunătăţirea
procesului de umectare cu efecte favorabile asupra lăţirii respectiv reducerii supraicircnălţării
cusăturii sudate
Tot din punctul de vedere al activităţii chimice remarcăm utilizarea hidrogenului ca şi
gaz reducător icircn amestecurile gazelor de protecţie bdquode formareldquo folosite la protecţia rădăcinii
pe partea opusă sudării la sudarea oţelurilor aliate Inox şi nu numai Amestecul cel mai
frecvent utilizat este format din azot plus 5hellip10 hidrogen Hidrogenul reduce eventualele
urme de oxigen rămase icircn zona rădăcinii evitacircnd astfel oxidarea acesteia cu consecinţe asupra
scăderii rezistenţei la coroziune Utilizarea hidrogenului trebuie făcută cu grijă avacircnd icircn
vedere pericolul de explozie pentru anumite concentraţii icircn aer
Caracterizarea succintă a gazelor de protecţie
Prezentarea succintă a gazelor de protecţie utilizate la sudarea MIGMAG din punctul
de vedere al activităţii chimice şi al proprietăţilor termo-fizice permite icircnţelegerea facilă a
acţiunilor şi efectelor pe care acestea le au icircn procesul de sudare Cele mai utilizate gaze de
protecţie la sudarea MIGMAG sunt argonul heliul dioxidul de carbon oxigenul hidrogenul
azotul
Argonul (Ar)
1048707 gaz inert ndash nu reacţionează cu materialul
1048707 mai greu ca aerul ndash protecţie bună a băii de metal
1048707 potenţial de ionizare scăzut ndash amorsare uşoară a arcului
1048707 produce microsablarea suprafeţelor
Nu se recomandă utilizarea argonului icircn proporţie de 100 deoarece produce un arc
electric instabil formarea inevitabilă de pori icircn cusătură aspect mai puţin plăcut a icircmbinării
sudate Baia metalică este deosebit de vacircscoasă ceea ce duce la pori icircn cusătură crestături
marginale supraicircnălţare excesivă solzi puternic conturaţi Rezolvarea problemei se realizează
prin adaosuri de elemente oxidante O2 şisau CO2
13
Capitolul 3
Tehnologia de sudare in Argon
Elaborarea tehnologiei de sudare icircn general presupune stabilirea condiţiilor icircn care are
loc execuţia icircmbinării sudate pornind de la pregătirea pentru sudare alegerea materialelor de
adaos stabilirea parametrilor tehnologici de sudare stabilirea prelucrărilor post sudare
alegerea echipamentelor de sudare şi a dispozitivărilor etc
Stabilirea tehnologiei de sudare este specifică fiecărui procedeu icircn parte Elaborarea
unei tehnologii de sudare urmăreşte icircn general două aspecte importante şi anume aspectul
calitativ asigurarea calităţii impuse icircmbinării sudate la cel mai icircnalt grad respectiv aspectul
economic preţul de cost cacirct mai redus Aceasta presupune cunoaşterea icircn primul racircnd a
comportării la sudare a metalului de bază cunoaşterea performanţelor procedeului de sudare
utilizat a parametrilor tehnologici de sudare şi a recomandărilor tehnologice specifice
cunoaşterea performanţelor echipamentelor de sudare şi exploatarea acestora
Elaborarea tehnologiei de sudare reprezintă o etapă importantă icircn cadrul acţiunii de
calificare a procedurii de sudare conform SR EN 288-792 şi anume pe baza ei se icircntocmeşte
specificaţia procedurii de sudare WPS (Welding Procedure Specification) documentul care
cuprinde toate informaţiile necesare execuţiei icircmbinării sudate Elaborarea tehnologiei de
sudare presupune parcurgerea unor etape icircntr-o succesiune logică Etapele parcurse pentru
stabilirea tehnologiei de sudare MIGMAG sunt prezentate icircn cele ce urmează
Alegerea formei rostului şi a icircmbinării
Prezentarea formei rostului si stabilirea dimensiunilor efective ale acestuia avacircnd icircn
vedere condiţiile concrete de execuţie ale icircmbinării Alegerea dimensiunilor efective ale
rostului la sudarea MIGMAG se face icircn principal icircn funcţie de tehnologia de sudare respectiv
modul de transfer utilizate la realizarea stratului de rădăcină Acestea depind la racircndul lor de
comportarea la sudare a metalului de bază şi recomandările tehnologice de sudare (material
sensibil sau insensibil la supraicircncălziri) de grosimea componentelor accesul la sudare
importanţa icircmbinării sudate (clasa de execuţie) metoda de susţinere a rădăcinii poziţia de
sudare etc Icircn cazul icircn care accesul la sudare este dintr-o singură parte fără suport la
14
rădăcină iar la rădăcină nu se admit defecte (clasă de calitate superioară) pentru execuţia
rădăcinii se recomandă sudarea cu transfer prin scurtcircuit sau icircn curent pulsat caracterizate
prin energie liniară mică respectiv pericol scăzut de străpungere la rădăcină In acest caz
asigurarea unei pătrunderi bune la rădăcină cu o uşoară supraicircnălţare impune alegerea unei
deschideri a rostului b = 2hellip4 mm respectiv a umărului rostului c= 0hellip1 mm mărimi corelate
icircn principal cu valoarea curentului de sudare respectiv cu gazul de protecţie utilizat (mai mici
la sudarea icircn CO2 100 respectiv mai mari la sudarea icircn amestecuri de gaze bogate icircn argon
Ar +CO2 cel mai comun amestec fiind Ar + 18 CO2 - Corgon 18)
Icircn cazul icircn care accesul la sudare este dintr-o singură parte cu suport la rădăcină
execuţia stratului de rădăcină se poate realiza folosind oricare din modurile de transfer prin
scurtcircuit prin pulverizare sau icircn curent pulsat icircn funcţie de grosimea componentelor poziţia
de sudare natura metalului de bază (sensibil sau insensibil la supraicircncălziri) productivitatea
urmărită la sudare modul de execuţie (semimecanizat sau mecanizat) performanţele
instalaţiei etc Forma şi dimensiunile rostului depind de grosimea componentelor respectiv de
puterea arcului electric
Umărul rostului respectiv deschiderea rostului icircn acest caz au mai puţină importanţă
urmărindu-se icircn principal evitarea pericolelor de străpungere a suportului fuzibil de topire sau
lipire a suportului de Cu sau a suportului ceramic Icircn cazul folosirii unui suport fuzibil se
impune asigurarea unei pătrunderi de cel puţin 2 mm icircn acesta Icircn cazul accesului din ambele
părţi pentru execuţia rădăcinii este posibilă de asemenea folosirea oricărui mod de transfer In
cazul utilizării transferului prin scurtcircuit sau icircn curent pulsat sunt valabile recomandările
din primul caz cu b = 2hellip4 mm respectiv c = 1hellip2 mm In cazul utilizării transferului prin
pulverizare avacircnd icircn vedere puterea mare a arcului electric şi pericolul mare de străpungere
sau de curgere a băii de metal topit la rădăcină se recomandă ca deschiderea rostului să fie
mică b = 0hellip1 mm respectiv umărul rostului să fie mare c = 4hellip6 mm corelate cu viteza de
sudare Principala grijă icircn acest caz este evitarea pericolului de străpungere a rădăcinii
respectiv diminuarea dimensiunilor defectelor de la rădăcină Icircn acest caz la majoritatea
icircmbinărilor sudate icircnainte de execuţia trecerii pe partea opusă realizării primei treceri se
impune prelucrarea rădăcinii (polizare sau scobire-crăiţuire arc-aer) pentru eliminarea
eventualelor defecte specifice sudării stratului de rădăcină lipsă de pătrundere lipsă de topire
pori fisuri sau microfisuri
15
Icircn ceea ce priveşte unghiul rostului se remarcă faptul că acesta are valori mai mici
decacirct la sudarea manuală cu electrod icircnvelit datorită diametrului redus a sacircrmei electrod (08hellip
16 mm) şi absenţei icircnvelişului de pe sacircrmă luacircnd valori cuprinse icircntre 30deghellip50deg Aceasta
conduce la importante economii de material de adaos Reducerea exagerată icircnsă a unghiului
rostului poate avea consecinţe grave asupra pericolului de defecte icircn icircmbinarea sudată ca
urmare a tendinţei de scobire (săpare) ciupire a arcului electric pe feţele rostului cu efecte
asupra pericolului de scurgere a băii de metal topit icircn faţa arcului şi diminuarea pătrunderii sau
lipsei de pătrundere respectiv a pericolului de lipsă de topire icircntre cusătură şi metalul de bază
icircn zonele scobite prin scurgerea metalului topit icircn aceste scobituri Acest fenomen este
amplificat o dată cu creşterea exagerată a tensiunii arcului electric
Calculul ariei rostului se face icircn funcţie de forma şi dimensiunile acestuia cu ajutorul
uneia din relaţiile de mai jos
- rost I Ar = bs
- rost V Ar = bs + s2tg α2
- rost Y Ar = bs + (s-c)2tg α2
- rost U Ar = bs + _r22 + 2r[s-(c+r)]+[s-(c+r)]2tgszlig
- rost X Ar = bs + 12(s- c)2tg α2
- rost K Ar = bs + 14(s-c)2tg szlig
- rost 12 K Ar = bs + 12(s-c)2tg szlig
- icircmbinări de colţ nepătrunse Ar = a2 sau Ar = 12k2
unde a - icircnălţimea (grosimea) icircmbinării (sudurii)
k - icircnălţimea (mărimea) catetei icircmbinării
Calculul ariei cusăturii Pentru calcul se poate folosi una din relaţiile
Ac = (105 14) x Ar (30a)
Obs Coeficientul care icircnmulţeşte aria rostului ţine cont de secţiunea cusăturii regăsită icircn
supraicircnălţarea acesteia Valorile mici ale coeficientului corespund grosimilor mari de material
iar valorile mari grosimilor mici de material respectiv pentru icircmbinările simetrice Icircn cazul
icircmbinărilor sudate cap la cap cu rosturi neprelucrate (rost I) aplicarea relaţiei de mai sus duce
la erori foarte mari icircn special la table subţiri cu deschideri mici (b=1hellip2 mm) deoarece
ponderea materialului de adaos icircn supraicircnălţare este icircn realitate de două trei ori mai mare decicirct
16
cantitatea conţinută icircn secţiunea rostului Mai mult icircn cazul rosturilor I cu deschidere b = 0
ajungem icircntr-o situaţie limită adică să nu putem calcula aria cusăturii cu ajutorul acestei
relaţii In astfel de cazuri se recomandă ca aria cusăturii să se calculeze cu una din relaţiile de
mai jos
Ac = Ar + 23B_h pentru icircmbinări I asimetrice
Ac = Ar +43B_h pentru icircmbinări I simetrice
unde
bull B = lăţimea cusăturii se calculează geometric funcţie de forma si dimensiunile efective ale
rostului la care se adaugă 2 3 mm care reprezintă zona din metalul de bază care se topeşte
la sudare valoarea informativă pentru bdquoBldquo se poate calcula şi cu ajutorul coeficientului de
formă al cusăturii ψ = Bp consideracircnd că ψ = 15hellip25 (valori care diminuează pericolul
fisurării cusăturii la solidificarea băii)
bull h = supraicircnălţarea cusăturii se apreciază icircn funcţie de grosimea materialului de bază după
cum urmează (valori informative)
h = 1 15 mm pt s = 5 10 mm
h = 15 2 mm pt s = 10 25 mm
h = 2 3 mm pt s gt 25 mm
Obs Supraicircnălţarea cusăturii la icircmbinările cap la cap respectiv convexitatea cusăturii la
icircmbinările de colţ este mai mare la sudarea icircn CO2 decacirct icircn Ar Valoarea ariei cusăturii
calculată mai sus se rotunjeşte la icircntreg (calculul este aprox)
Alegerea materialelor de sudare
Stabilirea cuplului sacircrmă ndash gaz de protecţie Alegerea cuplului sacircrmă ndash gaz de protecţie pe
baza criteriilor de alegere a sacircrmei respectiv a gazului de protecţie Se precizează marca
(simbolul) sacircrmei electrod şi a gazului de protecţie utilizate
Sacircrma electrod (marca sacircrmei) helliphelliphelliphellip (STAS SR EN sau normă)
Gazul de protecţie helliphelliphelliphelliphelliphelliphelliphelliphelliphellip (STAS SR EN sau normă)
Stabilirea diametrului sacircrmei electrod Diametrul sacircrmei electrod poate fi ds = 06 08 10
12 16 mm Alegerea diametrului se face icircn funcţie de grosimea metalului de bază valoarea
curentului de sudare (modul de transfer) poziţia de sudare forma rostului etc Diametrul de
sacircrmă cel mai utilizat şi care acoperă o plajă mare de necesităţi tehnologice la sudare este
17
diametrul de 12 mm Pentru grosimi mici de material s lt= 2-3 mm se folosesc după caz
diametrele mai mici 08 mm respectiv 10 mm Diametrele mari gt= 16 mm se recomandă la
grosimi mari de material la sudarea cu transfer prin pulverizare Nu se recomandă diametre
mari de sacircrmă peste 12 mm icircn cazul transferului prin scurtcircuit datorită stabilităţii slabe a
arcului electric Pot fi utilizate icircnsă cu succes icircn cazul sudării icircn curent pulsat icircn special la
sacircrmele moi din aluminiu sau sacircrme tubulare
Stabilirea numărului de treceri Depinde icircn principal de natura metalului de bază (sensibil sau
insensibil la supraicircncălziri) de modul de transfer utilizat (arii de treceri mai mici la transfer
prin scurtcircuit respectiv arii de treceri mari la transfer prin pulverizare) de poziţia de
sudare forma rostului tipul icircmbinării etc Pe baza acestor factori se stabileşte aria trecerilor
poate lua valori cuprinse icircn domeniul 5 hellip 40 mm2
Dispunerea trecerilor icircn rost (schiţă)
Modul de dispunere a trecerilor
Calculul parametrilor tehnologici de sudare
1048707 transfer prin scurtcircuit grosimi mici (s lt 5 mm) sudarea stratului de rădăcină sudarea icircn
poziţii dificile (vertical peste cap etc)
1048707 transfer prin pulverizare la grosimi mari de material pentru sudarea icircn poziţie orizontală
sau icircn jgheab
18
1048707 transfer sinergic icircn curent pulsat la grosimi medii de material unde tehnologia de sudare
clasică se plasează icircn domeniul transferului intermediar caracterizat prin stropiri mari pentru
sudarea stratului de rădăcină la sudarea icircn poziţii dificile
Curentul de sudare Is Viteza de avans a sacircrmei electrod vae depinde de modul de transfer
diametrul sacircrmei poziţia de sudareetc Reglarea curentului de sudare respectiv a puterii
arcului electric se face prin modificarea vitezei de avans a sacircrmei electrod pe baza relaţiei de
proporţionalitate existentă icircntre cei doi parametrii tehnologici Practic la sudarea MIGMAG
viteza de avans a sacircrmei electrod poate fi considerată parametrul principal icircn stabilirea
tehnologiei de sudare care icircn anumite condiţii date (materialul sacircrmei diametrul sacircrmei gazul
de protecţie) determină valorile celorlalţi parametrii tehnologici şi icircn primul racircnd valoarea
curentului de sudare Deci cacircnd stabilim curentul de sudare trebuie să stabilim practic valoarea
vitezei de avans a sacircrmei electrod cei doi parametri fiind indisolubil legaţi unul de altul
Stabilirea corelaţiei curent de sudare ndash viteză de avans sacircrmă electrod se face din nomograme
de tipul Is = f(vae) figura 50divide54 trasate pentru anumite condiţii concrete de lucru (tip
material de adaos diametru sacircrmă gaz de protecţie lungime capăt liber sacircrmă mod de
transfer clasic sau icircn curent pulsat) din tabele tehnologice (sau şabloane) funcţie de condiţiile
concrete de lucru Icircn tabelele de mai jos sunt prezentate corelaţiile dintre viteza de avans a
sacircrmei electrod şi valoarea curentului de sudare pentru diametrele de 10 şi 12 mm folosind
ca şi gaze de protecţie CO2 100 şi CORGON 18 (amestec 82 Ar + 18 CO2 cel mai
frecvent utilizat la sudarea oţelurilor nealiate şi slab aliate) iar ca sacircrmă electrod sacircrma
nealiată SG2 (cea mai utilizată pentru sudarea oţelurilor nealiate şi slab aliate cu Mn) icircn
varianta clasică sau icircn current pulsat
Valorile pentru viteza de avans a sacircrmei din tabelele de mai jos şi 30 se vor corecta cu
coeficientul 08
Corelaţia viteza de avans a sacircrmei ndash curent de sudare (ds = 10 mm)
Nr
crt
Vae
(mmin
)
Is
(A)
Ua
(V)
lcl
(mm)
Q
(lmin)
Vs
(cmmin) Obs
1 2 68 153 8 8 17
2 3 96 16 8 8 17
19
Transfer
Prin
Circuit
3 4 128 168 8 8 17
4 5 132 188 10 8 17
5 6 144 20 10 10 20
6 7 156 215 10 10 20
71 8 180 225 10 10 20
72 8 172 225 12 12 25
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 10 mm Is = 80 ndash 180 A
Gazul de protecţie CO2 100
Sensul de sudare spre stacircnga (prin icircmpingere)
Corelaţia viteza de avans a sacircrmei ndash curent de sudare (ds = 10 mm)
Nr
crt
Vas
(mmin
Is
(A)
Ua
(V)
Icl
(mm)
Q
(lmin)
Vs
(cmmin) Obs
1 2 53 153 8 8 15 Arc
instabil
IS ndashmic
2 3 90 158 8 8 15
Transfer
prin
scurtcircuit
3 4 120 163 8 8 15
4 5 140 17 10 8 15
5 6 160 18 10 10 20
6 7 175 188 10 10 20
71 8 200 198 10 10 20
72 8 184 20 12 12 25
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 10 mm Is = 60 ndash 180 A
Gazul de protecţie CORGON 18
Sensul de sudare spre stacircnga (prin icircmpingere)
20
Corelaţia viteza de avans a sacircrmei ndash curent de sudare (ds = 12 mm)
Nr
crt
Vae
(mmin)
Is
(A)
Ua
(V)
lcl
(mm)
Q
(lmin)
Vs
(cmmin)
Obs
1 2 74 185 10 10 16
Transfer
Prin
scurtcircuit
2 3 112 193 10 10 16
31 4 144 208 10 10 16
32 4 136 21 12 12 25
4 5 160 223 12 12 25
5 6 184 235 12 12 25
Transfer
Intermediar
6 7 204 253 14 15 30
7 8 224 275 14 15 30
8 9 248 288 14 15 30
91 10 268 305 14 15 30
92 10 256 31 16 18 40
10 11 280 323 16 18 40 Transfer
Globular11 12 300 335 16 18 40
12 13 290 333 20 20 45
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 12 mm Is = 120 ndash 350 A
Gazul de protecţie CO2 100
Sensul de sudare spre dreapta (prin tragere)
Viteza de sudare depinde de grosimea metalului de bază (grosimea sudurii de colţ) modul de
transfer tehnica de sudare (număr mare sau număr mic de treceri) poziţia de sudare varianta
de sudare (semimecanizată sau mecanizată) etc Domeniul de valori este cuprins icircntre 15-100
cmmin cu precizarea că viteza de sudare la sudarea MIGMAG este substanţial mai mare
decacirct la sudarea manuală cu electrod icircnvelit Recomandări utile privind viteza de sudare
1048707 15 - 30 cmmin la sudarea semimecanizată cu transfer prin scurtcircuit sau la sudarea
stratului de rădăcină
21
1048707 30 - 50 cmmin la sudarea semimecanizată cu transfer prin pulverizare sau icircn curent pulsat
există o valoare optimă a vitezei de sudare situată icircn jurul valorii de 40 - 45 cmmin pentru
care se obţine pătrunderea maximă
1048707 30 - 100 cmmin la sudarea mecanizată icircn funcţie de grosimea componentelor
Materiale de sudare
Materialele utilizate la sudarea ST sunt sacircrma electrod icircn cazul sudării cu sacircrmă
tubulară cu autoprotecţie respectiv sacircrma electrod şi gazul de protecţie la sudarea cu sacircrmă
tubulară cu protecţie suplimentară
Sacircrma electrod se prezintă sub forma unei teci metalice umplute cu un miez
pulverulent icircn următoarea gamă de diametre 10 12 14 16 18 20 24 28 (32)
Icircnvelişul metalic se execută icircn general dintr-un material nealiat caracterizat prin
proprietăţi bune de ductilitate pentru a permite laminarea şi trefilarea uşoară a tecii grosimea
acesteia avacircnd valori sub 02 mm Alierea cusăturii cacircnd este cazul se face icircn general prin
miez Icircnvelişul metalic (teaca) are următoarele roluri
bull asigură prin topire cantitatea de material de adaos pentru realizarea icircmbinării sudate sau
icircncărcarea prin sudare
bull asigură contactul electric şi realizează icircnchiderea circuitului electric de sudare icircntre vacircrful
sacircrmei şi piesă
bull păstrează şi protejează miezul de pulbere icircmpotriva umidităţii
Miezul este un amestec de substanţe similare icircnvelişului electrozilor şi fluxurilor de
sudare După rolul pe care icircl au icircn procesul de sudare substanţele din miez se icircmpart icircn
bull substanţe zgurifiante pentru protejarea metalului topit
bull substanţe gazeifiante pentru protecţia spaţiului arcului icircmpotriva pătrunderii aerului
bull substanţe dezoxidante şi de rafinare a băii metalice
bull substanţe ionizatoare pentru icircmbunătăţirea stabilităţii arcului
bull substanţe (elemente) de aliere pentru alierea icircn arc
Echipamente pentru sudare MIGMAG
Din punctul de vedere al tehnologului respectiv al utilizatorului echipamentului de
sudare nu este atacirct de importantă cunoaşterea detaliilor de proiectare a acestor instalaţii
22
(sursă de sudare pupitru de comandă scheme electrice si electronice etc) cacirct mai ales
cunoaşterea părţilor componente ale echipamentului şi a rolului acestora a particularităţilor
specifice a performanţelor de sudare a modului de reglare şi control a parametrilor
tehnologici de sudare icircn vederea obţinerii rezultatelor dorite sau impuse de tehnologia de
sudare cu performanţe maxime
Echipamentele de sudare MIGMAG constituie sisteme mult mai complexe atacirct icircn
ceea ce priveşte părţile componente cacirct şi pregătirea pentru sudare respectiv modul de
comandă şi reglare a parametrilor tehnologici de sudare icircn comparaţie cu echipamentele
clasice utilizate la sudarea manuală cu electrozi icircnveliţi (transformatoare convertizoare
redresoare) Din punct de vedere a reglării parametrilor tehnologici icircn practică lucrurile nu
sunt de loc complicate icircn general aceasta implicacircnd reglarea a doi parametri şi anume
selectarea treptei de tensiune (tensiunea de mers icircn gol şi implicit tensiunea arcului) respectiv
ajustarea vitezei de avans a sacircrmei electrod pentru asigurarea curentului de sudare necesar
Figura 5
Părţile componente ale unei instalaţii de sudare MIGMAG
a - furtun gaz b ndash sacircrmă electrod c ndash tur-retur apă d ndash comandă pistolet
e ndash conductor curent f ndash tub de protecţie g ndash cablu de masă
Icircn cazul surselor moderne de sudare sinergice cu invertor problema este şi mai mult
simplificată oferind utilizatorului (operatorului sudor) prin programele icircncorporate icircn
microprocesor o tehnologie apropiată de optim prin reglarea unui singur parametru
tehnologic viteza de avans a sacircrmei electrod respectiv tensiunea arcului Icircn funcţie de
23
principiul de reglare al puterii (energiei) arcului specific sursei de sudare utilizate se setează
sau se reglează după necesităţi un singur parametru tehnologic considerat parametru de bază şi
anume viteza de avans a sacircrmei icircn cazul surselor cu invertor cu tranzistoare de putere cu
reglare continuă a tensiunii arcului respectiv tensiunea icircn cazul surselor de sudare cu reglare
icircn trepte a tensiunii arcului Restul parametrilor tehnologici de sudare sunt reglaţi automat prin
intermediul programelor microprocesorului icircn funcţie de datele de intrare specifice aplicaţiei
date introduse icircn prealabil de la consola sursei tipul de transfer (clasic sau pulsat) materialul
de adaos (compoziţia chimică) diametrul sacircrmei gazul de protecţie etc Echipamentul
permite şi efectuarea corecţiilor necesare dacă este cazul Acest mod de reglare al puterii
arcului necesar procesului de sudare dat este cunoscut sub denumirea de bdquoONE KNOBldquo adică
reglarea instalaţiei pentru sudare de la un singur buton ceea ce simplifică foarte mult sarcinile
operatorului sudor conducacircnd la regimuri de sudare optime fără să fie nevoie de multe
cunoştinţe tehnologice temeinice icircn afara celor de bază necesare sudării propriu zise Un
echipament de sudare MIGMAG se compune icircn principiu din următoarele părţi componente
figura 5
1048766 1 Sursa de sudare
1048766 2 Pupitrul de comandă
1048766 3 Dispozitivul de avans al sacircrmei electrod DAS
1048766 4 Pistoletul de sudare
1048766 5 Alimentarea cu gaz de protecţie
1048766 6 Instalaţia de răcire cu apă
Sursa de sudare
Sursele de sudare utilizate la sudarea MIGMAG sunt surse de curent continuu
convertizoare redresoare invertoare Datorită performanţelor modeste (timp de răspuns mare
dinamică redusă) icircn prezent convertizoarele de sudare se utilizează din ce icircn ce mai rar la
sudarea MIGMAG (aproape deloc) ele fiind icircnlocuite de redresoarele de sudare şi icircn ultimul
timp pe scară tot mai largă de sursele cu invertor pentru sudare (pe scurt invertoare pentu
sudare) Redresoarele la racircndul lor pot fi clasice cu diode sau comandate electronic cu
tiristoare sau tranzistoare de putere Particularitatea principală a surselor de sudare MIGMAG
este forma caracteristicii externe Ua=f(Is) Din motive de asigurare a stabilităţii arcului
24
electric prin fenomenul de autoreglare specific sudării MIGMAG forma caracteristicii
externe a sursei este rigidă (1) sau uşor coboracirctoare (2) (sub 7V100A)
Din motive de stabilitate maximă a procesului se preferă caracteristicile externe uşor
coboracirctoare a căror pantă (ΔUaΔIs) depinde de gazul de protectie respectiv de diametrul
sacircrmei electrod prin funcţia REGTYPE (valabilă numai la sursele cu invertor) Panta
caracteristicii externe este mai mare la sudarea icircn dioxid de carbon decacirct icircn argon sau
amestecuri bogate icircn argon La sudarea icircn CO2 caracteristica externă are panta maximă la
sacircrma electrod cu diametrul cel mai mic 08 mm şi scade cu creşterea diametrului sacircrmei
La sudarea icircn amestecuri bogate icircn argon panta caracteristicii externe este aceeaşi
pentru toate diametrele de sacircrmă şi mai mică decacirct cele corespunzătoare sudării icircn CO2
Datorită acestei forme a caracteristicii externe se observă că tensiunea arcului este apropiată
de tensiunea de mers icircn gol a sursei Icircn consecinţă reglarea tensiunii arcului la sudarea
MIGMAG se face prin reglarea tensiunii de mers icircn gol a sursei de sudare Aceasta se poate
face prin reglaj icircn trepte la sursele cu diode sau prin reglaj continuu la sursele cu tiristoare şi la
invertoare Reglajul continuu este cel mai bun permiţacircnd o infinitate de curbe acoperind toate
cerinţele tehnologice dar este mai costisitor Reglajul icircn trepte se face de obicei icircn două etape
un reglaj brut respectiv un reglaj fin şi este mai uşor de realizat constructiv (mai ieftin)
Numărul curbelor caracteristici externe este limitat icircntre o valoare minimă U20min şi o
valoare maximă U20max specific fiecărei surse Icircn acest caz obţinerea regimului optim pentru
o valoare dată a tensiunii se face prin corecţia vitezei de avans a sacircrmei electrod De aici
decurge cea de-a doua particularitate a surselor de sudare MIGMAG şi anume tensiunea de
mers icircn gol este mai mică decacirct la sursele de sudare cu electrod icircnvelit respectiv sursele WIG
fiind cuprinsă icircn intervalul de valori 20-50V Forma caracteristicii externe şi valoarea redusă a
tensiunii de mers icircn gol fac ca sursele de sudare MIGMAG să nu poată fi folosite la sudarea
SE şi WIG Icircn ultimul timp au apărut sursele de sudare universale (cu tiristoare sau cu
invertor) care permite sudarea cu toate cele trei procedee de sudare printr-o simplă comutare
pe procedeul utilizat (prin modificarea formei caracteristicii externe)
Cea de-a treia particularitate a surselor de sudare MIGMAG o constituie prezenţa unei
inductanţe icircn circuitul de sudare necesară icircn cazul sudării cu arc scurt cu transfer prin
scurtcircuit (sau la sudarea cu arc lung icircn bioxid de carbon icircn cazul scurtcircuitelor aleatoare)
pentru limitarea vacircrfului curentului de scurtcircuit şi prin urmare pentru reducerea stropirilor
25
Inductanţele fizice (reale) pot fi fixe variabile icircn trepte (cu ploturi) sau variabile continuu (cu
miez magnetizat
Surse de sudare sinergică - Invertoare
Dezvoltarea electronicii icircn general şi a electronicii de putere icircn special icircn ultimul timp
(a doua parte a secolului al XXndashlea) a impulsionat aşa cum era de aşteptat dezvoltarea şi
modernizarea echipamentelor de sudare icircn general şi a echipamentelor de sudare prin topire icircn
special producacircnd se poate spune o adevărată revoluţie icircn acest domeniu nebănuit cu puţin
timp icircn urmă atacirct din punctul de vedere al greutăţii proprii şi al dimensiunilor de gabarit cacirct
mai ales a performanţelor atinse Motorul acestei bdquorevoluţiildquo a fost folosirea invertoarelor de
frecvenţă ridicată cu transformator pe miez de ferită icircn construcţia surselor de putere şi
comanda lor cu ajutorul microprocesoarelor A fost posibilă astfel atingerea unor performanţe
tehnologice inimaginabile şi a unui control perfect al procesului de sudare icircn ansamblul lui
Atingerea acestor nivele icircnalte se datorează vitezei foarte mari de răspuns a invertoarelor de
ordinul microsecundelor funcţie de frecvenţa invertorului care a permis modelarea după
dorinţă a parametrilor tehnologici de sudare şi controlul riguros al acestora Comparativ viteza
de răspuns a redresoarelor clasice cu diode sau tiristoare nu putea fi scăzută sub 5 ms
Icircn anul 1970 redresoarele cu tiristoare au icircnceput să fie utilizate la sudarea manuală cu
electrozi icircnveliţi SE şi sudarea MIGMAG standard Tot cam icircn aceeaşi perioadă au apărut şi
sursele standard MIGMAG icircn curent pulsat formate prin combinarea a două surse obişnuite
una pentru curentul de baza alta pentru curentul de puls dar care funcţionează pe frecvenţe
fixe 25 33 50 75 100Hz Datorită vitezelor mari cu care se desfăşoară fenomenele icircn zona
arcului (de exemplu timpul de scurtcircuit tsc = 15-3 ms) şi avacircnd icircn vedere că timpul de
reacţie al tiristoarelor este de min 5-6 ms (deci mult mai mare) la redresoarele pentru sudarea
MIGMAG nu era posibilă modelarea acestor fenomene iar controlul variaţiei curentului de
scurtcircuit s-a putut face numai folosind o inductanţă fizică reală
Icircn jurul anului 1980 au apărut tiristoarele rapide cu timp de blocare redus Astfel s-au
realizat primele surse de tip invertor cu tiristoare care funcţionează pe o frecvenţă de 15
KHz Datorită cerinţelor complexe ale regimului de sudare şi a vitezelor mari de derulare a
fenomenelor din arcul electric au fost realizate surse cu tranzistoare de putere icircn circuitul de
26
sudare care au permis creşterea frecvenţei invertoarelor la valori mult mai mari decacirct cu care
se desfăşoară fenomenele icircn arc
Tehnologia de sudare a tablelor din OL32
Tehnologii de sudare pentru oţel carbon nealiat şi slab aliat
1048766 Tipul icircmbinării de colţ
1048766 Poziţia de sudare vertical ascendentă
1048766 Tipul de transfer prin scurtcircuit
1048766 Gazul de protecţie 75 Ar + 25 CO2
27
Capitolul 4
Metode de control a icircmbinărilor sudate
Controale nedistructibile
Controalele nedistrucitve nu duc la deteriorarea imninarii sudate şi nu influenţează asupra
comportării icircn exploatarea acestuia Cele mai utilizate controale nedistructive sunt
- controlul vizual
- controlulu cu raze Roentgen sau gama
- controlul cu ultrasunete
- controlul cu utilizarea unor metode magnetice
- controlul cu lichide penetrante
- expunerea icircmbinării sudate pe bancă de probă sau pe maşini de icircncercări la solicitare
cacirct mai apropiate de cele icircn exploatare la suprasolicitari avacircnd o valoare dinainte stabilită
sau la solicitări variabile după un ciclu determinat verificarea se face prin examninarea
ulterioară fie prin efectuarea unor măsurători tensometrice proba hidraulică
- proba pneumatică
- proba cu petrol
- proba cu amoniac
- proba cu etansietate utilizacircnd metoda spectometrului de masă
Controale distructive
Controalele distructive se execută la o anumită icircmbinare sudată sau asupra unor
porţiuni din această Porţiunile supuse acestor controale nu mai pot fi utilizate ulterior icircn
exploatare Controalele distrucitve se pot executa utilizacircnd plăci de control din acelaşi material
de baze sudate cu acelaşi material de adaos şi realizate cu acelaşi regim ca şi icircmbinările sudate
ale utilajuluipentru care se fac Icircn cazul unor verificări sau expertize se pot preleva din
icircmbinarea sudată a materialului Se urmăreşte verificarea respectării materialelor de bază de
adaos şi auxiliare prescrise depistării eventualelor abateri de la procesul tehnologic stabilit
iniţial care au dus la existenţa unor defecte şi scăderea calităţii icircmbinării
28
Analiza metalografică se poate face prin
- microstructura care permite depistarea unor defecte (pori sulfuri fisuri incluziuni etc)
stabilirea configuraţiei icircn sectinue a cordonului de sudura şi ZIT determinarea numărului de
straturi depuse pentru formarea cordonului punerea icircn evidenţă a cristalizării primare a
metalului depus
- microstructura care permite punerea icircn evidenţă a unei microzone ale icircmbinării sudate a
conţinutului aproximativ de carbon a metalului de bază şi a precipitării carburilor la oţeluri
anticorosive
- sacrificacircnd una sau mai multe piese icircn cazul unei producţii de mare serie şi supunacircndu-se
unor solicitări cacirct mai apropiate de cele din exploatare şi a căror mărime este crescută pacircnă la
ruperea construcţiei se urmăreşte verificarea viabilităţii soluţiilor constructive a calităţii
materialelor de bază şi de adaos a regimului tehnologic Metoda poate servi şi la stabilirea
fiabilităţii produsului respectiv
Prezentarea unor metode de depistare a icircmbinărilor sudate
Urmează o prezentare ceva mai detaliată a unor metode de control nedistructiv cu
rolul de a oferi celor care nu se ocupă direct cu controlul imbunarilor sudate date generale
privind modul de efectuare a fiecărui control
Controlul prin găurire
Cusătura se găureşte cu ajutorul unui burghiu cu unghiul de ascuţire de 90 grade
Diametrul burghiului se alege astfel icircncacirct să fie găurita icircntreaga secţiune transversală a
cusăturii şi să fie cuprins metalul de bază pe aproximativ 2mm Se execută icircntacirci o găurire de
circa 3 mm adacircncime şi se examinează cu atenţie Se adacircnceşte gaura cu icircncă 2-3 mm se
examinează din nou şi astfel se continuă pacircnă se ajunge la rădăcina cusăturii Examinarea se
face cu ajutorul unei lupe
Controlul prin găurire se recomandă a se executa icircn special pentru stabilirea cauzelor
de deteriorare parţială a construcţiilor sudate icircn exploatare atunci cacircnd prelevarea eprubetelor
de macrostructure este imposibilă sau nedorită
Controlul cu raza Roentgen şi gama generalităţii
Lumina vizibilă este formată din oscilaţii electromagnetice Razele Roentgen şi razele
gama sunt de asemenea oscilaţii electromagnetice care se deosebesc numai prin lungimea
29
undei Razele Roentgen pătrund icircn icircmbinările sudate fiind parţial absorbite şi dispersate
Capacitatea de pătrundere a razelor depind de lungimea de undă Controlul cu radiaţii
penetrante este cea mai răspacircndită metodă de control nedistructivă asiguracircnd un document
asupra mărimii formei poziţiei icircn plan şi frecvenţei defectelor Normele romacircneşti precum şi
norme din alte ţări dau recomandări cu privire la aprecierea calităţii icircmbinărilor sudate
obţinute la controlul Roentgen
Icircmbinarea sudată trebuie examinată cu direcţia razelor perpendiculare pe direcţia să
sau un anumit unghi
Controlul etansitatii utilizacircnd metoda spectometrului de masă
(probă cu helium freon argon)
Generalităţi
Pentru detectarea defectelor se utilizează un gaz trasot a cărui prezenţă icircn urmă foarte
fine poate fi pusă icircn evidenţă prin metoda spectrometului de masă
Controlul cu helium fiind scump se recomandă a fi utilizat pentru piese mici de la
detectarea uneor defecte foarte fine putacircnd localiza defecte la fluxul gazos Un alt gaz
freonul poate asigura icircn funcţie de metoda utilizată detectarea unor masivităţi prin care sunt
pierderi de fluxuri gazoase
Metoda presupune utilizarea unei aparaturi speciale care icircn prezenţa urmelor de gaz
trasot emit semnale ascuţite şi luminoase caracteristică a fiecărui gaz trasot utilizat Pentru a
putea face o legătură icircntre mărimea defectului şi fluxului de gaz scurs prin neetansietati se
prezintă după Duquenes mărimea fluxului de heliu scurs prin neetansietati icircn funcţie de
grosimea piesei (lungimea defectului) şi diametrul acestuia
30
Capitolul 5
Securitatea şi sănătatea muncii
Reguli ce trebuie respectate la sudare
- La sudarea manuală cu electrod icircnvelit icircn afară de măsurile generale de protecţie care
se iau la lucrările de sudare trebuie luate o serie de măsuri speciale specifice procedeului
- Protecţia icircmpotriva radiaţiilor arcului se realizează după cum urmează
- - protecţia ochiilor şi a feţei prin folosirea măştii de sudură o atenţie deosebită
se va acorda alegerii sticlei de protecţie a ochilor indiferent de intensitatea curentului cu care
se lucrează la alegerea numărului sticlei de protecţie sudorul va avea icircn vedere că o sticlă
prea icircnchisă obligă urmărirea arcului de la mică distanţă fapt care are repercursiuni asupra
igienei respiratorii
- - protecţia pielii şi a organelor interne se realizează prin folosirea obligatorie a
mănuşilor şi şorturilor din piele
- - pentru protecţia celorlalţi muncitori la locul de muncă al sudorilor va fi
icircnconjurat cu paravane de protecţie De asemenea se vor aplica tăbliţe avertizoare bdquoAtenţie se
sudeazărdquo
Protecţie icircmpotriva electrocutării
Toate sursele de curent ca şi piese care icircn mod accidental pot fi puse icircn contact cu circuitul
de sudare vor fi legate de pămacircnt
- tensiunile nu vor depăşi 80V
- icircncălţămintea şi icircmbrăcămintea sudorului va fi icircn bună stare permiţacircnd contactul
direct dintre piesă şi corpul sudorului
- icircn cazul sudării pe sol umed sau pe corpuri metalice se va folosi covorul de cauciuc
- port-izolatorul va fi aşezat cacircnd nu se sudează icircn poziţie sigură pe corpuri izolatoare
- resturile de electrod vor fi eliminate prin port electrod pentru a evita contactele
accidentale
- port electrozii vor fi complet izolaţi
31
- icircn perioadele de repaus (peste 10 min) sursă de curent va fi scoasă de sub tensiune
- icircn cazul sudării icircn interiorul pieselor metalice se recomandă supravegherea
permanentă a sudorului
Protecţia icircmpotriva gazelor şi fumului
Locul de muncă al sudorului va fi asigurat cu o bună ventilaţie Icircn cazul aspiraţiei locale
trebuie asigurat un delict de aspiraţie 70Lsecundă la 150 mm de arc sau 280Ls la 300 mm de
arc Icircn cazul aspiraţiei gazelor cu dispozitive la care nu se poate deplasa gura de aspiraţie se
va asigura delict de 7-11 m pe minut şi post de sudură iar icircn cazul ventilaţiei generale 56 m
pe minut şi post de sudură Defecţiunile tehnice se vor remedia numai de către personalul
calificat
Organizarea locului de muncă
La sudarea cu gaze există pericolul arderilor şi accidentelor datorită existenţei gazelor sub
presiune şi a caracteristicilor oxigenului şi a gazelor combustibile Este necesar ca
responsabilii cu protecţia muncii şi sudură să execute
- icircntocmirea şi afişarea la locul de muncă a instruciunilor de funcţionare deservite
icircntreţinere şi verificare a fiecărui utilaj icircn parte cu precizarea defectuarilor posibile şi a
măsurilor ce trebuie luate de sudor
- să instruiască periodic sudorii convingacircndu-se de buna cunoaştere a normelor de
utilizare verificare şi icircntreţinerea utilajului
- să se verifice sistematic la fiecare post de sudură şi sudor starea tehnică a utilajului şi
modul icircn care sudorul respectă normele tehnice
Sudorul icircnainte de icircnceperea lucrului trebuie să verifice buna stare de funcţionare a
icircntregului utilaj şi icircn special al generatorului de acetilenă lentilele de oxigen şi acetilenă
aparatura acestora incluse icircn supapa hidraulica de siguranţă locul de amplasare a acestora
pentru a fi ferit de icircncălzire
Orice defecţiune constatată la utilajul de sudură va fi comunicată responsabilului cu
sudura La orice părăsire a locului de muncă sudorul este obligat să oprească alimentarea
curentului electric a aparatelor
La sudarea electrică prin rezistentă de contact prin presiune şi prin puncte se vor lua
măsuri de protecţie a sudorului icircmpotriva stropilor de metal topit şi icircmpotriva atingerea
pieselor calde Corpul şi macircinile vor fi protejate icircmpotriva stropilor de metal folosindu-se
32
şorţul de piele respectiv mănuşi Peste icircncălţăminte se vor icircmbrăca jambiere de protecţie
Dacă icircn timpul lucrului arzatirul se icircncălzeşte excesiv acesta se va răci de cacircte ori
este necesar icircntr-un vas cu apă curată aflat permanent la locul de muncă al sudorului
Se interzice sudarea electrică atunci cacircnd conductoarele electrice au izolaţii
deteriorate iar cleştele port electrod este defect sau are izolaţie termoelectrică
necorespunzătoare deoarece aceste defecte pot provoca electrocutări
PSI
Prevenirea şi stingerea incendiilor
La intrarea icircn atelierele de sudare se vor afişa vizibil bdquoFumatul Interzisrdquo bdquoNu priviţi
flacărardquo bdquoPericol de orbirerdquo bdquoAtenţie se sudeazărdquo etc
Prin nerespectarea normelor de tehnica securităţii muncii se pot produce următoarele
accidente
- electrocutări
- icircmbolnăvirea ochilor şi arsuri de piele
- incendii cauzate de scacircnteile icircmprăştiate de arcul electric
Pentru prevenirea unor accidente se vor respecta următoarele reguli
- nu se va icircncepe lucrul la o maşină pacircnă cacircnd cel ce trebuie să o deservească nu o
cunoaşte perfect
- se va verifica instalaţia de ungere şi de răcire
- se va verifica instalaţia maşinilor unelte
- se va controla buna funcţionare a pieselor de prelucrat a sculelor şi a dispozitivelor pe
maşina unelta
- icircn timpul lucrului să se folosească dispozitive de protecţie icircmpotriva aşchiilor ecrane
ochelari
- nu se admite fracircnarea organelor icircn mişcarea cu macircna
- controlul stării sculei şi a prelucrării piesei nu se admite a fi făcut icircn timpul
funcţionării maşinii
- hainele de protecţie (halat sau salopetă) să fie icircncheiate la toţi nasturii manşetele
stracircnse iar capul acoperit
- locul de muncă trebuie ţinut icircn ordine şi curăţenie
- se va acorda o atenţie deosebită fixării corecte a pieselor şi echilibrării acestora
33
- cuţitele trebuie să pătrundă icircn materialul lin pentru evitarea smulgerii piesei la şoc
- ajustarea cu pilă de maşină de unelta a unor muchii se va face ţinacircndu-se macircnerul icircn
macircnă dreaptă iar capătul pilei icircn macircnă stacircngă
- aşchiile se icircndepărtează numai cacircnd maşina unelta este oprită
- la constatarea oricărei defecţiuni se va opri maşina unelta şi se va anunţa maestrul şi
mecanicul de icircntreţinere
Instructajul de protecţie a muncii este obligatoriu şi se efectuează de către cei care conduc şi
controlează procesele de muncă Instructajul cuprinde trei faze
a) Instructajul introductiv general se face icircn prima zi de activitate practică şi are drept
scop prezentarea principalelor măsuri de protecţie a muncii specifice unităţii La terminarea
instructajului se va face verificarea iar rezultatul se consemnează icircn fişa individuală pentru
protecţia muncii
b) Instructajul la locul de muncă are scopul de a prezenta măsurile de protecţie a muncii
specificepostului de lucru respectiv şi se face elevilor şi tuturor angajaţilor noi arătacircndu-se
cauzele principale care pot duce la accidentele de muncă şi măsurile de prevenire a acestora
c) Instructajul periodic se face la locul de muncă pentru a reaminti normele de protecţie a
muncii
34
Bibliografie
CC Teodorescu D Mocanu M Buga- Icircmbinări sudate- ET 1972 Bucureşti
Vasile Ilie C Gheorghe- Tăierea şi prelucrarea cu flacără a materialelor metalice- ET 1978
Bucureşti
M Brezeanu- Icircndrumătorul sudorului- ET 1975 Bucureşti
SI Ozanov- Controlul icircmbinărilor sudate- ET 1982 Bucureşti
C Teodorescu- Icircmbinări sudate- ET 1992 Bucureşti
C Miklos- Sudarea metalelor- ET 1985 Bucureşti
V Drobota- Rezistenţa materialelor şi organe de maşini- Editura Didactică şi Pedagogică
1979 Bucureşti
M Smilovici- Icircndrumător pentru icircmbinările sudate
35

Gazul de protecţie
Gazul de protecţie are icircn principal rolul de a asigura protecţia băii metalice şi a
picăturii de metal topit din vacircrful sacircrmei electrod sau la trecerea acesteia prin coloana arcului
icircmpotriva interacţiunii cu gazele din atmosferă oxigen hidrogen azot etc Icircn acelaşi timp
icircnsă gazul de protecţie are o mare influenţă asupra desfăşurării procesului de sudare icircn
ansamblul lui acţionacircnd asupra stabilităţii arcului parametrilor tehnologici de sudare
transferului picăturii de metal topit prin coloana arcului reacţiilor metalurgice la nivelul băii şi
picăturii de metal transformărilor structurale proprietăţilor mecanice şi de tenacitate ale
icircmbinării formei şi geometriei cusăturii sudate stropirilor productivităţii la sudare etc
Aceste influenţe complexe sunt determinate de proprietăţile termo-fizice şi de activitatea
chimică a gazelor de protecţie care diferă mult de la un gaz la altul Prin urmare pentru
alegerea corectă a gazului de protecţie este necesară cunoaşterea acestor proprietăţi şi efectele
pe care acestea le au icircn procesul de sudare
Principalele proprietăţi termo-fizice şi chimice ale gazelor de protecţie utilizate la
sudarea MIGMAG sunt
- potenţialul de ionizare
- energia de disociere-recombinare
- conductibilitatea temică
- densitatea
- activitatea chimică
- puritatea
Acţiunea şi efectele acestor proprietăţi icircn procesul de sudare sunt prezentate icircn cele ce
urmează
Potenţialul de ionizare Acţionează asupra condiţiilor de amorsare şi a stabilităţii
arcului electric respectiv asupra puterii arcului Un potenţial de ionizare de valoare redusă
(argonul) uşurează amorsarea şi creşte stabilitatea arcului reducacircnd stropirile pe cacircnd un
potenţial de ionizare de valoare ridicată (heliul) măreşte puterea arcului cu efecte asupra
productivităţii la sudare (creşterea pătrunderii respectiv a vitezei de sudare)
6
Energia de disociere ndash recombinare Este specifică gazelor biatomice CO2 H2 O2
Influenţează icircn mod favorabil bilanţul termic icircn coloana arcului electric prin icircmbunătăţirea
transferului de căldură spre componente cu efect asupra geometriei cusăturii vitezei de sudare
Conductibilitatea termică Este proprietatea fizică cu cele mai cuprinzătoare efecte şi
influenţe asupra desfăşurării procesului tehnologic de sudare Conductibilitatea termică a
gazului de protecţie acţionează asupra modului de transfer a picăturii prin coloana arcului (este
factorul principal care determină modificarea tipului de transfer globulal sau prin
pulverizare) repartiţiei căldurii icircn coloana arcului şi la suprafaţa componentelor
conductibilităţii electrice a arcului parametrilor tehnologici de sudare (tensiunea arcului)
puterii arcului (lungimea arcului) stabilităţii arcului temperaturii maxime şi repartiţiei
acesteia icircn coloana arcului formei şi geometriei cusăturii stropirilor etc
Figura 3 Conductivitatea termică a gazelor de protecţie
Variaţia conductibilităţii termice cu temperatura pentru principalele gaze de protecţie
folosite la sudare este prezentată icircn figura 3 Se observă că argonul are conductibilitatea
termică cea mai scăzută fiind denumit icircn tehnica sudării bdquogaz caldrdquo icircn timp ce dioxidul de
carbon are conductibilitatea termică mult mai mare fiind denumit bdquogaz recerdquo Cea mai mare
conductivitate o are hidrogenul
7
Diversitatea influenţei conductibilităţii termice asupra procesului de sudare este uşor
de icircnţeles dacă analizăm distribuţia gradientului de temperatură icircn coloana arcului icircn cazul
argonului respectiv dioxidului de carbon figura 4 Conductibilitatea termică scăzută a
argonului determină un grad mic de temperatură icircn arcul electric ceea ce conduce la
repartizarea liniilor de curent din arc pe o secţiune mărită a coloanei acestuia (vezi porţiunea
icircnnegrită) avacircnd drept consecinţă creşterea conductibilităţii electrice a coloanei arcului
electric (conductibilitatea electrică este invers proporţională cu conductibilitatea termică)
Caracteristici ale gazelor de protecţie
Gazul
de
protecţie
Potenţialul
de ionizare
(V)
Energia
de
disociere
(eV)
Gazul
de protecţie
Potenţialul
de ionizare
(V)
Energia
de
disociere
(eV)
Ar 158 CO2 144 43
He 246 H2 136 45
N2 145 98 O2 136 51
Icircn cazul dioxidului de carbon miezul coloanei arcului (cel care conduce curentul
electric) este foarte icircngust ca efect a conductibilităţii termice mari a gazului respectiv a
fenomenului de disociere ndash recombinare Pierderea rapidă a căldurii din coloana arcului este
echivalentă cu o constracircngere din exterior a zonei centrale a miezului coloanei ceea ce
conduce la creşterea densităţii de curent din arc şi prin urmare aşa cum se poate observa la
creşterea temperaturii icircn axa coloanei arcului la valori mai mari decacirct cele corespunzătoare
arcului icircn argon
8
Figura 4 Gradientul de temperatură al arcului electric funcţie de gazul de protecţie
Conductibilitatea electrică diferită a coloanei arcului icircn cazul celor două gaze are
consecinţe asupra rezistenţei electrice a acestuia Astfel rezistenţa arcului icircn argon este mai
mică decacirct icircn dioxid de carbon Rezultă o cădere de tensiune mai redusă a arcului icircn Ar decacirct
icircn CO2 şi prin urmare o valoare mai mică a mărimii tensiunii arcului la sudarea icircn Ar
comparativ cu sudarea icircn CO2 cu toate că potenţialul de ionizare al Ar este mai mare decacirct la
CO2 Icircntr-adevăr la sudarea icircn Ar sau amestecuri de gaze Ar cu CO2 tensiunea arcului se
reduce cu 2 ndash 4 V icircn funcţie de procentul de CO2 din amestec desigur luacircnd icircn considerare
aceeaşi valoare a curentului de sudare
Repartiţia liniilor de curent icircn cazul celor două gaze explică şi influenţa asupra
transferului de metal aşa cum se va demonstra icircn continuare Icircn cazul argonului miezul
coloanei arcului face ca arcul electric să bdquoicircmbrăţişezerdquo capătul liber a sacircrmei electrod
extinzacircndu-se de la vacircrful ei pe suprafaţa laterală a sacircrmei datorită diametrului mic al
acesteia Practic arcul electric icircnconjoară sacircrma pe o anumită porţiune a capătului liber ceea ce
determină transferul căldurii arcului la electrod atacirct prin suprafaţa frontală a sacircrmei cacirct şi prin
suprafaţa laterală a ei conducacircnd la icircncălzirea neuniformă şi progresivă a capătului sacircrmei icircn
zona de acţiune a arcului Aceasta determină topirea capătului sacircrmei icircn toată secţiunea ei la
vacircrf şi o topire parţială pe secţiune de la exterior spre interior icircn funcţie de nivelul
temperaturii atinse icircn fiecare punct a secţiunii considerate Intensitatea gradului de topire
scade evident o dată cu icircndepărtarea de vacircrf Sub acţiunea conjugată a forţei de tensiune
superficială şi a forţei electromagnetice (pinch) are loc concentrarea metalului topit icircn vacircrful
sacircrmei sub forma unei picături sferice icircnsoţită de efectul de ldquoautoascuţirerdquo a electrodului pe
9
porţiunea icircn care s-a produs topirea parţială a secţiunii sacircrmei icircn zona de acţiune a arcului
electric Fenomenul de ascuţire a capătului sacircrmei determină reducerea secţiunii şi icircn
consecinţă creşterea densităţii de curent la interfaţa picătură de metal ndash sacircrmă ceea ce conduce
la creşterea puternică a temperaturii pacircnă la atingerea temperaturii de evaporarea a punţii
topite Sub acţiunea vaporilor de metal picătura este icircmpinsă icircn baia topită creindu-se
premisele formării unei noi picături Acest mecanism de formare şi desprindere a picăturii din
vicircrful sacircrmei determină formarea unor picături de dimensiuni mici (dplt= ds) echivalente
transferului prin pulverizare
Icircn cazul dioxidului de carbon miezul foarte icircngust al arcului determină concentrarea
punctiformă a acestuia icircn vacircrful sacircrmei (icircn pata anodică) Prin urmare transferul de căldură al
arcului se face numai prin suprafaţa frontală a sacircrmei electrod Totodată datorită temperaturii
ridicate a miezului coloanei (mai mare ca la Ar) şi a densităţii foarte mari a curentului icircn pata
anodică (concentrare punctiformă) are loc creşterea locală a temperaturii petei atingacircnd
temperatura de vaporizare a fierului (aprox 3200degC) Jetul de vapori formaţi acţionează ca o
forţă de reacţie icircmpingacircnd icircn sus şi lateral metalul topit Sub acţiunea forţei de tensiune
superficială şi a forţei de reacţie a vaporilor de metal metalul topit se acumulează icircn vacircrful
sacircrmei sub forma unor picături mari de metal (dp gt 12ds) Picătura creşte icircn continuare pacircnă
cacircnd sub acţiunea greutăţii proprii se detaşează şi se transferă icircn baia metalică sub forma unor
picături mari sau globule aşa numitul transfer globular specific sudării icircn CO2 sau
amestecurilor bogate icircn CO2 Icircn cazul amestecurilor de gaze Ar + CO2 fenomenul este
insesizabil dacă proporţia de CO2 este mai mică de 20 se manifestă tot mai pregnant dacă
procentul depăşeşte 20 şi are o comportare similară cu cea a transferului icircn CO2 100 dacă
procentul depăşeşte 30 CO2 icircn amestec
Icircn fine gradientul de temperatură diferit din coloana arcului icircn cazul celor două gaze
de protecţie influenţează semnificativ şi geometria cusăturii sudate Icircn cazul argonului
valoarea ridicată a temperaturii arcului electric este limitată doar la zona centrală
corespunzătoare miezului coloanei după care temperatura scade brusc la valori reduse ce nu
pot produce o icircncălzire semnificativă a zonelor de incidenţă ale arcului pe componente
Concentrarea puternică a căldurii icircn miezul coloanei arcului la argon produce o icircncălzire
locală a metalului de bază icircnsoţită de o topire adacircncă respectiv o pătrundere mare dar limitată
la o zonă restracircnsă Aceasta este amplificată suplimentar de disiparea rapidă a căldurii icircn
10
zonele adiacente (reci) ale metalului de bază fără să producă o icircncălzire semnificativă la
nivelul temperaturii de topire a acestor zone Efectul acestor fenomene este formarea unei
zone topite icircnguste şi adacircnci aşa numitul bdquodeget de argonldquo specific sudării icircn argon sau
amestecuri bogate icircn argon deosebit de defavorabil din punct de vedere tehnologic datorită
pericolului de apariţie a defectelor de icircmbinare lipsă de topire sau lipsă de pătrundere
respectiv pericol de fisurare (concentrator de tensiune)
Icircn cazul dioxidului de carbon temperatura din coloana arcului se menţine icircncă la valori
ridicate capabile să producă icircncălziri semnificative a zonelor de incidenţă la distanţe mult
mai mari faţă de axa coloanei decacirct icircn cazul argonului Are loc astfel o icircncălzire şi topire a
metalului de bază pe o zonă mai extinsă atacirct icircn adacircncime cacirct mai ales lateral cu efecte asupra
icircmbunătăţirii geometriei cusăturii caracterizată printr-o pătrundere uniformă La această
icircncălzire a metalului de bază contribuie de asemenea şi căldura cedată prin fenomenul de
recombinare a gazului ce are loc icircn zona componentelor respectiv a băii metalice ca efect a
temperaturii scăzute din această zonă (1800-2000degC) propice reacţiilor de recombinare Se
apreciază că din punct de vedere tehnologic geometria cusăturii la sudarea icircn CO2 este cea
mai favorabilă Prin urmare amestecarea celor două gaze Ar şi CO2 va conduce şi la
modificarea geometriei cusăturii sudate Aceasta este una din raţiunile principale care stau la
baza sudării icircn amestecuri de gaze Ar+CO2 a oţelurilor nealiate sau slab aliate şi anume
obţinerea unei geometrii mai favorabile a cusăturii sudate
Densitatea Influenţează nivelul de protecţie a arcului electric şi a băii de metal topit
respectiv producerea fenomenului de microsablare la sudarea icircn mediu de gaze inerte
Activitatea chimică Prin reacţiile chimice ce au loc icircn coloana arcului şi la nivelul băii
metalice activitatea chimică a gazului de protecţie influenţează comportarea metalurgică Din
acest punct de vedere la sudarea MIGMAG se disting două categorii de gaze Gazele inerte
sunt gazele care nu reacţionează chimic cu elementele din coloana arcului şi din baia metalică
Din această grupă fac parte argonul şi heliul Gazele active sunt gazele care reacţionează
chimic cu elementele din arc şi din baia de metal Cel mai utilizat gaz din această grupă este
dioxidul de carbon la care se mai adaugă şi oxigenul Icircn acest caz icircn coloana arcului şi la
nivelul băii au loc următoatele reacţii chimice
bull disocierea dioxidului de carbon la T gt 1600degC (disocierea este completă la T gt 4000degC)
CO2 = CO + O
11
bull reacţiile de oxidare şi reducere
Fe + O = FeO FeO + Mn = MnO + Fe
Si + 2O = SiO2 2FeO + Si = SiO2 + 2Fe
Mn + O = MnO 2FeO + Ti = TiO2 + 2Fe
Ti + 2O = TiO2 FeO + C = CO + Fe
Se constată că prezenţa oxigenului icircn coloana arcului determină oxidarea sau arderea
unor elemente de aliere Aceasta conduce la pericolul formării oxizilor de fier icircn cusătură cu
efecte nefavorabile asupra reducerii caracteristicilor mecanice şi de rezilienţă Diminuarea
fenomenului se face prin alierea sacircrmei electrod cu elemente dezoxidante ca Mn Si Ti care au
aviditate mai mare faţă de oxigen decacirct fierul reducacircnd pericolul de oxidare a acestuia Cel
mai puternic dezoxidant este titanul Oxizii de mangan siliciu titan formaţi fiind insolubili icircn
metalul topit ies la suprafaţa băii şi se regăsesc pe cusătură sub formă de mici bdquoinsulerdquo de
zgură de culoare brună cu aspect sticlos
Reacţiile chimice la nivelul băii de metal topit pot conduce de asemenea la pericolul
formării gazelor icircn baia metalică ca de exemplu oxidul de carbon avacircnd drept consecinţă
pericolul apariţiei porilor icircn cusătura sudată Evitarea apariţiei porilor icircn cusătură se poate
realiza prin alegerea corectă a cuplului sacircmă-gaz de protecţie corelată şi cu alegerea optimă a
parametrilor tehnologici de sudare icircn special tensiunea arcului Prezenţa oxigenului icircn coloana
arcului conduce la oxidarea suprafeţei picăturilor de metal formate la capătul sacircrmei electrod
şi prin urmare la micşorarea tensiunilor superficiale ce acţionează asupra picăturii Prin urmare
desprinderea picăturii din vacircrful sacircrmei electrod se face mult mai uşor şi mai rapid Efectul
benefic este finisarea transferului picăturilor de metal icircmbunătăţirea stabilităţii arcului şi
reducerea icircmproşcărilor de metal prin stropi Se remarcă icircn acest sens utilizarea oxigenului icircn
proporţie de 13 sau a dioxidului de carbor icircn proporţie de 25 icircn amestec cu argonul la
sudarea oţelurilor inoxidabile Procente mai mari de gaz oxidant nu sunt recomandate
deoarece se produce o oxidare nepermisă a metalului cusăturii respectiv la utilizarea
dioxidului de carbon icircn plus pericolul alierii cu carbon şi prin urmare pericolul fragilizării
cusăturii ca urmare a formării carburilor de crom
Reacţiile de oxidare la nivelul băii de metal topit fiind reacţii exoterme conduc la
creşterea temperaturii băii (de la 1800degC la 2200degC) cu consecinţe asupra creşterii fluidităţii
acesteia creşterii pătrunderii sau posibilităţii măririi vitezei de sudare Corelată cu reducerea
12
tensiunilor superficiale la interfaţa baie topită ndash metal solid determină icircmbunătăţirea
procesului de umectare cu efecte favorabile asupra lăţirii respectiv reducerii supraicircnălţării
cusăturii sudate
Tot din punctul de vedere al activităţii chimice remarcăm utilizarea hidrogenului ca şi
gaz reducător icircn amestecurile gazelor de protecţie bdquode formareldquo folosite la protecţia rădăcinii
pe partea opusă sudării la sudarea oţelurilor aliate Inox şi nu numai Amestecul cel mai
frecvent utilizat este format din azot plus 5hellip10 hidrogen Hidrogenul reduce eventualele
urme de oxigen rămase icircn zona rădăcinii evitacircnd astfel oxidarea acesteia cu consecinţe asupra
scăderii rezistenţei la coroziune Utilizarea hidrogenului trebuie făcută cu grijă avacircnd icircn
vedere pericolul de explozie pentru anumite concentraţii icircn aer
Caracterizarea succintă a gazelor de protecţie
Prezentarea succintă a gazelor de protecţie utilizate la sudarea MIGMAG din punctul
de vedere al activităţii chimice şi al proprietăţilor termo-fizice permite icircnţelegerea facilă a
acţiunilor şi efectelor pe care acestea le au icircn procesul de sudare Cele mai utilizate gaze de
protecţie la sudarea MIGMAG sunt argonul heliul dioxidul de carbon oxigenul hidrogenul
azotul
Argonul (Ar)
1048707 gaz inert ndash nu reacţionează cu materialul
1048707 mai greu ca aerul ndash protecţie bună a băii de metal
1048707 potenţial de ionizare scăzut ndash amorsare uşoară a arcului
1048707 produce microsablarea suprafeţelor
Nu se recomandă utilizarea argonului icircn proporţie de 100 deoarece produce un arc
electric instabil formarea inevitabilă de pori icircn cusătură aspect mai puţin plăcut a icircmbinării
sudate Baia metalică este deosebit de vacircscoasă ceea ce duce la pori icircn cusătură crestături
marginale supraicircnălţare excesivă solzi puternic conturaţi Rezolvarea problemei se realizează
prin adaosuri de elemente oxidante O2 şisau CO2
13
Capitolul 3
Tehnologia de sudare in Argon
Elaborarea tehnologiei de sudare icircn general presupune stabilirea condiţiilor icircn care are
loc execuţia icircmbinării sudate pornind de la pregătirea pentru sudare alegerea materialelor de
adaos stabilirea parametrilor tehnologici de sudare stabilirea prelucrărilor post sudare
alegerea echipamentelor de sudare şi a dispozitivărilor etc
Stabilirea tehnologiei de sudare este specifică fiecărui procedeu icircn parte Elaborarea
unei tehnologii de sudare urmăreşte icircn general două aspecte importante şi anume aspectul
calitativ asigurarea calităţii impuse icircmbinării sudate la cel mai icircnalt grad respectiv aspectul
economic preţul de cost cacirct mai redus Aceasta presupune cunoaşterea icircn primul racircnd a
comportării la sudare a metalului de bază cunoaşterea performanţelor procedeului de sudare
utilizat a parametrilor tehnologici de sudare şi a recomandărilor tehnologice specifice
cunoaşterea performanţelor echipamentelor de sudare şi exploatarea acestora
Elaborarea tehnologiei de sudare reprezintă o etapă importantă icircn cadrul acţiunii de
calificare a procedurii de sudare conform SR EN 288-792 şi anume pe baza ei se icircntocmeşte
specificaţia procedurii de sudare WPS (Welding Procedure Specification) documentul care
cuprinde toate informaţiile necesare execuţiei icircmbinării sudate Elaborarea tehnologiei de
sudare presupune parcurgerea unor etape icircntr-o succesiune logică Etapele parcurse pentru
stabilirea tehnologiei de sudare MIGMAG sunt prezentate icircn cele ce urmează
Alegerea formei rostului şi a icircmbinării
Prezentarea formei rostului si stabilirea dimensiunilor efective ale acestuia avacircnd icircn
vedere condiţiile concrete de execuţie ale icircmbinării Alegerea dimensiunilor efective ale
rostului la sudarea MIGMAG se face icircn principal icircn funcţie de tehnologia de sudare respectiv
modul de transfer utilizate la realizarea stratului de rădăcină Acestea depind la racircndul lor de
comportarea la sudare a metalului de bază şi recomandările tehnologice de sudare (material
sensibil sau insensibil la supraicircncălziri) de grosimea componentelor accesul la sudare
importanţa icircmbinării sudate (clasa de execuţie) metoda de susţinere a rădăcinii poziţia de
sudare etc Icircn cazul icircn care accesul la sudare este dintr-o singură parte fără suport la
14
rădăcină iar la rădăcină nu se admit defecte (clasă de calitate superioară) pentru execuţia
rădăcinii se recomandă sudarea cu transfer prin scurtcircuit sau icircn curent pulsat caracterizate
prin energie liniară mică respectiv pericol scăzut de străpungere la rădăcină In acest caz
asigurarea unei pătrunderi bune la rădăcină cu o uşoară supraicircnălţare impune alegerea unei
deschideri a rostului b = 2hellip4 mm respectiv a umărului rostului c= 0hellip1 mm mărimi corelate
icircn principal cu valoarea curentului de sudare respectiv cu gazul de protecţie utilizat (mai mici
la sudarea icircn CO2 100 respectiv mai mari la sudarea icircn amestecuri de gaze bogate icircn argon
Ar +CO2 cel mai comun amestec fiind Ar + 18 CO2 - Corgon 18)
Icircn cazul icircn care accesul la sudare este dintr-o singură parte cu suport la rădăcină
execuţia stratului de rădăcină se poate realiza folosind oricare din modurile de transfer prin
scurtcircuit prin pulverizare sau icircn curent pulsat icircn funcţie de grosimea componentelor poziţia
de sudare natura metalului de bază (sensibil sau insensibil la supraicircncălziri) productivitatea
urmărită la sudare modul de execuţie (semimecanizat sau mecanizat) performanţele
instalaţiei etc Forma şi dimensiunile rostului depind de grosimea componentelor respectiv de
puterea arcului electric
Umărul rostului respectiv deschiderea rostului icircn acest caz au mai puţină importanţă
urmărindu-se icircn principal evitarea pericolelor de străpungere a suportului fuzibil de topire sau
lipire a suportului de Cu sau a suportului ceramic Icircn cazul folosirii unui suport fuzibil se
impune asigurarea unei pătrunderi de cel puţin 2 mm icircn acesta Icircn cazul accesului din ambele
părţi pentru execuţia rădăcinii este posibilă de asemenea folosirea oricărui mod de transfer In
cazul utilizării transferului prin scurtcircuit sau icircn curent pulsat sunt valabile recomandările
din primul caz cu b = 2hellip4 mm respectiv c = 1hellip2 mm In cazul utilizării transferului prin
pulverizare avacircnd icircn vedere puterea mare a arcului electric şi pericolul mare de străpungere
sau de curgere a băii de metal topit la rădăcină se recomandă ca deschiderea rostului să fie
mică b = 0hellip1 mm respectiv umărul rostului să fie mare c = 4hellip6 mm corelate cu viteza de
sudare Principala grijă icircn acest caz este evitarea pericolului de străpungere a rădăcinii
respectiv diminuarea dimensiunilor defectelor de la rădăcină Icircn acest caz la majoritatea
icircmbinărilor sudate icircnainte de execuţia trecerii pe partea opusă realizării primei treceri se
impune prelucrarea rădăcinii (polizare sau scobire-crăiţuire arc-aer) pentru eliminarea
eventualelor defecte specifice sudării stratului de rădăcină lipsă de pătrundere lipsă de topire
pori fisuri sau microfisuri
15
Icircn ceea ce priveşte unghiul rostului se remarcă faptul că acesta are valori mai mici
decacirct la sudarea manuală cu electrod icircnvelit datorită diametrului redus a sacircrmei electrod (08hellip
16 mm) şi absenţei icircnvelişului de pe sacircrmă luacircnd valori cuprinse icircntre 30deghellip50deg Aceasta
conduce la importante economii de material de adaos Reducerea exagerată icircnsă a unghiului
rostului poate avea consecinţe grave asupra pericolului de defecte icircn icircmbinarea sudată ca
urmare a tendinţei de scobire (săpare) ciupire a arcului electric pe feţele rostului cu efecte
asupra pericolului de scurgere a băii de metal topit icircn faţa arcului şi diminuarea pătrunderii sau
lipsei de pătrundere respectiv a pericolului de lipsă de topire icircntre cusătură şi metalul de bază
icircn zonele scobite prin scurgerea metalului topit icircn aceste scobituri Acest fenomen este
amplificat o dată cu creşterea exagerată a tensiunii arcului electric
Calculul ariei rostului se face icircn funcţie de forma şi dimensiunile acestuia cu ajutorul
uneia din relaţiile de mai jos
- rost I Ar = bs
- rost V Ar = bs + s2tg α2
- rost Y Ar = bs + (s-c)2tg α2
- rost U Ar = bs + _r22 + 2r[s-(c+r)]+[s-(c+r)]2tgszlig
- rost X Ar = bs + 12(s- c)2tg α2
- rost K Ar = bs + 14(s-c)2tg szlig
- rost 12 K Ar = bs + 12(s-c)2tg szlig
- icircmbinări de colţ nepătrunse Ar = a2 sau Ar = 12k2
unde a - icircnălţimea (grosimea) icircmbinării (sudurii)
k - icircnălţimea (mărimea) catetei icircmbinării
Calculul ariei cusăturii Pentru calcul se poate folosi una din relaţiile
Ac = (105 14) x Ar (30a)
Obs Coeficientul care icircnmulţeşte aria rostului ţine cont de secţiunea cusăturii regăsită icircn
supraicircnălţarea acesteia Valorile mici ale coeficientului corespund grosimilor mari de material
iar valorile mari grosimilor mici de material respectiv pentru icircmbinările simetrice Icircn cazul
icircmbinărilor sudate cap la cap cu rosturi neprelucrate (rost I) aplicarea relaţiei de mai sus duce
la erori foarte mari icircn special la table subţiri cu deschideri mici (b=1hellip2 mm) deoarece
ponderea materialului de adaos icircn supraicircnălţare este icircn realitate de două trei ori mai mare decicirct
16
cantitatea conţinută icircn secţiunea rostului Mai mult icircn cazul rosturilor I cu deschidere b = 0
ajungem icircntr-o situaţie limită adică să nu putem calcula aria cusăturii cu ajutorul acestei
relaţii In astfel de cazuri se recomandă ca aria cusăturii să se calculeze cu una din relaţiile de
mai jos
Ac = Ar + 23B_h pentru icircmbinări I asimetrice
Ac = Ar +43B_h pentru icircmbinări I simetrice
unde
bull B = lăţimea cusăturii se calculează geometric funcţie de forma si dimensiunile efective ale
rostului la care se adaugă 2 3 mm care reprezintă zona din metalul de bază care se topeşte
la sudare valoarea informativă pentru bdquoBldquo se poate calcula şi cu ajutorul coeficientului de
formă al cusăturii ψ = Bp consideracircnd că ψ = 15hellip25 (valori care diminuează pericolul
fisurării cusăturii la solidificarea băii)
bull h = supraicircnălţarea cusăturii se apreciază icircn funcţie de grosimea materialului de bază după
cum urmează (valori informative)
h = 1 15 mm pt s = 5 10 mm
h = 15 2 mm pt s = 10 25 mm
h = 2 3 mm pt s gt 25 mm
Obs Supraicircnălţarea cusăturii la icircmbinările cap la cap respectiv convexitatea cusăturii la
icircmbinările de colţ este mai mare la sudarea icircn CO2 decacirct icircn Ar Valoarea ariei cusăturii
calculată mai sus se rotunjeşte la icircntreg (calculul este aprox)
Alegerea materialelor de sudare
Stabilirea cuplului sacircrmă ndash gaz de protecţie Alegerea cuplului sacircrmă ndash gaz de protecţie pe
baza criteriilor de alegere a sacircrmei respectiv a gazului de protecţie Se precizează marca
(simbolul) sacircrmei electrod şi a gazului de protecţie utilizate
Sacircrma electrod (marca sacircrmei) helliphelliphelliphellip (STAS SR EN sau normă)
Gazul de protecţie helliphelliphelliphelliphelliphelliphelliphelliphelliphellip (STAS SR EN sau normă)
Stabilirea diametrului sacircrmei electrod Diametrul sacircrmei electrod poate fi ds = 06 08 10
12 16 mm Alegerea diametrului se face icircn funcţie de grosimea metalului de bază valoarea
curentului de sudare (modul de transfer) poziţia de sudare forma rostului etc Diametrul de
sacircrmă cel mai utilizat şi care acoperă o plajă mare de necesităţi tehnologice la sudare este
17
diametrul de 12 mm Pentru grosimi mici de material s lt= 2-3 mm se folosesc după caz
diametrele mai mici 08 mm respectiv 10 mm Diametrele mari gt= 16 mm se recomandă la
grosimi mari de material la sudarea cu transfer prin pulverizare Nu se recomandă diametre
mari de sacircrmă peste 12 mm icircn cazul transferului prin scurtcircuit datorită stabilităţii slabe a
arcului electric Pot fi utilizate icircnsă cu succes icircn cazul sudării icircn curent pulsat icircn special la
sacircrmele moi din aluminiu sau sacircrme tubulare
Stabilirea numărului de treceri Depinde icircn principal de natura metalului de bază (sensibil sau
insensibil la supraicircncălziri) de modul de transfer utilizat (arii de treceri mai mici la transfer
prin scurtcircuit respectiv arii de treceri mari la transfer prin pulverizare) de poziţia de
sudare forma rostului tipul icircmbinării etc Pe baza acestor factori se stabileşte aria trecerilor
poate lua valori cuprinse icircn domeniul 5 hellip 40 mm2
Dispunerea trecerilor icircn rost (schiţă)
Modul de dispunere a trecerilor
Calculul parametrilor tehnologici de sudare
1048707 transfer prin scurtcircuit grosimi mici (s lt 5 mm) sudarea stratului de rădăcină sudarea icircn
poziţii dificile (vertical peste cap etc)
1048707 transfer prin pulverizare la grosimi mari de material pentru sudarea icircn poziţie orizontală
sau icircn jgheab
18
1048707 transfer sinergic icircn curent pulsat la grosimi medii de material unde tehnologia de sudare
clasică se plasează icircn domeniul transferului intermediar caracterizat prin stropiri mari pentru
sudarea stratului de rădăcină la sudarea icircn poziţii dificile
Curentul de sudare Is Viteza de avans a sacircrmei electrod vae depinde de modul de transfer
diametrul sacircrmei poziţia de sudareetc Reglarea curentului de sudare respectiv a puterii
arcului electric se face prin modificarea vitezei de avans a sacircrmei electrod pe baza relaţiei de
proporţionalitate existentă icircntre cei doi parametrii tehnologici Practic la sudarea MIGMAG
viteza de avans a sacircrmei electrod poate fi considerată parametrul principal icircn stabilirea
tehnologiei de sudare care icircn anumite condiţii date (materialul sacircrmei diametrul sacircrmei gazul
de protecţie) determină valorile celorlalţi parametrii tehnologici şi icircn primul racircnd valoarea
curentului de sudare Deci cacircnd stabilim curentul de sudare trebuie să stabilim practic valoarea
vitezei de avans a sacircrmei electrod cei doi parametri fiind indisolubil legaţi unul de altul
Stabilirea corelaţiei curent de sudare ndash viteză de avans sacircrmă electrod se face din nomograme
de tipul Is = f(vae) figura 50divide54 trasate pentru anumite condiţii concrete de lucru (tip
material de adaos diametru sacircrmă gaz de protecţie lungime capăt liber sacircrmă mod de
transfer clasic sau icircn curent pulsat) din tabele tehnologice (sau şabloane) funcţie de condiţiile
concrete de lucru Icircn tabelele de mai jos sunt prezentate corelaţiile dintre viteza de avans a
sacircrmei electrod şi valoarea curentului de sudare pentru diametrele de 10 şi 12 mm folosind
ca şi gaze de protecţie CO2 100 şi CORGON 18 (amestec 82 Ar + 18 CO2 cel mai
frecvent utilizat la sudarea oţelurilor nealiate şi slab aliate) iar ca sacircrmă electrod sacircrma
nealiată SG2 (cea mai utilizată pentru sudarea oţelurilor nealiate şi slab aliate cu Mn) icircn
varianta clasică sau icircn current pulsat
Valorile pentru viteza de avans a sacircrmei din tabelele de mai jos şi 30 se vor corecta cu
coeficientul 08
Corelaţia viteza de avans a sacircrmei ndash curent de sudare (ds = 10 mm)
Nr
crt
Vae
(mmin
)
Is
(A)
Ua
(V)
lcl
(mm)
Q
(lmin)
Vs
(cmmin) Obs
1 2 68 153 8 8 17
2 3 96 16 8 8 17
19
Transfer
Prin
Circuit
3 4 128 168 8 8 17
4 5 132 188 10 8 17
5 6 144 20 10 10 20
6 7 156 215 10 10 20
71 8 180 225 10 10 20
72 8 172 225 12 12 25
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 10 mm Is = 80 ndash 180 A
Gazul de protecţie CO2 100
Sensul de sudare spre stacircnga (prin icircmpingere)
Corelaţia viteza de avans a sacircrmei ndash curent de sudare (ds = 10 mm)
Nr
crt
Vas
(mmin
Is
(A)
Ua
(V)
Icl
(mm)
Q
(lmin)
Vs
(cmmin) Obs
1 2 53 153 8 8 15 Arc
instabil
IS ndashmic
2 3 90 158 8 8 15
Transfer
prin
scurtcircuit
3 4 120 163 8 8 15
4 5 140 17 10 8 15
5 6 160 18 10 10 20
6 7 175 188 10 10 20
71 8 200 198 10 10 20
72 8 184 20 12 12 25
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 10 mm Is = 60 ndash 180 A
Gazul de protecţie CORGON 18
Sensul de sudare spre stacircnga (prin icircmpingere)
20
Corelaţia viteza de avans a sacircrmei ndash curent de sudare (ds = 12 mm)
Nr
crt
Vae
(mmin)
Is
(A)
Ua
(V)
lcl
(mm)
Q
(lmin)
Vs
(cmmin)
Obs
1 2 74 185 10 10 16
Transfer
Prin
scurtcircuit
2 3 112 193 10 10 16
31 4 144 208 10 10 16
32 4 136 21 12 12 25
4 5 160 223 12 12 25
5 6 184 235 12 12 25
Transfer
Intermediar
6 7 204 253 14 15 30
7 8 224 275 14 15 30
8 9 248 288 14 15 30
91 10 268 305 14 15 30
92 10 256 31 16 18 40
10 11 280 323 16 18 40 Transfer
Globular11 12 300 335 16 18 40
12 13 290 333 20 20 45
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 12 mm Is = 120 ndash 350 A
Gazul de protecţie CO2 100
Sensul de sudare spre dreapta (prin tragere)
Viteza de sudare depinde de grosimea metalului de bază (grosimea sudurii de colţ) modul de
transfer tehnica de sudare (număr mare sau număr mic de treceri) poziţia de sudare varianta
de sudare (semimecanizată sau mecanizată) etc Domeniul de valori este cuprins icircntre 15-100
cmmin cu precizarea că viteza de sudare la sudarea MIGMAG este substanţial mai mare
decacirct la sudarea manuală cu electrod icircnvelit Recomandări utile privind viteza de sudare
1048707 15 - 30 cmmin la sudarea semimecanizată cu transfer prin scurtcircuit sau la sudarea
stratului de rădăcină
21
1048707 30 - 50 cmmin la sudarea semimecanizată cu transfer prin pulverizare sau icircn curent pulsat
există o valoare optimă a vitezei de sudare situată icircn jurul valorii de 40 - 45 cmmin pentru
care se obţine pătrunderea maximă
1048707 30 - 100 cmmin la sudarea mecanizată icircn funcţie de grosimea componentelor
Materiale de sudare
Materialele utilizate la sudarea ST sunt sacircrma electrod icircn cazul sudării cu sacircrmă
tubulară cu autoprotecţie respectiv sacircrma electrod şi gazul de protecţie la sudarea cu sacircrmă
tubulară cu protecţie suplimentară
Sacircrma electrod se prezintă sub forma unei teci metalice umplute cu un miez
pulverulent icircn următoarea gamă de diametre 10 12 14 16 18 20 24 28 (32)
Icircnvelişul metalic se execută icircn general dintr-un material nealiat caracterizat prin
proprietăţi bune de ductilitate pentru a permite laminarea şi trefilarea uşoară a tecii grosimea
acesteia avacircnd valori sub 02 mm Alierea cusăturii cacircnd este cazul se face icircn general prin
miez Icircnvelişul metalic (teaca) are următoarele roluri
bull asigură prin topire cantitatea de material de adaos pentru realizarea icircmbinării sudate sau
icircncărcarea prin sudare
bull asigură contactul electric şi realizează icircnchiderea circuitului electric de sudare icircntre vacircrful
sacircrmei şi piesă
bull păstrează şi protejează miezul de pulbere icircmpotriva umidităţii
Miezul este un amestec de substanţe similare icircnvelişului electrozilor şi fluxurilor de
sudare După rolul pe care icircl au icircn procesul de sudare substanţele din miez se icircmpart icircn
bull substanţe zgurifiante pentru protejarea metalului topit
bull substanţe gazeifiante pentru protecţia spaţiului arcului icircmpotriva pătrunderii aerului
bull substanţe dezoxidante şi de rafinare a băii metalice
bull substanţe ionizatoare pentru icircmbunătăţirea stabilităţii arcului
bull substanţe (elemente) de aliere pentru alierea icircn arc
Echipamente pentru sudare MIGMAG
Din punctul de vedere al tehnologului respectiv al utilizatorului echipamentului de
sudare nu este atacirct de importantă cunoaşterea detaliilor de proiectare a acestor instalaţii
22
(sursă de sudare pupitru de comandă scheme electrice si electronice etc) cacirct mai ales
cunoaşterea părţilor componente ale echipamentului şi a rolului acestora a particularităţilor
specifice a performanţelor de sudare a modului de reglare şi control a parametrilor
tehnologici de sudare icircn vederea obţinerii rezultatelor dorite sau impuse de tehnologia de
sudare cu performanţe maxime
Echipamentele de sudare MIGMAG constituie sisteme mult mai complexe atacirct icircn
ceea ce priveşte părţile componente cacirct şi pregătirea pentru sudare respectiv modul de
comandă şi reglare a parametrilor tehnologici de sudare icircn comparaţie cu echipamentele
clasice utilizate la sudarea manuală cu electrozi icircnveliţi (transformatoare convertizoare
redresoare) Din punct de vedere a reglării parametrilor tehnologici icircn practică lucrurile nu
sunt de loc complicate icircn general aceasta implicacircnd reglarea a doi parametri şi anume
selectarea treptei de tensiune (tensiunea de mers icircn gol şi implicit tensiunea arcului) respectiv
ajustarea vitezei de avans a sacircrmei electrod pentru asigurarea curentului de sudare necesar
Figura 5
Părţile componente ale unei instalaţii de sudare MIGMAG
a - furtun gaz b ndash sacircrmă electrod c ndash tur-retur apă d ndash comandă pistolet
e ndash conductor curent f ndash tub de protecţie g ndash cablu de masă
Icircn cazul surselor moderne de sudare sinergice cu invertor problema este şi mai mult
simplificată oferind utilizatorului (operatorului sudor) prin programele icircncorporate icircn
microprocesor o tehnologie apropiată de optim prin reglarea unui singur parametru
tehnologic viteza de avans a sacircrmei electrod respectiv tensiunea arcului Icircn funcţie de
23
principiul de reglare al puterii (energiei) arcului specific sursei de sudare utilizate se setează
sau se reglează după necesităţi un singur parametru tehnologic considerat parametru de bază şi
anume viteza de avans a sacircrmei icircn cazul surselor cu invertor cu tranzistoare de putere cu
reglare continuă a tensiunii arcului respectiv tensiunea icircn cazul surselor de sudare cu reglare
icircn trepte a tensiunii arcului Restul parametrilor tehnologici de sudare sunt reglaţi automat prin
intermediul programelor microprocesorului icircn funcţie de datele de intrare specifice aplicaţiei
date introduse icircn prealabil de la consola sursei tipul de transfer (clasic sau pulsat) materialul
de adaos (compoziţia chimică) diametrul sacircrmei gazul de protecţie etc Echipamentul
permite şi efectuarea corecţiilor necesare dacă este cazul Acest mod de reglare al puterii
arcului necesar procesului de sudare dat este cunoscut sub denumirea de bdquoONE KNOBldquo adică
reglarea instalaţiei pentru sudare de la un singur buton ceea ce simplifică foarte mult sarcinile
operatorului sudor conducacircnd la regimuri de sudare optime fără să fie nevoie de multe
cunoştinţe tehnologice temeinice icircn afara celor de bază necesare sudării propriu zise Un
echipament de sudare MIGMAG se compune icircn principiu din următoarele părţi componente
figura 5
1048766 1 Sursa de sudare
1048766 2 Pupitrul de comandă
1048766 3 Dispozitivul de avans al sacircrmei electrod DAS
1048766 4 Pistoletul de sudare
1048766 5 Alimentarea cu gaz de protecţie
1048766 6 Instalaţia de răcire cu apă
Sursa de sudare
Sursele de sudare utilizate la sudarea MIGMAG sunt surse de curent continuu
convertizoare redresoare invertoare Datorită performanţelor modeste (timp de răspuns mare
dinamică redusă) icircn prezent convertizoarele de sudare se utilizează din ce icircn ce mai rar la
sudarea MIGMAG (aproape deloc) ele fiind icircnlocuite de redresoarele de sudare şi icircn ultimul
timp pe scară tot mai largă de sursele cu invertor pentru sudare (pe scurt invertoare pentu
sudare) Redresoarele la racircndul lor pot fi clasice cu diode sau comandate electronic cu
tiristoare sau tranzistoare de putere Particularitatea principală a surselor de sudare MIGMAG
este forma caracteristicii externe Ua=f(Is) Din motive de asigurare a stabilităţii arcului
24
electric prin fenomenul de autoreglare specific sudării MIGMAG forma caracteristicii
externe a sursei este rigidă (1) sau uşor coboracirctoare (2) (sub 7V100A)
Din motive de stabilitate maximă a procesului se preferă caracteristicile externe uşor
coboracirctoare a căror pantă (ΔUaΔIs) depinde de gazul de protectie respectiv de diametrul
sacircrmei electrod prin funcţia REGTYPE (valabilă numai la sursele cu invertor) Panta
caracteristicii externe este mai mare la sudarea icircn dioxid de carbon decacirct icircn argon sau
amestecuri bogate icircn argon La sudarea icircn CO2 caracteristica externă are panta maximă la
sacircrma electrod cu diametrul cel mai mic 08 mm şi scade cu creşterea diametrului sacircrmei
La sudarea icircn amestecuri bogate icircn argon panta caracteristicii externe este aceeaşi
pentru toate diametrele de sacircrmă şi mai mică decacirct cele corespunzătoare sudării icircn CO2
Datorită acestei forme a caracteristicii externe se observă că tensiunea arcului este apropiată
de tensiunea de mers icircn gol a sursei Icircn consecinţă reglarea tensiunii arcului la sudarea
MIGMAG se face prin reglarea tensiunii de mers icircn gol a sursei de sudare Aceasta se poate
face prin reglaj icircn trepte la sursele cu diode sau prin reglaj continuu la sursele cu tiristoare şi la
invertoare Reglajul continuu este cel mai bun permiţacircnd o infinitate de curbe acoperind toate
cerinţele tehnologice dar este mai costisitor Reglajul icircn trepte se face de obicei icircn două etape
un reglaj brut respectiv un reglaj fin şi este mai uşor de realizat constructiv (mai ieftin)
Numărul curbelor caracteristici externe este limitat icircntre o valoare minimă U20min şi o
valoare maximă U20max specific fiecărei surse Icircn acest caz obţinerea regimului optim pentru
o valoare dată a tensiunii se face prin corecţia vitezei de avans a sacircrmei electrod De aici
decurge cea de-a doua particularitate a surselor de sudare MIGMAG şi anume tensiunea de
mers icircn gol este mai mică decacirct la sursele de sudare cu electrod icircnvelit respectiv sursele WIG
fiind cuprinsă icircn intervalul de valori 20-50V Forma caracteristicii externe şi valoarea redusă a
tensiunii de mers icircn gol fac ca sursele de sudare MIGMAG să nu poată fi folosite la sudarea
SE şi WIG Icircn ultimul timp au apărut sursele de sudare universale (cu tiristoare sau cu
invertor) care permite sudarea cu toate cele trei procedee de sudare printr-o simplă comutare
pe procedeul utilizat (prin modificarea formei caracteristicii externe)
Cea de-a treia particularitate a surselor de sudare MIGMAG o constituie prezenţa unei
inductanţe icircn circuitul de sudare necesară icircn cazul sudării cu arc scurt cu transfer prin
scurtcircuit (sau la sudarea cu arc lung icircn bioxid de carbon icircn cazul scurtcircuitelor aleatoare)
pentru limitarea vacircrfului curentului de scurtcircuit şi prin urmare pentru reducerea stropirilor
25
Inductanţele fizice (reale) pot fi fixe variabile icircn trepte (cu ploturi) sau variabile continuu (cu
miez magnetizat
Surse de sudare sinergică - Invertoare
Dezvoltarea electronicii icircn general şi a electronicii de putere icircn special icircn ultimul timp
(a doua parte a secolului al XXndashlea) a impulsionat aşa cum era de aşteptat dezvoltarea şi
modernizarea echipamentelor de sudare icircn general şi a echipamentelor de sudare prin topire icircn
special producacircnd se poate spune o adevărată revoluţie icircn acest domeniu nebănuit cu puţin
timp icircn urmă atacirct din punctul de vedere al greutăţii proprii şi al dimensiunilor de gabarit cacirct
mai ales a performanţelor atinse Motorul acestei bdquorevoluţiildquo a fost folosirea invertoarelor de
frecvenţă ridicată cu transformator pe miez de ferită icircn construcţia surselor de putere şi
comanda lor cu ajutorul microprocesoarelor A fost posibilă astfel atingerea unor performanţe
tehnologice inimaginabile şi a unui control perfect al procesului de sudare icircn ansamblul lui
Atingerea acestor nivele icircnalte se datorează vitezei foarte mari de răspuns a invertoarelor de
ordinul microsecundelor funcţie de frecvenţa invertorului care a permis modelarea după
dorinţă a parametrilor tehnologici de sudare şi controlul riguros al acestora Comparativ viteza
de răspuns a redresoarelor clasice cu diode sau tiristoare nu putea fi scăzută sub 5 ms
Icircn anul 1970 redresoarele cu tiristoare au icircnceput să fie utilizate la sudarea manuală cu
electrozi icircnveliţi SE şi sudarea MIGMAG standard Tot cam icircn aceeaşi perioadă au apărut şi
sursele standard MIGMAG icircn curent pulsat formate prin combinarea a două surse obişnuite
una pentru curentul de baza alta pentru curentul de puls dar care funcţionează pe frecvenţe
fixe 25 33 50 75 100Hz Datorită vitezelor mari cu care se desfăşoară fenomenele icircn zona
arcului (de exemplu timpul de scurtcircuit tsc = 15-3 ms) şi avacircnd icircn vedere că timpul de
reacţie al tiristoarelor este de min 5-6 ms (deci mult mai mare) la redresoarele pentru sudarea
MIGMAG nu era posibilă modelarea acestor fenomene iar controlul variaţiei curentului de
scurtcircuit s-a putut face numai folosind o inductanţă fizică reală
Icircn jurul anului 1980 au apărut tiristoarele rapide cu timp de blocare redus Astfel s-au
realizat primele surse de tip invertor cu tiristoare care funcţionează pe o frecvenţă de 15
KHz Datorită cerinţelor complexe ale regimului de sudare şi a vitezelor mari de derulare a
fenomenelor din arcul electric au fost realizate surse cu tranzistoare de putere icircn circuitul de
26
sudare care au permis creşterea frecvenţei invertoarelor la valori mult mai mari decacirct cu care
se desfăşoară fenomenele icircn arc
Tehnologia de sudare a tablelor din OL32
Tehnologii de sudare pentru oţel carbon nealiat şi slab aliat
1048766 Tipul icircmbinării de colţ
1048766 Poziţia de sudare vertical ascendentă
1048766 Tipul de transfer prin scurtcircuit
1048766 Gazul de protecţie 75 Ar + 25 CO2
27
Capitolul 4
Metode de control a icircmbinărilor sudate
Controale nedistructibile
Controalele nedistrucitve nu duc la deteriorarea imninarii sudate şi nu influenţează asupra
comportării icircn exploatarea acestuia Cele mai utilizate controale nedistructive sunt
- controlul vizual
- controlulu cu raze Roentgen sau gama
- controlul cu ultrasunete
- controlul cu utilizarea unor metode magnetice
- controlul cu lichide penetrante
- expunerea icircmbinării sudate pe bancă de probă sau pe maşini de icircncercări la solicitare
cacirct mai apropiate de cele icircn exploatare la suprasolicitari avacircnd o valoare dinainte stabilită
sau la solicitări variabile după un ciclu determinat verificarea se face prin examninarea
ulterioară fie prin efectuarea unor măsurători tensometrice proba hidraulică
- proba pneumatică
- proba cu petrol
- proba cu amoniac
- proba cu etansietate utilizacircnd metoda spectometrului de masă
Controale distructive
Controalele distructive se execută la o anumită icircmbinare sudată sau asupra unor
porţiuni din această Porţiunile supuse acestor controale nu mai pot fi utilizate ulterior icircn
exploatare Controalele distrucitve se pot executa utilizacircnd plăci de control din acelaşi material
de baze sudate cu acelaşi material de adaos şi realizate cu acelaşi regim ca şi icircmbinările sudate
ale utilajuluipentru care se fac Icircn cazul unor verificări sau expertize se pot preleva din
icircmbinarea sudată a materialului Se urmăreşte verificarea respectării materialelor de bază de
adaos şi auxiliare prescrise depistării eventualelor abateri de la procesul tehnologic stabilit
iniţial care au dus la existenţa unor defecte şi scăderea calităţii icircmbinării
28
Analiza metalografică se poate face prin
- microstructura care permite depistarea unor defecte (pori sulfuri fisuri incluziuni etc)
stabilirea configuraţiei icircn sectinue a cordonului de sudura şi ZIT determinarea numărului de
straturi depuse pentru formarea cordonului punerea icircn evidenţă a cristalizării primare a
metalului depus
- microstructura care permite punerea icircn evidenţă a unei microzone ale icircmbinării sudate a
conţinutului aproximativ de carbon a metalului de bază şi a precipitării carburilor la oţeluri
anticorosive
- sacrificacircnd una sau mai multe piese icircn cazul unei producţii de mare serie şi supunacircndu-se
unor solicitări cacirct mai apropiate de cele din exploatare şi a căror mărime este crescută pacircnă la
ruperea construcţiei se urmăreşte verificarea viabilităţii soluţiilor constructive a calităţii
materialelor de bază şi de adaos a regimului tehnologic Metoda poate servi şi la stabilirea
fiabilităţii produsului respectiv
Prezentarea unor metode de depistare a icircmbinărilor sudate
Urmează o prezentare ceva mai detaliată a unor metode de control nedistructiv cu
rolul de a oferi celor care nu se ocupă direct cu controlul imbunarilor sudate date generale
privind modul de efectuare a fiecărui control
Controlul prin găurire
Cusătura se găureşte cu ajutorul unui burghiu cu unghiul de ascuţire de 90 grade
Diametrul burghiului se alege astfel icircncacirct să fie găurita icircntreaga secţiune transversală a
cusăturii şi să fie cuprins metalul de bază pe aproximativ 2mm Se execută icircntacirci o găurire de
circa 3 mm adacircncime şi se examinează cu atenţie Se adacircnceşte gaura cu icircncă 2-3 mm se
examinează din nou şi astfel se continuă pacircnă se ajunge la rădăcina cusăturii Examinarea se
face cu ajutorul unei lupe
Controlul prin găurire se recomandă a se executa icircn special pentru stabilirea cauzelor
de deteriorare parţială a construcţiilor sudate icircn exploatare atunci cacircnd prelevarea eprubetelor
de macrostructure este imposibilă sau nedorită
Controlul cu raza Roentgen şi gama generalităţii
Lumina vizibilă este formată din oscilaţii electromagnetice Razele Roentgen şi razele
gama sunt de asemenea oscilaţii electromagnetice care se deosebesc numai prin lungimea
29
undei Razele Roentgen pătrund icircn icircmbinările sudate fiind parţial absorbite şi dispersate
Capacitatea de pătrundere a razelor depind de lungimea de undă Controlul cu radiaţii
penetrante este cea mai răspacircndită metodă de control nedistructivă asiguracircnd un document
asupra mărimii formei poziţiei icircn plan şi frecvenţei defectelor Normele romacircneşti precum şi
norme din alte ţări dau recomandări cu privire la aprecierea calităţii icircmbinărilor sudate
obţinute la controlul Roentgen
Icircmbinarea sudată trebuie examinată cu direcţia razelor perpendiculare pe direcţia să
sau un anumit unghi
Controlul etansitatii utilizacircnd metoda spectometrului de masă
(probă cu helium freon argon)
Generalităţi
Pentru detectarea defectelor se utilizează un gaz trasot a cărui prezenţă icircn urmă foarte
fine poate fi pusă icircn evidenţă prin metoda spectrometului de masă
Controlul cu helium fiind scump se recomandă a fi utilizat pentru piese mici de la
detectarea uneor defecte foarte fine putacircnd localiza defecte la fluxul gazos Un alt gaz
freonul poate asigura icircn funcţie de metoda utilizată detectarea unor masivităţi prin care sunt
pierderi de fluxuri gazoase
Metoda presupune utilizarea unei aparaturi speciale care icircn prezenţa urmelor de gaz
trasot emit semnale ascuţite şi luminoase caracteristică a fiecărui gaz trasot utilizat Pentru a
putea face o legătură icircntre mărimea defectului şi fluxului de gaz scurs prin neetansietati se
prezintă după Duquenes mărimea fluxului de heliu scurs prin neetansietati icircn funcţie de
grosimea piesei (lungimea defectului) şi diametrul acestuia
30
Capitolul 5
Securitatea şi sănătatea muncii
Reguli ce trebuie respectate la sudare
- La sudarea manuală cu electrod icircnvelit icircn afară de măsurile generale de protecţie care
se iau la lucrările de sudare trebuie luate o serie de măsuri speciale specifice procedeului
- Protecţia icircmpotriva radiaţiilor arcului se realizează după cum urmează
- - protecţia ochiilor şi a feţei prin folosirea măştii de sudură o atenţie deosebită
se va acorda alegerii sticlei de protecţie a ochilor indiferent de intensitatea curentului cu care
se lucrează la alegerea numărului sticlei de protecţie sudorul va avea icircn vedere că o sticlă
prea icircnchisă obligă urmărirea arcului de la mică distanţă fapt care are repercursiuni asupra
igienei respiratorii
- - protecţia pielii şi a organelor interne se realizează prin folosirea obligatorie a
mănuşilor şi şorturilor din piele
- - pentru protecţia celorlalţi muncitori la locul de muncă al sudorilor va fi
icircnconjurat cu paravane de protecţie De asemenea se vor aplica tăbliţe avertizoare bdquoAtenţie se
sudeazărdquo
Protecţie icircmpotriva electrocutării
Toate sursele de curent ca şi piese care icircn mod accidental pot fi puse icircn contact cu circuitul
de sudare vor fi legate de pămacircnt
- tensiunile nu vor depăşi 80V
- icircncălţămintea şi icircmbrăcămintea sudorului va fi icircn bună stare permiţacircnd contactul
direct dintre piesă şi corpul sudorului
- icircn cazul sudării pe sol umed sau pe corpuri metalice se va folosi covorul de cauciuc
- port-izolatorul va fi aşezat cacircnd nu se sudează icircn poziţie sigură pe corpuri izolatoare
- resturile de electrod vor fi eliminate prin port electrod pentru a evita contactele
accidentale
- port electrozii vor fi complet izolaţi
31
- icircn perioadele de repaus (peste 10 min) sursă de curent va fi scoasă de sub tensiune
- icircn cazul sudării icircn interiorul pieselor metalice se recomandă supravegherea
permanentă a sudorului
Protecţia icircmpotriva gazelor şi fumului
Locul de muncă al sudorului va fi asigurat cu o bună ventilaţie Icircn cazul aspiraţiei locale
trebuie asigurat un delict de aspiraţie 70Lsecundă la 150 mm de arc sau 280Ls la 300 mm de
arc Icircn cazul aspiraţiei gazelor cu dispozitive la care nu se poate deplasa gura de aspiraţie se
va asigura delict de 7-11 m pe minut şi post de sudură iar icircn cazul ventilaţiei generale 56 m
pe minut şi post de sudură Defecţiunile tehnice se vor remedia numai de către personalul
calificat
Organizarea locului de muncă
La sudarea cu gaze există pericolul arderilor şi accidentelor datorită existenţei gazelor sub
presiune şi a caracteristicilor oxigenului şi a gazelor combustibile Este necesar ca
responsabilii cu protecţia muncii şi sudură să execute
- icircntocmirea şi afişarea la locul de muncă a instruciunilor de funcţionare deservite
icircntreţinere şi verificare a fiecărui utilaj icircn parte cu precizarea defectuarilor posibile şi a
măsurilor ce trebuie luate de sudor
- să instruiască periodic sudorii convingacircndu-se de buna cunoaştere a normelor de
utilizare verificare şi icircntreţinerea utilajului
- să se verifice sistematic la fiecare post de sudură şi sudor starea tehnică a utilajului şi
modul icircn care sudorul respectă normele tehnice
Sudorul icircnainte de icircnceperea lucrului trebuie să verifice buna stare de funcţionare a
icircntregului utilaj şi icircn special al generatorului de acetilenă lentilele de oxigen şi acetilenă
aparatura acestora incluse icircn supapa hidraulica de siguranţă locul de amplasare a acestora
pentru a fi ferit de icircncălzire
Orice defecţiune constatată la utilajul de sudură va fi comunicată responsabilului cu
sudura La orice părăsire a locului de muncă sudorul este obligat să oprească alimentarea
curentului electric a aparatelor
La sudarea electrică prin rezistentă de contact prin presiune şi prin puncte se vor lua
măsuri de protecţie a sudorului icircmpotriva stropilor de metal topit şi icircmpotriva atingerea
pieselor calde Corpul şi macircinile vor fi protejate icircmpotriva stropilor de metal folosindu-se
32
şorţul de piele respectiv mănuşi Peste icircncălţăminte se vor icircmbrăca jambiere de protecţie
Dacă icircn timpul lucrului arzatirul se icircncălzeşte excesiv acesta se va răci de cacircte ori
este necesar icircntr-un vas cu apă curată aflat permanent la locul de muncă al sudorului
Se interzice sudarea electrică atunci cacircnd conductoarele electrice au izolaţii
deteriorate iar cleştele port electrod este defect sau are izolaţie termoelectrică
necorespunzătoare deoarece aceste defecte pot provoca electrocutări
PSI
Prevenirea şi stingerea incendiilor
La intrarea icircn atelierele de sudare se vor afişa vizibil bdquoFumatul Interzisrdquo bdquoNu priviţi
flacărardquo bdquoPericol de orbirerdquo bdquoAtenţie se sudeazărdquo etc
Prin nerespectarea normelor de tehnica securităţii muncii se pot produce următoarele
accidente
- electrocutări
- icircmbolnăvirea ochilor şi arsuri de piele
- incendii cauzate de scacircnteile icircmprăştiate de arcul electric
Pentru prevenirea unor accidente se vor respecta următoarele reguli
- nu se va icircncepe lucrul la o maşină pacircnă cacircnd cel ce trebuie să o deservească nu o
cunoaşte perfect
- se va verifica instalaţia de ungere şi de răcire
- se va verifica instalaţia maşinilor unelte
- se va controla buna funcţionare a pieselor de prelucrat a sculelor şi a dispozitivelor pe
maşina unelta
- icircn timpul lucrului să se folosească dispozitive de protecţie icircmpotriva aşchiilor ecrane
ochelari
- nu se admite fracircnarea organelor icircn mişcarea cu macircna
- controlul stării sculei şi a prelucrării piesei nu se admite a fi făcut icircn timpul
funcţionării maşinii
- hainele de protecţie (halat sau salopetă) să fie icircncheiate la toţi nasturii manşetele
stracircnse iar capul acoperit
- locul de muncă trebuie ţinut icircn ordine şi curăţenie
- se va acorda o atenţie deosebită fixării corecte a pieselor şi echilibrării acestora
33
- cuţitele trebuie să pătrundă icircn materialul lin pentru evitarea smulgerii piesei la şoc
- ajustarea cu pilă de maşină de unelta a unor muchii se va face ţinacircndu-se macircnerul icircn
macircnă dreaptă iar capătul pilei icircn macircnă stacircngă
- aşchiile se icircndepărtează numai cacircnd maşina unelta este oprită
- la constatarea oricărei defecţiuni se va opri maşina unelta şi se va anunţa maestrul şi
mecanicul de icircntreţinere
Instructajul de protecţie a muncii este obligatoriu şi se efectuează de către cei care conduc şi
controlează procesele de muncă Instructajul cuprinde trei faze
a) Instructajul introductiv general se face icircn prima zi de activitate practică şi are drept
scop prezentarea principalelor măsuri de protecţie a muncii specifice unităţii La terminarea
instructajului se va face verificarea iar rezultatul se consemnează icircn fişa individuală pentru
protecţia muncii
b) Instructajul la locul de muncă are scopul de a prezenta măsurile de protecţie a muncii
specificepostului de lucru respectiv şi se face elevilor şi tuturor angajaţilor noi arătacircndu-se
cauzele principale care pot duce la accidentele de muncă şi măsurile de prevenire a acestora
c) Instructajul periodic se face la locul de muncă pentru a reaminti normele de protecţie a
muncii
34
Bibliografie
CC Teodorescu D Mocanu M Buga- Icircmbinări sudate- ET 1972 Bucureşti
Vasile Ilie C Gheorghe- Tăierea şi prelucrarea cu flacără a materialelor metalice- ET 1978
Bucureşti
M Brezeanu- Icircndrumătorul sudorului- ET 1975 Bucureşti
SI Ozanov- Controlul icircmbinărilor sudate- ET 1982 Bucureşti
C Teodorescu- Icircmbinări sudate- ET 1992 Bucureşti
C Miklos- Sudarea metalelor- ET 1985 Bucureşti
V Drobota- Rezistenţa materialelor şi organe de maşini- Editura Didactică şi Pedagogică
1979 Bucureşti
M Smilovici- Icircndrumător pentru icircmbinările sudate
35

Energia de disociere ndash recombinare Este specifică gazelor biatomice CO2 H2 O2
Influenţează icircn mod favorabil bilanţul termic icircn coloana arcului electric prin icircmbunătăţirea
transferului de căldură spre componente cu efect asupra geometriei cusăturii vitezei de sudare
Conductibilitatea termică Este proprietatea fizică cu cele mai cuprinzătoare efecte şi
influenţe asupra desfăşurării procesului tehnologic de sudare Conductibilitatea termică a
gazului de protecţie acţionează asupra modului de transfer a picăturii prin coloana arcului (este
factorul principal care determină modificarea tipului de transfer globulal sau prin
pulverizare) repartiţiei căldurii icircn coloana arcului şi la suprafaţa componentelor
conductibilităţii electrice a arcului parametrilor tehnologici de sudare (tensiunea arcului)
puterii arcului (lungimea arcului) stabilităţii arcului temperaturii maxime şi repartiţiei
acesteia icircn coloana arcului formei şi geometriei cusăturii stropirilor etc
Figura 3 Conductivitatea termică a gazelor de protecţie
Variaţia conductibilităţii termice cu temperatura pentru principalele gaze de protecţie
folosite la sudare este prezentată icircn figura 3 Se observă că argonul are conductibilitatea
termică cea mai scăzută fiind denumit icircn tehnica sudării bdquogaz caldrdquo icircn timp ce dioxidul de
carbon are conductibilitatea termică mult mai mare fiind denumit bdquogaz recerdquo Cea mai mare
conductivitate o are hidrogenul
7
Diversitatea influenţei conductibilităţii termice asupra procesului de sudare este uşor
de icircnţeles dacă analizăm distribuţia gradientului de temperatură icircn coloana arcului icircn cazul
argonului respectiv dioxidului de carbon figura 4 Conductibilitatea termică scăzută a
argonului determină un grad mic de temperatură icircn arcul electric ceea ce conduce la
repartizarea liniilor de curent din arc pe o secţiune mărită a coloanei acestuia (vezi porţiunea
icircnnegrită) avacircnd drept consecinţă creşterea conductibilităţii electrice a coloanei arcului
electric (conductibilitatea electrică este invers proporţională cu conductibilitatea termică)
Caracteristici ale gazelor de protecţie
Gazul
de
protecţie
Potenţialul
de ionizare
(V)
Energia
de
disociere
(eV)
Gazul
de protecţie
Potenţialul
de ionizare
(V)
Energia
de
disociere
(eV)
Ar 158 CO2 144 43
He 246 H2 136 45
N2 145 98 O2 136 51
Icircn cazul dioxidului de carbon miezul coloanei arcului (cel care conduce curentul
electric) este foarte icircngust ca efect a conductibilităţii termice mari a gazului respectiv a
fenomenului de disociere ndash recombinare Pierderea rapidă a căldurii din coloana arcului este
echivalentă cu o constracircngere din exterior a zonei centrale a miezului coloanei ceea ce
conduce la creşterea densităţii de curent din arc şi prin urmare aşa cum se poate observa la
creşterea temperaturii icircn axa coloanei arcului la valori mai mari decacirct cele corespunzătoare
arcului icircn argon
8
Figura 4 Gradientul de temperatură al arcului electric funcţie de gazul de protecţie
Conductibilitatea electrică diferită a coloanei arcului icircn cazul celor două gaze are
consecinţe asupra rezistenţei electrice a acestuia Astfel rezistenţa arcului icircn argon este mai
mică decacirct icircn dioxid de carbon Rezultă o cădere de tensiune mai redusă a arcului icircn Ar decacirct
icircn CO2 şi prin urmare o valoare mai mică a mărimii tensiunii arcului la sudarea icircn Ar
comparativ cu sudarea icircn CO2 cu toate că potenţialul de ionizare al Ar este mai mare decacirct la
CO2 Icircntr-adevăr la sudarea icircn Ar sau amestecuri de gaze Ar cu CO2 tensiunea arcului se
reduce cu 2 ndash 4 V icircn funcţie de procentul de CO2 din amestec desigur luacircnd icircn considerare
aceeaşi valoare a curentului de sudare
Repartiţia liniilor de curent icircn cazul celor două gaze explică şi influenţa asupra
transferului de metal aşa cum se va demonstra icircn continuare Icircn cazul argonului miezul
coloanei arcului face ca arcul electric să bdquoicircmbrăţişezerdquo capătul liber a sacircrmei electrod
extinzacircndu-se de la vacircrful ei pe suprafaţa laterală a sacircrmei datorită diametrului mic al
acesteia Practic arcul electric icircnconjoară sacircrma pe o anumită porţiune a capătului liber ceea ce
determină transferul căldurii arcului la electrod atacirct prin suprafaţa frontală a sacircrmei cacirct şi prin
suprafaţa laterală a ei conducacircnd la icircncălzirea neuniformă şi progresivă a capătului sacircrmei icircn
zona de acţiune a arcului Aceasta determină topirea capătului sacircrmei icircn toată secţiunea ei la
vacircrf şi o topire parţială pe secţiune de la exterior spre interior icircn funcţie de nivelul
temperaturii atinse icircn fiecare punct a secţiunii considerate Intensitatea gradului de topire
scade evident o dată cu icircndepărtarea de vacircrf Sub acţiunea conjugată a forţei de tensiune
superficială şi a forţei electromagnetice (pinch) are loc concentrarea metalului topit icircn vacircrful
sacircrmei sub forma unei picături sferice icircnsoţită de efectul de ldquoautoascuţirerdquo a electrodului pe
9
porţiunea icircn care s-a produs topirea parţială a secţiunii sacircrmei icircn zona de acţiune a arcului
electric Fenomenul de ascuţire a capătului sacircrmei determină reducerea secţiunii şi icircn
consecinţă creşterea densităţii de curent la interfaţa picătură de metal ndash sacircrmă ceea ce conduce
la creşterea puternică a temperaturii pacircnă la atingerea temperaturii de evaporarea a punţii
topite Sub acţiunea vaporilor de metal picătura este icircmpinsă icircn baia topită creindu-se
premisele formării unei noi picături Acest mecanism de formare şi desprindere a picăturii din
vicircrful sacircrmei determină formarea unor picături de dimensiuni mici (dplt= ds) echivalente
transferului prin pulverizare
Icircn cazul dioxidului de carbon miezul foarte icircngust al arcului determină concentrarea
punctiformă a acestuia icircn vacircrful sacircrmei (icircn pata anodică) Prin urmare transferul de căldură al
arcului se face numai prin suprafaţa frontală a sacircrmei electrod Totodată datorită temperaturii
ridicate a miezului coloanei (mai mare ca la Ar) şi a densităţii foarte mari a curentului icircn pata
anodică (concentrare punctiformă) are loc creşterea locală a temperaturii petei atingacircnd
temperatura de vaporizare a fierului (aprox 3200degC) Jetul de vapori formaţi acţionează ca o
forţă de reacţie icircmpingacircnd icircn sus şi lateral metalul topit Sub acţiunea forţei de tensiune
superficială şi a forţei de reacţie a vaporilor de metal metalul topit se acumulează icircn vacircrful
sacircrmei sub forma unor picături mari de metal (dp gt 12ds) Picătura creşte icircn continuare pacircnă
cacircnd sub acţiunea greutăţii proprii se detaşează şi se transferă icircn baia metalică sub forma unor
picături mari sau globule aşa numitul transfer globular specific sudării icircn CO2 sau
amestecurilor bogate icircn CO2 Icircn cazul amestecurilor de gaze Ar + CO2 fenomenul este
insesizabil dacă proporţia de CO2 este mai mică de 20 se manifestă tot mai pregnant dacă
procentul depăşeşte 20 şi are o comportare similară cu cea a transferului icircn CO2 100 dacă
procentul depăşeşte 30 CO2 icircn amestec
Icircn fine gradientul de temperatură diferit din coloana arcului icircn cazul celor două gaze
de protecţie influenţează semnificativ şi geometria cusăturii sudate Icircn cazul argonului
valoarea ridicată a temperaturii arcului electric este limitată doar la zona centrală
corespunzătoare miezului coloanei după care temperatura scade brusc la valori reduse ce nu
pot produce o icircncălzire semnificativă a zonelor de incidenţă ale arcului pe componente
Concentrarea puternică a căldurii icircn miezul coloanei arcului la argon produce o icircncălzire
locală a metalului de bază icircnsoţită de o topire adacircncă respectiv o pătrundere mare dar limitată
la o zonă restracircnsă Aceasta este amplificată suplimentar de disiparea rapidă a căldurii icircn
10
zonele adiacente (reci) ale metalului de bază fără să producă o icircncălzire semnificativă la
nivelul temperaturii de topire a acestor zone Efectul acestor fenomene este formarea unei
zone topite icircnguste şi adacircnci aşa numitul bdquodeget de argonldquo specific sudării icircn argon sau
amestecuri bogate icircn argon deosebit de defavorabil din punct de vedere tehnologic datorită
pericolului de apariţie a defectelor de icircmbinare lipsă de topire sau lipsă de pătrundere
respectiv pericol de fisurare (concentrator de tensiune)
Icircn cazul dioxidului de carbon temperatura din coloana arcului se menţine icircncă la valori
ridicate capabile să producă icircncălziri semnificative a zonelor de incidenţă la distanţe mult
mai mari faţă de axa coloanei decacirct icircn cazul argonului Are loc astfel o icircncălzire şi topire a
metalului de bază pe o zonă mai extinsă atacirct icircn adacircncime cacirct mai ales lateral cu efecte asupra
icircmbunătăţirii geometriei cusăturii caracterizată printr-o pătrundere uniformă La această
icircncălzire a metalului de bază contribuie de asemenea şi căldura cedată prin fenomenul de
recombinare a gazului ce are loc icircn zona componentelor respectiv a băii metalice ca efect a
temperaturii scăzute din această zonă (1800-2000degC) propice reacţiilor de recombinare Se
apreciază că din punct de vedere tehnologic geometria cusăturii la sudarea icircn CO2 este cea
mai favorabilă Prin urmare amestecarea celor două gaze Ar şi CO2 va conduce şi la
modificarea geometriei cusăturii sudate Aceasta este una din raţiunile principale care stau la
baza sudării icircn amestecuri de gaze Ar+CO2 a oţelurilor nealiate sau slab aliate şi anume
obţinerea unei geometrii mai favorabile a cusăturii sudate
Densitatea Influenţează nivelul de protecţie a arcului electric şi a băii de metal topit
respectiv producerea fenomenului de microsablare la sudarea icircn mediu de gaze inerte
Activitatea chimică Prin reacţiile chimice ce au loc icircn coloana arcului şi la nivelul băii
metalice activitatea chimică a gazului de protecţie influenţează comportarea metalurgică Din
acest punct de vedere la sudarea MIGMAG se disting două categorii de gaze Gazele inerte
sunt gazele care nu reacţionează chimic cu elementele din coloana arcului şi din baia metalică
Din această grupă fac parte argonul şi heliul Gazele active sunt gazele care reacţionează
chimic cu elementele din arc şi din baia de metal Cel mai utilizat gaz din această grupă este
dioxidul de carbon la care se mai adaugă şi oxigenul Icircn acest caz icircn coloana arcului şi la
nivelul băii au loc următoatele reacţii chimice
bull disocierea dioxidului de carbon la T gt 1600degC (disocierea este completă la T gt 4000degC)
CO2 = CO + O
11
bull reacţiile de oxidare şi reducere
Fe + O = FeO FeO + Mn = MnO + Fe
Si + 2O = SiO2 2FeO + Si = SiO2 + 2Fe
Mn + O = MnO 2FeO + Ti = TiO2 + 2Fe
Ti + 2O = TiO2 FeO + C = CO + Fe
Se constată că prezenţa oxigenului icircn coloana arcului determină oxidarea sau arderea
unor elemente de aliere Aceasta conduce la pericolul formării oxizilor de fier icircn cusătură cu
efecte nefavorabile asupra reducerii caracteristicilor mecanice şi de rezilienţă Diminuarea
fenomenului se face prin alierea sacircrmei electrod cu elemente dezoxidante ca Mn Si Ti care au
aviditate mai mare faţă de oxigen decacirct fierul reducacircnd pericolul de oxidare a acestuia Cel
mai puternic dezoxidant este titanul Oxizii de mangan siliciu titan formaţi fiind insolubili icircn
metalul topit ies la suprafaţa băii şi se regăsesc pe cusătură sub formă de mici bdquoinsulerdquo de
zgură de culoare brună cu aspect sticlos
Reacţiile chimice la nivelul băii de metal topit pot conduce de asemenea la pericolul
formării gazelor icircn baia metalică ca de exemplu oxidul de carbon avacircnd drept consecinţă
pericolul apariţiei porilor icircn cusătura sudată Evitarea apariţiei porilor icircn cusătură se poate
realiza prin alegerea corectă a cuplului sacircmă-gaz de protecţie corelată şi cu alegerea optimă a
parametrilor tehnologici de sudare icircn special tensiunea arcului Prezenţa oxigenului icircn coloana
arcului conduce la oxidarea suprafeţei picăturilor de metal formate la capătul sacircrmei electrod
şi prin urmare la micşorarea tensiunilor superficiale ce acţionează asupra picăturii Prin urmare
desprinderea picăturii din vacircrful sacircrmei electrod se face mult mai uşor şi mai rapid Efectul
benefic este finisarea transferului picăturilor de metal icircmbunătăţirea stabilităţii arcului şi
reducerea icircmproşcărilor de metal prin stropi Se remarcă icircn acest sens utilizarea oxigenului icircn
proporţie de 13 sau a dioxidului de carbor icircn proporţie de 25 icircn amestec cu argonul la
sudarea oţelurilor inoxidabile Procente mai mari de gaz oxidant nu sunt recomandate
deoarece se produce o oxidare nepermisă a metalului cusăturii respectiv la utilizarea
dioxidului de carbon icircn plus pericolul alierii cu carbon şi prin urmare pericolul fragilizării
cusăturii ca urmare a formării carburilor de crom
Reacţiile de oxidare la nivelul băii de metal topit fiind reacţii exoterme conduc la
creşterea temperaturii băii (de la 1800degC la 2200degC) cu consecinţe asupra creşterii fluidităţii
acesteia creşterii pătrunderii sau posibilităţii măririi vitezei de sudare Corelată cu reducerea
12
tensiunilor superficiale la interfaţa baie topită ndash metal solid determină icircmbunătăţirea
procesului de umectare cu efecte favorabile asupra lăţirii respectiv reducerii supraicircnălţării
cusăturii sudate
Tot din punctul de vedere al activităţii chimice remarcăm utilizarea hidrogenului ca şi
gaz reducător icircn amestecurile gazelor de protecţie bdquode formareldquo folosite la protecţia rădăcinii
pe partea opusă sudării la sudarea oţelurilor aliate Inox şi nu numai Amestecul cel mai
frecvent utilizat este format din azot plus 5hellip10 hidrogen Hidrogenul reduce eventualele
urme de oxigen rămase icircn zona rădăcinii evitacircnd astfel oxidarea acesteia cu consecinţe asupra
scăderii rezistenţei la coroziune Utilizarea hidrogenului trebuie făcută cu grijă avacircnd icircn
vedere pericolul de explozie pentru anumite concentraţii icircn aer
Caracterizarea succintă a gazelor de protecţie
Prezentarea succintă a gazelor de protecţie utilizate la sudarea MIGMAG din punctul
de vedere al activităţii chimice şi al proprietăţilor termo-fizice permite icircnţelegerea facilă a
acţiunilor şi efectelor pe care acestea le au icircn procesul de sudare Cele mai utilizate gaze de
protecţie la sudarea MIGMAG sunt argonul heliul dioxidul de carbon oxigenul hidrogenul
azotul
Argonul (Ar)
1048707 gaz inert ndash nu reacţionează cu materialul
1048707 mai greu ca aerul ndash protecţie bună a băii de metal
1048707 potenţial de ionizare scăzut ndash amorsare uşoară a arcului
1048707 produce microsablarea suprafeţelor
Nu se recomandă utilizarea argonului icircn proporţie de 100 deoarece produce un arc
electric instabil formarea inevitabilă de pori icircn cusătură aspect mai puţin plăcut a icircmbinării
sudate Baia metalică este deosebit de vacircscoasă ceea ce duce la pori icircn cusătură crestături
marginale supraicircnălţare excesivă solzi puternic conturaţi Rezolvarea problemei se realizează
prin adaosuri de elemente oxidante O2 şisau CO2
13
Capitolul 3
Tehnologia de sudare in Argon
Elaborarea tehnologiei de sudare icircn general presupune stabilirea condiţiilor icircn care are
loc execuţia icircmbinării sudate pornind de la pregătirea pentru sudare alegerea materialelor de
adaos stabilirea parametrilor tehnologici de sudare stabilirea prelucrărilor post sudare
alegerea echipamentelor de sudare şi a dispozitivărilor etc
Stabilirea tehnologiei de sudare este specifică fiecărui procedeu icircn parte Elaborarea
unei tehnologii de sudare urmăreşte icircn general două aspecte importante şi anume aspectul
calitativ asigurarea calităţii impuse icircmbinării sudate la cel mai icircnalt grad respectiv aspectul
economic preţul de cost cacirct mai redus Aceasta presupune cunoaşterea icircn primul racircnd a
comportării la sudare a metalului de bază cunoaşterea performanţelor procedeului de sudare
utilizat a parametrilor tehnologici de sudare şi a recomandărilor tehnologice specifice
cunoaşterea performanţelor echipamentelor de sudare şi exploatarea acestora
Elaborarea tehnologiei de sudare reprezintă o etapă importantă icircn cadrul acţiunii de
calificare a procedurii de sudare conform SR EN 288-792 şi anume pe baza ei se icircntocmeşte
specificaţia procedurii de sudare WPS (Welding Procedure Specification) documentul care
cuprinde toate informaţiile necesare execuţiei icircmbinării sudate Elaborarea tehnologiei de
sudare presupune parcurgerea unor etape icircntr-o succesiune logică Etapele parcurse pentru
stabilirea tehnologiei de sudare MIGMAG sunt prezentate icircn cele ce urmează
Alegerea formei rostului şi a icircmbinării
Prezentarea formei rostului si stabilirea dimensiunilor efective ale acestuia avacircnd icircn
vedere condiţiile concrete de execuţie ale icircmbinării Alegerea dimensiunilor efective ale
rostului la sudarea MIGMAG se face icircn principal icircn funcţie de tehnologia de sudare respectiv
modul de transfer utilizate la realizarea stratului de rădăcină Acestea depind la racircndul lor de
comportarea la sudare a metalului de bază şi recomandările tehnologice de sudare (material
sensibil sau insensibil la supraicircncălziri) de grosimea componentelor accesul la sudare
importanţa icircmbinării sudate (clasa de execuţie) metoda de susţinere a rădăcinii poziţia de
sudare etc Icircn cazul icircn care accesul la sudare este dintr-o singură parte fără suport la
14
rădăcină iar la rădăcină nu se admit defecte (clasă de calitate superioară) pentru execuţia
rădăcinii se recomandă sudarea cu transfer prin scurtcircuit sau icircn curent pulsat caracterizate
prin energie liniară mică respectiv pericol scăzut de străpungere la rădăcină In acest caz
asigurarea unei pătrunderi bune la rădăcină cu o uşoară supraicircnălţare impune alegerea unei
deschideri a rostului b = 2hellip4 mm respectiv a umărului rostului c= 0hellip1 mm mărimi corelate
icircn principal cu valoarea curentului de sudare respectiv cu gazul de protecţie utilizat (mai mici
la sudarea icircn CO2 100 respectiv mai mari la sudarea icircn amestecuri de gaze bogate icircn argon
Ar +CO2 cel mai comun amestec fiind Ar + 18 CO2 - Corgon 18)
Icircn cazul icircn care accesul la sudare este dintr-o singură parte cu suport la rădăcină
execuţia stratului de rădăcină se poate realiza folosind oricare din modurile de transfer prin
scurtcircuit prin pulverizare sau icircn curent pulsat icircn funcţie de grosimea componentelor poziţia
de sudare natura metalului de bază (sensibil sau insensibil la supraicircncălziri) productivitatea
urmărită la sudare modul de execuţie (semimecanizat sau mecanizat) performanţele
instalaţiei etc Forma şi dimensiunile rostului depind de grosimea componentelor respectiv de
puterea arcului electric
Umărul rostului respectiv deschiderea rostului icircn acest caz au mai puţină importanţă
urmărindu-se icircn principal evitarea pericolelor de străpungere a suportului fuzibil de topire sau
lipire a suportului de Cu sau a suportului ceramic Icircn cazul folosirii unui suport fuzibil se
impune asigurarea unei pătrunderi de cel puţin 2 mm icircn acesta Icircn cazul accesului din ambele
părţi pentru execuţia rădăcinii este posibilă de asemenea folosirea oricărui mod de transfer In
cazul utilizării transferului prin scurtcircuit sau icircn curent pulsat sunt valabile recomandările
din primul caz cu b = 2hellip4 mm respectiv c = 1hellip2 mm In cazul utilizării transferului prin
pulverizare avacircnd icircn vedere puterea mare a arcului electric şi pericolul mare de străpungere
sau de curgere a băii de metal topit la rădăcină se recomandă ca deschiderea rostului să fie
mică b = 0hellip1 mm respectiv umărul rostului să fie mare c = 4hellip6 mm corelate cu viteza de
sudare Principala grijă icircn acest caz este evitarea pericolului de străpungere a rădăcinii
respectiv diminuarea dimensiunilor defectelor de la rădăcină Icircn acest caz la majoritatea
icircmbinărilor sudate icircnainte de execuţia trecerii pe partea opusă realizării primei treceri se
impune prelucrarea rădăcinii (polizare sau scobire-crăiţuire arc-aer) pentru eliminarea
eventualelor defecte specifice sudării stratului de rădăcină lipsă de pătrundere lipsă de topire
pori fisuri sau microfisuri
15
Icircn ceea ce priveşte unghiul rostului se remarcă faptul că acesta are valori mai mici
decacirct la sudarea manuală cu electrod icircnvelit datorită diametrului redus a sacircrmei electrod (08hellip
16 mm) şi absenţei icircnvelişului de pe sacircrmă luacircnd valori cuprinse icircntre 30deghellip50deg Aceasta
conduce la importante economii de material de adaos Reducerea exagerată icircnsă a unghiului
rostului poate avea consecinţe grave asupra pericolului de defecte icircn icircmbinarea sudată ca
urmare a tendinţei de scobire (săpare) ciupire a arcului electric pe feţele rostului cu efecte
asupra pericolului de scurgere a băii de metal topit icircn faţa arcului şi diminuarea pătrunderii sau
lipsei de pătrundere respectiv a pericolului de lipsă de topire icircntre cusătură şi metalul de bază
icircn zonele scobite prin scurgerea metalului topit icircn aceste scobituri Acest fenomen este
amplificat o dată cu creşterea exagerată a tensiunii arcului electric
Calculul ariei rostului se face icircn funcţie de forma şi dimensiunile acestuia cu ajutorul
uneia din relaţiile de mai jos
- rost I Ar = bs
- rost V Ar = bs + s2tg α2
- rost Y Ar = bs + (s-c)2tg α2
- rost U Ar = bs + _r22 + 2r[s-(c+r)]+[s-(c+r)]2tgszlig
- rost X Ar = bs + 12(s- c)2tg α2
- rost K Ar = bs + 14(s-c)2tg szlig
- rost 12 K Ar = bs + 12(s-c)2tg szlig
- icircmbinări de colţ nepătrunse Ar = a2 sau Ar = 12k2
unde a - icircnălţimea (grosimea) icircmbinării (sudurii)
k - icircnălţimea (mărimea) catetei icircmbinării
Calculul ariei cusăturii Pentru calcul se poate folosi una din relaţiile
Ac = (105 14) x Ar (30a)
Obs Coeficientul care icircnmulţeşte aria rostului ţine cont de secţiunea cusăturii regăsită icircn
supraicircnălţarea acesteia Valorile mici ale coeficientului corespund grosimilor mari de material
iar valorile mari grosimilor mici de material respectiv pentru icircmbinările simetrice Icircn cazul
icircmbinărilor sudate cap la cap cu rosturi neprelucrate (rost I) aplicarea relaţiei de mai sus duce
la erori foarte mari icircn special la table subţiri cu deschideri mici (b=1hellip2 mm) deoarece
ponderea materialului de adaos icircn supraicircnălţare este icircn realitate de două trei ori mai mare decicirct
16
cantitatea conţinută icircn secţiunea rostului Mai mult icircn cazul rosturilor I cu deschidere b = 0
ajungem icircntr-o situaţie limită adică să nu putem calcula aria cusăturii cu ajutorul acestei
relaţii In astfel de cazuri se recomandă ca aria cusăturii să se calculeze cu una din relaţiile de
mai jos
Ac = Ar + 23B_h pentru icircmbinări I asimetrice
Ac = Ar +43B_h pentru icircmbinări I simetrice
unde
bull B = lăţimea cusăturii se calculează geometric funcţie de forma si dimensiunile efective ale
rostului la care se adaugă 2 3 mm care reprezintă zona din metalul de bază care se topeşte
la sudare valoarea informativă pentru bdquoBldquo se poate calcula şi cu ajutorul coeficientului de
formă al cusăturii ψ = Bp consideracircnd că ψ = 15hellip25 (valori care diminuează pericolul
fisurării cusăturii la solidificarea băii)
bull h = supraicircnălţarea cusăturii se apreciază icircn funcţie de grosimea materialului de bază după
cum urmează (valori informative)
h = 1 15 mm pt s = 5 10 mm
h = 15 2 mm pt s = 10 25 mm
h = 2 3 mm pt s gt 25 mm
Obs Supraicircnălţarea cusăturii la icircmbinările cap la cap respectiv convexitatea cusăturii la
icircmbinările de colţ este mai mare la sudarea icircn CO2 decacirct icircn Ar Valoarea ariei cusăturii
calculată mai sus se rotunjeşte la icircntreg (calculul este aprox)
Alegerea materialelor de sudare
Stabilirea cuplului sacircrmă ndash gaz de protecţie Alegerea cuplului sacircrmă ndash gaz de protecţie pe
baza criteriilor de alegere a sacircrmei respectiv a gazului de protecţie Se precizează marca
(simbolul) sacircrmei electrod şi a gazului de protecţie utilizate
Sacircrma electrod (marca sacircrmei) helliphelliphelliphellip (STAS SR EN sau normă)
Gazul de protecţie helliphelliphelliphelliphelliphelliphelliphelliphelliphellip (STAS SR EN sau normă)
Stabilirea diametrului sacircrmei electrod Diametrul sacircrmei electrod poate fi ds = 06 08 10
12 16 mm Alegerea diametrului se face icircn funcţie de grosimea metalului de bază valoarea
curentului de sudare (modul de transfer) poziţia de sudare forma rostului etc Diametrul de
sacircrmă cel mai utilizat şi care acoperă o plajă mare de necesităţi tehnologice la sudare este
17
diametrul de 12 mm Pentru grosimi mici de material s lt= 2-3 mm se folosesc după caz
diametrele mai mici 08 mm respectiv 10 mm Diametrele mari gt= 16 mm se recomandă la
grosimi mari de material la sudarea cu transfer prin pulverizare Nu se recomandă diametre
mari de sacircrmă peste 12 mm icircn cazul transferului prin scurtcircuit datorită stabilităţii slabe a
arcului electric Pot fi utilizate icircnsă cu succes icircn cazul sudării icircn curent pulsat icircn special la
sacircrmele moi din aluminiu sau sacircrme tubulare
Stabilirea numărului de treceri Depinde icircn principal de natura metalului de bază (sensibil sau
insensibil la supraicircncălziri) de modul de transfer utilizat (arii de treceri mai mici la transfer
prin scurtcircuit respectiv arii de treceri mari la transfer prin pulverizare) de poziţia de
sudare forma rostului tipul icircmbinării etc Pe baza acestor factori se stabileşte aria trecerilor
poate lua valori cuprinse icircn domeniul 5 hellip 40 mm2
Dispunerea trecerilor icircn rost (schiţă)
Modul de dispunere a trecerilor
Calculul parametrilor tehnologici de sudare
1048707 transfer prin scurtcircuit grosimi mici (s lt 5 mm) sudarea stratului de rădăcină sudarea icircn
poziţii dificile (vertical peste cap etc)
1048707 transfer prin pulverizare la grosimi mari de material pentru sudarea icircn poziţie orizontală
sau icircn jgheab
18
1048707 transfer sinergic icircn curent pulsat la grosimi medii de material unde tehnologia de sudare
clasică se plasează icircn domeniul transferului intermediar caracterizat prin stropiri mari pentru
sudarea stratului de rădăcină la sudarea icircn poziţii dificile
Curentul de sudare Is Viteza de avans a sacircrmei electrod vae depinde de modul de transfer
diametrul sacircrmei poziţia de sudareetc Reglarea curentului de sudare respectiv a puterii
arcului electric se face prin modificarea vitezei de avans a sacircrmei electrod pe baza relaţiei de
proporţionalitate existentă icircntre cei doi parametrii tehnologici Practic la sudarea MIGMAG
viteza de avans a sacircrmei electrod poate fi considerată parametrul principal icircn stabilirea
tehnologiei de sudare care icircn anumite condiţii date (materialul sacircrmei diametrul sacircrmei gazul
de protecţie) determină valorile celorlalţi parametrii tehnologici şi icircn primul racircnd valoarea
curentului de sudare Deci cacircnd stabilim curentul de sudare trebuie să stabilim practic valoarea
vitezei de avans a sacircrmei electrod cei doi parametri fiind indisolubil legaţi unul de altul
Stabilirea corelaţiei curent de sudare ndash viteză de avans sacircrmă electrod se face din nomograme
de tipul Is = f(vae) figura 50divide54 trasate pentru anumite condiţii concrete de lucru (tip
material de adaos diametru sacircrmă gaz de protecţie lungime capăt liber sacircrmă mod de
transfer clasic sau icircn curent pulsat) din tabele tehnologice (sau şabloane) funcţie de condiţiile
concrete de lucru Icircn tabelele de mai jos sunt prezentate corelaţiile dintre viteza de avans a
sacircrmei electrod şi valoarea curentului de sudare pentru diametrele de 10 şi 12 mm folosind
ca şi gaze de protecţie CO2 100 şi CORGON 18 (amestec 82 Ar + 18 CO2 cel mai
frecvent utilizat la sudarea oţelurilor nealiate şi slab aliate) iar ca sacircrmă electrod sacircrma
nealiată SG2 (cea mai utilizată pentru sudarea oţelurilor nealiate şi slab aliate cu Mn) icircn
varianta clasică sau icircn current pulsat
Valorile pentru viteza de avans a sacircrmei din tabelele de mai jos şi 30 se vor corecta cu
coeficientul 08
Corelaţia viteza de avans a sacircrmei ndash curent de sudare (ds = 10 mm)
Nr
crt
Vae
(mmin
)
Is
(A)
Ua
(V)
lcl
(mm)
Q
(lmin)
Vs
(cmmin) Obs
1 2 68 153 8 8 17
2 3 96 16 8 8 17
19
Transfer
Prin
Circuit
3 4 128 168 8 8 17
4 5 132 188 10 8 17
5 6 144 20 10 10 20
6 7 156 215 10 10 20
71 8 180 225 10 10 20
72 8 172 225 12 12 25
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 10 mm Is = 80 ndash 180 A
Gazul de protecţie CO2 100
Sensul de sudare spre stacircnga (prin icircmpingere)
Corelaţia viteza de avans a sacircrmei ndash curent de sudare (ds = 10 mm)
Nr
crt
Vas
(mmin
Is
(A)
Ua
(V)
Icl
(mm)
Q
(lmin)
Vs
(cmmin) Obs
1 2 53 153 8 8 15 Arc
instabil
IS ndashmic
2 3 90 158 8 8 15
Transfer
prin
scurtcircuit
3 4 120 163 8 8 15
4 5 140 17 10 8 15
5 6 160 18 10 10 20
6 7 175 188 10 10 20
71 8 200 198 10 10 20
72 8 184 20 12 12 25
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 10 mm Is = 60 ndash 180 A
Gazul de protecţie CORGON 18
Sensul de sudare spre stacircnga (prin icircmpingere)
20
Corelaţia viteza de avans a sacircrmei ndash curent de sudare (ds = 12 mm)
Nr
crt
Vae
(mmin)
Is
(A)
Ua
(V)
lcl
(mm)
Q
(lmin)
Vs
(cmmin)
Obs
1 2 74 185 10 10 16
Transfer
Prin
scurtcircuit
2 3 112 193 10 10 16
31 4 144 208 10 10 16
32 4 136 21 12 12 25
4 5 160 223 12 12 25
5 6 184 235 12 12 25
Transfer
Intermediar
6 7 204 253 14 15 30
7 8 224 275 14 15 30
8 9 248 288 14 15 30
91 10 268 305 14 15 30
92 10 256 31 16 18 40
10 11 280 323 16 18 40 Transfer
Globular11 12 300 335 16 18 40
12 13 290 333 20 20 45
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 12 mm Is = 120 ndash 350 A
Gazul de protecţie CO2 100
Sensul de sudare spre dreapta (prin tragere)
Viteza de sudare depinde de grosimea metalului de bază (grosimea sudurii de colţ) modul de
transfer tehnica de sudare (număr mare sau număr mic de treceri) poziţia de sudare varianta
de sudare (semimecanizată sau mecanizată) etc Domeniul de valori este cuprins icircntre 15-100
cmmin cu precizarea că viteza de sudare la sudarea MIGMAG este substanţial mai mare
decacirct la sudarea manuală cu electrod icircnvelit Recomandări utile privind viteza de sudare
1048707 15 - 30 cmmin la sudarea semimecanizată cu transfer prin scurtcircuit sau la sudarea
stratului de rădăcină
21
1048707 30 - 50 cmmin la sudarea semimecanizată cu transfer prin pulverizare sau icircn curent pulsat
există o valoare optimă a vitezei de sudare situată icircn jurul valorii de 40 - 45 cmmin pentru
care se obţine pătrunderea maximă
1048707 30 - 100 cmmin la sudarea mecanizată icircn funcţie de grosimea componentelor
Materiale de sudare
Materialele utilizate la sudarea ST sunt sacircrma electrod icircn cazul sudării cu sacircrmă
tubulară cu autoprotecţie respectiv sacircrma electrod şi gazul de protecţie la sudarea cu sacircrmă
tubulară cu protecţie suplimentară
Sacircrma electrod se prezintă sub forma unei teci metalice umplute cu un miez
pulverulent icircn următoarea gamă de diametre 10 12 14 16 18 20 24 28 (32)
Icircnvelişul metalic se execută icircn general dintr-un material nealiat caracterizat prin
proprietăţi bune de ductilitate pentru a permite laminarea şi trefilarea uşoară a tecii grosimea
acesteia avacircnd valori sub 02 mm Alierea cusăturii cacircnd este cazul se face icircn general prin
miez Icircnvelişul metalic (teaca) are următoarele roluri
bull asigură prin topire cantitatea de material de adaos pentru realizarea icircmbinării sudate sau
icircncărcarea prin sudare
bull asigură contactul electric şi realizează icircnchiderea circuitului electric de sudare icircntre vacircrful
sacircrmei şi piesă
bull păstrează şi protejează miezul de pulbere icircmpotriva umidităţii
Miezul este un amestec de substanţe similare icircnvelişului electrozilor şi fluxurilor de
sudare După rolul pe care icircl au icircn procesul de sudare substanţele din miez se icircmpart icircn
bull substanţe zgurifiante pentru protejarea metalului topit
bull substanţe gazeifiante pentru protecţia spaţiului arcului icircmpotriva pătrunderii aerului
bull substanţe dezoxidante şi de rafinare a băii metalice
bull substanţe ionizatoare pentru icircmbunătăţirea stabilităţii arcului
bull substanţe (elemente) de aliere pentru alierea icircn arc
Echipamente pentru sudare MIGMAG
Din punctul de vedere al tehnologului respectiv al utilizatorului echipamentului de
sudare nu este atacirct de importantă cunoaşterea detaliilor de proiectare a acestor instalaţii
22
(sursă de sudare pupitru de comandă scheme electrice si electronice etc) cacirct mai ales
cunoaşterea părţilor componente ale echipamentului şi a rolului acestora a particularităţilor
specifice a performanţelor de sudare a modului de reglare şi control a parametrilor
tehnologici de sudare icircn vederea obţinerii rezultatelor dorite sau impuse de tehnologia de
sudare cu performanţe maxime
Echipamentele de sudare MIGMAG constituie sisteme mult mai complexe atacirct icircn
ceea ce priveşte părţile componente cacirct şi pregătirea pentru sudare respectiv modul de
comandă şi reglare a parametrilor tehnologici de sudare icircn comparaţie cu echipamentele
clasice utilizate la sudarea manuală cu electrozi icircnveliţi (transformatoare convertizoare
redresoare) Din punct de vedere a reglării parametrilor tehnologici icircn practică lucrurile nu
sunt de loc complicate icircn general aceasta implicacircnd reglarea a doi parametri şi anume
selectarea treptei de tensiune (tensiunea de mers icircn gol şi implicit tensiunea arcului) respectiv
ajustarea vitezei de avans a sacircrmei electrod pentru asigurarea curentului de sudare necesar
Figura 5
Părţile componente ale unei instalaţii de sudare MIGMAG
a - furtun gaz b ndash sacircrmă electrod c ndash tur-retur apă d ndash comandă pistolet
e ndash conductor curent f ndash tub de protecţie g ndash cablu de masă
Icircn cazul surselor moderne de sudare sinergice cu invertor problema este şi mai mult
simplificată oferind utilizatorului (operatorului sudor) prin programele icircncorporate icircn
microprocesor o tehnologie apropiată de optim prin reglarea unui singur parametru
tehnologic viteza de avans a sacircrmei electrod respectiv tensiunea arcului Icircn funcţie de
23
principiul de reglare al puterii (energiei) arcului specific sursei de sudare utilizate se setează
sau se reglează după necesităţi un singur parametru tehnologic considerat parametru de bază şi
anume viteza de avans a sacircrmei icircn cazul surselor cu invertor cu tranzistoare de putere cu
reglare continuă a tensiunii arcului respectiv tensiunea icircn cazul surselor de sudare cu reglare
icircn trepte a tensiunii arcului Restul parametrilor tehnologici de sudare sunt reglaţi automat prin
intermediul programelor microprocesorului icircn funcţie de datele de intrare specifice aplicaţiei
date introduse icircn prealabil de la consola sursei tipul de transfer (clasic sau pulsat) materialul
de adaos (compoziţia chimică) diametrul sacircrmei gazul de protecţie etc Echipamentul
permite şi efectuarea corecţiilor necesare dacă este cazul Acest mod de reglare al puterii
arcului necesar procesului de sudare dat este cunoscut sub denumirea de bdquoONE KNOBldquo adică
reglarea instalaţiei pentru sudare de la un singur buton ceea ce simplifică foarte mult sarcinile
operatorului sudor conducacircnd la regimuri de sudare optime fără să fie nevoie de multe
cunoştinţe tehnologice temeinice icircn afara celor de bază necesare sudării propriu zise Un
echipament de sudare MIGMAG se compune icircn principiu din următoarele părţi componente
figura 5
1048766 1 Sursa de sudare
1048766 2 Pupitrul de comandă
1048766 3 Dispozitivul de avans al sacircrmei electrod DAS
1048766 4 Pistoletul de sudare
1048766 5 Alimentarea cu gaz de protecţie
1048766 6 Instalaţia de răcire cu apă
Sursa de sudare
Sursele de sudare utilizate la sudarea MIGMAG sunt surse de curent continuu
convertizoare redresoare invertoare Datorită performanţelor modeste (timp de răspuns mare
dinamică redusă) icircn prezent convertizoarele de sudare se utilizează din ce icircn ce mai rar la
sudarea MIGMAG (aproape deloc) ele fiind icircnlocuite de redresoarele de sudare şi icircn ultimul
timp pe scară tot mai largă de sursele cu invertor pentru sudare (pe scurt invertoare pentu
sudare) Redresoarele la racircndul lor pot fi clasice cu diode sau comandate electronic cu
tiristoare sau tranzistoare de putere Particularitatea principală a surselor de sudare MIGMAG
este forma caracteristicii externe Ua=f(Is) Din motive de asigurare a stabilităţii arcului
24
electric prin fenomenul de autoreglare specific sudării MIGMAG forma caracteristicii
externe a sursei este rigidă (1) sau uşor coboracirctoare (2) (sub 7V100A)
Din motive de stabilitate maximă a procesului se preferă caracteristicile externe uşor
coboracirctoare a căror pantă (ΔUaΔIs) depinde de gazul de protectie respectiv de diametrul
sacircrmei electrod prin funcţia REGTYPE (valabilă numai la sursele cu invertor) Panta
caracteristicii externe este mai mare la sudarea icircn dioxid de carbon decacirct icircn argon sau
amestecuri bogate icircn argon La sudarea icircn CO2 caracteristica externă are panta maximă la
sacircrma electrod cu diametrul cel mai mic 08 mm şi scade cu creşterea diametrului sacircrmei
La sudarea icircn amestecuri bogate icircn argon panta caracteristicii externe este aceeaşi
pentru toate diametrele de sacircrmă şi mai mică decacirct cele corespunzătoare sudării icircn CO2
Datorită acestei forme a caracteristicii externe se observă că tensiunea arcului este apropiată
de tensiunea de mers icircn gol a sursei Icircn consecinţă reglarea tensiunii arcului la sudarea
MIGMAG se face prin reglarea tensiunii de mers icircn gol a sursei de sudare Aceasta se poate
face prin reglaj icircn trepte la sursele cu diode sau prin reglaj continuu la sursele cu tiristoare şi la
invertoare Reglajul continuu este cel mai bun permiţacircnd o infinitate de curbe acoperind toate
cerinţele tehnologice dar este mai costisitor Reglajul icircn trepte se face de obicei icircn două etape
un reglaj brut respectiv un reglaj fin şi este mai uşor de realizat constructiv (mai ieftin)
Numărul curbelor caracteristici externe este limitat icircntre o valoare minimă U20min şi o
valoare maximă U20max specific fiecărei surse Icircn acest caz obţinerea regimului optim pentru
o valoare dată a tensiunii se face prin corecţia vitezei de avans a sacircrmei electrod De aici
decurge cea de-a doua particularitate a surselor de sudare MIGMAG şi anume tensiunea de
mers icircn gol este mai mică decacirct la sursele de sudare cu electrod icircnvelit respectiv sursele WIG
fiind cuprinsă icircn intervalul de valori 20-50V Forma caracteristicii externe şi valoarea redusă a
tensiunii de mers icircn gol fac ca sursele de sudare MIGMAG să nu poată fi folosite la sudarea
SE şi WIG Icircn ultimul timp au apărut sursele de sudare universale (cu tiristoare sau cu
invertor) care permite sudarea cu toate cele trei procedee de sudare printr-o simplă comutare
pe procedeul utilizat (prin modificarea formei caracteristicii externe)
Cea de-a treia particularitate a surselor de sudare MIGMAG o constituie prezenţa unei
inductanţe icircn circuitul de sudare necesară icircn cazul sudării cu arc scurt cu transfer prin
scurtcircuit (sau la sudarea cu arc lung icircn bioxid de carbon icircn cazul scurtcircuitelor aleatoare)
pentru limitarea vacircrfului curentului de scurtcircuit şi prin urmare pentru reducerea stropirilor
25
Inductanţele fizice (reale) pot fi fixe variabile icircn trepte (cu ploturi) sau variabile continuu (cu
miez magnetizat
Surse de sudare sinergică - Invertoare
Dezvoltarea electronicii icircn general şi a electronicii de putere icircn special icircn ultimul timp
(a doua parte a secolului al XXndashlea) a impulsionat aşa cum era de aşteptat dezvoltarea şi
modernizarea echipamentelor de sudare icircn general şi a echipamentelor de sudare prin topire icircn
special producacircnd se poate spune o adevărată revoluţie icircn acest domeniu nebănuit cu puţin
timp icircn urmă atacirct din punctul de vedere al greutăţii proprii şi al dimensiunilor de gabarit cacirct
mai ales a performanţelor atinse Motorul acestei bdquorevoluţiildquo a fost folosirea invertoarelor de
frecvenţă ridicată cu transformator pe miez de ferită icircn construcţia surselor de putere şi
comanda lor cu ajutorul microprocesoarelor A fost posibilă astfel atingerea unor performanţe
tehnologice inimaginabile şi a unui control perfect al procesului de sudare icircn ansamblul lui
Atingerea acestor nivele icircnalte se datorează vitezei foarte mari de răspuns a invertoarelor de
ordinul microsecundelor funcţie de frecvenţa invertorului care a permis modelarea după
dorinţă a parametrilor tehnologici de sudare şi controlul riguros al acestora Comparativ viteza
de răspuns a redresoarelor clasice cu diode sau tiristoare nu putea fi scăzută sub 5 ms
Icircn anul 1970 redresoarele cu tiristoare au icircnceput să fie utilizate la sudarea manuală cu
electrozi icircnveliţi SE şi sudarea MIGMAG standard Tot cam icircn aceeaşi perioadă au apărut şi
sursele standard MIGMAG icircn curent pulsat formate prin combinarea a două surse obişnuite
una pentru curentul de baza alta pentru curentul de puls dar care funcţionează pe frecvenţe
fixe 25 33 50 75 100Hz Datorită vitezelor mari cu care se desfăşoară fenomenele icircn zona
arcului (de exemplu timpul de scurtcircuit tsc = 15-3 ms) şi avacircnd icircn vedere că timpul de
reacţie al tiristoarelor este de min 5-6 ms (deci mult mai mare) la redresoarele pentru sudarea
MIGMAG nu era posibilă modelarea acestor fenomene iar controlul variaţiei curentului de
scurtcircuit s-a putut face numai folosind o inductanţă fizică reală
Icircn jurul anului 1980 au apărut tiristoarele rapide cu timp de blocare redus Astfel s-au
realizat primele surse de tip invertor cu tiristoare care funcţionează pe o frecvenţă de 15
KHz Datorită cerinţelor complexe ale regimului de sudare şi a vitezelor mari de derulare a
fenomenelor din arcul electric au fost realizate surse cu tranzistoare de putere icircn circuitul de
26
sudare care au permis creşterea frecvenţei invertoarelor la valori mult mai mari decacirct cu care
se desfăşoară fenomenele icircn arc
Tehnologia de sudare a tablelor din OL32
Tehnologii de sudare pentru oţel carbon nealiat şi slab aliat
1048766 Tipul icircmbinării de colţ
1048766 Poziţia de sudare vertical ascendentă
1048766 Tipul de transfer prin scurtcircuit
1048766 Gazul de protecţie 75 Ar + 25 CO2
27
Capitolul 4
Metode de control a icircmbinărilor sudate
Controale nedistructibile
Controalele nedistrucitve nu duc la deteriorarea imninarii sudate şi nu influenţează asupra
comportării icircn exploatarea acestuia Cele mai utilizate controale nedistructive sunt
- controlul vizual
- controlulu cu raze Roentgen sau gama
- controlul cu ultrasunete
- controlul cu utilizarea unor metode magnetice
- controlul cu lichide penetrante
- expunerea icircmbinării sudate pe bancă de probă sau pe maşini de icircncercări la solicitare
cacirct mai apropiate de cele icircn exploatare la suprasolicitari avacircnd o valoare dinainte stabilită
sau la solicitări variabile după un ciclu determinat verificarea se face prin examninarea
ulterioară fie prin efectuarea unor măsurători tensometrice proba hidraulică
- proba pneumatică
- proba cu petrol
- proba cu amoniac
- proba cu etansietate utilizacircnd metoda spectometrului de masă
Controale distructive
Controalele distructive se execută la o anumită icircmbinare sudată sau asupra unor
porţiuni din această Porţiunile supuse acestor controale nu mai pot fi utilizate ulterior icircn
exploatare Controalele distrucitve se pot executa utilizacircnd plăci de control din acelaşi material
de baze sudate cu acelaşi material de adaos şi realizate cu acelaşi regim ca şi icircmbinările sudate
ale utilajuluipentru care se fac Icircn cazul unor verificări sau expertize se pot preleva din
icircmbinarea sudată a materialului Se urmăreşte verificarea respectării materialelor de bază de
adaos şi auxiliare prescrise depistării eventualelor abateri de la procesul tehnologic stabilit
iniţial care au dus la existenţa unor defecte şi scăderea calităţii icircmbinării
28
Analiza metalografică se poate face prin
- microstructura care permite depistarea unor defecte (pori sulfuri fisuri incluziuni etc)
stabilirea configuraţiei icircn sectinue a cordonului de sudura şi ZIT determinarea numărului de
straturi depuse pentru formarea cordonului punerea icircn evidenţă a cristalizării primare a
metalului depus
- microstructura care permite punerea icircn evidenţă a unei microzone ale icircmbinării sudate a
conţinutului aproximativ de carbon a metalului de bază şi a precipitării carburilor la oţeluri
anticorosive
- sacrificacircnd una sau mai multe piese icircn cazul unei producţii de mare serie şi supunacircndu-se
unor solicitări cacirct mai apropiate de cele din exploatare şi a căror mărime este crescută pacircnă la
ruperea construcţiei se urmăreşte verificarea viabilităţii soluţiilor constructive a calităţii
materialelor de bază şi de adaos a regimului tehnologic Metoda poate servi şi la stabilirea
fiabilităţii produsului respectiv
Prezentarea unor metode de depistare a icircmbinărilor sudate
Urmează o prezentare ceva mai detaliată a unor metode de control nedistructiv cu
rolul de a oferi celor care nu se ocupă direct cu controlul imbunarilor sudate date generale
privind modul de efectuare a fiecărui control
Controlul prin găurire
Cusătura se găureşte cu ajutorul unui burghiu cu unghiul de ascuţire de 90 grade
Diametrul burghiului se alege astfel icircncacirct să fie găurita icircntreaga secţiune transversală a
cusăturii şi să fie cuprins metalul de bază pe aproximativ 2mm Se execută icircntacirci o găurire de
circa 3 mm adacircncime şi se examinează cu atenţie Se adacircnceşte gaura cu icircncă 2-3 mm se
examinează din nou şi astfel se continuă pacircnă se ajunge la rădăcina cusăturii Examinarea se
face cu ajutorul unei lupe
Controlul prin găurire se recomandă a se executa icircn special pentru stabilirea cauzelor
de deteriorare parţială a construcţiilor sudate icircn exploatare atunci cacircnd prelevarea eprubetelor
de macrostructure este imposibilă sau nedorită
Controlul cu raza Roentgen şi gama generalităţii
Lumina vizibilă este formată din oscilaţii electromagnetice Razele Roentgen şi razele
gama sunt de asemenea oscilaţii electromagnetice care se deosebesc numai prin lungimea
29
undei Razele Roentgen pătrund icircn icircmbinările sudate fiind parţial absorbite şi dispersate
Capacitatea de pătrundere a razelor depind de lungimea de undă Controlul cu radiaţii
penetrante este cea mai răspacircndită metodă de control nedistructivă asiguracircnd un document
asupra mărimii formei poziţiei icircn plan şi frecvenţei defectelor Normele romacircneşti precum şi
norme din alte ţări dau recomandări cu privire la aprecierea calităţii icircmbinărilor sudate
obţinute la controlul Roentgen
Icircmbinarea sudată trebuie examinată cu direcţia razelor perpendiculare pe direcţia să
sau un anumit unghi
Controlul etansitatii utilizacircnd metoda spectometrului de masă
(probă cu helium freon argon)
Generalităţi
Pentru detectarea defectelor se utilizează un gaz trasot a cărui prezenţă icircn urmă foarte
fine poate fi pusă icircn evidenţă prin metoda spectrometului de masă
Controlul cu helium fiind scump se recomandă a fi utilizat pentru piese mici de la
detectarea uneor defecte foarte fine putacircnd localiza defecte la fluxul gazos Un alt gaz
freonul poate asigura icircn funcţie de metoda utilizată detectarea unor masivităţi prin care sunt
pierderi de fluxuri gazoase
Metoda presupune utilizarea unei aparaturi speciale care icircn prezenţa urmelor de gaz
trasot emit semnale ascuţite şi luminoase caracteristică a fiecărui gaz trasot utilizat Pentru a
putea face o legătură icircntre mărimea defectului şi fluxului de gaz scurs prin neetansietati se
prezintă după Duquenes mărimea fluxului de heliu scurs prin neetansietati icircn funcţie de
grosimea piesei (lungimea defectului) şi diametrul acestuia
30
Capitolul 5
Securitatea şi sănătatea muncii
Reguli ce trebuie respectate la sudare
- La sudarea manuală cu electrod icircnvelit icircn afară de măsurile generale de protecţie care
se iau la lucrările de sudare trebuie luate o serie de măsuri speciale specifice procedeului
- Protecţia icircmpotriva radiaţiilor arcului se realizează după cum urmează
- - protecţia ochiilor şi a feţei prin folosirea măştii de sudură o atenţie deosebită
se va acorda alegerii sticlei de protecţie a ochilor indiferent de intensitatea curentului cu care
se lucrează la alegerea numărului sticlei de protecţie sudorul va avea icircn vedere că o sticlă
prea icircnchisă obligă urmărirea arcului de la mică distanţă fapt care are repercursiuni asupra
igienei respiratorii
- - protecţia pielii şi a organelor interne se realizează prin folosirea obligatorie a
mănuşilor şi şorturilor din piele
- - pentru protecţia celorlalţi muncitori la locul de muncă al sudorilor va fi
icircnconjurat cu paravane de protecţie De asemenea se vor aplica tăbliţe avertizoare bdquoAtenţie se
sudeazărdquo
Protecţie icircmpotriva electrocutării
Toate sursele de curent ca şi piese care icircn mod accidental pot fi puse icircn contact cu circuitul
de sudare vor fi legate de pămacircnt
- tensiunile nu vor depăşi 80V
- icircncălţămintea şi icircmbrăcămintea sudorului va fi icircn bună stare permiţacircnd contactul
direct dintre piesă şi corpul sudorului
- icircn cazul sudării pe sol umed sau pe corpuri metalice se va folosi covorul de cauciuc
- port-izolatorul va fi aşezat cacircnd nu se sudează icircn poziţie sigură pe corpuri izolatoare
- resturile de electrod vor fi eliminate prin port electrod pentru a evita contactele
accidentale
- port electrozii vor fi complet izolaţi
31
- icircn perioadele de repaus (peste 10 min) sursă de curent va fi scoasă de sub tensiune
- icircn cazul sudării icircn interiorul pieselor metalice se recomandă supravegherea
permanentă a sudorului
Protecţia icircmpotriva gazelor şi fumului
Locul de muncă al sudorului va fi asigurat cu o bună ventilaţie Icircn cazul aspiraţiei locale
trebuie asigurat un delict de aspiraţie 70Lsecundă la 150 mm de arc sau 280Ls la 300 mm de
arc Icircn cazul aspiraţiei gazelor cu dispozitive la care nu se poate deplasa gura de aspiraţie se
va asigura delict de 7-11 m pe minut şi post de sudură iar icircn cazul ventilaţiei generale 56 m
pe minut şi post de sudură Defecţiunile tehnice se vor remedia numai de către personalul
calificat
Organizarea locului de muncă
La sudarea cu gaze există pericolul arderilor şi accidentelor datorită existenţei gazelor sub
presiune şi a caracteristicilor oxigenului şi a gazelor combustibile Este necesar ca
responsabilii cu protecţia muncii şi sudură să execute
- icircntocmirea şi afişarea la locul de muncă a instruciunilor de funcţionare deservite
icircntreţinere şi verificare a fiecărui utilaj icircn parte cu precizarea defectuarilor posibile şi a
măsurilor ce trebuie luate de sudor
- să instruiască periodic sudorii convingacircndu-se de buna cunoaştere a normelor de
utilizare verificare şi icircntreţinerea utilajului
- să se verifice sistematic la fiecare post de sudură şi sudor starea tehnică a utilajului şi
modul icircn care sudorul respectă normele tehnice
Sudorul icircnainte de icircnceperea lucrului trebuie să verifice buna stare de funcţionare a
icircntregului utilaj şi icircn special al generatorului de acetilenă lentilele de oxigen şi acetilenă
aparatura acestora incluse icircn supapa hidraulica de siguranţă locul de amplasare a acestora
pentru a fi ferit de icircncălzire
Orice defecţiune constatată la utilajul de sudură va fi comunicată responsabilului cu
sudura La orice părăsire a locului de muncă sudorul este obligat să oprească alimentarea
curentului electric a aparatelor
La sudarea electrică prin rezistentă de contact prin presiune şi prin puncte se vor lua
măsuri de protecţie a sudorului icircmpotriva stropilor de metal topit şi icircmpotriva atingerea
pieselor calde Corpul şi macircinile vor fi protejate icircmpotriva stropilor de metal folosindu-se
32
şorţul de piele respectiv mănuşi Peste icircncălţăminte se vor icircmbrăca jambiere de protecţie
Dacă icircn timpul lucrului arzatirul se icircncălzeşte excesiv acesta se va răci de cacircte ori
este necesar icircntr-un vas cu apă curată aflat permanent la locul de muncă al sudorului
Se interzice sudarea electrică atunci cacircnd conductoarele electrice au izolaţii
deteriorate iar cleştele port electrod este defect sau are izolaţie termoelectrică
necorespunzătoare deoarece aceste defecte pot provoca electrocutări
PSI
Prevenirea şi stingerea incendiilor
La intrarea icircn atelierele de sudare se vor afişa vizibil bdquoFumatul Interzisrdquo bdquoNu priviţi
flacărardquo bdquoPericol de orbirerdquo bdquoAtenţie se sudeazărdquo etc
Prin nerespectarea normelor de tehnica securităţii muncii se pot produce următoarele
accidente
- electrocutări
- icircmbolnăvirea ochilor şi arsuri de piele
- incendii cauzate de scacircnteile icircmprăştiate de arcul electric
Pentru prevenirea unor accidente se vor respecta următoarele reguli
- nu se va icircncepe lucrul la o maşină pacircnă cacircnd cel ce trebuie să o deservească nu o
cunoaşte perfect
- se va verifica instalaţia de ungere şi de răcire
- se va verifica instalaţia maşinilor unelte
- se va controla buna funcţionare a pieselor de prelucrat a sculelor şi a dispozitivelor pe
maşina unelta
- icircn timpul lucrului să se folosească dispozitive de protecţie icircmpotriva aşchiilor ecrane
ochelari
- nu se admite fracircnarea organelor icircn mişcarea cu macircna
- controlul stării sculei şi a prelucrării piesei nu se admite a fi făcut icircn timpul
funcţionării maşinii
- hainele de protecţie (halat sau salopetă) să fie icircncheiate la toţi nasturii manşetele
stracircnse iar capul acoperit
- locul de muncă trebuie ţinut icircn ordine şi curăţenie
- se va acorda o atenţie deosebită fixării corecte a pieselor şi echilibrării acestora
33
- cuţitele trebuie să pătrundă icircn materialul lin pentru evitarea smulgerii piesei la şoc
- ajustarea cu pilă de maşină de unelta a unor muchii se va face ţinacircndu-se macircnerul icircn
macircnă dreaptă iar capătul pilei icircn macircnă stacircngă
- aşchiile se icircndepărtează numai cacircnd maşina unelta este oprită
- la constatarea oricărei defecţiuni se va opri maşina unelta şi se va anunţa maestrul şi
mecanicul de icircntreţinere
Instructajul de protecţie a muncii este obligatoriu şi se efectuează de către cei care conduc şi
controlează procesele de muncă Instructajul cuprinde trei faze
a) Instructajul introductiv general se face icircn prima zi de activitate practică şi are drept
scop prezentarea principalelor măsuri de protecţie a muncii specifice unităţii La terminarea
instructajului se va face verificarea iar rezultatul se consemnează icircn fişa individuală pentru
protecţia muncii
b) Instructajul la locul de muncă are scopul de a prezenta măsurile de protecţie a muncii
specificepostului de lucru respectiv şi se face elevilor şi tuturor angajaţilor noi arătacircndu-se
cauzele principale care pot duce la accidentele de muncă şi măsurile de prevenire a acestora
c) Instructajul periodic se face la locul de muncă pentru a reaminti normele de protecţie a
muncii
34
Bibliografie
CC Teodorescu D Mocanu M Buga- Icircmbinări sudate- ET 1972 Bucureşti
Vasile Ilie C Gheorghe- Tăierea şi prelucrarea cu flacără a materialelor metalice- ET 1978
Bucureşti
M Brezeanu- Icircndrumătorul sudorului- ET 1975 Bucureşti
SI Ozanov- Controlul icircmbinărilor sudate- ET 1982 Bucureşti
C Teodorescu- Icircmbinări sudate- ET 1992 Bucureşti
C Miklos- Sudarea metalelor- ET 1985 Bucureşti
V Drobota- Rezistenţa materialelor şi organe de maşini- Editura Didactică şi Pedagogică
1979 Bucureşti
M Smilovici- Icircndrumător pentru icircmbinările sudate
35

Diversitatea influenţei conductibilităţii termice asupra procesului de sudare este uşor
de icircnţeles dacă analizăm distribuţia gradientului de temperatură icircn coloana arcului icircn cazul
argonului respectiv dioxidului de carbon figura 4 Conductibilitatea termică scăzută a
argonului determină un grad mic de temperatură icircn arcul electric ceea ce conduce la
repartizarea liniilor de curent din arc pe o secţiune mărită a coloanei acestuia (vezi porţiunea
icircnnegrită) avacircnd drept consecinţă creşterea conductibilităţii electrice a coloanei arcului
electric (conductibilitatea electrică este invers proporţională cu conductibilitatea termică)
Caracteristici ale gazelor de protecţie
Gazul
de
protecţie
Potenţialul
de ionizare
(V)
Energia
de
disociere
(eV)
Gazul
de protecţie
Potenţialul
de ionizare
(V)
Energia
de
disociere
(eV)
Ar 158 CO2 144 43
He 246 H2 136 45
N2 145 98 O2 136 51
Icircn cazul dioxidului de carbon miezul coloanei arcului (cel care conduce curentul
electric) este foarte icircngust ca efect a conductibilităţii termice mari a gazului respectiv a
fenomenului de disociere ndash recombinare Pierderea rapidă a căldurii din coloana arcului este
echivalentă cu o constracircngere din exterior a zonei centrale a miezului coloanei ceea ce
conduce la creşterea densităţii de curent din arc şi prin urmare aşa cum se poate observa la
creşterea temperaturii icircn axa coloanei arcului la valori mai mari decacirct cele corespunzătoare
arcului icircn argon
8
Figura 4 Gradientul de temperatură al arcului electric funcţie de gazul de protecţie
Conductibilitatea electrică diferită a coloanei arcului icircn cazul celor două gaze are
consecinţe asupra rezistenţei electrice a acestuia Astfel rezistenţa arcului icircn argon este mai
mică decacirct icircn dioxid de carbon Rezultă o cădere de tensiune mai redusă a arcului icircn Ar decacirct
icircn CO2 şi prin urmare o valoare mai mică a mărimii tensiunii arcului la sudarea icircn Ar
comparativ cu sudarea icircn CO2 cu toate că potenţialul de ionizare al Ar este mai mare decacirct la
CO2 Icircntr-adevăr la sudarea icircn Ar sau amestecuri de gaze Ar cu CO2 tensiunea arcului se
reduce cu 2 ndash 4 V icircn funcţie de procentul de CO2 din amestec desigur luacircnd icircn considerare
aceeaşi valoare a curentului de sudare
Repartiţia liniilor de curent icircn cazul celor două gaze explică şi influenţa asupra
transferului de metal aşa cum se va demonstra icircn continuare Icircn cazul argonului miezul
coloanei arcului face ca arcul electric să bdquoicircmbrăţişezerdquo capătul liber a sacircrmei electrod
extinzacircndu-se de la vacircrful ei pe suprafaţa laterală a sacircrmei datorită diametrului mic al
acesteia Practic arcul electric icircnconjoară sacircrma pe o anumită porţiune a capătului liber ceea ce
determină transferul căldurii arcului la electrod atacirct prin suprafaţa frontală a sacircrmei cacirct şi prin
suprafaţa laterală a ei conducacircnd la icircncălzirea neuniformă şi progresivă a capătului sacircrmei icircn
zona de acţiune a arcului Aceasta determină topirea capătului sacircrmei icircn toată secţiunea ei la
vacircrf şi o topire parţială pe secţiune de la exterior spre interior icircn funcţie de nivelul
temperaturii atinse icircn fiecare punct a secţiunii considerate Intensitatea gradului de topire
scade evident o dată cu icircndepărtarea de vacircrf Sub acţiunea conjugată a forţei de tensiune
superficială şi a forţei electromagnetice (pinch) are loc concentrarea metalului topit icircn vacircrful
sacircrmei sub forma unei picături sferice icircnsoţită de efectul de ldquoautoascuţirerdquo a electrodului pe
9
porţiunea icircn care s-a produs topirea parţială a secţiunii sacircrmei icircn zona de acţiune a arcului
electric Fenomenul de ascuţire a capătului sacircrmei determină reducerea secţiunii şi icircn
consecinţă creşterea densităţii de curent la interfaţa picătură de metal ndash sacircrmă ceea ce conduce
la creşterea puternică a temperaturii pacircnă la atingerea temperaturii de evaporarea a punţii
topite Sub acţiunea vaporilor de metal picătura este icircmpinsă icircn baia topită creindu-se
premisele formării unei noi picături Acest mecanism de formare şi desprindere a picăturii din
vicircrful sacircrmei determină formarea unor picături de dimensiuni mici (dplt= ds) echivalente
transferului prin pulverizare
Icircn cazul dioxidului de carbon miezul foarte icircngust al arcului determină concentrarea
punctiformă a acestuia icircn vacircrful sacircrmei (icircn pata anodică) Prin urmare transferul de căldură al
arcului se face numai prin suprafaţa frontală a sacircrmei electrod Totodată datorită temperaturii
ridicate a miezului coloanei (mai mare ca la Ar) şi a densităţii foarte mari a curentului icircn pata
anodică (concentrare punctiformă) are loc creşterea locală a temperaturii petei atingacircnd
temperatura de vaporizare a fierului (aprox 3200degC) Jetul de vapori formaţi acţionează ca o
forţă de reacţie icircmpingacircnd icircn sus şi lateral metalul topit Sub acţiunea forţei de tensiune
superficială şi a forţei de reacţie a vaporilor de metal metalul topit se acumulează icircn vacircrful
sacircrmei sub forma unor picături mari de metal (dp gt 12ds) Picătura creşte icircn continuare pacircnă
cacircnd sub acţiunea greutăţii proprii se detaşează şi se transferă icircn baia metalică sub forma unor
picături mari sau globule aşa numitul transfer globular specific sudării icircn CO2 sau
amestecurilor bogate icircn CO2 Icircn cazul amestecurilor de gaze Ar + CO2 fenomenul este
insesizabil dacă proporţia de CO2 este mai mică de 20 se manifestă tot mai pregnant dacă
procentul depăşeşte 20 şi are o comportare similară cu cea a transferului icircn CO2 100 dacă
procentul depăşeşte 30 CO2 icircn amestec
Icircn fine gradientul de temperatură diferit din coloana arcului icircn cazul celor două gaze
de protecţie influenţează semnificativ şi geometria cusăturii sudate Icircn cazul argonului
valoarea ridicată a temperaturii arcului electric este limitată doar la zona centrală
corespunzătoare miezului coloanei după care temperatura scade brusc la valori reduse ce nu
pot produce o icircncălzire semnificativă a zonelor de incidenţă ale arcului pe componente
Concentrarea puternică a căldurii icircn miezul coloanei arcului la argon produce o icircncălzire
locală a metalului de bază icircnsoţită de o topire adacircncă respectiv o pătrundere mare dar limitată
la o zonă restracircnsă Aceasta este amplificată suplimentar de disiparea rapidă a căldurii icircn
10
zonele adiacente (reci) ale metalului de bază fără să producă o icircncălzire semnificativă la
nivelul temperaturii de topire a acestor zone Efectul acestor fenomene este formarea unei
zone topite icircnguste şi adacircnci aşa numitul bdquodeget de argonldquo specific sudării icircn argon sau
amestecuri bogate icircn argon deosebit de defavorabil din punct de vedere tehnologic datorită
pericolului de apariţie a defectelor de icircmbinare lipsă de topire sau lipsă de pătrundere
respectiv pericol de fisurare (concentrator de tensiune)
Icircn cazul dioxidului de carbon temperatura din coloana arcului se menţine icircncă la valori
ridicate capabile să producă icircncălziri semnificative a zonelor de incidenţă la distanţe mult
mai mari faţă de axa coloanei decacirct icircn cazul argonului Are loc astfel o icircncălzire şi topire a
metalului de bază pe o zonă mai extinsă atacirct icircn adacircncime cacirct mai ales lateral cu efecte asupra
icircmbunătăţirii geometriei cusăturii caracterizată printr-o pătrundere uniformă La această
icircncălzire a metalului de bază contribuie de asemenea şi căldura cedată prin fenomenul de
recombinare a gazului ce are loc icircn zona componentelor respectiv a băii metalice ca efect a
temperaturii scăzute din această zonă (1800-2000degC) propice reacţiilor de recombinare Se
apreciază că din punct de vedere tehnologic geometria cusăturii la sudarea icircn CO2 este cea
mai favorabilă Prin urmare amestecarea celor două gaze Ar şi CO2 va conduce şi la
modificarea geometriei cusăturii sudate Aceasta este una din raţiunile principale care stau la
baza sudării icircn amestecuri de gaze Ar+CO2 a oţelurilor nealiate sau slab aliate şi anume
obţinerea unei geometrii mai favorabile a cusăturii sudate
Densitatea Influenţează nivelul de protecţie a arcului electric şi a băii de metal topit
respectiv producerea fenomenului de microsablare la sudarea icircn mediu de gaze inerte
Activitatea chimică Prin reacţiile chimice ce au loc icircn coloana arcului şi la nivelul băii
metalice activitatea chimică a gazului de protecţie influenţează comportarea metalurgică Din
acest punct de vedere la sudarea MIGMAG se disting două categorii de gaze Gazele inerte
sunt gazele care nu reacţionează chimic cu elementele din coloana arcului şi din baia metalică
Din această grupă fac parte argonul şi heliul Gazele active sunt gazele care reacţionează
chimic cu elementele din arc şi din baia de metal Cel mai utilizat gaz din această grupă este
dioxidul de carbon la care se mai adaugă şi oxigenul Icircn acest caz icircn coloana arcului şi la
nivelul băii au loc următoatele reacţii chimice
bull disocierea dioxidului de carbon la T gt 1600degC (disocierea este completă la T gt 4000degC)
CO2 = CO + O
11
bull reacţiile de oxidare şi reducere
Fe + O = FeO FeO + Mn = MnO + Fe
Si + 2O = SiO2 2FeO + Si = SiO2 + 2Fe
Mn + O = MnO 2FeO + Ti = TiO2 + 2Fe
Ti + 2O = TiO2 FeO + C = CO + Fe
Se constată că prezenţa oxigenului icircn coloana arcului determină oxidarea sau arderea
unor elemente de aliere Aceasta conduce la pericolul formării oxizilor de fier icircn cusătură cu
efecte nefavorabile asupra reducerii caracteristicilor mecanice şi de rezilienţă Diminuarea
fenomenului se face prin alierea sacircrmei electrod cu elemente dezoxidante ca Mn Si Ti care au
aviditate mai mare faţă de oxigen decacirct fierul reducacircnd pericolul de oxidare a acestuia Cel
mai puternic dezoxidant este titanul Oxizii de mangan siliciu titan formaţi fiind insolubili icircn
metalul topit ies la suprafaţa băii şi se regăsesc pe cusătură sub formă de mici bdquoinsulerdquo de
zgură de culoare brună cu aspect sticlos
Reacţiile chimice la nivelul băii de metal topit pot conduce de asemenea la pericolul
formării gazelor icircn baia metalică ca de exemplu oxidul de carbon avacircnd drept consecinţă
pericolul apariţiei porilor icircn cusătura sudată Evitarea apariţiei porilor icircn cusătură se poate
realiza prin alegerea corectă a cuplului sacircmă-gaz de protecţie corelată şi cu alegerea optimă a
parametrilor tehnologici de sudare icircn special tensiunea arcului Prezenţa oxigenului icircn coloana
arcului conduce la oxidarea suprafeţei picăturilor de metal formate la capătul sacircrmei electrod
şi prin urmare la micşorarea tensiunilor superficiale ce acţionează asupra picăturii Prin urmare
desprinderea picăturii din vacircrful sacircrmei electrod se face mult mai uşor şi mai rapid Efectul
benefic este finisarea transferului picăturilor de metal icircmbunătăţirea stabilităţii arcului şi
reducerea icircmproşcărilor de metal prin stropi Se remarcă icircn acest sens utilizarea oxigenului icircn
proporţie de 13 sau a dioxidului de carbor icircn proporţie de 25 icircn amestec cu argonul la
sudarea oţelurilor inoxidabile Procente mai mari de gaz oxidant nu sunt recomandate
deoarece se produce o oxidare nepermisă a metalului cusăturii respectiv la utilizarea
dioxidului de carbon icircn plus pericolul alierii cu carbon şi prin urmare pericolul fragilizării
cusăturii ca urmare a formării carburilor de crom
Reacţiile de oxidare la nivelul băii de metal topit fiind reacţii exoterme conduc la
creşterea temperaturii băii (de la 1800degC la 2200degC) cu consecinţe asupra creşterii fluidităţii
acesteia creşterii pătrunderii sau posibilităţii măririi vitezei de sudare Corelată cu reducerea
12
tensiunilor superficiale la interfaţa baie topită ndash metal solid determină icircmbunătăţirea
procesului de umectare cu efecte favorabile asupra lăţirii respectiv reducerii supraicircnălţării
cusăturii sudate
Tot din punctul de vedere al activităţii chimice remarcăm utilizarea hidrogenului ca şi
gaz reducător icircn amestecurile gazelor de protecţie bdquode formareldquo folosite la protecţia rădăcinii
pe partea opusă sudării la sudarea oţelurilor aliate Inox şi nu numai Amestecul cel mai
frecvent utilizat este format din azot plus 5hellip10 hidrogen Hidrogenul reduce eventualele
urme de oxigen rămase icircn zona rădăcinii evitacircnd astfel oxidarea acesteia cu consecinţe asupra
scăderii rezistenţei la coroziune Utilizarea hidrogenului trebuie făcută cu grijă avacircnd icircn
vedere pericolul de explozie pentru anumite concentraţii icircn aer
Caracterizarea succintă a gazelor de protecţie
Prezentarea succintă a gazelor de protecţie utilizate la sudarea MIGMAG din punctul
de vedere al activităţii chimice şi al proprietăţilor termo-fizice permite icircnţelegerea facilă a
acţiunilor şi efectelor pe care acestea le au icircn procesul de sudare Cele mai utilizate gaze de
protecţie la sudarea MIGMAG sunt argonul heliul dioxidul de carbon oxigenul hidrogenul
azotul
Argonul (Ar)
1048707 gaz inert ndash nu reacţionează cu materialul
1048707 mai greu ca aerul ndash protecţie bună a băii de metal
1048707 potenţial de ionizare scăzut ndash amorsare uşoară a arcului
1048707 produce microsablarea suprafeţelor
Nu se recomandă utilizarea argonului icircn proporţie de 100 deoarece produce un arc
electric instabil formarea inevitabilă de pori icircn cusătură aspect mai puţin plăcut a icircmbinării
sudate Baia metalică este deosebit de vacircscoasă ceea ce duce la pori icircn cusătură crestături
marginale supraicircnălţare excesivă solzi puternic conturaţi Rezolvarea problemei se realizează
prin adaosuri de elemente oxidante O2 şisau CO2
13
Capitolul 3
Tehnologia de sudare in Argon
Elaborarea tehnologiei de sudare icircn general presupune stabilirea condiţiilor icircn care are
loc execuţia icircmbinării sudate pornind de la pregătirea pentru sudare alegerea materialelor de
adaos stabilirea parametrilor tehnologici de sudare stabilirea prelucrărilor post sudare
alegerea echipamentelor de sudare şi a dispozitivărilor etc
Stabilirea tehnologiei de sudare este specifică fiecărui procedeu icircn parte Elaborarea
unei tehnologii de sudare urmăreşte icircn general două aspecte importante şi anume aspectul
calitativ asigurarea calităţii impuse icircmbinării sudate la cel mai icircnalt grad respectiv aspectul
economic preţul de cost cacirct mai redus Aceasta presupune cunoaşterea icircn primul racircnd a
comportării la sudare a metalului de bază cunoaşterea performanţelor procedeului de sudare
utilizat a parametrilor tehnologici de sudare şi a recomandărilor tehnologice specifice
cunoaşterea performanţelor echipamentelor de sudare şi exploatarea acestora
Elaborarea tehnologiei de sudare reprezintă o etapă importantă icircn cadrul acţiunii de
calificare a procedurii de sudare conform SR EN 288-792 şi anume pe baza ei se icircntocmeşte
specificaţia procedurii de sudare WPS (Welding Procedure Specification) documentul care
cuprinde toate informaţiile necesare execuţiei icircmbinării sudate Elaborarea tehnologiei de
sudare presupune parcurgerea unor etape icircntr-o succesiune logică Etapele parcurse pentru
stabilirea tehnologiei de sudare MIGMAG sunt prezentate icircn cele ce urmează
Alegerea formei rostului şi a icircmbinării
Prezentarea formei rostului si stabilirea dimensiunilor efective ale acestuia avacircnd icircn
vedere condiţiile concrete de execuţie ale icircmbinării Alegerea dimensiunilor efective ale
rostului la sudarea MIGMAG se face icircn principal icircn funcţie de tehnologia de sudare respectiv
modul de transfer utilizate la realizarea stratului de rădăcină Acestea depind la racircndul lor de
comportarea la sudare a metalului de bază şi recomandările tehnologice de sudare (material
sensibil sau insensibil la supraicircncălziri) de grosimea componentelor accesul la sudare
importanţa icircmbinării sudate (clasa de execuţie) metoda de susţinere a rădăcinii poziţia de
sudare etc Icircn cazul icircn care accesul la sudare este dintr-o singură parte fără suport la
14
rădăcină iar la rădăcină nu se admit defecte (clasă de calitate superioară) pentru execuţia
rădăcinii se recomandă sudarea cu transfer prin scurtcircuit sau icircn curent pulsat caracterizate
prin energie liniară mică respectiv pericol scăzut de străpungere la rădăcină In acest caz
asigurarea unei pătrunderi bune la rădăcină cu o uşoară supraicircnălţare impune alegerea unei
deschideri a rostului b = 2hellip4 mm respectiv a umărului rostului c= 0hellip1 mm mărimi corelate
icircn principal cu valoarea curentului de sudare respectiv cu gazul de protecţie utilizat (mai mici
la sudarea icircn CO2 100 respectiv mai mari la sudarea icircn amestecuri de gaze bogate icircn argon
Ar +CO2 cel mai comun amestec fiind Ar + 18 CO2 - Corgon 18)
Icircn cazul icircn care accesul la sudare este dintr-o singură parte cu suport la rădăcină
execuţia stratului de rădăcină se poate realiza folosind oricare din modurile de transfer prin
scurtcircuit prin pulverizare sau icircn curent pulsat icircn funcţie de grosimea componentelor poziţia
de sudare natura metalului de bază (sensibil sau insensibil la supraicircncălziri) productivitatea
urmărită la sudare modul de execuţie (semimecanizat sau mecanizat) performanţele
instalaţiei etc Forma şi dimensiunile rostului depind de grosimea componentelor respectiv de
puterea arcului electric
Umărul rostului respectiv deschiderea rostului icircn acest caz au mai puţină importanţă
urmărindu-se icircn principal evitarea pericolelor de străpungere a suportului fuzibil de topire sau
lipire a suportului de Cu sau a suportului ceramic Icircn cazul folosirii unui suport fuzibil se
impune asigurarea unei pătrunderi de cel puţin 2 mm icircn acesta Icircn cazul accesului din ambele
părţi pentru execuţia rădăcinii este posibilă de asemenea folosirea oricărui mod de transfer In
cazul utilizării transferului prin scurtcircuit sau icircn curent pulsat sunt valabile recomandările
din primul caz cu b = 2hellip4 mm respectiv c = 1hellip2 mm In cazul utilizării transferului prin
pulverizare avacircnd icircn vedere puterea mare a arcului electric şi pericolul mare de străpungere
sau de curgere a băii de metal topit la rădăcină se recomandă ca deschiderea rostului să fie
mică b = 0hellip1 mm respectiv umărul rostului să fie mare c = 4hellip6 mm corelate cu viteza de
sudare Principala grijă icircn acest caz este evitarea pericolului de străpungere a rădăcinii
respectiv diminuarea dimensiunilor defectelor de la rădăcină Icircn acest caz la majoritatea
icircmbinărilor sudate icircnainte de execuţia trecerii pe partea opusă realizării primei treceri se
impune prelucrarea rădăcinii (polizare sau scobire-crăiţuire arc-aer) pentru eliminarea
eventualelor defecte specifice sudării stratului de rădăcină lipsă de pătrundere lipsă de topire
pori fisuri sau microfisuri
15
Icircn ceea ce priveşte unghiul rostului se remarcă faptul că acesta are valori mai mici
decacirct la sudarea manuală cu electrod icircnvelit datorită diametrului redus a sacircrmei electrod (08hellip
16 mm) şi absenţei icircnvelişului de pe sacircrmă luacircnd valori cuprinse icircntre 30deghellip50deg Aceasta
conduce la importante economii de material de adaos Reducerea exagerată icircnsă a unghiului
rostului poate avea consecinţe grave asupra pericolului de defecte icircn icircmbinarea sudată ca
urmare a tendinţei de scobire (săpare) ciupire a arcului electric pe feţele rostului cu efecte
asupra pericolului de scurgere a băii de metal topit icircn faţa arcului şi diminuarea pătrunderii sau
lipsei de pătrundere respectiv a pericolului de lipsă de topire icircntre cusătură şi metalul de bază
icircn zonele scobite prin scurgerea metalului topit icircn aceste scobituri Acest fenomen este
amplificat o dată cu creşterea exagerată a tensiunii arcului electric
Calculul ariei rostului se face icircn funcţie de forma şi dimensiunile acestuia cu ajutorul
uneia din relaţiile de mai jos
- rost I Ar = bs
- rost V Ar = bs + s2tg α2
- rost Y Ar = bs + (s-c)2tg α2
- rost U Ar = bs + _r22 + 2r[s-(c+r)]+[s-(c+r)]2tgszlig
- rost X Ar = bs + 12(s- c)2tg α2
- rost K Ar = bs + 14(s-c)2tg szlig
- rost 12 K Ar = bs + 12(s-c)2tg szlig
- icircmbinări de colţ nepătrunse Ar = a2 sau Ar = 12k2
unde a - icircnălţimea (grosimea) icircmbinării (sudurii)
k - icircnălţimea (mărimea) catetei icircmbinării
Calculul ariei cusăturii Pentru calcul se poate folosi una din relaţiile
Ac = (105 14) x Ar (30a)
Obs Coeficientul care icircnmulţeşte aria rostului ţine cont de secţiunea cusăturii regăsită icircn
supraicircnălţarea acesteia Valorile mici ale coeficientului corespund grosimilor mari de material
iar valorile mari grosimilor mici de material respectiv pentru icircmbinările simetrice Icircn cazul
icircmbinărilor sudate cap la cap cu rosturi neprelucrate (rost I) aplicarea relaţiei de mai sus duce
la erori foarte mari icircn special la table subţiri cu deschideri mici (b=1hellip2 mm) deoarece
ponderea materialului de adaos icircn supraicircnălţare este icircn realitate de două trei ori mai mare decicirct
16
cantitatea conţinută icircn secţiunea rostului Mai mult icircn cazul rosturilor I cu deschidere b = 0
ajungem icircntr-o situaţie limită adică să nu putem calcula aria cusăturii cu ajutorul acestei
relaţii In astfel de cazuri se recomandă ca aria cusăturii să se calculeze cu una din relaţiile de
mai jos
Ac = Ar + 23B_h pentru icircmbinări I asimetrice
Ac = Ar +43B_h pentru icircmbinări I simetrice
unde
bull B = lăţimea cusăturii se calculează geometric funcţie de forma si dimensiunile efective ale
rostului la care se adaugă 2 3 mm care reprezintă zona din metalul de bază care se topeşte
la sudare valoarea informativă pentru bdquoBldquo se poate calcula şi cu ajutorul coeficientului de
formă al cusăturii ψ = Bp consideracircnd că ψ = 15hellip25 (valori care diminuează pericolul
fisurării cusăturii la solidificarea băii)
bull h = supraicircnălţarea cusăturii se apreciază icircn funcţie de grosimea materialului de bază după
cum urmează (valori informative)
h = 1 15 mm pt s = 5 10 mm
h = 15 2 mm pt s = 10 25 mm
h = 2 3 mm pt s gt 25 mm
Obs Supraicircnălţarea cusăturii la icircmbinările cap la cap respectiv convexitatea cusăturii la
icircmbinările de colţ este mai mare la sudarea icircn CO2 decacirct icircn Ar Valoarea ariei cusăturii
calculată mai sus se rotunjeşte la icircntreg (calculul este aprox)
Alegerea materialelor de sudare
Stabilirea cuplului sacircrmă ndash gaz de protecţie Alegerea cuplului sacircrmă ndash gaz de protecţie pe
baza criteriilor de alegere a sacircrmei respectiv a gazului de protecţie Se precizează marca
(simbolul) sacircrmei electrod şi a gazului de protecţie utilizate
Sacircrma electrod (marca sacircrmei) helliphelliphelliphellip (STAS SR EN sau normă)
Gazul de protecţie helliphelliphelliphelliphelliphelliphelliphelliphelliphellip (STAS SR EN sau normă)
Stabilirea diametrului sacircrmei electrod Diametrul sacircrmei electrod poate fi ds = 06 08 10
12 16 mm Alegerea diametrului se face icircn funcţie de grosimea metalului de bază valoarea
curentului de sudare (modul de transfer) poziţia de sudare forma rostului etc Diametrul de
sacircrmă cel mai utilizat şi care acoperă o plajă mare de necesităţi tehnologice la sudare este
17
diametrul de 12 mm Pentru grosimi mici de material s lt= 2-3 mm se folosesc după caz
diametrele mai mici 08 mm respectiv 10 mm Diametrele mari gt= 16 mm se recomandă la
grosimi mari de material la sudarea cu transfer prin pulverizare Nu se recomandă diametre
mari de sacircrmă peste 12 mm icircn cazul transferului prin scurtcircuit datorită stabilităţii slabe a
arcului electric Pot fi utilizate icircnsă cu succes icircn cazul sudării icircn curent pulsat icircn special la
sacircrmele moi din aluminiu sau sacircrme tubulare
Stabilirea numărului de treceri Depinde icircn principal de natura metalului de bază (sensibil sau
insensibil la supraicircncălziri) de modul de transfer utilizat (arii de treceri mai mici la transfer
prin scurtcircuit respectiv arii de treceri mari la transfer prin pulverizare) de poziţia de
sudare forma rostului tipul icircmbinării etc Pe baza acestor factori se stabileşte aria trecerilor
poate lua valori cuprinse icircn domeniul 5 hellip 40 mm2
Dispunerea trecerilor icircn rost (schiţă)
Modul de dispunere a trecerilor
Calculul parametrilor tehnologici de sudare
1048707 transfer prin scurtcircuit grosimi mici (s lt 5 mm) sudarea stratului de rădăcină sudarea icircn
poziţii dificile (vertical peste cap etc)
1048707 transfer prin pulverizare la grosimi mari de material pentru sudarea icircn poziţie orizontală
sau icircn jgheab
18
1048707 transfer sinergic icircn curent pulsat la grosimi medii de material unde tehnologia de sudare
clasică se plasează icircn domeniul transferului intermediar caracterizat prin stropiri mari pentru
sudarea stratului de rădăcină la sudarea icircn poziţii dificile
Curentul de sudare Is Viteza de avans a sacircrmei electrod vae depinde de modul de transfer
diametrul sacircrmei poziţia de sudareetc Reglarea curentului de sudare respectiv a puterii
arcului electric se face prin modificarea vitezei de avans a sacircrmei electrod pe baza relaţiei de
proporţionalitate existentă icircntre cei doi parametrii tehnologici Practic la sudarea MIGMAG
viteza de avans a sacircrmei electrod poate fi considerată parametrul principal icircn stabilirea
tehnologiei de sudare care icircn anumite condiţii date (materialul sacircrmei diametrul sacircrmei gazul
de protecţie) determină valorile celorlalţi parametrii tehnologici şi icircn primul racircnd valoarea
curentului de sudare Deci cacircnd stabilim curentul de sudare trebuie să stabilim practic valoarea
vitezei de avans a sacircrmei electrod cei doi parametri fiind indisolubil legaţi unul de altul
Stabilirea corelaţiei curent de sudare ndash viteză de avans sacircrmă electrod se face din nomograme
de tipul Is = f(vae) figura 50divide54 trasate pentru anumite condiţii concrete de lucru (tip
material de adaos diametru sacircrmă gaz de protecţie lungime capăt liber sacircrmă mod de
transfer clasic sau icircn curent pulsat) din tabele tehnologice (sau şabloane) funcţie de condiţiile
concrete de lucru Icircn tabelele de mai jos sunt prezentate corelaţiile dintre viteza de avans a
sacircrmei electrod şi valoarea curentului de sudare pentru diametrele de 10 şi 12 mm folosind
ca şi gaze de protecţie CO2 100 şi CORGON 18 (amestec 82 Ar + 18 CO2 cel mai
frecvent utilizat la sudarea oţelurilor nealiate şi slab aliate) iar ca sacircrmă electrod sacircrma
nealiată SG2 (cea mai utilizată pentru sudarea oţelurilor nealiate şi slab aliate cu Mn) icircn
varianta clasică sau icircn current pulsat
Valorile pentru viteza de avans a sacircrmei din tabelele de mai jos şi 30 se vor corecta cu
coeficientul 08
Corelaţia viteza de avans a sacircrmei ndash curent de sudare (ds = 10 mm)
Nr
crt
Vae
(mmin
)
Is
(A)
Ua
(V)
lcl
(mm)
Q
(lmin)
Vs
(cmmin) Obs
1 2 68 153 8 8 17
2 3 96 16 8 8 17
19
Transfer
Prin
Circuit
3 4 128 168 8 8 17
4 5 132 188 10 8 17
5 6 144 20 10 10 20
6 7 156 215 10 10 20
71 8 180 225 10 10 20
72 8 172 225 12 12 25
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 10 mm Is = 80 ndash 180 A
Gazul de protecţie CO2 100
Sensul de sudare spre stacircnga (prin icircmpingere)
Corelaţia viteza de avans a sacircrmei ndash curent de sudare (ds = 10 mm)
Nr
crt
Vas
(mmin
Is
(A)
Ua
(V)
Icl
(mm)
Q
(lmin)
Vs
(cmmin) Obs
1 2 53 153 8 8 15 Arc
instabil
IS ndashmic
2 3 90 158 8 8 15
Transfer
prin
scurtcircuit
3 4 120 163 8 8 15
4 5 140 17 10 8 15
5 6 160 18 10 10 20
6 7 175 188 10 10 20
71 8 200 198 10 10 20
72 8 184 20 12 12 25
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 10 mm Is = 60 ndash 180 A
Gazul de protecţie CORGON 18
Sensul de sudare spre stacircnga (prin icircmpingere)
20
Corelaţia viteza de avans a sacircrmei ndash curent de sudare (ds = 12 mm)
Nr
crt
Vae
(mmin)
Is
(A)
Ua
(V)
lcl
(mm)
Q
(lmin)
Vs
(cmmin)
Obs
1 2 74 185 10 10 16
Transfer
Prin
scurtcircuit
2 3 112 193 10 10 16
31 4 144 208 10 10 16
32 4 136 21 12 12 25
4 5 160 223 12 12 25
5 6 184 235 12 12 25
Transfer
Intermediar
6 7 204 253 14 15 30
7 8 224 275 14 15 30
8 9 248 288 14 15 30
91 10 268 305 14 15 30
92 10 256 31 16 18 40
10 11 280 323 16 18 40 Transfer
Globular11 12 300 335 16 18 40
12 13 290 333 20 20 45
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 12 mm Is = 120 ndash 350 A
Gazul de protecţie CO2 100
Sensul de sudare spre dreapta (prin tragere)
Viteza de sudare depinde de grosimea metalului de bază (grosimea sudurii de colţ) modul de
transfer tehnica de sudare (număr mare sau număr mic de treceri) poziţia de sudare varianta
de sudare (semimecanizată sau mecanizată) etc Domeniul de valori este cuprins icircntre 15-100
cmmin cu precizarea că viteza de sudare la sudarea MIGMAG este substanţial mai mare
decacirct la sudarea manuală cu electrod icircnvelit Recomandări utile privind viteza de sudare
1048707 15 - 30 cmmin la sudarea semimecanizată cu transfer prin scurtcircuit sau la sudarea
stratului de rădăcină
21
1048707 30 - 50 cmmin la sudarea semimecanizată cu transfer prin pulverizare sau icircn curent pulsat
există o valoare optimă a vitezei de sudare situată icircn jurul valorii de 40 - 45 cmmin pentru
care se obţine pătrunderea maximă
1048707 30 - 100 cmmin la sudarea mecanizată icircn funcţie de grosimea componentelor
Materiale de sudare
Materialele utilizate la sudarea ST sunt sacircrma electrod icircn cazul sudării cu sacircrmă
tubulară cu autoprotecţie respectiv sacircrma electrod şi gazul de protecţie la sudarea cu sacircrmă
tubulară cu protecţie suplimentară
Sacircrma electrod se prezintă sub forma unei teci metalice umplute cu un miez
pulverulent icircn următoarea gamă de diametre 10 12 14 16 18 20 24 28 (32)
Icircnvelişul metalic se execută icircn general dintr-un material nealiat caracterizat prin
proprietăţi bune de ductilitate pentru a permite laminarea şi trefilarea uşoară a tecii grosimea
acesteia avacircnd valori sub 02 mm Alierea cusăturii cacircnd este cazul se face icircn general prin
miez Icircnvelişul metalic (teaca) are următoarele roluri
bull asigură prin topire cantitatea de material de adaos pentru realizarea icircmbinării sudate sau
icircncărcarea prin sudare
bull asigură contactul electric şi realizează icircnchiderea circuitului electric de sudare icircntre vacircrful
sacircrmei şi piesă
bull păstrează şi protejează miezul de pulbere icircmpotriva umidităţii
Miezul este un amestec de substanţe similare icircnvelişului electrozilor şi fluxurilor de
sudare După rolul pe care icircl au icircn procesul de sudare substanţele din miez se icircmpart icircn
bull substanţe zgurifiante pentru protejarea metalului topit
bull substanţe gazeifiante pentru protecţia spaţiului arcului icircmpotriva pătrunderii aerului
bull substanţe dezoxidante şi de rafinare a băii metalice
bull substanţe ionizatoare pentru icircmbunătăţirea stabilităţii arcului
bull substanţe (elemente) de aliere pentru alierea icircn arc
Echipamente pentru sudare MIGMAG
Din punctul de vedere al tehnologului respectiv al utilizatorului echipamentului de
sudare nu este atacirct de importantă cunoaşterea detaliilor de proiectare a acestor instalaţii
22
(sursă de sudare pupitru de comandă scheme electrice si electronice etc) cacirct mai ales
cunoaşterea părţilor componente ale echipamentului şi a rolului acestora a particularităţilor
specifice a performanţelor de sudare a modului de reglare şi control a parametrilor
tehnologici de sudare icircn vederea obţinerii rezultatelor dorite sau impuse de tehnologia de
sudare cu performanţe maxime
Echipamentele de sudare MIGMAG constituie sisteme mult mai complexe atacirct icircn
ceea ce priveşte părţile componente cacirct şi pregătirea pentru sudare respectiv modul de
comandă şi reglare a parametrilor tehnologici de sudare icircn comparaţie cu echipamentele
clasice utilizate la sudarea manuală cu electrozi icircnveliţi (transformatoare convertizoare
redresoare) Din punct de vedere a reglării parametrilor tehnologici icircn practică lucrurile nu
sunt de loc complicate icircn general aceasta implicacircnd reglarea a doi parametri şi anume
selectarea treptei de tensiune (tensiunea de mers icircn gol şi implicit tensiunea arcului) respectiv
ajustarea vitezei de avans a sacircrmei electrod pentru asigurarea curentului de sudare necesar
Figura 5
Părţile componente ale unei instalaţii de sudare MIGMAG
a - furtun gaz b ndash sacircrmă electrod c ndash tur-retur apă d ndash comandă pistolet
e ndash conductor curent f ndash tub de protecţie g ndash cablu de masă
Icircn cazul surselor moderne de sudare sinergice cu invertor problema este şi mai mult
simplificată oferind utilizatorului (operatorului sudor) prin programele icircncorporate icircn
microprocesor o tehnologie apropiată de optim prin reglarea unui singur parametru
tehnologic viteza de avans a sacircrmei electrod respectiv tensiunea arcului Icircn funcţie de
23
principiul de reglare al puterii (energiei) arcului specific sursei de sudare utilizate se setează
sau se reglează după necesităţi un singur parametru tehnologic considerat parametru de bază şi
anume viteza de avans a sacircrmei icircn cazul surselor cu invertor cu tranzistoare de putere cu
reglare continuă a tensiunii arcului respectiv tensiunea icircn cazul surselor de sudare cu reglare
icircn trepte a tensiunii arcului Restul parametrilor tehnologici de sudare sunt reglaţi automat prin
intermediul programelor microprocesorului icircn funcţie de datele de intrare specifice aplicaţiei
date introduse icircn prealabil de la consola sursei tipul de transfer (clasic sau pulsat) materialul
de adaos (compoziţia chimică) diametrul sacircrmei gazul de protecţie etc Echipamentul
permite şi efectuarea corecţiilor necesare dacă este cazul Acest mod de reglare al puterii
arcului necesar procesului de sudare dat este cunoscut sub denumirea de bdquoONE KNOBldquo adică
reglarea instalaţiei pentru sudare de la un singur buton ceea ce simplifică foarte mult sarcinile
operatorului sudor conducacircnd la regimuri de sudare optime fără să fie nevoie de multe
cunoştinţe tehnologice temeinice icircn afara celor de bază necesare sudării propriu zise Un
echipament de sudare MIGMAG se compune icircn principiu din următoarele părţi componente
figura 5
1048766 1 Sursa de sudare
1048766 2 Pupitrul de comandă
1048766 3 Dispozitivul de avans al sacircrmei electrod DAS
1048766 4 Pistoletul de sudare
1048766 5 Alimentarea cu gaz de protecţie
1048766 6 Instalaţia de răcire cu apă
Sursa de sudare
Sursele de sudare utilizate la sudarea MIGMAG sunt surse de curent continuu
convertizoare redresoare invertoare Datorită performanţelor modeste (timp de răspuns mare
dinamică redusă) icircn prezent convertizoarele de sudare se utilizează din ce icircn ce mai rar la
sudarea MIGMAG (aproape deloc) ele fiind icircnlocuite de redresoarele de sudare şi icircn ultimul
timp pe scară tot mai largă de sursele cu invertor pentru sudare (pe scurt invertoare pentu
sudare) Redresoarele la racircndul lor pot fi clasice cu diode sau comandate electronic cu
tiristoare sau tranzistoare de putere Particularitatea principală a surselor de sudare MIGMAG
este forma caracteristicii externe Ua=f(Is) Din motive de asigurare a stabilităţii arcului
24
electric prin fenomenul de autoreglare specific sudării MIGMAG forma caracteristicii
externe a sursei este rigidă (1) sau uşor coboracirctoare (2) (sub 7V100A)
Din motive de stabilitate maximă a procesului se preferă caracteristicile externe uşor
coboracirctoare a căror pantă (ΔUaΔIs) depinde de gazul de protectie respectiv de diametrul
sacircrmei electrod prin funcţia REGTYPE (valabilă numai la sursele cu invertor) Panta
caracteristicii externe este mai mare la sudarea icircn dioxid de carbon decacirct icircn argon sau
amestecuri bogate icircn argon La sudarea icircn CO2 caracteristica externă are panta maximă la
sacircrma electrod cu diametrul cel mai mic 08 mm şi scade cu creşterea diametrului sacircrmei
La sudarea icircn amestecuri bogate icircn argon panta caracteristicii externe este aceeaşi
pentru toate diametrele de sacircrmă şi mai mică decacirct cele corespunzătoare sudării icircn CO2
Datorită acestei forme a caracteristicii externe se observă că tensiunea arcului este apropiată
de tensiunea de mers icircn gol a sursei Icircn consecinţă reglarea tensiunii arcului la sudarea
MIGMAG se face prin reglarea tensiunii de mers icircn gol a sursei de sudare Aceasta se poate
face prin reglaj icircn trepte la sursele cu diode sau prin reglaj continuu la sursele cu tiristoare şi la
invertoare Reglajul continuu este cel mai bun permiţacircnd o infinitate de curbe acoperind toate
cerinţele tehnologice dar este mai costisitor Reglajul icircn trepte se face de obicei icircn două etape
un reglaj brut respectiv un reglaj fin şi este mai uşor de realizat constructiv (mai ieftin)
Numărul curbelor caracteristici externe este limitat icircntre o valoare minimă U20min şi o
valoare maximă U20max specific fiecărei surse Icircn acest caz obţinerea regimului optim pentru
o valoare dată a tensiunii se face prin corecţia vitezei de avans a sacircrmei electrod De aici
decurge cea de-a doua particularitate a surselor de sudare MIGMAG şi anume tensiunea de
mers icircn gol este mai mică decacirct la sursele de sudare cu electrod icircnvelit respectiv sursele WIG
fiind cuprinsă icircn intervalul de valori 20-50V Forma caracteristicii externe şi valoarea redusă a
tensiunii de mers icircn gol fac ca sursele de sudare MIGMAG să nu poată fi folosite la sudarea
SE şi WIG Icircn ultimul timp au apărut sursele de sudare universale (cu tiristoare sau cu
invertor) care permite sudarea cu toate cele trei procedee de sudare printr-o simplă comutare
pe procedeul utilizat (prin modificarea formei caracteristicii externe)
Cea de-a treia particularitate a surselor de sudare MIGMAG o constituie prezenţa unei
inductanţe icircn circuitul de sudare necesară icircn cazul sudării cu arc scurt cu transfer prin
scurtcircuit (sau la sudarea cu arc lung icircn bioxid de carbon icircn cazul scurtcircuitelor aleatoare)
pentru limitarea vacircrfului curentului de scurtcircuit şi prin urmare pentru reducerea stropirilor
25
Inductanţele fizice (reale) pot fi fixe variabile icircn trepte (cu ploturi) sau variabile continuu (cu
miez magnetizat
Surse de sudare sinergică - Invertoare
Dezvoltarea electronicii icircn general şi a electronicii de putere icircn special icircn ultimul timp
(a doua parte a secolului al XXndashlea) a impulsionat aşa cum era de aşteptat dezvoltarea şi
modernizarea echipamentelor de sudare icircn general şi a echipamentelor de sudare prin topire icircn
special producacircnd se poate spune o adevărată revoluţie icircn acest domeniu nebănuit cu puţin
timp icircn urmă atacirct din punctul de vedere al greutăţii proprii şi al dimensiunilor de gabarit cacirct
mai ales a performanţelor atinse Motorul acestei bdquorevoluţiildquo a fost folosirea invertoarelor de
frecvenţă ridicată cu transformator pe miez de ferită icircn construcţia surselor de putere şi
comanda lor cu ajutorul microprocesoarelor A fost posibilă astfel atingerea unor performanţe
tehnologice inimaginabile şi a unui control perfect al procesului de sudare icircn ansamblul lui
Atingerea acestor nivele icircnalte se datorează vitezei foarte mari de răspuns a invertoarelor de
ordinul microsecundelor funcţie de frecvenţa invertorului care a permis modelarea după
dorinţă a parametrilor tehnologici de sudare şi controlul riguros al acestora Comparativ viteza
de răspuns a redresoarelor clasice cu diode sau tiristoare nu putea fi scăzută sub 5 ms
Icircn anul 1970 redresoarele cu tiristoare au icircnceput să fie utilizate la sudarea manuală cu
electrozi icircnveliţi SE şi sudarea MIGMAG standard Tot cam icircn aceeaşi perioadă au apărut şi
sursele standard MIGMAG icircn curent pulsat formate prin combinarea a două surse obişnuite
una pentru curentul de baza alta pentru curentul de puls dar care funcţionează pe frecvenţe
fixe 25 33 50 75 100Hz Datorită vitezelor mari cu care se desfăşoară fenomenele icircn zona
arcului (de exemplu timpul de scurtcircuit tsc = 15-3 ms) şi avacircnd icircn vedere că timpul de
reacţie al tiristoarelor este de min 5-6 ms (deci mult mai mare) la redresoarele pentru sudarea
MIGMAG nu era posibilă modelarea acestor fenomene iar controlul variaţiei curentului de
scurtcircuit s-a putut face numai folosind o inductanţă fizică reală
Icircn jurul anului 1980 au apărut tiristoarele rapide cu timp de blocare redus Astfel s-au
realizat primele surse de tip invertor cu tiristoare care funcţionează pe o frecvenţă de 15
KHz Datorită cerinţelor complexe ale regimului de sudare şi a vitezelor mari de derulare a
fenomenelor din arcul electric au fost realizate surse cu tranzistoare de putere icircn circuitul de
26
sudare care au permis creşterea frecvenţei invertoarelor la valori mult mai mari decacirct cu care
se desfăşoară fenomenele icircn arc
Tehnologia de sudare a tablelor din OL32
Tehnologii de sudare pentru oţel carbon nealiat şi slab aliat
1048766 Tipul icircmbinării de colţ
1048766 Poziţia de sudare vertical ascendentă
1048766 Tipul de transfer prin scurtcircuit
1048766 Gazul de protecţie 75 Ar + 25 CO2
27
Capitolul 4
Metode de control a icircmbinărilor sudate
Controale nedistructibile
Controalele nedistrucitve nu duc la deteriorarea imninarii sudate şi nu influenţează asupra
comportării icircn exploatarea acestuia Cele mai utilizate controale nedistructive sunt
- controlul vizual
- controlulu cu raze Roentgen sau gama
- controlul cu ultrasunete
- controlul cu utilizarea unor metode magnetice
- controlul cu lichide penetrante
- expunerea icircmbinării sudate pe bancă de probă sau pe maşini de icircncercări la solicitare
cacirct mai apropiate de cele icircn exploatare la suprasolicitari avacircnd o valoare dinainte stabilită
sau la solicitări variabile după un ciclu determinat verificarea se face prin examninarea
ulterioară fie prin efectuarea unor măsurători tensometrice proba hidraulică
- proba pneumatică
- proba cu petrol
- proba cu amoniac
- proba cu etansietate utilizacircnd metoda spectometrului de masă
Controale distructive
Controalele distructive se execută la o anumită icircmbinare sudată sau asupra unor
porţiuni din această Porţiunile supuse acestor controale nu mai pot fi utilizate ulterior icircn
exploatare Controalele distrucitve se pot executa utilizacircnd plăci de control din acelaşi material
de baze sudate cu acelaşi material de adaos şi realizate cu acelaşi regim ca şi icircmbinările sudate
ale utilajuluipentru care se fac Icircn cazul unor verificări sau expertize se pot preleva din
icircmbinarea sudată a materialului Se urmăreşte verificarea respectării materialelor de bază de
adaos şi auxiliare prescrise depistării eventualelor abateri de la procesul tehnologic stabilit
iniţial care au dus la existenţa unor defecte şi scăderea calităţii icircmbinării
28
Analiza metalografică se poate face prin
- microstructura care permite depistarea unor defecte (pori sulfuri fisuri incluziuni etc)
stabilirea configuraţiei icircn sectinue a cordonului de sudura şi ZIT determinarea numărului de
straturi depuse pentru formarea cordonului punerea icircn evidenţă a cristalizării primare a
metalului depus
- microstructura care permite punerea icircn evidenţă a unei microzone ale icircmbinării sudate a
conţinutului aproximativ de carbon a metalului de bază şi a precipitării carburilor la oţeluri
anticorosive
- sacrificacircnd una sau mai multe piese icircn cazul unei producţii de mare serie şi supunacircndu-se
unor solicitări cacirct mai apropiate de cele din exploatare şi a căror mărime este crescută pacircnă la
ruperea construcţiei se urmăreşte verificarea viabilităţii soluţiilor constructive a calităţii
materialelor de bază şi de adaos a regimului tehnologic Metoda poate servi şi la stabilirea
fiabilităţii produsului respectiv
Prezentarea unor metode de depistare a icircmbinărilor sudate
Urmează o prezentare ceva mai detaliată a unor metode de control nedistructiv cu
rolul de a oferi celor care nu se ocupă direct cu controlul imbunarilor sudate date generale
privind modul de efectuare a fiecărui control
Controlul prin găurire
Cusătura se găureşte cu ajutorul unui burghiu cu unghiul de ascuţire de 90 grade
Diametrul burghiului se alege astfel icircncacirct să fie găurita icircntreaga secţiune transversală a
cusăturii şi să fie cuprins metalul de bază pe aproximativ 2mm Se execută icircntacirci o găurire de
circa 3 mm adacircncime şi se examinează cu atenţie Se adacircnceşte gaura cu icircncă 2-3 mm se
examinează din nou şi astfel se continuă pacircnă se ajunge la rădăcina cusăturii Examinarea se
face cu ajutorul unei lupe
Controlul prin găurire se recomandă a se executa icircn special pentru stabilirea cauzelor
de deteriorare parţială a construcţiilor sudate icircn exploatare atunci cacircnd prelevarea eprubetelor
de macrostructure este imposibilă sau nedorită
Controlul cu raza Roentgen şi gama generalităţii
Lumina vizibilă este formată din oscilaţii electromagnetice Razele Roentgen şi razele
gama sunt de asemenea oscilaţii electromagnetice care se deosebesc numai prin lungimea
29
undei Razele Roentgen pătrund icircn icircmbinările sudate fiind parţial absorbite şi dispersate
Capacitatea de pătrundere a razelor depind de lungimea de undă Controlul cu radiaţii
penetrante este cea mai răspacircndită metodă de control nedistructivă asiguracircnd un document
asupra mărimii formei poziţiei icircn plan şi frecvenţei defectelor Normele romacircneşti precum şi
norme din alte ţări dau recomandări cu privire la aprecierea calităţii icircmbinărilor sudate
obţinute la controlul Roentgen
Icircmbinarea sudată trebuie examinată cu direcţia razelor perpendiculare pe direcţia să
sau un anumit unghi
Controlul etansitatii utilizacircnd metoda spectometrului de masă
(probă cu helium freon argon)
Generalităţi
Pentru detectarea defectelor se utilizează un gaz trasot a cărui prezenţă icircn urmă foarte
fine poate fi pusă icircn evidenţă prin metoda spectrometului de masă
Controlul cu helium fiind scump se recomandă a fi utilizat pentru piese mici de la
detectarea uneor defecte foarte fine putacircnd localiza defecte la fluxul gazos Un alt gaz
freonul poate asigura icircn funcţie de metoda utilizată detectarea unor masivităţi prin care sunt
pierderi de fluxuri gazoase
Metoda presupune utilizarea unei aparaturi speciale care icircn prezenţa urmelor de gaz
trasot emit semnale ascuţite şi luminoase caracteristică a fiecărui gaz trasot utilizat Pentru a
putea face o legătură icircntre mărimea defectului şi fluxului de gaz scurs prin neetansietati se
prezintă după Duquenes mărimea fluxului de heliu scurs prin neetansietati icircn funcţie de
grosimea piesei (lungimea defectului) şi diametrul acestuia
30
Capitolul 5
Securitatea şi sănătatea muncii
Reguli ce trebuie respectate la sudare
- La sudarea manuală cu electrod icircnvelit icircn afară de măsurile generale de protecţie care
se iau la lucrările de sudare trebuie luate o serie de măsuri speciale specifice procedeului
- Protecţia icircmpotriva radiaţiilor arcului se realizează după cum urmează
- - protecţia ochiilor şi a feţei prin folosirea măştii de sudură o atenţie deosebită
se va acorda alegerii sticlei de protecţie a ochilor indiferent de intensitatea curentului cu care
se lucrează la alegerea numărului sticlei de protecţie sudorul va avea icircn vedere că o sticlă
prea icircnchisă obligă urmărirea arcului de la mică distanţă fapt care are repercursiuni asupra
igienei respiratorii
- - protecţia pielii şi a organelor interne se realizează prin folosirea obligatorie a
mănuşilor şi şorturilor din piele
- - pentru protecţia celorlalţi muncitori la locul de muncă al sudorilor va fi
icircnconjurat cu paravane de protecţie De asemenea se vor aplica tăbliţe avertizoare bdquoAtenţie se
sudeazărdquo
Protecţie icircmpotriva electrocutării
Toate sursele de curent ca şi piese care icircn mod accidental pot fi puse icircn contact cu circuitul
de sudare vor fi legate de pămacircnt
- tensiunile nu vor depăşi 80V
- icircncălţămintea şi icircmbrăcămintea sudorului va fi icircn bună stare permiţacircnd contactul
direct dintre piesă şi corpul sudorului
- icircn cazul sudării pe sol umed sau pe corpuri metalice se va folosi covorul de cauciuc
- port-izolatorul va fi aşezat cacircnd nu se sudează icircn poziţie sigură pe corpuri izolatoare
- resturile de electrod vor fi eliminate prin port electrod pentru a evita contactele
accidentale
- port electrozii vor fi complet izolaţi
31
- icircn perioadele de repaus (peste 10 min) sursă de curent va fi scoasă de sub tensiune
- icircn cazul sudării icircn interiorul pieselor metalice se recomandă supravegherea
permanentă a sudorului
Protecţia icircmpotriva gazelor şi fumului
Locul de muncă al sudorului va fi asigurat cu o bună ventilaţie Icircn cazul aspiraţiei locale
trebuie asigurat un delict de aspiraţie 70Lsecundă la 150 mm de arc sau 280Ls la 300 mm de
arc Icircn cazul aspiraţiei gazelor cu dispozitive la care nu se poate deplasa gura de aspiraţie se
va asigura delict de 7-11 m pe minut şi post de sudură iar icircn cazul ventilaţiei generale 56 m
pe minut şi post de sudură Defecţiunile tehnice se vor remedia numai de către personalul
calificat
Organizarea locului de muncă
La sudarea cu gaze există pericolul arderilor şi accidentelor datorită existenţei gazelor sub
presiune şi a caracteristicilor oxigenului şi a gazelor combustibile Este necesar ca
responsabilii cu protecţia muncii şi sudură să execute
- icircntocmirea şi afişarea la locul de muncă a instruciunilor de funcţionare deservite
icircntreţinere şi verificare a fiecărui utilaj icircn parte cu precizarea defectuarilor posibile şi a
măsurilor ce trebuie luate de sudor
- să instruiască periodic sudorii convingacircndu-se de buna cunoaştere a normelor de
utilizare verificare şi icircntreţinerea utilajului
- să se verifice sistematic la fiecare post de sudură şi sudor starea tehnică a utilajului şi
modul icircn care sudorul respectă normele tehnice
Sudorul icircnainte de icircnceperea lucrului trebuie să verifice buna stare de funcţionare a
icircntregului utilaj şi icircn special al generatorului de acetilenă lentilele de oxigen şi acetilenă
aparatura acestora incluse icircn supapa hidraulica de siguranţă locul de amplasare a acestora
pentru a fi ferit de icircncălzire
Orice defecţiune constatată la utilajul de sudură va fi comunicată responsabilului cu
sudura La orice părăsire a locului de muncă sudorul este obligat să oprească alimentarea
curentului electric a aparatelor
La sudarea electrică prin rezistentă de contact prin presiune şi prin puncte se vor lua
măsuri de protecţie a sudorului icircmpotriva stropilor de metal topit şi icircmpotriva atingerea
pieselor calde Corpul şi macircinile vor fi protejate icircmpotriva stropilor de metal folosindu-se
32
şorţul de piele respectiv mănuşi Peste icircncălţăminte se vor icircmbrăca jambiere de protecţie
Dacă icircn timpul lucrului arzatirul se icircncălzeşte excesiv acesta se va răci de cacircte ori
este necesar icircntr-un vas cu apă curată aflat permanent la locul de muncă al sudorului
Se interzice sudarea electrică atunci cacircnd conductoarele electrice au izolaţii
deteriorate iar cleştele port electrod este defect sau are izolaţie termoelectrică
necorespunzătoare deoarece aceste defecte pot provoca electrocutări
PSI
Prevenirea şi stingerea incendiilor
La intrarea icircn atelierele de sudare se vor afişa vizibil bdquoFumatul Interzisrdquo bdquoNu priviţi
flacărardquo bdquoPericol de orbirerdquo bdquoAtenţie se sudeazărdquo etc
Prin nerespectarea normelor de tehnica securităţii muncii se pot produce următoarele
accidente
- electrocutări
- icircmbolnăvirea ochilor şi arsuri de piele
- incendii cauzate de scacircnteile icircmprăştiate de arcul electric
Pentru prevenirea unor accidente se vor respecta următoarele reguli
- nu se va icircncepe lucrul la o maşină pacircnă cacircnd cel ce trebuie să o deservească nu o
cunoaşte perfect
- se va verifica instalaţia de ungere şi de răcire
- se va verifica instalaţia maşinilor unelte
- se va controla buna funcţionare a pieselor de prelucrat a sculelor şi a dispozitivelor pe
maşina unelta
- icircn timpul lucrului să se folosească dispozitive de protecţie icircmpotriva aşchiilor ecrane
ochelari
- nu se admite fracircnarea organelor icircn mişcarea cu macircna
- controlul stării sculei şi a prelucrării piesei nu se admite a fi făcut icircn timpul
funcţionării maşinii
- hainele de protecţie (halat sau salopetă) să fie icircncheiate la toţi nasturii manşetele
stracircnse iar capul acoperit
- locul de muncă trebuie ţinut icircn ordine şi curăţenie
- se va acorda o atenţie deosebită fixării corecte a pieselor şi echilibrării acestora
33
- cuţitele trebuie să pătrundă icircn materialul lin pentru evitarea smulgerii piesei la şoc
- ajustarea cu pilă de maşină de unelta a unor muchii se va face ţinacircndu-se macircnerul icircn
macircnă dreaptă iar capătul pilei icircn macircnă stacircngă
- aşchiile se icircndepărtează numai cacircnd maşina unelta este oprită
- la constatarea oricărei defecţiuni se va opri maşina unelta şi se va anunţa maestrul şi
mecanicul de icircntreţinere
Instructajul de protecţie a muncii este obligatoriu şi se efectuează de către cei care conduc şi
controlează procesele de muncă Instructajul cuprinde trei faze
a) Instructajul introductiv general se face icircn prima zi de activitate practică şi are drept
scop prezentarea principalelor măsuri de protecţie a muncii specifice unităţii La terminarea
instructajului se va face verificarea iar rezultatul se consemnează icircn fişa individuală pentru
protecţia muncii
b) Instructajul la locul de muncă are scopul de a prezenta măsurile de protecţie a muncii
specificepostului de lucru respectiv şi se face elevilor şi tuturor angajaţilor noi arătacircndu-se
cauzele principale care pot duce la accidentele de muncă şi măsurile de prevenire a acestora
c) Instructajul periodic se face la locul de muncă pentru a reaminti normele de protecţie a
muncii
34
Bibliografie
CC Teodorescu D Mocanu M Buga- Icircmbinări sudate- ET 1972 Bucureşti
Vasile Ilie C Gheorghe- Tăierea şi prelucrarea cu flacără a materialelor metalice- ET 1978
Bucureşti
M Brezeanu- Icircndrumătorul sudorului- ET 1975 Bucureşti
SI Ozanov- Controlul icircmbinărilor sudate- ET 1982 Bucureşti
C Teodorescu- Icircmbinări sudate- ET 1992 Bucureşti
C Miklos- Sudarea metalelor- ET 1985 Bucureşti
V Drobota- Rezistenţa materialelor şi organe de maşini- Editura Didactică şi Pedagogică
1979 Bucureşti
M Smilovici- Icircndrumător pentru icircmbinările sudate
35

Figura 4 Gradientul de temperatură al arcului electric funcţie de gazul de protecţie
Conductibilitatea electrică diferită a coloanei arcului icircn cazul celor două gaze are
consecinţe asupra rezistenţei electrice a acestuia Astfel rezistenţa arcului icircn argon este mai
mică decacirct icircn dioxid de carbon Rezultă o cădere de tensiune mai redusă a arcului icircn Ar decacirct
icircn CO2 şi prin urmare o valoare mai mică a mărimii tensiunii arcului la sudarea icircn Ar
comparativ cu sudarea icircn CO2 cu toate că potenţialul de ionizare al Ar este mai mare decacirct la
CO2 Icircntr-adevăr la sudarea icircn Ar sau amestecuri de gaze Ar cu CO2 tensiunea arcului se
reduce cu 2 ndash 4 V icircn funcţie de procentul de CO2 din amestec desigur luacircnd icircn considerare
aceeaşi valoare a curentului de sudare
Repartiţia liniilor de curent icircn cazul celor două gaze explică şi influenţa asupra
transferului de metal aşa cum se va demonstra icircn continuare Icircn cazul argonului miezul
coloanei arcului face ca arcul electric să bdquoicircmbrăţişezerdquo capătul liber a sacircrmei electrod
extinzacircndu-se de la vacircrful ei pe suprafaţa laterală a sacircrmei datorită diametrului mic al
acesteia Practic arcul electric icircnconjoară sacircrma pe o anumită porţiune a capătului liber ceea ce
determină transferul căldurii arcului la electrod atacirct prin suprafaţa frontală a sacircrmei cacirct şi prin
suprafaţa laterală a ei conducacircnd la icircncălzirea neuniformă şi progresivă a capătului sacircrmei icircn
zona de acţiune a arcului Aceasta determină topirea capătului sacircrmei icircn toată secţiunea ei la
vacircrf şi o topire parţială pe secţiune de la exterior spre interior icircn funcţie de nivelul
temperaturii atinse icircn fiecare punct a secţiunii considerate Intensitatea gradului de topire
scade evident o dată cu icircndepărtarea de vacircrf Sub acţiunea conjugată a forţei de tensiune
superficială şi a forţei electromagnetice (pinch) are loc concentrarea metalului topit icircn vacircrful
sacircrmei sub forma unei picături sferice icircnsoţită de efectul de ldquoautoascuţirerdquo a electrodului pe
9
porţiunea icircn care s-a produs topirea parţială a secţiunii sacircrmei icircn zona de acţiune a arcului
electric Fenomenul de ascuţire a capătului sacircrmei determină reducerea secţiunii şi icircn
consecinţă creşterea densităţii de curent la interfaţa picătură de metal ndash sacircrmă ceea ce conduce
la creşterea puternică a temperaturii pacircnă la atingerea temperaturii de evaporarea a punţii
topite Sub acţiunea vaporilor de metal picătura este icircmpinsă icircn baia topită creindu-se
premisele formării unei noi picături Acest mecanism de formare şi desprindere a picăturii din
vicircrful sacircrmei determină formarea unor picături de dimensiuni mici (dplt= ds) echivalente
transferului prin pulverizare
Icircn cazul dioxidului de carbon miezul foarte icircngust al arcului determină concentrarea
punctiformă a acestuia icircn vacircrful sacircrmei (icircn pata anodică) Prin urmare transferul de căldură al
arcului se face numai prin suprafaţa frontală a sacircrmei electrod Totodată datorită temperaturii
ridicate a miezului coloanei (mai mare ca la Ar) şi a densităţii foarte mari a curentului icircn pata
anodică (concentrare punctiformă) are loc creşterea locală a temperaturii petei atingacircnd
temperatura de vaporizare a fierului (aprox 3200degC) Jetul de vapori formaţi acţionează ca o
forţă de reacţie icircmpingacircnd icircn sus şi lateral metalul topit Sub acţiunea forţei de tensiune
superficială şi a forţei de reacţie a vaporilor de metal metalul topit se acumulează icircn vacircrful
sacircrmei sub forma unor picături mari de metal (dp gt 12ds) Picătura creşte icircn continuare pacircnă
cacircnd sub acţiunea greutăţii proprii se detaşează şi se transferă icircn baia metalică sub forma unor
picături mari sau globule aşa numitul transfer globular specific sudării icircn CO2 sau
amestecurilor bogate icircn CO2 Icircn cazul amestecurilor de gaze Ar + CO2 fenomenul este
insesizabil dacă proporţia de CO2 este mai mică de 20 se manifestă tot mai pregnant dacă
procentul depăşeşte 20 şi are o comportare similară cu cea a transferului icircn CO2 100 dacă
procentul depăşeşte 30 CO2 icircn amestec
Icircn fine gradientul de temperatură diferit din coloana arcului icircn cazul celor două gaze
de protecţie influenţează semnificativ şi geometria cusăturii sudate Icircn cazul argonului
valoarea ridicată a temperaturii arcului electric este limitată doar la zona centrală
corespunzătoare miezului coloanei după care temperatura scade brusc la valori reduse ce nu
pot produce o icircncălzire semnificativă a zonelor de incidenţă ale arcului pe componente
Concentrarea puternică a căldurii icircn miezul coloanei arcului la argon produce o icircncălzire
locală a metalului de bază icircnsoţită de o topire adacircncă respectiv o pătrundere mare dar limitată
la o zonă restracircnsă Aceasta este amplificată suplimentar de disiparea rapidă a căldurii icircn
10
zonele adiacente (reci) ale metalului de bază fără să producă o icircncălzire semnificativă la
nivelul temperaturii de topire a acestor zone Efectul acestor fenomene este formarea unei
zone topite icircnguste şi adacircnci aşa numitul bdquodeget de argonldquo specific sudării icircn argon sau
amestecuri bogate icircn argon deosebit de defavorabil din punct de vedere tehnologic datorită
pericolului de apariţie a defectelor de icircmbinare lipsă de topire sau lipsă de pătrundere
respectiv pericol de fisurare (concentrator de tensiune)
Icircn cazul dioxidului de carbon temperatura din coloana arcului se menţine icircncă la valori
ridicate capabile să producă icircncălziri semnificative a zonelor de incidenţă la distanţe mult
mai mari faţă de axa coloanei decacirct icircn cazul argonului Are loc astfel o icircncălzire şi topire a
metalului de bază pe o zonă mai extinsă atacirct icircn adacircncime cacirct mai ales lateral cu efecte asupra
icircmbunătăţirii geometriei cusăturii caracterizată printr-o pătrundere uniformă La această
icircncălzire a metalului de bază contribuie de asemenea şi căldura cedată prin fenomenul de
recombinare a gazului ce are loc icircn zona componentelor respectiv a băii metalice ca efect a
temperaturii scăzute din această zonă (1800-2000degC) propice reacţiilor de recombinare Se
apreciază că din punct de vedere tehnologic geometria cusăturii la sudarea icircn CO2 este cea
mai favorabilă Prin urmare amestecarea celor două gaze Ar şi CO2 va conduce şi la
modificarea geometriei cusăturii sudate Aceasta este una din raţiunile principale care stau la
baza sudării icircn amestecuri de gaze Ar+CO2 a oţelurilor nealiate sau slab aliate şi anume
obţinerea unei geometrii mai favorabile a cusăturii sudate
Densitatea Influenţează nivelul de protecţie a arcului electric şi a băii de metal topit
respectiv producerea fenomenului de microsablare la sudarea icircn mediu de gaze inerte
Activitatea chimică Prin reacţiile chimice ce au loc icircn coloana arcului şi la nivelul băii
metalice activitatea chimică a gazului de protecţie influenţează comportarea metalurgică Din
acest punct de vedere la sudarea MIGMAG se disting două categorii de gaze Gazele inerte
sunt gazele care nu reacţionează chimic cu elementele din coloana arcului şi din baia metalică
Din această grupă fac parte argonul şi heliul Gazele active sunt gazele care reacţionează
chimic cu elementele din arc şi din baia de metal Cel mai utilizat gaz din această grupă este
dioxidul de carbon la care se mai adaugă şi oxigenul Icircn acest caz icircn coloana arcului şi la
nivelul băii au loc următoatele reacţii chimice
bull disocierea dioxidului de carbon la T gt 1600degC (disocierea este completă la T gt 4000degC)
CO2 = CO + O
11
bull reacţiile de oxidare şi reducere
Fe + O = FeO FeO + Mn = MnO + Fe
Si + 2O = SiO2 2FeO + Si = SiO2 + 2Fe
Mn + O = MnO 2FeO + Ti = TiO2 + 2Fe
Ti + 2O = TiO2 FeO + C = CO + Fe
Se constată că prezenţa oxigenului icircn coloana arcului determină oxidarea sau arderea
unor elemente de aliere Aceasta conduce la pericolul formării oxizilor de fier icircn cusătură cu
efecte nefavorabile asupra reducerii caracteristicilor mecanice şi de rezilienţă Diminuarea
fenomenului se face prin alierea sacircrmei electrod cu elemente dezoxidante ca Mn Si Ti care au
aviditate mai mare faţă de oxigen decacirct fierul reducacircnd pericolul de oxidare a acestuia Cel
mai puternic dezoxidant este titanul Oxizii de mangan siliciu titan formaţi fiind insolubili icircn
metalul topit ies la suprafaţa băii şi se regăsesc pe cusătură sub formă de mici bdquoinsulerdquo de
zgură de culoare brună cu aspect sticlos
Reacţiile chimice la nivelul băii de metal topit pot conduce de asemenea la pericolul
formării gazelor icircn baia metalică ca de exemplu oxidul de carbon avacircnd drept consecinţă
pericolul apariţiei porilor icircn cusătura sudată Evitarea apariţiei porilor icircn cusătură se poate
realiza prin alegerea corectă a cuplului sacircmă-gaz de protecţie corelată şi cu alegerea optimă a
parametrilor tehnologici de sudare icircn special tensiunea arcului Prezenţa oxigenului icircn coloana
arcului conduce la oxidarea suprafeţei picăturilor de metal formate la capătul sacircrmei electrod
şi prin urmare la micşorarea tensiunilor superficiale ce acţionează asupra picăturii Prin urmare
desprinderea picăturii din vacircrful sacircrmei electrod se face mult mai uşor şi mai rapid Efectul
benefic este finisarea transferului picăturilor de metal icircmbunătăţirea stabilităţii arcului şi
reducerea icircmproşcărilor de metal prin stropi Se remarcă icircn acest sens utilizarea oxigenului icircn
proporţie de 13 sau a dioxidului de carbor icircn proporţie de 25 icircn amestec cu argonul la
sudarea oţelurilor inoxidabile Procente mai mari de gaz oxidant nu sunt recomandate
deoarece se produce o oxidare nepermisă a metalului cusăturii respectiv la utilizarea
dioxidului de carbon icircn plus pericolul alierii cu carbon şi prin urmare pericolul fragilizării
cusăturii ca urmare a formării carburilor de crom
Reacţiile de oxidare la nivelul băii de metal topit fiind reacţii exoterme conduc la
creşterea temperaturii băii (de la 1800degC la 2200degC) cu consecinţe asupra creşterii fluidităţii
acesteia creşterii pătrunderii sau posibilităţii măririi vitezei de sudare Corelată cu reducerea
12
tensiunilor superficiale la interfaţa baie topită ndash metal solid determină icircmbunătăţirea
procesului de umectare cu efecte favorabile asupra lăţirii respectiv reducerii supraicircnălţării
cusăturii sudate
Tot din punctul de vedere al activităţii chimice remarcăm utilizarea hidrogenului ca şi
gaz reducător icircn amestecurile gazelor de protecţie bdquode formareldquo folosite la protecţia rădăcinii
pe partea opusă sudării la sudarea oţelurilor aliate Inox şi nu numai Amestecul cel mai
frecvent utilizat este format din azot plus 5hellip10 hidrogen Hidrogenul reduce eventualele
urme de oxigen rămase icircn zona rădăcinii evitacircnd astfel oxidarea acesteia cu consecinţe asupra
scăderii rezistenţei la coroziune Utilizarea hidrogenului trebuie făcută cu grijă avacircnd icircn
vedere pericolul de explozie pentru anumite concentraţii icircn aer
Caracterizarea succintă a gazelor de protecţie
Prezentarea succintă a gazelor de protecţie utilizate la sudarea MIGMAG din punctul
de vedere al activităţii chimice şi al proprietăţilor termo-fizice permite icircnţelegerea facilă a
acţiunilor şi efectelor pe care acestea le au icircn procesul de sudare Cele mai utilizate gaze de
protecţie la sudarea MIGMAG sunt argonul heliul dioxidul de carbon oxigenul hidrogenul
azotul
Argonul (Ar)
1048707 gaz inert ndash nu reacţionează cu materialul
1048707 mai greu ca aerul ndash protecţie bună a băii de metal
1048707 potenţial de ionizare scăzut ndash amorsare uşoară a arcului
1048707 produce microsablarea suprafeţelor
Nu se recomandă utilizarea argonului icircn proporţie de 100 deoarece produce un arc
electric instabil formarea inevitabilă de pori icircn cusătură aspect mai puţin plăcut a icircmbinării
sudate Baia metalică este deosebit de vacircscoasă ceea ce duce la pori icircn cusătură crestături
marginale supraicircnălţare excesivă solzi puternic conturaţi Rezolvarea problemei se realizează
prin adaosuri de elemente oxidante O2 şisau CO2
13
Capitolul 3
Tehnologia de sudare in Argon
Elaborarea tehnologiei de sudare icircn general presupune stabilirea condiţiilor icircn care are
loc execuţia icircmbinării sudate pornind de la pregătirea pentru sudare alegerea materialelor de
adaos stabilirea parametrilor tehnologici de sudare stabilirea prelucrărilor post sudare
alegerea echipamentelor de sudare şi a dispozitivărilor etc
Stabilirea tehnologiei de sudare este specifică fiecărui procedeu icircn parte Elaborarea
unei tehnologii de sudare urmăreşte icircn general două aspecte importante şi anume aspectul
calitativ asigurarea calităţii impuse icircmbinării sudate la cel mai icircnalt grad respectiv aspectul
economic preţul de cost cacirct mai redus Aceasta presupune cunoaşterea icircn primul racircnd a
comportării la sudare a metalului de bază cunoaşterea performanţelor procedeului de sudare
utilizat a parametrilor tehnologici de sudare şi a recomandărilor tehnologice specifice
cunoaşterea performanţelor echipamentelor de sudare şi exploatarea acestora
Elaborarea tehnologiei de sudare reprezintă o etapă importantă icircn cadrul acţiunii de
calificare a procedurii de sudare conform SR EN 288-792 şi anume pe baza ei se icircntocmeşte
specificaţia procedurii de sudare WPS (Welding Procedure Specification) documentul care
cuprinde toate informaţiile necesare execuţiei icircmbinării sudate Elaborarea tehnologiei de
sudare presupune parcurgerea unor etape icircntr-o succesiune logică Etapele parcurse pentru
stabilirea tehnologiei de sudare MIGMAG sunt prezentate icircn cele ce urmează
Alegerea formei rostului şi a icircmbinării
Prezentarea formei rostului si stabilirea dimensiunilor efective ale acestuia avacircnd icircn
vedere condiţiile concrete de execuţie ale icircmbinării Alegerea dimensiunilor efective ale
rostului la sudarea MIGMAG se face icircn principal icircn funcţie de tehnologia de sudare respectiv
modul de transfer utilizate la realizarea stratului de rădăcină Acestea depind la racircndul lor de
comportarea la sudare a metalului de bază şi recomandările tehnologice de sudare (material
sensibil sau insensibil la supraicircncălziri) de grosimea componentelor accesul la sudare
importanţa icircmbinării sudate (clasa de execuţie) metoda de susţinere a rădăcinii poziţia de
sudare etc Icircn cazul icircn care accesul la sudare este dintr-o singură parte fără suport la
14
rădăcină iar la rădăcină nu se admit defecte (clasă de calitate superioară) pentru execuţia
rădăcinii se recomandă sudarea cu transfer prin scurtcircuit sau icircn curent pulsat caracterizate
prin energie liniară mică respectiv pericol scăzut de străpungere la rădăcină In acest caz
asigurarea unei pătrunderi bune la rădăcină cu o uşoară supraicircnălţare impune alegerea unei
deschideri a rostului b = 2hellip4 mm respectiv a umărului rostului c= 0hellip1 mm mărimi corelate
icircn principal cu valoarea curentului de sudare respectiv cu gazul de protecţie utilizat (mai mici
la sudarea icircn CO2 100 respectiv mai mari la sudarea icircn amestecuri de gaze bogate icircn argon
Ar +CO2 cel mai comun amestec fiind Ar + 18 CO2 - Corgon 18)
Icircn cazul icircn care accesul la sudare este dintr-o singură parte cu suport la rădăcină
execuţia stratului de rădăcină se poate realiza folosind oricare din modurile de transfer prin
scurtcircuit prin pulverizare sau icircn curent pulsat icircn funcţie de grosimea componentelor poziţia
de sudare natura metalului de bază (sensibil sau insensibil la supraicircncălziri) productivitatea
urmărită la sudare modul de execuţie (semimecanizat sau mecanizat) performanţele
instalaţiei etc Forma şi dimensiunile rostului depind de grosimea componentelor respectiv de
puterea arcului electric
Umărul rostului respectiv deschiderea rostului icircn acest caz au mai puţină importanţă
urmărindu-se icircn principal evitarea pericolelor de străpungere a suportului fuzibil de topire sau
lipire a suportului de Cu sau a suportului ceramic Icircn cazul folosirii unui suport fuzibil se
impune asigurarea unei pătrunderi de cel puţin 2 mm icircn acesta Icircn cazul accesului din ambele
părţi pentru execuţia rădăcinii este posibilă de asemenea folosirea oricărui mod de transfer In
cazul utilizării transferului prin scurtcircuit sau icircn curent pulsat sunt valabile recomandările
din primul caz cu b = 2hellip4 mm respectiv c = 1hellip2 mm In cazul utilizării transferului prin
pulverizare avacircnd icircn vedere puterea mare a arcului electric şi pericolul mare de străpungere
sau de curgere a băii de metal topit la rădăcină se recomandă ca deschiderea rostului să fie
mică b = 0hellip1 mm respectiv umărul rostului să fie mare c = 4hellip6 mm corelate cu viteza de
sudare Principala grijă icircn acest caz este evitarea pericolului de străpungere a rădăcinii
respectiv diminuarea dimensiunilor defectelor de la rădăcină Icircn acest caz la majoritatea
icircmbinărilor sudate icircnainte de execuţia trecerii pe partea opusă realizării primei treceri se
impune prelucrarea rădăcinii (polizare sau scobire-crăiţuire arc-aer) pentru eliminarea
eventualelor defecte specifice sudării stratului de rădăcină lipsă de pătrundere lipsă de topire
pori fisuri sau microfisuri
15
Icircn ceea ce priveşte unghiul rostului se remarcă faptul că acesta are valori mai mici
decacirct la sudarea manuală cu electrod icircnvelit datorită diametrului redus a sacircrmei electrod (08hellip
16 mm) şi absenţei icircnvelişului de pe sacircrmă luacircnd valori cuprinse icircntre 30deghellip50deg Aceasta
conduce la importante economii de material de adaos Reducerea exagerată icircnsă a unghiului
rostului poate avea consecinţe grave asupra pericolului de defecte icircn icircmbinarea sudată ca
urmare a tendinţei de scobire (săpare) ciupire a arcului electric pe feţele rostului cu efecte
asupra pericolului de scurgere a băii de metal topit icircn faţa arcului şi diminuarea pătrunderii sau
lipsei de pătrundere respectiv a pericolului de lipsă de topire icircntre cusătură şi metalul de bază
icircn zonele scobite prin scurgerea metalului topit icircn aceste scobituri Acest fenomen este
amplificat o dată cu creşterea exagerată a tensiunii arcului electric
Calculul ariei rostului se face icircn funcţie de forma şi dimensiunile acestuia cu ajutorul
uneia din relaţiile de mai jos
- rost I Ar = bs
- rost V Ar = bs + s2tg α2
- rost Y Ar = bs + (s-c)2tg α2
- rost U Ar = bs + _r22 + 2r[s-(c+r)]+[s-(c+r)]2tgszlig
- rost X Ar = bs + 12(s- c)2tg α2
- rost K Ar = bs + 14(s-c)2tg szlig
- rost 12 K Ar = bs + 12(s-c)2tg szlig
- icircmbinări de colţ nepătrunse Ar = a2 sau Ar = 12k2
unde a - icircnălţimea (grosimea) icircmbinării (sudurii)
k - icircnălţimea (mărimea) catetei icircmbinării
Calculul ariei cusăturii Pentru calcul se poate folosi una din relaţiile
Ac = (105 14) x Ar (30a)
Obs Coeficientul care icircnmulţeşte aria rostului ţine cont de secţiunea cusăturii regăsită icircn
supraicircnălţarea acesteia Valorile mici ale coeficientului corespund grosimilor mari de material
iar valorile mari grosimilor mici de material respectiv pentru icircmbinările simetrice Icircn cazul
icircmbinărilor sudate cap la cap cu rosturi neprelucrate (rost I) aplicarea relaţiei de mai sus duce
la erori foarte mari icircn special la table subţiri cu deschideri mici (b=1hellip2 mm) deoarece
ponderea materialului de adaos icircn supraicircnălţare este icircn realitate de două trei ori mai mare decicirct
16
cantitatea conţinută icircn secţiunea rostului Mai mult icircn cazul rosturilor I cu deschidere b = 0
ajungem icircntr-o situaţie limită adică să nu putem calcula aria cusăturii cu ajutorul acestei
relaţii In astfel de cazuri se recomandă ca aria cusăturii să se calculeze cu una din relaţiile de
mai jos
Ac = Ar + 23B_h pentru icircmbinări I asimetrice
Ac = Ar +43B_h pentru icircmbinări I simetrice
unde
bull B = lăţimea cusăturii se calculează geometric funcţie de forma si dimensiunile efective ale
rostului la care se adaugă 2 3 mm care reprezintă zona din metalul de bază care se topeşte
la sudare valoarea informativă pentru bdquoBldquo se poate calcula şi cu ajutorul coeficientului de
formă al cusăturii ψ = Bp consideracircnd că ψ = 15hellip25 (valori care diminuează pericolul
fisurării cusăturii la solidificarea băii)
bull h = supraicircnălţarea cusăturii se apreciază icircn funcţie de grosimea materialului de bază după
cum urmează (valori informative)
h = 1 15 mm pt s = 5 10 mm
h = 15 2 mm pt s = 10 25 mm
h = 2 3 mm pt s gt 25 mm
Obs Supraicircnălţarea cusăturii la icircmbinările cap la cap respectiv convexitatea cusăturii la
icircmbinările de colţ este mai mare la sudarea icircn CO2 decacirct icircn Ar Valoarea ariei cusăturii
calculată mai sus se rotunjeşte la icircntreg (calculul este aprox)
Alegerea materialelor de sudare
Stabilirea cuplului sacircrmă ndash gaz de protecţie Alegerea cuplului sacircrmă ndash gaz de protecţie pe
baza criteriilor de alegere a sacircrmei respectiv a gazului de protecţie Se precizează marca
(simbolul) sacircrmei electrod şi a gazului de protecţie utilizate
Sacircrma electrod (marca sacircrmei) helliphelliphelliphellip (STAS SR EN sau normă)
Gazul de protecţie helliphelliphelliphelliphelliphelliphelliphelliphelliphellip (STAS SR EN sau normă)
Stabilirea diametrului sacircrmei electrod Diametrul sacircrmei electrod poate fi ds = 06 08 10
12 16 mm Alegerea diametrului se face icircn funcţie de grosimea metalului de bază valoarea
curentului de sudare (modul de transfer) poziţia de sudare forma rostului etc Diametrul de
sacircrmă cel mai utilizat şi care acoperă o plajă mare de necesităţi tehnologice la sudare este
17
diametrul de 12 mm Pentru grosimi mici de material s lt= 2-3 mm se folosesc după caz
diametrele mai mici 08 mm respectiv 10 mm Diametrele mari gt= 16 mm se recomandă la
grosimi mari de material la sudarea cu transfer prin pulverizare Nu se recomandă diametre
mari de sacircrmă peste 12 mm icircn cazul transferului prin scurtcircuit datorită stabilităţii slabe a
arcului electric Pot fi utilizate icircnsă cu succes icircn cazul sudării icircn curent pulsat icircn special la
sacircrmele moi din aluminiu sau sacircrme tubulare
Stabilirea numărului de treceri Depinde icircn principal de natura metalului de bază (sensibil sau
insensibil la supraicircncălziri) de modul de transfer utilizat (arii de treceri mai mici la transfer
prin scurtcircuit respectiv arii de treceri mari la transfer prin pulverizare) de poziţia de
sudare forma rostului tipul icircmbinării etc Pe baza acestor factori se stabileşte aria trecerilor
poate lua valori cuprinse icircn domeniul 5 hellip 40 mm2
Dispunerea trecerilor icircn rost (schiţă)
Modul de dispunere a trecerilor
Calculul parametrilor tehnologici de sudare
1048707 transfer prin scurtcircuit grosimi mici (s lt 5 mm) sudarea stratului de rădăcină sudarea icircn
poziţii dificile (vertical peste cap etc)
1048707 transfer prin pulverizare la grosimi mari de material pentru sudarea icircn poziţie orizontală
sau icircn jgheab
18
1048707 transfer sinergic icircn curent pulsat la grosimi medii de material unde tehnologia de sudare
clasică se plasează icircn domeniul transferului intermediar caracterizat prin stropiri mari pentru
sudarea stratului de rădăcină la sudarea icircn poziţii dificile
Curentul de sudare Is Viteza de avans a sacircrmei electrod vae depinde de modul de transfer
diametrul sacircrmei poziţia de sudareetc Reglarea curentului de sudare respectiv a puterii
arcului electric se face prin modificarea vitezei de avans a sacircrmei electrod pe baza relaţiei de
proporţionalitate existentă icircntre cei doi parametrii tehnologici Practic la sudarea MIGMAG
viteza de avans a sacircrmei electrod poate fi considerată parametrul principal icircn stabilirea
tehnologiei de sudare care icircn anumite condiţii date (materialul sacircrmei diametrul sacircrmei gazul
de protecţie) determină valorile celorlalţi parametrii tehnologici şi icircn primul racircnd valoarea
curentului de sudare Deci cacircnd stabilim curentul de sudare trebuie să stabilim practic valoarea
vitezei de avans a sacircrmei electrod cei doi parametri fiind indisolubil legaţi unul de altul
Stabilirea corelaţiei curent de sudare ndash viteză de avans sacircrmă electrod se face din nomograme
de tipul Is = f(vae) figura 50divide54 trasate pentru anumite condiţii concrete de lucru (tip
material de adaos diametru sacircrmă gaz de protecţie lungime capăt liber sacircrmă mod de
transfer clasic sau icircn curent pulsat) din tabele tehnologice (sau şabloane) funcţie de condiţiile
concrete de lucru Icircn tabelele de mai jos sunt prezentate corelaţiile dintre viteza de avans a
sacircrmei electrod şi valoarea curentului de sudare pentru diametrele de 10 şi 12 mm folosind
ca şi gaze de protecţie CO2 100 şi CORGON 18 (amestec 82 Ar + 18 CO2 cel mai
frecvent utilizat la sudarea oţelurilor nealiate şi slab aliate) iar ca sacircrmă electrod sacircrma
nealiată SG2 (cea mai utilizată pentru sudarea oţelurilor nealiate şi slab aliate cu Mn) icircn
varianta clasică sau icircn current pulsat
Valorile pentru viteza de avans a sacircrmei din tabelele de mai jos şi 30 se vor corecta cu
coeficientul 08
Corelaţia viteza de avans a sacircrmei ndash curent de sudare (ds = 10 mm)
Nr
crt
Vae
(mmin
)
Is
(A)
Ua
(V)
lcl
(mm)
Q
(lmin)
Vs
(cmmin) Obs
1 2 68 153 8 8 17
2 3 96 16 8 8 17
19
Transfer
Prin
Circuit
3 4 128 168 8 8 17
4 5 132 188 10 8 17
5 6 144 20 10 10 20
6 7 156 215 10 10 20
71 8 180 225 10 10 20
72 8 172 225 12 12 25
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 10 mm Is = 80 ndash 180 A
Gazul de protecţie CO2 100
Sensul de sudare spre stacircnga (prin icircmpingere)
Corelaţia viteza de avans a sacircrmei ndash curent de sudare (ds = 10 mm)
Nr
crt
Vas
(mmin
Is
(A)
Ua
(V)
Icl
(mm)
Q
(lmin)
Vs
(cmmin) Obs
1 2 53 153 8 8 15 Arc
instabil
IS ndashmic
2 3 90 158 8 8 15
Transfer
prin
scurtcircuit
3 4 120 163 8 8 15
4 5 140 17 10 8 15
5 6 160 18 10 10 20
6 7 175 188 10 10 20
71 8 200 198 10 10 20
72 8 184 20 12 12 25
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 10 mm Is = 60 ndash 180 A
Gazul de protecţie CORGON 18
Sensul de sudare spre stacircnga (prin icircmpingere)
20
Corelaţia viteza de avans a sacircrmei ndash curent de sudare (ds = 12 mm)
Nr
crt
Vae
(mmin)
Is
(A)
Ua
(V)
lcl
(mm)
Q
(lmin)
Vs
(cmmin)
Obs
1 2 74 185 10 10 16
Transfer
Prin
scurtcircuit
2 3 112 193 10 10 16
31 4 144 208 10 10 16
32 4 136 21 12 12 25
4 5 160 223 12 12 25
5 6 184 235 12 12 25
Transfer
Intermediar
6 7 204 253 14 15 30
7 8 224 275 14 15 30
8 9 248 288 14 15 30
91 10 268 305 14 15 30
92 10 256 31 16 18 40
10 11 280 323 16 18 40 Transfer
Globular11 12 300 335 16 18 40
12 13 290 333 20 20 45
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 12 mm Is = 120 ndash 350 A
Gazul de protecţie CO2 100
Sensul de sudare spre dreapta (prin tragere)
Viteza de sudare depinde de grosimea metalului de bază (grosimea sudurii de colţ) modul de
transfer tehnica de sudare (număr mare sau număr mic de treceri) poziţia de sudare varianta
de sudare (semimecanizată sau mecanizată) etc Domeniul de valori este cuprins icircntre 15-100
cmmin cu precizarea că viteza de sudare la sudarea MIGMAG este substanţial mai mare
decacirct la sudarea manuală cu electrod icircnvelit Recomandări utile privind viteza de sudare
1048707 15 - 30 cmmin la sudarea semimecanizată cu transfer prin scurtcircuit sau la sudarea
stratului de rădăcină
21
1048707 30 - 50 cmmin la sudarea semimecanizată cu transfer prin pulverizare sau icircn curent pulsat
există o valoare optimă a vitezei de sudare situată icircn jurul valorii de 40 - 45 cmmin pentru
care se obţine pătrunderea maximă
1048707 30 - 100 cmmin la sudarea mecanizată icircn funcţie de grosimea componentelor
Materiale de sudare
Materialele utilizate la sudarea ST sunt sacircrma electrod icircn cazul sudării cu sacircrmă
tubulară cu autoprotecţie respectiv sacircrma electrod şi gazul de protecţie la sudarea cu sacircrmă
tubulară cu protecţie suplimentară
Sacircrma electrod se prezintă sub forma unei teci metalice umplute cu un miez
pulverulent icircn următoarea gamă de diametre 10 12 14 16 18 20 24 28 (32)
Icircnvelişul metalic se execută icircn general dintr-un material nealiat caracterizat prin
proprietăţi bune de ductilitate pentru a permite laminarea şi trefilarea uşoară a tecii grosimea
acesteia avacircnd valori sub 02 mm Alierea cusăturii cacircnd este cazul se face icircn general prin
miez Icircnvelişul metalic (teaca) are următoarele roluri
bull asigură prin topire cantitatea de material de adaos pentru realizarea icircmbinării sudate sau
icircncărcarea prin sudare
bull asigură contactul electric şi realizează icircnchiderea circuitului electric de sudare icircntre vacircrful
sacircrmei şi piesă
bull păstrează şi protejează miezul de pulbere icircmpotriva umidităţii
Miezul este un amestec de substanţe similare icircnvelişului electrozilor şi fluxurilor de
sudare După rolul pe care icircl au icircn procesul de sudare substanţele din miez se icircmpart icircn
bull substanţe zgurifiante pentru protejarea metalului topit
bull substanţe gazeifiante pentru protecţia spaţiului arcului icircmpotriva pătrunderii aerului
bull substanţe dezoxidante şi de rafinare a băii metalice
bull substanţe ionizatoare pentru icircmbunătăţirea stabilităţii arcului
bull substanţe (elemente) de aliere pentru alierea icircn arc
Echipamente pentru sudare MIGMAG
Din punctul de vedere al tehnologului respectiv al utilizatorului echipamentului de
sudare nu este atacirct de importantă cunoaşterea detaliilor de proiectare a acestor instalaţii
22
(sursă de sudare pupitru de comandă scheme electrice si electronice etc) cacirct mai ales
cunoaşterea părţilor componente ale echipamentului şi a rolului acestora a particularităţilor
specifice a performanţelor de sudare a modului de reglare şi control a parametrilor
tehnologici de sudare icircn vederea obţinerii rezultatelor dorite sau impuse de tehnologia de
sudare cu performanţe maxime
Echipamentele de sudare MIGMAG constituie sisteme mult mai complexe atacirct icircn
ceea ce priveşte părţile componente cacirct şi pregătirea pentru sudare respectiv modul de
comandă şi reglare a parametrilor tehnologici de sudare icircn comparaţie cu echipamentele
clasice utilizate la sudarea manuală cu electrozi icircnveliţi (transformatoare convertizoare
redresoare) Din punct de vedere a reglării parametrilor tehnologici icircn practică lucrurile nu
sunt de loc complicate icircn general aceasta implicacircnd reglarea a doi parametri şi anume
selectarea treptei de tensiune (tensiunea de mers icircn gol şi implicit tensiunea arcului) respectiv
ajustarea vitezei de avans a sacircrmei electrod pentru asigurarea curentului de sudare necesar
Figura 5
Părţile componente ale unei instalaţii de sudare MIGMAG
a - furtun gaz b ndash sacircrmă electrod c ndash tur-retur apă d ndash comandă pistolet
e ndash conductor curent f ndash tub de protecţie g ndash cablu de masă
Icircn cazul surselor moderne de sudare sinergice cu invertor problema este şi mai mult
simplificată oferind utilizatorului (operatorului sudor) prin programele icircncorporate icircn
microprocesor o tehnologie apropiată de optim prin reglarea unui singur parametru
tehnologic viteza de avans a sacircrmei electrod respectiv tensiunea arcului Icircn funcţie de
23
principiul de reglare al puterii (energiei) arcului specific sursei de sudare utilizate se setează
sau se reglează după necesităţi un singur parametru tehnologic considerat parametru de bază şi
anume viteza de avans a sacircrmei icircn cazul surselor cu invertor cu tranzistoare de putere cu
reglare continuă a tensiunii arcului respectiv tensiunea icircn cazul surselor de sudare cu reglare
icircn trepte a tensiunii arcului Restul parametrilor tehnologici de sudare sunt reglaţi automat prin
intermediul programelor microprocesorului icircn funcţie de datele de intrare specifice aplicaţiei
date introduse icircn prealabil de la consola sursei tipul de transfer (clasic sau pulsat) materialul
de adaos (compoziţia chimică) diametrul sacircrmei gazul de protecţie etc Echipamentul
permite şi efectuarea corecţiilor necesare dacă este cazul Acest mod de reglare al puterii
arcului necesar procesului de sudare dat este cunoscut sub denumirea de bdquoONE KNOBldquo adică
reglarea instalaţiei pentru sudare de la un singur buton ceea ce simplifică foarte mult sarcinile
operatorului sudor conducacircnd la regimuri de sudare optime fără să fie nevoie de multe
cunoştinţe tehnologice temeinice icircn afara celor de bază necesare sudării propriu zise Un
echipament de sudare MIGMAG se compune icircn principiu din următoarele părţi componente
figura 5
1048766 1 Sursa de sudare
1048766 2 Pupitrul de comandă
1048766 3 Dispozitivul de avans al sacircrmei electrod DAS
1048766 4 Pistoletul de sudare
1048766 5 Alimentarea cu gaz de protecţie
1048766 6 Instalaţia de răcire cu apă
Sursa de sudare
Sursele de sudare utilizate la sudarea MIGMAG sunt surse de curent continuu
convertizoare redresoare invertoare Datorită performanţelor modeste (timp de răspuns mare
dinamică redusă) icircn prezent convertizoarele de sudare se utilizează din ce icircn ce mai rar la
sudarea MIGMAG (aproape deloc) ele fiind icircnlocuite de redresoarele de sudare şi icircn ultimul
timp pe scară tot mai largă de sursele cu invertor pentru sudare (pe scurt invertoare pentu
sudare) Redresoarele la racircndul lor pot fi clasice cu diode sau comandate electronic cu
tiristoare sau tranzistoare de putere Particularitatea principală a surselor de sudare MIGMAG
este forma caracteristicii externe Ua=f(Is) Din motive de asigurare a stabilităţii arcului
24
electric prin fenomenul de autoreglare specific sudării MIGMAG forma caracteristicii
externe a sursei este rigidă (1) sau uşor coboracirctoare (2) (sub 7V100A)
Din motive de stabilitate maximă a procesului se preferă caracteristicile externe uşor
coboracirctoare a căror pantă (ΔUaΔIs) depinde de gazul de protectie respectiv de diametrul
sacircrmei electrod prin funcţia REGTYPE (valabilă numai la sursele cu invertor) Panta
caracteristicii externe este mai mare la sudarea icircn dioxid de carbon decacirct icircn argon sau
amestecuri bogate icircn argon La sudarea icircn CO2 caracteristica externă are panta maximă la
sacircrma electrod cu diametrul cel mai mic 08 mm şi scade cu creşterea diametrului sacircrmei
La sudarea icircn amestecuri bogate icircn argon panta caracteristicii externe este aceeaşi
pentru toate diametrele de sacircrmă şi mai mică decacirct cele corespunzătoare sudării icircn CO2
Datorită acestei forme a caracteristicii externe se observă că tensiunea arcului este apropiată
de tensiunea de mers icircn gol a sursei Icircn consecinţă reglarea tensiunii arcului la sudarea
MIGMAG se face prin reglarea tensiunii de mers icircn gol a sursei de sudare Aceasta se poate
face prin reglaj icircn trepte la sursele cu diode sau prin reglaj continuu la sursele cu tiristoare şi la
invertoare Reglajul continuu este cel mai bun permiţacircnd o infinitate de curbe acoperind toate
cerinţele tehnologice dar este mai costisitor Reglajul icircn trepte se face de obicei icircn două etape
un reglaj brut respectiv un reglaj fin şi este mai uşor de realizat constructiv (mai ieftin)
Numărul curbelor caracteristici externe este limitat icircntre o valoare minimă U20min şi o
valoare maximă U20max specific fiecărei surse Icircn acest caz obţinerea regimului optim pentru
o valoare dată a tensiunii se face prin corecţia vitezei de avans a sacircrmei electrod De aici
decurge cea de-a doua particularitate a surselor de sudare MIGMAG şi anume tensiunea de
mers icircn gol este mai mică decacirct la sursele de sudare cu electrod icircnvelit respectiv sursele WIG
fiind cuprinsă icircn intervalul de valori 20-50V Forma caracteristicii externe şi valoarea redusă a
tensiunii de mers icircn gol fac ca sursele de sudare MIGMAG să nu poată fi folosite la sudarea
SE şi WIG Icircn ultimul timp au apărut sursele de sudare universale (cu tiristoare sau cu
invertor) care permite sudarea cu toate cele trei procedee de sudare printr-o simplă comutare
pe procedeul utilizat (prin modificarea formei caracteristicii externe)
Cea de-a treia particularitate a surselor de sudare MIGMAG o constituie prezenţa unei
inductanţe icircn circuitul de sudare necesară icircn cazul sudării cu arc scurt cu transfer prin
scurtcircuit (sau la sudarea cu arc lung icircn bioxid de carbon icircn cazul scurtcircuitelor aleatoare)
pentru limitarea vacircrfului curentului de scurtcircuit şi prin urmare pentru reducerea stropirilor
25
Inductanţele fizice (reale) pot fi fixe variabile icircn trepte (cu ploturi) sau variabile continuu (cu
miez magnetizat
Surse de sudare sinergică - Invertoare
Dezvoltarea electronicii icircn general şi a electronicii de putere icircn special icircn ultimul timp
(a doua parte a secolului al XXndashlea) a impulsionat aşa cum era de aşteptat dezvoltarea şi
modernizarea echipamentelor de sudare icircn general şi a echipamentelor de sudare prin topire icircn
special producacircnd se poate spune o adevărată revoluţie icircn acest domeniu nebănuit cu puţin
timp icircn urmă atacirct din punctul de vedere al greutăţii proprii şi al dimensiunilor de gabarit cacirct
mai ales a performanţelor atinse Motorul acestei bdquorevoluţiildquo a fost folosirea invertoarelor de
frecvenţă ridicată cu transformator pe miez de ferită icircn construcţia surselor de putere şi
comanda lor cu ajutorul microprocesoarelor A fost posibilă astfel atingerea unor performanţe
tehnologice inimaginabile şi a unui control perfect al procesului de sudare icircn ansamblul lui
Atingerea acestor nivele icircnalte se datorează vitezei foarte mari de răspuns a invertoarelor de
ordinul microsecundelor funcţie de frecvenţa invertorului care a permis modelarea după
dorinţă a parametrilor tehnologici de sudare şi controlul riguros al acestora Comparativ viteza
de răspuns a redresoarelor clasice cu diode sau tiristoare nu putea fi scăzută sub 5 ms
Icircn anul 1970 redresoarele cu tiristoare au icircnceput să fie utilizate la sudarea manuală cu
electrozi icircnveliţi SE şi sudarea MIGMAG standard Tot cam icircn aceeaşi perioadă au apărut şi
sursele standard MIGMAG icircn curent pulsat formate prin combinarea a două surse obişnuite
una pentru curentul de baza alta pentru curentul de puls dar care funcţionează pe frecvenţe
fixe 25 33 50 75 100Hz Datorită vitezelor mari cu care se desfăşoară fenomenele icircn zona
arcului (de exemplu timpul de scurtcircuit tsc = 15-3 ms) şi avacircnd icircn vedere că timpul de
reacţie al tiristoarelor este de min 5-6 ms (deci mult mai mare) la redresoarele pentru sudarea
MIGMAG nu era posibilă modelarea acestor fenomene iar controlul variaţiei curentului de
scurtcircuit s-a putut face numai folosind o inductanţă fizică reală
Icircn jurul anului 1980 au apărut tiristoarele rapide cu timp de blocare redus Astfel s-au
realizat primele surse de tip invertor cu tiristoare care funcţionează pe o frecvenţă de 15
KHz Datorită cerinţelor complexe ale regimului de sudare şi a vitezelor mari de derulare a
fenomenelor din arcul electric au fost realizate surse cu tranzistoare de putere icircn circuitul de
26
sudare care au permis creşterea frecvenţei invertoarelor la valori mult mai mari decacirct cu care
se desfăşoară fenomenele icircn arc
Tehnologia de sudare a tablelor din OL32
Tehnologii de sudare pentru oţel carbon nealiat şi slab aliat
1048766 Tipul icircmbinării de colţ
1048766 Poziţia de sudare vertical ascendentă
1048766 Tipul de transfer prin scurtcircuit
1048766 Gazul de protecţie 75 Ar + 25 CO2
27
Capitolul 4
Metode de control a icircmbinărilor sudate
Controale nedistructibile
Controalele nedistrucitve nu duc la deteriorarea imninarii sudate şi nu influenţează asupra
comportării icircn exploatarea acestuia Cele mai utilizate controale nedistructive sunt
- controlul vizual
- controlulu cu raze Roentgen sau gama
- controlul cu ultrasunete
- controlul cu utilizarea unor metode magnetice
- controlul cu lichide penetrante
- expunerea icircmbinării sudate pe bancă de probă sau pe maşini de icircncercări la solicitare
cacirct mai apropiate de cele icircn exploatare la suprasolicitari avacircnd o valoare dinainte stabilită
sau la solicitări variabile după un ciclu determinat verificarea se face prin examninarea
ulterioară fie prin efectuarea unor măsurători tensometrice proba hidraulică
- proba pneumatică
- proba cu petrol
- proba cu amoniac
- proba cu etansietate utilizacircnd metoda spectometrului de masă
Controale distructive
Controalele distructive se execută la o anumită icircmbinare sudată sau asupra unor
porţiuni din această Porţiunile supuse acestor controale nu mai pot fi utilizate ulterior icircn
exploatare Controalele distrucitve se pot executa utilizacircnd plăci de control din acelaşi material
de baze sudate cu acelaşi material de adaos şi realizate cu acelaşi regim ca şi icircmbinările sudate
ale utilajuluipentru care se fac Icircn cazul unor verificări sau expertize se pot preleva din
icircmbinarea sudată a materialului Se urmăreşte verificarea respectării materialelor de bază de
adaos şi auxiliare prescrise depistării eventualelor abateri de la procesul tehnologic stabilit
iniţial care au dus la existenţa unor defecte şi scăderea calităţii icircmbinării
28
Analiza metalografică se poate face prin
- microstructura care permite depistarea unor defecte (pori sulfuri fisuri incluziuni etc)
stabilirea configuraţiei icircn sectinue a cordonului de sudura şi ZIT determinarea numărului de
straturi depuse pentru formarea cordonului punerea icircn evidenţă a cristalizării primare a
metalului depus
- microstructura care permite punerea icircn evidenţă a unei microzone ale icircmbinării sudate a
conţinutului aproximativ de carbon a metalului de bază şi a precipitării carburilor la oţeluri
anticorosive
- sacrificacircnd una sau mai multe piese icircn cazul unei producţii de mare serie şi supunacircndu-se
unor solicitări cacirct mai apropiate de cele din exploatare şi a căror mărime este crescută pacircnă la
ruperea construcţiei se urmăreşte verificarea viabilităţii soluţiilor constructive a calităţii
materialelor de bază şi de adaos a regimului tehnologic Metoda poate servi şi la stabilirea
fiabilităţii produsului respectiv
Prezentarea unor metode de depistare a icircmbinărilor sudate
Urmează o prezentare ceva mai detaliată a unor metode de control nedistructiv cu
rolul de a oferi celor care nu se ocupă direct cu controlul imbunarilor sudate date generale
privind modul de efectuare a fiecărui control
Controlul prin găurire
Cusătura se găureşte cu ajutorul unui burghiu cu unghiul de ascuţire de 90 grade
Diametrul burghiului se alege astfel icircncacirct să fie găurita icircntreaga secţiune transversală a
cusăturii şi să fie cuprins metalul de bază pe aproximativ 2mm Se execută icircntacirci o găurire de
circa 3 mm adacircncime şi se examinează cu atenţie Se adacircnceşte gaura cu icircncă 2-3 mm se
examinează din nou şi astfel se continuă pacircnă se ajunge la rădăcina cusăturii Examinarea se
face cu ajutorul unei lupe
Controlul prin găurire se recomandă a se executa icircn special pentru stabilirea cauzelor
de deteriorare parţială a construcţiilor sudate icircn exploatare atunci cacircnd prelevarea eprubetelor
de macrostructure este imposibilă sau nedorită
Controlul cu raza Roentgen şi gama generalităţii
Lumina vizibilă este formată din oscilaţii electromagnetice Razele Roentgen şi razele
gama sunt de asemenea oscilaţii electromagnetice care se deosebesc numai prin lungimea
29
undei Razele Roentgen pătrund icircn icircmbinările sudate fiind parţial absorbite şi dispersate
Capacitatea de pătrundere a razelor depind de lungimea de undă Controlul cu radiaţii
penetrante este cea mai răspacircndită metodă de control nedistructivă asiguracircnd un document
asupra mărimii formei poziţiei icircn plan şi frecvenţei defectelor Normele romacircneşti precum şi
norme din alte ţări dau recomandări cu privire la aprecierea calităţii icircmbinărilor sudate
obţinute la controlul Roentgen
Icircmbinarea sudată trebuie examinată cu direcţia razelor perpendiculare pe direcţia să
sau un anumit unghi
Controlul etansitatii utilizacircnd metoda spectometrului de masă
(probă cu helium freon argon)
Generalităţi
Pentru detectarea defectelor se utilizează un gaz trasot a cărui prezenţă icircn urmă foarte
fine poate fi pusă icircn evidenţă prin metoda spectrometului de masă
Controlul cu helium fiind scump se recomandă a fi utilizat pentru piese mici de la
detectarea uneor defecte foarte fine putacircnd localiza defecte la fluxul gazos Un alt gaz
freonul poate asigura icircn funcţie de metoda utilizată detectarea unor masivităţi prin care sunt
pierderi de fluxuri gazoase
Metoda presupune utilizarea unei aparaturi speciale care icircn prezenţa urmelor de gaz
trasot emit semnale ascuţite şi luminoase caracteristică a fiecărui gaz trasot utilizat Pentru a
putea face o legătură icircntre mărimea defectului şi fluxului de gaz scurs prin neetansietati se
prezintă după Duquenes mărimea fluxului de heliu scurs prin neetansietati icircn funcţie de
grosimea piesei (lungimea defectului) şi diametrul acestuia
30
Capitolul 5
Securitatea şi sănătatea muncii
Reguli ce trebuie respectate la sudare
- La sudarea manuală cu electrod icircnvelit icircn afară de măsurile generale de protecţie care
se iau la lucrările de sudare trebuie luate o serie de măsuri speciale specifice procedeului
- Protecţia icircmpotriva radiaţiilor arcului se realizează după cum urmează
- - protecţia ochiilor şi a feţei prin folosirea măştii de sudură o atenţie deosebită
se va acorda alegerii sticlei de protecţie a ochilor indiferent de intensitatea curentului cu care
se lucrează la alegerea numărului sticlei de protecţie sudorul va avea icircn vedere că o sticlă
prea icircnchisă obligă urmărirea arcului de la mică distanţă fapt care are repercursiuni asupra
igienei respiratorii
- - protecţia pielii şi a organelor interne se realizează prin folosirea obligatorie a
mănuşilor şi şorturilor din piele
- - pentru protecţia celorlalţi muncitori la locul de muncă al sudorilor va fi
icircnconjurat cu paravane de protecţie De asemenea se vor aplica tăbliţe avertizoare bdquoAtenţie se
sudeazărdquo
Protecţie icircmpotriva electrocutării
Toate sursele de curent ca şi piese care icircn mod accidental pot fi puse icircn contact cu circuitul
de sudare vor fi legate de pămacircnt
- tensiunile nu vor depăşi 80V
- icircncălţămintea şi icircmbrăcămintea sudorului va fi icircn bună stare permiţacircnd contactul
direct dintre piesă şi corpul sudorului
- icircn cazul sudării pe sol umed sau pe corpuri metalice se va folosi covorul de cauciuc
- port-izolatorul va fi aşezat cacircnd nu se sudează icircn poziţie sigură pe corpuri izolatoare
- resturile de electrod vor fi eliminate prin port electrod pentru a evita contactele
accidentale
- port electrozii vor fi complet izolaţi
31
- icircn perioadele de repaus (peste 10 min) sursă de curent va fi scoasă de sub tensiune
- icircn cazul sudării icircn interiorul pieselor metalice se recomandă supravegherea
permanentă a sudorului
Protecţia icircmpotriva gazelor şi fumului
Locul de muncă al sudorului va fi asigurat cu o bună ventilaţie Icircn cazul aspiraţiei locale
trebuie asigurat un delict de aspiraţie 70Lsecundă la 150 mm de arc sau 280Ls la 300 mm de
arc Icircn cazul aspiraţiei gazelor cu dispozitive la care nu se poate deplasa gura de aspiraţie se
va asigura delict de 7-11 m pe minut şi post de sudură iar icircn cazul ventilaţiei generale 56 m
pe minut şi post de sudură Defecţiunile tehnice se vor remedia numai de către personalul
calificat
Organizarea locului de muncă
La sudarea cu gaze există pericolul arderilor şi accidentelor datorită existenţei gazelor sub
presiune şi a caracteristicilor oxigenului şi a gazelor combustibile Este necesar ca
responsabilii cu protecţia muncii şi sudură să execute
- icircntocmirea şi afişarea la locul de muncă a instruciunilor de funcţionare deservite
icircntreţinere şi verificare a fiecărui utilaj icircn parte cu precizarea defectuarilor posibile şi a
măsurilor ce trebuie luate de sudor
- să instruiască periodic sudorii convingacircndu-se de buna cunoaştere a normelor de
utilizare verificare şi icircntreţinerea utilajului
- să se verifice sistematic la fiecare post de sudură şi sudor starea tehnică a utilajului şi
modul icircn care sudorul respectă normele tehnice
Sudorul icircnainte de icircnceperea lucrului trebuie să verifice buna stare de funcţionare a
icircntregului utilaj şi icircn special al generatorului de acetilenă lentilele de oxigen şi acetilenă
aparatura acestora incluse icircn supapa hidraulica de siguranţă locul de amplasare a acestora
pentru a fi ferit de icircncălzire
Orice defecţiune constatată la utilajul de sudură va fi comunicată responsabilului cu
sudura La orice părăsire a locului de muncă sudorul este obligat să oprească alimentarea
curentului electric a aparatelor
La sudarea electrică prin rezistentă de contact prin presiune şi prin puncte se vor lua
măsuri de protecţie a sudorului icircmpotriva stropilor de metal topit şi icircmpotriva atingerea
pieselor calde Corpul şi macircinile vor fi protejate icircmpotriva stropilor de metal folosindu-se
32
şorţul de piele respectiv mănuşi Peste icircncălţăminte se vor icircmbrăca jambiere de protecţie
Dacă icircn timpul lucrului arzatirul se icircncălzeşte excesiv acesta se va răci de cacircte ori
este necesar icircntr-un vas cu apă curată aflat permanent la locul de muncă al sudorului
Se interzice sudarea electrică atunci cacircnd conductoarele electrice au izolaţii
deteriorate iar cleştele port electrod este defect sau are izolaţie termoelectrică
necorespunzătoare deoarece aceste defecte pot provoca electrocutări
PSI
Prevenirea şi stingerea incendiilor
La intrarea icircn atelierele de sudare se vor afişa vizibil bdquoFumatul Interzisrdquo bdquoNu priviţi
flacărardquo bdquoPericol de orbirerdquo bdquoAtenţie se sudeazărdquo etc
Prin nerespectarea normelor de tehnica securităţii muncii se pot produce următoarele
accidente
- electrocutări
- icircmbolnăvirea ochilor şi arsuri de piele
- incendii cauzate de scacircnteile icircmprăştiate de arcul electric
Pentru prevenirea unor accidente se vor respecta următoarele reguli
- nu se va icircncepe lucrul la o maşină pacircnă cacircnd cel ce trebuie să o deservească nu o
cunoaşte perfect
- se va verifica instalaţia de ungere şi de răcire
- se va verifica instalaţia maşinilor unelte
- se va controla buna funcţionare a pieselor de prelucrat a sculelor şi a dispozitivelor pe
maşina unelta
- icircn timpul lucrului să se folosească dispozitive de protecţie icircmpotriva aşchiilor ecrane
ochelari
- nu se admite fracircnarea organelor icircn mişcarea cu macircna
- controlul stării sculei şi a prelucrării piesei nu se admite a fi făcut icircn timpul
funcţionării maşinii
- hainele de protecţie (halat sau salopetă) să fie icircncheiate la toţi nasturii manşetele
stracircnse iar capul acoperit
- locul de muncă trebuie ţinut icircn ordine şi curăţenie
- se va acorda o atenţie deosebită fixării corecte a pieselor şi echilibrării acestora
33
- cuţitele trebuie să pătrundă icircn materialul lin pentru evitarea smulgerii piesei la şoc
- ajustarea cu pilă de maşină de unelta a unor muchii se va face ţinacircndu-se macircnerul icircn
macircnă dreaptă iar capătul pilei icircn macircnă stacircngă
- aşchiile se icircndepărtează numai cacircnd maşina unelta este oprită
- la constatarea oricărei defecţiuni se va opri maşina unelta şi se va anunţa maestrul şi
mecanicul de icircntreţinere
Instructajul de protecţie a muncii este obligatoriu şi se efectuează de către cei care conduc şi
controlează procesele de muncă Instructajul cuprinde trei faze
a) Instructajul introductiv general se face icircn prima zi de activitate practică şi are drept
scop prezentarea principalelor măsuri de protecţie a muncii specifice unităţii La terminarea
instructajului se va face verificarea iar rezultatul se consemnează icircn fişa individuală pentru
protecţia muncii
b) Instructajul la locul de muncă are scopul de a prezenta măsurile de protecţie a muncii
specificepostului de lucru respectiv şi se face elevilor şi tuturor angajaţilor noi arătacircndu-se
cauzele principale care pot duce la accidentele de muncă şi măsurile de prevenire a acestora
c) Instructajul periodic se face la locul de muncă pentru a reaminti normele de protecţie a
muncii
34
Bibliografie
CC Teodorescu D Mocanu M Buga- Icircmbinări sudate- ET 1972 Bucureşti
Vasile Ilie C Gheorghe- Tăierea şi prelucrarea cu flacără a materialelor metalice- ET 1978
Bucureşti
M Brezeanu- Icircndrumătorul sudorului- ET 1975 Bucureşti
SI Ozanov- Controlul icircmbinărilor sudate- ET 1982 Bucureşti
C Teodorescu- Icircmbinări sudate- ET 1992 Bucureşti
C Miklos- Sudarea metalelor- ET 1985 Bucureşti
V Drobota- Rezistenţa materialelor şi organe de maşini- Editura Didactică şi Pedagogică
1979 Bucureşti
M Smilovici- Icircndrumător pentru icircmbinările sudate
35

porţiunea icircn care s-a produs topirea parţială a secţiunii sacircrmei icircn zona de acţiune a arcului
electric Fenomenul de ascuţire a capătului sacircrmei determină reducerea secţiunii şi icircn
consecinţă creşterea densităţii de curent la interfaţa picătură de metal ndash sacircrmă ceea ce conduce
la creşterea puternică a temperaturii pacircnă la atingerea temperaturii de evaporarea a punţii
topite Sub acţiunea vaporilor de metal picătura este icircmpinsă icircn baia topită creindu-se
premisele formării unei noi picături Acest mecanism de formare şi desprindere a picăturii din
vicircrful sacircrmei determină formarea unor picături de dimensiuni mici (dplt= ds) echivalente
transferului prin pulverizare
Icircn cazul dioxidului de carbon miezul foarte icircngust al arcului determină concentrarea
punctiformă a acestuia icircn vacircrful sacircrmei (icircn pata anodică) Prin urmare transferul de căldură al
arcului se face numai prin suprafaţa frontală a sacircrmei electrod Totodată datorită temperaturii
ridicate a miezului coloanei (mai mare ca la Ar) şi a densităţii foarte mari a curentului icircn pata
anodică (concentrare punctiformă) are loc creşterea locală a temperaturii petei atingacircnd
temperatura de vaporizare a fierului (aprox 3200degC) Jetul de vapori formaţi acţionează ca o
forţă de reacţie icircmpingacircnd icircn sus şi lateral metalul topit Sub acţiunea forţei de tensiune
superficială şi a forţei de reacţie a vaporilor de metal metalul topit se acumulează icircn vacircrful
sacircrmei sub forma unor picături mari de metal (dp gt 12ds) Picătura creşte icircn continuare pacircnă
cacircnd sub acţiunea greutăţii proprii se detaşează şi se transferă icircn baia metalică sub forma unor
picături mari sau globule aşa numitul transfer globular specific sudării icircn CO2 sau
amestecurilor bogate icircn CO2 Icircn cazul amestecurilor de gaze Ar + CO2 fenomenul este
insesizabil dacă proporţia de CO2 este mai mică de 20 se manifestă tot mai pregnant dacă
procentul depăşeşte 20 şi are o comportare similară cu cea a transferului icircn CO2 100 dacă
procentul depăşeşte 30 CO2 icircn amestec
Icircn fine gradientul de temperatură diferit din coloana arcului icircn cazul celor două gaze
de protecţie influenţează semnificativ şi geometria cusăturii sudate Icircn cazul argonului
valoarea ridicată a temperaturii arcului electric este limitată doar la zona centrală
corespunzătoare miezului coloanei după care temperatura scade brusc la valori reduse ce nu
pot produce o icircncălzire semnificativă a zonelor de incidenţă ale arcului pe componente
Concentrarea puternică a căldurii icircn miezul coloanei arcului la argon produce o icircncălzire
locală a metalului de bază icircnsoţită de o topire adacircncă respectiv o pătrundere mare dar limitată
la o zonă restracircnsă Aceasta este amplificată suplimentar de disiparea rapidă a căldurii icircn
10
zonele adiacente (reci) ale metalului de bază fără să producă o icircncălzire semnificativă la
nivelul temperaturii de topire a acestor zone Efectul acestor fenomene este formarea unei
zone topite icircnguste şi adacircnci aşa numitul bdquodeget de argonldquo specific sudării icircn argon sau
amestecuri bogate icircn argon deosebit de defavorabil din punct de vedere tehnologic datorită
pericolului de apariţie a defectelor de icircmbinare lipsă de topire sau lipsă de pătrundere
respectiv pericol de fisurare (concentrator de tensiune)
Icircn cazul dioxidului de carbon temperatura din coloana arcului se menţine icircncă la valori
ridicate capabile să producă icircncălziri semnificative a zonelor de incidenţă la distanţe mult
mai mari faţă de axa coloanei decacirct icircn cazul argonului Are loc astfel o icircncălzire şi topire a
metalului de bază pe o zonă mai extinsă atacirct icircn adacircncime cacirct mai ales lateral cu efecte asupra
icircmbunătăţirii geometriei cusăturii caracterizată printr-o pătrundere uniformă La această
icircncălzire a metalului de bază contribuie de asemenea şi căldura cedată prin fenomenul de
recombinare a gazului ce are loc icircn zona componentelor respectiv a băii metalice ca efect a
temperaturii scăzute din această zonă (1800-2000degC) propice reacţiilor de recombinare Se
apreciază că din punct de vedere tehnologic geometria cusăturii la sudarea icircn CO2 este cea
mai favorabilă Prin urmare amestecarea celor două gaze Ar şi CO2 va conduce şi la
modificarea geometriei cusăturii sudate Aceasta este una din raţiunile principale care stau la
baza sudării icircn amestecuri de gaze Ar+CO2 a oţelurilor nealiate sau slab aliate şi anume
obţinerea unei geometrii mai favorabile a cusăturii sudate
Densitatea Influenţează nivelul de protecţie a arcului electric şi a băii de metal topit
respectiv producerea fenomenului de microsablare la sudarea icircn mediu de gaze inerte
Activitatea chimică Prin reacţiile chimice ce au loc icircn coloana arcului şi la nivelul băii
metalice activitatea chimică a gazului de protecţie influenţează comportarea metalurgică Din
acest punct de vedere la sudarea MIGMAG se disting două categorii de gaze Gazele inerte
sunt gazele care nu reacţionează chimic cu elementele din coloana arcului şi din baia metalică
Din această grupă fac parte argonul şi heliul Gazele active sunt gazele care reacţionează
chimic cu elementele din arc şi din baia de metal Cel mai utilizat gaz din această grupă este
dioxidul de carbon la care se mai adaugă şi oxigenul Icircn acest caz icircn coloana arcului şi la
nivelul băii au loc următoatele reacţii chimice
bull disocierea dioxidului de carbon la T gt 1600degC (disocierea este completă la T gt 4000degC)
CO2 = CO + O
11
bull reacţiile de oxidare şi reducere
Fe + O = FeO FeO + Mn = MnO + Fe
Si + 2O = SiO2 2FeO + Si = SiO2 + 2Fe
Mn + O = MnO 2FeO + Ti = TiO2 + 2Fe
Ti + 2O = TiO2 FeO + C = CO + Fe
Se constată că prezenţa oxigenului icircn coloana arcului determină oxidarea sau arderea
unor elemente de aliere Aceasta conduce la pericolul formării oxizilor de fier icircn cusătură cu
efecte nefavorabile asupra reducerii caracteristicilor mecanice şi de rezilienţă Diminuarea
fenomenului se face prin alierea sacircrmei electrod cu elemente dezoxidante ca Mn Si Ti care au
aviditate mai mare faţă de oxigen decacirct fierul reducacircnd pericolul de oxidare a acestuia Cel
mai puternic dezoxidant este titanul Oxizii de mangan siliciu titan formaţi fiind insolubili icircn
metalul topit ies la suprafaţa băii şi se regăsesc pe cusătură sub formă de mici bdquoinsulerdquo de
zgură de culoare brună cu aspect sticlos
Reacţiile chimice la nivelul băii de metal topit pot conduce de asemenea la pericolul
formării gazelor icircn baia metalică ca de exemplu oxidul de carbon avacircnd drept consecinţă
pericolul apariţiei porilor icircn cusătura sudată Evitarea apariţiei porilor icircn cusătură se poate
realiza prin alegerea corectă a cuplului sacircmă-gaz de protecţie corelată şi cu alegerea optimă a
parametrilor tehnologici de sudare icircn special tensiunea arcului Prezenţa oxigenului icircn coloana
arcului conduce la oxidarea suprafeţei picăturilor de metal formate la capătul sacircrmei electrod
şi prin urmare la micşorarea tensiunilor superficiale ce acţionează asupra picăturii Prin urmare
desprinderea picăturii din vacircrful sacircrmei electrod se face mult mai uşor şi mai rapid Efectul
benefic este finisarea transferului picăturilor de metal icircmbunătăţirea stabilităţii arcului şi
reducerea icircmproşcărilor de metal prin stropi Se remarcă icircn acest sens utilizarea oxigenului icircn
proporţie de 13 sau a dioxidului de carbor icircn proporţie de 25 icircn amestec cu argonul la
sudarea oţelurilor inoxidabile Procente mai mari de gaz oxidant nu sunt recomandate
deoarece se produce o oxidare nepermisă a metalului cusăturii respectiv la utilizarea
dioxidului de carbon icircn plus pericolul alierii cu carbon şi prin urmare pericolul fragilizării
cusăturii ca urmare a formării carburilor de crom
Reacţiile de oxidare la nivelul băii de metal topit fiind reacţii exoterme conduc la
creşterea temperaturii băii (de la 1800degC la 2200degC) cu consecinţe asupra creşterii fluidităţii
acesteia creşterii pătrunderii sau posibilităţii măririi vitezei de sudare Corelată cu reducerea
12
tensiunilor superficiale la interfaţa baie topită ndash metal solid determină icircmbunătăţirea
procesului de umectare cu efecte favorabile asupra lăţirii respectiv reducerii supraicircnălţării
cusăturii sudate
Tot din punctul de vedere al activităţii chimice remarcăm utilizarea hidrogenului ca şi
gaz reducător icircn amestecurile gazelor de protecţie bdquode formareldquo folosite la protecţia rădăcinii
pe partea opusă sudării la sudarea oţelurilor aliate Inox şi nu numai Amestecul cel mai
frecvent utilizat este format din azot plus 5hellip10 hidrogen Hidrogenul reduce eventualele
urme de oxigen rămase icircn zona rădăcinii evitacircnd astfel oxidarea acesteia cu consecinţe asupra
scăderii rezistenţei la coroziune Utilizarea hidrogenului trebuie făcută cu grijă avacircnd icircn
vedere pericolul de explozie pentru anumite concentraţii icircn aer
Caracterizarea succintă a gazelor de protecţie
Prezentarea succintă a gazelor de protecţie utilizate la sudarea MIGMAG din punctul
de vedere al activităţii chimice şi al proprietăţilor termo-fizice permite icircnţelegerea facilă a
acţiunilor şi efectelor pe care acestea le au icircn procesul de sudare Cele mai utilizate gaze de
protecţie la sudarea MIGMAG sunt argonul heliul dioxidul de carbon oxigenul hidrogenul
azotul
Argonul (Ar)
1048707 gaz inert ndash nu reacţionează cu materialul
1048707 mai greu ca aerul ndash protecţie bună a băii de metal
1048707 potenţial de ionizare scăzut ndash amorsare uşoară a arcului
1048707 produce microsablarea suprafeţelor
Nu se recomandă utilizarea argonului icircn proporţie de 100 deoarece produce un arc
electric instabil formarea inevitabilă de pori icircn cusătură aspect mai puţin plăcut a icircmbinării
sudate Baia metalică este deosebit de vacircscoasă ceea ce duce la pori icircn cusătură crestături
marginale supraicircnălţare excesivă solzi puternic conturaţi Rezolvarea problemei se realizează
prin adaosuri de elemente oxidante O2 şisau CO2
13
Capitolul 3
Tehnologia de sudare in Argon
Elaborarea tehnologiei de sudare icircn general presupune stabilirea condiţiilor icircn care are
loc execuţia icircmbinării sudate pornind de la pregătirea pentru sudare alegerea materialelor de
adaos stabilirea parametrilor tehnologici de sudare stabilirea prelucrărilor post sudare
alegerea echipamentelor de sudare şi a dispozitivărilor etc
Stabilirea tehnologiei de sudare este specifică fiecărui procedeu icircn parte Elaborarea
unei tehnologii de sudare urmăreşte icircn general două aspecte importante şi anume aspectul
calitativ asigurarea calităţii impuse icircmbinării sudate la cel mai icircnalt grad respectiv aspectul
economic preţul de cost cacirct mai redus Aceasta presupune cunoaşterea icircn primul racircnd a
comportării la sudare a metalului de bază cunoaşterea performanţelor procedeului de sudare
utilizat a parametrilor tehnologici de sudare şi a recomandărilor tehnologice specifice
cunoaşterea performanţelor echipamentelor de sudare şi exploatarea acestora
Elaborarea tehnologiei de sudare reprezintă o etapă importantă icircn cadrul acţiunii de
calificare a procedurii de sudare conform SR EN 288-792 şi anume pe baza ei se icircntocmeşte
specificaţia procedurii de sudare WPS (Welding Procedure Specification) documentul care
cuprinde toate informaţiile necesare execuţiei icircmbinării sudate Elaborarea tehnologiei de
sudare presupune parcurgerea unor etape icircntr-o succesiune logică Etapele parcurse pentru
stabilirea tehnologiei de sudare MIGMAG sunt prezentate icircn cele ce urmează
Alegerea formei rostului şi a icircmbinării
Prezentarea formei rostului si stabilirea dimensiunilor efective ale acestuia avacircnd icircn
vedere condiţiile concrete de execuţie ale icircmbinării Alegerea dimensiunilor efective ale
rostului la sudarea MIGMAG se face icircn principal icircn funcţie de tehnologia de sudare respectiv
modul de transfer utilizate la realizarea stratului de rădăcină Acestea depind la racircndul lor de
comportarea la sudare a metalului de bază şi recomandările tehnologice de sudare (material
sensibil sau insensibil la supraicircncălziri) de grosimea componentelor accesul la sudare
importanţa icircmbinării sudate (clasa de execuţie) metoda de susţinere a rădăcinii poziţia de
sudare etc Icircn cazul icircn care accesul la sudare este dintr-o singură parte fără suport la
14
rădăcină iar la rădăcină nu se admit defecte (clasă de calitate superioară) pentru execuţia
rădăcinii se recomandă sudarea cu transfer prin scurtcircuit sau icircn curent pulsat caracterizate
prin energie liniară mică respectiv pericol scăzut de străpungere la rădăcină In acest caz
asigurarea unei pătrunderi bune la rădăcină cu o uşoară supraicircnălţare impune alegerea unei
deschideri a rostului b = 2hellip4 mm respectiv a umărului rostului c= 0hellip1 mm mărimi corelate
icircn principal cu valoarea curentului de sudare respectiv cu gazul de protecţie utilizat (mai mici
la sudarea icircn CO2 100 respectiv mai mari la sudarea icircn amestecuri de gaze bogate icircn argon
Ar +CO2 cel mai comun amestec fiind Ar + 18 CO2 - Corgon 18)
Icircn cazul icircn care accesul la sudare este dintr-o singură parte cu suport la rădăcină
execuţia stratului de rădăcină se poate realiza folosind oricare din modurile de transfer prin
scurtcircuit prin pulverizare sau icircn curent pulsat icircn funcţie de grosimea componentelor poziţia
de sudare natura metalului de bază (sensibil sau insensibil la supraicircncălziri) productivitatea
urmărită la sudare modul de execuţie (semimecanizat sau mecanizat) performanţele
instalaţiei etc Forma şi dimensiunile rostului depind de grosimea componentelor respectiv de
puterea arcului electric
Umărul rostului respectiv deschiderea rostului icircn acest caz au mai puţină importanţă
urmărindu-se icircn principal evitarea pericolelor de străpungere a suportului fuzibil de topire sau
lipire a suportului de Cu sau a suportului ceramic Icircn cazul folosirii unui suport fuzibil se
impune asigurarea unei pătrunderi de cel puţin 2 mm icircn acesta Icircn cazul accesului din ambele
părţi pentru execuţia rădăcinii este posibilă de asemenea folosirea oricărui mod de transfer In
cazul utilizării transferului prin scurtcircuit sau icircn curent pulsat sunt valabile recomandările
din primul caz cu b = 2hellip4 mm respectiv c = 1hellip2 mm In cazul utilizării transferului prin
pulverizare avacircnd icircn vedere puterea mare a arcului electric şi pericolul mare de străpungere
sau de curgere a băii de metal topit la rădăcină se recomandă ca deschiderea rostului să fie
mică b = 0hellip1 mm respectiv umărul rostului să fie mare c = 4hellip6 mm corelate cu viteza de
sudare Principala grijă icircn acest caz este evitarea pericolului de străpungere a rădăcinii
respectiv diminuarea dimensiunilor defectelor de la rădăcină Icircn acest caz la majoritatea
icircmbinărilor sudate icircnainte de execuţia trecerii pe partea opusă realizării primei treceri se
impune prelucrarea rădăcinii (polizare sau scobire-crăiţuire arc-aer) pentru eliminarea
eventualelor defecte specifice sudării stratului de rădăcină lipsă de pătrundere lipsă de topire
pori fisuri sau microfisuri
15
Icircn ceea ce priveşte unghiul rostului se remarcă faptul că acesta are valori mai mici
decacirct la sudarea manuală cu electrod icircnvelit datorită diametrului redus a sacircrmei electrod (08hellip
16 mm) şi absenţei icircnvelişului de pe sacircrmă luacircnd valori cuprinse icircntre 30deghellip50deg Aceasta
conduce la importante economii de material de adaos Reducerea exagerată icircnsă a unghiului
rostului poate avea consecinţe grave asupra pericolului de defecte icircn icircmbinarea sudată ca
urmare a tendinţei de scobire (săpare) ciupire a arcului electric pe feţele rostului cu efecte
asupra pericolului de scurgere a băii de metal topit icircn faţa arcului şi diminuarea pătrunderii sau
lipsei de pătrundere respectiv a pericolului de lipsă de topire icircntre cusătură şi metalul de bază
icircn zonele scobite prin scurgerea metalului topit icircn aceste scobituri Acest fenomen este
amplificat o dată cu creşterea exagerată a tensiunii arcului electric
Calculul ariei rostului se face icircn funcţie de forma şi dimensiunile acestuia cu ajutorul
uneia din relaţiile de mai jos
- rost I Ar = bs
- rost V Ar = bs + s2tg α2
- rost Y Ar = bs + (s-c)2tg α2
- rost U Ar = bs + _r22 + 2r[s-(c+r)]+[s-(c+r)]2tgszlig
- rost X Ar = bs + 12(s- c)2tg α2
- rost K Ar = bs + 14(s-c)2tg szlig
- rost 12 K Ar = bs + 12(s-c)2tg szlig
- icircmbinări de colţ nepătrunse Ar = a2 sau Ar = 12k2
unde a - icircnălţimea (grosimea) icircmbinării (sudurii)
k - icircnălţimea (mărimea) catetei icircmbinării
Calculul ariei cusăturii Pentru calcul se poate folosi una din relaţiile
Ac = (105 14) x Ar (30a)
Obs Coeficientul care icircnmulţeşte aria rostului ţine cont de secţiunea cusăturii regăsită icircn
supraicircnălţarea acesteia Valorile mici ale coeficientului corespund grosimilor mari de material
iar valorile mari grosimilor mici de material respectiv pentru icircmbinările simetrice Icircn cazul
icircmbinărilor sudate cap la cap cu rosturi neprelucrate (rost I) aplicarea relaţiei de mai sus duce
la erori foarte mari icircn special la table subţiri cu deschideri mici (b=1hellip2 mm) deoarece
ponderea materialului de adaos icircn supraicircnălţare este icircn realitate de două trei ori mai mare decicirct
16
cantitatea conţinută icircn secţiunea rostului Mai mult icircn cazul rosturilor I cu deschidere b = 0
ajungem icircntr-o situaţie limită adică să nu putem calcula aria cusăturii cu ajutorul acestei
relaţii In astfel de cazuri se recomandă ca aria cusăturii să se calculeze cu una din relaţiile de
mai jos
Ac = Ar + 23B_h pentru icircmbinări I asimetrice
Ac = Ar +43B_h pentru icircmbinări I simetrice
unde
bull B = lăţimea cusăturii se calculează geometric funcţie de forma si dimensiunile efective ale
rostului la care se adaugă 2 3 mm care reprezintă zona din metalul de bază care se topeşte
la sudare valoarea informativă pentru bdquoBldquo se poate calcula şi cu ajutorul coeficientului de
formă al cusăturii ψ = Bp consideracircnd că ψ = 15hellip25 (valori care diminuează pericolul
fisurării cusăturii la solidificarea băii)
bull h = supraicircnălţarea cusăturii se apreciază icircn funcţie de grosimea materialului de bază după
cum urmează (valori informative)
h = 1 15 mm pt s = 5 10 mm
h = 15 2 mm pt s = 10 25 mm
h = 2 3 mm pt s gt 25 mm
Obs Supraicircnălţarea cusăturii la icircmbinările cap la cap respectiv convexitatea cusăturii la
icircmbinările de colţ este mai mare la sudarea icircn CO2 decacirct icircn Ar Valoarea ariei cusăturii
calculată mai sus se rotunjeşte la icircntreg (calculul este aprox)
Alegerea materialelor de sudare
Stabilirea cuplului sacircrmă ndash gaz de protecţie Alegerea cuplului sacircrmă ndash gaz de protecţie pe
baza criteriilor de alegere a sacircrmei respectiv a gazului de protecţie Se precizează marca
(simbolul) sacircrmei electrod şi a gazului de protecţie utilizate
Sacircrma electrod (marca sacircrmei) helliphelliphelliphellip (STAS SR EN sau normă)
Gazul de protecţie helliphelliphelliphelliphelliphelliphelliphelliphelliphellip (STAS SR EN sau normă)
Stabilirea diametrului sacircrmei electrod Diametrul sacircrmei electrod poate fi ds = 06 08 10
12 16 mm Alegerea diametrului se face icircn funcţie de grosimea metalului de bază valoarea
curentului de sudare (modul de transfer) poziţia de sudare forma rostului etc Diametrul de
sacircrmă cel mai utilizat şi care acoperă o plajă mare de necesităţi tehnologice la sudare este
17
diametrul de 12 mm Pentru grosimi mici de material s lt= 2-3 mm se folosesc după caz
diametrele mai mici 08 mm respectiv 10 mm Diametrele mari gt= 16 mm se recomandă la
grosimi mari de material la sudarea cu transfer prin pulverizare Nu se recomandă diametre
mari de sacircrmă peste 12 mm icircn cazul transferului prin scurtcircuit datorită stabilităţii slabe a
arcului electric Pot fi utilizate icircnsă cu succes icircn cazul sudării icircn curent pulsat icircn special la
sacircrmele moi din aluminiu sau sacircrme tubulare
Stabilirea numărului de treceri Depinde icircn principal de natura metalului de bază (sensibil sau
insensibil la supraicircncălziri) de modul de transfer utilizat (arii de treceri mai mici la transfer
prin scurtcircuit respectiv arii de treceri mari la transfer prin pulverizare) de poziţia de
sudare forma rostului tipul icircmbinării etc Pe baza acestor factori se stabileşte aria trecerilor
poate lua valori cuprinse icircn domeniul 5 hellip 40 mm2
Dispunerea trecerilor icircn rost (schiţă)
Modul de dispunere a trecerilor
Calculul parametrilor tehnologici de sudare
1048707 transfer prin scurtcircuit grosimi mici (s lt 5 mm) sudarea stratului de rădăcină sudarea icircn
poziţii dificile (vertical peste cap etc)
1048707 transfer prin pulverizare la grosimi mari de material pentru sudarea icircn poziţie orizontală
sau icircn jgheab
18
1048707 transfer sinergic icircn curent pulsat la grosimi medii de material unde tehnologia de sudare
clasică se plasează icircn domeniul transferului intermediar caracterizat prin stropiri mari pentru
sudarea stratului de rădăcină la sudarea icircn poziţii dificile
Curentul de sudare Is Viteza de avans a sacircrmei electrod vae depinde de modul de transfer
diametrul sacircrmei poziţia de sudareetc Reglarea curentului de sudare respectiv a puterii
arcului electric se face prin modificarea vitezei de avans a sacircrmei electrod pe baza relaţiei de
proporţionalitate existentă icircntre cei doi parametrii tehnologici Practic la sudarea MIGMAG
viteza de avans a sacircrmei electrod poate fi considerată parametrul principal icircn stabilirea
tehnologiei de sudare care icircn anumite condiţii date (materialul sacircrmei diametrul sacircrmei gazul
de protecţie) determină valorile celorlalţi parametrii tehnologici şi icircn primul racircnd valoarea
curentului de sudare Deci cacircnd stabilim curentul de sudare trebuie să stabilim practic valoarea
vitezei de avans a sacircrmei electrod cei doi parametri fiind indisolubil legaţi unul de altul
Stabilirea corelaţiei curent de sudare ndash viteză de avans sacircrmă electrod se face din nomograme
de tipul Is = f(vae) figura 50divide54 trasate pentru anumite condiţii concrete de lucru (tip
material de adaos diametru sacircrmă gaz de protecţie lungime capăt liber sacircrmă mod de
transfer clasic sau icircn curent pulsat) din tabele tehnologice (sau şabloane) funcţie de condiţiile
concrete de lucru Icircn tabelele de mai jos sunt prezentate corelaţiile dintre viteza de avans a
sacircrmei electrod şi valoarea curentului de sudare pentru diametrele de 10 şi 12 mm folosind
ca şi gaze de protecţie CO2 100 şi CORGON 18 (amestec 82 Ar + 18 CO2 cel mai
frecvent utilizat la sudarea oţelurilor nealiate şi slab aliate) iar ca sacircrmă electrod sacircrma
nealiată SG2 (cea mai utilizată pentru sudarea oţelurilor nealiate şi slab aliate cu Mn) icircn
varianta clasică sau icircn current pulsat
Valorile pentru viteza de avans a sacircrmei din tabelele de mai jos şi 30 se vor corecta cu
coeficientul 08
Corelaţia viteza de avans a sacircrmei ndash curent de sudare (ds = 10 mm)
Nr
crt
Vae
(mmin
)
Is
(A)
Ua
(V)
lcl
(mm)
Q
(lmin)
Vs
(cmmin) Obs
1 2 68 153 8 8 17
2 3 96 16 8 8 17
19
Transfer
Prin
Circuit
3 4 128 168 8 8 17
4 5 132 188 10 8 17
5 6 144 20 10 10 20
6 7 156 215 10 10 20
71 8 180 225 10 10 20
72 8 172 225 12 12 25
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 10 mm Is = 80 ndash 180 A
Gazul de protecţie CO2 100
Sensul de sudare spre stacircnga (prin icircmpingere)
Corelaţia viteza de avans a sacircrmei ndash curent de sudare (ds = 10 mm)
Nr
crt
Vas
(mmin
Is
(A)
Ua
(V)
Icl
(mm)
Q
(lmin)
Vs
(cmmin) Obs
1 2 53 153 8 8 15 Arc
instabil
IS ndashmic
2 3 90 158 8 8 15
Transfer
prin
scurtcircuit
3 4 120 163 8 8 15
4 5 140 17 10 8 15
5 6 160 18 10 10 20
6 7 175 188 10 10 20
71 8 200 198 10 10 20
72 8 184 20 12 12 25
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 10 mm Is = 60 ndash 180 A
Gazul de protecţie CORGON 18
Sensul de sudare spre stacircnga (prin icircmpingere)
20
Corelaţia viteza de avans a sacircrmei ndash curent de sudare (ds = 12 mm)
Nr
crt
Vae
(mmin)
Is
(A)
Ua
(V)
lcl
(mm)
Q
(lmin)
Vs
(cmmin)
Obs
1 2 74 185 10 10 16
Transfer
Prin
scurtcircuit
2 3 112 193 10 10 16
31 4 144 208 10 10 16
32 4 136 21 12 12 25
4 5 160 223 12 12 25
5 6 184 235 12 12 25
Transfer
Intermediar
6 7 204 253 14 15 30
7 8 224 275 14 15 30
8 9 248 288 14 15 30
91 10 268 305 14 15 30
92 10 256 31 16 18 40
10 11 280 323 16 18 40 Transfer
Globular11 12 300 335 16 18 40
12 13 290 333 20 20 45
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 12 mm Is = 120 ndash 350 A
Gazul de protecţie CO2 100
Sensul de sudare spre dreapta (prin tragere)
Viteza de sudare depinde de grosimea metalului de bază (grosimea sudurii de colţ) modul de
transfer tehnica de sudare (număr mare sau număr mic de treceri) poziţia de sudare varianta
de sudare (semimecanizată sau mecanizată) etc Domeniul de valori este cuprins icircntre 15-100
cmmin cu precizarea că viteza de sudare la sudarea MIGMAG este substanţial mai mare
decacirct la sudarea manuală cu electrod icircnvelit Recomandări utile privind viteza de sudare
1048707 15 - 30 cmmin la sudarea semimecanizată cu transfer prin scurtcircuit sau la sudarea
stratului de rădăcină
21
1048707 30 - 50 cmmin la sudarea semimecanizată cu transfer prin pulverizare sau icircn curent pulsat
există o valoare optimă a vitezei de sudare situată icircn jurul valorii de 40 - 45 cmmin pentru
care se obţine pătrunderea maximă
1048707 30 - 100 cmmin la sudarea mecanizată icircn funcţie de grosimea componentelor
Materiale de sudare
Materialele utilizate la sudarea ST sunt sacircrma electrod icircn cazul sudării cu sacircrmă
tubulară cu autoprotecţie respectiv sacircrma electrod şi gazul de protecţie la sudarea cu sacircrmă
tubulară cu protecţie suplimentară
Sacircrma electrod se prezintă sub forma unei teci metalice umplute cu un miez
pulverulent icircn următoarea gamă de diametre 10 12 14 16 18 20 24 28 (32)
Icircnvelişul metalic se execută icircn general dintr-un material nealiat caracterizat prin
proprietăţi bune de ductilitate pentru a permite laminarea şi trefilarea uşoară a tecii grosimea
acesteia avacircnd valori sub 02 mm Alierea cusăturii cacircnd este cazul se face icircn general prin
miez Icircnvelişul metalic (teaca) are următoarele roluri
bull asigură prin topire cantitatea de material de adaos pentru realizarea icircmbinării sudate sau
icircncărcarea prin sudare
bull asigură contactul electric şi realizează icircnchiderea circuitului electric de sudare icircntre vacircrful
sacircrmei şi piesă
bull păstrează şi protejează miezul de pulbere icircmpotriva umidităţii
Miezul este un amestec de substanţe similare icircnvelişului electrozilor şi fluxurilor de
sudare După rolul pe care icircl au icircn procesul de sudare substanţele din miez se icircmpart icircn
bull substanţe zgurifiante pentru protejarea metalului topit
bull substanţe gazeifiante pentru protecţia spaţiului arcului icircmpotriva pătrunderii aerului
bull substanţe dezoxidante şi de rafinare a băii metalice
bull substanţe ionizatoare pentru icircmbunătăţirea stabilităţii arcului
bull substanţe (elemente) de aliere pentru alierea icircn arc
Echipamente pentru sudare MIGMAG
Din punctul de vedere al tehnologului respectiv al utilizatorului echipamentului de
sudare nu este atacirct de importantă cunoaşterea detaliilor de proiectare a acestor instalaţii
22
(sursă de sudare pupitru de comandă scheme electrice si electronice etc) cacirct mai ales
cunoaşterea părţilor componente ale echipamentului şi a rolului acestora a particularităţilor
specifice a performanţelor de sudare a modului de reglare şi control a parametrilor
tehnologici de sudare icircn vederea obţinerii rezultatelor dorite sau impuse de tehnologia de
sudare cu performanţe maxime
Echipamentele de sudare MIGMAG constituie sisteme mult mai complexe atacirct icircn
ceea ce priveşte părţile componente cacirct şi pregătirea pentru sudare respectiv modul de
comandă şi reglare a parametrilor tehnologici de sudare icircn comparaţie cu echipamentele
clasice utilizate la sudarea manuală cu electrozi icircnveliţi (transformatoare convertizoare
redresoare) Din punct de vedere a reglării parametrilor tehnologici icircn practică lucrurile nu
sunt de loc complicate icircn general aceasta implicacircnd reglarea a doi parametri şi anume
selectarea treptei de tensiune (tensiunea de mers icircn gol şi implicit tensiunea arcului) respectiv
ajustarea vitezei de avans a sacircrmei electrod pentru asigurarea curentului de sudare necesar
Figura 5
Părţile componente ale unei instalaţii de sudare MIGMAG
a - furtun gaz b ndash sacircrmă electrod c ndash tur-retur apă d ndash comandă pistolet
e ndash conductor curent f ndash tub de protecţie g ndash cablu de masă
Icircn cazul surselor moderne de sudare sinergice cu invertor problema este şi mai mult
simplificată oferind utilizatorului (operatorului sudor) prin programele icircncorporate icircn
microprocesor o tehnologie apropiată de optim prin reglarea unui singur parametru
tehnologic viteza de avans a sacircrmei electrod respectiv tensiunea arcului Icircn funcţie de
23
principiul de reglare al puterii (energiei) arcului specific sursei de sudare utilizate se setează
sau se reglează după necesităţi un singur parametru tehnologic considerat parametru de bază şi
anume viteza de avans a sacircrmei icircn cazul surselor cu invertor cu tranzistoare de putere cu
reglare continuă a tensiunii arcului respectiv tensiunea icircn cazul surselor de sudare cu reglare
icircn trepte a tensiunii arcului Restul parametrilor tehnologici de sudare sunt reglaţi automat prin
intermediul programelor microprocesorului icircn funcţie de datele de intrare specifice aplicaţiei
date introduse icircn prealabil de la consola sursei tipul de transfer (clasic sau pulsat) materialul
de adaos (compoziţia chimică) diametrul sacircrmei gazul de protecţie etc Echipamentul
permite şi efectuarea corecţiilor necesare dacă este cazul Acest mod de reglare al puterii
arcului necesar procesului de sudare dat este cunoscut sub denumirea de bdquoONE KNOBldquo adică
reglarea instalaţiei pentru sudare de la un singur buton ceea ce simplifică foarte mult sarcinile
operatorului sudor conducacircnd la regimuri de sudare optime fără să fie nevoie de multe
cunoştinţe tehnologice temeinice icircn afara celor de bază necesare sudării propriu zise Un
echipament de sudare MIGMAG se compune icircn principiu din următoarele părţi componente
figura 5
1048766 1 Sursa de sudare
1048766 2 Pupitrul de comandă
1048766 3 Dispozitivul de avans al sacircrmei electrod DAS
1048766 4 Pistoletul de sudare
1048766 5 Alimentarea cu gaz de protecţie
1048766 6 Instalaţia de răcire cu apă
Sursa de sudare
Sursele de sudare utilizate la sudarea MIGMAG sunt surse de curent continuu
convertizoare redresoare invertoare Datorită performanţelor modeste (timp de răspuns mare
dinamică redusă) icircn prezent convertizoarele de sudare se utilizează din ce icircn ce mai rar la
sudarea MIGMAG (aproape deloc) ele fiind icircnlocuite de redresoarele de sudare şi icircn ultimul
timp pe scară tot mai largă de sursele cu invertor pentru sudare (pe scurt invertoare pentu
sudare) Redresoarele la racircndul lor pot fi clasice cu diode sau comandate electronic cu
tiristoare sau tranzistoare de putere Particularitatea principală a surselor de sudare MIGMAG
este forma caracteristicii externe Ua=f(Is) Din motive de asigurare a stabilităţii arcului
24
electric prin fenomenul de autoreglare specific sudării MIGMAG forma caracteristicii
externe a sursei este rigidă (1) sau uşor coboracirctoare (2) (sub 7V100A)
Din motive de stabilitate maximă a procesului se preferă caracteristicile externe uşor
coboracirctoare a căror pantă (ΔUaΔIs) depinde de gazul de protectie respectiv de diametrul
sacircrmei electrod prin funcţia REGTYPE (valabilă numai la sursele cu invertor) Panta
caracteristicii externe este mai mare la sudarea icircn dioxid de carbon decacirct icircn argon sau
amestecuri bogate icircn argon La sudarea icircn CO2 caracteristica externă are panta maximă la
sacircrma electrod cu diametrul cel mai mic 08 mm şi scade cu creşterea diametrului sacircrmei
La sudarea icircn amestecuri bogate icircn argon panta caracteristicii externe este aceeaşi
pentru toate diametrele de sacircrmă şi mai mică decacirct cele corespunzătoare sudării icircn CO2
Datorită acestei forme a caracteristicii externe se observă că tensiunea arcului este apropiată
de tensiunea de mers icircn gol a sursei Icircn consecinţă reglarea tensiunii arcului la sudarea
MIGMAG se face prin reglarea tensiunii de mers icircn gol a sursei de sudare Aceasta se poate
face prin reglaj icircn trepte la sursele cu diode sau prin reglaj continuu la sursele cu tiristoare şi la
invertoare Reglajul continuu este cel mai bun permiţacircnd o infinitate de curbe acoperind toate
cerinţele tehnologice dar este mai costisitor Reglajul icircn trepte se face de obicei icircn două etape
un reglaj brut respectiv un reglaj fin şi este mai uşor de realizat constructiv (mai ieftin)
Numărul curbelor caracteristici externe este limitat icircntre o valoare minimă U20min şi o
valoare maximă U20max specific fiecărei surse Icircn acest caz obţinerea regimului optim pentru
o valoare dată a tensiunii se face prin corecţia vitezei de avans a sacircrmei electrod De aici
decurge cea de-a doua particularitate a surselor de sudare MIGMAG şi anume tensiunea de
mers icircn gol este mai mică decacirct la sursele de sudare cu electrod icircnvelit respectiv sursele WIG
fiind cuprinsă icircn intervalul de valori 20-50V Forma caracteristicii externe şi valoarea redusă a
tensiunii de mers icircn gol fac ca sursele de sudare MIGMAG să nu poată fi folosite la sudarea
SE şi WIG Icircn ultimul timp au apărut sursele de sudare universale (cu tiristoare sau cu
invertor) care permite sudarea cu toate cele trei procedee de sudare printr-o simplă comutare
pe procedeul utilizat (prin modificarea formei caracteristicii externe)
Cea de-a treia particularitate a surselor de sudare MIGMAG o constituie prezenţa unei
inductanţe icircn circuitul de sudare necesară icircn cazul sudării cu arc scurt cu transfer prin
scurtcircuit (sau la sudarea cu arc lung icircn bioxid de carbon icircn cazul scurtcircuitelor aleatoare)
pentru limitarea vacircrfului curentului de scurtcircuit şi prin urmare pentru reducerea stropirilor
25
Inductanţele fizice (reale) pot fi fixe variabile icircn trepte (cu ploturi) sau variabile continuu (cu
miez magnetizat
Surse de sudare sinergică - Invertoare
Dezvoltarea electronicii icircn general şi a electronicii de putere icircn special icircn ultimul timp
(a doua parte a secolului al XXndashlea) a impulsionat aşa cum era de aşteptat dezvoltarea şi
modernizarea echipamentelor de sudare icircn general şi a echipamentelor de sudare prin topire icircn
special producacircnd se poate spune o adevărată revoluţie icircn acest domeniu nebănuit cu puţin
timp icircn urmă atacirct din punctul de vedere al greutăţii proprii şi al dimensiunilor de gabarit cacirct
mai ales a performanţelor atinse Motorul acestei bdquorevoluţiildquo a fost folosirea invertoarelor de
frecvenţă ridicată cu transformator pe miez de ferită icircn construcţia surselor de putere şi
comanda lor cu ajutorul microprocesoarelor A fost posibilă astfel atingerea unor performanţe
tehnologice inimaginabile şi a unui control perfect al procesului de sudare icircn ansamblul lui
Atingerea acestor nivele icircnalte se datorează vitezei foarte mari de răspuns a invertoarelor de
ordinul microsecundelor funcţie de frecvenţa invertorului care a permis modelarea după
dorinţă a parametrilor tehnologici de sudare şi controlul riguros al acestora Comparativ viteza
de răspuns a redresoarelor clasice cu diode sau tiristoare nu putea fi scăzută sub 5 ms
Icircn anul 1970 redresoarele cu tiristoare au icircnceput să fie utilizate la sudarea manuală cu
electrozi icircnveliţi SE şi sudarea MIGMAG standard Tot cam icircn aceeaşi perioadă au apărut şi
sursele standard MIGMAG icircn curent pulsat formate prin combinarea a două surse obişnuite
una pentru curentul de baza alta pentru curentul de puls dar care funcţionează pe frecvenţe
fixe 25 33 50 75 100Hz Datorită vitezelor mari cu care se desfăşoară fenomenele icircn zona
arcului (de exemplu timpul de scurtcircuit tsc = 15-3 ms) şi avacircnd icircn vedere că timpul de
reacţie al tiristoarelor este de min 5-6 ms (deci mult mai mare) la redresoarele pentru sudarea
MIGMAG nu era posibilă modelarea acestor fenomene iar controlul variaţiei curentului de
scurtcircuit s-a putut face numai folosind o inductanţă fizică reală
Icircn jurul anului 1980 au apărut tiristoarele rapide cu timp de blocare redus Astfel s-au
realizat primele surse de tip invertor cu tiristoare care funcţionează pe o frecvenţă de 15
KHz Datorită cerinţelor complexe ale regimului de sudare şi a vitezelor mari de derulare a
fenomenelor din arcul electric au fost realizate surse cu tranzistoare de putere icircn circuitul de
26
sudare care au permis creşterea frecvenţei invertoarelor la valori mult mai mari decacirct cu care
se desfăşoară fenomenele icircn arc
Tehnologia de sudare a tablelor din OL32
Tehnologii de sudare pentru oţel carbon nealiat şi slab aliat
1048766 Tipul icircmbinării de colţ
1048766 Poziţia de sudare vertical ascendentă
1048766 Tipul de transfer prin scurtcircuit
1048766 Gazul de protecţie 75 Ar + 25 CO2
27
Capitolul 4
Metode de control a icircmbinărilor sudate
Controale nedistructibile
Controalele nedistrucitve nu duc la deteriorarea imninarii sudate şi nu influenţează asupra
comportării icircn exploatarea acestuia Cele mai utilizate controale nedistructive sunt
- controlul vizual
- controlulu cu raze Roentgen sau gama
- controlul cu ultrasunete
- controlul cu utilizarea unor metode magnetice
- controlul cu lichide penetrante
- expunerea icircmbinării sudate pe bancă de probă sau pe maşini de icircncercări la solicitare
cacirct mai apropiate de cele icircn exploatare la suprasolicitari avacircnd o valoare dinainte stabilită
sau la solicitări variabile după un ciclu determinat verificarea se face prin examninarea
ulterioară fie prin efectuarea unor măsurători tensometrice proba hidraulică
- proba pneumatică
- proba cu petrol
- proba cu amoniac
- proba cu etansietate utilizacircnd metoda spectometrului de masă
Controale distructive
Controalele distructive se execută la o anumită icircmbinare sudată sau asupra unor
porţiuni din această Porţiunile supuse acestor controale nu mai pot fi utilizate ulterior icircn
exploatare Controalele distrucitve se pot executa utilizacircnd plăci de control din acelaşi material
de baze sudate cu acelaşi material de adaos şi realizate cu acelaşi regim ca şi icircmbinările sudate
ale utilajuluipentru care se fac Icircn cazul unor verificări sau expertize se pot preleva din
icircmbinarea sudată a materialului Se urmăreşte verificarea respectării materialelor de bază de
adaos şi auxiliare prescrise depistării eventualelor abateri de la procesul tehnologic stabilit
iniţial care au dus la existenţa unor defecte şi scăderea calităţii icircmbinării
28
Analiza metalografică se poate face prin
- microstructura care permite depistarea unor defecte (pori sulfuri fisuri incluziuni etc)
stabilirea configuraţiei icircn sectinue a cordonului de sudura şi ZIT determinarea numărului de
straturi depuse pentru formarea cordonului punerea icircn evidenţă a cristalizării primare a
metalului depus
- microstructura care permite punerea icircn evidenţă a unei microzone ale icircmbinării sudate a
conţinutului aproximativ de carbon a metalului de bază şi a precipitării carburilor la oţeluri
anticorosive
- sacrificacircnd una sau mai multe piese icircn cazul unei producţii de mare serie şi supunacircndu-se
unor solicitări cacirct mai apropiate de cele din exploatare şi a căror mărime este crescută pacircnă la
ruperea construcţiei se urmăreşte verificarea viabilităţii soluţiilor constructive a calităţii
materialelor de bază şi de adaos a regimului tehnologic Metoda poate servi şi la stabilirea
fiabilităţii produsului respectiv
Prezentarea unor metode de depistare a icircmbinărilor sudate
Urmează o prezentare ceva mai detaliată a unor metode de control nedistructiv cu
rolul de a oferi celor care nu se ocupă direct cu controlul imbunarilor sudate date generale
privind modul de efectuare a fiecărui control
Controlul prin găurire
Cusătura se găureşte cu ajutorul unui burghiu cu unghiul de ascuţire de 90 grade
Diametrul burghiului se alege astfel icircncacirct să fie găurita icircntreaga secţiune transversală a
cusăturii şi să fie cuprins metalul de bază pe aproximativ 2mm Se execută icircntacirci o găurire de
circa 3 mm adacircncime şi se examinează cu atenţie Se adacircnceşte gaura cu icircncă 2-3 mm se
examinează din nou şi astfel se continuă pacircnă se ajunge la rădăcina cusăturii Examinarea se
face cu ajutorul unei lupe
Controlul prin găurire se recomandă a se executa icircn special pentru stabilirea cauzelor
de deteriorare parţială a construcţiilor sudate icircn exploatare atunci cacircnd prelevarea eprubetelor
de macrostructure este imposibilă sau nedorită
Controlul cu raza Roentgen şi gama generalităţii
Lumina vizibilă este formată din oscilaţii electromagnetice Razele Roentgen şi razele
gama sunt de asemenea oscilaţii electromagnetice care se deosebesc numai prin lungimea
29
undei Razele Roentgen pătrund icircn icircmbinările sudate fiind parţial absorbite şi dispersate
Capacitatea de pătrundere a razelor depind de lungimea de undă Controlul cu radiaţii
penetrante este cea mai răspacircndită metodă de control nedistructivă asiguracircnd un document
asupra mărimii formei poziţiei icircn plan şi frecvenţei defectelor Normele romacircneşti precum şi
norme din alte ţări dau recomandări cu privire la aprecierea calităţii icircmbinărilor sudate
obţinute la controlul Roentgen
Icircmbinarea sudată trebuie examinată cu direcţia razelor perpendiculare pe direcţia să
sau un anumit unghi
Controlul etansitatii utilizacircnd metoda spectometrului de masă
(probă cu helium freon argon)
Generalităţi
Pentru detectarea defectelor se utilizează un gaz trasot a cărui prezenţă icircn urmă foarte
fine poate fi pusă icircn evidenţă prin metoda spectrometului de masă
Controlul cu helium fiind scump se recomandă a fi utilizat pentru piese mici de la
detectarea uneor defecte foarte fine putacircnd localiza defecte la fluxul gazos Un alt gaz
freonul poate asigura icircn funcţie de metoda utilizată detectarea unor masivităţi prin care sunt
pierderi de fluxuri gazoase
Metoda presupune utilizarea unei aparaturi speciale care icircn prezenţa urmelor de gaz
trasot emit semnale ascuţite şi luminoase caracteristică a fiecărui gaz trasot utilizat Pentru a
putea face o legătură icircntre mărimea defectului şi fluxului de gaz scurs prin neetansietati se
prezintă după Duquenes mărimea fluxului de heliu scurs prin neetansietati icircn funcţie de
grosimea piesei (lungimea defectului) şi diametrul acestuia
30
Capitolul 5
Securitatea şi sănătatea muncii
Reguli ce trebuie respectate la sudare
- La sudarea manuală cu electrod icircnvelit icircn afară de măsurile generale de protecţie care
se iau la lucrările de sudare trebuie luate o serie de măsuri speciale specifice procedeului
- Protecţia icircmpotriva radiaţiilor arcului se realizează după cum urmează
- - protecţia ochiilor şi a feţei prin folosirea măştii de sudură o atenţie deosebită
se va acorda alegerii sticlei de protecţie a ochilor indiferent de intensitatea curentului cu care
se lucrează la alegerea numărului sticlei de protecţie sudorul va avea icircn vedere că o sticlă
prea icircnchisă obligă urmărirea arcului de la mică distanţă fapt care are repercursiuni asupra
igienei respiratorii
- - protecţia pielii şi a organelor interne se realizează prin folosirea obligatorie a
mănuşilor şi şorturilor din piele
- - pentru protecţia celorlalţi muncitori la locul de muncă al sudorilor va fi
icircnconjurat cu paravane de protecţie De asemenea se vor aplica tăbliţe avertizoare bdquoAtenţie se
sudeazărdquo
Protecţie icircmpotriva electrocutării
Toate sursele de curent ca şi piese care icircn mod accidental pot fi puse icircn contact cu circuitul
de sudare vor fi legate de pămacircnt
- tensiunile nu vor depăşi 80V
- icircncălţămintea şi icircmbrăcămintea sudorului va fi icircn bună stare permiţacircnd contactul
direct dintre piesă şi corpul sudorului
- icircn cazul sudării pe sol umed sau pe corpuri metalice se va folosi covorul de cauciuc
- port-izolatorul va fi aşezat cacircnd nu se sudează icircn poziţie sigură pe corpuri izolatoare
- resturile de electrod vor fi eliminate prin port electrod pentru a evita contactele
accidentale
- port electrozii vor fi complet izolaţi
31
- icircn perioadele de repaus (peste 10 min) sursă de curent va fi scoasă de sub tensiune
- icircn cazul sudării icircn interiorul pieselor metalice se recomandă supravegherea
permanentă a sudorului
Protecţia icircmpotriva gazelor şi fumului
Locul de muncă al sudorului va fi asigurat cu o bună ventilaţie Icircn cazul aspiraţiei locale
trebuie asigurat un delict de aspiraţie 70Lsecundă la 150 mm de arc sau 280Ls la 300 mm de
arc Icircn cazul aspiraţiei gazelor cu dispozitive la care nu se poate deplasa gura de aspiraţie se
va asigura delict de 7-11 m pe minut şi post de sudură iar icircn cazul ventilaţiei generale 56 m
pe minut şi post de sudură Defecţiunile tehnice se vor remedia numai de către personalul
calificat
Organizarea locului de muncă
La sudarea cu gaze există pericolul arderilor şi accidentelor datorită existenţei gazelor sub
presiune şi a caracteristicilor oxigenului şi a gazelor combustibile Este necesar ca
responsabilii cu protecţia muncii şi sudură să execute
- icircntocmirea şi afişarea la locul de muncă a instruciunilor de funcţionare deservite
icircntreţinere şi verificare a fiecărui utilaj icircn parte cu precizarea defectuarilor posibile şi a
măsurilor ce trebuie luate de sudor
- să instruiască periodic sudorii convingacircndu-se de buna cunoaştere a normelor de
utilizare verificare şi icircntreţinerea utilajului
- să se verifice sistematic la fiecare post de sudură şi sudor starea tehnică a utilajului şi
modul icircn care sudorul respectă normele tehnice
Sudorul icircnainte de icircnceperea lucrului trebuie să verifice buna stare de funcţionare a
icircntregului utilaj şi icircn special al generatorului de acetilenă lentilele de oxigen şi acetilenă
aparatura acestora incluse icircn supapa hidraulica de siguranţă locul de amplasare a acestora
pentru a fi ferit de icircncălzire
Orice defecţiune constatată la utilajul de sudură va fi comunicată responsabilului cu
sudura La orice părăsire a locului de muncă sudorul este obligat să oprească alimentarea
curentului electric a aparatelor
La sudarea electrică prin rezistentă de contact prin presiune şi prin puncte se vor lua
măsuri de protecţie a sudorului icircmpotriva stropilor de metal topit şi icircmpotriva atingerea
pieselor calde Corpul şi macircinile vor fi protejate icircmpotriva stropilor de metal folosindu-se
32
şorţul de piele respectiv mănuşi Peste icircncălţăminte se vor icircmbrăca jambiere de protecţie
Dacă icircn timpul lucrului arzatirul se icircncălzeşte excesiv acesta se va răci de cacircte ori
este necesar icircntr-un vas cu apă curată aflat permanent la locul de muncă al sudorului
Se interzice sudarea electrică atunci cacircnd conductoarele electrice au izolaţii
deteriorate iar cleştele port electrod este defect sau are izolaţie termoelectrică
necorespunzătoare deoarece aceste defecte pot provoca electrocutări
PSI
Prevenirea şi stingerea incendiilor
La intrarea icircn atelierele de sudare se vor afişa vizibil bdquoFumatul Interzisrdquo bdquoNu priviţi
flacărardquo bdquoPericol de orbirerdquo bdquoAtenţie se sudeazărdquo etc
Prin nerespectarea normelor de tehnica securităţii muncii se pot produce următoarele
accidente
- electrocutări
- icircmbolnăvirea ochilor şi arsuri de piele
- incendii cauzate de scacircnteile icircmprăştiate de arcul electric
Pentru prevenirea unor accidente se vor respecta următoarele reguli
- nu se va icircncepe lucrul la o maşină pacircnă cacircnd cel ce trebuie să o deservească nu o
cunoaşte perfect
- se va verifica instalaţia de ungere şi de răcire
- se va verifica instalaţia maşinilor unelte
- se va controla buna funcţionare a pieselor de prelucrat a sculelor şi a dispozitivelor pe
maşina unelta
- icircn timpul lucrului să se folosească dispozitive de protecţie icircmpotriva aşchiilor ecrane
ochelari
- nu se admite fracircnarea organelor icircn mişcarea cu macircna
- controlul stării sculei şi a prelucrării piesei nu se admite a fi făcut icircn timpul
funcţionării maşinii
- hainele de protecţie (halat sau salopetă) să fie icircncheiate la toţi nasturii manşetele
stracircnse iar capul acoperit
- locul de muncă trebuie ţinut icircn ordine şi curăţenie
- se va acorda o atenţie deosebită fixării corecte a pieselor şi echilibrării acestora
33
- cuţitele trebuie să pătrundă icircn materialul lin pentru evitarea smulgerii piesei la şoc
- ajustarea cu pilă de maşină de unelta a unor muchii se va face ţinacircndu-se macircnerul icircn
macircnă dreaptă iar capătul pilei icircn macircnă stacircngă
- aşchiile se icircndepărtează numai cacircnd maşina unelta este oprită
- la constatarea oricărei defecţiuni se va opri maşina unelta şi se va anunţa maestrul şi
mecanicul de icircntreţinere
Instructajul de protecţie a muncii este obligatoriu şi se efectuează de către cei care conduc şi
controlează procesele de muncă Instructajul cuprinde trei faze
a) Instructajul introductiv general se face icircn prima zi de activitate practică şi are drept
scop prezentarea principalelor măsuri de protecţie a muncii specifice unităţii La terminarea
instructajului se va face verificarea iar rezultatul se consemnează icircn fişa individuală pentru
protecţia muncii
b) Instructajul la locul de muncă are scopul de a prezenta măsurile de protecţie a muncii
specificepostului de lucru respectiv şi se face elevilor şi tuturor angajaţilor noi arătacircndu-se
cauzele principale care pot duce la accidentele de muncă şi măsurile de prevenire a acestora
c) Instructajul periodic se face la locul de muncă pentru a reaminti normele de protecţie a
muncii
34
Bibliografie
CC Teodorescu D Mocanu M Buga- Icircmbinări sudate- ET 1972 Bucureşti
Vasile Ilie C Gheorghe- Tăierea şi prelucrarea cu flacără a materialelor metalice- ET 1978
Bucureşti
M Brezeanu- Icircndrumătorul sudorului- ET 1975 Bucureşti
SI Ozanov- Controlul icircmbinărilor sudate- ET 1982 Bucureşti
C Teodorescu- Icircmbinări sudate- ET 1992 Bucureşti
C Miklos- Sudarea metalelor- ET 1985 Bucureşti
V Drobota- Rezistenţa materialelor şi organe de maşini- Editura Didactică şi Pedagogică
1979 Bucureşti
M Smilovici- Icircndrumător pentru icircmbinările sudate
35

zonele adiacente (reci) ale metalului de bază fără să producă o icircncălzire semnificativă la
nivelul temperaturii de topire a acestor zone Efectul acestor fenomene este formarea unei
zone topite icircnguste şi adacircnci aşa numitul bdquodeget de argonldquo specific sudării icircn argon sau
amestecuri bogate icircn argon deosebit de defavorabil din punct de vedere tehnologic datorită
pericolului de apariţie a defectelor de icircmbinare lipsă de topire sau lipsă de pătrundere
respectiv pericol de fisurare (concentrator de tensiune)
Icircn cazul dioxidului de carbon temperatura din coloana arcului se menţine icircncă la valori
ridicate capabile să producă icircncălziri semnificative a zonelor de incidenţă la distanţe mult
mai mari faţă de axa coloanei decacirct icircn cazul argonului Are loc astfel o icircncălzire şi topire a
metalului de bază pe o zonă mai extinsă atacirct icircn adacircncime cacirct mai ales lateral cu efecte asupra
icircmbunătăţirii geometriei cusăturii caracterizată printr-o pătrundere uniformă La această
icircncălzire a metalului de bază contribuie de asemenea şi căldura cedată prin fenomenul de
recombinare a gazului ce are loc icircn zona componentelor respectiv a băii metalice ca efect a
temperaturii scăzute din această zonă (1800-2000degC) propice reacţiilor de recombinare Se
apreciază că din punct de vedere tehnologic geometria cusăturii la sudarea icircn CO2 este cea
mai favorabilă Prin urmare amestecarea celor două gaze Ar şi CO2 va conduce şi la
modificarea geometriei cusăturii sudate Aceasta este una din raţiunile principale care stau la
baza sudării icircn amestecuri de gaze Ar+CO2 a oţelurilor nealiate sau slab aliate şi anume
obţinerea unei geometrii mai favorabile a cusăturii sudate
Densitatea Influenţează nivelul de protecţie a arcului electric şi a băii de metal topit
respectiv producerea fenomenului de microsablare la sudarea icircn mediu de gaze inerte
Activitatea chimică Prin reacţiile chimice ce au loc icircn coloana arcului şi la nivelul băii
metalice activitatea chimică a gazului de protecţie influenţează comportarea metalurgică Din
acest punct de vedere la sudarea MIGMAG se disting două categorii de gaze Gazele inerte
sunt gazele care nu reacţionează chimic cu elementele din coloana arcului şi din baia metalică
Din această grupă fac parte argonul şi heliul Gazele active sunt gazele care reacţionează
chimic cu elementele din arc şi din baia de metal Cel mai utilizat gaz din această grupă este
dioxidul de carbon la care se mai adaugă şi oxigenul Icircn acest caz icircn coloana arcului şi la
nivelul băii au loc următoatele reacţii chimice
bull disocierea dioxidului de carbon la T gt 1600degC (disocierea este completă la T gt 4000degC)
CO2 = CO + O
11
bull reacţiile de oxidare şi reducere
Fe + O = FeO FeO + Mn = MnO + Fe
Si + 2O = SiO2 2FeO + Si = SiO2 + 2Fe
Mn + O = MnO 2FeO + Ti = TiO2 + 2Fe
Ti + 2O = TiO2 FeO + C = CO + Fe
Se constată că prezenţa oxigenului icircn coloana arcului determină oxidarea sau arderea
unor elemente de aliere Aceasta conduce la pericolul formării oxizilor de fier icircn cusătură cu
efecte nefavorabile asupra reducerii caracteristicilor mecanice şi de rezilienţă Diminuarea
fenomenului se face prin alierea sacircrmei electrod cu elemente dezoxidante ca Mn Si Ti care au
aviditate mai mare faţă de oxigen decacirct fierul reducacircnd pericolul de oxidare a acestuia Cel
mai puternic dezoxidant este titanul Oxizii de mangan siliciu titan formaţi fiind insolubili icircn
metalul topit ies la suprafaţa băii şi se regăsesc pe cusătură sub formă de mici bdquoinsulerdquo de
zgură de culoare brună cu aspect sticlos
Reacţiile chimice la nivelul băii de metal topit pot conduce de asemenea la pericolul
formării gazelor icircn baia metalică ca de exemplu oxidul de carbon avacircnd drept consecinţă
pericolul apariţiei porilor icircn cusătura sudată Evitarea apariţiei porilor icircn cusătură se poate
realiza prin alegerea corectă a cuplului sacircmă-gaz de protecţie corelată şi cu alegerea optimă a
parametrilor tehnologici de sudare icircn special tensiunea arcului Prezenţa oxigenului icircn coloana
arcului conduce la oxidarea suprafeţei picăturilor de metal formate la capătul sacircrmei electrod
şi prin urmare la micşorarea tensiunilor superficiale ce acţionează asupra picăturii Prin urmare
desprinderea picăturii din vacircrful sacircrmei electrod se face mult mai uşor şi mai rapid Efectul
benefic este finisarea transferului picăturilor de metal icircmbunătăţirea stabilităţii arcului şi
reducerea icircmproşcărilor de metal prin stropi Se remarcă icircn acest sens utilizarea oxigenului icircn
proporţie de 13 sau a dioxidului de carbor icircn proporţie de 25 icircn amestec cu argonul la
sudarea oţelurilor inoxidabile Procente mai mari de gaz oxidant nu sunt recomandate
deoarece se produce o oxidare nepermisă a metalului cusăturii respectiv la utilizarea
dioxidului de carbon icircn plus pericolul alierii cu carbon şi prin urmare pericolul fragilizării
cusăturii ca urmare a formării carburilor de crom
Reacţiile de oxidare la nivelul băii de metal topit fiind reacţii exoterme conduc la
creşterea temperaturii băii (de la 1800degC la 2200degC) cu consecinţe asupra creşterii fluidităţii
acesteia creşterii pătrunderii sau posibilităţii măririi vitezei de sudare Corelată cu reducerea
12
tensiunilor superficiale la interfaţa baie topită ndash metal solid determină icircmbunătăţirea
procesului de umectare cu efecte favorabile asupra lăţirii respectiv reducerii supraicircnălţării
cusăturii sudate
Tot din punctul de vedere al activităţii chimice remarcăm utilizarea hidrogenului ca şi
gaz reducător icircn amestecurile gazelor de protecţie bdquode formareldquo folosite la protecţia rădăcinii
pe partea opusă sudării la sudarea oţelurilor aliate Inox şi nu numai Amestecul cel mai
frecvent utilizat este format din azot plus 5hellip10 hidrogen Hidrogenul reduce eventualele
urme de oxigen rămase icircn zona rădăcinii evitacircnd astfel oxidarea acesteia cu consecinţe asupra
scăderii rezistenţei la coroziune Utilizarea hidrogenului trebuie făcută cu grijă avacircnd icircn
vedere pericolul de explozie pentru anumite concentraţii icircn aer
Caracterizarea succintă a gazelor de protecţie
Prezentarea succintă a gazelor de protecţie utilizate la sudarea MIGMAG din punctul
de vedere al activităţii chimice şi al proprietăţilor termo-fizice permite icircnţelegerea facilă a
acţiunilor şi efectelor pe care acestea le au icircn procesul de sudare Cele mai utilizate gaze de
protecţie la sudarea MIGMAG sunt argonul heliul dioxidul de carbon oxigenul hidrogenul
azotul
Argonul (Ar)
1048707 gaz inert ndash nu reacţionează cu materialul
1048707 mai greu ca aerul ndash protecţie bună a băii de metal
1048707 potenţial de ionizare scăzut ndash amorsare uşoară a arcului
1048707 produce microsablarea suprafeţelor
Nu se recomandă utilizarea argonului icircn proporţie de 100 deoarece produce un arc
electric instabil formarea inevitabilă de pori icircn cusătură aspect mai puţin plăcut a icircmbinării
sudate Baia metalică este deosebit de vacircscoasă ceea ce duce la pori icircn cusătură crestături
marginale supraicircnălţare excesivă solzi puternic conturaţi Rezolvarea problemei se realizează
prin adaosuri de elemente oxidante O2 şisau CO2
13
Capitolul 3
Tehnologia de sudare in Argon
Elaborarea tehnologiei de sudare icircn general presupune stabilirea condiţiilor icircn care are
loc execuţia icircmbinării sudate pornind de la pregătirea pentru sudare alegerea materialelor de
adaos stabilirea parametrilor tehnologici de sudare stabilirea prelucrărilor post sudare
alegerea echipamentelor de sudare şi a dispozitivărilor etc
Stabilirea tehnologiei de sudare este specifică fiecărui procedeu icircn parte Elaborarea
unei tehnologii de sudare urmăreşte icircn general două aspecte importante şi anume aspectul
calitativ asigurarea calităţii impuse icircmbinării sudate la cel mai icircnalt grad respectiv aspectul
economic preţul de cost cacirct mai redus Aceasta presupune cunoaşterea icircn primul racircnd a
comportării la sudare a metalului de bază cunoaşterea performanţelor procedeului de sudare
utilizat a parametrilor tehnologici de sudare şi a recomandărilor tehnologice specifice
cunoaşterea performanţelor echipamentelor de sudare şi exploatarea acestora
Elaborarea tehnologiei de sudare reprezintă o etapă importantă icircn cadrul acţiunii de
calificare a procedurii de sudare conform SR EN 288-792 şi anume pe baza ei se icircntocmeşte
specificaţia procedurii de sudare WPS (Welding Procedure Specification) documentul care
cuprinde toate informaţiile necesare execuţiei icircmbinării sudate Elaborarea tehnologiei de
sudare presupune parcurgerea unor etape icircntr-o succesiune logică Etapele parcurse pentru
stabilirea tehnologiei de sudare MIGMAG sunt prezentate icircn cele ce urmează
Alegerea formei rostului şi a icircmbinării
Prezentarea formei rostului si stabilirea dimensiunilor efective ale acestuia avacircnd icircn
vedere condiţiile concrete de execuţie ale icircmbinării Alegerea dimensiunilor efective ale
rostului la sudarea MIGMAG se face icircn principal icircn funcţie de tehnologia de sudare respectiv
modul de transfer utilizate la realizarea stratului de rădăcină Acestea depind la racircndul lor de
comportarea la sudare a metalului de bază şi recomandările tehnologice de sudare (material
sensibil sau insensibil la supraicircncălziri) de grosimea componentelor accesul la sudare
importanţa icircmbinării sudate (clasa de execuţie) metoda de susţinere a rădăcinii poziţia de
sudare etc Icircn cazul icircn care accesul la sudare este dintr-o singură parte fără suport la
14
rădăcină iar la rădăcină nu se admit defecte (clasă de calitate superioară) pentru execuţia
rădăcinii se recomandă sudarea cu transfer prin scurtcircuit sau icircn curent pulsat caracterizate
prin energie liniară mică respectiv pericol scăzut de străpungere la rădăcină In acest caz
asigurarea unei pătrunderi bune la rădăcină cu o uşoară supraicircnălţare impune alegerea unei
deschideri a rostului b = 2hellip4 mm respectiv a umărului rostului c= 0hellip1 mm mărimi corelate
icircn principal cu valoarea curentului de sudare respectiv cu gazul de protecţie utilizat (mai mici
la sudarea icircn CO2 100 respectiv mai mari la sudarea icircn amestecuri de gaze bogate icircn argon
Ar +CO2 cel mai comun amestec fiind Ar + 18 CO2 - Corgon 18)
Icircn cazul icircn care accesul la sudare este dintr-o singură parte cu suport la rădăcină
execuţia stratului de rădăcină se poate realiza folosind oricare din modurile de transfer prin
scurtcircuit prin pulverizare sau icircn curent pulsat icircn funcţie de grosimea componentelor poziţia
de sudare natura metalului de bază (sensibil sau insensibil la supraicircncălziri) productivitatea
urmărită la sudare modul de execuţie (semimecanizat sau mecanizat) performanţele
instalaţiei etc Forma şi dimensiunile rostului depind de grosimea componentelor respectiv de
puterea arcului electric
Umărul rostului respectiv deschiderea rostului icircn acest caz au mai puţină importanţă
urmărindu-se icircn principal evitarea pericolelor de străpungere a suportului fuzibil de topire sau
lipire a suportului de Cu sau a suportului ceramic Icircn cazul folosirii unui suport fuzibil se
impune asigurarea unei pătrunderi de cel puţin 2 mm icircn acesta Icircn cazul accesului din ambele
părţi pentru execuţia rădăcinii este posibilă de asemenea folosirea oricărui mod de transfer In
cazul utilizării transferului prin scurtcircuit sau icircn curent pulsat sunt valabile recomandările
din primul caz cu b = 2hellip4 mm respectiv c = 1hellip2 mm In cazul utilizării transferului prin
pulverizare avacircnd icircn vedere puterea mare a arcului electric şi pericolul mare de străpungere
sau de curgere a băii de metal topit la rădăcină se recomandă ca deschiderea rostului să fie
mică b = 0hellip1 mm respectiv umărul rostului să fie mare c = 4hellip6 mm corelate cu viteza de
sudare Principala grijă icircn acest caz este evitarea pericolului de străpungere a rădăcinii
respectiv diminuarea dimensiunilor defectelor de la rădăcină Icircn acest caz la majoritatea
icircmbinărilor sudate icircnainte de execuţia trecerii pe partea opusă realizării primei treceri se
impune prelucrarea rădăcinii (polizare sau scobire-crăiţuire arc-aer) pentru eliminarea
eventualelor defecte specifice sudării stratului de rădăcină lipsă de pătrundere lipsă de topire
pori fisuri sau microfisuri
15
Icircn ceea ce priveşte unghiul rostului se remarcă faptul că acesta are valori mai mici
decacirct la sudarea manuală cu electrod icircnvelit datorită diametrului redus a sacircrmei electrod (08hellip
16 mm) şi absenţei icircnvelişului de pe sacircrmă luacircnd valori cuprinse icircntre 30deghellip50deg Aceasta
conduce la importante economii de material de adaos Reducerea exagerată icircnsă a unghiului
rostului poate avea consecinţe grave asupra pericolului de defecte icircn icircmbinarea sudată ca
urmare a tendinţei de scobire (săpare) ciupire a arcului electric pe feţele rostului cu efecte
asupra pericolului de scurgere a băii de metal topit icircn faţa arcului şi diminuarea pătrunderii sau
lipsei de pătrundere respectiv a pericolului de lipsă de topire icircntre cusătură şi metalul de bază
icircn zonele scobite prin scurgerea metalului topit icircn aceste scobituri Acest fenomen este
amplificat o dată cu creşterea exagerată a tensiunii arcului electric
Calculul ariei rostului se face icircn funcţie de forma şi dimensiunile acestuia cu ajutorul
uneia din relaţiile de mai jos
- rost I Ar = bs
- rost V Ar = bs + s2tg α2
- rost Y Ar = bs + (s-c)2tg α2
- rost U Ar = bs + _r22 + 2r[s-(c+r)]+[s-(c+r)]2tgszlig
- rost X Ar = bs + 12(s- c)2tg α2
- rost K Ar = bs + 14(s-c)2tg szlig
- rost 12 K Ar = bs + 12(s-c)2tg szlig
- icircmbinări de colţ nepătrunse Ar = a2 sau Ar = 12k2
unde a - icircnălţimea (grosimea) icircmbinării (sudurii)
k - icircnălţimea (mărimea) catetei icircmbinării
Calculul ariei cusăturii Pentru calcul se poate folosi una din relaţiile
Ac = (105 14) x Ar (30a)
Obs Coeficientul care icircnmulţeşte aria rostului ţine cont de secţiunea cusăturii regăsită icircn
supraicircnălţarea acesteia Valorile mici ale coeficientului corespund grosimilor mari de material
iar valorile mari grosimilor mici de material respectiv pentru icircmbinările simetrice Icircn cazul
icircmbinărilor sudate cap la cap cu rosturi neprelucrate (rost I) aplicarea relaţiei de mai sus duce
la erori foarte mari icircn special la table subţiri cu deschideri mici (b=1hellip2 mm) deoarece
ponderea materialului de adaos icircn supraicircnălţare este icircn realitate de două trei ori mai mare decicirct
16
cantitatea conţinută icircn secţiunea rostului Mai mult icircn cazul rosturilor I cu deschidere b = 0
ajungem icircntr-o situaţie limită adică să nu putem calcula aria cusăturii cu ajutorul acestei
relaţii In astfel de cazuri se recomandă ca aria cusăturii să se calculeze cu una din relaţiile de
mai jos
Ac = Ar + 23B_h pentru icircmbinări I asimetrice
Ac = Ar +43B_h pentru icircmbinări I simetrice
unde
bull B = lăţimea cusăturii se calculează geometric funcţie de forma si dimensiunile efective ale
rostului la care se adaugă 2 3 mm care reprezintă zona din metalul de bază care se topeşte
la sudare valoarea informativă pentru bdquoBldquo se poate calcula şi cu ajutorul coeficientului de
formă al cusăturii ψ = Bp consideracircnd că ψ = 15hellip25 (valori care diminuează pericolul
fisurării cusăturii la solidificarea băii)
bull h = supraicircnălţarea cusăturii se apreciază icircn funcţie de grosimea materialului de bază după
cum urmează (valori informative)
h = 1 15 mm pt s = 5 10 mm
h = 15 2 mm pt s = 10 25 mm
h = 2 3 mm pt s gt 25 mm
Obs Supraicircnălţarea cusăturii la icircmbinările cap la cap respectiv convexitatea cusăturii la
icircmbinările de colţ este mai mare la sudarea icircn CO2 decacirct icircn Ar Valoarea ariei cusăturii
calculată mai sus se rotunjeşte la icircntreg (calculul este aprox)
Alegerea materialelor de sudare
Stabilirea cuplului sacircrmă ndash gaz de protecţie Alegerea cuplului sacircrmă ndash gaz de protecţie pe
baza criteriilor de alegere a sacircrmei respectiv a gazului de protecţie Se precizează marca
(simbolul) sacircrmei electrod şi a gazului de protecţie utilizate
Sacircrma electrod (marca sacircrmei) helliphelliphelliphellip (STAS SR EN sau normă)
Gazul de protecţie helliphelliphelliphelliphelliphelliphelliphelliphelliphellip (STAS SR EN sau normă)
Stabilirea diametrului sacircrmei electrod Diametrul sacircrmei electrod poate fi ds = 06 08 10
12 16 mm Alegerea diametrului se face icircn funcţie de grosimea metalului de bază valoarea
curentului de sudare (modul de transfer) poziţia de sudare forma rostului etc Diametrul de
sacircrmă cel mai utilizat şi care acoperă o plajă mare de necesităţi tehnologice la sudare este
17
diametrul de 12 mm Pentru grosimi mici de material s lt= 2-3 mm se folosesc după caz
diametrele mai mici 08 mm respectiv 10 mm Diametrele mari gt= 16 mm se recomandă la
grosimi mari de material la sudarea cu transfer prin pulverizare Nu se recomandă diametre
mari de sacircrmă peste 12 mm icircn cazul transferului prin scurtcircuit datorită stabilităţii slabe a
arcului electric Pot fi utilizate icircnsă cu succes icircn cazul sudării icircn curent pulsat icircn special la
sacircrmele moi din aluminiu sau sacircrme tubulare
Stabilirea numărului de treceri Depinde icircn principal de natura metalului de bază (sensibil sau
insensibil la supraicircncălziri) de modul de transfer utilizat (arii de treceri mai mici la transfer
prin scurtcircuit respectiv arii de treceri mari la transfer prin pulverizare) de poziţia de
sudare forma rostului tipul icircmbinării etc Pe baza acestor factori se stabileşte aria trecerilor
poate lua valori cuprinse icircn domeniul 5 hellip 40 mm2
Dispunerea trecerilor icircn rost (schiţă)
Modul de dispunere a trecerilor
Calculul parametrilor tehnologici de sudare
1048707 transfer prin scurtcircuit grosimi mici (s lt 5 mm) sudarea stratului de rădăcină sudarea icircn
poziţii dificile (vertical peste cap etc)
1048707 transfer prin pulverizare la grosimi mari de material pentru sudarea icircn poziţie orizontală
sau icircn jgheab
18
1048707 transfer sinergic icircn curent pulsat la grosimi medii de material unde tehnologia de sudare
clasică se plasează icircn domeniul transferului intermediar caracterizat prin stropiri mari pentru
sudarea stratului de rădăcină la sudarea icircn poziţii dificile
Curentul de sudare Is Viteza de avans a sacircrmei electrod vae depinde de modul de transfer
diametrul sacircrmei poziţia de sudareetc Reglarea curentului de sudare respectiv a puterii
arcului electric se face prin modificarea vitezei de avans a sacircrmei electrod pe baza relaţiei de
proporţionalitate existentă icircntre cei doi parametrii tehnologici Practic la sudarea MIGMAG
viteza de avans a sacircrmei electrod poate fi considerată parametrul principal icircn stabilirea
tehnologiei de sudare care icircn anumite condiţii date (materialul sacircrmei diametrul sacircrmei gazul
de protecţie) determină valorile celorlalţi parametrii tehnologici şi icircn primul racircnd valoarea
curentului de sudare Deci cacircnd stabilim curentul de sudare trebuie să stabilim practic valoarea
vitezei de avans a sacircrmei electrod cei doi parametri fiind indisolubil legaţi unul de altul
Stabilirea corelaţiei curent de sudare ndash viteză de avans sacircrmă electrod se face din nomograme
de tipul Is = f(vae) figura 50divide54 trasate pentru anumite condiţii concrete de lucru (tip
material de adaos diametru sacircrmă gaz de protecţie lungime capăt liber sacircrmă mod de
transfer clasic sau icircn curent pulsat) din tabele tehnologice (sau şabloane) funcţie de condiţiile
concrete de lucru Icircn tabelele de mai jos sunt prezentate corelaţiile dintre viteza de avans a
sacircrmei electrod şi valoarea curentului de sudare pentru diametrele de 10 şi 12 mm folosind
ca şi gaze de protecţie CO2 100 şi CORGON 18 (amestec 82 Ar + 18 CO2 cel mai
frecvent utilizat la sudarea oţelurilor nealiate şi slab aliate) iar ca sacircrmă electrod sacircrma
nealiată SG2 (cea mai utilizată pentru sudarea oţelurilor nealiate şi slab aliate cu Mn) icircn
varianta clasică sau icircn current pulsat
Valorile pentru viteza de avans a sacircrmei din tabelele de mai jos şi 30 se vor corecta cu
coeficientul 08
Corelaţia viteza de avans a sacircrmei ndash curent de sudare (ds = 10 mm)
Nr
crt
Vae
(mmin
)
Is
(A)
Ua
(V)
lcl
(mm)
Q
(lmin)
Vs
(cmmin) Obs
1 2 68 153 8 8 17
2 3 96 16 8 8 17
19
Transfer
Prin
Circuit
3 4 128 168 8 8 17
4 5 132 188 10 8 17
5 6 144 20 10 10 20
6 7 156 215 10 10 20
71 8 180 225 10 10 20
72 8 172 225 12 12 25
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 10 mm Is = 80 ndash 180 A
Gazul de protecţie CO2 100
Sensul de sudare spre stacircnga (prin icircmpingere)
Corelaţia viteza de avans a sacircrmei ndash curent de sudare (ds = 10 mm)
Nr
crt
Vas
(mmin
Is
(A)
Ua
(V)
Icl
(mm)
Q
(lmin)
Vs
(cmmin) Obs
1 2 53 153 8 8 15 Arc
instabil
IS ndashmic
2 3 90 158 8 8 15
Transfer
prin
scurtcircuit
3 4 120 163 8 8 15
4 5 140 17 10 8 15
5 6 160 18 10 10 20
6 7 175 188 10 10 20
71 8 200 198 10 10 20
72 8 184 20 12 12 25
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 10 mm Is = 60 ndash 180 A
Gazul de protecţie CORGON 18
Sensul de sudare spre stacircnga (prin icircmpingere)
20
Corelaţia viteza de avans a sacircrmei ndash curent de sudare (ds = 12 mm)
Nr
crt
Vae
(mmin)
Is
(A)
Ua
(V)
lcl
(mm)
Q
(lmin)
Vs
(cmmin)
Obs
1 2 74 185 10 10 16
Transfer
Prin
scurtcircuit
2 3 112 193 10 10 16
31 4 144 208 10 10 16
32 4 136 21 12 12 25
4 5 160 223 12 12 25
5 6 184 235 12 12 25
Transfer
Intermediar
6 7 204 253 14 15 30
7 8 224 275 14 15 30
8 9 248 288 14 15 30
91 10 268 305 14 15 30
92 10 256 31 16 18 40
10 11 280 323 16 18 40 Transfer
Globular11 12 300 335 16 18 40
12 13 290 333 20 20 45
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 12 mm Is = 120 ndash 350 A
Gazul de protecţie CO2 100
Sensul de sudare spre dreapta (prin tragere)
Viteza de sudare depinde de grosimea metalului de bază (grosimea sudurii de colţ) modul de
transfer tehnica de sudare (număr mare sau număr mic de treceri) poziţia de sudare varianta
de sudare (semimecanizată sau mecanizată) etc Domeniul de valori este cuprins icircntre 15-100
cmmin cu precizarea că viteza de sudare la sudarea MIGMAG este substanţial mai mare
decacirct la sudarea manuală cu electrod icircnvelit Recomandări utile privind viteza de sudare
1048707 15 - 30 cmmin la sudarea semimecanizată cu transfer prin scurtcircuit sau la sudarea
stratului de rădăcină
21
1048707 30 - 50 cmmin la sudarea semimecanizată cu transfer prin pulverizare sau icircn curent pulsat
există o valoare optimă a vitezei de sudare situată icircn jurul valorii de 40 - 45 cmmin pentru
care se obţine pătrunderea maximă
1048707 30 - 100 cmmin la sudarea mecanizată icircn funcţie de grosimea componentelor
Materiale de sudare
Materialele utilizate la sudarea ST sunt sacircrma electrod icircn cazul sudării cu sacircrmă
tubulară cu autoprotecţie respectiv sacircrma electrod şi gazul de protecţie la sudarea cu sacircrmă
tubulară cu protecţie suplimentară
Sacircrma electrod se prezintă sub forma unei teci metalice umplute cu un miez
pulverulent icircn următoarea gamă de diametre 10 12 14 16 18 20 24 28 (32)
Icircnvelişul metalic se execută icircn general dintr-un material nealiat caracterizat prin
proprietăţi bune de ductilitate pentru a permite laminarea şi trefilarea uşoară a tecii grosimea
acesteia avacircnd valori sub 02 mm Alierea cusăturii cacircnd este cazul se face icircn general prin
miez Icircnvelişul metalic (teaca) are următoarele roluri
bull asigură prin topire cantitatea de material de adaos pentru realizarea icircmbinării sudate sau
icircncărcarea prin sudare
bull asigură contactul electric şi realizează icircnchiderea circuitului electric de sudare icircntre vacircrful
sacircrmei şi piesă
bull păstrează şi protejează miezul de pulbere icircmpotriva umidităţii
Miezul este un amestec de substanţe similare icircnvelişului electrozilor şi fluxurilor de
sudare După rolul pe care icircl au icircn procesul de sudare substanţele din miez se icircmpart icircn
bull substanţe zgurifiante pentru protejarea metalului topit
bull substanţe gazeifiante pentru protecţia spaţiului arcului icircmpotriva pătrunderii aerului
bull substanţe dezoxidante şi de rafinare a băii metalice
bull substanţe ionizatoare pentru icircmbunătăţirea stabilităţii arcului
bull substanţe (elemente) de aliere pentru alierea icircn arc
Echipamente pentru sudare MIGMAG
Din punctul de vedere al tehnologului respectiv al utilizatorului echipamentului de
sudare nu este atacirct de importantă cunoaşterea detaliilor de proiectare a acestor instalaţii
22
(sursă de sudare pupitru de comandă scheme electrice si electronice etc) cacirct mai ales
cunoaşterea părţilor componente ale echipamentului şi a rolului acestora a particularităţilor
specifice a performanţelor de sudare a modului de reglare şi control a parametrilor
tehnologici de sudare icircn vederea obţinerii rezultatelor dorite sau impuse de tehnologia de
sudare cu performanţe maxime
Echipamentele de sudare MIGMAG constituie sisteme mult mai complexe atacirct icircn
ceea ce priveşte părţile componente cacirct şi pregătirea pentru sudare respectiv modul de
comandă şi reglare a parametrilor tehnologici de sudare icircn comparaţie cu echipamentele
clasice utilizate la sudarea manuală cu electrozi icircnveliţi (transformatoare convertizoare
redresoare) Din punct de vedere a reglării parametrilor tehnologici icircn practică lucrurile nu
sunt de loc complicate icircn general aceasta implicacircnd reglarea a doi parametri şi anume
selectarea treptei de tensiune (tensiunea de mers icircn gol şi implicit tensiunea arcului) respectiv
ajustarea vitezei de avans a sacircrmei electrod pentru asigurarea curentului de sudare necesar
Figura 5
Părţile componente ale unei instalaţii de sudare MIGMAG
a - furtun gaz b ndash sacircrmă electrod c ndash tur-retur apă d ndash comandă pistolet
e ndash conductor curent f ndash tub de protecţie g ndash cablu de masă
Icircn cazul surselor moderne de sudare sinergice cu invertor problema este şi mai mult
simplificată oferind utilizatorului (operatorului sudor) prin programele icircncorporate icircn
microprocesor o tehnologie apropiată de optim prin reglarea unui singur parametru
tehnologic viteza de avans a sacircrmei electrod respectiv tensiunea arcului Icircn funcţie de
23
principiul de reglare al puterii (energiei) arcului specific sursei de sudare utilizate se setează
sau se reglează după necesităţi un singur parametru tehnologic considerat parametru de bază şi
anume viteza de avans a sacircrmei icircn cazul surselor cu invertor cu tranzistoare de putere cu
reglare continuă a tensiunii arcului respectiv tensiunea icircn cazul surselor de sudare cu reglare
icircn trepte a tensiunii arcului Restul parametrilor tehnologici de sudare sunt reglaţi automat prin
intermediul programelor microprocesorului icircn funcţie de datele de intrare specifice aplicaţiei
date introduse icircn prealabil de la consola sursei tipul de transfer (clasic sau pulsat) materialul
de adaos (compoziţia chimică) diametrul sacircrmei gazul de protecţie etc Echipamentul
permite şi efectuarea corecţiilor necesare dacă este cazul Acest mod de reglare al puterii
arcului necesar procesului de sudare dat este cunoscut sub denumirea de bdquoONE KNOBldquo adică
reglarea instalaţiei pentru sudare de la un singur buton ceea ce simplifică foarte mult sarcinile
operatorului sudor conducacircnd la regimuri de sudare optime fără să fie nevoie de multe
cunoştinţe tehnologice temeinice icircn afara celor de bază necesare sudării propriu zise Un
echipament de sudare MIGMAG se compune icircn principiu din următoarele părţi componente
figura 5
1048766 1 Sursa de sudare
1048766 2 Pupitrul de comandă
1048766 3 Dispozitivul de avans al sacircrmei electrod DAS
1048766 4 Pistoletul de sudare
1048766 5 Alimentarea cu gaz de protecţie
1048766 6 Instalaţia de răcire cu apă
Sursa de sudare
Sursele de sudare utilizate la sudarea MIGMAG sunt surse de curent continuu
convertizoare redresoare invertoare Datorită performanţelor modeste (timp de răspuns mare
dinamică redusă) icircn prezent convertizoarele de sudare se utilizează din ce icircn ce mai rar la
sudarea MIGMAG (aproape deloc) ele fiind icircnlocuite de redresoarele de sudare şi icircn ultimul
timp pe scară tot mai largă de sursele cu invertor pentru sudare (pe scurt invertoare pentu
sudare) Redresoarele la racircndul lor pot fi clasice cu diode sau comandate electronic cu
tiristoare sau tranzistoare de putere Particularitatea principală a surselor de sudare MIGMAG
este forma caracteristicii externe Ua=f(Is) Din motive de asigurare a stabilităţii arcului
24
electric prin fenomenul de autoreglare specific sudării MIGMAG forma caracteristicii
externe a sursei este rigidă (1) sau uşor coboracirctoare (2) (sub 7V100A)
Din motive de stabilitate maximă a procesului se preferă caracteristicile externe uşor
coboracirctoare a căror pantă (ΔUaΔIs) depinde de gazul de protectie respectiv de diametrul
sacircrmei electrod prin funcţia REGTYPE (valabilă numai la sursele cu invertor) Panta
caracteristicii externe este mai mare la sudarea icircn dioxid de carbon decacirct icircn argon sau
amestecuri bogate icircn argon La sudarea icircn CO2 caracteristica externă are panta maximă la
sacircrma electrod cu diametrul cel mai mic 08 mm şi scade cu creşterea diametrului sacircrmei
La sudarea icircn amestecuri bogate icircn argon panta caracteristicii externe este aceeaşi
pentru toate diametrele de sacircrmă şi mai mică decacirct cele corespunzătoare sudării icircn CO2
Datorită acestei forme a caracteristicii externe se observă că tensiunea arcului este apropiată
de tensiunea de mers icircn gol a sursei Icircn consecinţă reglarea tensiunii arcului la sudarea
MIGMAG se face prin reglarea tensiunii de mers icircn gol a sursei de sudare Aceasta se poate
face prin reglaj icircn trepte la sursele cu diode sau prin reglaj continuu la sursele cu tiristoare şi la
invertoare Reglajul continuu este cel mai bun permiţacircnd o infinitate de curbe acoperind toate
cerinţele tehnologice dar este mai costisitor Reglajul icircn trepte se face de obicei icircn două etape
un reglaj brut respectiv un reglaj fin şi este mai uşor de realizat constructiv (mai ieftin)
Numărul curbelor caracteristici externe este limitat icircntre o valoare minimă U20min şi o
valoare maximă U20max specific fiecărei surse Icircn acest caz obţinerea regimului optim pentru
o valoare dată a tensiunii se face prin corecţia vitezei de avans a sacircrmei electrod De aici
decurge cea de-a doua particularitate a surselor de sudare MIGMAG şi anume tensiunea de
mers icircn gol este mai mică decacirct la sursele de sudare cu electrod icircnvelit respectiv sursele WIG
fiind cuprinsă icircn intervalul de valori 20-50V Forma caracteristicii externe şi valoarea redusă a
tensiunii de mers icircn gol fac ca sursele de sudare MIGMAG să nu poată fi folosite la sudarea
SE şi WIG Icircn ultimul timp au apărut sursele de sudare universale (cu tiristoare sau cu
invertor) care permite sudarea cu toate cele trei procedee de sudare printr-o simplă comutare
pe procedeul utilizat (prin modificarea formei caracteristicii externe)
Cea de-a treia particularitate a surselor de sudare MIGMAG o constituie prezenţa unei
inductanţe icircn circuitul de sudare necesară icircn cazul sudării cu arc scurt cu transfer prin
scurtcircuit (sau la sudarea cu arc lung icircn bioxid de carbon icircn cazul scurtcircuitelor aleatoare)
pentru limitarea vacircrfului curentului de scurtcircuit şi prin urmare pentru reducerea stropirilor
25
Inductanţele fizice (reale) pot fi fixe variabile icircn trepte (cu ploturi) sau variabile continuu (cu
miez magnetizat
Surse de sudare sinergică - Invertoare
Dezvoltarea electronicii icircn general şi a electronicii de putere icircn special icircn ultimul timp
(a doua parte a secolului al XXndashlea) a impulsionat aşa cum era de aşteptat dezvoltarea şi
modernizarea echipamentelor de sudare icircn general şi a echipamentelor de sudare prin topire icircn
special producacircnd se poate spune o adevărată revoluţie icircn acest domeniu nebănuit cu puţin
timp icircn urmă atacirct din punctul de vedere al greutăţii proprii şi al dimensiunilor de gabarit cacirct
mai ales a performanţelor atinse Motorul acestei bdquorevoluţiildquo a fost folosirea invertoarelor de
frecvenţă ridicată cu transformator pe miez de ferită icircn construcţia surselor de putere şi
comanda lor cu ajutorul microprocesoarelor A fost posibilă astfel atingerea unor performanţe
tehnologice inimaginabile şi a unui control perfect al procesului de sudare icircn ansamblul lui
Atingerea acestor nivele icircnalte se datorează vitezei foarte mari de răspuns a invertoarelor de
ordinul microsecundelor funcţie de frecvenţa invertorului care a permis modelarea după
dorinţă a parametrilor tehnologici de sudare şi controlul riguros al acestora Comparativ viteza
de răspuns a redresoarelor clasice cu diode sau tiristoare nu putea fi scăzută sub 5 ms
Icircn anul 1970 redresoarele cu tiristoare au icircnceput să fie utilizate la sudarea manuală cu
electrozi icircnveliţi SE şi sudarea MIGMAG standard Tot cam icircn aceeaşi perioadă au apărut şi
sursele standard MIGMAG icircn curent pulsat formate prin combinarea a două surse obişnuite
una pentru curentul de baza alta pentru curentul de puls dar care funcţionează pe frecvenţe
fixe 25 33 50 75 100Hz Datorită vitezelor mari cu care se desfăşoară fenomenele icircn zona
arcului (de exemplu timpul de scurtcircuit tsc = 15-3 ms) şi avacircnd icircn vedere că timpul de
reacţie al tiristoarelor este de min 5-6 ms (deci mult mai mare) la redresoarele pentru sudarea
MIGMAG nu era posibilă modelarea acestor fenomene iar controlul variaţiei curentului de
scurtcircuit s-a putut face numai folosind o inductanţă fizică reală
Icircn jurul anului 1980 au apărut tiristoarele rapide cu timp de blocare redus Astfel s-au
realizat primele surse de tip invertor cu tiristoare care funcţionează pe o frecvenţă de 15
KHz Datorită cerinţelor complexe ale regimului de sudare şi a vitezelor mari de derulare a
fenomenelor din arcul electric au fost realizate surse cu tranzistoare de putere icircn circuitul de
26
sudare care au permis creşterea frecvenţei invertoarelor la valori mult mai mari decacirct cu care
se desfăşoară fenomenele icircn arc
Tehnologia de sudare a tablelor din OL32
Tehnologii de sudare pentru oţel carbon nealiat şi slab aliat
1048766 Tipul icircmbinării de colţ
1048766 Poziţia de sudare vertical ascendentă
1048766 Tipul de transfer prin scurtcircuit
1048766 Gazul de protecţie 75 Ar + 25 CO2
27
Capitolul 4
Metode de control a icircmbinărilor sudate
Controale nedistructibile
Controalele nedistrucitve nu duc la deteriorarea imninarii sudate şi nu influenţează asupra
comportării icircn exploatarea acestuia Cele mai utilizate controale nedistructive sunt
- controlul vizual
- controlulu cu raze Roentgen sau gama
- controlul cu ultrasunete
- controlul cu utilizarea unor metode magnetice
- controlul cu lichide penetrante
- expunerea icircmbinării sudate pe bancă de probă sau pe maşini de icircncercări la solicitare
cacirct mai apropiate de cele icircn exploatare la suprasolicitari avacircnd o valoare dinainte stabilită
sau la solicitări variabile după un ciclu determinat verificarea se face prin examninarea
ulterioară fie prin efectuarea unor măsurători tensometrice proba hidraulică
- proba pneumatică
- proba cu petrol
- proba cu amoniac
- proba cu etansietate utilizacircnd metoda spectometrului de masă
Controale distructive
Controalele distructive se execută la o anumită icircmbinare sudată sau asupra unor
porţiuni din această Porţiunile supuse acestor controale nu mai pot fi utilizate ulterior icircn
exploatare Controalele distrucitve se pot executa utilizacircnd plăci de control din acelaşi material
de baze sudate cu acelaşi material de adaos şi realizate cu acelaşi regim ca şi icircmbinările sudate
ale utilajuluipentru care se fac Icircn cazul unor verificări sau expertize se pot preleva din
icircmbinarea sudată a materialului Se urmăreşte verificarea respectării materialelor de bază de
adaos şi auxiliare prescrise depistării eventualelor abateri de la procesul tehnologic stabilit
iniţial care au dus la existenţa unor defecte şi scăderea calităţii icircmbinării
28
Analiza metalografică se poate face prin
- microstructura care permite depistarea unor defecte (pori sulfuri fisuri incluziuni etc)
stabilirea configuraţiei icircn sectinue a cordonului de sudura şi ZIT determinarea numărului de
straturi depuse pentru formarea cordonului punerea icircn evidenţă a cristalizării primare a
metalului depus
- microstructura care permite punerea icircn evidenţă a unei microzone ale icircmbinării sudate a
conţinutului aproximativ de carbon a metalului de bază şi a precipitării carburilor la oţeluri
anticorosive
- sacrificacircnd una sau mai multe piese icircn cazul unei producţii de mare serie şi supunacircndu-se
unor solicitări cacirct mai apropiate de cele din exploatare şi a căror mărime este crescută pacircnă la
ruperea construcţiei se urmăreşte verificarea viabilităţii soluţiilor constructive a calităţii
materialelor de bază şi de adaos a regimului tehnologic Metoda poate servi şi la stabilirea
fiabilităţii produsului respectiv
Prezentarea unor metode de depistare a icircmbinărilor sudate
Urmează o prezentare ceva mai detaliată a unor metode de control nedistructiv cu
rolul de a oferi celor care nu se ocupă direct cu controlul imbunarilor sudate date generale
privind modul de efectuare a fiecărui control
Controlul prin găurire
Cusătura se găureşte cu ajutorul unui burghiu cu unghiul de ascuţire de 90 grade
Diametrul burghiului se alege astfel icircncacirct să fie găurita icircntreaga secţiune transversală a
cusăturii şi să fie cuprins metalul de bază pe aproximativ 2mm Se execută icircntacirci o găurire de
circa 3 mm adacircncime şi se examinează cu atenţie Se adacircnceşte gaura cu icircncă 2-3 mm se
examinează din nou şi astfel se continuă pacircnă se ajunge la rădăcina cusăturii Examinarea se
face cu ajutorul unei lupe
Controlul prin găurire se recomandă a se executa icircn special pentru stabilirea cauzelor
de deteriorare parţială a construcţiilor sudate icircn exploatare atunci cacircnd prelevarea eprubetelor
de macrostructure este imposibilă sau nedorită
Controlul cu raza Roentgen şi gama generalităţii
Lumina vizibilă este formată din oscilaţii electromagnetice Razele Roentgen şi razele
gama sunt de asemenea oscilaţii electromagnetice care se deosebesc numai prin lungimea
29
undei Razele Roentgen pătrund icircn icircmbinările sudate fiind parţial absorbite şi dispersate
Capacitatea de pătrundere a razelor depind de lungimea de undă Controlul cu radiaţii
penetrante este cea mai răspacircndită metodă de control nedistructivă asiguracircnd un document
asupra mărimii formei poziţiei icircn plan şi frecvenţei defectelor Normele romacircneşti precum şi
norme din alte ţări dau recomandări cu privire la aprecierea calităţii icircmbinărilor sudate
obţinute la controlul Roentgen
Icircmbinarea sudată trebuie examinată cu direcţia razelor perpendiculare pe direcţia să
sau un anumit unghi
Controlul etansitatii utilizacircnd metoda spectometrului de masă
(probă cu helium freon argon)
Generalităţi
Pentru detectarea defectelor se utilizează un gaz trasot a cărui prezenţă icircn urmă foarte
fine poate fi pusă icircn evidenţă prin metoda spectrometului de masă
Controlul cu helium fiind scump se recomandă a fi utilizat pentru piese mici de la
detectarea uneor defecte foarte fine putacircnd localiza defecte la fluxul gazos Un alt gaz
freonul poate asigura icircn funcţie de metoda utilizată detectarea unor masivităţi prin care sunt
pierderi de fluxuri gazoase
Metoda presupune utilizarea unei aparaturi speciale care icircn prezenţa urmelor de gaz
trasot emit semnale ascuţite şi luminoase caracteristică a fiecărui gaz trasot utilizat Pentru a
putea face o legătură icircntre mărimea defectului şi fluxului de gaz scurs prin neetansietati se
prezintă după Duquenes mărimea fluxului de heliu scurs prin neetansietati icircn funcţie de
grosimea piesei (lungimea defectului) şi diametrul acestuia
30
Capitolul 5
Securitatea şi sănătatea muncii
Reguli ce trebuie respectate la sudare
- La sudarea manuală cu electrod icircnvelit icircn afară de măsurile generale de protecţie care
se iau la lucrările de sudare trebuie luate o serie de măsuri speciale specifice procedeului
- Protecţia icircmpotriva radiaţiilor arcului se realizează după cum urmează
- - protecţia ochiilor şi a feţei prin folosirea măştii de sudură o atenţie deosebită
se va acorda alegerii sticlei de protecţie a ochilor indiferent de intensitatea curentului cu care
se lucrează la alegerea numărului sticlei de protecţie sudorul va avea icircn vedere că o sticlă
prea icircnchisă obligă urmărirea arcului de la mică distanţă fapt care are repercursiuni asupra
igienei respiratorii
- - protecţia pielii şi a organelor interne se realizează prin folosirea obligatorie a
mănuşilor şi şorturilor din piele
- - pentru protecţia celorlalţi muncitori la locul de muncă al sudorilor va fi
icircnconjurat cu paravane de protecţie De asemenea se vor aplica tăbliţe avertizoare bdquoAtenţie se
sudeazărdquo
Protecţie icircmpotriva electrocutării
Toate sursele de curent ca şi piese care icircn mod accidental pot fi puse icircn contact cu circuitul
de sudare vor fi legate de pămacircnt
- tensiunile nu vor depăşi 80V
- icircncălţămintea şi icircmbrăcămintea sudorului va fi icircn bună stare permiţacircnd contactul
direct dintre piesă şi corpul sudorului
- icircn cazul sudării pe sol umed sau pe corpuri metalice se va folosi covorul de cauciuc
- port-izolatorul va fi aşezat cacircnd nu se sudează icircn poziţie sigură pe corpuri izolatoare
- resturile de electrod vor fi eliminate prin port electrod pentru a evita contactele
accidentale
- port electrozii vor fi complet izolaţi
31
- icircn perioadele de repaus (peste 10 min) sursă de curent va fi scoasă de sub tensiune
- icircn cazul sudării icircn interiorul pieselor metalice se recomandă supravegherea
permanentă a sudorului
Protecţia icircmpotriva gazelor şi fumului
Locul de muncă al sudorului va fi asigurat cu o bună ventilaţie Icircn cazul aspiraţiei locale
trebuie asigurat un delict de aspiraţie 70Lsecundă la 150 mm de arc sau 280Ls la 300 mm de
arc Icircn cazul aspiraţiei gazelor cu dispozitive la care nu se poate deplasa gura de aspiraţie se
va asigura delict de 7-11 m pe minut şi post de sudură iar icircn cazul ventilaţiei generale 56 m
pe minut şi post de sudură Defecţiunile tehnice se vor remedia numai de către personalul
calificat
Organizarea locului de muncă
La sudarea cu gaze există pericolul arderilor şi accidentelor datorită existenţei gazelor sub
presiune şi a caracteristicilor oxigenului şi a gazelor combustibile Este necesar ca
responsabilii cu protecţia muncii şi sudură să execute
- icircntocmirea şi afişarea la locul de muncă a instruciunilor de funcţionare deservite
icircntreţinere şi verificare a fiecărui utilaj icircn parte cu precizarea defectuarilor posibile şi a
măsurilor ce trebuie luate de sudor
- să instruiască periodic sudorii convingacircndu-se de buna cunoaştere a normelor de
utilizare verificare şi icircntreţinerea utilajului
- să se verifice sistematic la fiecare post de sudură şi sudor starea tehnică a utilajului şi
modul icircn care sudorul respectă normele tehnice
Sudorul icircnainte de icircnceperea lucrului trebuie să verifice buna stare de funcţionare a
icircntregului utilaj şi icircn special al generatorului de acetilenă lentilele de oxigen şi acetilenă
aparatura acestora incluse icircn supapa hidraulica de siguranţă locul de amplasare a acestora
pentru a fi ferit de icircncălzire
Orice defecţiune constatată la utilajul de sudură va fi comunicată responsabilului cu
sudura La orice părăsire a locului de muncă sudorul este obligat să oprească alimentarea
curentului electric a aparatelor
La sudarea electrică prin rezistentă de contact prin presiune şi prin puncte se vor lua
măsuri de protecţie a sudorului icircmpotriva stropilor de metal topit şi icircmpotriva atingerea
pieselor calde Corpul şi macircinile vor fi protejate icircmpotriva stropilor de metal folosindu-se
32
şorţul de piele respectiv mănuşi Peste icircncălţăminte se vor icircmbrăca jambiere de protecţie
Dacă icircn timpul lucrului arzatirul se icircncălzeşte excesiv acesta se va răci de cacircte ori
este necesar icircntr-un vas cu apă curată aflat permanent la locul de muncă al sudorului
Se interzice sudarea electrică atunci cacircnd conductoarele electrice au izolaţii
deteriorate iar cleştele port electrod este defect sau are izolaţie termoelectrică
necorespunzătoare deoarece aceste defecte pot provoca electrocutări
PSI
Prevenirea şi stingerea incendiilor
La intrarea icircn atelierele de sudare se vor afişa vizibil bdquoFumatul Interzisrdquo bdquoNu priviţi
flacărardquo bdquoPericol de orbirerdquo bdquoAtenţie se sudeazărdquo etc
Prin nerespectarea normelor de tehnica securităţii muncii se pot produce următoarele
accidente
- electrocutări
- icircmbolnăvirea ochilor şi arsuri de piele
- incendii cauzate de scacircnteile icircmprăştiate de arcul electric
Pentru prevenirea unor accidente se vor respecta următoarele reguli
- nu se va icircncepe lucrul la o maşină pacircnă cacircnd cel ce trebuie să o deservească nu o
cunoaşte perfect
- se va verifica instalaţia de ungere şi de răcire
- se va verifica instalaţia maşinilor unelte
- se va controla buna funcţionare a pieselor de prelucrat a sculelor şi a dispozitivelor pe
maşina unelta
- icircn timpul lucrului să se folosească dispozitive de protecţie icircmpotriva aşchiilor ecrane
ochelari
- nu se admite fracircnarea organelor icircn mişcarea cu macircna
- controlul stării sculei şi a prelucrării piesei nu se admite a fi făcut icircn timpul
funcţionării maşinii
- hainele de protecţie (halat sau salopetă) să fie icircncheiate la toţi nasturii manşetele
stracircnse iar capul acoperit
- locul de muncă trebuie ţinut icircn ordine şi curăţenie
- se va acorda o atenţie deosebită fixării corecte a pieselor şi echilibrării acestora
33
- cuţitele trebuie să pătrundă icircn materialul lin pentru evitarea smulgerii piesei la şoc
- ajustarea cu pilă de maşină de unelta a unor muchii se va face ţinacircndu-se macircnerul icircn
macircnă dreaptă iar capătul pilei icircn macircnă stacircngă
- aşchiile se icircndepărtează numai cacircnd maşina unelta este oprită
- la constatarea oricărei defecţiuni se va opri maşina unelta şi se va anunţa maestrul şi
mecanicul de icircntreţinere
Instructajul de protecţie a muncii este obligatoriu şi se efectuează de către cei care conduc şi
controlează procesele de muncă Instructajul cuprinde trei faze
a) Instructajul introductiv general se face icircn prima zi de activitate practică şi are drept
scop prezentarea principalelor măsuri de protecţie a muncii specifice unităţii La terminarea
instructajului se va face verificarea iar rezultatul se consemnează icircn fişa individuală pentru
protecţia muncii
b) Instructajul la locul de muncă are scopul de a prezenta măsurile de protecţie a muncii
specificepostului de lucru respectiv şi se face elevilor şi tuturor angajaţilor noi arătacircndu-se
cauzele principale care pot duce la accidentele de muncă şi măsurile de prevenire a acestora
c) Instructajul periodic se face la locul de muncă pentru a reaminti normele de protecţie a
muncii
34
Bibliografie
CC Teodorescu D Mocanu M Buga- Icircmbinări sudate- ET 1972 Bucureşti
Vasile Ilie C Gheorghe- Tăierea şi prelucrarea cu flacără a materialelor metalice- ET 1978
Bucureşti
M Brezeanu- Icircndrumătorul sudorului- ET 1975 Bucureşti
SI Ozanov- Controlul icircmbinărilor sudate- ET 1982 Bucureşti
C Teodorescu- Icircmbinări sudate- ET 1992 Bucureşti
C Miklos- Sudarea metalelor- ET 1985 Bucureşti
V Drobota- Rezistenţa materialelor şi organe de maşini- Editura Didactică şi Pedagogică
1979 Bucureşti
M Smilovici- Icircndrumător pentru icircmbinările sudate
35

bull reacţiile de oxidare şi reducere
Fe + O = FeO FeO + Mn = MnO + Fe
Si + 2O = SiO2 2FeO + Si = SiO2 + 2Fe
Mn + O = MnO 2FeO + Ti = TiO2 + 2Fe
Ti + 2O = TiO2 FeO + C = CO + Fe
Se constată că prezenţa oxigenului icircn coloana arcului determină oxidarea sau arderea
unor elemente de aliere Aceasta conduce la pericolul formării oxizilor de fier icircn cusătură cu
efecte nefavorabile asupra reducerii caracteristicilor mecanice şi de rezilienţă Diminuarea
fenomenului se face prin alierea sacircrmei electrod cu elemente dezoxidante ca Mn Si Ti care au
aviditate mai mare faţă de oxigen decacirct fierul reducacircnd pericolul de oxidare a acestuia Cel
mai puternic dezoxidant este titanul Oxizii de mangan siliciu titan formaţi fiind insolubili icircn
metalul topit ies la suprafaţa băii şi se regăsesc pe cusătură sub formă de mici bdquoinsulerdquo de
zgură de culoare brună cu aspect sticlos
Reacţiile chimice la nivelul băii de metal topit pot conduce de asemenea la pericolul
formării gazelor icircn baia metalică ca de exemplu oxidul de carbon avacircnd drept consecinţă
pericolul apariţiei porilor icircn cusătura sudată Evitarea apariţiei porilor icircn cusătură se poate
realiza prin alegerea corectă a cuplului sacircmă-gaz de protecţie corelată şi cu alegerea optimă a
parametrilor tehnologici de sudare icircn special tensiunea arcului Prezenţa oxigenului icircn coloana
arcului conduce la oxidarea suprafeţei picăturilor de metal formate la capătul sacircrmei electrod
şi prin urmare la micşorarea tensiunilor superficiale ce acţionează asupra picăturii Prin urmare
desprinderea picăturii din vacircrful sacircrmei electrod se face mult mai uşor şi mai rapid Efectul
benefic este finisarea transferului picăturilor de metal icircmbunătăţirea stabilităţii arcului şi
reducerea icircmproşcărilor de metal prin stropi Se remarcă icircn acest sens utilizarea oxigenului icircn
proporţie de 13 sau a dioxidului de carbor icircn proporţie de 25 icircn amestec cu argonul la
sudarea oţelurilor inoxidabile Procente mai mari de gaz oxidant nu sunt recomandate
deoarece se produce o oxidare nepermisă a metalului cusăturii respectiv la utilizarea
dioxidului de carbon icircn plus pericolul alierii cu carbon şi prin urmare pericolul fragilizării
cusăturii ca urmare a formării carburilor de crom
Reacţiile de oxidare la nivelul băii de metal topit fiind reacţii exoterme conduc la
creşterea temperaturii băii (de la 1800degC la 2200degC) cu consecinţe asupra creşterii fluidităţii
acesteia creşterii pătrunderii sau posibilităţii măririi vitezei de sudare Corelată cu reducerea
12
tensiunilor superficiale la interfaţa baie topită ndash metal solid determină icircmbunătăţirea
procesului de umectare cu efecte favorabile asupra lăţirii respectiv reducerii supraicircnălţării
cusăturii sudate
Tot din punctul de vedere al activităţii chimice remarcăm utilizarea hidrogenului ca şi
gaz reducător icircn amestecurile gazelor de protecţie bdquode formareldquo folosite la protecţia rădăcinii
pe partea opusă sudării la sudarea oţelurilor aliate Inox şi nu numai Amestecul cel mai
frecvent utilizat este format din azot plus 5hellip10 hidrogen Hidrogenul reduce eventualele
urme de oxigen rămase icircn zona rădăcinii evitacircnd astfel oxidarea acesteia cu consecinţe asupra
scăderii rezistenţei la coroziune Utilizarea hidrogenului trebuie făcută cu grijă avacircnd icircn
vedere pericolul de explozie pentru anumite concentraţii icircn aer
Caracterizarea succintă a gazelor de protecţie
Prezentarea succintă a gazelor de protecţie utilizate la sudarea MIGMAG din punctul
de vedere al activităţii chimice şi al proprietăţilor termo-fizice permite icircnţelegerea facilă a
acţiunilor şi efectelor pe care acestea le au icircn procesul de sudare Cele mai utilizate gaze de
protecţie la sudarea MIGMAG sunt argonul heliul dioxidul de carbon oxigenul hidrogenul
azotul
Argonul (Ar)
1048707 gaz inert ndash nu reacţionează cu materialul
1048707 mai greu ca aerul ndash protecţie bună a băii de metal
1048707 potenţial de ionizare scăzut ndash amorsare uşoară a arcului
1048707 produce microsablarea suprafeţelor
Nu se recomandă utilizarea argonului icircn proporţie de 100 deoarece produce un arc
electric instabil formarea inevitabilă de pori icircn cusătură aspect mai puţin plăcut a icircmbinării
sudate Baia metalică este deosebit de vacircscoasă ceea ce duce la pori icircn cusătură crestături
marginale supraicircnălţare excesivă solzi puternic conturaţi Rezolvarea problemei se realizează
prin adaosuri de elemente oxidante O2 şisau CO2
13
Capitolul 3
Tehnologia de sudare in Argon
Elaborarea tehnologiei de sudare icircn general presupune stabilirea condiţiilor icircn care are
loc execuţia icircmbinării sudate pornind de la pregătirea pentru sudare alegerea materialelor de
adaos stabilirea parametrilor tehnologici de sudare stabilirea prelucrărilor post sudare
alegerea echipamentelor de sudare şi a dispozitivărilor etc
Stabilirea tehnologiei de sudare este specifică fiecărui procedeu icircn parte Elaborarea
unei tehnologii de sudare urmăreşte icircn general două aspecte importante şi anume aspectul
calitativ asigurarea calităţii impuse icircmbinării sudate la cel mai icircnalt grad respectiv aspectul
economic preţul de cost cacirct mai redus Aceasta presupune cunoaşterea icircn primul racircnd a
comportării la sudare a metalului de bază cunoaşterea performanţelor procedeului de sudare
utilizat a parametrilor tehnologici de sudare şi a recomandărilor tehnologice specifice
cunoaşterea performanţelor echipamentelor de sudare şi exploatarea acestora
Elaborarea tehnologiei de sudare reprezintă o etapă importantă icircn cadrul acţiunii de
calificare a procedurii de sudare conform SR EN 288-792 şi anume pe baza ei se icircntocmeşte
specificaţia procedurii de sudare WPS (Welding Procedure Specification) documentul care
cuprinde toate informaţiile necesare execuţiei icircmbinării sudate Elaborarea tehnologiei de
sudare presupune parcurgerea unor etape icircntr-o succesiune logică Etapele parcurse pentru
stabilirea tehnologiei de sudare MIGMAG sunt prezentate icircn cele ce urmează
Alegerea formei rostului şi a icircmbinării
Prezentarea formei rostului si stabilirea dimensiunilor efective ale acestuia avacircnd icircn
vedere condiţiile concrete de execuţie ale icircmbinării Alegerea dimensiunilor efective ale
rostului la sudarea MIGMAG se face icircn principal icircn funcţie de tehnologia de sudare respectiv
modul de transfer utilizate la realizarea stratului de rădăcină Acestea depind la racircndul lor de
comportarea la sudare a metalului de bază şi recomandările tehnologice de sudare (material
sensibil sau insensibil la supraicircncălziri) de grosimea componentelor accesul la sudare
importanţa icircmbinării sudate (clasa de execuţie) metoda de susţinere a rădăcinii poziţia de
sudare etc Icircn cazul icircn care accesul la sudare este dintr-o singură parte fără suport la
14
rădăcină iar la rădăcină nu se admit defecte (clasă de calitate superioară) pentru execuţia
rădăcinii se recomandă sudarea cu transfer prin scurtcircuit sau icircn curent pulsat caracterizate
prin energie liniară mică respectiv pericol scăzut de străpungere la rădăcină In acest caz
asigurarea unei pătrunderi bune la rădăcină cu o uşoară supraicircnălţare impune alegerea unei
deschideri a rostului b = 2hellip4 mm respectiv a umărului rostului c= 0hellip1 mm mărimi corelate
icircn principal cu valoarea curentului de sudare respectiv cu gazul de protecţie utilizat (mai mici
la sudarea icircn CO2 100 respectiv mai mari la sudarea icircn amestecuri de gaze bogate icircn argon
Ar +CO2 cel mai comun amestec fiind Ar + 18 CO2 - Corgon 18)
Icircn cazul icircn care accesul la sudare este dintr-o singură parte cu suport la rădăcină
execuţia stratului de rădăcină se poate realiza folosind oricare din modurile de transfer prin
scurtcircuit prin pulverizare sau icircn curent pulsat icircn funcţie de grosimea componentelor poziţia
de sudare natura metalului de bază (sensibil sau insensibil la supraicircncălziri) productivitatea
urmărită la sudare modul de execuţie (semimecanizat sau mecanizat) performanţele
instalaţiei etc Forma şi dimensiunile rostului depind de grosimea componentelor respectiv de
puterea arcului electric
Umărul rostului respectiv deschiderea rostului icircn acest caz au mai puţină importanţă
urmărindu-se icircn principal evitarea pericolelor de străpungere a suportului fuzibil de topire sau
lipire a suportului de Cu sau a suportului ceramic Icircn cazul folosirii unui suport fuzibil se
impune asigurarea unei pătrunderi de cel puţin 2 mm icircn acesta Icircn cazul accesului din ambele
părţi pentru execuţia rădăcinii este posibilă de asemenea folosirea oricărui mod de transfer In
cazul utilizării transferului prin scurtcircuit sau icircn curent pulsat sunt valabile recomandările
din primul caz cu b = 2hellip4 mm respectiv c = 1hellip2 mm In cazul utilizării transferului prin
pulverizare avacircnd icircn vedere puterea mare a arcului electric şi pericolul mare de străpungere
sau de curgere a băii de metal topit la rădăcină se recomandă ca deschiderea rostului să fie
mică b = 0hellip1 mm respectiv umărul rostului să fie mare c = 4hellip6 mm corelate cu viteza de
sudare Principala grijă icircn acest caz este evitarea pericolului de străpungere a rădăcinii
respectiv diminuarea dimensiunilor defectelor de la rădăcină Icircn acest caz la majoritatea
icircmbinărilor sudate icircnainte de execuţia trecerii pe partea opusă realizării primei treceri se
impune prelucrarea rădăcinii (polizare sau scobire-crăiţuire arc-aer) pentru eliminarea
eventualelor defecte specifice sudării stratului de rădăcină lipsă de pătrundere lipsă de topire
pori fisuri sau microfisuri
15
Icircn ceea ce priveşte unghiul rostului se remarcă faptul că acesta are valori mai mici
decacirct la sudarea manuală cu electrod icircnvelit datorită diametrului redus a sacircrmei electrod (08hellip
16 mm) şi absenţei icircnvelişului de pe sacircrmă luacircnd valori cuprinse icircntre 30deghellip50deg Aceasta
conduce la importante economii de material de adaos Reducerea exagerată icircnsă a unghiului
rostului poate avea consecinţe grave asupra pericolului de defecte icircn icircmbinarea sudată ca
urmare a tendinţei de scobire (săpare) ciupire a arcului electric pe feţele rostului cu efecte
asupra pericolului de scurgere a băii de metal topit icircn faţa arcului şi diminuarea pătrunderii sau
lipsei de pătrundere respectiv a pericolului de lipsă de topire icircntre cusătură şi metalul de bază
icircn zonele scobite prin scurgerea metalului topit icircn aceste scobituri Acest fenomen este
amplificat o dată cu creşterea exagerată a tensiunii arcului electric
Calculul ariei rostului se face icircn funcţie de forma şi dimensiunile acestuia cu ajutorul
uneia din relaţiile de mai jos
- rost I Ar = bs
- rost V Ar = bs + s2tg α2
- rost Y Ar = bs + (s-c)2tg α2
- rost U Ar = bs + _r22 + 2r[s-(c+r)]+[s-(c+r)]2tgszlig
- rost X Ar = bs + 12(s- c)2tg α2
- rost K Ar = bs + 14(s-c)2tg szlig
- rost 12 K Ar = bs + 12(s-c)2tg szlig
- icircmbinări de colţ nepătrunse Ar = a2 sau Ar = 12k2
unde a - icircnălţimea (grosimea) icircmbinării (sudurii)
k - icircnălţimea (mărimea) catetei icircmbinării
Calculul ariei cusăturii Pentru calcul se poate folosi una din relaţiile
Ac = (105 14) x Ar (30a)
Obs Coeficientul care icircnmulţeşte aria rostului ţine cont de secţiunea cusăturii regăsită icircn
supraicircnălţarea acesteia Valorile mici ale coeficientului corespund grosimilor mari de material
iar valorile mari grosimilor mici de material respectiv pentru icircmbinările simetrice Icircn cazul
icircmbinărilor sudate cap la cap cu rosturi neprelucrate (rost I) aplicarea relaţiei de mai sus duce
la erori foarte mari icircn special la table subţiri cu deschideri mici (b=1hellip2 mm) deoarece
ponderea materialului de adaos icircn supraicircnălţare este icircn realitate de două trei ori mai mare decicirct
16
cantitatea conţinută icircn secţiunea rostului Mai mult icircn cazul rosturilor I cu deschidere b = 0
ajungem icircntr-o situaţie limită adică să nu putem calcula aria cusăturii cu ajutorul acestei
relaţii In astfel de cazuri se recomandă ca aria cusăturii să se calculeze cu una din relaţiile de
mai jos
Ac = Ar + 23B_h pentru icircmbinări I asimetrice
Ac = Ar +43B_h pentru icircmbinări I simetrice
unde
bull B = lăţimea cusăturii se calculează geometric funcţie de forma si dimensiunile efective ale
rostului la care se adaugă 2 3 mm care reprezintă zona din metalul de bază care se topeşte
la sudare valoarea informativă pentru bdquoBldquo se poate calcula şi cu ajutorul coeficientului de
formă al cusăturii ψ = Bp consideracircnd că ψ = 15hellip25 (valori care diminuează pericolul
fisurării cusăturii la solidificarea băii)
bull h = supraicircnălţarea cusăturii se apreciază icircn funcţie de grosimea materialului de bază după
cum urmează (valori informative)
h = 1 15 mm pt s = 5 10 mm
h = 15 2 mm pt s = 10 25 mm
h = 2 3 mm pt s gt 25 mm
Obs Supraicircnălţarea cusăturii la icircmbinările cap la cap respectiv convexitatea cusăturii la
icircmbinările de colţ este mai mare la sudarea icircn CO2 decacirct icircn Ar Valoarea ariei cusăturii
calculată mai sus se rotunjeşte la icircntreg (calculul este aprox)
Alegerea materialelor de sudare
Stabilirea cuplului sacircrmă ndash gaz de protecţie Alegerea cuplului sacircrmă ndash gaz de protecţie pe
baza criteriilor de alegere a sacircrmei respectiv a gazului de protecţie Se precizează marca
(simbolul) sacircrmei electrod şi a gazului de protecţie utilizate
Sacircrma electrod (marca sacircrmei) helliphelliphelliphellip (STAS SR EN sau normă)
Gazul de protecţie helliphelliphelliphelliphelliphelliphelliphelliphelliphellip (STAS SR EN sau normă)
Stabilirea diametrului sacircrmei electrod Diametrul sacircrmei electrod poate fi ds = 06 08 10
12 16 mm Alegerea diametrului se face icircn funcţie de grosimea metalului de bază valoarea
curentului de sudare (modul de transfer) poziţia de sudare forma rostului etc Diametrul de
sacircrmă cel mai utilizat şi care acoperă o plajă mare de necesităţi tehnologice la sudare este
17
diametrul de 12 mm Pentru grosimi mici de material s lt= 2-3 mm se folosesc după caz
diametrele mai mici 08 mm respectiv 10 mm Diametrele mari gt= 16 mm se recomandă la
grosimi mari de material la sudarea cu transfer prin pulverizare Nu se recomandă diametre
mari de sacircrmă peste 12 mm icircn cazul transferului prin scurtcircuit datorită stabilităţii slabe a
arcului electric Pot fi utilizate icircnsă cu succes icircn cazul sudării icircn curent pulsat icircn special la
sacircrmele moi din aluminiu sau sacircrme tubulare
Stabilirea numărului de treceri Depinde icircn principal de natura metalului de bază (sensibil sau
insensibil la supraicircncălziri) de modul de transfer utilizat (arii de treceri mai mici la transfer
prin scurtcircuit respectiv arii de treceri mari la transfer prin pulverizare) de poziţia de
sudare forma rostului tipul icircmbinării etc Pe baza acestor factori se stabileşte aria trecerilor
poate lua valori cuprinse icircn domeniul 5 hellip 40 mm2
Dispunerea trecerilor icircn rost (schiţă)
Modul de dispunere a trecerilor
Calculul parametrilor tehnologici de sudare
1048707 transfer prin scurtcircuit grosimi mici (s lt 5 mm) sudarea stratului de rădăcină sudarea icircn
poziţii dificile (vertical peste cap etc)
1048707 transfer prin pulverizare la grosimi mari de material pentru sudarea icircn poziţie orizontală
sau icircn jgheab
18
1048707 transfer sinergic icircn curent pulsat la grosimi medii de material unde tehnologia de sudare
clasică se plasează icircn domeniul transferului intermediar caracterizat prin stropiri mari pentru
sudarea stratului de rădăcină la sudarea icircn poziţii dificile
Curentul de sudare Is Viteza de avans a sacircrmei electrod vae depinde de modul de transfer
diametrul sacircrmei poziţia de sudareetc Reglarea curentului de sudare respectiv a puterii
arcului electric se face prin modificarea vitezei de avans a sacircrmei electrod pe baza relaţiei de
proporţionalitate existentă icircntre cei doi parametrii tehnologici Practic la sudarea MIGMAG
viteza de avans a sacircrmei electrod poate fi considerată parametrul principal icircn stabilirea
tehnologiei de sudare care icircn anumite condiţii date (materialul sacircrmei diametrul sacircrmei gazul
de protecţie) determină valorile celorlalţi parametrii tehnologici şi icircn primul racircnd valoarea
curentului de sudare Deci cacircnd stabilim curentul de sudare trebuie să stabilim practic valoarea
vitezei de avans a sacircrmei electrod cei doi parametri fiind indisolubil legaţi unul de altul
Stabilirea corelaţiei curent de sudare ndash viteză de avans sacircrmă electrod se face din nomograme
de tipul Is = f(vae) figura 50divide54 trasate pentru anumite condiţii concrete de lucru (tip
material de adaos diametru sacircrmă gaz de protecţie lungime capăt liber sacircrmă mod de
transfer clasic sau icircn curent pulsat) din tabele tehnologice (sau şabloane) funcţie de condiţiile
concrete de lucru Icircn tabelele de mai jos sunt prezentate corelaţiile dintre viteza de avans a
sacircrmei electrod şi valoarea curentului de sudare pentru diametrele de 10 şi 12 mm folosind
ca şi gaze de protecţie CO2 100 şi CORGON 18 (amestec 82 Ar + 18 CO2 cel mai
frecvent utilizat la sudarea oţelurilor nealiate şi slab aliate) iar ca sacircrmă electrod sacircrma
nealiată SG2 (cea mai utilizată pentru sudarea oţelurilor nealiate şi slab aliate cu Mn) icircn
varianta clasică sau icircn current pulsat
Valorile pentru viteza de avans a sacircrmei din tabelele de mai jos şi 30 se vor corecta cu
coeficientul 08
Corelaţia viteza de avans a sacircrmei ndash curent de sudare (ds = 10 mm)
Nr
crt
Vae
(mmin
)
Is
(A)
Ua
(V)
lcl
(mm)
Q
(lmin)
Vs
(cmmin) Obs
1 2 68 153 8 8 17
2 3 96 16 8 8 17
19
Transfer
Prin
Circuit
3 4 128 168 8 8 17
4 5 132 188 10 8 17
5 6 144 20 10 10 20
6 7 156 215 10 10 20
71 8 180 225 10 10 20
72 8 172 225 12 12 25
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 10 mm Is = 80 ndash 180 A
Gazul de protecţie CO2 100
Sensul de sudare spre stacircnga (prin icircmpingere)
Corelaţia viteza de avans a sacircrmei ndash curent de sudare (ds = 10 mm)
Nr
crt
Vas
(mmin
Is
(A)
Ua
(V)
Icl
(mm)
Q
(lmin)
Vs
(cmmin) Obs
1 2 53 153 8 8 15 Arc
instabil
IS ndashmic
2 3 90 158 8 8 15
Transfer
prin
scurtcircuit
3 4 120 163 8 8 15
4 5 140 17 10 8 15
5 6 160 18 10 10 20
6 7 175 188 10 10 20
71 8 200 198 10 10 20
72 8 184 20 12 12 25
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 10 mm Is = 60 ndash 180 A
Gazul de protecţie CORGON 18
Sensul de sudare spre stacircnga (prin icircmpingere)
20
Corelaţia viteza de avans a sacircrmei ndash curent de sudare (ds = 12 mm)
Nr
crt
Vae
(mmin)
Is
(A)
Ua
(V)
lcl
(mm)
Q
(lmin)
Vs
(cmmin)
Obs
1 2 74 185 10 10 16
Transfer
Prin
scurtcircuit
2 3 112 193 10 10 16
31 4 144 208 10 10 16
32 4 136 21 12 12 25
4 5 160 223 12 12 25
5 6 184 235 12 12 25
Transfer
Intermediar
6 7 204 253 14 15 30
7 8 224 275 14 15 30
8 9 248 288 14 15 30
91 10 268 305 14 15 30
92 10 256 31 16 18 40
10 11 280 323 16 18 40 Transfer
Globular11 12 300 335 16 18 40
12 13 290 333 20 20 45
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 12 mm Is = 120 ndash 350 A
Gazul de protecţie CO2 100
Sensul de sudare spre dreapta (prin tragere)
Viteza de sudare depinde de grosimea metalului de bază (grosimea sudurii de colţ) modul de
transfer tehnica de sudare (număr mare sau număr mic de treceri) poziţia de sudare varianta
de sudare (semimecanizată sau mecanizată) etc Domeniul de valori este cuprins icircntre 15-100
cmmin cu precizarea că viteza de sudare la sudarea MIGMAG este substanţial mai mare
decacirct la sudarea manuală cu electrod icircnvelit Recomandări utile privind viteza de sudare
1048707 15 - 30 cmmin la sudarea semimecanizată cu transfer prin scurtcircuit sau la sudarea
stratului de rădăcină
21
1048707 30 - 50 cmmin la sudarea semimecanizată cu transfer prin pulverizare sau icircn curent pulsat
există o valoare optimă a vitezei de sudare situată icircn jurul valorii de 40 - 45 cmmin pentru
care se obţine pătrunderea maximă
1048707 30 - 100 cmmin la sudarea mecanizată icircn funcţie de grosimea componentelor
Materiale de sudare
Materialele utilizate la sudarea ST sunt sacircrma electrod icircn cazul sudării cu sacircrmă
tubulară cu autoprotecţie respectiv sacircrma electrod şi gazul de protecţie la sudarea cu sacircrmă
tubulară cu protecţie suplimentară
Sacircrma electrod se prezintă sub forma unei teci metalice umplute cu un miez
pulverulent icircn următoarea gamă de diametre 10 12 14 16 18 20 24 28 (32)
Icircnvelişul metalic se execută icircn general dintr-un material nealiat caracterizat prin
proprietăţi bune de ductilitate pentru a permite laminarea şi trefilarea uşoară a tecii grosimea
acesteia avacircnd valori sub 02 mm Alierea cusăturii cacircnd este cazul se face icircn general prin
miez Icircnvelişul metalic (teaca) are următoarele roluri
bull asigură prin topire cantitatea de material de adaos pentru realizarea icircmbinării sudate sau
icircncărcarea prin sudare
bull asigură contactul electric şi realizează icircnchiderea circuitului electric de sudare icircntre vacircrful
sacircrmei şi piesă
bull păstrează şi protejează miezul de pulbere icircmpotriva umidităţii
Miezul este un amestec de substanţe similare icircnvelişului electrozilor şi fluxurilor de
sudare După rolul pe care icircl au icircn procesul de sudare substanţele din miez se icircmpart icircn
bull substanţe zgurifiante pentru protejarea metalului topit
bull substanţe gazeifiante pentru protecţia spaţiului arcului icircmpotriva pătrunderii aerului
bull substanţe dezoxidante şi de rafinare a băii metalice
bull substanţe ionizatoare pentru icircmbunătăţirea stabilităţii arcului
bull substanţe (elemente) de aliere pentru alierea icircn arc
Echipamente pentru sudare MIGMAG
Din punctul de vedere al tehnologului respectiv al utilizatorului echipamentului de
sudare nu este atacirct de importantă cunoaşterea detaliilor de proiectare a acestor instalaţii
22
(sursă de sudare pupitru de comandă scheme electrice si electronice etc) cacirct mai ales
cunoaşterea părţilor componente ale echipamentului şi a rolului acestora a particularităţilor
specifice a performanţelor de sudare a modului de reglare şi control a parametrilor
tehnologici de sudare icircn vederea obţinerii rezultatelor dorite sau impuse de tehnologia de
sudare cu performanţe maxime
Echipamentele de sudare MIGMAG constituie sisteme mult mai complexe atacirct icircn
ceea ce priveşte părţile componente cacirct şi pregătirea pentru sudare respectiv modul de
comandă şi reglare a parametrilor tehnologici de sudare icircn comparaţie cu echipamentele
clasice utilizate la sudarea manuală cu electrozi icircnveliţi (transformatoare convertizoare
redresoare) Din punct de vedere a reglării parametrilor tehnologici icircn practică lucrurile nu
sunt de loc complicate icircn general aceasta implicacircnd reglarea a doi parametri şi anume
selectarea treptei de tensiune (tensiunea de mers icircn gol şi implicit tensiunea arcului) respectiv
ajustarea vitezei de avans a sacircrmei electrod pentru asigurarea curentului de sudare necesar
Figura 5
Părţile componente ale unei instalaţii de sudare MIGMAG
a - furtun gaz b ndash sacircrmă electrod c ndash tur-retur apă d ndash comandă pistolet
e ndash conductor curent f ndash tub de protecţie g ndash cablu de masă
Icircn cazul surselor moderne de sudare sinergice cu invertor problema este şi mai mult
simplificată oferind utilizatorului (operatorului sudor) prin programele icircncorporate icircn
microprocesor o tehnologie apropiată de optim prin reglarea unui singur parametru
tehnologic viteza de avans a sacircrmei electrod respectiv tensiunea arcului Icircn funcţie de
23
principiul de reglare al puterii (energiei) arcului specific sursei de sudare utilizate se setează
sau se reglează după necesităţi un singur parametru tehnologic considerat parametru de bază şi
anume viteza de avans a sacircrmei icircn cazul surselor cu invertor cu tranzistoare de putere cu
reglare continuă a tensiunii arcului respectiv tensiunea icircn cazul surselor de sudare cu reglare
icircn trepte a tensiunii arcului Restul parametrilor tehnologici de sudare sunt reglaţi automat prin
intermediul programelor microprocesorului icircn funcţie de datele de intrare specifice aplicaţiei
date introduse icircn prealabil de la consola sursei tipul de transfer (clasic sau pulsat) materialul
de adaos (compoziţia chimică) diametrul sacircrmei gazul de protecţie etc Echipamentul
permite şi efectuarea corecţiilor necesare dacă este cazul Acest mod de reglare al puterii
arcului necesar procesului de sudare dat este cunoscut sub denumirea de bdquoONE KNOBldquo adică
reglarea instalaţiei pentru sudare de la un singur buton ceea ce simplifică foarte mult sarcinile
operatorului sudor conducacircnd la regimuri de sudare optime fără să fie nevoie de multe
cunoştinţe tehnologice temeinice icircn afara celor de bază necesare sudării propriu zise Un
echipament de sudare MIGMAG se compune icircn principiu din următoarele părţi componente
figura 5
1048766 1 Sursa de sudare
1048766 2 Pupitrul de comandă
1048766 3 Dispozitivul de avans al sacircrmei electrod DAS
1048766 4 Pistoletul de sudare
1048766 5 Alimentarea cu gaz de protecţie
1048766 6 Instalaţia de răcire cu apă
Sursa de sudare
Sursele de sudare utilizate la sudarea MIGMAG sunt surse de curent continuu
convertizoare redresoare invertoare Datorită performanţelor modeste (timp de răspuns mare
dinamică redusă) icircn prezent convertizoarele de sudare se utilizează din ce icircn ce mai rar la
sudarea MIGMAG (aproape deloc) ele fiind icircnlocuite de redresoarele de sudare şi icircn ultimul
timp pe scară tot mai largă de sursele cu invertor pentru sudare (pe scurt invertoare pentu
sudare) Redresoarele la racircndul lor pot fi clasice cu diode sau comandate electronic cu
tiristoare sau tranzistoare de putere Particularitatea principală a surselor de sudare MIGMAG
este forma caracteristicii externe Ua=f(Is) Din motive de asigurare a stabilităţii arcului
24
electric prin fenomenul de autoreglare specific sudării MIGMAG forma caracteristicii
externe a sursei este rigidă (1) sau uşor coboracirctoare (2) (sub 7V100A)
Din motive de stabilitate maximă a procesului se preferă caracteristicile externe uşor
coboracirctoare a căror pantă (ΔUaΔIs) depinde de gazul de protectie respectiv de diametrul
sacircrmei electrod prin funcţia REGTYPE (valabilă numai la sursele cu invertor) Panta
caracteristicii externe este mai mare la sudarea icircn dioxid de carbon decacirct icircn argon sau
amestecuri bogate icircn argon La sudarea icircn CO2 caracteristica externă are panta maximă la
sacircrma electrod cu diametrul cel mai mic 08 mm şi scade cu creşterea diametrului sacircrmei
La sudarea icircn amestecuri bogate icircn argon panta caracteristicii externe este aceeaşi
pentru toate diametrele de sacircrmă şi mai mică decacirct cele corespunzătoare sudării icircn CO2
Datorită acestei forme a caracteristicii externe se observă că tensiunea arcului este apropiată
de tensiunea de mers icircn gol a sursei Icircn consecinţă reglarea tensiunii arcului la sudarea
MIGMAG se face prin reglarea tensiunii de mers icircn gol a sursei de sudare Aceasta se poate
face prin reglaj icircn trepte la sursele cu diode sau prin reglaj continuu la sursele cu tiristoare şi la
invertoare Reglajul continuu este cel mai bun permiţacircnd o infinitate de curbe acoperind toate
cerinţele tehnologice dar este mai costisitor Reglajul icircn trepte se face de obicei icircn două etape
un reglaj brut respectiv un reglaj fin şi este mai uşor de realizat constructiv (mai ieftin)
Numărul curbelor caracteristici externe este limitat icircntre o valoare minimă U20min şi o
valoare maximă U20max specific fiecărei surse Icircn acest caz obţinerea regimului optim pentru
o valoare dată a tensiunii se face prin corecţia vitezei de avans a sacircrmei electrod De aici
decurge cea de-a doua particularitate a surselor de sudare MIGMAG şi anume tensiunea de
mers icircn gol este mai mică decacirct la sursele de sudare cu electrod icircnvelit respectiv sursele WIG
fiind cuprinsă icircn intervalul de valori 20-50V Forma caracteristicii externe şi valoarea redusă a
tensiunii de mers icircn gol fac ca sursele de sudare MIGMAG să nu poată fi folosite la sudarea
SE şi WIG Icircn ultimul timp au apărut sursele de sudare universale (cu tiristoare sau cu
invertor) care permite sudarea cu toate cele trei procedee de sudare printr-o simplă comutare
pe procedeul utilizat (prin modificarea formei caracteristicii externe)
Cea de-a treia particularitate a surselor de sudare MIGMAG o constituie prezenţa unei
inductanţe icircn circuitul de sudare necesară icircn cazul sudării cu arc scurt cu transfer prin
scurtcircuit (sau la sudarea cu arc lung icircn bioxid de carbon icircn cazul scurtcircuitelor aleatoare)
pentru limitarea vacircrfului curentului de scurtcircuit şi prin urmare pentru reducerea stropirilor
25
Inductanţele fizice (reale) pot fi fixe variabile icircn trepte (cu ploturi) sau variabile continuu (cu
miez magnetizat
Surse de sudare sinergică - Invertoare
Dezvoltarea electronicii icircn general şi a electronicii de putere icircn special icircn ultimul timp
(a doua parte a secolului al XXndashlea) a impulsionat aşa cum era de aşteptat dezvoltarea şi
modernizarea echipamentelor de sudare icircn general şi a echipamentelor de sudare prin topire icircn
special producacircnd se poate spune o adevărată revoluţie icircn acest domeniu nebănuit cu puţin
timp icircn urmă atacirct din punctul de vedere al greutăţii proprii şi al dimensiunilor de gabarit cacirct
mai ales a performanţelor atinse Motorul acestei bdquorevoluţiildquo a fost folosirea invertoarelor de
frecvenţă ridicată cu transformator pe miez de ferită icircn construcţia surselor de putere şi
comanda lor cu ajutorul microprocesoarelor A fost posibilă astfel atingerea unor performanţe
tehnologice inimaginabile şi a unui control perfect al procesului de sudare icircn ansamblul lui
Atingerea acestor nivele icircnalte se datorează vitezei foarte mari de răspuns a invertoarelor de
ordinul microsecundelor funcţie de frecvenţa invertorului care a permis modelarea după
dorinţă a parametrilor tehnologici de sudare şi controlul riguros al acestora Comparativ viteza
de răspuns a redresoarelor clasice cu diode sau tiristoare nu putea fi scăzută sub 5 ms
Icircn anul 1970 redresoarele cu tiristoare au icircnceput să fie utilizate la sudarea manuală cu
electrozi icircnveliţi SE şi sudarea MIGMAG standard Tot cam icircn aceeaşi perioadă au apărut şi
sursele standard MIGMAG icircn curent pulsat formate prin combinarea a două surse obişnuite
una pentru curentul de baza alta pentru curentul de puls dar care funcţionează pe frecvenţe
fixe 25 33 50 75 100Hz Datorită vitezelor mari cu care se desfăşoară fenomenele icircn zona
arcului (de exemplu timpul de scurtcircuit tsc = 15-3 ms) şi avacircnd icircn vedere că timpul de
reacţie al tiristoarelor este de min 5-6 ms (deci mult mai mare) la redresoarele pentru sudarea
MIGMAG nu era posibilă modelarea acestor fenomene iar controlul variaţiei curentului de
scurtcircuit s-a putut face numai folosind o inductanţă fizică reală
Icircn jurul anului 1980 au apărut tiristoarele rapide cu timp de blocare redus Astfel s-au
realizat primele surse de tip invertor cu tiristoare care funcţionează pe o frecvenţă de 15
KHz Datorită cerinţelor complexe ale regimului de sudare şi a vitezelor mari de derulare a
fenomenelor din arcul electric au fost realizate surse cu tranzistoare de putere icircn circuitul de
26
sudare care au permis creşterea frecvenţei invertoarelor la valori mult mai mari decacirct cu care
se desfăşoară fenomenele icircn arc
Tehnologia de sudare a tablelor din OL32
Tehnologii de sudare pentru oţel carbon nealiat şi slab aliat
1048766 Tipul icircmbinării de colţ
1048766 Poziţia de sudare vertical ascendentă
1048766 Tipul de transfer prin scurtcircuit
1048766 Gazul de protecţie 75 Ar + 25 CO2
27
Capitolul 4
Metode de control a icircmbinărilor sudate
Controale nedistructibile
Controalele nedistrucitve nu duc la deteriorarea imninarii sudate şi nu influenţează asupra
comportării icircn exploatarea acestuia Cele mai utilizate controale nedistructive sunt
- controlul vizual
- controlulu cu raze Roentgen sau gama
- controlul cu ultrasunete
- controlul cu utilizarea unor metode magnetice
- controlul cu lichide penetrante
- expunerea icircmbinării sudate pe bancă de probă sau pe maşini de icircncercări la solicitare
cacirct mai apropiate de cele icircn exploatare la suprasolicitari avacircnd o valoare dinainte stabilită
sau la solicitări variabile după un ciclu determinat verificarea se face prin examninarea
ulterioară fie prin efectuarea unor măsurători tensometrice proba hidraulică
- proba pneumatică
- proba cu petrol
- proba cu amoniac
- proba cu etansietate utilizacircnd metoda spectometrului de masă
Controale distructive
Controalele distructive se execută la o anumită icircmbinare sudată sau asupra unor
porţiuni din această Porţiunile supuse acestor controale nu mai pot fi utilizate ulterior icircn
exploatare Controalele distrucitve se pot executa utilizacircnd plăci de control din acelaşi material
de baze sudate cu acelaşi material de adaos şi realizate cu acelaşi regim ca şi icircmbinările sudate
ale utilajuluipentru care se fac Icircn cazul unor verificări sau expertize se pot preleva din
icircmbinarea sudată a materialului Se urmăreşte verificarea respectării materialelor de bază de
adaos şi auxiliare prescrise depistării eventualelor abateri de la procesul tehnologic stabilit
iniţial care au dus la existenţa unor defecte şi scăderea calităţii icircmbinării
28
Analiza metalografică se poate face prin
- microstructura care permite depistarea unor defecte (pori sulfuri fisuri incluziuni etc)
stabilirea configuraţiei icircn sectinue a cordonului de sudura şi ZIT determinarea numărului de
straturi depuse pentru formarea cordonului punerea icircn evidenţă a cristalizării primare a
metalului depus
- microstructura care permite punerea icircn evidenţă a unei microzone ale icircmbinării sudate a
conţinutului aproximativ de carbon a metalului de bază şi a precipitării carburilor la oţeluri
anticorosive
- sacrificacircnd una sau mai multe piese icircn cazul unei producţii de mare serie şi supunacircndu-se
unor solicitări cacirct mai apropiate de cele din exploatare şi a căror mărime este crescută pacircnă la
ruperea construcţiei se urmăreşte verificarea viabilităţii soluţiilor constructive a calităţii
materialelor de bază şi de adaos a regimului tehnologic Metoda poate servi şi la stabilirea
fiabilităţii produsului respectiv
Prezentarea unor metode de depistare a icircmbinărilor sudate
Urmează o prezentare ceva mai detaliată a unor metode de control nedistructiv cu
rolul de a oferi celor care nu se ocupă direct cu controlul imbunarilor sudate date generale
privind modul de efectuare a fiecărui control
Controlul prin găurire
Cusătura se găureşte cu ajutorul unui burghiu cu unghiul de ascuţire de 90 grade
Diametrul burghiului se alege astfel icircncacirct să fie găurita icircntreaga secţiune transversală a
cusăturii şi să fie cuprins metalul de bază pe aproximativ 2mm Se execută icircntacirci o găurire de
circa 3 mm adacircncime şi se examinează cu atenţie Se adacircnceşte gaura cu icircncă 2-3 mm se
examinează din nou şi astfel se continuă pacircnă se ajunge la rădăcina cusăturii Examinarea se
face cu ajutorul unei lupe
Controlul prin găurire se recomandă a se executa icircn special pentru stabilirea cauzelor
de deteriorare parţială a construcţiilor sudate icircn exploatare atunci cacircnd prelevarea eprubetelor
de macrostructure este imposibilă sau nedorită
Controlul cu raza Roentgen şi gama generalităţii
Lumina vizibilă este formată din oscilaţii electromagnetice Razele Roentgen şi razele
gama sunt de asemenea oscilaţii electromagnetice care se deosebesc numai prin lungimea
29
undei Razele Roentgen pătrund icircn icircmbinările sudate fiind parţial absorbite şi dispersate
Capacitatea de pătrundere a razelor depind de lungimea de undă Controlul cu radiaţii
penetrante este cea mai răspacircndită metodă de control nedistructivă asiguracircnd un document
asupra mărimii formei poziţiei icircn plan şi frecvenţei defectelor Normele romacircneşti precum şi
norme din alte ţări dau recomandări cu privire la aprecierea calităţii icircmbinărilor sudate
obţinute la controlul Roentgen
Icircmbinarea sudată trebuie examinată cu direcţia razelor perpendiculare pe direcţia să
sau un anumit unghi
Controlul etansitatii utilizacircnd metoda spectometrului de masă
(probă cu helium freon argon)
Generalităţi
Pentru detectarea defectelor se utilizează un gaz trasot a cărui prezenţă icircn urmă foarte
fine poate fi pusă icircn evidenţă prin metoda spectrometului de masă
Controlul cu helium fiind scump se recomandă a fi utilizat pentru piese mici de la
detectarea uneor defecte foarte fine putacircnd localiza defecte la fluxul gazos Un alt gaz
freonul poate asigura icircn funcţie de metoda utilizată detectarea unor masivităţi prin care sunt
pierderi de fluxuri gazoase
Metoda presupune utilizarea unei aparaturi speciale care icircn prezenţa urmelor de gaz
trasot emit semnale ascuţite şi luminoase caracteristică a fiecărui gaz trasot utilizat Pentru a
putea face o legătură icircntre mărimea defectului şi fluxului de gaz scurs prin neetansietati se
prezintă după Duquenes mărimea fluxului de heliu scurs prin neetansietati icircn funcţie de
grosimea piesei (lungimea defectului) şi diametrul acestuia
30
Capitolul 5
Securitatea şi sănătatea muncii
Reguli ce trebuie respectate la sudare
- La sudarea manuală cu electrod icircnvelit icircn afară de măsurile generale de protecţie care
se iau la lucrările de sudare trebuie luate o serie de măsuri speciale specifice procedeului
- Protecţia icircmpotriva radiaţiilor arcului se realizează după cum urmează
- - protecţia ochiilor şi a feţei prin folosirea măştii de sudură o atenţie deosebită
se va acorda alegerii sticlei de protecţie a ochilor indiferent de intensitatea curentului cu care
se lucrează la alegerea numărului sticlei de protecţie sudorul va avea icircn vedere că o sticlă
prea icircnchisă obligă urmărirea arcului de la mică distanţă fapt care are repercursiuni asupra
igienei respiratorii
- - protecţia pielii şi a organelor interne se realizează prin folosirea obligatorie a
mănuşilor şi şorturilor din piele
- - pentru protecţia celorlalţi muncitori la locul de muncă al sudorilor va fi
icircnconjurat cu paravane de protecţie De asemenea se vor aplica tăbliţe avertizoare bdquoAtenţie se
sudeazărdquo
Protecţie icircmpotriva electrocutării
Toate sursele de curent ca şi piese care icircn mod accidental pot fi puse icircn contact cu circuitul
de sudare vor fi legate de pămacircnt
- tensiunile nu vor depăşi 80V
- icircncălţămintea şi icircmbrăcămintea sudorului va fi icircn bună stare permiţacircnd contactul
direct dintre piesă şi corpul sudorului
- icircn cazul sudării pe sol umed sau pe corpuri metalice se va folosi covorul de cauciuc
- port-izolatorul va fi aşezat cacircnd nu se sudează icircn poziţie sigură pe corpuri izolatoare
- resturile de electrod vor fi eliminate prin port electrod pentru a evita contactele
accidentale
- port electrozii vor fi complet izolaţi
31
- icircn perioadele de repaus (peste 10 min) sursă de curent va fi scoasă de sub tensiune
- icircn cazul sudării icircn interiorul pieselor metalice se recomandă supravegherea
permanentă a sudorului
Protecţia icircmpotriva gazelor şi fumului
Locul de muncă al sudorului va fi asigurat cu o bună ventilaţie Icircn cazul aspiraţiei locale
trebuie asigurat un delict de aspiraţie 70Lsecundă la 150 mm de arc sau 280Ls la 300 mm de
arc Icircn cazul aspiraţiei gazelor cu dispozitive la care nu se poate deplasa gura de aspiraţie se
va asigura delict de 7-11 m pe minut şi post de sudură iar icircn cazul ventilaţiei generale 56 m
pe minut şi post de sudură Defecţiunile tehnice se vor remedia numai de către personalul
calificat
Organizarea locului de muncă
La sudarea cu gaze există pericolul arderilor şi accidentelor datorită existenţei gazelor sub
presiune şi a caracteristicilor oxigenului şi a gazelor combustibile Este necesar ca
responsabilii cu protecţia muncii şi sudură să execute
- icircntocmirea şi afişarea la locul de muncă a instruciunilor de funcţionare deservite
icircntreţinere şi verificare a fiecărui utilaj icircn parte cu precizarea defectuarilor posibile şi a
măsurilor ce trebuie luate de sudor
- să instruiască periodic sudorii convingacircndu-se de buna cunoaştere a normelor de
utilizare verificare şi icircntreţinerea utilajului
- să se verifice sistematic la fiecare post de sudură şi sudor starea tehnică a utilajului şi
modul icircn care sudorul respectă normele tehnice
Sudorul icircnainte de icircnceperea lucrului trebuie să verifice buna stare de funcţionare a
icircntregului utilaj şi icircn special al generatorului de acetilenă lentilele de oxigen şi acetilenă
aparatura acestora incluse icircn supapa hidraulica de siguranţă locul de amplasare a acestora
pentru a fi ferit de icircncălzire
Orice defecţiune constatată la utilajul de sudură va fi comunicată responsabilului cu
sudura La orice părăsire a locului de muncă sudorul este obligat să oprească alimentarea
curentului electric a aparatelor
La sudarea electrică prin rezistentă de contact prin presiune şi prin puncte se vor lua
măsuri de protecţie a sudorului icircmpotriva stropilor de metal topit şi icircmpotriva atingerea
pieselor calde Corpul şi macircinile vor fi protejate icircmpotriva stropilor de metal folosindu-se
32
şorţul de piele respectiv mănuşi Peste icircncălţăminte se vor icircmbrăca jambiere de protecţie
Dacă icircn timpul lucrului arzatirul se icircncălzeşte excesiv acesta se va răci de cacircte ori
este necesar icircntr-un vas cu apă curată aflat permanent la locul de muncă al sudorului
Se interzice sudarea electrică atunci cacircnd conductoarele electrice au izolaţii
deteriorate iar cleştele port electrod este defect sau are izolaţie termoelectrică
necorespunzătoare deoarece aceste defecte pot provoca electrocutări
PSI
Prevenirea şi stingerea incendiilor
La intrarea icircn atelierele de sudare se vor afişa vizibil bdquoFumatul Interzisrdquo bdquoNu priviţi
flacărardquo bdquoPericol de orbirerdquo bdquoAtenţie se sudeazărdquo etc
Prin nerespectarea normelor de tehnica securităţii muncii se pot produce următoarele
accidente
- electrocutări
- icircmbolnăvirea ochilor şi arsuri de piele
- incendii cauzate de scacircnteile icircmprăştiate de arcul electric
Pentru prevenirea unor accidente se vor respecta următoarele reguli
- nu se va icircncepe lucrul la o maşină pacircnă cacircnd cel ce trebuie să o deservească nu o
cunoaşte perfect
- se va verifica instalaţia de ungere şi de răcire
- se va verifica instalaţia maşinilor unelte
- se va controla buna funcţionare a pieselor de prelucrat a sculelor şi a dispozitivelor pe
maşina unelta
- icircn timpul lucrului să se folosească dispozitive de protecţie icircmpotriva aşchiilor ecrane
ochelari
- nu se admite fracircnarea organelor icircn mişcarea cu macircna
- controlul stării sculei şi a prelucrării piesei nu se admite a fi făcut icircn timpul
funcţionării maşinii
- hainele de protecţie (halat sau salopetă) să fie icircncheiate la toţi nasturii manşetele
stracircnse iar capul acoperit
- locul de muncă trebuie ţinut icircn ordine şi curăţenie
- se va acorda o atenţie deosebită fixării corecte a pieselor şi echilibrării acestora
33
- cuţitele trebuie să pătrundă icircn materialul lin pentru evitarea smulgerii piesei la şoc
- ajustarea cu pilă de maşină de unelta a unor muchii se va face ţinacircndu-se macircnerul icircn
macircnă dreaptă iar capătul pilei icircn macircnă stacircngă
- aşchiile se icircndepărtează numai cacircnd maşina unelta este oprită
- la constatarea oricărei defecţiuni se va opri maşina unelta şi se va anunţa maestrul şi
mecanicul de icircntreţinere
Instructajul de protecţie a muncii este obligatoriu şi se efectuează de către cei care conduc şi
controlează procesele de muncă Instructajul cuprinde trei faze
a) Instructajul introductiv general se face icircn prima zi de activitate practică şi are drept
scop prezentarea principalelor măsuri de protecţie a muncii specifice unităţii La terminarea
instructajului se va face verificarea iar rezultatul se consemnează icircn fişa individuală pentru
protecţia muncii
b) Instructajul la locul de muncă are scopul de a prezenta măsurile de protecţie a muncii
specificepostului de lucru respectiv şi se face elevilor şi tuturor angajaţilor noi arătacircndu-se
cauzele principale care pot duce la accidentele de muncă şi măsurile de prevenire a acestora
c) Instructajul periodic se face la locul de muncă pentru a reaminti normele de protecţie a
muncii
34
Bibliografie
CC Teodorescu D Mocanu M Buga- Icircmbinări sudate- ET 1972 Bucureşti
Vasile Ilie C Gheorghe- Tăierea şi prelucrarea cu flacără a materialelor metalice- ET 1978
Bucureşti
M Brezeanu- Icircndrumătorul sudorului- ET 1975 Bucureşti
SI Ozanov- Controlul icircmbinărilor sudate- ET 1982 Bucureşti
C Teodorescu- Icircmbinări sudate- ET 1992 Bucureşti
C Miklos- Sudarea metalelor- ET 1985 Bucureşti
V Drobota- Rezistenţa materialelor şi organe de maşini- Editura Didactică şi Pedagogică
1979 Bucureşti
M Smilovici- Icircndrumător pentru icircmbinările sudate
35

tensiunilor superficiale la interfaţa baie topită ndash metal solid determină icircmbunătăţirea
procesului de umectare cu efecte favorabile asupra lăţirii respectiv reducerii supraicircnălţării
cusăturii sudate
Tot din punctul de vedere al activităţii chimice remarcăm utilizarea hidrogenului ca şi
gaz reducător icircn amestecurile gazelor de protecţie bdquode formareldquo folosite la protecţia rădăcinii
pe partea opusă sudării la sudarea oţelurilor aliate Inox şi nu numai Amestecul cel mai
frecvent utilizat este format din azot plus 5hellip10 hidrogen Hidrogenul reduce eventualele
urme de oxigen rămase icircn zona rădăcinii evitacircnd astfel oxidarea acesteia cu consecinţe asupra
scăderii rezistenţei la coroziune Utilizarea hidrogenului trebuie făcută cu grijă avacircnd icircn
vedere pericolul de explozie pentru anumite concentraţii icircn aer
Caracterizarea succintă a gazelor de protecţie
Prezentarea succintă a gazelor de protecţie utilizate la sudarea MIGMAG din punctul
de vedere al activităţii chimice şi al proprietăţilor termo-fizice permite icircnţelegerea facilă a
acţiunilor şi efectelor pe care acestea le au icircn procesul de sudare Cele mai utilizate gaze de
protecţie la sudarea MIGMAG sunt argonul heliul dioxidul de carbon oxigenul hidrogenul
azotul
Argonul (Ar)
1048707 gaz inert ndash nu reacţionează cu materialul
1048707 mai greu ca aerul ndash protecţie bună a băii de metal
1048707 potenţial de ionizare scăzut ndash amorsare uşoară a arcului
1048707 produce microsablarea suprafeţelor
Nu se recomandă utilizarea argonului icircn proporţie de 100 deoarece produce un arc
electric instabil formarea inevitabilă de pori icircn cusătură aspect mai puţin plăcut a icircmbinării
sudate Baia metalică este deosebit de vacircscoasă ceea ce duce la pori icircn cusătură crestături
marginale supraicircnălţare excesivă solzi puternic conturaţi Rezolvarea problemei se realizează
prin adaosuri de elemente oxidante O2 şisau CO2
13
Capitolul 3
Tehnologia de sudare in Argon
Elaborarea tehnologiei de sudare icircn general presupune stabilirea condiţiilor icircn care are
loc execuţia icircmbinării sudate pornind de la pregătirea pentru sudare alegerea materialelor de
adaos stabilirea parametrilor tehnologici de sudare stabilirea prelucrărilor post sudare
alegerea echipamentelor de sudare şi a dispozitivărilor etc
Stabilirea tehnologiei de sudare este specifică fiecărui procedeu icircn parte Elaborarea
unei tehnologii de sudare urmăreşte icircn general două aspecte importante şi anume aspectul
calitativ asigurarea calităţii impuse icircmbinării sudate la cel mai icircnalt grad respectiv aspectul
economic preţul de cost cacirct mai redus Aceasta presupune cunoaşterea icircn primul racircnd a
comportării la sudare a metalului de bază cunoaşterea performanţelor procedeului de sudare
utilizat a parametrilor tehnologici de sudare şi a recomandărilor tehnologice specifice
cunoaşterea performanţelor echipamentelor de sudare şi exploatarea acestora
Elaborarea tehnologiei de sudare reprezintă o etapă importantă icircn cadrul acţiunii de
calificare a procedurii de sudare conform SR EN 288-792 şi anume pe baza ei se icircntocmeşte
specificaţia procedurii de sudare WPS (Welding Procedure Specification) documentul care
cuprinde toate informaţiile necesare execuţiei icircmbinării sudate Elaborarea tehnologiei de
sudare presupune parcurgerea unor etape icircntr-o succesiune logică Etapele parcurse pentru
stabilirea tehnologiei de sudare MIGMAG sunt prezentate icircn cele ce urmează
Alegerea formei rostului şi a icircmbinării
Prezentarea formei rostului si stabilirea dimensiunilor efective ale acestuia avacircnd icircn
vedere condiţiile concrete de execuţie ale icircmbinării Alegerea dimensiunilor efective ale
rostului la sudarea MIGMAG se face icircn principal icircn funcţie de tehnologia de sudare respectiv
modul de transfer utilizate la realizarea stratului de rădăcină Acestea depind la racircndul lor de
comportarea la sudare a metalului de bază şi recomandările tehnologice de sudare (material
sensibil sau insensibil la supraicircncălziri) de grosimea componentelor accesul la sudare
importanţa icircmbinării sudate (clasa de execuţie) metoda de susţinere a rădăcinii poziţia de
sudare etc Icircn cazul icircn care accesul la sudare este dintr-o singură parte fără suport la
14
rădăcină iar la rădăcină nu se admit defecte (clasă de calitate superioară) pentru execuţia
rădăcinii se recomandă sudarea cu transfer prin scurtcircuit sau icircn curent pulsat caracterizate
prin energie liniară mică respectiv pericol scăzut de străpungere la rădăcină In acest caz
asigurarea unei pătrunderi bune la rădăcină cu o uşoară supraicircnălţare impune alegerea unei
deschideri a rostului b = 2hellip4 mm respectiv a umărului rostului c= 0hellip1 mm mărimi corelate
icircn principal cu valoarea curentului de sudare respectiv cu gazul de protecţie utilizat (mai mici
la sudarea icircn CO2 100 respectiv mai mari la sudarea icircn amestecuri de gaze bogate icircn argon
Ar +CO2 cel mai comun amestec fiind Ar + 18 CO2 - Corgon 18)
Icircn cazul icircn care accesul la sudare este dintr-o singură parte cu suport la rădăcină
execuţia stratului de rădăcină se poate realiza folosind oricare din modurile de transfer prin
scurtcircuit prin pulverizare sau icircn curent pulsat icircn funcţie de grosimea componentelor poziţia
de sudare natura metalului de bază (sensibil sau insensibil la supraicircncălziri) productivitatea
urmărită la sudare modul de execuţie (semimecanizat sau mecanizat) performanţele
instalaţiei etc Forma şi dimensiunile rostului depind de grosimea componentelor respectiv de
puterea arcului electric
Umărul rostului respectiv deschiderea rostului icircn acest caz au mai puţină importanţă
urmărindu-se icircn principal evitarea pericolelor de străpungere a suportului fuzibil de topire sau
lipire a suportului de Cu sau a suportului ceramic Icircn cazul folosirii unui suport fuzibil se
impune asigurarea unei pătrunderi de cel puţin 2 mm icircn acesta Icircn cazul accesului din ambele
părţi pentru execuţia rădăcinii este posibilă de asemenea folosirea oricărui mod de transfer In
cazul utilizării transferului prin scurtcircuit sau icircn curent pulsat sunt valabile recomandările
din primul caz cu b = 2hellip4 mm respectiv c = 1hellip2 mm In cazul utilizării transferului prin
pulverizare avacircnd icircn vedere puterea mare a arcului electric şi pericolul mare de străpungere
sau de curgere a băii de metal topit la rădăcină se recomandă ca deschiderea rostului să fie
mică b = 0hellip1 mm respectiv umărul rostului să fie mare c = 4hellip6 mm corelate cu viteza de
sudare Principala grijă icircn acest caz este evitarea pericolului de străpungere a rădăcinii
respectiv diminuarea dimensiunilor defectelor de la rădăcină Icircn acest caz la majoritatea
icircmbinărilor sudate icircnainte de execuţia trecerii pe partea opusă realizării primei treceri se
impune prelucrarea rădăcinii (polizare sau scobire-crăiţuire arc-aer) pentru eliminarea
eventualelor defecte specifice sudării stratului de rădăcină lipsă de pătrundere lipsă de topire
pori fisuri sau microfisuri
15
Icircn ceea ce priveşte unghiul rostului se remarcă faptul că acesta are valori mai mici
decacirct la sudarea manuală cu electrod icircnvelit datorită diametrului redus a sacircrmei electrod (08hellip
16 mm) şi absenţei icircnvelişului de pe sacircrmă luacircnd valori cuprinse icircntre 30deghellip50deg Aceasta
conduce la importante economii de material de adaos Reducerea exagerată icircnsă a unghiului
rostului poate avea consecinţe grave asupra pericolului de defecte icircn icircmbinarea sudată ca
urmare a tendinţei de scobire (săpare) ciupire a arcului electric pe feţele rostului cu efecte
asupra pericolului de scurgere a băii de metal topit icircn faţa arcului şi diminuarea pătrunderii sau
lipsei de pătrundere respectiv a pericolului de lipsă de topire icircntre cusătură şi metalul de bază
icircn zonele scobite prin scurgerea metalului topit icircn aceste scobituri Acest fenomen este
amplificat o dată cu creşterea exagerată a tensiunii arcului electric
Calculul ariei rostului se face icircn funcţie de forma şi dimensiunile acestuia cu ajutorul
uneia din relaţiile de mai jos
- rost I Ar = bs
- rost V Ar = bs + s2tg α2
- rost Y Ar = bs + (s-c)2tg α2
- rost U Ar = bs + _r22 + 2r[s-(c+r)]+[s-(c+r)]2tgszlig
- rost X Ar = bs + 12(s- c)2tg α2
- rost K Ar = bs + 14(s-c)2tg szlig
- rost 12 K Ar = bs + 12(s-c)2tg szlig
- icircmbinări de colţ nepătrunse Ar = a2 sau Ar = 12k2
unde a - icircnălţimea (grosimea) icircmbinării (sudurii)
k - icircnălţimea (mărimea) catetei icircmbinării
Calculul ariei cusăturii Pentru calcul se poate folosi una din relaţiile
Ac = (105 14) x Ar (30a)
Obs Coeficientul care icircnmulţeşte aria rostului ţine cont de secţiunea cusăturii regăsită icircn
supraicircnălţarea acesteia Valorile mici ale coeficientului corespund grosimilor mari de material
iar valorile mari grosimilor mici de material respectiv pentru icircmbinările simetrice Icircn cazul
icircmbinărilor sudate cap la cap cu rosturi neprelucrate (rost I) aplicarea relaţiei de mai sus duce
la erori foarte mari icircn special la table subţiri cu deschideri mici (b=1hellip2 mm) deoarece
ponderea materialului de adaos icircn supraicircnălţare este icircn realitate de două trei ori mai mare decicirct
16
cantitatea conţinută icircn secţiunea rostului Mai mult icircn cazul rosturilor I cu deschidere b = 0
ajungem icircntr-o situaţie limită adică să nu putem calcula aria cusăturii cu ajutorul acestei
relaţii In astfel de cazuri se recomandă ca aria cusăturii să se calculeze cu una din relaţiile de
mai jos
Ac = Ar + 23B_h pentru icircmbinări I asimetrice
Ac = Ar +43B_h pentru icircmbinări I simetrice
unde
bull B = lăţimea cusăturii se calculează geometric funcţie de forma si dimensiunile efective ale
rostului la care se adaugă 2 3 mm care reprezintă zona din metalul de bază care se topeşte
la sudare valoarea informativă pentru bdquoBldquo se poate calcula şi cu ajutorul coeficientului de
formă al cusăturii ψ = Bp consideracircnd că ψ = 15hellip25 (valori care diminuează pericolul
fisurării cusăturii la solidificarea băii)
bull h = supraicircnălţarea cusăturii se apreciază icircn funcţie de grosimea materialului de bază după
cum urmează (valori informative)
h = 1 15 mm pt s = 5 10 mm
h = 15 2 mm pt s = 10 25 mm
h = 2 3 mm pt s gt 25 mm
Obs Supraicircnălţarea cusăturii la icircmbinările cap la cap respectiv convexitatea cusăturii la
icircmbinările de colţ este mai mare la sudarea icircn CO2 decacirct icircn Ar Valoarea ariei cusăturii
calculată mai sus se rotunjeşte la icircntreg (calculul este aprox)
Alegerea materialelor de sudare
Stabilirea cuplului sacircrmă ndash gaz de protecţie Alegerea cuplului sacircrmă ndash gaz de protecţie pe
baza criteriilor de alegere a sacircrmei respectiv a gazului de protecţie Se precizează marca
(simbolul) sacircrmei electrod şi a gazului de protecţie utilizate
Sacircrma electrod (marca sacircrmei) helliphelliphelliphellip (STAS SR EN sau normă)
Gazul de protecţie helliphelliphelliphelliphelliphelliphelliphelliphelliphellip (STAS SR EN sau normă)
Stabilirea diametrului sacircrmei electrod Diametrul sacircrmei electrod poate fi ds = 06 08 10
12 16 mm Alegerea diametrului se face icircn funcţie de grosimea metalului de bază valoarea
curentului de sudare (modul de transfer) poziţia de sudare forma rostului etc Diametrul de
sacircrmă cel mai utilizat şi care acoperă o plajă mare de necesităţi tehnologice la sudare este
17
diametrul de 12 mm Pentru grosimi mici de material s lt= 2-3 mm se folosesc după caz
diametrele mai mici 08 mm respectiv 10 mm Diametrele mari gt= 16 mm se recomandă la
grosimi mari de material la sudarea cu transfer prin pulverizare Nu se recomandă diametre
mari de sacircrmă peste 12 mm icircn cazul transferului prin scurtcircuit datorită stabilităţii slabe a
arcului electric Pot fi utilizate icircnsă cu succes icircn cazul sudării icircn curent pulsat icircn special la
sacircrmele moi din aluminiu sau sacircrme tubulare
Stabilirea numărului de treceri Depinde icircn principal de natura metalului de bază (sensibil sau
insensibil la supraicircncălziri) de modul de transfer utilizat (arii de treceri mai mici la transfer
prin scurtcircuit respectiv arii de treceri mari la transfer prin pulverizare) de poziţia de
sudare forma rostului tipul icircmbinării etc Pe baza acestor factori se stabileşte aria trecerilor
poate lua valori cuprinse icircn domeniul 5 hellip 40 mm2
Dispunerea trecerilor icircn rost (schiţă)
Modul de dispunere a trecerilor
Calculul parametrilor tehnologici de sudare
1048707 transfer prin scurtcircuit grosimi mici (s lt 5 mm) sudarea stratului de rădăcină sudarea icircn
poziţii dificile (vertical peste cap etc)
1048707 transfer prin pulverizare la grosimi mari de material pentru sudarea icircn poziţie orizontală
sau icircn jgheab
18
1048707 transfer sinergic icircn curent pulsat la grosimi medii de material unde tehnologia de sudare
clasică se plasează icircn domeniul transferului intermediar caracterizat prin stropiri mari pentru
sudarea stratului de rădăcină la sudarea icircn poziţii dificile
Curentul de sudare Is Viteza de avans a sacircrmei electrod vae depinde de modul de transfer
diametrul sacircrmei poziţia de sudareetc Reglarea curentului de sudare respectiv a puterii
arcului electric se face prin modificarea vitezei de avans a sacircrmei electrod pe baza relaţiei de
proporţionalitate existentă icircntre cei doi parametrii tehnologici Practic la sudarea MIGMAG
viteza de avans a sacircrmei electrod poate fi considerată parametrul principal icircn stabilirea
tehnologiei de sudare care icircn anumite condiţii date (materialul sacircrmei diametrul sacircrmei gazul
de protecţie) determină valorile celorlalţi parametrii tehnologici şi icircn primul racircnd valoarea
curentului de sudare Deci cacircnd stabilim curentul de sudare trebuie să stabilim practic valoarea
vitezei de avans a sacircrmei electrod cei doi parametri fiind indisolubil legaţi unul de altul
Stabilirea corelaţiei curent de sudare ndash viteză de avans sacircrmă electrod se face din nomograme
de tipul Is = f(vae) figura 50divide54 trasate pentru anumite condiţii concrete de lucru (tip
material de adaos diametru sacircrmă gaz de protecţie lungime capăt liber sacircrmă mod de
transfer clasic sau icircn curent pulsat) din tabele tehnologice (sau şabloane) funcţie de condiţiile
concrete de lucru Icircn tabelele de mai jos sunt prezentate corelaţiile dintre viteza de avans a
sacircrmei electrod şi valoarea curentului de sudare pentru diametrele de 10 şi 12 mm folosind
ca şi gaze de protecţie CO2 100 şi CORGON 18 (amestec 82 Ar + 18 CO2 cel mai
frecvent utilizat la sudarea oţelurilor nealiate şi slab aliate) iar ca sacircrmă electrod sacircrma
nealiată SG2 (cea mai utilizată pentru sudarea oţelurilor nealiate şi slab aliate cu Mn) icircn
varianta clasică sau icircn current pulsat
Valorile pentru viteza de avans a sacircrmei din tabelele de mai jos şi 30 se vor corecta cu
coeficientul 08
Corelaţia viteza de avans a sacircrmei ndash curent de sudare (ds = 10 mm)
Nr
crt
Vae
(mmin
)
Is
(A)
Ua
(V)
lcl
(mm)
Q
(lmin)
Vs
(cmmin) Obs
1 2 68 153 8 8 17
2 3 96 16 8 8 17
19
Transfer
Prin
Circuit
3 4 128 168 8 8 17
4 5 132 188 10 8 17
5 6 144 20 10 10 20
6 7 156 215 10 10 20
71 8 180 225 10 10 20
72 8 172 225 12 12 25
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 10 mm Is = 80 ndash 180 A
Gazul de protecţie CO2 100
Sensul de sudare spre stacircnga (prin icircmpingere)
Corelaţia viteza de avans a sacircrmei ndash curent de sudare (ds = 10 mm)
Nr
crt
Vas
(mmin
Is
(A)
Ua
(V)
Icl
(mm)
Q
(lmin)
Vs
(cmmin) Obs
1 2 53 153 8 8 15 Arc
instabil
IS ndashmic
2 3 90 158 8 8 15
Transfer
prin
scurtcircuit
3 4 120 163 8 8 15
4 5 140 17 10 8 15
5 6 160 18 10 10 20
6 7 175 188 10 10 20
71 8 200 198 10 10 20
72 8 184 20 12 12 25
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 10 mm Is = 60 ndash 180 A
Gazul de protecţie CORGON 18
Sensul de sudare spre stacircnga (prin icircmpingere)
20
Corelaţia viteza de avans a sacircrmei ndash curent de sudare (ds = 12 mm)
Nr
crt
Vae
(mmin)
Is
(A)
Ua
(V)
lcl
(mm)
Q
(lmin)
Vs
(cmmin)
Obs
1 2 74 185 10 10 16
Transfer
Prin
scurtcircuit
2 3 112 193 10 10 16
31 4 144 208 10 10 16
32 4 136 21 12 12 25
4 5 160 223 12 12 25
5 6 184 235 12 12 25
Transfer
Intermediar
6 7 204 253 14 15 30
7 8 224 275 14 15 30
8 9 248 288 14 15 30
91 10 268 305 14 15 30
92 10 256 31 16 18 40
10 11 280 323 16 18 40 Transfer
Globular11 12 300 335 16 18 40
12 13 290 333 20 20 45
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 12 mm Is = 120 ndash 350 A
Gazul de protecţie CO2 100
Sensul de sudare spre dreapta (prin tragere)
Viteza de sudare depinde de grosimea metalului de bază (grosimea sudurii de colţ) modul de
transfer tehnica de sudare (număr mare sau număr mic de treceri) poziţia de sudare varianta
de sudare (semimecanizată sau mecanizată) etc Domeniul de valori este cuprins icircntre 15-100
cmmin cu precizarea că viteza de sudare la sudarea MIGMAG este substanţial mai mare
decacirct la sudarea manuală cu electrod icircnvelit Recomandări utile privind viteza de sudare
1048707 15 - 30 cmmin la sudarea semimecanizată cu transfer prin scurtcircuit sau la sudarea
stratului de rădăcină
21
1048707 30 - 50 cmmin la sudarea semimecanizată cu transfer prin pulverizare sau icircn curent pulsat
există o valoare optimă a vitezei de sudare situată icircn jurul valorii de 40 - 45 cmmin pentru
care se obţine pătrunderea maximă
1048707 30 - 100 cmmin la sudarea mecanizată icircn funcţie de grosimea componentelor
Materiale de sudare
Materialele utilizate la sudarea ST sunt sacircrma electrod icircn cazul sudării cu sacircrmă
tubulară cu autoprotecţie respectiv sacircrma electrod şi gazul de protecţie la sudarea cu sacircrmă
tubulară cu protecţie suplimentară
Sacircrma electrod se prezintă sub forma unei teci metalice umplute cu un miez
pulverulent icircn următoarea gamă de diametre 10 12 14 16 18 20 24 28 (32)
Icircnvelişul metalic se execută icircn general dintr-un material nealiat caracterizat prin
proprietăţi bune de ductilitate pentru a permite laminarea şi trefilarea uşoară a tecii grosimea
acesteia avacircnd valori sub 02 mm Alierea cusăturii cacircnd este cazul se face icircn general prin
miez Icircnvelişul metalic (teaca) are următoarele roluri
bull asigură prin topire cantitatea de material de adaos pentru realizarea icircmbinării sudate sau
icircncărcarea prin sudare
bull asigură contactul electric şi realizează icircnchiderea circuitului electric de sudare icircntre vacircrful
sacircrmei şi piesă
bull păstrează şi protejează miezul de pulbere icircmpotriva umidităţii
Miezul este un amestec de substanţe similare icircnvelişului electrozilor şi fluxurilor de
sudare După rolul pe care icircl au icircn procesul de sudare substanţele din miez se icircmpart icircn
bull substanţe zgurifiante pentru protejarea metalului topit
bull substanţe gazeifiante pentru protecţia spaţiului arcului icircmpotriva pătrunderii aerului
bull substanţe dezoxidante şi de rafinare a băii metalice
bull substanţe ionizatoare pentru icircmbunătăţirea stabilităţii arcului
bull substanţe (elemente) de aliere pentru alierea icircn arc
Echipamente pentru sudare MIGMAG
Din punctul de vedere al tehnologului respectiv al utilizatorului echipamentului de
sudare nu este atacirct de importantă cunoaşterea detaliilor de proiectare a acestor instalaţii
22
(sursă de sudare pupitru de comandă scheme electrice si electronice etc) cacirct mai ales
cunoaşterea părţilor componente ale echipamentului şi a rolului acestora a particularităţilor
specifice a performanţelor de sudare a modului de reglare şi control a parametrilor
tehnologici de sudare icircn vederea obţinerii rezultatelor dorite sau impuse de tehnologia de
sudare cu performanţe maxime
Echipamentele de sudare MIGMAG constituie sisteme mult mai complexe atacirct icircn
ceea ce priveşte părţile componente cacirct şi pregătirea pentru sudare respectiv modul de
comandă şi reglare a parametrilor tehnologici de sudare icircn comparaţie cu echipamentele
clasice utilizate la sudarea manuală cu electrozi icircnveliţi (transformatoare convertizoare
redresoare) Din punct de vedere a reglării parametrilor tehnologici icircn practică lucrurile nu
sunt de loc complicate icircn general aceasta implicacircnd reglarea a doi parametri şi anume
selectarea treptei de tensiune (tensiunea de mers icircn gol şi implicit tensiunea arcului) respectiv
ajustarea vitezei de avans a sacircrmei electrod pentru asigurarea curentului de sudare necesar
Figura 5
Părţile componente ale unei instalaţii de sudare MIGMAG
a - furtun gaz b ndash sacircrmă electrod c ndash tur-retur apă d ndash comandă pistolet
e ndash conductor curent f ndash tub de protecţie g ndash cablu de masă
Icircn cazul surselor moderne de sudare sinergice cu invertor problema este şi mai mult
simplificată oferind utilizatorului (operatorului sudor) prin programele icircncorporate icircn
microprocesor o tehnologie apropiată de optim prin reglarea unui singur parametru
tehnologic viteza de avans a sacircrmei electrod respectiv tensiunea arcului Icircn funcţie de
23
principiul de reglare al puterii (energiei) arcului specific sursei de sudare utilizate se setează
sau se reglează după necesităţi un singur parametru tehnologic considerat parametru de bază şi
anume viteza de avans a sacircrmei icircn cazul surselor cu invertor cu tranzistoare de putere cu
reglare continuă a tensiunii arcului respectiv tensiunea icircn cazul surselor de sudare cu reglare
icircn trepte a tensiunii arcului Restul parametrilor tehnologici de sudare sunt reglaţi automat prin
intermediul programelor microprocesorului icircn funcţie de datele de intrare specifice aplicaţiei
date introduse icircn prealabil de la consola sursei tipul de transfer (clasic sau pulsat) materialul
de adaos (compoziţia chimică) diametrul sacircrmei gazul de protecţie etc Echipamentul
permite şi efectuarea corecţiilor necesare dacă este cazul Acest mod de reglare al puterii
arcului necesar procesului de sudare dat este cunoscut sub denumirea de bdquoONE KNOBldquo adică
reglarea instalaţiei pentru sudare de la un singur buton ceea ce simplifică foarte mult sarcinile
operatorului sudor conducacircnd la regimuri de sudare optime fără să fie nevoie de multe
cunoştinţe tehnologice temeinice icircn afara celor de bază necesare sudării propriu zise Un
echipament de sudare MIGMAG se compune icircn principiu din următoarele părţi componente
figura 5
1048766 1 Sursa de sudare
1048766 2 Pupitrul de comandă
1048766 3 Dispozitivul de avans al sacircrmei electrod DAS
1048766 4 Pistoletul de sudare
1048766 5 Alimentarea cu gaz de protecţie
1048766 6 Instalaţia de răcire cu apă
Sursa de sudare
Sursele de sudare utilizate la sudarea MIGMAG sunt surse de curent continuu
convertizoare redresoare invertoare Datorită performanţelor modeste (timp de răspuns mare
dinamică redusă) icircn prezent convertizoarele de sudare se utilizează din ce icircn ce mai rar la
sudarea MIGMAG (aproape deloc) ele fiind icircnlocuite de redresoarele de sudare şi icircn ultimul
timp pe scară tot mai largă de sursele cu invertor pentru sudare (pe scurt invertoare pentu
sudare) Redresoarele la racircndul lor pot fi clasice cu diode sau comandate electronic cu
tiristoare sau tranzistoare de putere Particularitatea principală a surselor de sudare MIGMAG
este forma caracteristicii externe Ua=f(Is) Din motive de asigurare a stabilităţii arcului
24
electric prin fenomenul de autoreglare specific sudării MIGMAG forma caracteristicii
externe a sursei este rigidă (1) sau uşor coboracirctoare (2) (sub 7V100A)
Din motive de stabilitate maximă a procesului se preferă caracteristicile externe uşor
coboracirctoare a căror pantă (ΔUaΔIs) depinde de gazul de protectie respectiv de diametrul
sacircrmei electrod prin funcţia REGTYPE (valabilă numai la sursele cu invertor) Panta
caracteristicii externe este mai mare la sudarea icircn dioxid de carbon decacirct icircn argon sau
amestecuri bogate icircn argon La sudarea icircn CO2 caracteristica externă are panta maximă la
sacircrma electrod cu diametrul cel mai mic 08 mm şi scade cu creşterea diametrului sacircrmei
La sudarea icircn amestecuri bogate icircn argon panta caracteristicii externe este aceeaşi
pentru toate diametrele de sacircrmă şi mai mică decacirct cele corespunzătoare sudării icircn CO2
Datorită acestei forme a caracteristicii externe se observă că tensiunea arcului este apropiată
de tensiunea de mers icircn gol a sursei Icircn consecinţă reglarea tensiunii arcului la sudarea
MIGMAG se face prin reglarea tensiunii de mers icircn gol a sursei de sudare Aceasta se poate
face prin reglaj icircn trepte la sursele cu diode sau prin reglaj continuu la sursele cu tiristoare şi la
invertoare Reglajul continuu este cel mai bun permiţacircnd o infinitate de curbe acoperind toate
cerinţele tehnologice dar este mai costisitor Reglajul icircn trepte se face de obicei icircn două etape
un reglaj brut respectiv un reglaj fin şi este mai uşor de realizat constructiv (mai ieftin)
Numărul curbelor caracteristici externe este limitat icircntre o valoare minimă U20min şi o
valoare maximă U20max specific fiecărei surse Icircn acest caz obţinerea regimului optim pentru
o valoare dată a tensiunii se face prin corecţia vitezei de avans a sacircrmei electrod De aici
decurge cea de-a doua particularitate a surselor de sudare MIGMAG şi anume tensiunea de
mers icircn gol este mai mică decacirct la sursele de sudare cu electrod icircnvelit respectiv sursele WIG
fiind cuprinsă icircn intervalul de valori 20-50V Forma caracteristicii externe şi valoarea redusă a
tensiunii de mers icircn gol fac ca sursele de sudare MIGMAG să nu poată fi folosite la sudarea
SE şi WIG Icircn ultimul timp au apărut sursele de sudare universale (cu tiristoare sau cu
invertor) care permite sudarea cu toate cele trei procedee de sudare printr-o simplă comutare
pe procedeul utilizat (prin modificarea formei caracteristicii externe)
Cea de-a treia particularitate a surselor de sudare MIGMAG o constituie prezenţa unei
inductanţe icircn circuitul de sudare necesară icircn cazul sudării cu arc scurt cu transfer prin
scurtcircuit (sau la sudarea cu arc lung icircn bioxid de carbon icircn cazul scurtcircuitelor aleatoare)
pentru limitarea vacircrfului curentului de scurtcircuit şi prin urmare pentru reducerea stropirilor
25
Inductanţele fizice (reale) pot fi fixe variabile icircn trepte (cu ploturi) sau variabile continuu (cu
miez magnetizat
Surse de sudare sinergică - Invertoare
Dezvoltarea electronicii icircn general şi a electronicii de putere icircn special icircn ultimul timp
(a doua parte a secolului al XXndashlea) a impulsionat aşa cum era de aşteptat dezvoltarea şi
modernizarea echipamentelor de sudare icircn general şi a echipamentelor de sudare prin topire icircn
special producacircnd se poate spune o adevărată revoluţie icircn acest domeniu nebănuit cu puţin
timp icircn urmă atacirct din punctul de vedere al greutăţii proprii şi al dimensiunilor de gabarit cacirct
mai ales a performanţelor atinse Motorul acestei bdquorevoluţiildquo a fost folosirea invertoarelor de
frecvenţă ridicată cu transformator pe miez de ferită icircn construcţia surselor de putere şi
comanda lor cu ajutorul microprocesoarelor A fost posibilă astfel atingerea unor performanţe
tehnologice inimaginabile şi a unui control perfect al procesului de sudare icircn ansamblul lui
Atingerea acestor nivele icircnalte se datorează vitezei foarte mari de răspuns a invertoarelor de
ordinul microsecundelor funcţie de frecvenţa invertorului care a permis modelarea după
dorinţă a parametrilor tehnologici de sudare şi controlul riguros al acestora Comparativ viteza
de răspuns a redresoarelor clasice cu diode sau tiristoare nu putea fi scăzută sub 5 ms
Icircn anul 1970 redresoarele cu tiristoare au icircnceput să fie utilizate la sudarea manuală cu
electrozi icircnveliţi SE şi sudarea MIGMAG standard Tot cam icircn aceeaşi perioadă au apărut şi
sursele standard MIGMAG icircn curent pulsat formate prin combinarea a două surse obişnuite
una pentru curentul de baza alta pentru curentul de puls dar care funcţionează pe frecvenţe
fixe 25 33 50 75 100Hz Datorită vitezelor mari cu care se desfăşoară fenomenele icircn zona
arcului (de exemplu timpul de scurtcircuit tsc = 15-3 ms) şi avacircnd icircn vedere că timpul de
reacţie al tiristoarelor este de min 5-6 ms (deci mult mai mare) la redresoarele pentru sudarea
MIGMAG nu era posibilă modelarea acestor fenomene iar controlul variaţiei curentului de
scurtcircuit s-a putut face numai folosind o inductanţă fizică reală
Icircn jurul anului 1980 au apărut tiristoarele rapide cu timp de blocare redus Astfel s-au
realizat primele surse de tip invertor cu tiristoare care funcţionează pe o frecvenţă de 15
KHz Datorită cerinţelor complexe ale regimului de sudare şi a vitezelor mari de derulare a
fenomenelor din arcul electric au fost realizate surse cu tranzistoare de putere icircn circuitul de
26
sudare care au permis creşterea frecvenţei invertoarelor la valori mult mai mari decacirct cu care
se desfăşoară fenomenele icircn arc
Tehnologia de sudare a tablelor din OL32
Tehnologii de sudare pentru oţel carbon nealiat şi slab aliat
1048766 Tipul icircmbinării de colţ
1048766 Poziţia de sudare vertical ascendentă
1048766 Tipul de transfer prin scurtcircuit
1048766 Gazul de protecţie 75 Ar + 25 CO2
27
Capitolul 4
Metode de control a icircmbinărilor sudate
Controale nedistructibile
Controalele nedistrucitve nu duc la deteriorarea imninarii sudate şi nu influenţează asupra
comportării icircn exploatarea acestuia Cele mai utilizate controale nedistructive sunt
- controlul vizual
- controlulu cu raze Roentgen sau gama
- controlul cu ultrasunete
- controlul cu utilizarea unor metode magnetice
- controlul cu lichide penetrante
- expunerea icircmbinării sudate pe bancă de probă sau pe maşini de icircncercări la solicitare
cacirct mai apropiate de cele icircn exploatare la suprasolicitari avacircnd o valoare dinainte stabilită
sau la solicitări variabile după un ciclu determinat verificarea se face prin examninarea
ulterioară fie prin efectuarea unor măsurători tensometrice proba hidraulică
- proba pneumatică
- proba cu petrol
- proba cu amoniac
- proba cu etansietate utilizacircnd metoda spectometrului de masă
Controale distructive
Controalele distructive se execută la o anumită icircmbinare sudată sau asupra unor
porţiuni din această Porţiunile supuse acestor controale nu mai pot fi utilizate ulterior icircn
exploatare Controalele distrucitve se pot executa utilizacircnd plăci de control din acelaşi material
de baze sudate cu acelaşi material de adaos şi realizate cu acelaşi regim ca şi icircmbinările sudate
ale utilajuluipentru care se fac Icircn cazul unor verificări sau expertize se pot preleva din
icircmbinarea sudată a materialului Se urmăreşte verificarea respectării materialelor de bază de
adaos şi auxiliare prescrise depistării eventualelor abateri de la procesul tehnologic stabilit
iniţial care au dus la existenţa unor defecte şi scăderea calităţii icircmbinării
28
Analiza metalografică se poate face prin
- microstructura care permite depistarea unor defecte (pori sulfuri fisuri incluziuni etc)
stabilirea configuraţiei icircn sectinue a cordonului de sudura şi ZIT determinarea numărului de
straturi depuse pentru formarea cordonului punerea icircn evidenţă a cristalizării primare a
metalului depus
- microstructura care permite punerea icircn evidenţă a unei microzone ale icircmbinării sudate a
conţinutului aproximativ de carbon a metalului de bază şi a precipitării carburilor la oţeluri
anticorosive
- sacrificacircnd una sau mai multe piese icircn cazul unei producţii de mare serie şi supunacircndu-se
unor solicitări cacirct mai apropiate de cele din exploatare şi a căror mărime este crescută pacircnă la
ruperea construcţiei se urmăreşte verificarea viabilităţii soluţiilor constructive a calităţii
materialelor de bază şi de adaos a regimului tehnologic Metoda poate servi şi la stabilirea
fiabilităţii produsului respectiv
Prezentarea unor metode de depistare a icircmbinărilor sudate
Urmează o prezentare ceva mai detaliată a unor metode de control nedistructiv cu
rolul de a oferi celor care nu se ocupă direct cu controlul imbunarilor sudate date generale
privind modul de efectuare a fiecărui control
Controlul prin găurire
Cusătura se găureşte cu ajutorul unui burghiu cu unghiul de ascuţire de 90 grade
Diametrul burghiului se alege astfel icircncacirct să fie găurita icircntreaga secţiune transversală a
cusăturii şi să fie cuprins metalul de bază pe aproximativ 2mm Se execută icircntacirci o găurire de
circa 3 mm adacircncime şi se examinează cu atenţie Se adacircnceşte gaura cu icircncă 2-3 mm se
examinează din nou şi astfel se continuă pacircnă se ajunge la rădăcina cusăturii Examinarea se
face cu ajutorul unei lupe
Controlul prin găurire se recomandă a se executa icircn special pentru stabilirea cauzelor
de deteriorare parţială a construcţiilor sudate icircn exploatare atunci cacircnd prelevarea eprubetelor
de macrostructure este imposibilă sau nedorită
Controlul cu raza Roentgen şi gama generalităţii
Lumina vizibilă este formată din oscilaţii electromagnetice Razele Roentgen şi razele
gama sunt de asemenea oscilaţii electromagnetice care se deosebesc numai prin lungimea
29
undei Razele Roentgen pătrund icircn icircmbinările sudate fiind parţial absorbite şi dispersate
Capacitatea de pătrundere a razelor depind de lungimea de undă Controlul cu radiaţii
penetrante este cea mai răspacircndită metodă de control nedistructivă asiguracircnd un document
asupra mărimii formei poziţiei icircn plan şi frecvenţei defectelor Normele romacircneşti precum şi
norme din alte ţări dau recomandări cu privire la aprecierea calităţii icircmbinărilor sudate
obţinute la controlul Roentgen
Icircmbinarea sudată trebuie examinată cu direcţia razelor perpendiculare pe direcţia să
sau un anumit unghi
Controlul etansitatii utilizacircnd metoda spectometrului de masă
(probă cu helium freon argon)
Generalităţi
Pentru detectarea defectelor se utilizează un gaz trasot a cărui prezenţă icircn urmă foarte
fine poate fi pusă icircn evidenţă prin metoda spectrometului de masă
Controlul cu helium fiind scump se recomandă a fi utilizat pentru piese mici de la
detectarea uneor defecte foarte fine putacircnd localiza defecte la fluxul gazos Un alt gaz
freonul poate asigura icircn funcţie de metoda utilizată detectarea unor masivităţi prin care sunt
pierderi de fluxuri gazoase
Metoda presupune utilizarea unei aparaturi speciale care icircn prezenţa urmelor de gaz
trasot emit semnale ascuţite şi luminoase caracteristică a fiecărui gaz trasot utilizat Pentru a
putea face o legătură icircntre mărimea defectului şi fluxului de gaz scurs prin neetansietati se
prezintă după Duquenes mărimea fluxului de heliu scurs prin neetansietati icircn funcţie de
grosimea piesei (lungimea defectului) şi diametrul acestuia
30
Capitolul 5
Securitatea şi sănătatea muncii
Reguli ce trebuie respectate la sudare
- La sudarea manuală cu electrod icircnvelit icircn afară de măsurile generale de protecţie care
se iau la lucrările de sudare trebuie luate o serie de măsuri speciale specifice procedeului
- Protecţia icircmpotriva radiaţiilor arcului se realizează după cum urmează
- - protecţia ochiilor şi a feţei prin folosirea măştii de sudură o atenţie deosebită
se va acorda alegerii sticlei de protecţie a ochilor indiferent de intensitatea curentului cu care
se lucrează la alegerea numărului sticlei de protecţie sudorul va avea icircn vedere că o sticlă
prea icircnchisă obligă urmărirea arcului de la mică distanţă fapt care are repercursiuni asupra
igienei respiratorii
- - protecţia pielii şi a organelor interne se realizează prin folosirea obligatorie a
mănuşilor şi şorturilor din piele
- - pentru protecţia celorlalţi muncitori la locul de muncă al sudorilor va fi
icircnconjurat cu paravane de protecţie De asemenea se vor aplica tăbliţe avertizoare bdquoAtenţie se
sudeazărdquo
Protecţie icircmpotriva electrocutării
Toate sursele de curent ca şi piese care icircn mod accidental pot fi puse icircn contact cu circuitul
de sudare vor fi legate de pămacircnt
- tensiunile nu vor depăşi 80V
- icircncălţămintea şi icircmbrăcămintea sudorului va fi icircn bună stare permiţacircnd contactul
direct dintre piesă şi corpul sudorului
- icircn cazul sudării pe sol umed sau pe corpuri metalice se va folosi covorul de cauciuc
- port-izolatorul va fi aşezat cacircnd nu se sudează icircn poziţie sigură pe corpuri izolatoare
- resturile de electrod vor fi eliminate prin port electrod pentru a evita contactele
accidentale
- port electrozii vor fi complet izolaţi
31
- icircn perioadele de repaus (peste 10 min) sursă de curent va fi scoasă de sub tensiune
- icircn cazul sudării icircn interiorul pieselor metalice se recomandă supravegherea
permanentă a sudorului
Protecţia icircmpotriva gazelor şi fumului
Locul de muncă al sudorului va fi asigurat cu o bună ventilaţie Icircn cazul aspiraţiei locale
trebuie asigurat un delict de aspiraţie 70Lsecundă la 150 mm de arc sau 280Ls la 300 mm de
arc Icircn cazul aspiraţiei gazelor cu dispozitive la care nu se poate deplasa gura de aspiraţie se
va asigura delict de 7-11 m pe minut şi post de sudură iar icircn cazul ventilaţiei generale 56 m
pe minut şi post de sudură Defecţiunile tehnice se vor remedia numai de către personalul
calificat
Organizarea locului de muncă
La sudarea cu gaze există pericolul arderilor şi accidentelor datorită existenţei gazelor sub
presiune şi a caracteristicilor oxigenului şi a gazelor combustibile Este necesar ca
responsabilii cu protecţia muncii şi sudură să execute
- icircntocmirea şi afişarea la locul de muncă a instruciunilor de funcţionare deservite
icircntreţinere şi verificare a fiecărui utilaj icircn parte cu precizarea defectuarilor posibile şi a
măsurilor ce trebuie luate de sudor
- să instruiască periodic sudorii convingacircndu-se de buna cunoaştere a normelor de
utilizare verificare şi icircntreţinerea utilajului
- să se verifice sistematic la fiecare post de sudură şi sudor starea tehnică a utilajului şi
modul icircn care sudorul respectă normele tehnice
Sudorul icircnainte de icircnceperea lucrului trebuie să verifice buna stare de funcţionare a
icircntregului utilaj şi icircn special al generatorului de acetilenă lentilele de oxigen şi acetilenă
aparatura acestora incluse icircn supapa hidraulica de siguranţă locul de amplasare a acestora
pentru a fi ferit de icircncălzire
Orice defecţiune constatată la utilajul de sudură va fi comunicată responsabilului cu
sudura La orice părăsire a locului de muncă sudorul este obligat să oprească alimentarea
curentului electric a aparatelor
La sudarea electrică prin rezistentă de contact prin presiune şi prin puncte se vor lua
măsuri de protecţie a sudorului icircmpotriva stropilor de metal topit şi icircmpotriva atingerea
pieselor calde Corpul şi macircinile vor fi protejate icircmpotriva stropilor de metal folosindu-se
32
şorţul de piele respectiv mănuşi Peste icircncălţăminte se vor icircmbrăca jambiere de protecţie
Dacă icircn timpul lucrului arzatirul se icircncălzeşte excesiv acesta se va răci de cacircte ori
este necesar icircntr-un vas cu apă curată aflat permanent la locul de muncă al sudorului
Se interzice sudarea electrică atunci cacircnd conductoarele electrice au izolaţii
deteriorate iar cleştele port electrod este defect sau are izolaţie termoelectrică
necorespunzătoare deoarece aceste defecte pot provoca electrocutări
PSI
Prevenirea şi stingerea incendiilor
La intrarea icircn atelierele de sudare se vor afişa vizibil bdquoFumatul Interzisrdquo bdquoNu priviţi
flacărardquo bdquoPericol de orbirerdquo bdquoAtenţie se sudeazărdquo etc
Prin nerespectarea normelor de tehnica securităţii muncii se pot produce următoarele
accidente
- electrocutări
- icircmbolnăvirea ochilor şi arsuri de piele
- incendii cauzate de scacircnteile icircmprăştiate de arcul electric
Pentru prevenirea unor accidente se vor respecta următoarele reguli
- nu se va icircncepe lucrul la o maşină pacircnă cacircnd cel ce trebuie să o deservească nu o
cunoaşte perfect
- se va verifica instalaţia de ungere şi de răcire
- se va verifica instalaţia maşinilor unelte
- se va controla buna funcţionare a pieselor de prelucrat a sculelor şi a dispozitivelor pe
maşina unelta
- icircn timpul lucrului să se folosească dispozitive de protecţie icircmpotriva aşchiilor ecrane
ochelari
- nu se admite fracircnarea organelor icircn mişcarea cu macircna
- controlul stării sculei şi a prelucrării piesei nu se admite a fi făcut icircn timpul
funcţionării maşinii
- hainele de protecţie (halat sau salopetă) să fie icircncheiate la toţi nasturii manşetele
stracircnse iar capul acoperit
- locul de muncă trebuie ţinut icircn ordine şi curăţenie
- se va acorda o atenţie deosebită fixării corecte a pieselor şi echilibrării acestora
33
- cuţitele trebuie să pătrundă icircn materialul lin pentru evitarea smulgerii piesei la şoc
- ajustarea cu pilă de maşină de unelta a unor muchii se va face ţinacircndu-se macircnerul icircn
macircnă dreaptă iar capătul pilei icircn macircnă stacircngă
- aşchiile se icircndepărtează numai cacircnd maşina unelta este oprită
- la constatarea oricărei defecţiuni se va opri maşina unelta şi se va anunţa maestrul şi
mecanicul de icircntreţinere
Instructajul de protecţie a muncii este obligatoriu şi se efectuează de către cei care conduc şi
controlează procesele de muncă Instructajul cuprinde trei faze
a) Instructajul introductiv general se face icircn prima zi de activitate practică şi are drept
scop prezentarea principalelor măsuri de protecţie a muncii specifice unităţii La terminarea
instructajului se va face verificarea iar rezultatul se consemnează icircn fişa individuală pentru
protecţia muncii
b) Instructajul la locul de muncă are scopul de a prezenta măsurile de protecţie a muncii
specificepostului de lucru respectiv şi se face elevilor şi tuturor angajaţilor noi arătacircndu-se
cauzele principale care pot duce la accidentele de muncă şi măsurile de prevenire a acestora
c) Instructajul periodic se face la locul de muncă pentru a reaminti normele de protecţie a
muncii
34
Bibliografie
CC Teodorescu D Mocanu M Buga- Icircmbinări sudate- ET 1972 Bucureşti
Vasile Ilie C Gheorghe- Tăierea şi prelucrarea cu flacără a materialelor metalice- ET 1978
Bucureşti
M Brezeanu- Icircndrumătorul sudorului- ET 1975 Bucureşti
SI Ozanov- Controlul icircmbinărilor sudate- ET 1982 Bucureşti
C Teodorescu- Icircmbinări sudate- ET 1992 Bucureşti
C Miklos- Sudarea metalelor- ET 1985 Bucureşti
V Drobota- Rezistenţa materialelor şi organe de maşini- Editura Didactică şi Pedagogică
1979 Bucureşti
M Smilovici- Icircndrumător pentru icircmbinările sudate
35

Capitolul 3
Tehnologia de sudare in Argon
Elaborarea tehnologiei de sudare icircn general presupune stabilirea condiţiilor icircn care are
loc execuţia icircmbinării sudate pornind de la pregătirea pentru sudare alegerea materialelor de
adaos stabilirea parametrilor tehnologici de sudare stabilirea prelucrărilor post sudare
alegerea echipamentelor de sudare şi a dispozitivărilor etc
Stabilirea tehnologiei de sudare este specifică fiecărui procedeu icircn parte Elaborarea
unei tehnologii de sudare urmăreşte icircn general două aspecte importante şi anume aspectul
calitativ asigurarea calităţii impuse icircmbinării sudate la cel mai icircnalt grad respectiv aspectul
economic preţul de cost cacirct mai redus Aceasta presupune cunoaşterea icircn primul racircnd a
comportării la sudare a metalului de bază cunoaşterea performanţelor procedeului de sudare
utilizat a parametrilor tehnologici de sudare şi a recomandărilor tehnologice specifice
cunoaşterea performanţelor echipamentelor de sudare şi exploatarea acestora
Elaborarea tehnologiei de sudare reprezintă o etapă importantă icircn cadrul acţiunii de
calificare a procedurii de sudare conform SR EN 288-792 şi anume pe baza ei se icircntocmeşte
specificaţia procedurii de sudare WPS (Welding Procedure Specification) documentul care
cuprinde toate informaţiile necesare execuţiei icircmbinării sudate Elaborarea tehnologiei de
sudare presupune parcurgerea unor etape icircntr-o succesiune logică Etapele parcurse pentru
stabilirea tehnologiei de sudare MIGMAG sunt prezentate icircn cele ce urmează
Alegerea formei rostului şi a icircmbinării
Prezentarea formei rostului si stabilirea dimensiunilor efective ale acestuia avacircnd icircn
vedere condiţiile concrete de execuţie ale icircmbinării Alegerea dimensiunilor efective ale
rostului la sudarea MIGMAG se face icircn principal icircn funcţie de tehnologia de sudare respectiv
modul de transfer utilizate la realizarea stratului de rădăcină Acestea depind la racircndul lor de
comportarea la sudare a metalului de bază şi recomandările tehnologice de sudare (material
sensibil sau insensibil la supraicircncălziri) de grosimea componentelor accesul la sudare
importanţa icircmbinării sudate (clasa de execuţie) metoda de susţinere a rădăcinii poziţia de
sudare etc Icircn cazul icircn care accesul la sudare este dintr-o singură parte fără suport la
14
rădăcină iar la rădăcină nu se admit defecte (clasă de calitate superioară) pentru execuţia
rădăcinii se recomandă sudarea cu transfer prin scurtcircuit sau icircn curent pulsat caracterizate
prin energie liniară mică respectiv pericol scăzut de străpungere la rădăcină In acest caz
asigurarea unei pătrunderi bune la rădăcină cu o uşoară supraicircnălţare impune alegerea unei
deschideri a rostului b = 2hellip4 mm respectiv a umărului rostului c= 0hellip1 mm mărimi corelate
icircn principal cu valoarea curentului de sudare respectiv cu gazul de protecţie utilizat (mai mici
la sudarea icircn CO2 100 respectiv mai mari la sudarea icircn amestecuri de gaze bogate icircn argon
Ar +CO2 cel mai comun amestec fiind Ar + 18 CO2 - Corgon 18)
Icircn cazul icircn care accesul la sudare este dintr-o singură parte cu suport la rădăcină
execuţia stratului de rădăcină se poate realiza folosind oricare din modurile de transfer prin
scurtcircuit prin pulverizare sau icircn curent pulsat icircn funcţie de grosimea componentelor poziţia
de sudare natura metalului de bază (sensibil sau insensibil la supraicircncălziri) productivitatea
urmărită la sudare modul de execuţie (semimecanizat sau mecanizat) performanţele
instalaţiei etc Forma şi dimensiunile rostului depind de grosimea componentelor respectiv de
puterea arcului electric
Umărul rostului respectiv deschiderea rostului icircn acest caz au mai puţină importanţă
urmărindu-se icircn principal evitarea pericolelor de străpungere a suportului fuzibil de topire sau
lipire a suportului de Cu sau a suportului ceramic Icircn cazul folosirii unui suport fuzibil se
impune asigurarea unei pătrunderi de cel puţin 2 mm icircn acesta Icircn cazul accesului din ambele
părţi pentru execuţia rădăcinii este posibilă de asemenea folosirea oricărui mod de transfer In
cazul utilizării transferului prin scurtcircuit sau icircn curent pulsat sunt valabile recomandările
din primul caz cu b = 2hellip4 mm respectiv c = 1hellip2 mm In cazul utilizării transferului prin
pulverizare avacircnd icircn vedere puterea mare a arcului electric şi pericolul mare de străpungere
sau de curgere a băii de metal topit la rădăcină se recomandă ca deschiderea rostului să fie
mică b = 0hellip1 mm respectiv umărul rostului să fie mare c = 4hellip6 mm corelate cu viteza de
sudare Principala grijă icircn acest caz este evitarea pericolului de străpungere a rădăcinii
respectiv diminuarea dimensiunilor defectelor de la rădăcină Icircn acest caz la majoritatea
icircmbinărilor sudate icircnainte de execuţia trecerii pe partea opusă realizării primei treceri se
impune prelucrarea rădăcinii (polizare sau scobire-crăiţuire arc-aer) pentru eliminarea
eventualelor defecte specifice sudării stratului de rădăcină lipsă de pătrundere lipsă de topire
pori fisuri sau microfisuri
15
Icircn ceea ce priveşte unghiul rostului se remarcă faptul că acesta are valori mai mici
decacirct la sudarea manuală cu electrod icircnvelit datorită diametrului redus a sacircrmei electrod (08hellip
16 mm) şi absenţei icircnvelişului de pe sacircrmă luacircnd valori cuprinse icircntre 30deghellip50deg Aceasta
conduce la importante economii de material de adaos Reducerea exagerată icircnsă a unghiului
rostului poate avea consecinţe grave asupra pericolului de defecte icircn icircmbinarea sudată ca
urmare a tendinţei de scobire (săpare) ciupire a arcului electric pe feţele rostului cu efecte
asupra pericolului de scurgere a băii de metal topit icircn faţa arcului şi diminuarea pătrunderii sau
lipsei de pătrundere respectiv a pericolului de lipsă de topire icircntre cusătură şi metalul de bază
icircn zonele scobite prin scurgerea metalului topit icircn aceste scobituri Acest fenomen este
amplificat o dată cu creşterea exagerată a tensiunii arcului electric
Calculul ariei rostului se face icircn funcţie de forma şi dimensiunile acestuia cu ajutorul
uneia din relaţiile de mai jos
- rost I Ar = bs
- rost V Ar = bs + s2tg α2
- rost Y Ar = bs + (s-c)2tg α2
- rost U Ar = bs + _r22 + 2r[s-(c+r)]+[s-(c+r)]2tgszlig
- rost X Ar = bs + 12(s- c)2tg α2
- rost K Ar = bs + 14(s-c)2tg szlig
- rost 12 K Ar = bs + 12(s-c)2tg szlig
- icircmbinări de colţ nepătrunse Ar = a2 sau Ar = 12k2
unde a - icircnălţimea (grosimea) icircmbinării (sudurii)
k - icircnălţimea (mărimea) catetei icircmbinării
Calculul ariei cusăturii Pentru calcul se poate folosi una din relaţiile
Ac = (105 14) x Ar (30a)
Obs Coeficientul care icircnmulţeşte aria rostului ţine cont de secţiunea cusăturii regăsită icircn
supraicircnălţarea acesteia Valorile mici ale coeficientului corespund grosimilor mari de material
iar valorile mari grosimilor mici de material respectiv pentru icircmbinările simetrice Icircn cazul
icircmbinărilor sudate cap la cap cu rosturi neprelucrate (rost I) aplicarea relaţiei de mai sus duce
la erori foarte mari icircn special la table subţiri cu deschideri mici (b=1hellip2 mm) deoarece
ponderea materialului de adaos icircn supraicircnălţare este icircn realitate de două trei ori mai mare decicirct
16
cantitatea conţinută icircn secţiunea rostului Mai mult icircn cazul rosturilor I cu deschidere b = 0
ajungem icircntr-o situaţie limită adică să nu putem calcula aria cusăturii cu ajutorul acestei
relaţii In astfel de cazuri se recomandă ca aria cusăturii să se calculeze cu una din relaţiile de
mai jos
Ac = Ar + 23B_h pentru icircmbinări I asimetrice
Ac = Ar +43B_h pentru icircmbinări I simetrice
unde
bull B = lăţimea cusăturii se calculează geometric funcţie de forma si dimensiunile efective ale
rostului la care se adaugă 2 3 mm care reprezintă zona din metalul de bază care se topeşte
la sudare valoarea informativă pentru bdquoBldquo se poate calcula şi cu ajutorul coeficientului de
formă al cusăturii ψ = Bp consideracircnd că ψ = 15hellip25 (valori care diminuează pericolul
fisurării cusăturii la solidificarea băii)
bull h = supraicircnălţarea cusăturii se apreciază icircn funcţie de grosimea materialului de bază după
cum urmează (valori informative)
h = 1 15 mm pt s = 5 10 mm
h = 15 2 mm pt s = 10 25 mm
h = 2 3 mm pt s gt 25 mm
Obs Supraicircnălţarea cusăturii la icircmbinările cap la cap respectiv convexitatea cusăturii la
icircmbinările de colţ este mai mare la sudarea icircn CO2 decacirct icircn Ar Valoarea ariei cusăturii
calculată mai sus se rotunjeşte la icircntreg (calculul este aprox)
Alegerea materialelor de sudare
Stabilirea cuplului sacircrmă ndash gaz de protecţie Alegerea cuplului sacircrmă ndash gaz de protecţie pe
baza criteriilor de alegere a sacircrmei respectiv a gazului de protecţie Se precizează marca
(simbolul) sacircrmei electrod şi a gazului de protecţie utilizate
Sacircrma electrod (marca sacircrmei) helliphelliphelliphellip (STAS SR EN sau normă)
Gazul de protecţie helliphelliphelliphelliphelliphelliphelliphelliphelliphellip (STAS SR EN sau normă)
Stabilirea diametrului sacircrmei electrod Diametrul sacircrmei electrod poate fi ds = 06 08 10
12 16 mm Alegerea diametrului se face icircn funcţie de grosimea metalului de bază valoarea
curentului de sudare (modul de transfer) poziţia de sudare forma rostului etc Diametrul de
sacircrmă cel mai utilizat şi care acoperă o plajă mare de necesităţi tehnologice la sudare este
17
diametrul de 12 mm Pentru grosimi mici de material s lt= 2-3 mm se folosesc după caz
diametrele mai mici 08 mm respectiv 10 mm Diametrele mari gt= 16 mm se recomandă la
grosimi mari de material la sudarea cu transfer prin pulverizare Nu se recomandă diametre
mari de sacircrmă peste 12 mm icircn cazul transferului prin scurtcircuit datorită stabilităţii slabe a
arcului electric Pot fi utilizate icircnsă cu succes icircn cazul sudării icircn curent pulsat icircn special la
sacircrmele moi din aluminiu sau sacircrme tubulare
Stabilirea numărului de treceri Depinde icircn principal de natura metalului de bază (sensibil sau
insensibil la supraicircncălziri) de modul de transfer utilizat (arii de treceri mai mici la transfer
prin scurtcircuit respectiv arii de treceri mari la transfer prin pulverizare) de poziţia de
sudare forma rostului tipul icircmbinării etc Pe baza acestor factori se stabileşte aria trecerilor
poate lua valori cuprinse icircn domeniul 5 hellip 40 mm2
Dispunerea trecerilor icircn rost (schiţă)
Modul de dispunere a trecerilor
Calculul parametrilor tehnologici de sudare
1048707 transfer prin scurtcircuit grosimi mici (s lt 5 mm) sudarea stratului de rădăcină sudarea icircn
poziţii dificile (vertical peste cap etc)
1048707 transfer prin pulverizare la grosimi mari de material pentru sudarea icircn poziţie orizontală
sau icircn jgheab
18
1048707 transfer sinergic icircn curent pulsat la grosimi medii de material unde tehnologia de sudare
clasică se plasează icircn domeniul transferului intermediar caracterizat prin stropiri mari pentru
sudarea stratului de rădăcină la sudarea icircn poziţii dificile
Curentul de sudare Is Viteza de avans a sacircrmei electrod vae depinde de modul de transfer
diametrul sacircrmei poziţia de sudareetc Reglarea curentului de sudare respectiv a puterii
arcului electric se face prin modificarea vitezei de avans a sacircrmei electrod pe baza relaţiei de
proporţionalitate existentă icircntre cei doi parametrii tehnologici Practic la sudarea MIGMAG
viteza de avans a sacircrmei electrod poate fi considerată parametrul principal icircn stabilirea
tehnologiei de sudare care icircn anumite condiţii date (materialul sacircrmei diametrul sacircrmei gazul
de protecţie) determină valorile celorlalţi parametrii tehnologici şi icircn primul racircnd valoarea
curentului de sudare Deci cacircnd stabilim curentul de sudare trebuie să stabilim practic valoarea
vitezei de avans a sacircrmei electrod cei doi parametri fiind indisolubil legaţi unul de altul
Stabilirea corelaţiei curent de sudare ndash viteză de avans sacircrmă electrod se face din nomograme
de tipul Is = f(vae) figura 50divide54 trasate pentru anumite condiţii concrete de lucru (tip
material de adaos diametru sacircrmă gaz de protecţie lungime capăt liber sacircrmă mod de
transfer clasic sau icircn curent pulsat) din tabele tehnologice (sau şabloane) funcţie de condiţiile
concrete de lucru Icircn tabelele de mai jos sunt prezentate corelaţiile dintre viteza de avans a
sacircrmei electrod şi valoarea curentului de sudare pentru diametrele de 10 şi 12 mm folosind
ca şi gaze de protecţie CO2 100 şi CORGON 18 (amestec 82 Ar + 18 CO2 cel mai
frecvent utilizat la sudarea oţelurilor nealiate şi slab aliate) iar ca sacircrmă electrod sacircrma
nealiată SG2 (cea mai utilizată pentru sudarea oţelurilor nealiate şi slab aliate cu Mn) icircn
varianta clasică sau icircn current pulsat
Valorile pentru viteza de avans a sacircrmei din tabelele de mai jos şi 30 se vor corecta cu
coeficientul 08
Corelaţia viteza de avans a sacircrmei ndash curent de sudare (ds = 10 mm)
Nr
crt
Vae
(mmin
)
Is
(A)
Ua
(V)
lcl
(mm)
Q
(lmin)
Vs
(cmmin) Obs
1 2 68 153 8 8 17
2 3 96 16 8 8 17
19
Transfer
Prin
Circuit
3 4 128 168 8 8 17
4 5 132 188 10 8 17
5 6 144 20 10 10 20
6 7 156 215 10 10 20
71 8 180 225 10 10 20
72 8 172 225 12 12 25
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 10 mm Is = 80 ndash 180 A
Gazul de protecţie CO2 100
Sensul de sudare spre stacircnga (prin icircmpingere)
Corelaţia viteza de avans a sacircrmei ndash curent de sudare (ds = 10 mm)
Nr
crt
Vas
(mmin
Is
(A)
Ua
(V)
Icl
(mm)
Q
(lmin)
Vs
(cmmin) Obs
1 2 53 153 8 8 15 Arc
instabil
IS ndashmic
2 3 90 158 8 8 15
Transfer
prin
scurtcircuit
3 4 120 163 8 8 15
4 5 140 17 10 8 15
5 6 160 18 10 10 20
6 7 175 188 10 10 20
71 8 200 198 10 10 20
72 8 184 20 12 12 25
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 10 mm Is = 60 ndash 180 A
Gazul de protecţie CORGON 18
Sensul de sudare spre stacircnga (prin icircmpingere)
20
Corelaţia viteza de avans a sacircrmei ndash curent de sudare (ds = 12 mm)
Nr
crt
Vae
(mmin)
Is
(A)
Ua
(V)
lcl
(mm)
Q
(lmin)
Vs
(cmmin)
Obs
1 2 74 185 10 10 16
Transfer
Prin
scurtcircuit
2 3 112 193 10 10 16
31 4 144 208 10 10 16
32 4 136 21 12 12 25
4 5 160 223 12 12 25
5 6 184 235 12 12 25
Transfer
Intermediar
6 7 204 253 14 15 30
7 8 224 275 14 15 30
8 9 248 288 14 15 30
91 10 268 305 14 15 30
92 10 256 31 16 18 40
10 11 280 323 16 18 40 Transfer
Globular11 12 300 335 16 18 40
12 13 290 333 20 20 45
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 12 mm Is = 120 ndash 350 A
Gazul de protecţie CO2 100
Sensul de sudare spre dreapta (prin tragere)
Viteza de sudare depinde de grosimea metalului de bază (grosimea sudurii de colţ) modul de
transfer tehnica de sudare (număr mare sau număr mic de treceri) poziţia de sudare varianta
de sudare (semimecanizată sau mecanizată) etc Domeniul de valori este cuprins icircntre 15-100
cmmin cu precizarea că viteza de sudare la sudarea MIGMAG este substanţial mai mare
decacirct la sudarea manuală cu electrod icircnvelit Recomandări utile privind viteza de sudare
1048707 15 - 30 cmmin la sudarea semimecanizată cu transfer prin scurtcircuit sau la sudarea
stratului de rădăcină
21
1048707 30 - 50 cmmin la sudarea semimecanizată cu transfer prin pulverizare sau icircn curent pulsat
există o valoare optimă a vitezei de sudare situată icircn jurul valorii de 40 - 45 cmmin pentru
care se obţine pătrunderea maximă
1048707 30 - 100 cmmin la sudarea mecanizată icircn funcţie de grosimea componentelor
Materiale de sudare
Materialele utilizate la sudarea ST sunt sacircrma electrod icircn cazul sudării cu sacircrmă
tubulară cu autoprotecţie respectiv sacircrma electrod şi gazul de protecţie la sudarea cu sacircrmă
tubulară cu protecţie suplimentară
Sacircrma electrod se prezintă sub forma unei teci metalice umplute cu un miez
pulverulent icircn următoarea gamă de diametre 10 12 14 16 18 20 24 28 (32)
Icircnvelişul metalic se execută icircn general dintr-un material nealiat caracterizat prin
proprietăţi bune de ductilitate pentru a permite laminarea şi trefilarea uşoară a tecii grosimea
acesteia avacircnd valori sub 02 mm Alierea cusăturii cacircnd este cazul se face icircn general prin
miez Icircnvelişul metalic (teaca) are următoarele roluri
bull asigură prin topire cantitatea de material de adaos pentru realizarea icircmbinării sudate sau
icircncărcarea prin sudare
bull asigură contactul electric şi realizează icircnchiderea circuitului electric de sudare icircntre vacircrful
sacircrmei şi piesă
bull păstrează şi protejează miezul de pulbere icircmpotriva umidităţii
Miezul este un amestec de substanţe similare icircnvelişului electrozilor şi fluxurilor de
sudare După rolul pe care icircl au icircn procesul de sudare substanţele din miez se icircmpart icircn
bull substanţe zgurifiante pentru protejarea metalului topit
bull substanţe gazeifiante pentru protecţia spaţiului arcului icircmpotriva pătrunderii aerului
bull substanţe dezoxidante şi de rafinare a băii metalice
bull substanţe ionizatoare pentru icircmbunătăţirea stabilităţii arcului
bull substanţe (elemente) de aliere pentru alierea icircn arc
Echipamente pentru sudare MIGMAG
Din punctul de vedere al tehnologului respectiv al utilizatorului echipamentului de
sudare nu este atacirct de importantă cunoaşterea detaliilor de proiectare a acestor instalaţii
22
(sursă de sudare pupitru de comandă scheme electrice si electronice etc) cacirct mai ales
cunoaşterea părţilor componente ale echipamentului şi a rolului acestora a particularităţilor
specifice a performanţelor de sudare a modului de reglare şi control a parametrilor
tehnologici de sudare icircn vederea obţinerii rezultatelor dorite sau impuse de tehnologia de
sudare cu performanţe maxime
Echipamentele de sudare MIGMAG constituie sisteme mult mai complexe atacirct icircn
ceea ce priveşte părţile componente cacirct şi pregătirea pentru sudare respectiv modul de
comandă şi reglare a parametrilor tehnologici de sudare icircn comparaţie cu echipamentele
clasice utilizate la sudarea manuală cu electrozi icircnveliţi (transformatoare convertizoare
redresoare) Din punct de vedere a reglării parametrilor tehnologici icircn practică lucrurile nu
sunt de loc complicate icircn general aceasta implicacircnd reglarea a doi parametri şi anume
selectarea treptei de tensiune (tensiunea de mers icircn gol şi implicit tensiunea arcului) respectiv
ajustarea vitezei de avans a sacircrmei electrod pentru asigurarea curentului de sudare necesar
Figura 5
Părţile componente ale unei instalaţii de sudare MIGMAG
a - furtun gaz b ndash sacircrmă electrod c ndash tur-retur apă d ndash comandă pistolet
e ndash conductor curent f ndash tub de protecţie g ndash cablu de masă
Icircn cazul surselor moderne de sudare sinergice cu invertor problema este şi mai mult
simplificată oferind utilizatorului (operatorului sudor) prin programele icircncorporate icircn
microprocesor o tehnologie apropiată de optim prin reglarea unui singur parametru
tehnologic viteza de avans a sacircrmei electrod respectiv tensiunea arcului Icircn funcţie de
23
principiul de reglare al puterii (energiei) arcului specific sursei de sudare utilizate se setează
sau se reglează după necesităţi un singur parametru tehnologic considerat parametru de bază şi
anume viteza de avans a sacircrmei icircn cazul surselor cu invertor cu tranzistoare de putere cu
reglare continuă a tensiunii arcului respectiv tensiunea icircn cazul surselor de sudare cu reglare
icircn trepte a tensiunii arcului Restul parametrilor tehnologici de sudare sunt reglaţi automat prin
intermediul programelor microprocesorului icircn funcţie de datele de intrare specifice aplicaţiei
date introduse icircn prealabil de la consola sursei tipul de transfer (clasic sau pulsat) materialul
de adaos (compoziţia chimică) diametrul sacircrmei gazul de protecţie etc Echipamentul
permite şi efectuarea corecţiilor necesare dacă este cazul Acest mod de reglare al puterii
arcului necesar procesului de sudare dat este cunoscut sub denumirea de bdquoONE KNOBldquo adică
reglarea instalaţiei pentru sudare de la un singur buton ceea ce simplifică foarte mult sarcinile
operatorului sudor conducacircnd la regimuri de sudare optime fără să fie nevoie de multe
cunoştinţe tehnologice temeinice icircn afara celor de bază necesare sudării propriu zise Un
echipament de sudare MIGMAG se compune icircn principiu din următoarele părţi componente
figura 5
1048766 1 Sursa de sudare
1048766 2 Pupitrul de comandă
1048766 3 Dispozitivul de avans al sacircrmei electrod DAS
1048766 4 Pistoletul de sudare
1048766 5 Alimentarea cu gaz de protecţie
1048766 6 Instalaţia de răcire cu apă
Sursa de sudare
Sursele de sudare utilizate la sudarea MIGMAG sunt surse de curent continuu
convertizoare redresoare invertoare Datorită performanţelor modeste (timp de răspuns mare
dinamică redusă) icircn prezent convertizoarele de sudare se utilizează din ce icircn ce mai rar la
sudarea MIGMAG (aproape deloc) ele fiind icircnlocuite de redresoarele de sudare şi icircn ultimul
timp pe scară tot mai largă de sursele cu invertor pentru sudare (pe scurt invertoare pentu
sudare) Redresoarele la racircndul lor pot fi clasice cu diode sau comandate electronic cu
tiristoare sau tranzistoare de putere Particularitatea principală a surselor de sudare MIGMAG
este forma caracteristicii externe Ua=f(Is) Din motive de asigurare a stabilităţii arcului
24
electric prin fenomenul de autoreglare specific sudării MIGMAG forma caracteristicii
externe a sursei este rigidă (1) sau uşor coboracirctoare (2) (sub 7V100A)
Din motive de stabilitate maximă a procesului se preferă caracteristicile externe uşor
coboracirctoare a căror pantă (ΔUaΔIs) depinde de gazul de protectie respectiv de diametrul
sacircrmei electrod prin funcţia REGTYPE (valabilă numai la sursele cu invertor) Panta
caracteristicii externe este mai mare la sudarea icircn dioxid de carbon decacirct icircn argon sau
amestecuri bogate icircn argon La sudarea icircn CO2 caracteristica externă are panta maximă la
sacircrma electrod cu diametrul cel mai mic 08 mm şi scade cu creşterea diametrului sacircrmei
La sudarea icircn amestecuri bogate icircn argon panta caracteristicii externe este aceeaşi
pentru toate diametrele de sacircrmă şi mai mică decacirct cele corespunzătoare sudării icircn CO2
Datorită acestei forme a caracteristicii externe se observă că tensiunea arcului este apropiată
de tensiunea de mers icircn gol a sursei Icircn consecinţă reglarea tensiunii arcului la sudarea
MIGMAG se face prin reglarea tensiunii de mers icircn gol a sursei de sudare Aceasta se poate
face prin reglaj icircn trepte la sursele cu diode sau prin reglaj continuu la sursele cu tiristoare şi la
invertoare Reglajul continuu este cel mai bun permiţacircnd o infinitate de curbe acoperind toate
cerinţele tehnologice dar este mai costisitor Reglajul icircn trepte se face de obicei icircn două etape
un reglaj brut respectiv un reglaj fin şi este mai uşor de realizat constructiv (mai ieftin)
Numărul curbelor caracteristici externe este limitat icircntre o valoare minimă U20min şi o
valoare maximă U20max specific fiecărei surse Icircn acest caz obţinerea regimului optim pentru
o valoare dată a tensiunii se face prin corecţia vitezei de avans a sacircrmei electrod De aici
decurge cea de-a doua particularitate a surselor de sudare MIGMAG şi anume tensiunea de
mers icircn gol este mai mică decacirct la sursele de sudare cu electrod icircnvelit respectiv sursele WIG
fiind cuprinsă icircn intervalul de valori 20-50V Forma caracteristicii externe şi valoarea redusă a
tensiunii de mers icircn gol fac ca sursele de sudare MIGMAG să nu poată fi folosite la sudarea
SE şi WIG Icircn ultimul timp au apărut sursele de sudare universale (cu tiristoare sau cu
invertor) care permite sudarea cu toate cele trei procedee de sudare printr-o simplă comutare
pe procedeul utilizat (prin modificarea formei caracteristicii externe)
Cea de-a treia particularitate a surselor de sudare MIGMAG o constituie prezenţa unei
inductanţe icircn circuitul de sudare necesară icircn cazul sudării cu arc scurt cu transfer prin
scurtcircuit (sau la sudarea cu arc lung icircn bioxid de carbon icircn cazul scurtcircuitelor aleatoare)
pentru limitarea vacircrfului curentului de scurtcircuit şi prin urmare pentru reducerea stropirilor
25
Inductanţele fizice (reale) pot fi fixe variabile icircn trepte (cu ploturi) sau variabile continuu (cu
miez magnetizat
Surse de sudare sinergică - Invertoare
Dezvoltarea electronicii icircn general şi a electronicii de putere icircn special icircn ultimul timp
(a doua parte a secolului al XXndashlea) a impulsionat aşa cum era de aşteptat dezvoltarea şi
modernizarea echipamentelor de sudare icircn general şi a echipamentelor de sudare prin topire icircn
special producacircnd se poate spune o adevărată revoluţie icircn acest domeniu nebănuit cu puţin
timp icircn urmă atacirct din punctul de vedere al greutăţii proprii şi al dimensiunilor de gabarit cacirct
mai ales a performanţelor atinse Motorul acestei bdquorevoluţiildquo a fost folosirea invertoarelor de
frecvenţă ridicată cu transformator pe miez de ferită icircn construcţia surselor de putere şi
comanda lor cu ajutorul microprocesoarelor A fost posibilă astfel atingerea unor performanţe
tehnologice inimaginabile şi a unui control perfect al procesului de sudare icircn ansamblul lui
Atingerea acestor nivele icircnalte se datorează vitezei foarte mari de răspuns a invertoarelor de
ordinul microsecundelor funcţie de frecvenţa invertorului care a permis modelarea după
dorinţă a parametrilor tehnologici de sudare şi controlul riguros al acestora Comparativ viteza
de răspuns a redresoarelor clasice cu diode sau tiristoare nu putea fi scăzută sub 5 ms
Icircn anul 1970 redresoarele cu tiristoare au icircnceput să fie utilizate la sudarea manuală cu
electrozi icircnveliţi SE şi sudarea MIGMAG standard Tot cam icircn aceeaşi perioadă au apărut şi
sursele standard MIGMAG icircn curent pulsat formate prin combinarea a două surse obişnuite
una pentru curentul de baza alta pentru curentul de puls dar care funcţionează pe frecvenţe
fixe 25 33 50 75 100Hz Datorită vitezelor mari cu care se desfăşoară fenomenele icircn zona
arcului (de exemplu timpul de scurtcircuit tsc = 15-3 ms) şi avacircnd icircn vedere că timpul de
reacţie al tiristoarelor este de min 5-6 ms (deci mult mai mare) la redresoarele pentru sudarea
MIGMAG nu era posibilă modelarea acestor fenomene iar controlul variaţiei curentului de
scurtcircuit s-a putut face numai folosind o inductanţă fizică reală
Icircn jurul anului 1980 au apărut tiristoarele rapide cu timp de blocare redus Astfel s-au
realizat primele surse de tip invertor cu tiristoare care funcţionează pe o frecvenţă de 15
KHz Datorită cerinţelor complexe ale regimului de sudare şi a vitezelor mari de derulare a
fenomenelor din arcul electric au fost realizate surse cu tranzistoare de putere icircn circuitul de
26
sudare care au permis creşterea frecvenţei invertoarelor la valori mult mai mari decacirct cu care
se desfăşoară fenomenele icircn arc
Tehnologia de sudare a tablelor din OL32
Tehnologii de sudare pentru oţel carbon nealiat şi slab aliat
1048766 Tipul icircmbinării de colţ
1048766 Poziţia de sudare vertical ascendentă
1048766 Tipul de transfer prin scurtcircuit
1048766 Gazul de protecţie 75 Ar + 25 CO2
27
Capitolul 4
Metode de control a icircmbinărilor sudate
Controale nedistructibile
Controalele nedistrucitve nu duc la deteriorarea imninarii sudate şi nu influenţează asupra
comportării icircn exploatarea acestuia Cele mai utilizate controale nedistructive sunt
- controlul vizual
- controlulu cu raze Roentgen sau gama
- controlul cu ultrasunete
- controlul cu utilizarea unor metode magnetice
- controlul cu lichide penetrante
- expunerea icircmbinării sudate pe bancă de probă sau pe maşini de icircncercări la solicitare
cacirct mai apropiate de cele icircn exploatare la suprasolicitari avacircnd o valoare dinainte stabilită
sau la solicitări variabile după un ciclu determinat verificarea se face prin examninarea
ulterioară fie prin efectuarea unor măsurători tensometrice proba hidraulică
- proba pneumatică
- proba cu petrol
- proba cu amoniac
- proba cu etansietate utilizacircnd metoda spectometrului de masă
Controale distructive
Controalele distructive se execută la o anumită icircmbinare sudată sau asupra unor
porţiuni din această Porţiunile supuse acestor controale nu mai pot fi utilizate ulterior icircn
exploatare Controalele distrucitve se pot executa utilizacircnd plăci de control din acelaşi material
de baze sudate cu acelaşi material de adaos şi realizate cu acelaşi regim ca şi icircmbinările sudate
ale utilajuluipentru care se fac Icircn cazul unor verificări sau expertize se pot preleva din
icircmbinarea sudată a materialului Se urmăreşte verificarea respectării materialelor de bază de
adaos şi auxiliare prescrise depistării eventualelor abateri de la procesul tehnologic stabilit
iniţial care au dus la existenţa unor defecte şi scăderea calităţii icircmbinării
28
Analiza metalografică se poate face prin
- microstructura care permite depistarea unor defecte (pori sulfuri fisuri incluziuni etc)
stabilirea configuraţiei icircn sectinue a cordonului de sudura şi ZIT determinarea numărului de
straturi depuse pentru formarea cordonului punerea icircn evidenţă a cristalizării primare a
metalului depus
- microstructura care permite punerea icircn evidenţă a unei microzone ale icircmbinării sudate a
conţinutului aproximativ de carbon a metalului de bază şi a precipitării carburilor la oţeluri
anticorosive
- sacrificacircnd una sau mai multe piese icircn cazul unei producţii de mare serie şi supunacircndu-se
unor solicitări cacirct mai apropiate de cele din exploatare şi a căror mărime este crescută pacircnă la
ruperea construcţiei se urmăreşte verificarea viabilităţii soluţiilor constructive a calităţii
materialelor de bază şi de adaos a regimului tehnologic Metoda poate servi şi la stabilirea
fiabilităţii produsului respectiv
Prezentarea unor metode de depistare a icircmbinărilor sudate
Urmează o prezentare ceva mai detaliată a unor metode de control nedistructiv cu
rolul de a oferi celor care nu se ocupă direct cu controlul imbunarilor sudate date generale
privind modul de efectuare a fiecărui control
Controlul prin găurire
Cusătura se găureşte cu ajutorul unui burghiu cu unghiul de ascuţire de 90 grade
Diametrul burghiului se alege astfel icircncacirct să fie găurita icircntreaga secţiune transversală a
cusăturii şi să fie cuprins metalul de bază pe aproximativ 2mm Se execută icircntacirci o găurire de
circa 3 mm adacircncime şi se examinează cu atenţie Se adacircnceşte gaura cu icircncă 2-3 mm se
examinează din nou şi astfel se continuă pacircnă se ajunge la rădăcina cusăturii Examinarea se
face cu ajutorul unei lupe
Controlul prin găurire se recomandă a se executa icircn special pentru stabilirea cauzelor
de deteriorare parţială a construcţiilor sudate icircn exploatare atunci cacircnd prelevarea eprubetelor
de macrostructure este imposibilă sau nedorită
Controlul cu raza Roentgen şi gama generalităţii
Lumina vizibilă este formată din oscilaţii electromagnetice Razele Roentgen şi razele
gama sunt de asemenea oscilaţii electromagnetice care se deosebesc numai prin lungimea
29
undei Razele Roentgen pătrund icircn icircmbinările sudate fiind parţial absorbite şi dispersate
Capacitatea de pătrundere a razelor depind de lungimea de undă Controlul cu radiaţii
penetrante este cea mai răspacircndită metodă de control nedistructivă asiguracircnd un document
asupra mărimii formei poziţiei icircn plan şi frecvenţei defectelor Normele romacircneşti precum şi
norme din alte ţări dau recomandări cu privire la aprecierea calităţii icircmbinărilor sudate
obţinute la controlul Roentgen
Icircmbinarea sudată trebuie examinată cu direcţia razelor perpendiculare pe direcţia să
sau un anumit unghi
Controlul etansitatii utilizacircnd metoda spectometrului de masă
(probă cu helium freon argon)
Generalităţi
Pentru detectarea defectelor se utilizează un gaz trasot a cărui prezenţă icircn urmă foarte
fine poate fi pusă icircn evidenţă prin metoda spectrometului de masă
Controlul cu helium fiind scump se recomandă a fi utilizat pentru piese mici de la
detectarea uneor defecte foarte fine putacircnd localiza defecte la fluxul gazos Un alt gaz
freonul poate asigura icircn funcţie de metoda utilizată detectarea unor masivităţi prin care sunt
pierderi de fluxuri gazoase
Metoda presupune utilizarea unei aparaturi speciale care icircn prezenţa urmelor de gaz
trasot emit semnale ascuţite şi luminoase caracteristică a fiecărui gaz trasot utilizat Pentru a
putea face o legătură icircntre mărimea defectului şi fluxului de gaz scurs prin neetansietati se
prezintă după Duquenes mărimea fluxului de heliu scurs prin neetansietati icircn funcţie de
grosimea piesei (lungimea defectului) şi diametrul acestuia
30
Capitolul 5
Securitatea şi sănătatea muncii
Reguli ce trebuie respectate la sudare
- La sudarea manuală cu electrod icircnvelit icircn afară de măsurile generale de protecţie care
se iau la lucrările de sudare trebuie luate o serie de măsuri speciale specifice procedeului
- Protecţia icircmpotriva radiaţiilor arcului se realizează după cum urmează
- - protecţia ochiilor şi a feţei prin folosirea măştii de sudură o atenţie deosebită
se va acorda alegerii sticlei de protecţie a ochilor indiferent de intensitatea curentului cu care
se lucrează la alegerea numărului sticlei de protecţie sudorul va avea icircn vedere că o sticlă
prea icircnchisă obligă urmărirea arcului de la mică distanţă fapt care are repercursiuni asupra
igienei respiratorii
- - protecţia pielii şi a organelor interne se realizează prin folosirea obligatorie a
mănuşilor şi şorturilor din piele
- - pentru protecţia celorlalţi muncitori la locul de muncă al sudorilor va fi
icircnconjurat cu paravane de protecţie De asemenea se vor aplica tăbliţe avertizoare bdquoAtenţie se
sudeazărdquo
Protecţie icircmpotriva electrocutării
Toate sursele de curent ca şi piese care icircn mod accidental pot fi puse icircn contact cu circuitul
de sudare vor fi legate de pămacircnt
- tensiunile nu vor depăşi 80V
- icircncălţămintea şi icircmbrăcămintea sudorului va fi icircn bună stare permiţacircnd contactul
direct dintre piesă şi corpul sudorului
- icircn cazul sudării pe sol umed sau pe corpuri metalice se va folosi covorul de cauciuc
- port-izolatorul va fi aşezat cacircnd nu se sudează icircn poziţie sigură pe corpuri izolatoare
- resturile de electrod vor fi eliminate prin port electrod pentru a evita contactele
accidentale
- port electrozii vor fi complet izolaţi
31
- icircn perioadele de repaus (peste 10 min) sursă de curent va fi scoasă de sub tensiune
- icircn cazul sudării icircn interiorul pieselor metalice se recomandă supravegherea
permanentă a sudorului
Protecţia icircmpotriva gazelor şi fumului
Locul de muncă al sudorului va fi asigurat cu o bună ventilaţie Icircn cazul aspiraţiei locale
trebuie asigurat un delict de aspiraţie 70Lsecundă la 150 mm de arc sau 280Ls la 300 mm de
arc Icircn cazul aspiraţiei gazelor cu dispozitive la care nu se poate deplasa gura de aspiraţie se
va asigura delict de 7-11 m pe minut şi post de sudură iar icircn cazul ventilaţiei generale 56 m
pe minut şi post de sudură Defecţiunile tehnice se vor remedia numai de către personalul
calificat
Organizarea locului de muncă
La sudarea cu gaze există pericolul arderilor şi accidentelor datorită existenţei gazelor sub
presiune şi a caracteristicilor oxigenului şi a gazelor combustibile Este necesar ca
responsabilii cu protecţia muncii şi sudură să execute
- icircntocmirea şi afişarea la locul de muncă a instruciunilor de funcţionare deservite
icircntreţinere şi verificare a fiecărui utilaj icircn parte cu precizarea defectuarilor posibile şi a
măsurilor ce trebuie luate de sudor
- să instruiască periodic sudorii convingacircndu-se de buna cunoaştere a normelor de
utilizare verificare şi icircntreţinerea utilajului
- să se verifice sistematic la fiecare post de sudură şi sudor starea tehnică a utilajului şi
modul icircn care sudorul respectă normele tehnice
Sudorul icircnainte de icircnceperea lucrului trebuie să verifice buna stare de funcţionare a
icircntregului utilaj şi icircn special al generatorului de acetilenă lentilele de oxigen şi acetilenă
aparatura acestora incluse icircn supapa hidraulica de siguranţă locul de amplasare a acestora
pentru a fi ferit de icircncălzire
Orice defecţiune constatată la utilajul de sudură va fi comunicată responsabilului cu
sudura La orice părăsire a locului de muncă sudorul este obligat să oprească alimentarea
curentului electric a aparatelor
La sudarea electrică prin rezistentă de contact prin presiune şi prin puncte se vor lua
măsuri de protecţie a sudorului icircmpotriva stropilor de metal topit şi icircmpotriva atingerea
pieselor calde Corpul şi macircinile vor fi protejate icircmpotriva stropilor de metal folosindu-se
32
şorţul de piele respectiv mănuşi Peste icircncălţăminte se vor icircmbrăca jambiere de protecţie
Dacă icircn timpul lucrului arzatirul se icircncălzeşte excesiv acesta se va răci de cacircte ori
este necesar icircntr-un vas cu apă curată aflat permanent la locul de muncă al sudorului
Se interzice sudarea electrică atunci cacircnd conductoarele electrice au izolaţii
deteriorate iar cleştele port electrod este defect sau are izolaţie termoelectrică
necorespunzătoare deoarece aceste defecte pot provoca electrocutări
PSI
Prevenirea şi stingerea incendiilor
La intrarea icircn atelierele de sudare se vor afişa vizibil bdquoFumatul Interzisrdquo bdquoNu priviţi
flacărardquo bdquoPericol de orbirerdquo bdquoAtenţie se sudeazărdquo etc
Prin nerespectarea normelor de tehnica securităţii muncii se pot produce următoarele
accidente
- electrocutări
- icircmbolnăvirea ochilor şi arsuri de piele
- incendii cauzate de scacircnteile icircmprăştiate de arcul electric
Pentru prevenirea unor accidente se vor respecta următoarele reguli
- nu se va icircncepe lucrul la o maşină pacircnă cacircnd cel ce trebuie să o deservească nu o
cunoaşte perfect
- se va verifica instalaţia de ungere şi de răcire
- se va verifica instalaţia maşinilor unelte
- se va controla buna funcţionare a pieselor de prelucrat a sculelor şi a dispozitivelor pe
maşina unelta
- icircn timpul lucrului să se folosească dispozitive de protecţie icircmpotriva aşchiilor ecrane
ochelari
- nu se admite fracircnarea organelor icircn mişcarea cu macircna
- controlul stării sculei şi a prelucrării piesei nu se admite a fi făcut icircn timpul
funcţionării maşinii
- hainele de protecţie (halat sau salopetă) să fie icircncheiate la toţi nasturii manşetele
stracircnse iar capul acoperit
- locul de muncă trebuie ţinut icircn ordine şi curăţenie
- se va acorda o atenţie deosebită fixării corecte a pieselor şi echilibrării acestora
33
- cuţitele trebuie să pătrundă icircn materialul lin pentru evitarea smulgerii piesei la şoc
- ajustarea cu pilă de maşină de unelta a unor muchii se va face ţinacircndu-se macircnerul icircn
macircnă dreaptă iar capătul pilei icircn macircnă stacircngă
- aşchiile se icircndepărtează numai cacircnd maşina unelta este oprită
- la constatarea oricărei defecţiuni se va opri maşina unelta şi se va anunţa maestrul şi
mecanicul de icircntreţinere
Instructajul de protecţie a muncii este obligatoriu şi se efectuează de către cei care conduc şi
controlează procesele de muncă Instructajul cuprinde trei faze
a) Instructajul introductiv general se face icircn prima zi de activitate practică şi are drept
scop prezentarea principalelor măsuri de protecţie a muncii specifice unităţii La terminarea
instructajului se va face verificarea iar rezultatul se consemnează icircn fişa individuală pentru
protecţia muncii
b) Instructajul la locul de muncă are scopul de a prezenta măsurile de protecţie a muncii
specificepostului de lucru respectiv şi se face elevilor şi tuturor angajaţilor noi arătacircndu-se
cauzele principale care pot duce la accidentele de muncă şi măsurile de prevenire a acestora
c) Instructajul periodic se face la locul de muncă pentru a reaminti normele de protecţie a
muncii
34
Bibliografie
CC Teodorescu D Mocanu M Buga- Icircmbinări sudate- ET 1972 Bucureşti
Vasile Ilie C Gheorghe- Tăierea şi prelucrarea cu flacără a materialelor metalice- ET 1978
Bucureşti
M Brezeanu- Icircndrumătorul sudorului- ET 1975 Bucureşti
SI Ozanov- Controlul icircmbinărilor sudate- ET 1982 Bucureşti
C Teodorescu- Icircmbinări sudate- ET 1992 Bucureşti
C Miklos- Sudarea metalelor- ET 1985 Bucureşti
V Drobota- Rezistenţa materialelor şi organe de maşini- Editura Didactică şi Pedagogică
1979 Bucureşti
M Smilovici- Icircndrumător pentru icircmbinările sudate
35

rădăcină iar la rădăcină nu se admit defecte (clasă de calitate superioară) pentru execuţia
rădăcinii se recomandă sudarea cu transfer prin scurtcircuit sau icircn curent pulsat caracterizate
prin energie liniară mică respectiv pericol scăzut de străpungere la rădăcină In acest caz
asigurarea unei pătrunderi bune la rădăcină cu o uşoară supraicircnălţare impune alegerea unei
deschideri a rostului b = 2hellip4 mm respectiv a umărului rostului c= 0hellip1 mm mărimi corelate
icircn principal cu valoarea curentului de sudare respectiv cu gazul de protecţie utilizat (mai mici
la sudarea icircn CO2 100 respectiv mai mari la sudarea icircn amestecuri de gaze bogate icircn argon
Ar +CO2 cel mai comun amestec fiind Ar + 18 CO2 - Corgon 18)
Icircn cazul icircn care accesul la sudare este dintr-o singură parte cu suport la rădăcină
execuţia stratului de rădăcină se poate realiza folosind oricare din modurile de transfer prin
scurtcircuit prin pulverizare sau icircn curent pulsat icircn funcţie de grosimea componentelor poziţia
de sudare natura metalului de bază (sensibil sau insensibil la supraicircncălziri) productivitatea
urmărită la sudare modul de execuţie (semimecanizat sau mecanizat) performanţele
instalaţiei etc Forma şi dimensiunile rostului depind de grosimea componentelor respectiv de
puterea arcului electric
Umărul rostului respectiv deschiderea rostului icircn acest caz au mai puţină importanţă
urmărindu-se icircn principal evitarea pericolelor de străpungere a suportului fuzibil de topire sau
lipire a suportului de Cu sau a suportului ceramic Icircn cazul folosirii unui suport fuzibil se
impune asigurarea unei pătrunderi de cel puţin 2 mm icircn acesta Icircn cazul accesului din ambele
părţi pentru execuţia rădăcinii este posibilă de asemenea folosirea oricărui mod de transfer In
cazul utilizării transferului prin scurtcircuit sau icircn curent pulsat sunt valabile recomandările
din primul caz cu b = 2hellip4 mm respectiv c = 1hellip2 mm In cazul utilizării transferului prin
pulverizare avacircnd icircn vedere puterea mare a arcului electric şi pericolul mare de străpungere
sau de curgere a băii de metal topit la rădăcină se recomandă ca deschiderea rostului să fie
mică b = 0hellip1 mm respectiv umărul rostului să fie mare c = 4hellip6 mm corelate cu viteza de
sudare Principala grijă icircn acest caz este evitarea pericolului de străpungere a rădăcinii
respectiv diminuarea dimensiunilor defectelor de la rădăcină Icircn acest caz la majoritatea
icircmbinărilor sudate icircnainte de execuţia trecerii pe partea opusă realizării primei treceri se
impune prelucrarea rădăcinii (polizare sau scobire-crăiţuire arc-aer) pentru eliminarea
eventualelor defecte specifice sudării stratului de rădăcină lipsă de pătrundere lipsă de topire
pori fisuri sau microfisuri
15
Icircn ceea ce priveşte unghiul rostului se remarcă faptul că acesta are valori mai mici
decacirct la sudarea manuală cu electrod icircnvelit datorită diametrului redus a sacircrmei electrod (08hellip
16 mm) şi absenţei icircnvelişului de pe sacircrmă luacircnd valori cuprinse icircntre 30deghellip50deg Aceasta
conduce la importante economii de material de adaos Reducerea exagerată icircnsă a unghiului
rostului poate avea consecinţe grave asupra pericolului de defecte icircn icircmbinarea sudată ca
urmare a tendinţei de scobire (săpare) ciupire a arcului electric pe feţele rostului cu efecte
asupra pericolului de scurgere a băii de metal topit icircn faţa arcului şi diminuarea pătrunderii sau
lipsei de pătrundere respectiv a pericolului de lipsă de topire icircntre cusătură şi metalul de bază
icircn zonele scobite prin scurgerea metalului topit icircn aceste scobituri Acest fenomen este
amplificat o dată cu creşterea exagerată a tensiunii arcului electric
Calculul ariei rostului se face icircn funcţie de forma şi dimensiunile acestuia cu ajutorul
uneia din relaţiile de mai jos
- rost I Ar = bs
- rost V Ar = bs + s2tg α2
- rost Y Ar = bs + (s-c)2tg α2
- rost U Ar = bs + _r22 + 2r[s-(c+r)]+[s-(c+r)]2tgszlig
- rost X Ar = bs + 12(s- c)2tg α2
- rost K Ar = bs + 14(s-c)2tg szlig
- rost 12 K Ar = bs + 12(s-c)2tg szlig
- icircmbinări de colţ nepătrunse Ar = a2 sau Ar = 12k2
unde a - icircnălţimea (grosimea) icircmbinării (sudurii)
k - icircnălţimea (mărimea) catetei icircmbinării
Calculul ariei cusăturii Pentru calcul se poate folosi una din relaţiile
Ac = (105 14) x Ar (30a)
Obs Coeficientul care icircnmulţeşte aria rostului ţine cont de secţiunea cusăturii regăsită icircn
supraicircnălţarea acesteia Valorile mici ale coeficientului corespund grosimilor mari de material
iar valorile mari grosimilor mici de material respectiv pentru icircmbinările simetrice Icircn cazul
icircmbinărilor sudate cap la cap cu rosturi neprelucrate (rost I) aplicarea relaţiei de mai sus duce
la erori foarte mari icircn special la table subţiri cu deschideri mici (b=1hellip2 mm) deoarece
ponderea materialului de adaos icircn supraicircnălţare este icircn realitate de două trei ori mai mare decicirct
16
cantitatea conţinută icircn secţiunea rostului Mai mult icircn cazul rosturilor I cu deschidere b = 0
ajungem icircntr-o situaţie limită adică să nu putem calcula aria cusăturii cu ajutorul acestei
relaţii In astfel de cazuri se recomandă ca aria cusăturii să se calculeze cu una din relaţiile de
mai jos
Ac = Ar + 23B_h pentru icircmbinări I asimetrice
Ac = Ar +43B_h pentru icircmbinări I simetrice
unde
bull B = lăţimea cusăturii se calculează geometric funcţie de forma si dimensiunile efective ale
rostului la care se adaugă 2 3 mm care reprezintă zona din metalul de bază care se topeşte
la sudare valoarea informativă pentru bdquoBldquo se poate calcula şi cu ajutorul coeficientului de
formă al cusăturii ψ = Bp consideracircnd că ψ = 15hellip25 (valori care diminuează pericolul
fisurării cusăturii la solidificarea băii)
bull h = supraicircnălţarea cusăturii se apreciază icircn funcţie de grosimea materialului de bază după
cum urmează (valori informative)
h = 1 15 mm pt s = 5 10 mm
h = 15 2 mm pt s = 10 25 mm
h = 2 3 mm pt s gt 25 mm
Obs Supraicircnălţarea cusăturii la icircmbinările cap la cap respectiv convexitatea cusăturii la
icircmbinările de colţ este mai mare la sudarea icircn CO2 decacirct icircn Ar Valoarea ariei cusăturii
calculată mai sus se rotunjeşte la icircntreg (calculul este aprox)
Alegerea materialelor de sudare
Stabilirea cuplului sacircrmă ndash gaz de protecţie Alegerea cuplului sacircrmă ndash gaz de protecţie pe
baza criteriilor de alegere a sacircrmei respectiv a gazului de protecţie Se precizează marca
(simbolul) sacircrmei electrod şi a gazului de protecţie utilizate
Sacircrma electrod (marca sacircrmei) helliphelliphelliphellip (STAS SR EN sau normă)
Gazul de protecţie helliphelliphelliphelliphelliphelliphelliphelliphelliphellip (STAS SR EN sau normă)
Stabilirea diametrului sacircrmei electrod Diametrul sacircrmei electrod poate fi ds = 06 08 10
12 16 mm Alegerea diametrului se face icircn funcţie de grosimea metalului de bază valoarea
curentului de sudare (modul de transfer) poziţia de sudare forma rostului etc Diametrul de
sacircrmă cel mai utilizat şi care acoperă o plajă mare de necesităţi tehnologice la sudare este
17
diametrul de 12 mm Pentru grosimi mici de material s lt= 2-3 mm se folosesc după caz
diametrele mai mici 08 mm respectiv 10 mm Diametrele mari gt= 16 mm se recomandă la
grosimi mari de material la sudarea cu transfer prin pulverizare Nu se recomandă diametre
mari de sacircrmă peste 12 mm icircn cazul transferului prin scurtcircuit datorită stabilităţii slabe a
arcului electric Pot fi utilizate icircnsă cu succes icircn cazul sudării icircn curent pulsat icircn special la
sacircrmele moi din aluminiu sau sacircrme tubulare
Stabilirea numărului de treceri Depinde icircn principal de natura metalului de bază (sensibil sau
insensibil la supraicircncălziri) de modul de transfer utilizat (arii de treceri mai mici la transfer
prin scurtcircuit respectiv arii de treceri mari la transfer prin pulverizare) de poziţia de
sudare forma rostului tipul icircmbinării etc Pe baza acestor factori se stabileşte aria trecerilor
poate lua valori cuprinse icircn domeniul 5 hellip 40 mm2
Dispunerea trecerilor icircn rost (schiţă)
Modul de dispunere a trecerilor
Calculul parametrilor tehnologici de sudare
1048707 transfer prin scurtcircuit grosimi mici (s lt 5 mm) sudarea stratului de rădăcină sudarea icircn
poziţii dificile (vertical peste cap etc)
1048707 transfer prin pulverizare la grosimi mari de material pentru sudarea icircn poziţie orizontală
sau icircn jgheab
18
1048707 transfer sinergic icircn curent pulsat la grosimi medii de material unde tehnologia de sudare
clasică se plasează icircn domeniul transferului intermediar caracterizat prin stropiri mari pentru
sudarea stratului de rădăcină la sudarea icircn poziţii dificile
Curentul de sudare Is Viteza de avans a sacircrmei electrod vae depinde de modul de transfer
diametrul sacircrmei poziţia de sudareetc Reglarea curentului de sudare respectiv a puterii
arcului electric se face prin modificarea vitezei de avans a sacircrmei electrod pe baza relaţiei de
proporţionalitate existentă icircntre cei doi parametrii tehnologici Practic la sudarea MIGMAG
viteza de avans a sacircrmei electrod poate fi considerată parametrul principal icircn stabilirea
tehnologiei de sudare care icircn anumite condiţii date (materialul sacircrmei diametrul sacircrmei gazul
de protecţie) determină valorile celorlalţi parametrii tehnologici şi icircn primul racircnd valoarea
curentului de sudare Deci cacircnd stabilim curentul de sudare trebuie să stabilim practic valoarea
vitezei de avans a sacircrmei electrod cei doi parametri fiind indisolubil legaţi unul de altul
Stabilirea corelaţiei curent de sudare ndash viteză de avans sacircrmă electrod se face din nomograme
de tipul Is = f(vae) figura 50divide54 trasate pentru anumite condiţii concrete de lucru (tip
material de adaos diametru sacircrmă gaz de protecţie lungime capăt liber sacircrmă mod de
transfer clasic sau icircn curent pulsat) din tabele tehnologice (sau şabloane) funcţie de condiţiile
concrete de lucru Icircn tabelele de mai jos sunt prezentate corelaţiile dintre viteza de avans a
sacircrmei electrod şi valoarea curentului de sudare pentru diametrele de 10 şi 12 mm folosind
ca şi gaze de protecţie CO2 100 şi CORGON 18 (amestec 82 Ar + 18 CO2 cel mai
frecvent utilizat la sudarea oţelurilor nealiate şi slab aliate) iar ca sacircrmă electrod sacircrma
nealiată SG2 (cea mai utilizată pentru sudarea oţelurilor nealiate şi slab aliate cu Mn) icircn
varianta clasică sau icircn current pulsat
Valorile pentru viteza de avans a sacircrmei din tabelele de mai jos şi 30 se vor corecta cu
coeficientul 08
Corelaţia viteza de avans a sacircrmei ndash curent de sudare (ds = 10 mm)
Nr
crt
Vae
(mmin
)
Is
(A)
Ua
(V)
lcl
(mm)
Q
(lmin)
Vs
(cmmin) Obs
1 2 68 153 8 8 17
2 3 96 16 8 8 17
19
Transfer
Prin
Circuit
3 4 128 168 8 8 17
4 5 132 188 10 8 17
5 6 144 20 10 10 20
6 7 156 215 10 10 20
71 8 180 225 10 10 20
72 8 172 225 12 12 25
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 10 mm Is = 80 ndash 180 A
Gazul de protecţie CO2 100
Sensul de sudare spre stacircnga (prin icircmpingere)
Corelaţia viteza de avans a sacircrmei ndash curent de sudare (ds = 10 mm)
Nr
crt
Vas
(mmin
Is
(A)
Ua
(V)
Icl
(mm)
Q
(lmin)
Vs
(cmmin) Obs
1 2 53 153 8 8 15 Arc
instabil
IS ndashmic
2 3 90 158 8 8 15
Transfer
prin
scurtcircuit
3 4 120 163 8 8 15
4 5 140 17 10 8 15
5 6 160 18 10 10 20
6 7 175 188 10 10 20
71 8 200 198 10 10 20
72 8 184 20 12 12 25
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 10 mm Is = 60 ndash 180 A
Gazul de protecţie CORGON 18
Sensul de sudare spre stacircnga (prin icircmpingere)
20
Corelaţia viteza de avans a sacircrmei ndash curent de sudare (ds = 12 mm)
Nr
crt
Vae
(mmin)
Is
(A)
Ua
(V)
lcl
(mm)
Q
(lmin)
Vs
(cmmin)
Obs
1 2 74 185 10 10 16
Transfer
Prin
scurtcircuit
2 3 112 193 10 10 16
31 4 144 208 10 10 16
32 4 136 21 12 12 25
4 5 160 223 12 12 25
5 6 184 235 12 12 25
Transfer
Intermediar
6 7 204 253 14 15 30
7 8 224 275 14 15 30
8 9 248 288 14 15 30
91 10 268 305 14 15 30
92 10 256 31 16 18 40
10 11 280 323 16 18 40 Transfer
Globular11 12 300 335 16 18 40
12 13 290 333 20 20 45
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 12 mm Is = 120 ndash 350 A
Gazul de protecţie CO2 100
Sensul de sudare spre dreapta (prin tragere)
Viteza de sudare depinde de grosimea metalului de bază (grosimea sudurii de colţ) modul de
transfer tehnica de sudare (număr mare sau număr mic de treceri) poziţia de sudare varianta
de sudare (semimecanizată sau mecanizată) etc Domeniul de valori este cuprins icircntre 15-100
cmmin cu precizarea că viteza de sudare la sudarea MIGMAG este substanţial mai mare
decacirct la sudarea manuală cu electrod icircnvelit Recomandări utile privind viteza de sudare
1048707 15 - 30 cmmin la sudarea semimecanizată cu transfer prin scurtcircuit sau la sudarea
stratului de rădăcină
21
1048707 30 - 50 cmmin la sudarea semimecanizată cu transfer prin pulverizare sau icircn curent pulsat
există o valoare optimă a vitezei de sudare situată icircn jurul valorii de 40 - 45 cmmin pentru
care se obţine pătrunderea maximă
1048707 30 - 100 cmmin la sudarea mecanizată icircn funcţie de grosimea componentelor
Materiale de sudare
Materialele utilizate la sudarea ST sunt sacircrma electrod icircn cazul sudării cu sacircrmă
tubulară cu autoprotecţie respectiv sacircrma electrod şi gazul de protecţie la sudarea cu sacircrmă
tubulară cu protecţie suplimentară
Sacircrma electrod se prezintă sub forma unei teci metalice umplute cu un miez
pulverulent icircn următoarea gamă de diametre 10 12 14 16 18 20 24 28 (32)
Icircnvelişul metalic se execută icircn general dintr-un material nealiat caracterizat prin
proprietăţi bune de ductilitate pentru a permite laminarea şi trefilarea uşoară a tecii grosimea
acesteia avacircnd valori sub 02 mm Alierea cusăturii cacircnd este cazul se face icircn general prin
miez Icircnvelişul metalic (teaca) are următoarele roluri
bull asigură prin topire cantitatea de material de adaos pentru realizarea icircmbinării sudate sau
icircncărcarea prin sudare
bull asigură contactul electric şi realizează icircnchiderea circuitului electric de sudare icircntre vacircrful
sacircrmei şi piesă
bull păstrează şi protejează miezul de pulbere icircmpotriva umidităţii
Miezul este un amestec de substanţe similare icircnvelişului electrozilor şi fluxurilor de
sudare După rolul pe care icircl au icircn procesul de sudare substanţele din miez se icircmpart icircn
bull substanţe zgurifiante pentru protejarea metalului topit
bull substanţe gazeifiante pentru protecţia spaţiului arcului icircmpotriva pătrunderii aerului
bull substanţe dezoxidante şi de rafinare a băii metalice
bull substanţe ionizatoare pentru icircmbunătăţirea stabilităţii arcului
bull substanţe (elemente) de aliere pentru alierea icircn arc
Echipamente pentru sudare MIGMAG
Din punctul de vedere al tehnologului respectiv al utilizatorului echipamentului de
sudare nu este atacirct de importantă cunoaşterea detaliilor de proiectare a acestor instalaţii
22
(sursă de sudare pupitru de comandă scheme electrice si electronice etc) cacirct mai ales
cunoaşterea părţilor componente ale echipamentului şi a rolului acestora a particularităţilor
specifice a performanţelor de sudare a modului de reglare şi control a parametrilor
tehnologici de sudare icircn vederea obţinerii rezultatelor dorite sau impuse de tehnologia de
sudare cu performanţe maxime
Echipamentele de sudare MIGMAG constituie sisteme mult mai complexe atacirct icircn
ceea ce priveşte părţile componente cacirct şi pregătirea pentru sudare respectiv modul de
comandă şi reglare a parametrilor tehnologici de sudare icircn comparaţie cu echipamentele
clasice utilizate la sudarea manuală cu electrozi icircnveliţi (transformatoare convertizoare
redresoare) Din punct de vedere a reglării parametrilor tehnologici icircn practică lucrurile nu
sunt de loc complicate icircn general aceasta implicacircnd reglarea a doi parametri şi anume
selectarea treptei de tensiune (tensiunea de mers icircn gol şi implicit tensiunea arcului) respectiv
ajustarea vitezei de avans a sacircrmei electrod pentru asigurarea curentului de sudare necesar
Figura 5
Părţile componente ale unei instalaţii de sudare MIGMAG
a - furtun gaz b ndash sacircrmă electrod c ndash tur-retur apă d ndash comandă pistolet
e ndash conductor curent f ndash tub de protecţie g ndash cablu de masă
Icircn cazul surselor moderne de sudare sinergice cu invertor problema este şi mai mult
simplificată oferind utilizatorului (operatorului sudor) prin programele icircncorporate icircn
microprocesor o tehnologie apropiată de optim prin reglarea unui singur parametru
tehnologic viteza de avans a sacircrmei electrod respectiv tensiunea arcului Icircn funcţie de
23
principiul de reglare al puterii (energiei) arcului specific sursei de sudare utilizate se setează
sau se reglează după necesităţi un singur parametru tehnologic considerat parametru de bază şi
anume viteza de avans a sacircrmei icircn cazul surselor cu invertor cu tranzistoare de putere cu
reglare continuă a tensiunii arcului respectiv tensiunea icircn cazul surselor de sudare cu reglare
icircn trepte a tensiunii arcului Restul parametrilor tehnologici de sudare sunt reglaţi automat prin
intermediul programelor microprocesorului icircn funcţie de datele de intrare specifice aplicaţiei
date introduse icircn prealabil de la consola sursei tipul de transfer (clasic sau pulsat) materialul
de adaos (compoziţia chimică) diametrul sacircrmei gazul de protecţie etc Echipamentul
permite şi efectuarea corecţiilor necesare dacă este cazul Acest mod de reglare al puterii
arcului necesar procesului de sudare dat este cunoscut sub denumirea de bdquoONE KNOBldquo adică
reglarea instalaţiei pentru sudare de la un singur buton ceea ce simplifică foarte mult sarcinile
operatorului sudor conducacircnd la regimuri de sudare optime fără să fie nevoie de multe
cunoştinţe tehnologice temeinice icircn afara celor de bază necesare sudării propriu zise Un
echipament de sudare MIGMAG se compune icircn principiu din următoarele părţi componente
figura 5
1048766 1 Sursa de sudare
1048766 2 Pupitrul de comandă
1048766 3 Dispozitivul de avans al sacircrmei electrod DAS
1048766 4 Pistoletul de sudare
1048766 5 Alimentarea cu gaz de protecţie
1048766 6 Instalaţia de răcire cu apă
Sursa de sudare
Sursele de sudare utilizate la sudarea MIGMAG sunt surse de curent continuu
convertizoare redresoare invertoare Datorită performanţelor modeste (timp de răspuns mare
dinamică redusă) icircn prezent convertizoarele de sudare se utilizează din ce icircn ce mai rar la
sudarea MIGMAG (aproape deloc) ele fiind icircnlocuite de redresoarele de sudare şi icircn ultimul
timp pe scară tot mai largă de sursele cu invertor pentru sudare (pe scurt invertoare pentu
sudare) Redresoarele la racircndul lor pot fi clasice cu diode sau comandate electronic cu
tiristoare sau tranzistoare de putere Particularitatea principală a surselor de sudare MIGMAG
este forma caracteristicii externe Ua=f(Is) Din motive de asigurare a stabilităţii arcului
24
electric prin fenomenul de autoreglare specific sudării MIGMAG forma caracteristicii
externe a sursei este rigidă (1) sau uşor coboracirctoare (2) (sub 7V100A)
Din motive de stabilitate maximă a procesului se preferă caracteristicile externe uşor
coboracirctoare a căror pantă (ΔUaΔIs) depinde de gazul de protectie respectiv de diametrul
sacircrmei electrod prin funcţia REGTYPE (valabilă numai la sursele cu invertor) Panta
caracteristicii externe este mai mare la sudarea icircn dioxid de carbon decacirct icircn argon sau
amestecuri bogate icircn argon La sudarea icircn CO2 caracteristica externă are panta maximă la
sacircrma electrod cu diametrul cel mai mic 08 mm şi scade cu creşterea diametrului sacircrmei
La sudarea icircn amestecuri bogate icircn argon panta caracteristicii externe este aceeaşi
pentru toate diametrele de sacircrmă şi mai mică decacirct cele corespunzătoare sudării icircn CO2
Datorită acestei forme a caracteristicii externe se observă că tensiunea arcului este apropiată
de tensiunea de mers icircn gol a sursei Icircn consecinţă reglarea tensiunii arcului la sudarea
MIGMAG se face prin reglarea tensiunii de mers icircn gol a sursei de sudare Aceasta se poate
face prin reglaj icircn trepte la sursele cu diode sau prin reglaj continuu la sursele cu tiristoare şi la
invertoare Reglajul continuu este cel mai bun permiţacircnd o infinitate de curbe acoperind toate
cerinţele tehnologice dar este mai costisitor Reglajul icircn trepte se face de obicei icircn două etape
un reglaj brut respectiv un reglaj fin şi este mai uşor de realizat constructiv (mai ieftin)
Numărul curbelor caracteristici externe este limitat icircntre o valoare minimă U20min şi o
valoare maximă U20max specific fiecărei surse Icircn acest caz obţinerea regimului optim pentru
o valoare dată a tensiunii se face prin corecţia vitezei de avans a sacircrmei electrod De aici
decurge cea de-a doua particularitate a surselor de sudare MIGMAG şi anume tensiunea de
mers icircn gol este mai mică decacirct la sursele de sudare cu electrod icircnvelit respectiv sursele WIG
fiind cuprinsă icircn intervalul de valori 20-50V Forma caracteristicii externe şi valoarea redusă a
tensiunii de mers icircn gol fac ca sursele de sudare MIGMAG să nu poată fi folosite la sudarea
SE şi WIG Icircn ultimul timp au apărut sursele de sudare universale (cu tiristoare sau cu
invertor) care permite sudarea cu toate cele trei procedee de sudare printr-o simplă comutare
pe procedeul utilizat (prin modificarea formei caracteristicii externe)
Cea de-a treia particularitate a surselor de sudare MIGMAG o constituie prezenţa unei
inductanţe icircn circuitul de sudare necesară icircn cazul sudării cu arc scurt cu transfer prin
scurtcircuit (sau la sudarea cu arc lung icircn bioxid de carbon icircn cazul scurtcircuitelor aleatoare)
pentru limitarea vacircrfului curentului de scurtcircuit şi prin urmare pentru reducerea stropirilor
25
Inductanţele fizice (reale) pot fi fixe variabile icircn trepte (cu ploturi) sau variabile continuu (cu
miez magnetizat
Surse de sudare sinergică - Invertoare
Dezvoltarea electronicii icircn general şi a electronicii de putere icircn special icircn ultimul timp
(a doua parte a secolului al XXndashlea) a impulsionat aşa cum era de aşteptat dezvoltarea şi
modernizarea echipamentelor de sudare icircn general şi a echipamentelor de sudare prin topire icircn
special producacircnd se poate spune o adevărată revoluţie icircn acest domeniu nebănuit cu puţin
timp icircn urmă atacirct din punctul de vedere al greutăţii proprii şi al dimensiunilor de gabarit cacirct
mai ales a performanţelor atinse Motorul acestei bdquorevoluţiildquo a fost folosirea invertoarelor de
frecvenţă ridicată cu transformator pe miez de ferită icircn construcţia surselor de putere şi
comanda lor cu ajutorul microprocesoarelor A fost posibilă astfel atingerea unor performanţe
tehnologice inimaginabile şi a unui control perfect al procesului de sudare icircn ansamblul lui
Atingerea acestor nivele icircnalte se datorează vitezei foarte mari de răspuns a invertoarelor de
ordinul microsecundelor funcţie de frecvenţa invertorului care a permis modelarea după
dorinţă a parametrilor tehnologici de sudare şi controlul riguros al acestora Comparativ viteza
de răspuns a redresoarelor clasice cu diode sau tiristoare nu putea fi scăzută sub 5 ms
Icircn anul 1970 redresoarele cu tiristoare au icircnceput să fie utilizate la sudarea manuală cu
electrozi icircnveliţi SE şi sudarea MIGMAG standard Tot cam icircn aceeaşi perioadă au apărut şi
sursele standard MIGMAG icircn curent pulsat formate prin combinarea a două surse obişnuite
una pentru curentul de baza alta pentru curentul de puls dar care funcţionează pe frecvenţe
fixe 25 33 50 75 100Hz Datorită vitezelor mari cu care se desfăşoară fenomenele icircn zona
arcului (de exemplu timpul de scurtcircuit tsc = 15-3 ms) şi avacircnd icircn vedere că timpul de
reacţie al tiristoarelor este de min 5-6 ms (deci mult mai mare) la redresoarele pentru sudarea
MIGMAG nu era posibilă modelarea acestor fenomene iar controlul variaţiei curentului de
scurtcircuit s-a putut face numai folosind o inductanţă fizică reală
Icircn jurul anului 1980 au apărut tiristoarele rapide cu timp de blocare redus Astfel s-au
realizat primele surse de tip invertor cu tiristoare care funcţionează pe o frecvenţă de 15
KHz Datorită cerinţelor complexe ale regimului de sudare şi a vitezelor mari de derulare a
fenomenelor din arcul electric au fost realizate surse cu tranzistoare de putere icircn circuitul de
26
sudare care au permis creşterea frecvenţei invertoarelor la valori mult mai mari decacirct cu care
se desfăşoară fenomenele icircn arc
Tehnologia de sudare a tablelor din OL32
Tehnologii de sudare pentru oţel carbon nealiat şi slab aliat
1048766 Tipul icircmbinării de colţ
1048766 Poziţia de sudare vertical ascendentă
1048766 Tipul de transfer prin scurtcircuit
1048766 Gazul de protecţie 75 Ar + 25 CO2
27
Capitolul 4
Metode de control a icircmbinărilor sudate
Controale nedistructibile
Controalele nedistrucitve nu duc la deteriorarea imninarii sudate şi nu influenţează asupra
comportării icircn exploatarea acestuia Cele mai utilizate controale nedistructive sunt
- controlul vizual
- controlulu cu raze Roentgen sau gama
- controlul cu ultrasunete
- controlul cu utilizarea unor metode magnetice
- controlul cu lichide penetrante
- expunerea icircmbinării sudate pe bancă de probă sau pe maşini de icircncercări la solicitare
cacirct mai apropiate de cele icircn exploatare la suprasolicitari avacircnd o valoare dinainte stabilită
sau la solicitări variabile după un ciclu determinat verificarea se face prin examninarea
ulterioară fie prin efectuarea unor măsurători tensometrice proba hidraulică
- proba pneumatică
- proba cu petrol
- proba cu amoniac
- proba cu etansietate utilizacircnd metoda spectometrului de masă
Controale distructive
Controalele distructive se execută la o anumită icircmbinare sudată sau asupra unor
porţiuni din această Porţiunile supuse acestor controale nu mai pot fi utilizate ulterior icircn
exploatare Controalele distrucitve se pot executa utilizacircnd plăci de control din acelaşi material
de baze sudate cu acelaşi material de adaos şi realizate cu acelaşi regim ca şi icircmbinările sudate
ale utilajuluipentru care se fac Icircn cazul unor verificări sau expertize se pot preleva din
icircmbinarea sudată a materialului Se urmăreşte verificarea respectării materialelor de bază de
adaos şi auxiliare prescrise depistării eventualelor abateri de la procesul tehnologic stabilit
iniţial care au dus la existenţa unor defecte şi scăderea calităţii icircmbinării
28
Analiza metalografică se poate face prin
- microstructura care permite depistarea unor defecte (pori sulfuri fisuri incluziuni etc)
stabilirea configuraţiei icircn sectinue a cordonului de sudura şi ZIT determinarea numărului de
straturi depuse pentru formarea cordonului punerea icircn evidenţă a cristalizării primare a
metalului depus
- microstructura care permite punerea icircn evidenţă a unei microzone ale icircmbinării sudate a
conţinutului aproximativ de carbon a metalului de bază şi a precipitării carburilor la oţeluri
anticorosive
- sacrificacircnd una sau mai multe piese icircn cazul unei producţii de mare serie şi supunacircndu-se
unor solicitări cacirct mai apropiate de cele din exploatare şi a căror mărime este crescută pacircnă la
ruperea construcţiei se urmăreşte verificarea viabilităţii soluţiilor constructive a calităţii
materialelor de bază şi de adaos a regimului tehnologic Metoda poate servi şi la stabilirea
fiabilităţii produsului respectiv
Prezentarea unor metode de depistare a icircmbinărilor sudate
Urmează o prezentare ceva mai detaliată a unor metode de control nedistructiv cu
rolul de a oferi celor care nu se ocupă direct cu controlul imbunarilor sudate date generale
privind modul de efectuare a fiecărui control
Controlul prin găurire
Cusătura se găureşte cu ajutorul unui burghiu cu unghiul de ascuţire de 90 grade
Diametrul burghiului se alege astfel icircncacirct să fie găurita icircntreaga secţiune transversală a
cusăturii şi să fie cuprins metalul de bază pe aproximativ 2mm Se execută icircntacirci o găurire de
circa 3 mm adacircncime şi se examinează cu atenţie Se adacircnceşte gaura cu icircncă 2-3 mm se
examinează din nou şi astfel se continuă pacircnă se ajunge la rădăcina cusăturii Examinarea se
face cu ajutorul unei lupe
Controlul prin găurire se recomandă a se executa icircn special pentru stabilirea cauzelor
de deteriorare parţială a construcţiilor sudate icircn exploatare atunci cacircnd prelevarea eprubetelor
de macrostructure este imposibilă sau nedorită
Controlul cu raza Roentgen şi gama generalităţii
Lumina vizibilă este formată din oscilaţii electromagnetice Razele Roentgen şi razele
gama sunt de asemenea oscilaţii electromagnetice care se deosebesc numai prin lungimea
29
undei Razele Roentgen pătrund icircn icircmbinările sudate fiind parţial absorbite şi dispersate
Capacitatea de pătrundere a razelor depind de lungimea de undă Controlul cu radiaţii
penetrante este cea mai răspacircndită metodă de control nedistructivă asiguracircnd un document
asupra mărimii formei poziţiei icircn plan şi frecvenţei defectelor Normele romacircneşti precum şi
norme din alte ţări dau recomandări cu privire la aprecierea calităţii icircmbinărilor sudate
obţinute la controlul Roentgen
Icircmbinarea sudată trebuie examinată cu direcţia razelor perpendiculare pe direcţia să
sau un anumit unghi
Controlul etansitatii utilizacircnd metoda spectometrului de masă
(probă cu helium freon argon)
Generalităţi
Pentru detectarea defectelor se utilizează un gaz trasot a cărui prezenţă icircn urmă foarte
fine poate fi pusă icircn evidenţă prin metoda spectrometului de masă
Controlul cu helium fiind scump se recomandă a fi utilizat pentru piese mici de la
detectarea uneor defecte foarte fine putacircnd localiza defecte la fluxul gazos Un alt gaz
freonul poate asigura icircn funcţie de metoda utilizată detectarea unor masivităţi prin care sunt
pierderi de fluxuri gazoase
Metoda presupune utilizarea unei aparaturi speciale care icircn prezenţa urmelor de gaz
trasot emit semnale ascuţite şi luminoase caracteristică a fiecărui gaz trasot utilizat Pentru a
putea face o legătură icircntre mărimea defectului şi fluxului de gaz scurs prin neetansietati se
prezintă după Duquenes mărimea fluxului de heliu scurs prin neetansietati icircn funcţie de
grosimea piesei (lungimea defectului) şi diametrul acestuia
30
Capitolul 5
Securitatea şi sănătatea muncii
Reguli ce trebuie respectate la sudare
- La sudarea manuală cu electrod icircnvelit icircn afară de măsurile generale de protecţie care
se iau la lucrările de sudare trebuie luate o serie de măsuri speciale specifice procedeului
- Protecţia icircmpotriva radiaţiilor arcului se realizează după cum urmează
- - protecţia ochiilor şi a feţei prin folosirea măştii de sudură o atenţie deosebită
se va acorda alegerii sticlei de protecţie a ochilor indiferent de intensitatea curentului cu care
se lucrează la alegerea numărului sticlei de protecţie sudorul va avea icircn vedere că o sticlă
prea icircnchisă obligă urmărirea arcului de la mică distanţă fapt care are repercursiuni asupra
igienei respiratorii
- - protecţia pielii şi a organelor interne se realizează prin folosirea obligatorie a
mănuşilor şi şorturilor din piele
- - pentru protecţia celorlalţi muncitori la locul de muncă al sudorilor va fi
icircnconjurat cu paravane de protecţie De asemenea se vor aplica tăbliţe avertizoare bdquoAtenţie se
sudeazărdquo
Protecţie icircmpotriva electrocutării
Toate sursele de curent ca şi piese care icircn mod accidental pot fi puse icircn contact cu circuitul
de sudare vor fi legate de pămacircnt
- tensiunile nu vor depăşi 80V
- icircncălţămintea şi icircmbrăcămintea sudorului va fi icircn bună stare permiţacircnd contactul
direct dintre piesă şi corpul sudorului
- icircn cazul sudării pe sol umed sau pe corpuri metalice se va folosi covorul de cauciuc
- port-izolatorul va fi aşezat cacircnd nu se sudează icircn poziţie sigură pe corpuri izolatoare
- resturile de electrod vor fi eliminate prin port electrod pentru a evita contactele
accidentale
- port electrozii vor fi complet izolaţi
31
- icircn perioadele de repaus (peste 10 min) sursă de curent va fi scoasă de sub tensiune
- icircn cazul sudării icircn interiorul pieselor metalice se recomandă supravegherea
permanentă a sudorului
Protecţia icircmpotriva gazelor şi fumului
Locul de muncă al sudorului va fi asigurat cu o bună ventilaţie Icircn cazul aspiraţiei locale
trebuie asigurat un delict de aspiraţie 70Lsecundă la 150 mm de arc sau 280Ls la 300 mm de
arc Icircn cazul aspiraţiei gazelor cu dispozitive la care nu se poate deplasa gura de aspiraţie se
va asigura delict de 7-11 m pe minut şi post de sudură iar icircn cazul ventilaţiei generale 56 m
pe minut şi post de sudură Defecţiunile tehnice se vor remedia numai de către personalul
calificat
Organizarea locului de muncă
La sudarea cu gaze există pericolul arderilor şi accidentelor datorită existenţei gazelor sub
presiune şi a caracteristicilor oxigenului şi a gazelor combustibile Este necesar ca
responsabilii cu protecţia muncii şi sudură să execute
- icircntocmirea şi afişarea la locul de muncă a instruciunilor de funcţionare deservite
icircntreţinere şi verificare a fiecărui utilaj icircn parte cu precizarea defectuarilor posibile şi a
măsurilor ce trebuie luate de sudor
- să instruiască periodic sudorii convingacircndu-se de buna cunoaştere a normelor de
utilizare verificare şi icircntreţinerea utilajului
- să se verifice sistematic la fiecare post de sudură şi sudor starea tehnică a utilajului şi
modul icircn care sudorul respectă normele tehnice
Sudorul icircnainte de icircnceperea lucrului trebuie să verifice buna stare de funcţionare a
icircntregului utilaj şi icircn special al generatorului de acetilenă lentilele de oxigen şi acetilenă
aparatura acestora incluse icircn supapa hidraulica de siguranţă locul de amplasare a acestora
pentru a fi ferit de icircncălzire
Orice defecţiune constatată la utilajul de sudură va fi comunicată responsabilului cu
sudura La orice părăsire a locului de muncă sudorul este obligat să oprească alimentarea
curentului electric a aparatelor
La sudarea electrică prin rezistentă de contact prin presiune şi prin puncte se vor lua
măsuri de protecţie a sudorului icircmpotriva stropilor de metal topit şi icircmpotriva atingerea
pieselor calde Corpul şi macircinile vor fi protejate icircmpotriva stropilor de metal folosindu-se
32
şorţul de piele respectiv mănuşi Peste icircncălţăminte se vor icircmbrăca jambiere de protecţie
Dacă icircn timpul lucrului arzatirul se icircncălzeşte excesiv acesta se va răci de cacircte ori
este necesar icircntr-un vas cu apă curată aflat permanent la locul de muncă al sudorului
Se interzice sudarea electrică atunci cacircnd conductoarele electrice au izolaţii
deteriorate iar cleştele port electrod este defect sau are izolaţie termoelectrică
necorespunzătoare deoarece aceste defecte pot provoca electrocutări
PSI
Prevenirea şi stingerea incendiilor
La intrarea icircn atelierele de sudare se vor afişa vizibil bdquoFumatul Interzisrdquo bdquoNu priviţi
flacărardquo bdquoPericol de orbirerdquo bdquoAtenţie se sudeazărdquo etc
Prin nerespectarea normelor de tehnica securităţii muncii se pot produce următoarele
accidente
- electrocutări
- icircmbolnăvirea ochilor şi arsuri de piele
- incendii cauzate de scacircnteile icircmprăştiate de arcul electric
Pentru prevenirea unor accidente se vor respecta următoarele reguli
- nu se va icircncepe lucrul la o maşină pacircnă cacircnd cel ce trebuie să o deservească nu o
cunoaşte perfect
- se va verifica instalaţia de ungere şi de răcire
- se va verifica instalaţia maşinilor unelte
- se va controla buna funcţionare a pieselor de prelucrat a sculelor şi a dispozitivelor pe
maşina unelta
- icircn timpul lucrului să se folosească dispozitive de protecţie icircmpotriva aşchiilor ecrane
ochelari
- nu se admite fracircnarea organelor icircn mişcarea cu macircna
- controlul stării sculei şi a prelucrării piesei nu se admite a fi făcut icircn timpul
funcţionării maşinii
- hainele de protecţie (halat sau salopetă) să fie icircncheiate la toţi nasturii manşetele
stracircnse iar capul acoperit
- locul de muncă trebuie ţinut icircn ordine şi curăţenie
- se va acorda o atenţie deosebită fixării corecte a pieselor şi echilibrării acestora
33
- cuţitele trebuie să pătrundă icircn materialul lin pentru evitarea smulgerii piesei la şoc
- ajustarea cu pilă de maşină de unelta a unor muchii se va face ţinacircndu-se macircnerul icircn
macircnă dreaptă iar capătul pilei icircn macircnă stacircngă
- aşchiile se icircndepărtează numai cacircnd maşina unelta este oprită
- la constatarea oricărei defecţiuni se va opri maşina unelta şi se va anunţa maestrul şi
mecanicul de icircntreţinere
Instructajul de protecţie a muncii este obligatoriu şi se efectuează de către cei care conduc şi
controlează procesele de muncă Instructajul cuprinde trei faze
a) Instructajul introductiv general se face icircn prima zi de activitate practică şi are drept
scop prezentarea principalelor măsuri de protecţie a muncii specifice unităţii La terminarea
instructajului se va face verificarea iar rezultatul se consemnează icircn fişa individuală pentru
protecţia muncii
b) Instructajul la locul de muncă are scopul de a prezenta măsurile de protecţie a muncii
specificepostului de lucru respectiv şi se face elevilor şi tuturor angajaţilor noi arătacircndu-se
cauzele principale care pot duce la accidentele de muncă şi măsurile de prevenire a acestora
c) Instructajul periodic se face la locul de muncă pentru a reaminti normele de protecţie a
muncii
34
Bibliografie
CC Teodorescu D Mocanu M Buga- Icircmbinări sudate- ET 1972 Bucureşti
Vasile Ilie C Gheorghe- Tăierea şi prelucrarea cu flacără a materialelor metalice- ET 1978
Bucureşti
M Brezeanu- Icircndrumătorul sudorului- ET 1975 Bucureşti
SI Ozanov- Controlul icircmbinărilor sudate- ET 1982 Bucureşti
C Teodorescu- Icircmbinări sudate- ET 1992 Bucureşti
C Miklos- Sudarea metalelor- ET 1985 Bucureşti
V Drobota- Rezistenţa materialelor şi organe de maşini- Editura Didactică şi Pedagogică
1979 Bucureşti
M Smilovici- Icircndrumător pentru icircmbinările sudate
35

Icircn ceea ce priveşte unghiul rostului se remarcă faptul că acesta are valori mai mici
decacirct la sudarea manuală cu electrod icircnvelit datorită diametrului redus a sacircrmei electrod (08hellip
16 mm) şi absenţei icircnvelişului de pe sacircrmă luacircnd valori cuprinse icircntre 30deghellip50deg Aceasta
conduce la importante economii de material de adaos Reducerea exagerată icircnsă a unghiului
rostului poate avea consecinţe grave asupra pericolului de defecte icircn icircmbinarea sudată ca
urmare a tendinţei de scobire (săpare) ciupire a arcului electric pe feţele rostului cu efecte
asupra pericolului de scurgere a băii de metal topit icircn faţa arcului şi diminuarea pătrunderii sau
lipsei de pătrundere respectiv a pericolului de lipsă de topire icircntre cusătură şi metalul de bază
icircn zonele scobite prin scurgerea metalului topit icircn aceste scobituri Acest fenomen este
amplificat o dată cu creşterea exagerată a tensiunii arcului electric
Calculul ariei rostului se face icircn funcţie de forma şi dimensiunile acestuia cu ajutorul
uneia din relaţiile de mai jos
- rost I Ar = bs
- rost V Ar = bs + s2tg α2
- rost Y Ar = bs + (s-c)2tg α2
- rost U Ar = bs + _r22 + 2r[s-(c+r)]+[s-(c+r)]2tgszlig
- rost X Ar = bs + 12(s- c)2tg α2
- rost K Ar = bs + 14(s-c)2tg szlig
- rost 12 K Ar = bs + 12(s-c)2tg szlig
- icircmbinări de colţ nepătrunse Ar = a2 sau Ar = 12k2
unde a - icircnălţimea (grosimea) icircmbinării (sudurii)
k - icircnălţimea (mărimea) catetei icircmbinării
Calculul ariei cusăturii Pentru calcul se poate folosi una din relaţiile
Ac = (105 14) x Ar (30a)
Obs Coeficientul care icircnmulţeşte aria rostului ţine cont de secţiunea cusăturii regăsită icircn
supraicircnălţarea acesteia Valorile mici ale coeficientului corespund grosimilor mari de material
iar valorile mari grosimilor mici de material respectiv pentru icircmbinările simetrice Icircn cazul
icircmbinărilor sudate cap la cap cu rosturi neprelucrate (rost I) aplicarea relaţiei de mai sus duce
la erori foarte mari icircn special la table subţiri cu deschideri mici (b=1hellip2 mm) deoarece
ponderea materialului de adaos icircn supraicircnălţare este icircn realitate de două trei ori mai mare decicirct
16
cantitatea conţinută icircn secţiunea rostului Mai mult icircn cazul rosturilor I cu deschidere b = 0
ajungem icircntr-o situaţie limită adică să nu putem calcula aria cusăturii cu ajutorul acestei
relaţii In astfel de cazuri se recomandă ca aria cusăturii să se calculeze cu una din relaţiile de
mai jos
Ac = Ar + 23B_h pentru icircmbinări I asimetrice
Ac = Ar +43B_h pentru icircmbinări I simetrice
unde
bull B = lăţimea cusăturii se calculează geometric funcţie de forma si dimensiunile efective ale
rostului la care se adaugă 2 3 mm care reprezintă zona din metalul de bază care se topeşte
la sudare valoarea informativă pentru bdquoBldquo se poate calcula şi cu ajutorul coeficientului de
formă al cusăturii ψ = Bp consideracircnd că ψ = 15hellip25 (valori care diminuează pericolul
fisurării cusăturii la solidificarea băii)
bull h = supraicircnălţarea cusăturii se apreciază icircn funcţie de grosimea materialului de bază după
cum urmează (valori informative)
h = 1 15 mm pt s = 5 10 mm
h = 15 2 mm pt s = 10 25 mm
h = 2 3 mm pt s gt 25 mm
Obs Supraicircnălţarea cusăturii la icircmbinările cap la cap respectiv convexitatea cusăturii la
icircmbinările de colţ este mai mare la sudarea icircn CO2 decacirct icircn Ar Valoarea ariei cusăturii
calculată mai sus se rotunjeşte la icircntreg (calculul este aprox)
Alegerea materialelor de sudare
Stabilirea cuplului sacircrmă ndash gaz de protecţie Alegerea cuplului sacircrmă ndash gaz de protecţie pe
baza criteriilor de alegere a sacircrmei respectiv a gazului de protecţie Se precizează marca
(simbolul) sacircrmei electrod şi a gazului de protecţie utilizate
Sacircrma electrod (marca sacircrmei) helliphelliphelliphellip (STAS SR EN sau normă)
Gazul de protecţie helliphelliphelliphelliphelliphelliphelliphelliphelliphellip (STAS SR EN sau normă)
Stabilirea diametrului sacircrmei electrod Diametrul sacircrmei electrod poate fi ds = 06 08 10
12 16 mm Alegerea diametrului se face icircn funcţie de grosimea metalului de bază valoarea
curentului de sudare (modul de transfer) poziţia de sudare forma rostului etc Diametrul de
sacircrmă cel mai utilizat şi care acoperă o plajă mare de necesităţi tehnologice la sudare este
17
diametrul de 12 mm Pentru grosimi mici de material s lt= 2-3 mm se folosesc după caz
diametrele mai mici 08 mm respectiv 10 mm Diametrele mari gt= 16 mm se recomandă la
grosimi mari de material la sudarea cu transfer prin pulverizare Nu se recomandă diametre
mari de sacircrmă peste 12 mm icircn cazul transferului prin scurtcircuit datorită stabilităţii slabe a
arcului electric Pot fi utilizate icircnsă cu succes icircn cazul sudării icircn curent pulsat icircn special la
sacircrmele moi din aluminiu sau sacircrme tubulare
Stabilirea numărului de treceri Depinde icircn principal de natura metalului de bază (sensibil sau
insensibil la supraicircncălziri) de modul de transfer utilizat (arii de treceri mai mici la transfer
prin scurtcircuit respectiv arii de treceri mari la transfer prin pulverizare) de poziţia de
sudare forma rostului tipul icircmbinării etc Pe baza acestor factori se stabileşte aria trecerilor
poate lua valori cuprinse icircn domeniul 5 hellip 40 mm2
Dispunerea trecerilor icircn rost (schiţă)
Modul de dispunere a trecerilor
Calculul parametrilor tehnologici de sudare
1048707 transfer prin scurtcircuit grosimi mici (s lt 5 mm) sudarea stratului de rădăcină sudarea icircn
poziţii dificile (vertical peste cap etc)
1048707 transfer prin pulverizare la grosimi mari de material pentru sudarea icircn poziţie orizontală
sau icircn jgheab
18
1048707 transfer sinergic icircn curent pulsat la grosimi medii de material unde tehnologia de sudare
clasică se plasează icircn domeniul transferului intermediar caracterizat prin stropiri mari pentru
sudarea stratului de rădăcină la sudarea icircn poziţii dificile
Curentul de sudare Is Viteza de avans a sacircrmei electrod vae depinde de modul de transfer
diametrul sacircrmei poziţia de sudareetc Reglarea curentului de sudare respectiv a puterii
arcului electric se face prin modificarea vitezei de avans a sacircrmei electrod pe baza relaţiei de
proporţionalitate existentă icircntre cei doi parametrii tehnologici Practic la sudarea MIGMAG
viteza de avans a sacircrmei electrod poate fi considerată parametrul principal icircn stabilirea
tehnologiei de sudare care icircn anumite condiţii date (materialul sacircrmei diametrul sacircrmei gazul
de protecţie) determină valorile celorlalţi parametrii tehnologici şi icircn primul racircnd valoarea
curentului de sudare Deci cacircnd stabilim curentul de sudare trebuie să stabilim practic valoarea
vitezei de avans a sacircrmei electrod cei doi parametri fiind indisolubil legaţi unul de altul
Stabilirea corelaţiei curent de sudare ndash viteză de avans sacircrmă electrod se face din nomograme
de tipul Is = f(vae) figura 50divide54 trasate pentru anumite condiţii concrete de lucru (tip
material de adaos diametru sacircrmă gaz de protecţie lungime capăt liber sacircrmă mod de
transfer clasic sau icircn curent pulsat) din tabele tehnologice (sau şabloane) funcţie de condiţiile
concrete de lucru Icircn tabelele de mai jos sunt prezentate corelaţiile dintre viteza de avans a
sacircrmei electrod şi valoarea curentului de sudare pentru diametrele de 10 şi 12 mm folosind
ca şi gaze de protecţie CO2 100 şi CORGON 18 (amestec 82 Ar + 18 CO2 cel mai
frecvent utilizat la sudarea oţelurilor nealiate şi slab aliate) iar ca sacircrmă electrod sacircrma
nealiată SG2 (cea mai utilizată pentru sudarea oţelurilor nealiate şi slab aliate cu Mn) icircn
varianta clasică sau icircn current pulsat
Valorile pentru viteza de avans a sacircrmei din tabelele de mai jos şi 30 se vor corecta cu
coeficientul 08
Corelaţia viteza de avans a sacircrmei ndash curent de sudare (ds = 10 mm)
Nr
crt
Vae
(mmin
)
Is
(A)
Ua
(V)
lcl
(mm)
Q
(lmin)
Vs
(cmmin) Obs
1 2 68 153 8 8 17
2 3 96 16 8 8 17
19
Transfer
Prin
Circuit
3 4 128 168 8 8 17
4 5 132 188 10 8 17
5 6 144 20 10 10 20
6 7 156 215 10 10 20
71 8 180 225 10 10 20
72 8 172 225 12 12 25
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 10 mm Is = 80 ndash 180 A
Gazul de protecţie CO2 100
Sensul de sudare spre stacircnga (prin icircmpingere)
Corelaţia viteza de avans a sacircrmei ndash curent de sudare (ds = 10 mm)
Nr
crt
Vas
(mmin
Is
(A)
Ua
(V)
Icl
(mm)
Q
(lmin)
Vs
(cmmin) Obs
1 2 53 153 8 8 15 Arc
instabil
IS ndashmic
2 3 90 158 8 8 15
Transfer
prin
scurtcircuit
3 4 120 163 8 8 15
4 5 140 17 10 8 15
5 6 160 18 10 10 20
6 7 175 188 10 10 20
71 8 200 198 10 10 20
72 8 184 20 12 12 25
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 10 mm Is = 60 ndash 180 A
Gazul de protecţie CORGON 18
Sensul de sudare spre stacircnga (prin icircmpingere)
20
Corelaţia viteza de avans a sacircrmei ndash curent de sudare (ds = 12 mm)
Nr
crt
Vae
(mmin)
Is
(A)
Ua
(V)
lcl
(mm)
Q
(lmin)
Vs
(cmmin)
Obs
1 2 74 185 10 10 16
Transfer
Prin
scurtcircuit
2 3 112 193 10 10 16
31 4 144 208 10 10 16
32 4 136 21 12 12 25
4 5 160 223 12 12 25
5 6 184 235 12 12 25
Transfer
Intermediar
6 7 204 253 14 15 30
7 8 224 275 14 15 30
8 9 248 288 14 15 30
91 10 268 305 14 15 30
92 10 256 31 16 18 40
10 11 280 323 16 18 40 Transfer
Globular11 12 300 335 16 18 40
12 13 290 333 20 20 45
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 12 mm Is = 120 ndash 350 A
Gazul de protecţie CO2 100
Sensul de sudare spre dreapta (prin tragere)
Viteza de sudare depinde de grosimea metalului de bază (grosimea sudurii de colţ) modul de
transfer tehnica de sudare (număr mare sau număr mic de treceri) poziţia de sudare varianta
de sudare (semimecanizată sau mecanizată) etc Domeniul de valori este cuprins icircntre 15-100
cmmin cu precizarea că viteza de sudare la sudarea MIGMAG este substanţial mai mare
decacirct la sudarea manuală cu electrod icircnvelit Recomandări utile privind viteza de sudare
1048707 15 - 30 cmmin la sudarea semimecanizată cu transfer prin scurtcircuit sau la sudarea
stratului de rădăcină
21
1048707 30 - 50 cmmin la sudarea semimecanizată cu transfer prin pulverizare sau icircn curent pulsat
există o valoare optimă a vitezei de sudare situată icircn jurul valorii de 40 - 45 cmmin pentru
care se obţine pătrunderea maximă
1048707 30 - 100 cmmin la sudarea mecanizată icircn funcţie de grosimea componentelor
Materiale de sudare
Materialele utilizate la sudarea ST sunt sacircrma electrod icircn cazul sudării cu sacircrmă
tubulară cu autoprotecţie respectiv sacircrma electrod şi gazul de protecţie la sudarea cu sacircrmă
tubulară cu protecţie suplimentară
Sacircrma electrod se prezintă sub forma unei teci metalice umplute cu un miez
pulverulent icircn următoarea gamă de diametre 10 12 14 16 18 20 24 28 (32)
Icircnvelişul metalic se execută icircn general dintr-un material nealiat caracterizat prin
proprietăţi bune de ductilitate pentru a permite laminarea şi trefilarea uşoară a tecii grosimea
acesteia avacircnd valori sub 02 mm Alierea cusăturii cacircnd este cazul se face icircn general prin
miez Icircnvelişul metalic (teaca) are următoarele roluri
bull asigură prin topire cantitatea de material de adaos pentru realizarea icircmbinării sudate sau
icircncărcarea prin sudare
bull asigură contactul electric şi realizează icircnchiderea circuitului electric de sudare icircntre vacircrful
sacircrmei şi piesă
bull păstrează şi protejează miezul de pulbere icircmpotriva umidităţii
Miezul este un amestec de substanţe similare icircnvelişului electrozilor şi fluxurilor de
sudare După rolul pe care icircl au icircn procesul de sudare substanţele din miez se icircmpart icircn
bull substanţe zgurifiante pentru protejarea metalului topit
bull substanţe gazeifiante pentru protecţia spaţiului arcului icircmpotriva pătrunderii aerului
bull substanţe dezoxidante şi de rafinare a băii metalice
bull substanţe ionizatoare pentru icircmbunătăţirea stabilităţii arcului
bull substanţe (elemente) de aliere pentru alierea icircn arc
Echipamente pentru sudare MIGMAG
Din punctul de vedere al tehnologului respectiv al utilizatorului echipamentului de
sudare nu este atacirct de importantă cunoaşterea detaliilor de proiectare a acestor instalaţii
22
(sursă de sudare pupitru de comandă scheme electrice si electronice etc) cacirct mai ales
cunoaşterea părţilor componente ale echipamentului şi a rolului acestora a particularităţilor
specifice a performanţelor de sudare a modului de reglare şi control a parametrilor
tehnologici de sudare icircn vederea obţinerii rezultatelor dorite sau impuse de tehnologia de
sudare cu performanţe maxime
Echipamentele de sudare MIGMAG constituie sisteme mult mai complexe atacirct icircn
ceea ce priveşte părţile componente cacirct şi pregătirea pentru sudare respectiv modul de
comandă şi reglare a parametrilor tehnologici de sudare icircn comparaţie cu echipamentele
clasice utilizate la sudarea manuală cu electrozi icircnveliţi (transformatoare convertizoare
redresoare) Din punct de vedere a reglării parametrilor tehnologici icircn practică lucrurile nu
sunt de loc complicate icircn general aceasta implicacircnd reglarea a doi parametri şi anume
selectarea treptei de tensiune (tensiunea de mers icircn gol şi implicit tensiunea arcului) respectiv
ajustarea vitezei de avans a sacircrmei electrod pentru asigurarea curentului de sudare necesar
Figura 5
Părţile componente ale unei instalaţii de sudare MIGMAG
a - furtun gaz b ndash sacircrmă electrod c ndash tur-retur apă d ndash comandă pistolet
e ndash conductor curent f ndash tub de protecţie g ndash cablu de masă
Icircn cazul surselor moderne de sudare sinergice cu invertor problema este şi mai mult
simplificată oferind utilizatorului (operatorului sudor) prin programele icircncorporate icircn
microprocesor o tehnologie apropiată de optim prin reglarea unui singur parametru
tehnologic viteza de avans a sacircrmei electrod respectiv tensiunea arcului Icircn funcţie de
23
principiul de reglare al puterii (energiei) arcului specific sursei de sudare utilizate se setează
sau se reglează după necesităţi un singur parametru tehnologic considerat parametru de bază şi
anume viteza de avans a sacircrmei icircn cazul surselor cu invertor cu tranzistoare de putere cu
reglare continuă a tensiunii arcului respectiv tensiunea icircn cazul surselor de sudare cu reglare
icircn trepte a tensiunii arcului Restul parametrilor tehnologici de sudare sunt reglaţi automat prin
intermediul programelor microprocesorului icircn funcţie de datele de intrare specifice aplicaţiei
date introduse icircn prealabil de la consola sursei tipul de transfer (clasic sau pulsat) materialul
de adaos (compoziţia chimică) diametrul sacircrmei gazul de protecţie etc Echipamentul
permite şi efectuarea corecţiilor necesare dacă este cazul Acest mod de reglare al puterii
arcului necesar procesului de sudare dat este cunoscut sub denumirea de bdquoONE KNOBldquo adică
reglarea instalaţiei pentru sudare de la un singur buton ceea ce simplifică foarte mult sarcinile
operatorului sudor conducacircnd la regimuri de sudare optime fără să fie nevoie de multe
cunoştinţe tehnologice temeinice icircn afara celor de bază necesare sudării propriu zise Un
echipament de sudare MIGMAG se compune icircn principiu din următoarele părţi componente
figura 5
1048766 1 Sursa de sudare
1048766 2 Pupitrul de comandă
1048766 3 Dispozitivul de avans al sacircrmei electrod DAS
1048766 4 Pistoletul de sudare
1048766 5 Alimentarea cu gaz de protecţie
1048766 6 Instalaţia de răcire cu apă
Sursa de sudare
Sursele de sudare utilizate la sudarea MIGMAG sunt surse de curent continuu
convertizoare redresoare invertoare Datorită performanţelor modeste (timp de răspuns mare
dinamică redusă) icircn prezent convertizoarele de sudare se utilizează din ce icircn ce mai rar la
sudarea MIGMAG (aproape deloc) ele fiind icircnlocuite de redresoarele de sudare şi icircn ultimul
timp pe scară tot mai largă de sursele cu invertor pentru sudare (pe scurt invertoare pentu
sudare) Redresoarele la racircndul lor pot fi clasice cu diode sau comandate electronic cu
tiristoare sau tranzistoare de putere Particularitatea principală a surselor de sudare MIGMAG
este forma caracteristicii externe Ua=f(Is) Din motive de asigurare a stabilităţii arcului
24
electric prin fenomenul de autoreglare specific sudării MIGMAG forma caracteristicii
externe a sursei este rigidă (1) sau uşor coboracirctoare (2) (sub 7V100A)
Din motive de stabilitate maximă a procesului se preferă caracteristicile externe uşor
coboracirctoare a căror pantă (ΔUaΔIs) depinde de gazul de protectie respectiv de diametrul
sacircrmei electrod prin funcţia REGTYPE (valabilă numai la sursele cu invertor) Panta
caracteristicii externe este mai mare la sudarea icircn dioxid de carbon decacirct icircn argon sau
amestecuri bogate icircn argon La sudarea icircn CO2 caracteristica externă are panta maximă la
sacircrma electrod cu diametrul cel mai mic 08 mm şi scade cu creşterea diametrului sacircrmei
La sudarea icircn amestecuri bogate icircn argon panta caracteristicii externe este aceeaşi
pentru toate diametrele de sacircrmă şi mai mică decacirct cele corespunzătoare sudării icircn CO2
Datorită acestei forme a caracteristicii externe se observă că tensiunea arcului este apropiată
de tensiunea de mers icircn gol a sursei Icircn consecinţă reglarea tensiunii arcului la sudarea
MIGMAG se face prin reglarea tensiunii de mers icircn gol a sursei de sudare Aceasta se poate
face prin reglaj icircn trepte la sursele cu diode sau prin reglaj continuu la sursele cu tiristoare şi la
invertoare Reglajul continuu este cel mai bun permiţacircnd o infinitate de curbe acoperind toate
cerinţele tehnologice dar este mai costisitor Reglajul icircn trepte se face de obicei icircn două etape
un reglaj brut respectiv un reglaj fin şi este mai uşor de realizat constructiv (mai ieftin)
Numărul curbelor caracteristici externe este limitat icircntre o valoare minimă U20min şi o
valoare maximă U20max specific fiecărei surse Icircn acest caz obţinerea regimului optim pentru
o valoare dată a tensiunii se face prin corecţia vitezei de avans a sacircrmei electrod De aici
decurge cea de-a doua particularitate a surselor de sudare MIGMAG şi anume tensiunea de
mers icircn gol este mai mică decacirct la sursele de sudare cu electrod icircnvelit respectiv sursele WIG
fiind cuprinsă icircn intervalul de valori 20-50V Forma caracteristicii externe şi valoarea redusă a
tensiunii de mers icircn gol fac ca sursele de sudare MIGMAG să nu poată fi folosite la sudarea
SE şi WIG Icircn ultimul timp au apărut sursele de sudare universale (cu tiristoare sau cu
invertor) care permite sudarea cu toate cele trei procedee de sudare printr-o simplă comutare
pe procedeul utilizat (prin modificarea formei caracteristicii externe)
Cea de-a treia particularitate a surselor de sudare MIGMAG o constituie prezenţa unei
inductanţe icircn circuitul de sudare necesară icircn cazul sudării cu arc scurt cu transfer prin
scurtcircuit (sau la sudarea cu arc lung icircn bioxid de carbon icircn cazul scurtcircuitelor aleatoare)
pentru limitarea vacircrfului curentului de scurtcircuit şi prin urmare pentru reducerea stropirilor
25
Inductanţele fizice (reale) pot fi fixe variabile icircn trepte (cu ploturi) sau variabile continuu (cu
miez magnetizat
Surse de sudare sinergică - Invertoare
Dezvoltarea electronicii icircn general şi a electronicii de putere icircn special icircn ultimul timp
(a doua parte a secolului al XXndashlea) a impulsionat aşa cum era de aşteptat dezvoltarea şi
modernizarea echipamentelor de sudare icircn general şi a echipamentelor de sudare prin topire icircn
special producacircnd se poate spune o adevărată revoluţie icircn acest domeniu nebănuit cu puţin
timp icircn urmă atacirct din punctul de vedere al greutăţii proprii şi al dimensiunilor de gabarit cacirct
mai ales a performanţelor atinse Motorul acestei bdquorevoluţiildquo a fost folosirea invertoarelor de
frecvenţă ridicată cu transformator pe miez de ferită icircn construcţia surselor de putere şi
comanda lor cu ajutorul microprocesoarelor A fost posibilă astfel atingerea unor performanţe
tehnologice inimaginabile şi a unui control perfect al procesului de sudare icircn ansamblul lui
Atingerea acestor nivele icircnalte se datorează vitezei foarte mari de răspuns a invertoarelor de
ordinul microsecundelor funcţie de frecvenţa invertorului care a permis modelarea după
dorinţă a parametrilor tehnologici de sudare şi controlul riguros al acestora Comparativ viteza
de răspuns a redresoarelor clasice cu diode sau tiristoare nu putea fi scăzută sub 5 ms
Icircn anul 1970 redresoarele cu tiristoare au icircnceput să fie utilizate la sudarea manuală cu
electrozi icircnveliţi SE şi sudarea MIGMAG standard Tot cam icircn aceeaşi perioadă au apărut şi
sursele standard MIGMAG icircn curent pulsat formate prin combinarea a două surse obişnuite
una pentru curentul de baza alta pentru curentul de puls dar care funcţionează pe frecvenţe
fixe 25 33 50 75 100Hz Datorită vitezelor mari cu care se desfăşoară fenomenele icircn zona
arcului (de exemplu timpul de scurtcircuit tsc = 15-3 ms) şi avacircnd icircn vedere că timpul de
reacţie al tiristoarelor este de min 5-6 ms (deci mult mai mare) la redresoarele pentru sudarea
MIGMAG nu era posibilă modelarea acestor fenomene iar controlul variaţiei curentului de
scurtcircuit s-a putut face numai folosind o inductanţă fizică reală
Icircn jurul anului 1980 au apărut tiristoarele rapide cu timp de blocare redus Astfel s-au
realizat primele surse de tip invertor cu tiristoare care funcţionează pe o frecvenţă de 15
KHz Datorită cerinţelor complexe ale regimului de sudare şi a vitezelor mari de derulare a
fenomenelor din arcul electric au fost realizate surse cu tranzistoare de putere icircn circuitul de
26
sudare care au permis creşterea frecvenţei invertoarelor la valori mult mai mari decacirct cu care
se desfăşoară fenomenele icircn arc
Tehnologia de sudare a tablelor din OL32
Tehnologii de sudare pentru oţel carbon nealiat şi slab aliat
1048766 Tipul icircmbinării de colţ
1048766 Poziţia de sudare vertical ascendentă
1048766 Tipul de transfer prin scurtcircuit
1048766 Gazul de protecţie 75 Ar + 25 CO2
27
Capitolul 4
Metode de control a icircmbinărilor sudate
Controale nedistructibile
Controalele nedistrucitve nu duc la deteriorarea imninarii sudate şi nu influenţează asupra
comportării icircn exploatarea acestuia Cele mai utilizate controale nedistructive sunt
- controlul vizual
- controlulu cu raze Roentgen sau gama
- controlul cu ultrasunete
- controlul cu utilizarea unor metode magnetice
- controlul cu lichide penetrante
- expunerea icircmbinării sudate pe bancă de probă sau pe maşini de icircncercări la solicitare
cacirct mai apropiate de cele icircn exploatare la suprasolicitari avacircnd o valoare dinainte stabilită
sau la solicitări variabile după un ciclu determinat verificarea se face prin examninarea
ulterioară fie prin efectuarea unor măsurători tensometrice proba hidraulică
- proba pneumatică
- proba cu petrol
- proba cu amoniac
- proba cu etansietate utilizacircnd metoda spectometrului de masă
Controale distructive
Controalele distructive se execută la o anumită icircmbinare sudată sau asupra unor
porţiuni din această Porţiunile supuse acestor controale nu mai pot fi utilizate ulterior icircn
exploatare Controalele distrucitve se pot executa utilizacircnd plăci de control din acelaşi material
de baze sudate cu acelaşi material de adaos şi realizate cu acelaşi regim ca şi icircmbinările sudate
ale utilajuluipentru care se fac Icircn cazul unor verificări sau expertize se pot preleva din
icircmbinarea sudată a materialului Se urmăreşte verificarea respectării materialelor de bază de
adaos şi auxiliare prescrise depistării eventualelor abateri de la procesul tehnologic stabilit
iniţial care au dus la existenţa unor defecte şi scăderea calităţii icircmbinării
28
Analiza metalografică se poate face prin
- microstructura care permite depistarea unor defecte (pori sulfuri fisuri incluziuni etc)
stabilirea configuraţiei icircn sectinue a cordonului de sudura şi ZIT determinarea numărului de
straturi depuse pentru formarea cordonului punerea icircn evidenţă a cristalizării primare a
metalului depus
- microstructura care permite punerea icircn evidenţă a unei microzone ale icircmbinării sudate a
conţinutului aproximativ de carbon a metalului de bază şi a precipitării carburilor la oţeluri
anticorosive
- sacrificacircnd una sau mai multe piese icircn cazul unei producţii de mare serie şi supunacircndu-se
unor solicitări cacirct mai apropiate de cele din exploatare şi a căror mărime este crescută pacircnă la
ruperea construcţiei se urmăreşte verificarea viabilităţii soluţiilor constructive a calităţii
materialelor de bază şi de adaos a regimului tehnologic Metoda poate servi şi la stabilirea
fiabilităţii produsului respectiv
Prezentarea unor metode de depistare a icircmbinărilor sudate
Urmează o prezentare ceva mai detaliată a unor metode de control nedistructiv cu
rolul de a oferi celor care nu se ocupă direct cu controlul imbunarilor sudate date generale
privind modul de efectuare a fiecărui control
Controlul prin găurire
Cusătura se găureşte cu ajutorul unui burghiu cu unghiul de ascuţire de 90 grade
Diametrul burghiului se alege astfel icircncacirct să fie găurita icircntreaga secţiune transversală a
cusăturii şi să fie cuprins metalul de bază pe aproximativ 2mm Se execută icircntacirci o găurire de
circa 3 mm adacircncime şi se examinează cu atenţie Se adacircnceşte gaura cu icircncă 2-3 mm se
examinează din nou şi astfel se continuă pacircnă se ajunge la rădăcina cusăturii Examinarea se
face cu ajutorul unei lupe
Controlul prin găurire se recomandă a se executa icircn special pentru stabilirea cauzelor
de deteriorare parţială a construcţiilor sudate icircn exploatare atunci cacircnd prelevarea eprubetelor
de macrostructure este imposibilă sau nedorită
Controlul cu raza Roentgen şi gama generalităţii
Lumina vizibilă este formată din oscilaţii electromagnetice Razele Roentgen şi razele
gama sunt de asemenea oscilaţii electromagnetice care se deosebesc numai prin lungimea
29
undei Razele Roentgen pătrund icircn icircmbinările sudate fiind parţial absorbite şi dispersate
Capacitatea de pătrundere a razelor depind de lungimea de undă Controlul cu radiaţii
penetrante este cea mai răspacircndită metodă de control nedistructivă asiguracircnd un document
asupra mărimii formei poziţiei icircn plan şi frecvenţei defectelor Normele romacircneşti precum şi
norme din alte ţări dau recomandări cu privire la aprecierea calităţii icircmbinărilor sudate
obţinute la controlul Roentgen
Icircmbinarea sudată trebuie examinată cu direcţia razelor perpendiculare pe direcţia să
sau un anumit unghi
Controlul etansitatii utilizacircnd metoda spectometrului de masă
(probă cu helium freon argon)
Generalităţi
Pentru detectarea defectelor se utilizează un gaz trasot a cărui prezenţă icircn urmă foarte
fine poate fi pusă icircn evidenţă prin metoda spectrometului de masă
Controlul cu helium fiind scump se recomandă a fi utilizat pentru piese mici de la
detectarea uneor defecte foarte fine putacircnd localiza defecte la fluxul gazos Un alt gaz
freonul poate asigura icircn funcţie de metoda utilizată detectarea unor masivităţi prin care sunt
pierderi de fluxuri gazoase
Metoda presupune utilizarea unei aparaturi speciale care icircn prezenţa urmelor de gaz
trasot emit semnale ascuţite şi luminoase caracteristică a fiecărui gaz trasot utilizat Pentru a
putea face o legătură icircntre mărimea defectului şi fluxului de gaz scurs prin neetansietati se
prezintă după Duquenes mărimea fluxului de heliu scurs prin neetansietati icircn funcţie de
grosimea piesei (lungimea defectului) şi diametrul acestuia
30
Capitolul 5
Securitatea şi sănătatea muncii
Reguli ce trebuie respectate la sudare
- La sudarea manuală cu electrod icircnvelit icircn afară de măsurile generale de protecţie care
se iau la lucrările de sudare trebuie luate o serie de măsuri speciale specifice procedeului
- Protecţia icircmpotriva radiaţiilor arcului se realizează după cum urmează
- - protecţia ochiilor şi a feţei prin folosirea măştii de sudură o atenţie deosebită
se va acorda alegerii sticlei de protecţie a ochilor indiferent de intensitatea curentului cu care
se lucrează la alegerea numărului sticlei de protecţie sudorul va avea icircn vedere că o sticlă
prea icircnchisă obligă urmărirea arcului de la mică distanţă fapt care are repercursiuni asupra
igienei respiratorii
- - protecţia pielii şi a organelor interne se realizează prin folosirea obligatorie a
mănuşilor şi şorturilor din piele
- - pentru protecţia celorlalţi muncitori la locul de muncă al sudorilor va fi
icircnconjurat cu paravane de protecţie De asemenea se vor aplica tăbliţe avertizoare bdquoAtenţie se
sudeazărdquo
Protecţie icircmpotriva electrocutării
Toate sursele de curent ca şi piese care icircn mod accidental pot fi puse icircn contact cu circuitul
de sudare vor fi legate de pămacircnt
- tensiunile nu vor depăşi 80V
- icircncălţămintea şi icircmbrăcămintea sudorului va fi icircn bună stare permiţacircnd contactul
direct dintre piesă şi corpul sudorului
- icircn cazul sudării pe sol umed sau pe corpuri metalice se va folosi covorul de cauciuc
- port-izolatorul va fi aşezat cacircnd nu se sudează icircn poziţie sigură pe corpuri izolatoare
- resturile de electrod vor fi eliminate prin port electrod pentru a evita contactele
accidentale
- port electrozii vor fi complet izolaţi
31
- icircn perioadele de repaus (peste 10 min) sursă de curent va fi scoasă de sub tensiune
- icircn cazul sudării icircn interiorul pieselor metalice se recomandă supravegherea
permanentă a sudorului
Protecţia icircmpotriva gazelor şi fumului
Locul de muncă al sudorului va fi asigurat cu o bună ventilaţie Icircn cazul aspiraţiei locale
trebuie asigurat un delict de aspiraţie 70Lsecundă la 150 mm de arc sau 280Ls la 300 mm de
arc Icircn cazul aspiraţiei gazelor cu dispozitive la care nu se poate deplasa gura de aspiraţie se
va asigura delict de 7-11 m pe minut şi post de sudură iar icircn cazul ventilaţiei generale 56 m
pe minut şi post de sudură Defecţiunile tehnice se vor remedia numai de către personalul
calificat
Organizarea locului de muncă
La sudarea cu gaze există pericolul arderilor şi accidentelor datorită existenţei gazelor sub
presiune şi a caracteristicilor oxigenului şi a gazelor combustibile Este necesar ca
responsabilii cu protecţia muncii şi sudură să execute
- icircntocmirea şi afişarea la locul de muncă a instruciunilor de funcţionare deservite
icircntreţinere şi verificare a fiecărui utilaj icircn parte cu precizarea defectuarilor posibile şi a
măsurilor ce trebuie luate de sudor
- să instruiască periodic sudorii convingacircndu-se de buna cunoaştere a normelor de
utilizare verificare şi icircntreţinerea utilajului
- să se verifice sistematic la fiecare post de sudură şi sudor starea tehnică a utilajului şi
modul icircn care sudorul respectă normele tehnice
Sudorul icircnainte de icircnceperea lucrului trebuie să verifice buna stare de funcţionare a
icircntregului utilaj şi icircn special al generatorului de acetilenă lentilele de oxigen şi acetilenă
aparatura acestora incluse icircn supapa hidraulica de siguranţă locul de amplasare a acestora
pentru a fi ferit de icircncălzire
Orice defecţiune constatată la utilajul de sudură va fi comunicată responsabilului cu
sudura La orice părăsire a locului de muncă sudorul este obligat să oprească alimentarea
curentului electric a aparatelor
La sudarea electrică prin rezistentă de contact prin presiune şi prin puncte se vor lua
măsuri de protecţie a sudorului icircmpotriva stropilor de metal topit şi icircmpotriva atingerea
pieselor calde Corpul şi macircinile vor fi protejate icircmpotriva stropilor de metal folosindu-se
32
şorţul de piele respectiv mănuşi Peste icircncălţăminte se vor icircmbrăca jambiere de protecţie
Dacă icircn timpul lucrului arzatirul se icircncălzeşte excesiv acesta se va răci de cacircte ori
este necesar icircntr-un vas cu apă curată aflat permanent la locul de muncă al sudorului
Se interzice sudarea electrică atunci cacircnd conductoarele electrice au izolaţii
deteriorate iar cleştele port electrod este defect sau are izolaţie termoelectrică
necorespunzătoare deoarece aceste defecte pot provoca electrocutări
PSI
Prevenirea şi stingerea incendiilor
La intrarea icircn atelierele de sudare se vor afişa vizibil bdquoFumatul Interzisrdquo bdquoNu priviţi
flacărardquo bdquoPericol de orbirerdquo bdquoAtenţie se sudeazărdquo etc
Prin nerespectarea normelor de tehnica securităţii muncii se pot produce următoarele
accidente
- electrocutări
- icircmbolnăvirea ochilor şi arsuri de piele
- incendii cauzate de scacircnteile icircmprăştiate de arcul electric
Pentru prevenirea unor accidente se vor respecta următoarele reguli
- nu se va icircncepe lucrul la o maşină pacircnă cacircnd cel ce trebuie să o deservească nu o
cunoaşte perfect
- se va verifica instalaţia de ungere şi de răcire
- se va verifica instalaţia maşinilor unelte
- se va controla buna funcţionare a pieselor de prelucrat a sculelor şi a dispozitivelor pe
maşina unelta
- icircn timpul lucrului să se folosească dispozitive de protecţie icircmpotriva aşchiilor ecrane
ochelari
- nu se admite fracircnarea organelor icircn mişcarea cu macircna
- controlul stării sculei şi a prelucrării piesei nu se admite a fi făcut icircn timpul
funcţionării maşinii
- hainele de protecţie (halat sau salopetă) să fie icircncheiate la toţi nasturii manşetele
stracircnse iar capul acoperit
- locul de muncă trebuie ţinut icircn ordine şi curăţenie
- se va acorda o atenţie deosebită fixării corecte a pieselor şi echilibrării acestora
33
- cuţitele trebuie să pătrundă icircn materialul lin pentru evitarea smulgerii piesei la şoc
- ajustarea cu pilă de maşină de unelta a unor muchii se va face ţinacircndu-se macircnerul icircn
macircnă dreaptă iar capătul pilei icircn macircnă stacircngă
- aşchiile se icircndepărtează numai cacircnd maşina unelta este oprită
- la constatarea oricărei defecţiuni se va opri maşina unelta şi se va anunţa maestrul şi
mecanicul de icircntreţinere
Instructajul de protecţie a muncii este obligatoriu şi se efectuează de către cei care conduc şi
controlează procesele de muncă Instructajul cuprinde trei faze
a) Instructajul introductiv general se face icircn prima zi de activitate practică şi are drept
scop prezentarea principalelor măsuri de protecţie a muncii specifice unităţii La terminarea
instructajului se va face verificarea iar rezultatul se consemnează icircn fişa individuală pentru
protecţia muncii
b) Instructajul la locul de muncă are scopul de a prezenta măsurile de protecţie a muncii
specificepostului de lucru respectiv şi se face elevilor şi tuturor angajaţilor noi arătacircndu-se
cauzele principale care pot duce la accidentele de muncă şi măsurile de prevenire a acestora
c) Instructajul periodic se face la locul de muncă pentru a reaminti normele de protecţie a
muncii
34
Bibliografie
CC Teodorescu D Mocanu M Buga- Icircmbinări sudate- ET 1972 Bucureşti
Vasile Ilie C Gheorghe- Tăierea şi prelucrarea cu flacără a materialelor metalice- ET 1978
Bucureşti
M Brezeanu- Icircndrumătorul sudorului- ET 1975 Bucureşti
SI Ozanov- Controlul icircmbinărilor sudate- ET 1982 Bucureşti
C Teodorescu- Icircmbinări sudate- ET 1992 Bucureşti
C Miklos- Sudarea metalelor- ET 1985 Bucureşti
V Drobota- Rezistenţa materialelor şi organe de maşini- Editura Didactică şi Pedagogică
1979 Bucureşti
M Smilovici- Icircndrumător pentru icircmbinările sudate
35

cantitatea conţinută icircn secţiunea rostului Mai mult icircn cazul rosturilor I cu deschidere b = 0
ajungem icircntr-o situaţie limită adică să nu putem calcula aria cusăturii cu ajutorul acestei
relaţii In astfel de cazuri se recomandă ca aria cusăturii să se calculeze cu una din relaţiile de
mai jos
Ac = Ar + 23B_h pentru icircmbinări I asimetrice
Ac = Ar +43B_h pentru icircmbinări I simetrice
unde
bull B = lăţimea cusăturii se calculează geometric funcţie de forma si dimensiunile efective ale
rostului la care se adaugă 2 3 mm care reprezintă zona din metalul de bază care se topeşte
la sudare valoarea informativă pentru bdquoBldquo se poate calcula şi cu ajutorul coeficientului de
formă al cusăturii ψ = Bp consideracircnd că ψ = 15hellip25 (valori care diminuează pericolul
fisurării cusăturii la solidificarea băii)
bull h = supraicircnălţarea cusăturii se apreciază icircn funcţie de grosimea materialului de bază după
cum urmează (valori informative)
h = 1 15 mm pt s = 5 10 mm
h = 15 2 mm pt s = 10 25 mm
h = 2 3 mm pt s gt 25 mm
Obs Supraicircnălţarea cusăturii la icircmbinările cap la cap respectiv convexitatea cusăturii la
icircmbinările de colţ este mai mare la sudarea icircn CO2 decacirct icircn Ar Valoarea ariei cusăturii
calculată mai sus se rotunjeşte la icircntreg (calculul este aprox)
Alegerea materialelor de sudare
Stabilirea cuplului sacircrmă ndash gaz de protecţie Alegerea cuplului sacircrmă ndash gaz de protecţie pe
baza criteriilor de alegere a sacircrmei respectiv a gazului de protecţie Se precizează marca
(simbolul) sacircrmei electrod şi a gazului de protecţie utilizate
Sacircrma electrod (marca sacircrmei) helliphelliphelliphellip (STAS SR EN sau normă)
Gazul de protecţie helliphelliphelliphelliphelliphelliphelliphelliphelliphellip (STAS SR EN sau normă)
Stabilirea diametrului sacircrmei electrod Diametrul sacircrmei electrod poate fi ds = 06 08 10
12 16 mm Alegerea diametrului se face icircn funcţie de grosimea metalului de bază valoarea
curentului de sudare (modul de transfer) poziţia de sudare forma rostului etc Diametrul de
sacircrmă cel mai utilizat şi care acoperă o plajă mare de necesităţi tehnologice la sudare este
17
diametrul de 12 mm Pentru grosimi mici de material s lt= 2-3 mm se folosesc după caz
diametrele mai mici 08 mm respectiv 10 mm Diametrele mari gt= 16 mm se recomandă la
grosimi mari de material la sudarea cu transfer prin pulverizare Nu se recomandă diametre
mari de sacircrmă peste 12 mm icircn cazul transferului prin scurtcircuit datorită stabilităţii slabe a
arcului electric Pot fi utilizate icircnsă cu succes icircn cazul sudării icircn curent pulsat icircn special la
sacircrmele moi din aluminiu sau sacircrme tubulare
Stabilirea numărului de treceri Depinde icircn principal de natura metalului de bază (sensibil sau
insensibil la supraicircncălziri) de modul de transfer utilizat (arii de treceri mai mici la transfer
prin scurtcircuit respectiv arii de treceri mari la transfer prin pulverizare) de poziţia de
sudare forma rostului tipul icircmbinării etc Pe baza acestor factori se stabileşte aria trecerilor
poate lua valori cuprinse icircn domeniul 5 hellip 40 mm2
Dispunerea trecerilor icircn rost (schiţă)
Modul de dispunere a trecerilor
Calculul parametrilor tehnologici de sudare
1048707 transfer prin scurtcircuit grosimi mici (s lt 5 mm) sudarea stratului de rădăcină sudarea icircn
poziţii dificile (vertical peste cap etc)
1048707 transfer prin pulverizare la grosimi mari de material pentru sudarea icircn poziţie orizontală
sau icircn jgheab
18
1048707 transfer sinergic icircn curent pulsat la grosimi medii de material unde tehnologia de sudare
clasică se plasează icircn domeniul transferului intermediar caracterizat prin stropiri mari pentru
sudarea stratului de rădăcină la sudarea icircn poziţii dificile
Curentul de sudare Is Viteza de avans a sacircrmei electrod vae depinde de modul de transfer
diametrul sacircrmei poziţia de sudareetc Reglarea curentului de sudare respectiv a puterii
arcului electric se face prin modificarea vitezei de avans a sacircrmei electrod pe baza relaţiei de
proporţionalitate existentă icircntre cei doi parametrii tehnologici Practic la sudarea MIGMAG
viteza de avans a sacircrmei electrod poate fi considerată parametrul principal icircn stabilirea
tehnologiei de sudare care icircn anumite condiţii date (materialul sacircrmei diametrul sacircrmei gazul
de protecţie) determină valorile celorlalţi parametrii tehnologici şi icircn primul racircnd valoarea
curentului de sudare Deci cacircnd stabilim curentul de sudare trebuie să stabilim practic valoarea
vitezei de avans a sacircrmei electrod cei doi parametri fiind indisolubil legaţi unul de altul
Stabilirea corelaţiei curent de sudare ndash viteză de avans sacircrmă electrod se face din nomograme
de tipul Is = f(vae) figura 50divide54 trasate pentru anumite condiţii concrete de lucru (tip
material de adaos diametru sacircrmă gaz de protecţie lungime capăt liber sacircrmă mod de
transfer clasic sau icircn curent pulsat) din tabele tehnologice (sau şabloane) funcţie de condiţiile
concrete de lucru Icircn tabelele de mai jos sunt prezentate corelaţiile dintre viteza de avans a
sacircrmei electrod şi valoarea curentului de sudare pentru diametrele de 10 şi 12 mm folosind
ca şi gaze de protecţie CO2 100 şi CORGON 18 (amestec 82 Ar + 18 CO2 cel mai
frecvent utilizat la sudarea oţelurilor nealiate şi slab aliate) iar ca sacircrmă electrod sacircrma
nealiată SG2 (cea mai utilizată pentru sudarea oţelurilor nealiate şi slab aliate cu Mn) icircn
varianta clasică sau icircn current pulsat
Valorile pentru viteza de avans a sacircrmei din tabelele de mai jos şi 30 se vor corecta cu
coeficientul 08
Corelaţia viteza de avans a sacircrmei ndash curent de sudare (ds = 10 mm)
Nr
crt
Vae
(mmin
)
Is
(A)
Ua
(V)
lcl
(mm)
Q
(lmin)
Vs
(cmmin) Obs
1 2 68 153 8 8 17
2 3 96 16 8 8 17
19
Transfer
Prin
Circuit
3 4 128 168 8 8 17
4 5 132 188 10 8 17
5 6 144 20 10 10 20
6 7 156 215 10 10 20
71 8 180 225 10 10 20
72 8 172 225 12 12 25
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 10 mm Is = 80 ndash 180 A
Gazul de protecţie CO2 100
Sensul de sudare spre stacircnga (prin icircmpingere)
Corelaţia viteza de avans a sacircrmei ndash curent de sudare (ds = 10 mm)
Nr
crt
Vas
(mmin
Is
(A)
Ua
(V)
Icl
(mm)
Q
(lmin)
Vs
(cmmin) Obs
1 2 53 153 8 8 15 Arc
instabil
IS ndashmic
2 3 90 158 8 8 15
Transfer
prin
scurtcircuit
3 4 120 163 8 8 15
4 5 140 17 10 8 15
5 6 160 18 10 10 20
6 7 175 188 10 10 20
71 8 200 198 10 10 20
72 8 184 20 12 12 25
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 10 mm Is = 60 ndash 180 A
Gazul de protecţie CORGON 18
Sensul de sudare spre stacircnga (prin icircmpingere)
20
Corelaţia viteza de avans a sacircrmei ndash curent de sudare (ds = 12 mm)
Nr
crt
Vae
(mmin)
Is
(A)
Ua
(V)
lcl
(mm)
Q
(lmin)
Vs
(cmmin)
Obs
1 2 74 185 10 10 16
Transfer
Prin
scurtcircuit
2 3 112 193 10 10 16
31 4 144 208 10 10 16
32 4 136 21 12 12 25
4 5 160 223 12 12 25
5 6 184 235 12 12 25
Transfer
Intermediar
6 7 204 253 14 15 30
7 8 224 275 14 15 30
8 9 248 288 14 15 30
91 10 268 305 14 15 30
92 10 256 31 16 18 40
10 11 280 323 16 18 40 Transfer
Globular11 12 300 335 16 18 40
12 13 290 333 20 20 45
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 12 mm Is = 120 ndash 350 A
Gazul de protecţie CO2 100
Sensul de sudare spre dreapta (prin tragere)
Viteza de sudare depinde de grosimea metalului de bază (grosimea sudurii de colţ) modul de
transfer tehnica de sudare (număr mare sau număr mic de treceri) poziţia de sudare varianta
de sudare (semimecanizată sau mecanizată) etc Domeniul de valori este cuprins icircntre 15-100
cmmin cu precizarea că viteza de sudare la sudarea MIGMAG este substanţial mai mare
decacirct la sudarea manuală cu electrod icircnvelit Recomandări utile privind viteza de sudare
1048707 15 - 30 cmmin la sudarea semimecanizată cu transfer prin scurtcircuit sau la sudarea
stratului de rădăcină
21
1048707 30 - 50 cmmin la sudarea semimecanizată cu transfer prin pulverizare sau icircn curent pulsat
există o valoare optimă a vitezei de sudare situată icircn jurul valorii de 40 - 45 cmmin pentru
care se obţine pătrunderea maximă
1048707 30 - 100 cmmin la sudarea mecanizată icircn funcţie de grosimea componentelor
Materiale de sudare
Materialele utilizate la sudarea ST sunt sacircrma electrod icircn cazul sudării cu sacircrmă
tubulară cu autoprotecţie respectiv sacircrma electrod şi gazul de protecţie la sudarea cu sacircrmă
tubulară cu protecţie suplimentară
Sacircrma electrod se prezintă sub forma unei teci metalice umplute cu un miez
pulverulent icircn următoarea gamă de diametre 10 12 14 16 18 20 24 28 (32)
Icircnvelişul metalic se execută icircn general dintr-un material nealiat caracterizat prin
proprietăţi bune de ductilitate pentru a permite laminarea şi trefilarea uşoară a tecii grosimea
acesteia avacircnd valori sub 02 mm Alierea cusăturii cacircnd este cazul se face icircn general prin
miez Icircnvelişul metalic (teaca) are următoarele roluri
bull asigură prin topire cantitatea de material de adaos pentru realizarea icircmbinării sudate sau
icircncărcarea prin sudare
bull asigură contactul electric şi realizează icircnchiderea circuitului electric de sudare icircntre vacircrful
sacircrmei şi piesă
bull păstrează şi protejează miezul de pulbere icircmpotriva umidităţii
Miezul este un amestec de substanţe similare icircnvelişului electrozilor şi fluxurilor de
sudare După rolul pe care icircl au icircn procesul de sudare substanţele din miez se icircmpart icircn
bull substanţe zgurifiante pentru protejarea metalului topit
bull substanţe gazeifiante pentru protecţia spaţiului arcului icircmpotriva pătrunderii aerului
bull substanţe dezoxidante şi de rafinare a băii metalice
bull substanţe ionizatoare pentru icircmbunătăţirea stabilităţii arcului
bull substanţe (elemente) de aliere pentru alierea icircn arc
Echipamente pentru sudare MIGMAG
Din punctul de vedere al tehnologului respectiv al utilizatorului echipamentului de
sudare nu este atacirct de importantă cunoaşterea detaliilor de proiectare a acestor instalaţii
22
(sursă de sudare pupitru de comandă scheme electrice si electronice etc) cacirct mai ales
cunoaşterea părţilor componente ale echipamentului şi a rolului acestora a particularităţilor
specifice a performanţelor de sudare a modului de reglare şi control a parametrilor
tehnologici de sudare icircn vederea obţinerii rezultatelor dorite sau impuse de tehnologia de
sudare cu performanţe maxime
Echipamentele de sudare MIGMAG constituie sisteme mult mai complexe atacirct icircn
ceea ce priveşte părţile componente cacirct şi pregătirea pentru sudare respectiv modul de
comandă şi reglare a parametrilor tehnologici de sudare icircn comparaţie cu echipamentele
clasice utilizate la sudarea manuală cu electrozi icircnveliţi (transformatoare convertizoare
redresoare) Din punct de vedere a reglării parametrilor tehnologici icircn practică lucrurile nu
sunt de loc complicate icircn general aceasta implicacircnd reglarea a doi parametri şi anume
selectarea treptei de tensiune (tensiunea de mers icircn gol şi implicit tensiunea arcului) respectiv
ajustarea vitezei de avans a sacircrmei electrod pentru asigurarea curentului de sudare necesar
Figura 5
Părţile componente ale unei instalaţii de sudare MIGMAG
a - furtun gaz b ndash sacircrmă electrod c ndash tur-retur apă d ndash comandă pistolet
e ndash conductor curent f ndash tub de protecţie g ndash cablu de masă
Icircn cazul surselor moderne de sudare sinergice cu invertor problema este şi mai mult
simplificată oferind utilizatorului (operatorului sudor) prin programele icircncorporate icircn
microprocesor o tehnologie apropiată de optim prin reglarea unui singur parametru
tehnologic viteza de avans a sacircrmei electrod respectiv tensiunea arcului Icircn funcţie de
23
principiul de reglare al puterii (energiei) arcului specific sursei de sudare utilizate se setează
sau se reglează după necesităţi un singur parametru tehnologic considerat parametru de bază şi
anume viteza de avans a sacircrmei icircn cazul surselor cu invertor cu tranzistoare de putere cu
reglare continuă a tensiunii arcului respectiv tensiunea icircn cazul surselor de sudare cu reglare
icircn trepte a tensiunii arcului Restul parametrilor tehnologici de sudare sunt reglaţi automat prin
intermediul programelor microprocesorului icircn funcţie de datele de intrare specifice aplicaţiei
date introduse icircn prealabil de la consola sursei tipul de transfer (clasic sau pulsat) materialul
de adaos (compoziţia chimică) diametrul sacircrmei gazul de protecţie etc Echipamentul
permite şi efectuarea corecţiilor necesare dacă este cazul Acest mod de reglare al puterii
arcului necesar procesului de sudare dat este cunoscut sub denumirea de bdquoONE KNOBldquo adică
reglarea instalaţiei pentru sudare de la un singur buton ceea ce simplifică foarte mult sarcinile
operatorului sudor conducacircnd la regimuri de sudare optime fără să fie nevoie de multe
cunoştinţe tehnologice temeinice icircn afara celor de bază necesare sudării propriu zise Un
echipament de sudare MIGMAG se compune icircn principiu din următoarele părţi componente
figura 5
1048766 1 Sursa de sudare
1048766 2 Pupitrul de comandă
1048766 3 Dispozitivul de avans al sacircrmei electrod DAS
1048766 4 Pistoletul de sudare
1048766 5 Alimentarea cu gaz de protecţie
1048766 6 Instalaţia de răcire cu apă
Sursa de sudare
Sursele de sudare utilizate la sudarea MIGMAG sunt surse de curent continuu
convertizoare redresoare invertoare Datorită performanţelor modeste (timp de răspuns mare
dinamică redusă) icircn prezent convertizoarele de sudare se utilizează din ce icircn ce mai rar la
sudarea MIGMAG (aproape deloc) ele fiind icircnlocuite de redresoarele de sudare şi icircn ultimul
timp pe scară tot mai largă de sursele cu invertor pentru sudare (pe scurt invertoare pentu
sudare) Redresoarele la racircndul lor pot fi clasice cu diode sau comandate electronic cu
tiristoare sau tranzistoare de putere Particularitatea principală a surselor de sudare MIGMAG
este forma caracteristicii externe Ua=f(Is) Din motive de asigurare a stabilităţii arcului
24
electric prin fenomenul de autoreglare specific sudării MIGMAG forma caracteristicii
externe a sursei este rigidă (1) sau uşor coboracirctoare (2) (sub 7V100A)
Din motive de stabilitate maximă a procesului se preferă caracteristicile externe uşor
coboracirctoare a căror pantă (ΔUaΔIs) depinde de gazul de protectie respectiv de diametrul
sacircrmei electrod prin funcţia REGTYPE (valabilă numai la sursele cu invertor) Panta
caracteristicii externe este mai mare la sudarea icircn dioxid de carbon decacirct icircn argon sau
amestecuri bogate icircn argon La sudarea icircn CO2 caracteristica externă are panta maximă la
sacircrma electrod cu diametrul cel mai mic 08 mm şi scade cu creşterea diametrului sacircrmei
La sudarea icircn amestecuri bogate icircn argon panta caracteristicii externe este aceeaşi
pentru toate diametrele de sacircrmă şi mai mică decacirct cele corespunzătoare sudării icircn CO2
Datorită acestei forme a caracteristicii externe se observă că tensiunea arcului este apropiată
de tensiunea de mers icircn gol a sursei Icircn consecinţă reglarea tensiunii arcului la sudarea
MIGMAG se face prin reglarea tensiunii de mers icircn gol a sursei de sudare Aceasta se poate
face prin reglaj icircn trepte la sursele cu diode sau prin reglaj continuu la sursele cu tiristoare şi la
invertoare Reglajul continuu este cel mai bun permiţacircnd o infinitate de curbe acoperind toate
cerinţele tehnologice dar este mai costisitor Reglajul icircn trepte se face de obicei icircn două etape
un reglaj brut respectiv un reglaj fin şi este mai uşor de realizat constructiv (mai ieftin)
Numărul curbelor caracteristici externe este limitat icircntre o valoare minimă U20min şi o
valoare maximă U20max specific fiecărei surse Icircn acest caz obţinerea regimului optim pentru
o valoare dată a tensiunii se face prin corecţia vitezei de avans a sacircrmei electrod De aici
decurge cea de-a doua particularitate a surselor de sudare MIGMAG şi anume tensiunea de
mers icircn gol este mai mică decacirct la sursele de sudare cu electrod icircnvelit respectiv sursele WIG
fiind cuprinsă icircn intervalul de valori 20-50V Forma caracteristicii externe şi valoarea redusă a
tensiunii de mers icircn gol fac ca sursele de sudare MIGMAG să nu poată fi folosite la sudarea
SE şi WIG Icircn ultimul timp au apărut sursele de sudare universale (cu tiristoare sau cu
invertor) care permite sudarea cu toate cele trei procedee de sudare printr-o simplă comutare
pe procedeul utilizat (prin modificarea formei caracteristicii externe)
Cea de-a treia particularitate a surselor de sudare MIGMAG o constituie prezenţa unei
inductanţe icircn circuitul de sudare necesară icircn cazul sudării cu arc scurt cu transfer prin
scurtcircuit (sau la sudarea cu arc lung icircn bioxid de carbon icircn cazul scurtcircuitelor aleatoare)
pentru limitarea vacircrfului curentului de scurtcircuit şi prin urmare pentru reducerea stropirilor
25
Inductanţele fizice (reale) pot fi fixe variabile icircn trepte (cu ploturi) sau variabile continuu (cu
miez magnetizat
Surse de sudare sinergică - Invertoare
Dezvoltarea electronicii icircn general şi a electronicii de putere icircn special icircn ultimul timp
(a doua parte a secolului al XXndashlea) a impulsionat aşa cum era de aşteptat dezvoltarea şi
modernizarea echipamentelor de sudare icircn general şi a echipamentelor de sudare prin topire icircn
special producacircnd se poate spune o adevărată revoluţie icircn acest domeniu nebănuit cu puţin
timp icircn urmă atacirct din punctul de vedere al greutăţii proprii şi al dimensiunilor de gabarit cacirct
mai ales a performanţelor atinse Motorul acestei bdquorevoluţiildquo a fost folosirea invertoarelor de
frecvenţă ridicată cu transformator pe miez de ferită icircn construcţia surselor de putere şi
comanda lor cu ajutorul microprocesoarelor A fost posibilă astfel atingerea unor performanţe
tehnologice inimaginabile şi a unui control perfect al procesului de sudare icircn ansamblul lui
Atingerea acestor nivele icircnalte se datorează vitezei foarte mari de răspuns a invertoarelor de
ordinul microsecundelor funcţie de frecvenţa invertorului care a permis modelarea după
dorinţă a parametrilor tehnologici de sudare şi controlul riguros al acestora Comparativ viteza
de răspuns a redresoarelor clasice cu diode sau tiristoare nu putea fi scăzută sub 5 ms
Icircn anul 1970 redresoarele cu tiristoare au icircnceput să fie utilizate la sudarea manuală cu
electrozi icircnveliţi SE şi sudarea MIGMAG standard Tot cam icircn aceeaşi perioadă au apărut şi
sursele standard MIGMAG icircn curent pulsat formate prin combinarea a două surse obişnuite
una pentru curentul de baza alta pentru curentul de puls dar care funcţionează pe frecvenţe
fixe 25 33 50 75 100Hz Datorită vitezelor mari cu care se desfăşoară fenomenele icircn zona
arcului (de exemplu timpul de scurtcircuit tsc = 15-3 ms) şi avacircnd icircn vedere că timpul de
reacţie al tiristoarelor este de min 5-6 ms (deci mult mai mare) la redresoarele pentru sudarea
MIGMAG nu era posibilă modelarea acestor fenomene iar controlul variaţiei curentului de
scurtcircuit s-a putut face numai folosind o inductanţă fizică reală
Icircn jurul anului 1980 au apărut tiristoarele rapide cu timp de blocare redus Astfel s-au
realizat primele surse de tip invertor cu tiristoare care funcţionează pe o frecvenţă de 15
KHz Datorită cerinţelor complexe ale regimului de sudare şi a vitezelor mari de derulare a
fenomenelor din arcul electric au fost realizate surse cu tranzistoare de putere icircn circuitul de
26
sudare care au permis creşterea frecvenţei invertoarelor la valori mult mai mari decacirct cu care
se desfăşoară fenomenele icircn arc
Tehnologia de sudare a tablelor din OL32
Tehnologii de sudare pentru oţel carbon nealiat şi slab aliat
1048766 Tipul icircmbinării de colţ
1048766 Poziţia de sudare vertical ascendentă
1048766 Tipul de transfer prin scurtcircuit
1048766 Gazul de protecţie 75 Ar + 25 CO2
27
Capitolul 4
Metode de control a icircmbinărilor sudate
Controale nedistructibile
Controalele nedistrucitve nu duc la deteriorarea imninarii sudate şi nu influenţează asupra
comportării icircn exploatarea acestuia Cele mai utilizate controale nedistructive sunt
- controlul vizual
- controlulu cu raze Roentgen sau gama
- controlul cu ultrasunete
- controlul cu utilizarea unor metode magnetice
- controlul cu lichide penetrante
- expunerea icircmbinării sudate pe bancă de probă sau pe maşini de icircncercări la solicitare
cacirct mai apropiate de cele icircn exploatare la suprasolicitari avacircnd o valoare dinainte stabilită
sau la solicitări variabile după un ciclu determinat verificarea se face prin examninarea
ulterioară fie prin efectuarea unor măsurători tensometrice proba hidraulică
- proba pneumatică
- proba cu petrol
- proba cu amoniac
- proba cu etansietate utilizacircnd metoda spectometrului de masă
Controale distructive
Controalele distructive se execută la o anumită icircmbinare sudată sau asupra unor
porţiuni din această Porţiunile supuse acestor controale nu mai pot fi utilizate ulterior icircn
exploatare Controalele distrucitve se pot executa utilizacircnd plăci de control din acelaşi material
de baze sudate cu acelaşi material de adaos şi realizate cu acelaşi regim ca şi icircmbinările sudate
ale utilajuluipentru care se fac Icircn cazul unor verificări sau expertize se pot preleva din
icircmbinarea sudată a materialului Se urmăreşte verificarea respectării materialelor de bază de
adaos şi auxiliare prescrise depistării eventualelor abateri de la procesul tehnologic stabilit
iniţial care au dus la existenţa unor defecte şi scăderea calităţii icircmbinării
28
Analiza metalografică se poate face prin
- microstructura care permite depistarea unor defecte (pori sulfuri fisuri incluziuni etc)
stabilirea configuraţiei icircn sectinue a cordonului de sudura şi ZIT determinarea numărului de
straturi depuse pentru formarea cordonului punerea icircn evidenţă a cristalizării primare a
metalului depus
- microstructura care permite punerea icircn evidenţă a unei microzone ale icircmbinării sudate a
conţinutului aproximativ de carbon a metalului de bază şi a precipitării carburilor la oţeluri
anticorosive
- sacrificacircnd una sau mai multe piese icircn cazul unei producţii de mare serie şi supunacircndu-se
unor solicitări cacirct mai apropiate de cele din exploatare şi a căror mărime este crescută pacircnă la
ruperea construcţiei se urmăreşte verificarea viabilităţii soluţiilor constructive a calităţii
materialelor de bază şi de adaos a regimului tehnologic Metoda poate servi şi la stabilirea
fiabilităţii produsului respectiv
Prezentarea unor metode de depistare a icircmbinărilor sudate
Urmează o prezentare ceva mai detaliată a unor metode de control nedistructiv cu
rolul de a oferi celor care nu se ocupă direct cu controlul imbunarilor sudate date generale
privind modul de efectuare a fiecărui control
Controlul prin găurire
Cusătura se găureşte cu ajutorul unui burghiu cu unghiul de ascuţire de 90 grade
Diametrul burghiului se alege astfel icircncacirct să fie găurita icircntreaga secţiune transversală a
cusăturii şi să fie cuprins metalul de bază pe aproximativ 2mm Se execută icircntacirci o găurire de
circa 3 mm adacircncime şi se examinează cu atenţie Se adacircnceşte gaura cu icircncă 2-3 mm se
examinează din nou şi astfel se continuă pacircnă se ajunge la rădăcina cusăturii Examinarea se
face cu ajutorul unei lupe
Controlul prin găurire se recomandă a se executa icircn special pentru stabilirea cauzelor
de deteriorare parţială a construcţiilor sudate icircn exploatare atunci cacircnd prelevarea eprubetelor
de macrostructure este imposibilă sau nedorită
Controlul cu raza Roentgen şi gama generalităţii
Lumina vizibilă este formată din oscilaţii electromagnetice Razele Roentgen şi razele
gama sunt de asemenea oscilaţii electromagnetice care se deosebesc numai prin lungimea
29
undei Razele Roentgen pătrund icircn icircmbinările sudate fiind parţial absorbite şi dispersate
Capacitatea de pătrundere a razelor depind de lungimea de undă Controlul cu radiaţii
penetrante este cea mai răspacircndită metodă de control nedistructivă asiguracircnd un document
asupra mărimii formei poziţiei icircn plan şi frecvenţei defectelor Normele romacircneşti precum şi
norme din alte ţări dau recomandări cu privire la aprecierea calităţii icircmbinărilor sudate
obţinute la controlul Roentgen
Icircmbinarea sudată trebuie examinată cu direcţia razelor perpendiculare pe direcţia să
sau un anumit unghi
Controlul etansitatii utilizacircnd metoda spectometrului de masă
(probă cu helium freon argon)
Generalităţi
Pentru detectarea defectelor se utilizează un gaz trasot a cărui prezenţă icircn urmă foarte
fine poate fi pusă icircn evidenţă prin metoda spectrometului de masă
Controlul cu helium fiind scump se recomandă a fi utilizat pentru piese mici de la
detectarea uneor defecte foarte fine putacircnd localiza defecte la fluxul gazos Un alt gaz
freonul poate asigura icircn funcţie de metoda utilizată detectarea unor masivităţi prin care sunt
pierderi de fluxuri gazoase
Metoda presupune utilizarea unei aparaturi speciale care icircn prezenţa urmelor de gaz
trasot emit semnale ascuţite şi luminoase caracteristică a fiecărui gaz trasot utilizat Pentru a
putea face o legătură icircntre mărimea defectului şi fluxului de gaz scurs prin neetansietati se
prezintă după Duquenes mărimea fluxului de heliu scurs prin neetansietati icircn funcţie de
grosimea piesei (lungimea defectului) şi diametrul acestuia
30
Capitolul 5
Securitatea şi sănătatea muncii
Reguli ce trebuie respectate la sudare
- La sudarea manuală cu electrod icircnvelit icircn afară de măsurile generale de protecţie care
se iau la lucrările de sudare trebuie luate o serie de măsuri speciale specifice procedeului
- Protecţia icircmpotriva radiaţiilor arcului se realizează după cum urmează
- - protecţia ochiilor şi a feţei prin folosirea măştii de sudură o atenţie deosebită
se va acorda alegerii sticlei de protecţie a ochilor indiferent de intensitatea curentului cu care
se lucrează la alegerea numărului sticlei de protecţie sudorul va avea icircn vedere că o sticlă
prea icircnchisă obligă urmărirea arcului de la mică distanţă fapt care are repercursiuni asupra
igienei respiratorii
- - protecţia pielii şi a organelor interne se realizează prin folosirea obligatorie a
mănuşilor şi şorturilor din piele
- - pentru protecţia celorlalţi muncitori la locul de muncă al sudorilor va fi
icircnconjurat cu paravane de protecţie De asemenea se vor aplica tăbliţe avertizoare bdquoAtenţie se
sudeazărdquo
Protecţie icircmpotriva electrocutării
Toate sursele de curent ca şi piese care icircn mod accidental pot fi puse icircn contact cu circuitul
de sudare vor fi legate de pămacircnt
- tensiunile nu vor depăşi 80V
- icircncălţămintea şi icircmbrăcămintea sudorului va fi icircn bună stare permiţacircnd contactul
direct dintre piesă şi corpul sudorului
- icircn cazul sudării pe sol umed sau pe corpuri metalice se va folosi covorul de cauciuc
- port-izolatorul va fi aşezat cacircnd nu se sudează icircn poziţie sigură pe corpuri izolatoare
- resturile de electrod vor fi eliminate prin port electrod pentru a evita contactele
accidentale
- port electrozii vor fi complet izolaţi
31
- icircn perioadele de repaus (peste 10 min) sursă de curent va fi scoasă de sub tensiune
- icircn cazul sudării icircn interiorul pieselor metalice se recomandă supravegherea
permanentă a sudorului
Protecţia icircmpotriva gazelor şi fumului
Locul de muncă al sudorului va fi asigurat cu o bună ventilaţie Icircn cazul aspiraţiei locale
trebuie asigurat un delict de aspiraţie 70Lsecundă la 150 mm de arc sau 280Ls la 300 mm de
arc Icircn cazul aspiraţiei gazelor cu dispozitive la care nu se poate deplasa gura de aspiraţie se
va asigura delict de 7-11 m pe minut şi post de sudură iar icircn cazul ventilaţiei generale 56 m
pe minut şi post de sudură Defecţiunile tehnice se vor remedia numai de către personalul
calificat
Organizarea locului de muncă
La sudarea cu gaze există pericolul arderilor şi accidentelor datorită existenţei gazelor sub
presiune şi a caracteristicilor oxigenului şi a gazelor combustibile Este necesar ca
responsabilii cu protecţia muncii şi sudură să execute
- icircntocmirea şi afişarea la locul de muncă a instruciunilor de funcţionare deservite
icircntreţinere şi verificare a fiecărui utilaj icircn parte cu precizarea defectuarilor posibile şi a
măsurilor ce trebuie luate de sudor
- să instruiască periodic sudorii convingacircndu-se de buna cunoaştere a normelor de
utilizare verificare şi icircntreţinerea utilajului
- să se verifice sistematic la fiecare post de sudură şi sudor starea tehnică a utilajului şi
modul icircn care sudorul respectă normele tehnice
Sudorul icircnainte de icircnceperea lucrului trebuie să verifice buna stare de funcţionare a
icircntregului utilaj şi icircn special al generatorului de acetilenă lentilele de oxigen şi acetilenă
aparatura acestora incluse icircn supapa hidraulica de siguranţă locul de amplasare a acestora
pentru a fi ferit de icircncălzire
Orice defecţiune constatată la utilajul de sudură va fi comunicată responsabilului cu
sudura La orice părăsire a locului de muncă sudorul este obligat să oprească alimentarea
curentului electric a aparatelor
La sudarea electrică prin rezistentă de contact prin presiune şi prin puncte se vor lua
măsuri de protecţie a sudorului icircmpotriva stropilor de metal topit şi icircmpotriva atingerea
pieselor calde Corpul şi macircinile vor fi protejate icircmpotriva stropilor de metal folosindu-se
32
şorţul de piele respectiv mănuşi Peste icircncălţăminte se vor icircmbrăca jambiere de protecţie
Dacă icircn timpul lucrului arzatirul se icircncălzeşte excesiv acesta se va răci de cacircte ori
este necesar icircntr-un vas cu apă curată aflat permanent la locul de muncă al sudorului
Se interzice sudarea electrică atunci cacircnd conductoarele electrice au izolaţii
deteriorate iar cleştele port electrod este defect sau are izolaţie termoelectrică
necorespunzătoare deoarece aceste defecte pot provoca electrocutări
PSI
Prevenirea şi stingerea incendiilor
La intrarea icircn atelierele de sudare se vor afişa vizibil bdquoFumatul Interzisrdquo bdquoNu priviţi
flacărardquo bdquoPericol de orbirerdquo bdquoAtenţie se sudeazărdquo etc
Prin nerespectarea normelor de tehnica securităţii muncii se pot produce următoarele
accidente
- electrocutări
- icircmbolnăvirea ochilor şi arsuri de piele
- incendii cauzate de scacircnteile icircmprăştiate de arcul electric
Pentru prevenirea unor accidente se vor respecta următoarele reguli
- nu se va icircncepe lucrul la o maşină pacircnă cacircnd cel ce trebuie să o deservească nu o
cunoaşte perfect
- se va verifica instalaţia de ungere şi de răcire
- se va verifica instalaţia maşinilor unelte
- se va controla buna funcţionare a pieselor de prelucrat a sculelor şi a dispozitivelor pe
maşina unelta
- icircn timpul lucrului să se folosească dispozitive de protecţie icircmpotriva aşchiilor ecrane
ochelari
- nu se admite fracircnarea organelor icircn mişcarea cu macircna
- controlul stării sculei şi a prelucrării piesei nu se admite a fi făcut icircn timpul
funcţionării maşinii
- hainele de protecţie (halat sau salopetă) să fie icircncheiate la toţi nasturii manşetele
stracircnse iar capul acoperit
- locul de muncă trebuie ţinut icircn ordine şi curăţenie
- se va acorda o atenţie deosebită fixării corecte a pieselor şi echilibrării acestora
33
- cuţitele trebuie să pătrundă icircn materialul lin pentru evitarea smulgerii piesei la şoc
- ajustarea cu pilă de maşină de unelta a unor muchii se va face ţinacircndu-se macircnerul icircn
macircnă dreaptă iar capătul pilei icircn macircnă stacircngă
- aşchiile se icircndepărtează numai cacircnd maşina unelta este oprită
- la constatarea oricărei defecţiuni se va opri maşina unelta şi se va anunţa maestrul şi
mecanicul de icircntreţinere
Instructajul de protecţie a muncii este obligatoriu şi se efectuează de către cei care conduc şi
controlează procesele de muncă Instructajul cuprinde trei faze
a) Instructajul introductiv general se face icircn prima zi de activitate practică şi are drept
scop prezentarea principalelor măsuri de protecţie a muncii specifice unităţii La terminarea
instructajului se va face verificarea iar rezultatul se consemnează icircn fişa individuală pentru
protecţia muncii
b) Instructajul la locul de muncă are scopul de a prezenta măsurile de protecţie a muncii
specificepostului de lucru respectiv şi se face elevilor şi tuturor angajaţilor noi arătacircndu-se
cauzele principale care pot duce la accidentele de muncă şi măsurile de prevenire a acestora
c) Instructajul periodic se face la locul de muncă pentru a reaminti normele de protecţie a
muncii
34
Bibliografie
CC Teodorescu D Mocanu M Buga- Icircmbinări sudate- ET 1972 Bucureşti
Vasile Ilie C Gheorghe- Tăierea şi prelucrarea cu flacără a materialelor metalice- ET 1978
Bucureşti
M Brezeanu- Icircndrumătorul sudorului- ET 1975 Bucureşti
SI Ozanov- Controlul icircmbinărilor sudate- ET 1982 Bucureşti
C Teodorescu- Icircmbinări sudate- ET 1992 Bucureşti
C Miklos- Sudarea metalelor- ET 1985 Bucureşti
V Drobota- Rezistenţa materialelor şi organe de maşini- Editura Didactică şi Pedagogică
1979 Bucureşti
M Smilovici- Icircndrumător pentru icircmbinările sudate
35

diametrul de 12 mm Pentru grosimi mici de material s lt= 2-3 mm se folosesc după caz
diametrele mai mici 08 mm respectiv 10 mm Diametrele mari gt= 16 mm se recomandă la
grosimi mari de material la sudarea cu transfer prin pulverizare Nu se recomandă diametre
mari de sacircrmă peste 12 mm icircn cazul transferului prin scurtcircuit datorită stabilităţii slabe a
arcului electric Pot fi utilizate icircnsă cu succes icircn cazul sudării icircn curent pulsat icircn special la
sacircrmele moi din aluminiu sau sacircrme tubulare
Stabilirea numărului de treceri Depinde icircn principal de natura metalului de bază (sensibil sau
insensibil la supraicircncălziri) de modul de transfer utilizat (arii de treceri mai mici la transfer
prin scurtcircuit respectiv arii de treceri mari la transfer prin pulverizare) de poziţia de
sudare forma rostului tipul icircmbinării etc Pe baza acestor factori se stabileşte aria trecerilor
poate lua valori cuprinse icircn domeniul 5 hellip 40 mm2
Dispunerea trecerilor icircn rost (schiţă)
Modul de dispunere a trecerilor
Calculul parametrilor tehnologici de sudare
1048707 transfer prin scurtcircuit grosimi mici (s lt 5 mm) sudarea stratului de rădăcină sudarea icircn
poziţii dificile (vertical peste cap etc)
1048707 transfer prin pulverizare la grosimi mari de material pentru sudarea icircn poziţie orizontală
sau icircn jgheab
18
1048707 transfer sinergic icircn curent pulsat la grosimi medii de material unde tehnologia de sudare
clasică se plasează icircn domeniul transferului intermediar caracterizat prin stropiri mari pentru
sudarea stratului de rădăcină la sudarea icircn poziţii dificile
Curentul de sudare Is Viteza de avans a sacircrmei electrod vae depinde de modul de transfer
diametrul sacircrmei poziţia de sudareetc Reglarea curentului de sudare respectiv a puterii
arcului electric se face prin modificarea vitezei de avans a sacircrmei electrod pe baza relaţiei de
proporţionalitate existentă icircntre cei doi parametrii tehnologici Practic la sudarea MIGMAG
viteza de avans a sacircrmei electrod poate fi considerată parametrul principal icircn stabilirea
tehnologiei de sudare care icircn anumite condiţii date (materialul sacircrmei diametrul sacircrmei gazul
de protecţie) determină valorile celorlalţi parametrii tehnologici şi icircn primul racircnd valoarea
curentului de sudare Deci cacircnd stabilim curentul de sudare trebuie să stabilim practic valoarea
vitezei de avans a sacircrmei electrod cei doi parametri fiind indisolubil legaţi unul de altul
Stabilirea corelaţiei curent de sudare ndash viteză de avans sacircrmă electrod se face din nomograme
de tipul Is = f(vae) figura 50divide54 trasate pentru anumite condiţii concrete de lucru (tip
material de adaos diametru sacircrmă gaz de protecţie lungime capăt liber sacircrmă mod de
transfer clasic sau icircn curent pulsat) din tabele tehnologice (sau şabloane) funcţie de condiţiile
concrete de lucru Icircn tabelele de mai jos sunt prezentate corelaţiile dintre viteza de avans a
sacircrmei electrod şi valoarea curentului de sudare pentru diametrele de 10 şi 12 mm folosind
ca şi gaze de protecţie CO2 100 şi CORGON 18 (amestec 82 Ar + 18 CO2 cel mai
frecvent utilizat la sudarea oţelurilor nealiate şi slab aliate) iar ca sacircrmă electrod sacircrma
nealiată SG2 (cea mai utilizată pentru sudarea oţelurilor nealiate şi slab aliate cu Mn) icircn
varianta clasică sau icircn current pulsat
Valorile pentru viteza de avans a sacircrmei din tabelele de mai jos şi 30 se vor corecta cu
coeficientul 08
Corelaţia viteza de avans a sacircrmei ndash curent de sudare (ds = 10 mm)
Nr
crt
Vae
(mmin
)
Is
(A)
Ua
(V)
lcl
(mm)
Q
(lmin)
Vs
(cmmin) Obs
1 2 68 153 8 8 17
2 3 96 16 8 8 17
19
Transfer
Prin
Circuit
3 4 128 168 8 8 17
4 5 132 188 10 8 17
5 6 144 20 10 10 20
6 7 156 215 10 10 20
71 8 180 225 10 10 20
72 8 172 225 12 12 25
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 10 mm Is = 80 ndash 180 A
Gazul de protecţie CO2 100
Sensul de sudare spre stacircnga (prin icircmpingere)
Corelaţia viteza de avans a sacircrmei ndash curent de sudare (ds = 10 mm)
Nr
crt
Vas
(mmin
Is
(A)
Ua
(V)
Icl
(mm)
Q
(lmin)
Vs
(cmmin) Obs
1 2 53 153 8 8 15 Arc
instabil
IS ndashmic
2 3 90 158 8 8 15
Transfer
prin
scurtcircuit
3 4 120 163 8 8 15
4 5 140 17 10 8 15
5 6 160 18 10 10 20
6 7 175 188 10 10 20
71 8 200 198 10 10 20
72 8 184 20 12 12 25
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 10 mm Is = 60 ndash 180 A
Gazul de protecţie CORGON 18
Sensul de sudare spre stacircnga (prin icircmpingere)
20
Corelaţia viteza de avans a sacircrmei ndash curent de sudare (ds = 12 mm)
Nr
crt
Vae
(mmin)
Is
(A)
Ua
(V)
lcl
(mm)
Q
(lmin)
Vs
(cmmin)
Obs
1 2 74 185 10 10 16
Transfer
Prin
scurtcircuit
2 3 112 193 10 10 16
31 4 144 208 10 10 16
32 4 136 21 12 12 25
4 5 160 223 12 12 25
5 6 184 235 12 12 25
Transfer
Intermediar
6 7 204 253 14 15 30
7 8 224 275 14 15 30
8 9 248 288 14 15 30
91 10 268 305 14 15 30
92 10 256 31 16 18 40
10 11 280 323 16 18 40 Transfer
Globular11 12 300 335 16 18 40
12 13 290 333 20 20 45
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 12 mm Is = 120 ndash 350 A
Gazul de protecţie CO2 100
Sensul de sudare spre dreapta (prin tragere)
Viteza de sudare depinde de grosimea metalului de bază (grosimea sudurii de colţ) modul de
transfer tehnica de sudare (număr mare sau număr mic de treceri) poziţia de sudare varianta
de sudare (semimecanizată sau mecanizată) etc Domeniul de valori este cuprins icircntre 15-100
cmmin cu precizarea că viteza de sudare la sudarea MIGMAG este substanţial mai mare
decacirct la sudarea manuală cu electrod icircnvelit Recomandări utile privind viteza de sudare
1048707 15 - 30 cmmin la sudarea semimecanizată cu transfer prin scurtcircuit sau la sudarea
stratului de rădăcină
21
1048707 30 - 50 cmmin la sudarea semimecanizată cu transfer prin pulverizare sau icircn curent pulsat
există o valoare optimă a vitezei de sudare situată icircn jurul valorii de 40 - 45 cmmin pentru
care se obţine pătrunderea maximă
1048707 30 - 100 cmmin la sudarea mecanizată icircn funcţie de grosimea componentelor
Materiale de sudare
Materialele utilizate la sudarea ST sunt sacircrma electrod icircn cazul sudării cu sacircrmă
tubulară cu autoprotecţie respectiv sacircrma electrod şi gazul de protecţie la sudarea cu sacircrmă
tubulară cu protecţie suplimentară
Sacircrma electrod se prezintă sub forma unei teci metalice umplute cu un miez
pulverulent icircn următoarea gamă de diametre 10 12 14 16 18 20 24 28 (32)
Icircnvelişul metalic se execută icircn general dintr-un material nealiat caracterizat prin
proprietăţi bune de ductilitate pentru a permite laminarea şi trefilarea uşoară a tecii grosimea
acesteia avacircnd valori sub 02 mm Alierea cusăturii cacircnd este cazul se face icircn general prin
miez Icircnvelişul metalic (teaca) are următoarele roluri
bull asigură prin topire cantitatea de material de adaos pentru realizarea icircmbinării sudate sau
icircncărcarea prin sudare
bull asigură contactul electric şi realizează icircnchiderea circuitului electric de sudare icircntre vacircrful
sacircrmei şi piesă
bull păstrează şi protejează miezul de pulbere icircmpotriva umidităţii
Miezul este un amestec de substanţe similare icircnvelişului electrozilor şi fluxurilor de
sudare După rolul pe care icircl au icircn procesul de sudare substanţele din miez se icircmpart icircn
bull substanţe zgurifiante pentru protejarea metalului topit
bull substanţe gazeifiante pentru protecţia spaţiului arcului icircmpotriva pătrunderii aerului
bull substanţe dezoxidante şi de rafinare a băii metalice
bull substanţe ionizatoare pentru icircmbunătăţirea stabilităţii arcului
bull substanţe (elemente) de aliere pentru alierea icircn arc
Echipamente pentru sudare MIGMAG
Din punctul de vedere al tehnologului respectiv al utilizatorului echipamentului de
sudare nu este atacirct de importantă cunoaşterea detaliilor de proiectare a acestor instalaţii
22
(sursă de sudare pupitru de comandă scheme electrice si electronice etc) cacirct mai ales
cunoaşterea părţilor componente ale echipamentului şi a rolului acestora a particularităţilor
specifice a performanţelor de sudare a modului de reglare şi control a parametrilor
tehnologici de sudare icircn vederea obţinerii rezultatelor dorite sau impuse de tehnologia de
sudare cu performanţe maxime
Echipamentele de sudare MIGMAG constituie sisteme mult mai complexe atacirct icircn
ceea ce priveşte părţile componente cacirct şi pregătirea pentru sudare respectiv modul de
comandă şi reglare a parametrilor tehnologici de sudare icircn comparaţie cu echipamentele
clasice utilizate la sudarea manuală cu electrozi icircnveliţi (transformatoare convertizoare
redresoare) Din punct de vedere a reglării parametrilor tehnologici icircn practică lucrurile nu
sunt de loc complicate icircn general aceasta implicacircnd reglarea a doi parametri şi anume
selectarea treptei de tensiune (tensiunea de mers icircn gol şi implicit tensiunea arcului) respectiv
ajustarea vitezei de avans a sacircrmei electrod pentru asigurarea curentului de sudare necesar
Figura 5
Părţile componente ale unei instalaţii de sudare MIGMAG
a - furtun gaz b ndash sacircrmă electrod c ndash tur-retur apă d ndash comandă pistolet
e ndash conductor curent f ndash tub de protecţie g ndash cablu de masă
Icircn cazul surselor moderne de sudare sinergice cu invertor problema este şi mai mult
simplificată oferind utilizatorului (operatorului sudor) prin programele icircncorporate icircn
microprocesor o tehnologie apropiată de optim prin reglarea unui singur parametru
tehnologic viteza de avans a sacircrmei electrod respectiv tensiunea arcului Icircn funcţie de
23
principiul de reglare al puterii (energiei) arcului specific sursei de sudare utilizate se setează
sau se reglează după necesităţi un singur parametru tehnologic considerat parametru de bază şi
anume viteza de avans a sacircrmei icircn cazul surselor cu invertor cu tranzistoare de putere cu
reglare continuă a tensiunii arcului respectiv tensiunea icircn cazul surselor de sudare cu reglare
icircn trepte a tensiunii arcului Restul parametrilor tehnologici de sudare sunt reglaţi automat prin
intermediul programelor microprocesorului icircn funcţie de datele de intrare specifice aplicaţiei
date introduse icircn prealabil de la consola sursei tipul de transfer (clasic sau pulsat) materialul
de adaos (compoziţia chimică) diametrul sacircrmei gazul de protecţie etc Echipamentul
permite şi efectuarea corecţiilor necesare dacă este cazul Acest mod de reglare al puterii
arcului necesar procesului de sudare dat este cunoscut sub denumirea de bdquoONE KNOBldquo adică
reglarea instalaţiei pentru sudare de la un singur buton ceea ce simplifică foarte mult sarcinile
operatorului sudor conducacircnd la regimuri de sudare optime fără să fie nevoie de multe
cunoştinţe tehnologice temeinice icircn afara celor de bază necesare sudării propriu zise Un
echipament de sudare MIGMAG se compune icircn principiu din următoarele părţi componente
figura 5
1048766 1 Sursa de sudare
1048766 2 Pupitrul de comandă
1048766 3 Dispozitivul de avans al sacircrmei electrod DAS
1048766 4 Pistoletul de sudare
1048766 5 Alimentarea cu gaz de protecţie
1048766 6 Instalaţia de răcire cu apă
Sursa de sudare
Sursele de sudare utilizate la sudarea MIGMAG sunt surse de curent continuu
convertizoare redresoare invertoare Datorită performanţelor modeste (timp de răspuns mare
dinamică redusă) icircn prezent convertizoarele de sudare se utilizează din ce icircn ce mai rar la
sudarea MIGMAG (aproape deloc) ele fiind icircnlocuite de redresoarele de sudare şi icircn ultimul
timp pe scară tot mai largă de sursele cu invertor pentru sudare (pe scurt invertoare pentu
sudare) Redresoarele la racircndul lor pot fi clasice cu diode sau comandate electronic cu
tiristoare sau tranzistoare de putere Particularitatea principală a surselor de sudare MIGMAG
este forma caracteristicii externe Ua=f(Is) Din motive de asigurare a stabilităţii arcului
24
electric prin fenomenul de autoreglare specific sudării MIGMAG forma caracteristicii
externe a sursei este rigidă (1) sau uşor coboracirctoare (2) (sub 7V100A)
Din motive de stabilitate maximă a procesului se preferă caracteristicile externe uşor
coboracirctoare a căror pantă (ΔUaΔIs) depinde de gazul de protectie respectiv de diametrul
sacircrmei electrod prin funcţia REGTYPE (valabilă numai la sursele cu invertor) Panta
caracteristicii externe este mai mare la sudarea icircn dioxid de carbon decacirct icircn argon sau
amestecuri bogate icircn argon La sudarea icircn CO2 caracteristica externă are panta maximă la
sacircrma electrod cu diametrul cel mai mic 08 mm şi scade cu creşterea diametrului sacircrmei
La sudarea icircn amestecuri bogate icircn argon panta caracteristicii externe este aceeaşi
pentru toate diametrele de sacircrmă şi mai mică decacirct cele corespunzătoare sudării icircn CO2
Datorită acestei forme a caracteristicii externe se observă că tensiunea arcului este apropiată
de tensiunea de mers icircn gol a sursei Icircn consecinţă reglarea tensiunii arcului la sudarea
MIGMAG se face prin reglarea tensiunii de mers icircn gol a sursei de sudare Aceasta se poate
face prin reglaj icircn trepte la sursele cu diode sau prin reglaj continuu la sursele cu tiristoare şi la
invertoare Reglajul continuu este cel mai bun permiţacircnd o infinitate de curbe acoperind toate
cerinţele tehnologice dar este mai costisitor Reglajul icircn trepte se face de obicei icircn două etape
un reglaj brut respectiv un reglaj fin şi este mai uşor de realizat constructiv (mai ieftin)
Numărul curbelor caracteristici externe este limitat icircntre o valoare minimă U20min şi o
valoare maximă U20max specific fiecărei surse Icircn acest caz obţinerea regimului optim pentru
o valoare dată a tensiunii se face prin corecţia vitezei de avans a sacircrmei electrod De aici
decurge cea de-a doua particularitate a surselor de sudare MIGMAG şi anume tensiunea de
mers icircn gol este mai mică decacirct la sursele de sudare cu electrod icircnvelit respectiv sursele WIG
fiind cuprinsă icircn intervalul de valori 20-50V Forma caracteristicii externe şi valoarea redusă a
tensiunii de mers icircn gol fac ca sursele de sudare MIGMAG să nu poată fi folosite la sudarea
SE şi WIG Icircn ultimul timp au apărut sursele de sudare universale (cu tiristoare sau cu
invertor) care permite sudarea cu toate cele trei procedee de sudare printr-o simplă comutare
pe procedeul utilizat (prin modificarea formei caracteristicii externe)
Cea de-a treia particularitate a surselor de sudare MIGMAG o constituie prezenţa unei
inductanţe icircn circuitul de sudare necesară icircn cazul sudării cu arc scurt cu transfer prin
scurtcircuit (sau la sudarea cu arc lung icircn bioxid de carbon icircn cazul scurtcircuitelor aleatoare)
pentru limitarea vacircrfului curentului de scurtcircuit şi prin urmare pentru reducerea stropirilor
25
Inductanţele fizice (reale) pot fi fixe variabile icircn trepte (cu ploturi) sau variabile continuu (cu
miez magnetizat
Surse de sudare sinergică - Invertoare
Dezvoltarea electronicii icircn general şi a electronicii de putere icircn special icircn ultimul timp
(a doua parte a secolului al XXndashlea) a impulsionat aşa cum era de aşteptat dezvoltarea şi
modernizarea echipamentelor de sudare icircn general şi a echipamentelor de sudare prin topire icircn
special producacircnd se poate spune o adevărată revoluţie icircn acest domeniu nebănuit cu puţin
timp icircn urmă atacirct din punctul de vedere al greutăţii proprii şi al dimensiunilor de gabarit cacirct
mai ales a performanţelor atinse Motorul acestei bdquorevoluţiildquo a fost folosirea invertoarelor de
frecvenţă ridicată cu transformator pe miez de ferită icircn construcţia surselor de putere şi
comanda lor cu ajutorul microprocesoarelor A fost posibilă astfel atingerea unor performanţe
tehnologice inimaginabile şi a unui control perfect al procesului de sudare icircn ansamblul lui
Atingerea acestor nivele icircnalte se datorează vitezei foarte mari de răspuns a invertoarelor de
ordinul microsecundelor funcţie de frecvenţa invertorului care a permis modelarea după
dorinţă a parametrilor tehnologici de sudare şi controlul riguros al acestora Comparativ viteza
de răspuns a redresoarelor clasice cu diode sau tiristoare nu putea fi scăzută sub 5 ms
Icircn anul 1970 redresoarele cu tiristoare au icircnceput să fie utilizate la sudarea manuală cu
electrozi icircnveliţi SE şi sudarea MIGMAG standard Tot cam icircn aceeaşi perioadă au apărut şi
sursele standard MIGMAG icircn curent pulsat formate prin combinarea a două surse obişnuite
una pentru curentul de baza alta pentru curentul de puls dar care funcţionează pe frecvenţe
fixe 25 33 50 75 100Hz Datorită vitezelor mari cu care se desfăşoară fenomenele icircn zona
arcului (de exemplu timpul de scurtcircuit tsc = 15-3 ms) şi avacircnd icircn vedere că timpul de
reacţie al tiristoarelor este de min 5-6 ms (deci mult mai mare) la redresoarele pentru sudarea
MIGMAG nu era posibilă modelarea acestor fenomene iar controlul variaţiei curentului de
scurtcircuit s-a putut face numai folosind o inductanţă fizică reală
Icircn jurul anului 1980 au apărut tiristoarele rapide cu timp de blocare redus Astfel s-au
realizat primele surse de tip invertor cu tiristoare care funcţionează pe o frecvenţă de 15
KHz Datorită cerinţelor complexe ale regimului de sudare şi a vitezelor mari de derulare a
fenomenelor din arcul electric au fost realizate surse cu tranzistoare de putere icircn circuitul de
26
sudare care au permis creşterea frecvenţei invertoarelor la valori mult mai mari decacirct cu care
se desfăşoară fenomenele icircn arc
Tehnologia de sudare a tablelor din OL32
Tehnologii de sudare pentru oţel carbon nealiat şi slab aliat
1048766 Tipul icircmbinării de colţ
1048766 Poziţia de sudare vertical ascendentă
1048766 Tipul de transfer prin scurtcircuit
1048766 Gazul de protecţie 75 Ar + 25 CO2
27
Capitolul 4
Metode de control a icircmbinărilor sudate
Controale nedistructibile
Controalele nedistrucitve nu duc la deteriorarea imninarii sudate şi nu influenţează asupra
comportării icircn exploatarea acestuia Cele mai utilizate controale nedistructive sunt
- controlul vizual
- controlulu cu raze Roentgen sau gama
- controlul cu ultrasunete
- controlul cu utilizarea unor metode magnetice
- controlul cu lichide penetrante
- expunerea icircmbinării sudate pe bancă de probă sau pe maşini de icircncercări la solicitare
cacirct mai apropiate de cele icircn exploatare la suprasolicitari avacircnd o valoare dinainte stabilită
sau la solicitări variabile după un ciclu determinat verificarea se face prin examninarea
ulterioară fie prin efectuarea unor măsurători tensometrice proba hidraulică
- proba pneumatică
- proba cu petrol
- proba cu amoniac
- proba cu etansietate utilizacircnd metoda spectometrului de masă
Controale distructive
Controalele distructive se execută la o anumită icircmbinare sudată sau asupra unor
porţiuni din această Porţiunile supuse acestor controale nu mai pot fi utilizate ulterior icircn
exploatare Controalele distrucitve se pot executa utilizacircnd plăci de control din acelaşi material
de baze sudate cu acelaşi material de adaos şi realizate cu acelaşi regim ca şi icircmbinările sudate
ale utilajuluipentru care se fac Icircn cazul unor verificări sau expertize se pot preleva din
icircmbinarea sudată a materialului Se urmăreşte verificarea respectării materialelor de bază de
adaos şi auxiliare prescrise depistării eventualelor abateri de la procesul tehnologic stabilit
iniţial care au dus la existenţa unor defecte şi scăderea calităţii icircmbinării
28
Analiza metalografică se poate face prin
- microstructura care permite depistarea unor defecte (pori sulfuri fisuri incluziuni etc)
stabilirea configuraţiei icircn sectinue a cordonului de sudura şi ZIT determinarea numărului de
straturi depuse pentru formarea cordonului punerea icircn evidenţă a cristalizării primare a
metalului depus
- microstructura care permite punerea icircn evidenţă a unei microzone ale icircmbinării sudate a
conţinutului aproximativ de carbon a metalului de bază şi a precipitării carburilor la oţeluri
anticorosive
- sacrificacircnd una sau mai multe piese icircn cazul unei producţii de mare serie şi supunacircndu-se
unor solicitări cacirct mai apropiate de cele din exploatare şi a căror mărime este crescută pacircnă la
ruperea construcţiei se urmăreşte verificarea viabilităţii soluţiilor constructive a calităţii
materialelor de bază şi de adaos a regimului tehnologic Metoda poate servi şi la stabilirea
fiabilităţii produsului respectiv
Prezentarea unor metode de depistare a icircmbinărilor sudate
Urmează o prezentare ceva mai detaliată a unor metode de control nedistructiv cu
rolul de a oferi celor care nu se ocupă direct cu controlul imbunarilor sudate date generale
privind modul de efectuare a fiecărui control
Controlul prin găurire
Cusătura se găureşte cu ajutorul unui burghiu cu unghiul de ascuţire de 90 grade
Diametrul burghiului se alege astfel icircncacirct să fie găurita icircntreaga secţiune transversală a
cusăturii şi să fie cuprins metalul de bază pe aproximativ 2mm Se execută icircntacirci o găurire de
circa 3 mm adacircncime şi se examinează cu atenţie Se adacircnceşte gaura cu icircncă 2-3 mm se
examinează din nou şi astfel se continuă pacircnă se ajunge la rădăcina cusăturii Examinarea se
face cu ajutorul unei lupe
Controlul prin găurire se recomandă a se executa icircn special pentru stabilirea cauzelor
de deteriorare parţială a construcţiilor sudate icircn exploatare atunci cacircnd prelevarea eprubetelor
de macrostructure este imposibilă sau nedorită
Controlul cu raza Roentgen şi gama generalităţii
Lumina vizibilă este formată din oscilaţii electromagnetice Razele Roentgen şi razele
gama sunt de asemenea oscilaţii electromagnetice care se deosebesc numai prin lungimea
29
undei Razele Roentgen pătrund icircn icircmbinările sudate fiind parţial absorbite şi dispersate
Capacitatea de pătrundere a razelor depind de lungimea de undă Controlul cu radiaţii
penetrante este cea mai răspacircndită metodă de control nedistructivă asiguracircnd un document
asupra mărimii formei poziţiei icircn plan şi frecvenţei defectelor Normele romacircneşti precum şi
norme din alte ţări dau recomandări cu privire la aprecierea calităţii icircmbinărilor sudate
obţinute la controlul Roentgen
Icircmbinarea sudată trebuie examinată cu direcţia razelor perpendiculare pe direcţia să
sau un anumit unghi
Controlul etansitatii utilizacircnd metoda spectometrului de masă
(probă cu helium freon argon)
Generalităţi
Pentru detectarea defectelor se utilizează un gaz trasot a cărui prezenţă icircn urmă foarte
fine poate fi pusă icircn evidenţă prin metoda spectrometului de masă
Controlul cu helium fiind scump se recomandă a fi utilizat pentru piese mici de la
detectarea uneor defecte foarte fine putacircnd localiza defecte la fluxul gazos Un alt gaz
freonul poate asigura icircn funcţie de metoda utilizată detectarea unor masivităţi prin care sunt
pierderi de fluxuri gazoase
Metoda presupune utilizarea unei aparaturi speciale care icircn prezenţa urmelor de gaz
trasot emit semnale ascuţite şi luminoase caracteristică a fiecărui gaz trasot utilizat Pentru a
putea face o legătură icircntre mărimea defectului şi fluxului de gaz scurs prin neetansietati se
prezintă după Duquenes mărimea fluxului de heliu scurs prin neetansietati icircn funcţie de
grosimea piesei (lungimea defectului) şi diametrul acestuia
30
Capitolul 5
Securitatea şi sănătatea muncii
Reguli ce trebuie respectate la sudare
- La sudarea manuală cu electrod icircnvelit icircn afară de măsurile generale de protecţie care
se iau la lucrările de sudare trebuie luate o serie de măsuri speciale specifice procedeului
- Protecţia icircmpotriva radiaţiilor arcului se realizează după cum urmează
- - protecţia ochiilor şi a feţei prin folosirea măştii de sudură o atenţie deosebită
se va acorda alegerii sticlei de protecţie a ochilor indiferent de intensitatea curentului cu care
se lucrează la alegerea numărului sticlei de protecţie sudorul va avea icircn vedere că o sticlă
prea icircnchisă obligă urmărirea arcului de la mică distanţă fapt care are repercursiuni asupra
igienei respiratorii
- - protecţia pielii şi a organelor interne se realizează prin folosirea obligatorie a
mănuşilor şi şorturilor din piele
- - pentru protecţia celorlalţi muncitori la locul de muncă al sudorilor va fi
icircnconjurat cu paravane de protecţie De asemenea se vor aplica tăbliţe avertizoare bdquoAtenţie se
sudeazărdquo
Protecţie icircmpotriva electrocutării
Toate sursele de curent ca şi piese care icircn mod accidental pot fi puse icircn contact cu circuitul
de sudare vor fi legate de pămacircnt
- tensiunile nu vor depăşi 80V
- icircncălţămintea şi icircmbrăcămintea sudorului va fi icircn bună stare permiţacircnd contactul
direct dintre piesă şi corpul sudorului
- icircn cazul sudării pe sol umed sau pe corpuri metalice se va folosi covorul de cauciuc
- port-izolatorul va fi aşezat cacircnd nu se sudează icircn poziţie sigură pe corpuri izolatoare
- resturile de electrod vor fi eliminate prin port electrod pentru a evita contactele
accidentale
- port electrozii vor fi complet izolaţi
31
- icircn perioadele de repaus (peste 10 min) sursă de curent va fi scoasă de sub tensiune
- icircn cazul sudării icircn interiorul pieselor metalice se recomandă supravegherea
permanentă a sudorului
Protecţia icircmpotriva gazelor şi fumului
Locul de muncă al sudorului va fi asigurat cu o bună ventilaţie Icircn cazul aspiraţiei locale
trebuie asigurat un delict de aspiraţie 70Lsecundă la 150 mm de arc sau 280Ls la 300 mm de
arc Icircn cazul aspiraţiei gazelor cu dispozitive la care nu se poate deplasa gura de aspiraţie se
va asigura delict de 7-11 m pe minut şi post de sudură iar icircn cazul ventilaţiei generale 56 m
pe minut şi post de sudură Defecţiunile tehnice se vor remedia numai de către personalul
calificat
Organizarea locului de muncă
La sudarea cu gaze există pericolul arderilor şi accidentelor datorită existenţei gazelor sub
presiune şi a caracteristicilor oxigenului şi a gazelor combustibile Este necesar ca
responsabilii cu protecţia muncii şi sudură să execute
- icircntocmirea şi afişarea la locul de muncă a instruciunilor de funcţionare deservite
icircntreţinere şi verificare a fiecărui utilaj icircn parte cu precizarea defectuarilor posibile şi a
măsurilor ce trebuie luate de sudor
- să instruiască periodic sudorii convingacircndu-se de buna cunoaştere a normelor de
utilizare verificare şi icircntreţinerea utilajului
- să se verifice sistematic la fiecare post de sudură şi sudor starea tehnică a utilajului şi
modul icircn care sudorul respectă normele tehnice
Sudorul icircnainte de icircnceperea lucrului trebuie să verifice buna stare de funcţionare a
icircntregului utilaj şi icircn special al generatorului de acetilenă lentilele de oxigen şi acetilenă
aparatura acestora incluse icircn supapa hidraulica de siguranţă locul de amplasare a acestora
pentru a fi ferit de icircncălzire
Orice defecţiune constatată la utilajul de sudură va fi comunicată responsabilului cu
sudura La orice părăsire a locului de muncă sudorul este obligat să oprească alimentarea
curentului electric a aparatelor
La sudarea electrică prin rezistentă de contact prin presiune şi prin puncte se vor lua
măsuri de protecţie a sudorului icircmpotriva stropilor de metal topit şi icircmpotriva atingerea
pieselor calde Corpul şi macircinile vor fi protejate icircmpotriva stropilor de metal folosindu-se
32
şorţul de piele respectiv mănuşi Peste icircncălţăminte se vor icircmbrăca jambiere de protecţie
Dacă icircn timpul lucrului arzatirul se icircncălzeşte excesiv acesta se va răci de cacircte ori
este necesar icircntr-un vas cu apă curată aflat permanent la locul de muncă al sudorului
Se interzice sudarea electrică atunci cacircnd conductoarele electrice au izolaţii
deteriorate iar cleştele port electrod este defect sau are izolaţie termoelectrică
necorespunzătoare deoarece aceste defecte pot provoca electrocutări
PSI
Prevenirea şi stingerea incendiilor
La intrarea icircn atelierele de sudare se vor afişa vizibil bdquoFumatul Interzisrdquo bdquoNu priviţi
flacărardquo bdquoPericol de orbirerdquo bdquoAtenţie se sudeazărdquo etc
Prin nerespectarea normelor de tehnica securităţii muncii se pot produce următoarele
accidente
- electrocutări
- icircmbolnăvirea ochilor şi arsuri de piele
- incendii cauzate de scacircnteile icircmprăştiate de arcul electric
Pentru prevenirea unor accidente se vor respecta următoarele reguli
- nu se va icircncepe lucrul la o maşină pacircnă cacircnd cel ce trebuie să o deservească nu o
cunoaşte perfect
- se va verifica instalaţia de ungere şi de răcire
- se va verifica instalaţia maşinilor unelte
- se va controla buna funcţionare a pieselor de prelucrat a sculelor şi a dispozitivelor pe
maşina unelta
- icircn timpul lucrului să se folosească dispozitive de protecţie icircmpotriva aşchiilor ecrane
ochelari
- nu se admite fracircnarea organelor icircn mişcarea cu macircna
- controlul stării sculei şi a prelucrării piesei nu se admite a fi făcut icircn timpul
funcţionării maşinii
- hainele de protecţie (halat sau salopetă) să fie icircncheiate la toţi nasturii manşetele
stracircnse iar capul acoperit
- locul de muncă trebuie ţinut icircn ordine şi curăţenie
- se va acorda o atenţie deosebită fixării corecte a pieselor şi echilibrării acestora
33
- cuţitele trebuie să pătrundă icircn materialul lin pentru evitarea smulgerii piesei la şoc
- ajustarea cu pilă de maşină de unelta a unor muchii se va face ţinacircndu-se macircnerul icircn
macircnă dreaptă iar capătul pilei icircn macircnă stacircngă
- aşchiile se icircndepărtează numai cacircnd maşina unelta este oprită
- la constatarea oricărei defecţiuni se va opri maşina unelta şi se va anunţa maestrul şi
mecanicul de icircntreţinere
Instructajul de protecţie a muncii este obligatoriu şi se efectuează de către cei care conduc şi
controlează procesele de muncă Instructajul cuprinde trei faze
a) Instructajul introductiv general se face icircn prima zi de activitate practică şi are drept
scop prezentarea principalelor măsuri de protecţie a muncii specifice unităţii La terminarea
instructajului se va face verificarea iar rezultatul se consemnează icircn fişa individuală pentru
protecţia muncii
b) Instructajul la locul de muncă are scopul de a prezenta măsurile de protecţie a muncii
specificepostului de lucru respectiv şi se face elevilor şi tuturor angajaţilor noi arătacircndu-se
cauzele principale care pot duce la accidentele de muncă şi măsurile de prevenire a acestora
c) Instructajul periodic se face la locul de muncă pentru a reaminti normele de protecţie a
muncii
34
Bibliografie
CC Teodorescu D Mocanu M Buga- Icircmbinări sudate- ET 1972 Bucureşti
Vasile Ilie C Gheorghe- Tăierea şi prelucrarea cu flacără a materialelor metalice- ET 1978
Bucureşti
M Brezeanu- Icircndrumătorul sudorului- ET 1975 Bucureşti
SI Ozanov- Controlul icircmbinărilor sudate- ET 1982 Bucureşti
C Teodorescu- Icircmbinări sudate- ET 1992 Bucureşti
C Miklos- Sudarea metalelor- ET 1985 Bucureşti
V Drobota- Rezistenţa materialelor şi organe de maşini- Editura Didactică şi Pedagogică
1979 Bucureşti
M Smilovici- Icircndrumător pentru icircmbinările sudate
35

1048707 transfer sinergic icircn curent pulsat la grosimi medii de material unde tehnologia de sudare
clasică se plasează icircn domeniul transferului intermediar caracterizat prin stropiri mari pentru
sudarea stratului de rădăcină la sudarea icircn poziţii dificile
Curentul de sudare Is Viteza de avans a sacircrmei electrod vae depinde de modul de transfer
diametrul sacircrmei poziţia de sudareetc Reglarea curentului de sudare respectiv a puterii
arcului electric se face prin modificarea vitezei de avans a sacircrmei electrod pe baza relaţiei de
proporţionalitate existentă icircntre cei doi parametrii tehnologici Practic la sudarea MIGMAG
viteza de avans a sacircrmei electrod poate fi considerată parametrul principal icircn stabilirea
tehnologiei de sudare care icircn anumite condiţii date (materialul sacircrmei diametrul sacircrmei gazul
de protecţie) determină valorile celorlalţi parametrii tehnologici şi icircn primul racircnd valoarea
curentului de sudare Deci cacircnd stabilim curentul de sudare trebuie să stabilim practic valoarea
vitezei de avans a sacircrmei electrod cei doi parametri fiind indisolubil legaţi unul de altul
Stabilirea corelaţiei curent de sudare ndash viteză de avans sacircrmă electrod se face din nomograme
de tipul Is = f(vae) figura 50divide54 trasate pentru anumite condiţii concrete de lucru (tip
material de adaos diametru sacircrmă gaz de protecţie lungime capăt liber sacircrmă mod de
transfer clasic sau icircn curent pulsat) din tabele tehnologice (sau şabloane) funcţie de condiţiile
concrete de lucru Icircn tabelele de mai jos sunt prezentate corelaţiile dintre viteza de avans a
sacircrmei electrod şi valoarea curentului de sudare pentru diametrele de 10 şi 12 mm folosind
ca şi gaze de protecţie CO2 100 şi CORGON 18 (amestec 82 Ar + 18 CO2 cel mai
frecvent utilizat la sudarea oţelurilor nealiate şi slab aliate) iar ca sacircrmă electrod sacircrma
nealiată SG2 (cea mai utilizată pentru sudarea oţelurilor nealiate şi slab aliate cu Mn) icircn
varianta clasică sau icircn current pulsat
Valorile pentru viteza de avans a sacircrmei din tabelele de mai jos şi 30 se vor corecta cu
coeficientul 08
Corelaţia viteza de avans a sacircrmei ndash curent de sudare (ds = 10 mm)
Nr
crt
Vae
(mmin
)
Is
(A)
Ua
(V)
lcl
(mm)
Q
(lmin)
Vs
(cmmin) Obs
1 2 68 153 8 8 17
2 3 96 16 8 8 17
19
Transfer
Prin
Circuit
3 4 128 168 8 8 17
4 5 132 188 10 8 17
5 6 144 20 10 10 20
6 7 156 215 10 10 20
71 8 180 225 10 10 20
72 8 172 225 12 12 25
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 10 mm Is = 80 ndash 180 A
Gazul de protecţie CO2 100
Sensul de sudare spre stacircnga (prin icircmpingere)
Corelaţia viteza de avans a sacircrmei ndash curent de sudare (ds = 10 mm)
Nr
crt
Vas
(mmin
Is
(A)
Ua
(V)
Icl
(mm)
Q
(lmin)
Vs
(cmmin) Obs
1 2 53 153 8 8 15 Arc
instabil
IS ndashmic
2 3 90 158 8 8 15
Transfer
prin
scurtcircuit
3 4 120 163 8 8 15
4 5 140 17 10 8 15
5 6 160 18 10 10 20
6 7 175 188 10 10 20
71 8 200 198 10 10 20
72 8 184 20 12 12 25
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 10 mm Is = 60 ndash 180 A
Gazul de protecţie CORGON 18
Sensul de sudare spre stacircnga (prin icircmpingere)
20
Corelaţia viteza de avans a sacircrmei ndash curent de sudare (ds = 12 mm)
Nr
crt
Vae
(mmin)
Is
(A)
Ua
(V)
lcl
(mm)
Q
(lmin)
Vs
(cmmin)
Obs
1 2 74 185 10 10 16
Transfer
Prin
scurtcircuit
2 3 112 193 10 10 16
31 4 144 208 10 10 16
32 4 136 21 12 12 25
4 5 160 223 12 12 25
5 6 184 235 12 12 25
Transfer
Intermediar
6 7 204 253 14 15 30
7 8 224 275 14 15 30
8 9 248 288 14 15 30
91 10 268 305 14 15 30
92 10 256 31 16 18 40
10 11 280 323 16 18 40 Transfer
Globular11 12 300 335 16 18 40
12 13 290 333 20 20 45
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 12 mm Is = 120 ndash 350 A
Gazul de protecţie CO2 100
Sensul de sudare spre dreapta (prin tragere)
Viteza de sudare depinde de grosimea metalului de bază (grosimea sudurii de colţ) modul de
transfer tehnica de sudare (număr mare sau număr mic de treceri) poziţia de sudare varianta
de sudare (semimecanizată sau mecanizată) etc Domeniul de valori este cuprins icircntre 15-100
cmmin cu precizarea că viteza de sudare la sudarea MIGMAG este substanţial mai mare
decacirct la sudarea manuală cu electrod icircnvelit Recomandări utile privind viteza de sudare
1048707 15 - 30 cmmin la sudarea semimecanizată cu transfer prin scurtcircuit sau la sudarea
stratului de rădăcină
21
1048707 30 - 50 cmmin la sudarea semimecanizată cu transfer prin pulverizare sau icircn curent pulsat
există o valoare optimă a vitezei de sudare situată icircn jurul valorii de 40 - 45 cmmin pentru
care se obţine pătrunderea maximă
1048707 30 - 100 cmmin la sudarea mecanizată icircn funcţie de grosimea componentelor
Materiale de sudare
Materialele utilizate la sudarea ST sunt sacircrma electrod icircn cazul sudării cu sacircrmă
tubulară cu autoprotecţie respectiv sacircrma electrod şi gazul de protecţie la sudarea cu sacircrmă
tubulară cu protecţie suplimentară
Sacircrma electrod se prezintă sub forma unei teci metalice umplute cu un miez
pulverulent icircn următoarea gamă de diametre 10 12 14 16 18 20 24 28 (32)
Icircnvelişul metalic se execută icircn general dintr-un material nealiat caracterizat prin
proprietăţi bune de ductilitate pentru a permite laminarea şi trefilarea uşoară a tecii grosimea
acesteia avacircnd valori sub 02 mm Alierea cusăturii cacircnd este cazul se face icircn general prin
miez Icircnvelişul metalic (teaca) are următoarele roluri
bull asigură prin topire cantitatea de material de adaos pentru realizarea icircmbinării sudate sau
icircncărcarea prin sudare
bull asigură contactul electric şi realizează icircnchiderea circuitului electric de sudare icircntre vacircrful
sacircrmei şi piesă
bull păstrează şi protejează miezul de pulbere icircmpotriva umidităţii
Miezul este un amestec de substanţe similare icircnvelişului electrozilor şi fluxurilor de
sudare După rolul pe care icircl au icircn procesul de sudare substanţele din miez se icircmpart icircn
bull substanţe zgurifiante pentru protejarea metalului topit
bull substanţe gazeifiante pentru protecţia spaţiului arcului icircmpotriva pătrunderii aerului
bull substanţe dezoxidante şi de rafinare a băii metalice
bull substanţe ionizatoare pentru icircmbunătăţirea stabilităţii arcului
bull substanţe (elemente) de aliere pentru alierea icircn arc
Echipamente pentru sudare MIGMAG
Din punctul de vedere al tehnologului respectiv al utilizatorului echipamentului de
sudare nu este atacirct de importantă cunoaşterea detaliilor de proiectare a acestor instalaţii
22
(sursă de sudare pupitru de comandă scheme electrice si electronice etc) cacirct mai ales
cunoaşterea părţilor componente ale echipamentului şi a rolului acestora a particularităţilor
specifice a performanţelor de sudare a modului de reglare şi control a parametrilor
tehnologici de sudare icircn vederea obţinerii rezultatelor dorite sau impuse de tehnologia de
sudare cu performanţe maxime
Echipamentele de sudare MIGMAG constituie sisteme mult mai complexe atacirct icircn
ceea ce priveşte părţile componente cacirct şi pregătirea pentru sudare respectiv modul de
comandă şi reglare a parametrilor tehnologici de sudare icircn comparaţie cu echipamentele
clasice utilizate la sudarea manuală cu electrozi icircnveliţi (transformatoare convertizoare
redresoare) Din punct de vedere a reglării parametrilor tehnologici icircn practică lucrurile nu
sunt de loc complicate icircn general aceasta implicacircnd reglarea a doi parametri şi anume
selectarea treptei de tensiune (tensiunea de mers icircn gol şi implicit tensiunea arcului) respectiv
ajustarea vitezei de avans a sacircrmei electrod pentru asigurarea curentului de sudare necesar
Figura 5
Părţile componente ale unei instalaţii de sudare MIGMAG
a - furtun gaz b ndash sacircrmă electrod c ndash tur-retur apă d ndash comandă pistolet
e ndash conductor curent f ndash tub de protecţie g ndash cablu de masă
Icircn cazul surselor moderne de sudare sinergice cu invertor problema este şi mai mult
simplificată oferind utilizatorului (operatorului sudor) prin programele icircncorporate icircn
microprocesor o tehnologie apropiată de optim prin reglarea unui singur parametru
tehnologic viteza de avans a sacircrmei electrod respectiv tensiunea arcului Icircn funcţie de
23
principiul de reglare al puterii (energiei) arcului specific sursei de sudare utilizate se setează
sau se reglează după necesităţi un singur parametru tehnologic considerat parametru de bază şi
anume viteza de avans a sacircrmei icircn cazul surselor cu invertor cu tranzistoare de putere cu
reglare continuă a tensiunii arcului respectiv tensiunea icircn cazul surselor de sudare cu reglare
icircn trepte a tensiunii arcului Restul parametrilor tehnologici de sudare sunt reglaţi automat prin
intermediul programelor microprocesorului icircn funcţie de datele de intrare specifice aplicaţiei
date introduse icircn prealabil de la consola sursei tipul de transfer (clasic sau pulsat) materialul
de adaos (compoziţia chimică) diametrul sacircrmei gazul de protecţie etc Echipamentul
permite şi efectuarea corecţiilor necesare dacă este cazul Acest mod de reglare al puterii
arcului necesar procesului de sudare dat este cunoscut sub denumirea de bdquoONE KNOBldquo adică
reglarea instalaţiei pentru sudare de la un singur buton ceea ce simplifică foarte mult sarcinile
operatorului sudor conducacircnd la regimuri de sudare optime fără să fie nevoie de multe
cunoştinţe tehnologice temeinice icircn afara celor de bază necesare sudării propriu zise Un
echipament de sudare MIGMAG se compune icircn principiu din următoarele părţi componente
figura 5
1048766 1 Sursa de sudare
1048766 2 Pupitrul de comandă
1048766 3 Dispozitivul de avans al sacircrmei electrod DAS
1048766 4 Pistoletul de sudare
1048766 5 Alimentarea cu gaz de protecţie
1048766 6 Instalaţia de răcire cu apă
Sursa de sudare
Sursele de sudare utilizate la sudarea MIGMAG sunt surse de curent continuu
convertizoare redresoare invertoare Datorită performanţelor modeste (timp de răspuns mare
dinamică redusă) icircn prezent convertizoarele de sudare se utilizează din ce icircn ce mai rar la
sudarea MIGMAG (aproape deloc) ele fiind icircnlocuite de redresoarele de sudare şi icircn ultimul
timp pe scară tot mai largă de sursele cu invertor pentru sudare (pe scurt invertoare pentu
sudare) Redresoarele la racircndul lor pot fi clasice cu diode sau comandate electronic cu
tiristoare sau tranzistoare de putere Particularitatea principală a surselor de sudare MIGMAG
este forma caracteristicii externe Ua=f(Is) Din motive de asigurare a stabilităţii arcului
24
electric prin fenomenul de autoreglare specific sudării MIGMAG forma caracteristicii
externe a sursei este rigidă (1) sau uşor coboracirctoare (2) (sub 7V100A)
Din motive de stabilitate maximă a procesului se preferă caracteristicile externe uşor
coboracirctoare a căror pantă (ΔUaΔIs) depinde de gazul de protectie respectiv de diametrul
sacircrmei electrod prin funcţia REGTYPE (valabilă numai la sursele cu invertor) Panta
caracteristicii externe este mai mare la sudarea icircn dioxid de carbon decacirct icircn argon sau
amestecuri bogate icircn argon La sudarea icircn CO2 caracteristica externă are panta maximă la
sacircrma electrod cu diametrul cel mai mic 08 mm şi scade cu creşterea diametrului sacircrmei
La sudarea icircn amestecuri bogate icircn argon panta caracteristicii externe este aceeaşi
pentru toate diametrele de sacircrmă şi mai mică decacirct cele corespunzătoare sudării icircn CO2
Datorită acestei forme a caracteristicii externe se observă că tensiunea arcului este apropiată
de tensiunea de mers icircn gol a sursei Icircn consecinţă reglarea tensiunii arcului la sudarea
MIGMAG se face prin reglarea tensiunii de mers icircn gol a sursei de sudare Aceasta se poate
face prin reglaj icircn trepte la sursele cu diode sau prin reglaj continuu la sursele cu tiristoare şi la
invertoare Reglajul continuu este cel mai bun permiţacircnd o infinitate de curbe acoperind toate
cerinţele tehnologice dar este mai costisitor Reglajul icircn trepte se face de obicei icircn două etape
un reglaj brut respectiv un reglaj fin şi este mai uşor de realizat constructiv (mai ieftin)
Numărul curbelor caracteristici externe este limitat icircntre o valoare minimă U20min şi o
valoare maximă U20max specific fiecărei surse Icircn acest caz obţinerea regimului optim pentru
o valoare dată a tensiunii se face prin corecţia vitezei de avans a sacircrmei electrod De aici
decurge cea de-a doua particularitate a surselor de sudare MIGMAG şi anume tensiunea de
mers icircn gol este mai mică decacirct la sursele de sudare cu electrod icircnvelit respectiv sursele WIG
fiind cuprinsă icircn intervalul de valori 20-50V Forma caracteristicii externe şi valoarea redusă a
tensiunii de mers icircn gol fac ca sursele de sudare MIGMAG să nu poată fi folosite la sudarea
SE şi WIG Icircn ultimul timp au apărut sursele de sudare universale (cu tiristoare sau cu
invertor) care permite sudarea cu toate cele trei procedee de sudare printr-o simplă comutare
pe procedeul utilizat (prin modificarea formei caracteristicii externe)
Cea de-a treia particularitate a surselor de sudare MIGMAG o constituie prezenţa unei
inductanţe icircn circuitul de sudare necesară icircn cazul sudării cu arc scurt cu transfer prin
scurtcircuit (sau la sudarea cu arc lung icircn bioxid de carbon icircn cazul scurtcircuitelor aleatoare)
pentru limitarea vacircrfului curentului de scurtcircuit şi prin urmare pentru reducerea stropirilor
25
Inductanţele fizice (reale) pot fi fixe variabile icircn trepte (cu ploturi) sau variabile continuu (cu
miez magnetizat
Surse de sudare sinergică - Invertoare
Dezvoltarea electronicii icircn general şi a electronicii de putere icircn special icircn ultimul timp
(a doua parte a secolului al XXndashlea) a impulsionat aşa cum era de aşteptat dezvoltarea şi
modernizarea echipamentelor de sudare icircn general şi a echipamentelor de sudare prin topire icircn
special producacircnd se poate spune o adevărată revoluţie icircn acest domeniu nebănuit cu puţin
timp icircn urmă atacirct din punctul de vedere al greutăţii proprii şi al dimensiunilor de gabarit cacirct
mai ales a performanţelor atinse Motorul acestei bdquorevoluţiildquo a fost folosirea invertoarelor de
frecvenţă ridicată cu transformator pe miez de ferită icircn construcţia surselor de putere şi
comanda lor cu ajutorul microprocesoarelor A fost posibilă astfel atingerea unor performanţe
tehnologice inimaginabile şi a unui control perfect al procesului de sudare icircn ansamblul lui
Atingerea acestor nivele icircnalte se datorează vitezei foarte mari de răspuns a invertoarelor de
ordinul microsecundelor funcţie de frecvenţa invertorului care a permis modelarea după
dorinţă a parametrilor tehnologici de sudare şi controlul riguros al acestora Comparativ viteza
de răspuns a redresoarelor clasice cu diode sau tiristoare nu putea fi scăzută sub 5 ms
Icircn anul 1970 redresoarele cu tiristoare au icircnceput să fie utilizate la sudarea manuală cu
electrozi icircnveliţi SE şi sudarea MIGMAG standard Tot cam icircn aceeaşi perioadă au apărut şi
sursele standard MIGMAG icircn curent pulsat formate prin combinarea a două surse obişnuite
una pentru curentul de baza alta pentru curentul de puls dar care funcţionează pe frecvenţe
fixe 25 33 50 75 100Hz Datorită vitezelor mari cu care se desfăşoară fenomenele icircn zona
arcului (de exemplu timpul de scurtcircuit tsc = 15-3 ms) şi avacircnd icircn vedere că timpul de
reacţie al tiristoarelor este de min 5-6 ms (deci mult mai mare) la redresoarele pentru sudarea
MIGMAG nu era posibilă modelarea acestor fenomene iar controlul variaţiei curentului de
scurtcircuit s-a putut face numai folosind o inductanţă fizică reală
Icircn jurul anului 1980 au apărut tiristoarele rapide cu timp de blocare redus Astfel s-au
realizat primele surse de tip invertor cu tiristoare care funcţionează pe o frecvenţă de 15
KHz Datorită cerinţelor complexe ale regimului de sudare şi a vitezelor mari de derulare a
fenomenelor din arcul electric au fost realizate surse cu tranzistoare de putere icircn circuitul de
26
sudare care au permis creşterea frecvenţei invertoarelor la valori mult mai mari decacirct cu care
se desfăşoară fenomenele icircn arc
Tehnologia de sudare a tablelor din OL32
Tehnologii de sudare pentru oţel carbon nealiat şi slab aliat
1048766 Tipul icircmbinării de colţ
1048766 Poziţia de sudare vertical ascendentă
1048766 Tipul de transfer prin scurtcircuit
1048766 Gazul de protecţie 75 Ar + 25 CO2
27
Capitolul 4
Metode de control a icircmbinărilor sudate
Controale nedistructibile
Controalele nedistrucitve nu duc la deteriorarea imninarii sudate şi nu influenţează asupra
comportării icircn exploatarea acestuia Cele mai utilizate controale nedistructive sunt
- controlul vizual
- controlulu cu raze Roentgen sau gama
- controlul cu ultrasunete
- controlul cu utilizarea unor metode magnetice
- controlul cu lichide penetrante
- expunerea icircmbinării sudate pe bancă de probă sau pe maşini de icircncercări la solicitare
cacirct mai apropiate de cele icircn exploatare la suprasolicitari avacircnd o valoare dinainte stabilită
sau la solicitări variabile după un ciclu determinat verificarea se face prin examninarea
ulterioară fie prin efectuarea unor măsurători tensometrice proba hidraulică
- proba pneumatică
- proba cu petrol
- proba cu amoniac
- proba cu etansietate utilizacircnd metoda spectometrului de masă
Controale distructive
Controalele distructive se execută la o anumită icircmbinare sudată sau asupra unor
porţiuni din această Porţiunile supuse acestor controale nu mai pot fi utilizate ulterior icircn
exploatare Controalele distrucitve se pot executa utilizacircnd plăci de control din acelaşi material
de baze sudate cu acelaşi material de adaos şi realizate cu acelaşi regim ca şi icircmbinările sudate
ale utilajuluipentru care se fac Icircn cazul unor verificări sau expertize se pot preleva din
icircmbinarea sudată a materialului Se urmăreşte verificarea respectării materialelor de bază de
adaos şi auxiliare prescrise depistării eventualelor abateri de la procesul tehnologic stabilit
iniţial care au dus la existenţa unor defecte şi scăderea calităţii icircmbinării
28
Analiza metalografică se poate face prin
- microstructura care permite depistarea unor defecte (pori sulfuri fisuri incluziuni etc)
stabilirea configuraţiei icircn sectinue a cordonului de sudura şi ZIT determinarea numărului de
straturi depuse pentru formarea cordonului punerea icircn evidenţă a cristalizării primare a
metalului depus
- microstructura care permite punerea icircn evidenţă a unei microzone ale icircmbinării sudate a
conţinutului aproximativ de carbon a metalului de bază şi a precipitării carburilor la oţeluri
anticorosive
- sacrificacircnd una sau mai multe piese icircn cazul unei producţii de mare serie şi supunacircndu-se
unor solicitări cacirct mai apropiate de cele din exploatare şi a căror mărime este crescută pacircnă la
ruperea construcţiei se urmăreşte verificarea viabilităţii soluţiilor constructive a calităţii
materialelor de bază şi de adaos a regimului tehnologic Metoda poate servi şi la stabilirea
fiabilităţii produsului respectiv
Prezentarea unor metode de depistare a icircmbinărilor sudate
Urmează o prezentare ceva mai detaliată a unor metode de control nedistructiv cu
rolul de a oferi celor care nu se ocupă direct cu controlul imbunarilor sudate date generale
privind modul de efectuare a fiecărui control
Controlul prin găurire
Cusătura se găureşte cu ajutorul unui burghiu cu unghiul de ascuţire de 90 grade
Diametrul burghiului se alege astfel icircncacirct să fie găurita icircntreaga secţiune transversală a
cusăturii şi să fie cuprins metalul de bază pe aproximativ 2mm Se execută icircntacirci o găurire de
circa 3 mm adacircncime şi se examinează cu atenţie Se adacircnceşte gaura cu icircncă 2-3 mm se
examinează din nou şi astfel se continuă pacircnă se ajunge la rădăcina cusăturii Examinarea se
face cu ajutorul unei lupe
Controlul prin găurire se recomandă a se executa icircn special pentru stabilirea cauzelor
de deteriorare parţială a construcţiilor sudate icircn exploatare atunci cacircnd prelevarea eprubetelor
de macrostructure este imposibilă sau nedorită
Controlul cu raza Roentgen şi gama generalităţii
Lumina vizibilă este formată din oscilaţii electromagnetice Razele Roentgen şi razele
gama sunt de asemenea oscilaţii electromagnetice care se deosebesc numai prin lungimea
29
undei Razele Roentgen pătrund icircn icircmbinările sudate fiind parţial absorbite şi dispersate
Capacitatea de pătrundere a razelor depind de lungimea de undă Controlul cu radiaţii
penetrante este cea mai răspacircndită metodă de control nedistructivă asiguracircnd un document
asupra mărimii formei poziţiei icircn plan şi frecvenţei defectelor Normele romacircneşti precum şi
norme din alte ţări dau recomandări cu privire la aprecierea calităţii icircmbinărilor sudate
obţinute la controlul Roentgen
Icircmbinarea sudată trebuie examinată cu direcţia razelor perpendiculare pe direcţia să
sau un anumit unghi
Controlul etansitatii utilizacircnd metoda spectometrului de masă
(probă cu helium freon argon)
Generalităţi
Pentru detectarea defectelor se utilizează un gaz trasot a cărui prezenţă icircn urmă foarte
fine poate fi pusă icircn evidenţă prin metoda spectrometului de masă
Controlul cu helium fiind scump se recomandă a fi utilizat pentru piese mici de la
detectarea uneor defecte foarte fine putacircnd localiza defecte la fluxul gazos Un alt gaz
freonul poate asigura icircn funcţie de metoda utilizată detectarea unor masivităţi prin care sunt
pierderi de fluxuri gazoase
Metoda presupune utilizarea unei aparaturi speciale care icircn prezenţa urmelor de gaz
trasot emit semnale ascuţite şi luminoase caracteristică a fiecărui gaz trasot utilizat Pentru a
putea face o legătură icircntre mărimea defectului şi fluxului de gaz scurs prin neetansietati se
prezintă după Duquenes mărimea fluxului de heliu scurs prin neetansietati icircn funcţie de
grosimea piesei (lungimea defectului) şi diametrul acestuia
30
Capitolul 5
Securitatea şi sănătatea muncii
Reguli ce trebuie respectate la sudare
- La sudarea manuală cu electrod icircnvelit icircn afară de măsurile generale de protecţie care
se iau la lucrările de sudare trebuie luate o serie de măsuri speciale specifice procedeului
- Protecţia icircmpotriva radiaţiilor arcului se realizează după cum urmează
- - protecţia ochiilor şi a feţei prin folosirea măştii de sudură o atenţie deosebită
se va acorda alegerii sticlei de protecţie a ochilor indiferent de intensitatea curentului cu care
se lucrează la alegerea numărului sticlei de protecţie sudorul va avea icircn vedere că o sticlă
prea icircnchisă obligă urmărirea arcului de la mică distanţă fapt care are repercursiuni asupra
igienei respiratorii
- - protecţia pielii şi a organelor interne se realizează prin folosirea obligatorie a
mănuşilor şi şorturilor din piele
- - pentru protecţia celorlalţi muncitori la locul de muncă al sudorilor va fi
icircnconjurat cu paravane de protecţie De asemenea se vor aplica tăbliţe avertizoare bdquoAtenţie se
sudeazărdquo
Protecţie icircmpotriva electrocutării
Toate sursele de curent ca şi piese care icircn mod accidental pot fi puse icircn contact cu circuitul
de sudare vor fi legate de pămacircnt
- tensiunile nu vor depăşi 80V
- icircncălţămintea şi icircmbrăcămintea sudorului va fi icircn bună stare permiţacircnd contactul
direct dintre piesă şi corpul sudorului
- icircn cazul sudării pe sol umed sau pe corpuri metalice se va folosi covorul de cauciuc
- port-izolatorul va fi aşezat cacircnd nu se sudează icircn poziţie sigură pe corpuri izolatoare
- resturile de electrod vor fi eliminate prin port electrod pentru a evita contactele
accidentale
- port electrozii vor fi complet izolaţi
31
- icircn perioadele de repaus (peste 10 min) sursă de curent va fi scoasă de sub tensiune
- icircn cazul sudării icircn interiorul pieselor metalice se recomandă supravegherea
permanentă a sudorului
Protecţia icircmpotriva gazelor şi fumului
Locul de muncă al sudorului va fi asigurat cu o bună ventilaţie Icircn cazul aspiraţiei locale
trebuie asigurat un delict de aspiraţie 70Lsecundă la 150 mm de arc sau 280Ls la 300 mm de
arc Icircn cazul aspiraţiei gazelor cu dispozitive la care nu se poate deplasa gura de aspiraţie se
va asigura delict de 7-11 m pe minut şi post de sudură iar icircn cazul ventilaţiei generale 56 m
pe minut şi post de sudură Defecţiunile tehnice se vor remedia numai de către personalul
calificat
Organizarea locului de muncă
La sudarea cu gaze există pericolul arderilor şi accidentelor datorită existenţei gazelor sub
presiune şi a caracteristicilor oxigenului şi a gazelor combustibile Este necesar ca
responsabilii cu protecţia muncii şi sudură să execute
- icircntocmirea şi afişarea la locul de muncă a instruciunilor de funcţionare deservite
icircntreţinere şi verificare a fiecărui utilaj icircn parte cu precizarea defectuarilor posibile şi a
măsurilor ce trebuie luate de sudor
- să instruiască periodic sudorii convingacircndu-se de buna cunoaştere a normelor de
utilizare verificare şi icircntreţinerea utilajului
- să se verifice sistematic la fiecare post de sudură şi sudor starea tehnică a utilajului şi
modul icircn care sudorul respectă normele tehnice
Sudorul icircnainte de icircnceperea lucrului trebuie să verifice buna stare de funcţionare a
icircntregului utilaj şi icircn special al generatorului de acetilenă lentilele de oxigen şi acetilenă
aparatura acestora incluse icircn supapa hidraulica de siguranţă locul de amplasare a acestora
pentru a fi ferit de icircncălzire
Orice defecţiune constatată la utilajul de sudură va fi comunicată responsabilului cu
sudura La orice părăsire a locului de muncă sudorul este obligat să oprească alimentarea
curentului electric a aparatelor
La sudarea electrică prin rezistentă de contact prin presiune şi prin puncte se vor lua
măsuri de protecţie a sudorului icircmpotriva stropilor de metal topit şi icircmpotriva atingerea
pieselor calde Corpul şi macircinile vor fi protejate icircmpotriva stropilor de metal folosindu-se
32
şorţul de piele respectiv mănuşi Peste icircncălţăminte se vor icircmbrăca jambiere de protecţie
Dacă icircn timpul lucrului arzatirul se icircncălzeşte excesiv acesta se va răci de cacircte ori
este necesar icircntr-un vas cu apă curată aflat permanent la locul de muncă al sudorului
Se interzice sudarea electrică atunci cacircnd conductoarele electrice au izolaţii
deteriorate iar cleştele port electrod este defect sau are izolaţie termoelectrică
necorespunzătoare deoarece aceste defecte pot provoca electrocutări
PSI
Prevenirea şi stingerea incendiilor
La intrarea icircn atelierele de sudare se vor afişa vizibil bdquoFumatul Interzisrdquo bdquoNu priviţi
flacărardquo bdquoPericol de orbirerdquo bdquoAtenţie se sudeazărdquo etc
Prin nerespectarea normelor de tehnica securităţii muncii se pot produce următoarele
accidente
- electrocutări
- icircmbolnăvirea ochilor şi arsuri de piele
- incendii cauzate de scacircnteile icircmprăştiate de arcul electric
Pentru prevenirea unor accidente se vor respecta următoarele reguli
- nu se va icircncepe lucrul la o maşină pacircnă cacircnd cel ce trebuie să o deservească nu o
cunoaşte perfect
- se va verifica instalaţia de ungere şi de răcire
- se va verifica instalaţia maşinilor unelte
- se va controla buna funcţionare a pieselor de prelucrat a sculelor şi a dispozitivelor pe
maşina unelta
- icircn timpul lucrului să se folosească dispozitive de protecţie icircmpotriva aşchiilor ecrane
ochelari
- nu se admite fracircnarea organelor icircn mişcarea cu macircna
- controlul stării sculei şi a prelucrării piesei nu se admite a fi făcut icircn timpul
funcţionării maşinii
- hainele de protecţie (halat sau salopetă) să fie icircncheiate la toţi nasturii manşetele
stracircnse iar capul acoperit
- locul de muncă trebuie ţinut icircn ordine şi curăţenie
- se va acorda o atenţie deosebită fixării corecte a pieselor şi echilibrării acestora
33
- cuţitele trebuie să pătrundă icircn materialul lin pentru evitarea smulgerii piesei la şoc
- ajustarea cu pilă de maşină de unelta a unor muchii se va face ţinacircndu-se macircnerul icircn
macircnă dreaptă iar capătul pilei icircn macircnă stacircngă
- aşchiile se icircndepărtează numai cacircnd maşina unelta este oprită
- la constatarea oricărei defecţiuni se va opri maşina unelta şi se va anunţa maestrul şi
mecanicul de icircntreţinere
Instructajul de protecţie a muncii este obligatoriu şi se efectuează de către cei care conduc şi
controlează procesele de muncă Instructajul cuprinde trei faze
a) Instructajul introductiv general se face icircn prima zi de activitate practică şi are drept
scop prezentarea principalelor măsuri de protecţie a muncii specifice unităţii La terminarea
instructajului se va face verificarea iar rezultatul se consemnează icircn fişa individuală pentru
protecţia muncii
b) Instructajul la locul de muncă are scopul de a prezenta măsurile de protecţie a muncii
specificepostului de lucru respectiv şi se face elevilor şi tuturor angajaţilor noi arătacircndu-se
cauzele principale care pot duce la accidentele de muncă şi măsurile de prevenire a acestora
c) Instructajul periodic se face la locul de muncă pentru a reaminti normele de protecţie a
muncii
34
Bibliografie
CC Teodorescu D Mocanu M Buga- Icircmbinări sudate- ET 1972 Bucureşti
Vasile Ilie C Gheorghe- Tăierea şi prelucrarea cu flacără a materialelor metalice- ET 1978
Bucureşti
M Brezeanu- Icircndrumătorul sudorului- ET 1975 Bucureşti
SI Ozanov- Controlul icircmbinărilor sudate- ET 1982 Bucureşti
C Teodorescu- Icircmbinări sudate- ET 1992 Bucureşti
C Miklos- Sudarea metalelor- ET 1985 Bucureşti
V Drobota- Rezistenţa materialelor şi organe de maşini- Editura Didactică şi Pedagogică
1979 Bucureşti
M Smilovici- Icircndrumător pentru icircmbinările sudate
35

Transfer
Prin
Circuit
3 4 128 168 8 8 17
4 5 132 188 10 8 17
5 6 144 20 10 10 20
6 7 156 215 10 10 20
71 8 180 225 10 10 20
72 8 172 225 12 12 25
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 10 mm Is = 80 ndash 180 A
Gazul de protecţie CO2 100
Sensul de sudare spre stacircnga (prin icircmpingere)
Corelaţia viteza de avans a sacircrmei ndash curent de sudare (ds = 10 mm)
Nr
crt
Vas
(mmin
Is
(A)
Ua
(V)
Icl
(mm)
Q
(lmin)
Vs
(cmmin) Obs
1 2 53 153 8 8 15 Arc
instabil
IS ndashmic
2 3 90 158 8 8 15
Transfer
prin
scurtcircuit
3 4 120 163 8 8 15
4 5 140 17 10 8 15
5 6 160 18 10 10 20
6 7 175 188 10 10 20
71 8 200 198 10 10 20
72 8 184 20 12 12 25
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 10 mm Is = 60 ndash 180 A
Gazul de protecţie CORGON 18
Sensul de sudare spre stacircnga (prin icircmpingere)
20
Corelaţia viteza de avans a sacircrmei ndash curent de sudare (ds = 12 mm)
Nr
crt
Vae
(mmin)
Is
(A)
Ua
(V)
lcl
(mm)
Q
(lmin)
Vs
(cmmin)
Obs
1 2 74 185 10 10 16
Transfer
Prin
scurtcircuit
2 3 112 193 10 10 16
31 4 144 208 10 10 16
32 4 136 21 12 12 25
4 5 160 223 12 12 25
5 6 184 235 12 12 25
Transfer
Intermediar
6 7 204 253 14 15 30
7 8 224 275 14 15 30
8 9 248 288 14 15 30
91 10 268 305 14 15 30
92 10 256 31 16 18 40
10 11 280 323 16 18 40 Transfer
Globular11 12 300 335 16 18 40
12 13 290 333 20 20 45
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 12 mm Is = 120 ndash 350 A
Gazul de protecţie CO2 100
Sensul de sudare spre dreapta (prin tragere)
Viteza de sudare depinde de grosimea metalului de bază (grosimea sudurii de colţ) modul de
transfer tehnica de sudare (număr mare sau număr mic de treceri) poziţia de sudare varianta
de sudare (semimecanizată sau mecanizată) etc Domeniul de valori este cuprins icircntre 15-100
cmmin cu precizarea că viteza de sudare la sudarea MIGMAG este substanţial mai mare
decacirct la sudarea manuală cu electrod icircnvelit Recomandări utile privind viteza de sudare
1048707 15 - 30 cmmin la sudarea semimecanizată cu transfer prin scurtcircuit sau la sudarea
stratului de rădăcină
21
1048707 30 - 50 cmmin la sudarea semimecanizată cu transfer prin pulverizare sau icircn curent pulsat
există o valoare optimă a vitezei de sudare situată icircn jurul valorii de 40 - 45 cmmin pentru
care se obţine pătrunderea maximă
1048707 30 - 100 cmmin la sudarea mecanizată icircn funcţie de grosimea componentelor
Materiale de sudare
Materialele utilizate la sudarea ST sunt sacircrma electrod icircn cazul sudării cu sacircrmă
tubulară cu autoprotecţie respectiv sacircrma electrod şi gazul de protecţie la sudarea cu sacircrmă
tubulară cu protecţie suplimentară
Sacircrma electrod se prezintă sub forma unei teci metalice umplute cu un miez
pulverulent icircn următoarea gamă de diametre 10 12 14 16 18 20 24 28 (32)
Icircnvelişul metalic se execută icircn general dintr-un material nealiat caracterizat prin
proprietăţi bune de ductilitate pentru a permite laminarea şi trefilarea uşoară a tecii grosimea
acesteia avacircnd valori sub 02 mm Alierea cusăturii cacircnd este cazul se face icircn general prin
miez Icircnvelişul metalic (teaca) are următoarele roluri
bull asigură prin topire cantitatea de material de adaos pentru realizarea icircmbinării sudate sau
icircncărcarea prin sudare
bull asigură contactul electric şi realizează icircnchiderea circuitului electric de sudare icircntre vacircrful
sacircrmei şi piesă
bull păstrează şi protejează miezul de pulbere icircmpotriva umidităţii
Miezul este un amestec de substanţe similare icircnvelişului electrozilor şi fluxurilor de
sudare După rolul pe care icircl au icircn procesul de sudare substanţele din miez se icircmpart icircn
bull substanţe zgurifiante pentru protejarea metalului topit
bull substanţe gazeifiante pentru protecţia spaţiului arcului icircmpotriva pătrunderii aerului
bull substanţe dezoxidante şi de rafinare a băii metalice
bull substanţe ionizatoare pentru icircmbunătăţirea stabilităţii arcului
bull substanţe (elemente) de aliere pentru alierea icircn arc
Echipamente pentru sudare MIGMAG
Din punctul de vedere al tehnologului respectiv al utilizatorului echipamentului de
sudare nu este atacirct de importantă cunoaşterea detaliilor de proiectare a acestor instalaţii
22
(sursă de sudare pupitru de comandă scheme electrice si electronice etc) cacirct mai ales
cunoaşterea părţilor componente ale echipamentului şi a rolului acestora a particularităţilor
specifice a performanţelor de sudare a modului de reglare şi control a parametrilor
tehnologici de sudare icircn vederea obţinerii rezultatelor dorite sau impuse de tehnologia de
sudare cu performanţe maxime
Echipamentele de sudare MIGMAG constituie sisteme mult mai complexe atacirct icircn
ceea ce priveşte părţile componente cacirct şi pregătirea pentru sudare respectiv modul de
comandă şi reglare a parametrilor tehnologici de sudare icircn comparaţie cu echipamentele
clasice utilizate la sudarea manuală cu electrozi icircnveliţi (transformatoare convertizoare
redresoare) Din punct de vedere a reglării parametrilor tehnologici icircn practică lucrurile nu
sunt de loc complicate icircn general aceasta implicacircnd reglarea a doi parametri şi anume
selectarea treptei de tensiune (tensiunea de mers icircn gol şi implicit tensiunea arcului) respectiv
ajustarea vitezei de avans a sacircrmei electrod pentru asigurarea curentului de sudare necesar
Figura 5
Părţile componente ale unei instalaţii de sudare MIGMAG
a - furtun gaz b ndash sacircrmă electrod c ndash tur-retur apă d ndash comandă pistolet
e ndash conductor curent f ndash tub de protecţie g ndash cablu de masă
Icircn cazul surselor moderne de sudare sinergice cu invertor problema este şi mai mult
simplificată oferind utilizatorului (operatorului sudor) prin programele icircncorporate icircn
microprocesor o tehnologie apropiată de optim prin reglarea unui singur parametru
tehnologic viteza de avans a sacircrmei electrod respectiv tensiunea arcului Icircn funcţie de
23
principiul de reglare al puterii (energiei) arcului specific sursei de sudare utilizate se setează
sau se reglează după necesităţi un singur parametru tehnologic considerat parametru de bază şi
anume viteza de avans a sacircrmei icircn cazul surselor cu invertor cu tranzistoare de putere cu
reglare continuă a tensiunii arcului respectiv tensiunea icircn cazul surselor de sudare cu reglare
icircn trepte a tensiunii arcului Restul parametrilor tehnologici de sudare sunt reglaţi automat prin
intermediul programelor microprocesorului icircn funcţie de datele de intrare specifice aplicaţiei
date introduse icircn prealabil de la consola sursei tipul de transfer (clasic sau pulsat) materialul
de adaos (compoziţia chimică) diametrul sacircrmei gazul de protecţie etc Echipamentul
permite şi efectuarea corecţiilor necesare dacă este cazul Acest mod de reglare al puterii
arcului necesar procesului de sudare dat este cunoscut sub denumirea de bdquoONE KNOBldquo adică
reglarea instalaţiei pentru sudare de la un singur buton ceea ce simplifică foarte mult sarcinile
operatorului sudor conducacircnd la regimuri de sudare optime fără să fie nevoie de multe
cunoştinţe tehnologice temeinice icircn afara celor de bază necesare sudării propriu zise Un
echipament de sudare MIGMAG se compune icircn principiu din următoarele părţi componente
figura 5
1048766 1 Sursa de sudare
1048766 2 Pupitrul de comandă
1048766 3 Dispozitivul de avans al sacircrmei electrod DAS
1048766 4 Pistoletul de sudare
1048766 5 Alimentarea cu gaz de protecţie
1048766 6 Instalaţia de răcire cu apă
Sursa de sudare
Sursele de sudare utilizate la sudarea MIGMAG sunt surse de curent continuu
convertizoare redresoare invertoare Datorită performanţelor modeste (timp de răspuns mare
dinamică redusă) icircn prezent convertizoarele de sudare se utilizează din ce icircn ce mai rar la
sudarea MIGMAG (aproape deloc) ele fiind icircnlocuite de redresoarele de sudare şi icircn ultimul
timp pe scară tot mai largă de sursele cu invertor pentru sudare (pe scurt invertoare pentu
sudare) Redresoarele la racircndul lor pot fi clasice cu diode sau comandate electronic cu
tiristoare sau tranzistoare de putere Particularitatea principală a surselor de sudare MIGMAG
este forma caracteristicii externe Ua=f(Is) Din motive de asigurare a stabilităţii arcului
24
electric prin fenomenul de autoreglare specific sudării MIGMAG forma caracteristicii
externe a sursei este rigidă (1) sau uşor coboracirctoare (2) (sub 7V100A)
Din motive de stabilitate maximă a procesului se preferă caracteristicile externe uşor
coboracirctoare a căror pantă (ΔUaΔIs) depinde de gazul de protectie respectiv de diametrul
sacircrmei electrod prin funcţia REGTYPE (valabilă numai la sursele cu invertor) Panta
caracteristicii externe este mai mare la sudarea icircn dioxid de carbon decacirct icircn argon sau
amestecuri bogate icircn argon La sudarea icircn CO2 caracteristica externă are panta maximă la
sacircrma electrod cu diametrul cel mai mic 08 mm şi scade cu creşterea diametrului sacircrmei
La sudarea icircn amestecuri bogate icircn argon panta caracteristicii externe este aceeaşi
pentru toate diametrele de sacircrmă şi mai mică decacirct cele corespunzătoare sudării icircn CO2
Datorită acestei forme a caracteristicii externe se observă că tensiunea arcului este apropiată
de tensiunea de mers icircn gol a sursei Icircn consecinţă reglarea tensiunii arcului la sudarea
MIGMAG se face prin reglarea tensiunii de mers icircn gol a sursei de sudare Aceasta se poate
face prin reglaj icircn trepte la sursele cu diode sau prin reglaj continuu la sursele cu tiristoare şi la
invertoare Reglajul continuu este cel mai bun permiţacircnd o infinitate de curbe acoperind toate
cerinţele tehnologice dar este mai costisitor Reglajul icircn trepte se face de obicei icircn două etape
un reglaj brut respectiv un reglaj fin şi este mai uşor de realizat constructiv (mai ieftin)
Numărul curbelor caracteristici externe este limitat icircntre o valoare minimă U20min şi o
valoare maximă U20max specific fiecărei surse Icircn acest caz obţinerea regimului optim pentru
o valoare dată a tensiunii se face prin corecţia vitezei de avans a sacircrmei electrod De aici
decurge cea de-a doua particularitate a surselor de sudare MIGMAG şi anume tensiunea de
mers icircn gol este mai mică decacirct la sursele de sudare cu electrod icircnvelit respectiv sursele WIG
fiind cuprinsă icircn intervalul de valori 20-50V Forma caracteristicii externe şi valoarea redusă a
tensiunii de mers icircn gol fac ca sursele de sudare MIGMAG să nu poată fi folosite la sudarea
SE şi WIG Icircn ultimul timp au apărut sursele de sudare universale (cu tiristoare sau cu
invertor) care permite sudarea cu toate cele trei procedee de sudare printr-o simplă comutare
pe procedeul utilizat (prin modificarea formei caracteristicii externe)
Cea de-a treia particularitate a surselor de sudare MIGMAG o constituie prezenţa unei
inductanţe icircn circuitul de sudare necesară icircn cazul sudării cu arc scurt cu transfer prin
scurtcircuit (sau la sudarea cu arc lung icircn bioxid de carbon icircn cazul scurtcircuitelor aleatoare)
pentru limitarea vacircrfului curentului de scurtcircuit şi prin urmare pentru reducerea stropirilor
25
Inductanţele fizice (reale) pot fi fixe variabile icircn trepte (cu ploturi) sau variabile continuu (cu
miez magnetizat
Surse de sudare sinergică - Invertoare
Dezvoltarea electronicii icircn general şi a electronicii de putere icircn special icircn ultimul timp
(a doua parte a secolului al XXndashlea) a impulsionat aşa cum era de aşteptat dezvoltarea şi
modernizarea echipamentelor de sudare icircn general şi a echipamentelor de sudare prin topire icircn
special producacircnd se poate spune o adevărată revoluţie icircn acest domeniu nebănuit cu puţin
timp icircn urmă atacirct din punctul de vedere al greutăţii proprii şi al dimensiunilor de gabarit cacirct
mai ales a performanţelor atinse Motorul acestei bdquorevoluţiildquo a fost folosirea invertoarelor de
frecvenţă ridicată cu transformator pe miez de ferită icircn construcţia surselor de putere şi
comanda lor cu ajutorul microprocesoarelor A fost posibilă astfel atingerea unor performanţe
tehnologice inimaginabile şi a unui control perfect al procesului de sudare icircn ansamblul lui
Atingerea acestor nivele icircnalte se datorează vitezei foarte mari de răspuns a invertoarelor de
ordinul microsecundelor funcţie de frecvenţa invertorului care a permis modelarea după
dorinţă a parametrilor tehnologici de sudare şi controlul riguros al acestora Comparativ viteza
de răspuns a redresoarelor clasice cu diode sau tiristoare nu putea fi scăzută sub 5 ms
Icircn anul 1970 redresoarele cu tiristoare au icircnceput să fie utilizate la sudarea manuală cu
electrozi icircnveliţi SE şi sudarea MIGMAG standard Tot cam icircn aceeaşi perioadă au apărut şi
sursele standard MIGMAG icircn curent pulsat formate prin combinarea a două surse obişnuite
una pentru curentul de baza alta pentru curentul de puls dar care funcţionează pe frecvenţe
fixe 25 33 50 75 100Hz Datorită vitezelor mari cu care se desfăşoară fenomenele icircn zona
arcului (de exemplu timpul de scurtcircuit tsc = 15-3 ms) şi avacircnd icircn vedere că timpul de
reacţie al tiristoarelor este de min 5-6 ms (deci mult mai mare) la redresoarele pentru sudarea
MIGMAG nu era posibilă modelarea acestor fenomene iar controlul variaţiei curentului de
scurtcircuit s-a putut face numai folosind o inductanţă fizică reală
Icircn jurul anului 1980 au apărut tiristoarele rapide cu timp de blocare redus Astfel s-au
realizat primele surse de tip invertor cu tiristoare care funcţionează pe o frecvenţă de 15
KHz Datorită cerinţelor complexe ale regimului de sudare şi a vitezelor mari de derulare a
fenomenelor din arcul electric au fost realizate surse cu tranzistoare de putere icircn circuitul de
26
sudare care au permis creşterea frecvenţei invertoarelor la valori mult mai mari decacirct cu care
se desfăşoară fenomenele icircn arc
Tehnologia de sudare a tablelor din OL32
Tehnologii de sudare pentru oţel carbon nealiat şi slab aliat
1048766 Tipul icircmbinării de colţ
1048766 Poziţia de sudare vertical ascendentă
1048766 Tipul de transfer prin scurtcircuit
1048766 Gazul de protecţie 75 Ar + 25 CO2
27
Capitolul 4
Metode de control a icircmbinărilor sudate
Controale nedistructibile
Controalele nedistrucitve nu duc la deteriorarea imninarii sudate şi nu influenţează asupra
comportării icircn exploatarea acestuia Cele mai utilizate controale nedistructive sunt
- controlul vizual
- controlulu cu raze Roentgen sau gama
- controlul cu ultrasunete
- controlul cu utilizarea unor metode magnetice
- controlul cu lichide penetrante
- expunerea icircmbinării sudate pe bancă de probă sau pe maşini de icircncercări la solicitare
cacirct mai apropiate de cele icircn exploatare la suprasolicitari avacircnd o valoare dinainte stabilită
sau la solicitări variabile după un ciclu determinat verificarea se face prin examninarea
ulterioară fie prin efectuarea unor măsurători tensometrice proba hidraulică
- proba pneumatică
- proba cu petrol
- proba cu amoniac
- proba cu etansietate utilizacircnd metoda spectometrului de masă
Controale distructive
Controalele distructive se execută la o anumită icircmbinare sudată sau asupra unor
porţiuni din această Porţiunile supuse acestor controale nu mai pot fi utilizate ulterior icircn
exploatare Controalele distrucitve se pot executa utilizacircnd plăci de control din acelaşi material
de baze sudate cu acelaşi material de adaos şi realizate cu acelaşi regim ca şi icircmbinările sudate
ale utilajuluipentru care se fac Icircn cazul unor verificări sau expertize se pot preleva din
icircmbinarea sudată a materialului Se urmăreşte verificarea respectării materialelor de bază de
adaos şi auxiliare prescrise depistării eventualelor abateri de la procesul tehnologic stabilit
iniţial care au dus la existenţa unor defecte şi scăderea calităţii icircmbinării
28
Analiza metalografică se poate face prin
- microstructura care permite depistarea unor defecte (pori sulfuri fisuri incluziuni etc)
stabilirea configuraţiei icircn sectinue a cordonului de sudura şi ZIT determinarea numărului de
straturi depuse pentru formarea cordonului punerea icircn evidenţă a cristalizării primare a
metalului depus
- microstructura care permite punerea icircn evidenţă a unei microzone ale icircmbinării sudate a
conţinutului aproximativ de carbon a metalului de bază şi a precipitării carburilor la oţeluri
anticorosive
- sacrificacircnd una sau mai multe piese icircn cazul unei producţii de mare serie şi supunacircndu-se
unor solicitări cacirct mai apropiate de cele din exploatare şi a căror mărime este crescută pacircnă la
ruperea construcţiei se urmăreşte verificarea viabilităţii soluţiilor constructive a calităţii
materialelor de bază şi de adaos a regimului tehnologic Metoda poate servi şi la stabilirea
fiabilităţii produsului respectiv
Prezentarea unor metode de depistare a icircmbinărilor sudate
Urmează o prezentare ceva mai detaliată a unor metode de control nedistructiv cu
rolul de a oferi celor care nu se ocupă direct cu controlul imbunarilor sudate date generale
privind modul de efectuare a fiecărui control
Controlul prin găurire
Cusătura se găureşte cu ajutorul unui burghiu cu unghiul de ascuţire de 90 grade
Diametrul burghiului se alege astfel icircncacirct să fie găurita icircntreaga secţiune transversală a
cusăturii şi să fie cuprins metalul de bază pe aproximativ 2mm Se execută icircntacirci o găurire de
circa 3 mm adacircncime şi se examinează cu atenţie Se adacircnceşte gaura cu icircncă 2-3 mm se
examinează din nou şi astfel se continuă pacircnă se ajunge la rădăcina cusăturii Examinarea se
face cu ajutorul unei lupe
Controlul prin găurire se recomandă a se executa icircn special pentru stabilirea cauzelor
de deteriorare parţială a construcţiilor sudate icircn exploatare atunci cacircnd prelevarea eprubetelor
de macrostructure este imposibilă sau nedorită
Controlul cu raza Roentgen şi gama generalităţii
Lumina vizibilă este formată din oscilaţii electromagnetice Razele Roentgen şi razele
gama sunt de asemenea oscilaţii electromagnetice care se deosebesc numai prin lungimea
29
undei Razele Roentgen pătrund icircn icircmbinările sudate fiind parţial absorbite şi dispersate
Capacitatea de pătrundere a razelor depind de lungimea de undă Controlul cu radiaţii
penetrante este cea mai răspacircndită metodă de control nedistructivă asiguracircnd un document
asupra mărimii formei poziţiei icircn plan şi frecvenţei defectelor Normele romacircneşti precum şi
norme din alte ţări dau recomandări cu privire la aprecierea calităţii icircmbinărilor sudate
obţinute la controlul Roentgen
Icircmbinarea sudată trebuie examinată cu direcţia razelor perpendiculare pe direcţia să
sau un anumit unghi
Controlul etansitatii utilizacircnd metoda spectometrului de masă
(probă cu helium freon argon)
Generalităţi
Pentru detectarea defectelor se utilizează un gaz trasot a cărui prezenţă icircn urmă foarte
fine poate fi pusă icircn evidenţă prin metoda spectrometului de masă
Controlul cu helium fiind scump se recomandă a fi utilizat pentru piese mici de la
detectarea uneor defecte foarte fine putacircnd localiza defecte la fluxul gazos Un alt gaz
freonul poate asigura icircn funcţie de metoda utilizată detectarea unor masivităţi prin care sunt
pierderi de fluxuri gazoase
Metoda presupune utilizarea unei aparaturi speciale care icircn prezenţa urmelor de gaz
trasot emit semnale ascuţite şi luminoase caracteristică a fiecărui gaz trasot utilizat Pentru a
putea face o legătură icircntre mărimea defectului şi fluxului de gaz scurs prin neetansietati se
prezintă după Duquenes mărimea fluxului de heliu scurs prin neetansietati icircn funcţie de
grosimea piesei (lungimea defectului) şi diametrul acestuia
30
Capitolul 5
Securitatea şi sănătatea muncii
Reguli ce trebuie respectate la sudare
- La sudarea manuală cu electrod icircnvelit icircn afară de măsurile generale de protecţie care
se iau la lucrările de sudare trebuie luate o serie de măsuri speciale specifice procedeului
- Protecţia icircmpotriva radiaţiilor arcului se realizează după cum urmează
- - protecţia ochiilor şi a feţei prin folosirea măştii de sudură o atenţie deosebită
se va acorda alegerii sticlei de protecţie a ochilor indiferent de intensitatea curentului cu care
se lucrează la alegerea numărului sticlei de protecţie sudorul va avea icircn vedere că o sticlă
prea icircnchisă obligă urmărirea arcului de la mică distanţă fapt care are repercursiuni asupra
igienei respiratorii
- - protecţia pielii şi a organelor interne se realizează prin folosirea obligatorie a
mănuşilor şi şorturilor din piele
- - pentru protecţia celorlalţi muncitori la locul de muncă al sudorilor va fi
icircnconjurat cu paravane de protecţie De asemenea se vor aplica tăbliţe avertizoare bdquoAtenţie se
sudeazărdquo
Protecţie icircmpotriva electrocutării
Toate sursele de curent ca şi piese care icircn mod accidental pot fi puse icircn contact cu circuitul
de sudare vor fi legate de pămacircnt
- tensiunile nu vor depăşi 80V
- icircncălţămintea şi icircmbrăcămintea sudorului va fi icircn bună stare permiţacircnd contactul
direct dintre piesă şi corpul sudorului
- icircn cazul sudării pe sol umed sau pe corpuri metalice se va folosi covorul de cauciuc
- port-izolatorul va fi aşezat cacircnd nu se sudează icircn poziţie sigură pe corpuri izolatoare
- resturile de electrod vor fi eliminate prin port electrod pentru a evita contactele
accidentale
- port electrozii vor fi complet izolaţi
31
- icircn perioadele de repaus (peste 10 min) sursă de curent va fi scoasă de sub tensiune
- icircn cazul sudării icircn interiorul pieselor metalice se recomandă supravegherea
permanentă a sudorului
Protecţia icircmpotriva gazelor şi fumului
Locul de muncă al sudorului va fi asigurat cu o bună ventilaţie Icircn cazul aspiraţiei locale
trebuie asigurat un delict de aspiraţie 70Lsecundă la 150 mm de arc sau 280Ls la 300 mm de
arc Icircn cazul aspiraţiei gazelor cu dispozitive la care nu se poate deplasa gura de aspiraţie se
va asigura delict de 7-11 m pe minut şi post de sudură iar icircn cazul ventilaţiei generale 56 m
pe minut şi post de sudură Defecţiunile tehnice se vor remedia numai de către personalul
calificat
Organizarea locului de muncă
La sudarea cu gaze există pericolul arderilor şi accidentelor datorită existenţei gazelor sub
presiune şi a caracteristicilor oxigenului şi a gazelor combustibile Este necesar ca
responsabilii cu protecţia muncii şi sudură să execute
- icircntocmirea şi afişarea la locul de muncă a instruciunilor de funcţionare deservite
icircntreţinere şi verificare a fiecărui utilaj icircn parte cu precizarea defectuarilor posibile şi a
măsurilor ce trebuie luate de sudor
- să instruiască periodic sudorii convingacircndu-se de buna cunoaştere a normelor de
utilizare verificare şi icircntreţinerea utilajului
- să se verifice sistematic la fiecare post de sudură şi sudor starea tehnică a utilajului şi
modul icircn care sudorul respectă normele tehnice
Sudorul icircnainte de icircnceperea lucrului trebuie să verifice buna stare de funcţionare a
icircntregului utilaj şi icircn special al generatorului de acetilenă lentilele de oxigen şi acetilenă
aparatura acestora incluse icircn supapa hidraulica de siguranţă locul de amplasare a acestora
pentru a fi ferit de icircncălzire
Orice defecţiune constatată la utilajul de sudură va fi comunicată responsabilului cu
sudura La orice părăsire a locului de muncă sudorul este obligat să oprească alimentarea
curentului electric a aparatelor
La sudarea electrică prin rezistentă de contact prin presiune şi prin puncte se vor lua
măsuri de protecţie a sudorului icircmpotriva stropilor de metal topit şi icircmpotriva atingerea
pieselor calde Corpul şi macircinile vor fi protejate icircmpotriva stropilor de metal folosindu-se
32
şorţul de piele respectiv mănuşi Peste icircncălţăminte se vor icircmbrăca jambiere de protecţie
Dacă icircn timpul lucrului arzatirul se icircncălzeşte excesiv acesta se va răci de cacircte ori
este necesar icircntr-un vas cu apă curată aflat permanent la locul de muncă al sudorului
Se interzice sudarea electrică atunci cacircnd conductoarele electrice au izolaţii
deteriorate iar cleştele port electrod este defect sau are izolaţie termoelectrică
necorespunzătoare deoarece aceste defecte pot provoca electrocutări
PSI
Prevenirea şi stingerea incendiilor
La intrarea icircn atelierele de sudare se vor afişa vizibil bdquoFumatul Interzisrdquo bdquoNu priviţi
flacărardquo bdquoPericol de orbirerdquo bdquoAtenţie se sudeazărdquo etc
Prin nerespectarea normelor de tehnica securităţii muncii se pot produce următoarele
accidente
- electrocutări
- icircmbolnăvirea ochilor şi arsuri de piele
- incendii cauzate de scacircnteile icircmprăştiate de arcul electric
Pentru prevenirea unor accidente se vor respecta următoarele reguli
- nu se va icircncepe lucrul la o maşină pacircnă cacircnd cel ce trebuie să o deservească nu o
cunoaşte perfect
- se va verifica instalaţia de ungere şi de răcire
- se va verifica instalaţia maşinilor unelte
- se va controla buna funcţionare a pieselor de prelucrat a sculelor şi a dispozitivelor pe
maşina unelta
- icircn timpul lucrului să se folosească dispozitive de protecţie icircmpotriva aşchiilor ecrane
ochelari
- nu se admite fracircnarea organelor icircn mişcarea cu macircna
- controlul stării sculei şi a prelucrării piesei nu se admite a fi făcut icircn timpul
funcţionării maşinii
- hainele de protecţie (halat sau salopetă) să fie icircncheiate la toţi nasturii manşetele
stracircnse iar capul acoperit
- locul de muncă trebuie ţinut icircn ordine şi curăţenie
- se va acorda o atenţie deosebită fixării corecte a pieselor şi echilibrării acestora
33
- cuţitele trebuie să pătrundă icircn materialul lin pentru evitarea smulgerii piesei la şoc
- ajustarea cu pilă de maşină de unelta a unor muchii se va face ţinacircndu-se macircnerul icircn
macircnă dreaptă iar capătul pilei icircn macircnă stacircngă
- aşchiile se icircndepărtează numai cacircnd maşina unelta este oprită
- la constatarea oricărei defecţiuni se va opri maşina unelta şi se va anunţa maestrul şi
mecanicul de icircntreţinere
Instructajul de protecţie a muncii este obligatoriu şi se efectuează de către cei care conduc şi
controlează procesele de muncă Instructajul cuprinde trei faze
a) Instructajul introductiv general se face icircn prima zi de activitate practică şi are drept
scop prezentarea principalelor măsuri de protecţie a muncii specifice unităţii La terminarea
instructajului se va face verificarea iar rezultatul se consemnează icircn fişa individuală pentru
protecţia muncii
b) Instructajul la locul de muncă are scopul de a prezenta măsurile de protecţie a muncii
specificepostului de lucru respectiv şi se face elevilor şi tuturor angajaţilor noi arătacircndu-se
cauzele principale care pot duce la accidentele de muncă şi măsurile de prevenire a acestora
c) Instructajul periodic se face la locul de muncă pentru a reaminti normele de protecţie a
muncii
34
Bibliografie
CC Teodorescu D Mocanu M Buga- Icircmbinări sudate- ET 1972 Bucureşti
Vasile Ilie C Gheorghe- Tăierea şi prelucrarea cu flacără a materialelor metalice- ET 1978
Bucureşti
M Brezeanu- Icircndrumătorul sudorului- ET 1975 Bucureşti
SI Ozanov- Controlul icircmbinărilor sudate- ET 1982 Bucureşti
C Teodorescu- Icircmbinări sudate- ET 1992 Bucureşti
C Miklos- Sudarea metalelor- ET 1985 Bucureşti
V Drobota- Rezistenţa materialelor şi organe de maşini- Editura Didactică şi Pedagogică
1979 Bucureşti
M Smilovici- Icircndrumător pentru icircmbinările sudate
35

Corelaţia viteza de avans a sacircrmei ndash curent de sudare (ds = 12 mm)
Nr
crt
Vae
(mmin)
Is
(A)
Ua
(V)
lcl
(mm)
Q
(lmin)
Vs
(cmmin)
Obs
1 2 74 185 10 10 16
Transfer
Prin
scurtcircuit
2 3 112 193 10 10 16
31 4 144 208 10 10 16
32 4 136 21 12 12 25
4 5 160 223 12 12 25
5 6 184 235 12 12 25
Transfer
Intermediar
6 7 204 253 14 15 30
7 8 224 275 14 15 30
8 9 248 288 14 15 30
91 10 268 305 14 15 30
92 10 256 31 16 18 40
10 11 280 323 16 18 40 Transfer
Globular11 12 300 335 16 18 40
12 13 290 333 20 20 45
Marca sacircrmei OK AUTROD 1251 (ESAB) (echivalentă cu SG2)
Diametrul sacircrmei 12 mm Is = 120 ndash 350 A
Gazul de protecţie CO2 100
Sensul de sudare spre dreapta (prin tragere)
Viteza de sudare depinde de grosimea metalului de bază (grosimea sudurii de colţ) modul de
transfer tehnica de sudare (număr mare sau număr mic de treceri) poziţia de sudare varianta
de sudare (semimecanizată sau mecanizată) etc Domeniul de valori este cuprins icircntre 15-100
cmmin cu precizarea că viteza de sudare la sudarea MIGMAG este substanţial mai mare
decacirct la sudarea manuală cu electrod icircnvelit Recomandări utile privind viteza de sudare
1048707 15 - 30 cmmin la sudarea semimecanizată cu transfer prin scurtcircuit sau la sudarea
stratului de rădăcină
21
1048707 30 - 50 cmmin la sudarea semimecanizată cu transfer prin pulverizare sau icircn curent pulsat
există o valoare optimă a vitezei de sudare situată icircn jurul valorii de 40 - 45 cmmin pentru
care se obţine pătrunderea maximă
1048707 30 - 100 cmmin la sudarea mecanizată icircn funcţie de grosimea componentelor
Materiale de sudare
Materialele utilizate la sudarea ST sunt sacircrma electrod icircn cazul sudării cu sacircrmă
tubulară cu autoprotecţie respectiv sacircrma electrod şi gazul de protecţie la sudarea cu sacircrmă
tubulară cu protecţie suplimentară
Sacircrma electrod se prezintă sub forma unei teci metalice umplute cu un miez
pulverulent icircn următoarea gamă de diametre 10 12 14 16 18 20 24 28 (32)
Icircnvelişul metalic se execută icircn general dintr-un material nealiat caracterizat prin
proprietăţi bune de ductilitate pentru a permite laminarea şi trefilarea uşoară a tecii grosimea
acesteia avacircnd valori sub 02 mm Alierea cusăturii cacircnd este cazul se face icircn general prin
miez Icircnvelişul metalic (teaca) are următoarele roluri
bull asigură prin topire cantitatea de material de adaos pentru realizarea icircmbinării sudate sau
icircncărcarea prin sudare
bull asigură contactul electric şi realizează icircnchiderea circuitului electric de sudare icircntre vacircrful
sacircrmei şi piesă
bull păstrează şi protejează miezul de pulbere icircmpotriva umidităţii
Miezul este un amestec de substanţe similare icircnvelişului electrozilor şi fluxurilor de
sudare După rolul pe care icircl au icircn procesul de sudare substanţele din miez se icircmpart icircn
bull substanţe zgurifiante pentru protejarea metalului topit
bull substanţe gazeifiante pentru protecţia spaţiului arcului icircmpotriva pătrunderii aerului
bull substanţe dezoxidante şi de rafinare a băii metalice
bull substanţe ionizatoare pentru icircmbunătăţirea stabilităţii arcului
bull substanţe (elemente) de aliere pentru alierea icircn arc
Echipamente pentru sudare MIGMAG
Din punctul de vedere al tehnologului respectiv al utilizatorului echipamentului de
sudare nu este atacirct de importantă cunoaşterea detaliilor de proiectare a acestor instalaţii
22
(sursă de sudare pupitru de comandă scheme electrice si electronice etc) cacirct mai ales
cunoaşterea părţilor componente ale echipamentului şi a rolului acestora a particularităţilor
specifice a performanţelor de sudare a modului de reglare şi control a parametrilor
tehnologici de sudare icircn vederea obţinerii rezultatelor dorite sau impuse de tehnologia de
sudare cu performanţe maxime
Echipamentele de sudare MIGMAG constituie sisteme mult mai complexe atacirct icircn
ceea ce priveşte părţile componente cacirct şi pregătirea pentru sudare respectiv modul de
comandă şi reglare a parametrilor tehnologici de sudare icircn comparaţie cu echipamentele
clasice utilizate la sudarea manuală cu electrozi icircnveliţi (transformatoare convertizoare
redresoare) Din punct de vedere a reglării parametrilor tehnologici icircn practică lucrurile nu
sunt de loc complicate icircn general aceasta implicacircnd reglarea a doi parametri şi anume
selectarea treptei de tensiune (tensiunea de mers icircn gol şi implicit tensiunea arcului) respectiv
ajustarea vitezei de avans a sacircrmei electrod pentru asigurarea curentului de sudare necesar
Figura 5
Părţile componente ale unei instalaţii de sudare MIGMAG
a - furtun gaz b ndash sacircrmă electrod c ndash tur-retur apă d ndash comandă pistolet
e ndash conductor curent f ndash tub de protecţie g ndash cablu de masă
Icircn cazul surselor moderne de sudare sinergice cu invertor problema este şi mai mult
simplificată oferind utilizatorului (operatorului sudor) prin programele icircncorporate icircn
microprocesor o tehnologie apropiată de optim prin reglarea unui singur parametru
tehnologic viteza de avans a sacircrmei electrod respectiv tensiunea arcului Icircn funcţie de
23
principiul de reglare al puterii (energiei) arcului specific sursei de sudare utilizate se setează
sau se reglează după necesităţi un singur parametru tehnologic considerat parametru de bază şi
anume viteza de avans a sacircrmei icircn cazul surselor cu invertor cu tranzistoare de putere cu
reglare continuă a tensiunii arcului respectiv tensiunea icircn cazul surselor de sudare cu reglare
icircn trepte a tensiunii arcului Restul parametrilor tehnologici de sudare sunt reglaţi automat prin
intermediul programelor microprocesorului icircn funcţie de datele de intrare specifice aplicaţiei
date introduse icircn prealabil de la consola sursei tipul de transfer (clasic sau pulsat) materialul
de adaos (compoziţia chimică) diametrul sacircrmei gazul de protecţie etc Echipamentul
permite şi efectuarea corecţiilor necesare dacă este cazul Acest mod de reglare al puterii
arcului necesar procesului de sudare dat este cunoscut sub denumirea de bdquoONE KNOBldquo adică
reglarea instalaţiei pentru sudare de la un singur buton ceea ce simplifică foarte mult sarcinile
operatorului sudor conducacircnd la regimuri de sudare optime fără să fie nevoie de multe
cunoştinţe tehnologice temeinice icircn afara celor de bază necesare sudării propriu zise Un
echipament de sudare MIGMAG se compune icircn principiu din următoarele părţi componente
figura 5
1048766 1 Sursa de sudare
1048766 2 Pupitrul de comandă
1048766 3 Dispozitivul de avans al sacircrmei electrod DAS
1048766 4 Pistoletul de sudare
1048766 5 Alimentarea cu gaz de protecţie
1048766 6 Instalaţia de răcire cu apă
Sursa de sudare
Sursele de sudare utilizate la sudarea MIGMAG sunt surse de curent continuu
convertizoare redresoare invertoare Datorită performanţelor modeste (timp de răspuns mare
dinamică redusă) icircn prezent convertizoarele de sudare se utilizează din ce icircn ce mai rar la
sudarea MIGMAG (aproape deloc) ele fiind icircnlocuite de redresoarele de sudare şi icircn ultimul
timp pe scară tot mai largă de sursele cu invertor pentru sudare (pe scurt invertoare pentu
sudare) Redresoarele la racircndul lor pot fi clasice cu diode sau comandate electronic cu
tiristoare sau tranzistoare de putere Particularitatea principală a surselor de sudare MIGMAG
este forma caracteristicii externe Ua=f(Is) Din motive de asigurare a stabilităţii arcului
24
electric prin fenomenul de autoreglare specific sudării MIGMAG forma caracteristicii
externe a sursei este rigidă (1) sau uşor coboracirctoare (2) (sub 7V100A)
Din motive de stabilitate maximă a procesului se preferă caracteristicile externe uşor
coboracirctoare a căror pantă (ΔUaΔIs) depinde de gazul de protectie respectiv de diametrul
sacircrmei electrod prin funcţia REGTYPE (valabilă numai la sursele cu invertor) Panta
caracteristicii externe este mai mare la sudarea icircn dioxid de carbon decacirct icircn argon sau
amestecuri bogate icircn argon La sudarea icircn CO2 caracteristica externă are panta maximă la
sacircrma electrod cu diametrul cel mai mic 08 mm şi scade cu creşterea diametrului sacircrmei
La sudarea icircn amestecuri bogate icircn argon panta caracteristicii externe este aceeaşi
pentru toate diametrele de sacircrmă şi mai mică decacirct cele corespunzătoare sudării icircn CO2
Datorită acestei forme a caracteristicii externe se observă că tensiunea arcului este apropiată
de tensiunea de mers icircn gol a sursei Icircn consecinţă reglarea tensiunii arcului la sudarea
MIGMAG se face prin reglarea tensiunii de mers icircn gol a sursei de sudare Aceasta se poate
face prin reglaj icircn trepte la sursele cu diode sau prin reglaj continuu la sursele cu tiristoare şi la
invertoare Reglajul continuu este cel mai bun permiţacircnd o infinitate de curbe acoperind toate
cerinţele tehnologice dar este mai costisitor Reglajul icircn trepte se face de obicei icircn două etape
un reglaj brut respectiv un reglaj fin şi este mai uşor de realizat constructiv (mai ieftin)
Numărul curbelor caracteristici externe este limitat icircntre o valoare minimă U20min şi o
valoare maximă U20max specific fiecărei surse Icircn acest caz obţinerea regimului optim pentru
o valoare dată a tensiunii se face prin corecţia vitezei de avans a sacircrmei electrod De aici
decurge cea de-a doua particularitate a surselor de sudare MIGMAG şi anume tensiunea de
mers icircn gol este mai mică decacirct la sursele de sudare cu electrod icircnvelit respectiv sursele WIG
fiind cuprinsă icircn intervalul de valori 20-50V Forma caracteristicii externe şi valoarea redusă a
tensiunii de mers icircn gol fac ca sursele de sudare MIGMAG să nu poată fi folosite la sudarea
SE şi WIG Icircn ultimul timp au apărut sursele de sudare universale (cu tiristoare sau cu
invertor) care permite sudarea cu toate cele trei procedee de sudare printr-o simplă comutare
pe procedeul utilizat (prin modificarea formei caracteristicii externe)
Cea de-a treia particularitate a surselor de sudare MIGMAG o constituie prezenţa unei
inductanţe icircn circuitul de sudare necesară icircn cazul sudării cu arc scurt cu transfer prin
scurtcircuit (sau la sudarea cu arc lung icircn bioxid de carbon icircn cazul scurtcircuitelor aleatoare)
pentru limitarea vacircrfului curentului de scurtcircuit şi prin urmare pentru reducerea stropirilor
25
Inductanţele fizice (reale) pot fi fixe variabile icircn trepte (cu ploturi) sau variabile continuu (cu
miez magnetizat
Surse de sudare sinergică - Invertoare
Dezvoltarea electronicii icircn general şi a electronicii de putere icircn special icircn ultimul timp
(a doua parte a secolului al XXndashlea) a impulsionat aşa cum era de aşteptat dezvoltarea şi
modernizarea echipamentelor de sudare icircn general şi a echipamentelor de sudare prin topire icircn
special producacircnd se poate spune o adevărată revoluţie icircn acest domeniu nebănuit cu puţin
timp icircn urmă atacirct din punctul de vedere al greutăţii proprii şi al dimensiunilor de gabarit cacirct
mai ales a performanţelor atinse Motorul acestei bdquorevoluţiildquo a fost folosirea invertoarelor de
frecvenţă ridicată cu transformator pe miez de ferită icircn construcţia surselor de putere şi
comanda lor cu ajutorul microprocesoarelor A fost posibilă astfel atingerea unor performanţe
tehnologice inimaginabile şi a unui control perfect al procesului de sudare icircn ansamblul lui
Atingerea acestor nivele icircnalte se datorează vitezei foarte mari de răspuns a invertoarelor de
ordinul microsecundelor funcţie de frecvenţa invertorului care a permis modelarea după
dorinţă a parametrilor tehnologici de sudare şi controlul riguros al acestora Comparativ viteza
de răspuns a redresoarelor clasice cu diode sau tiristoare nu putea fi scăzută sub 5 ms
Icircn anul 1970 redresoarele cu tiristoare au icircnceput să fie utilizate la sudarea manuală cu
electrozi icircnveliţi SE şi sudarea MIGMAG standard Tot cam icircn aceeaşi perioadă au apărut şi
sursele standard MIGMAG icircn curent pulsat formate prin combinarea a două surse obişnuite
una pentru curentul de baza alta pentru curentul de puls dar care funcţionează pe frecvenţe
fixe 25 33 50 75 100Hz Datorită vitezelor mari cu care se desfăşoară fenomenele icircn zona
arcului (de exemplu timpul de scurtcircuit tsc = 15-3 ms) şi avacircnd icircn vedere că timpul de
reacţie al tiristoarelor este de min 5-6 ms (deci mult mai mare) la redresoarele pentru sudarea
MIGMAG nu era posibilă modelarea acestor fenomene iar controlul variaţiei curentului de
scurtcircuit s-a putut face numai folosind o inductanţă fizică reală
Icircn jurul anului 1980 au apărut tiristoarele rapide cu timp de blocare redus Astfel s-au
realizat primele surse de tip invertor cu tiristoare care funcţionează pe o frecvenţă de 15
KHz Datorită cerinţelor complexe ale regimului de sudare şi a vitezelor mari de derulare a
fenomenelor din arcul electric au fost realizate surse cu tranzistoare de putere icircn circuitul de
26
sudare care au permis creşterea frecvenţei invertoarelor la valori mult mai mari decacirct cu care
se desfăşoară fenomenele icircn arc
Tehnologia de sudare a tablelor din OL32
Tehnologii de sudare pentru oţel carbon nealiat şi slab aliat
1048766 Tipul icircmbinării de colţ
1048766 Poziţia de sudare vertical ascendentă
1048766 Tipul de transfer prin scurtcircuit
1048766 Gazul de protecţie 75 Ar + 25 CO2
27
Capitolul 4
Metode de control a icircmbinărilor sudate
Controale nedistructibile
Controalele nedistrucitve nu duc la deteriorarea imninarii sudate şi nu influenţează asupra
comportării icircn exploatarea acestuia Cele mai utilizate controale nedistructive sunt
- controlul vizual
- controlulu cu raze Roentgen sau gama
- controlul cu ultrasunete
- controlul cu utilizarea unor metode magnetice
- controlul cu lichide penetrante
- expunerea icircmbinării sudate pe bancă de probă sau pe maşini de icircncercări la solicitare
cacirct mai apropiate de cele icircn exploatare la suprasolicitari avacircnd o valoare dinainte stabilită
sau la solicitări variabile după un ciclu determinat verificarea se face prin examninarea
ulterioară fie prin efectuarea unor măsurători tensometrice proba hidraulică
- proba pneumatică
- proba cu petrol
- proba cu amoniac
- proba cu etansietate utilizacircnd metoda spectometrului de masă
Controale distructive
Controalele distructive se execută la o anumită icircmbinare sudată sau asupra unor
porţiuni din această Porţiunile supuse acestor controale nu mai pot fi utilizate ulterior icircn
exploatare Controalele distrucitve se pot executa utilizacircnd plăci de control din acelaşi material
de baze sudate cu acelaşi material de adaos şi realizate cu acelaşi regim ca şi icircmbinările sudate
ale utilajuluipentru care se fac Icircn cazul unor verificări sau expertize se pot preleva din
icircmbinarea sudată a materialului Se urmăreşte verificarea respectării materialelor de bază de
adaos şi auxiliare prescrise depistării eventualelor abateri de la procesul tehnologic stabilit
iniţial care au dus la existenţa unor defecte şi scăderea calităţii icircmbinării
28
Analiza metalografică se poate face prin
- microstructura care permite depistarea unor defecte (pori sulfuri fisuri incluziuni etc)
stabilirea configuraţiei icircn sectinue a cordonului de sudura şi ZIT determinarea numărului de
straturi depuse pentru formarea cordonului punerea icircn evidenţă a cristalizării primare a
metalului depus
- microstructura care permite punerea icircn evidenţă a unei microzone ale icircmbinării sudate a
conţinutului aproximativ de carbon a metalului de bază şi a precipitării carburilor la oţeluri
anticorosive
- sacrificacircnd una sau mai multe piese icircn cazul unei producţii de mare serie şi supunacircndu-se
unor solicitări cacirct mai apropiate de cele din exploatare şi a căror mărime este crescută pacircnă la
ruperea construcţiei se urmăreşte verificarea viabilităţii soluţiilor constructive a calităţii
materialelor de bază şi de adaos a regimului tehnologic Metoda poate servi şi la stabilirea
fiabilităţii produsului respectiv
Prezentarea unor metode de depistare a icircmbinărilor sudate
Urmează o prezentare ceva mai detaliată a unor metode de control nedistructiv cu
rolul de a oferi celor care nu se ocupă direct cu controlul imbunarilor sudate date generale
privind modul de efectuare a fiecărui control
Controlul prin găurire
Cusătura se găureşte cu ajutorul unui burghiu cu unghiul de ascuţire de 90 grade
Diametrul burghiului se alege astfel icircncacirct să fie găurita icircntreaga secţiune transversală a
cusăturii şi să fie cuprins metalul de bază pe aproximativ 2mm Se execută icircntacirci o găurire de
circa 3 mm adacircncime şi se examinează cu atenţie Se adacircnceşte gaura cu icircncă 2-3 mm se
examinează din nou şi astfel se continuă pacircnă se ajunge la rădăcina cusăturii Examinarea se
face cu ajutorul unei lupe
Controlul prin găurire se recomandă a se executa icircn special pentru stabilirea cauzelor
de deteriorare parţială a construcţiilor sudate icircn exploatare atunci cacircnd prelevarea eprubetelor
de macrostructure este imposibilă sau nedorită
Controlul cu raza Roentgen şi gama generalităţii
Lumina vizibilă este formată din oscilaţii electromagnetice Razele Roentgen şi razele
gama sunt de asemenea oscilaţii electromagnetice care se deosebesc numai prin lungimea
29
undei Razele Roentgen pătrund icircn icircmbinările sudate fiind parţial absorbite şi dispersate
Capacitatea de pătrundere a razelor depind de lungimea de undă Controlul cu radiaţii
penetrante este cea mai răspacircndită metodă de control nedistructivă asiguracircnd un document
asupra mărimii formei poziţiei icircn plan şi frecvenţei defectelor Normele romacircneşti precum şi
norme din alte ţări dau recomandări cu privire la aprecierea calităţii icircmbinărilor sudate
obţinute la controlul Roentgen
Icircmbinarea sudată trebuie examinată cu direcţia razelor perpendiculare pe direcţia să
sau un anumit unghi
Controlul etansitatii utilizacircnd metoda spectometrului de masă
(probă cu helium freon argon)
Generalităţi
Pentru detectarea defectelor se utilizează un gaz trasot a cărui prezenţă icircn urmă foarte
fine poate fi pusă icircn evidenţă prin metoda spectrometului de masă
Controlul cu helium fiind scump se recomandă a fi utilizat pentru piese mici de la
detectarea uneor defecte foarte fine putacircnd localiza defecte la fluxul gazos Un alt gaz
freonul poate asigura icircn funcţie de metoda utilizată detectarea unor masivităţi prin care sunt
pierderi de fluxuri gazoase
Metoda presupune utilizarea unei aparaturi speciale care icircn prezenţa urmelor de gaz
trasot emit semnale ascuţite şi luminoase caracteristică a fiecărui gaz trasot utilizat Pentru a
putea face o legătură icircntre mărimea defectului şi fluxului de gaz scurs prin neetansietati se
prezintă după Duquenes mărimea fluxului de heliu scurs prin neetansietati icircn funcţie de
grosimea piesei (lungimea defectului) şi diametrul acestuia
30
Capitolul 5
Securitatea şi sănătatea muncii
Reguli ce trebuie respectate la sudare
- La sudarea manuală cu electrod icircnvelit icircn afară de măsurile generale de protecţie care
se iau la lucrările de sudare trebuie luate o serie de măsuri speciale specifice procedeului
- Protecţia icircmpotriva radiaţiilor arcului se realizează după cum urmează
- - protecţia ochiilor şi a feţei prin folosirea măştii de sudură o atenţie deosebită
se va acorda alegerii sticlei de protecţie a ochilor indiferent de intensitatea curentului cu care
se lucrează la alegerea numărului sticlei de protecţie sudorul va avea icircn vedere că o sticlă
prea icircnchisă obligă urmărirea arcului de la mică distanţă fapt care are repercursiuni asupra
igienei respiratorii
- - protecţia pielii şi a organelor interne se realizează prin folosirea obligatorie a
mănuşilor şi şorturilor din piele
- - pentru protecţia celorlalţi muncitori la locul de muncă al sudorilor va fi
icircnconjurat cu paravane de protecţie De asemenea se vor aplica tăbliţe avertizoare bdquoAtenţie se
sudeazărdquo
Protecţie icircmpotriva electrocutării
Toate sursele de curent ca şi piese care icircn mod accidental pot fi puse icircn contact cu circuitul
de sudare vor fi legate de pămacircnt
- tensiunile nu vor depăşi 80V
- icircncălţămintea şi icircmbrăcămintea sudorului va fi icircn bună stare permiţacircnd contactul
direct dintre piesă şi corpul sudorului
- icircn cazul sudării pe sol umed sau pe corpuri metalice se va folosi covorul de cauciuc
- port-izolatorul va fi aşezat cacircnd nu se sudează icircn poziţie sigură pe corpuri izolatoare
- resturile de electrod vor fi eliminate prin port electrod pentru a evita contactele
accidentale
- port electrozii vor fi complet izolaţi
31
- icircn perioadele de repaus (peste 10 min) sursă de curent va fi scoasă de sub tensiune
- icircn cazul sudării icircn interiorul pieselor metalice se recomandă supravegherea
permanentă a sudorului
Protecţia icircmpotriva gazelor şi fumului
Locul de muncă al sudorului va fi asigurat cu o bună ventilaţie Icircn cazul aspiraţiei locale
trebuie asigurat un delict de aspiraţie 70Lsecundă la 150 mm de arc sau 280Ls la 300 mm de
arc Icircn cazul aspiraţiei gazelor cu dispozitive la care nu se poate deplasa gura de aspiraţie se
va asigura delict de 7-11 m pe minut şi post de sudură iar icircn cazul ventilaţiei generale 56 m
pe minut şi post de sudură Defecţiunile tehnice se vor remedia numai de către personalul
calificat
Organizarea locului de muncă
La sudarea cu gaze există pericolul arderilor şi accidentelor datorită existenţei gazelor sub
presiune şi a caracteristicilor oxigenului şi a gazelor combustibile Este necesar ca
responsabilii cu protecţia muncii şi sudură să execute
- icircntocmirea şi afişarea la locul de muncă a instruciunilor de funcţionare deservite
icircntreţinere şi verificare a fiecărui utilaj icircn parte cu precizarea defectuarilor posibile şi a
măsurilor ce trebuie luate de sudor
- să instruiască periodic sudorii convingacircndu-se de buna cunoaştere a normelor de
utilizare verificare şi icircntreţinerea utilajului
- să se verifice sistematic la fiecare post de sudură şi sudor starea tehnică a utilajului şi
modul icircn care sudorul respectă normele tehnice
Sudorul icircnainte de icircnceperea lucrului trebuie să verifice buna stare de funcţionare a
icircntregului utilaj şi icircn special al generatorului de acetilenă lentilele de oxigen şi acetilenă
aparatura acestora incluse icircn supapa hidraulica de siguranţă locul de amplasare a acestora
pentru a fi ferit de icircncălzire
Orice defecţiune constatată la utilajul de sudură va fi comunicată responsabilului cu
sudura La orice părăsire a locului de muncă sudorul este obligat să oprească alimentarea
curentului electric a aparatelor
La sudarea electrică prin rezistentă de contact prin presiune şi prin puncte se vor lua
măsuri de protecţie a sudorului icircmpotriva stropilor de metal topit şi icircmpotriva atingerea
pieselor calde Corpul şi macircinile vor fi protejate icircmpotriva stropilor de metal folosindu-se
32
şorţul de piele respectiv mănuşi Peste icircncălţăminte se vor icircmbrăca jambiere de protecţie
Dacă icircn timpul lucrului arzatirul se icircncălzeşte excesiv acesta se va răci de cacircte ori
este necesar icircntr-un vas cu apă curată aflat permanent la locul de muncă al sudorului
Se interzice sudarea electrică atunci cacircnd conductoarele electrice au izolaţii
deteriorate iar cleştele port electrod este defect sau are izolaţie termoelectrică
necorespunzătoare deoarece aceste defecte pot provoca electrocutări
PSI
Prevenirea şi stingerea incendiilor
La intrarea icircn atelierele de sudare se vor afişa vizibil bdquoFumatul Interzisrdquo bdquoNu priviţi
flacărardquo bdquoPericol de orbirerdquo bdquoAtenţie se sudeazărdquo etc
Prin nerespectarea normelor de tehnica securităţii muncii se pot produce următoarele
accidente
- electrocutări
- icircmbolnăvirea ochilor şi arsuri de piele
- incendii cauzate de scacircnteile icircmprăştiate de arcul electric
Pentru prevenirea unor accidente se vor respecta următoarele reguli
- nu se va icircncepe lucrul la o maşină pacircnă cacircnd cel ce trebuie să o deservească nu o
cunoaşte perfect
- se va verifica instalaţia de ungere şi de răcire
- se va verifica instalaţia maşinilor unelte
- se va controla buna funcţionare a pieselor de prelucrat a sculelor şi a dispozitivelor pe
maşina unelta
- icircn timpul lucrului să se folosească dispozitive de protecţie icircmpotriva aşchiilor ecrane
ochelari
- nu se admite fracircnarea organelor icircn mişcarea cu macircna
- controlul stării sculei şi a prelucrării piesei nu se admite a fi făcut icircn timpul
funcţionării maşinii
- hainele de protecţie (halat sau salopetă) să fie icircncheiate la toţi nasturii manşetele
stracircnse iar capul acoperit
- locul de muncă trebuie ţinut icircn ordine şi curăţenie
- se va acorda o atenţie deosebită fixării corecte a pieselor şi echilibrării acestora
33
- cuţitele trebuie să pătrundă icircn materialul lin pentru evitarea smulgerii piesei la şoc
- ajustarea cu pilă de maşină de unelta a unor muchii se va face ţinacircndu-se macircnerul icircn
macircnă dreaptă iar capătul pilei icircn macircnă stacircngă
- aşchiile se icircndepărtează numai cacircnd maşina unelta este oprită
- la constatarea oricărei defecţiuni se va opri maşina unelta şi se va anunţa maestrul şi
mecanicul de icircntreţinere
Instructajul de protecţie a muncii este obligatoriu şi se efectuează de către cei care conduc şi
controlează procesele de muncă Instructajul cuprinde trei faze
a) Instructajul introductiv general se face icircn prima zi de activitate practică şi are drept
scop prezentarea principalelor măsuri de protecţie a muncii specifice unităţii La terminarea
instructajului se va face verificarea iar rezultatul se consemnează icircn fişa individuală pentru
protecţia muncii
b) Instructajul la locul de muncă are scopul de a prezenta măsurile de protecţie a muncii
specificepostului de lucru respectiv şi se face elevilor şi tuturor angajaţilor noi arătacircndu-se
cauzele principale care pot duce la accidentele de muncă şi măsurile de prevenire a acestora
c) Instructajul periodic se face la locul de muncă pentru a reaminti normele de protecţie a
muncii
34
Bibliografie
CC Teodorescu D Mocanu M Buga- Icircmbinări sudate- ET 1972 Bucureşti
Vasile Ilie C Gheorghe- Tăierea şi prelucrarea cu flacără a materialelor metalice- ET 1978
Bucureşti
M Brezeanu- Icircndrumătorul sudorului- ET 1975 Bucureşti
SI Ozanov- Controlul icircmbinărilor sudate- ET 1982 Bucureşti
C Teodorescu- Icircmbinări sudate- ET 1992 Bucureşti
C Miklos- Sudarea metalelor- ET 1985 Bucureşti
V Drobota- Rezistenţa materialelor şi organe de maşini- Editura Didactică şi Pedagogică
1979 Bucureşti
M Smilovici- Icircndrumător pentru icircmbinările sudate
35

1048707 30 - 50 cmmin la sudarea semimecanizată cu transfer prin pulverizare sau icircn curent pulsat
există o valoare optimă a vitezei de sudare situată icircn jurul valorii de 40 - 45 cmmin pentru
care se obţine pătrunderea maximă
1048707 30 - 100 cmmin la sudarea mecanizată icircn funcţie de grosimea componentelor
Materiale de sudare
Materialele utilizate la sudarea ST sunt sacircrma electrod icircn cazul sudării cu sacircrmă
tubulară cu autoprotecţie respectiv sacircrma electrod şi gazul de protecţie la sudarea cu sacircrmă
tubulară cu protecţie suplimentară
Sacircrma electrod se prezintă sub forma unei teci metalice umplute cu un miez
pulverulent icircn următoarea gamă de diametre 10 12 14 16 18 20 24 28 (32)
Icircnvelişul metalic se execută icircn general dintr-un material nealiat caracterizat prin
proprietăţi bune de ductilitate pentru a permite laminarea şi trefilarea uşoară a tecii grosimea
acesteia avacircnd valori sub 02 mm Alierea cusăturii cacircnd este cazul se face icircn general prin
miez Icircnvelişul metalic (teaca) are următoarele roluri
bull asigură prin topire cantitatea de material de adaos pentru realizarea icircmbinării sudate sau
icircncărcarea prin sudare
bull asigură contactul electric şi realizează icircnchiderea circuitului electric de sudare icircntre vacircrful
sacircrmei şi piesă
bull păstrează şi protejează miezul de pulbere icircmpotriva umidităţii
Miezul este un amestec de substanţe similare icircnvelişului electrozilor şi fluxurilor de
sudare După rolul pe care icircl au icircn procesul de sudare substanţele din miez se icircmpart icircn
bull substanţe zgurifiante pentru protejarea metalului topit
bull substanţe gazeifiante pentru protecţia spaţiului arcului icircmpotriva pătrunderii aerului
bull substanţe dezoxidante şi de rafinare a băii metalice
bull substanţe ionizatoare pentru icircmbunătăţirea stabilităţii arcului
bull substanţe (elemente) de aliere pentru alierea icircn arc
Echipamente pentru sudare MIGMAG
Din punctul de vedere al tehnologului respectiv al utilizatorului echipamentului de
sudare nu este atacirct de importantă cunoaşterea detaliilor de proiectare a acestor instalaţii
22
(sursă de sudare pupitru de comandă scheme electrice si electronice etc) cacirct mai ales
cunoaşterea părţilor componente ale echipamentului şi a rolului acestora a particularităţilor
specifice a performanţelor de sudare a modului de reglare şi control a parametrilor
tehnologici de sudare icircn vederea obţinerii rezultatelor dorite sau impuse de tehnologia de
sudare cu performanţe maxime
Echipamentele de sudare MIGMAG constituie sisteme mult mai complexe atacirct icircn
ceea ce priveşte părţile componente cacirct şi pregătirea pentru sudare respectiv modul de
comandă şi reglare a parametrilor tehnologici de sudare icircn comparaţie cu echipamentele
clasice utilizate la sudarea manuală cu electrozi icircnveliţi (transformatoare convertizoare
redresoare) Din punct de vedere a reglării parametrilor tehnologici icircn practică lucrurile nu
sunt de loc complicate icircn general aceasta implicacircnd reglarea a doi parametri şi anume
selectarea treptei de tensiune (tensiunea de mers icircn gol şi implicit tensiunea arcului) respectiv
ajustarea vitezei de avans a sacircrmei electrod pentru asigurarea curentului de sudare necesar
Figura 5
Părţile componente ale unei instalaţii de sudare MIGMAG
a - furtun gaz b ndash sacircrmă electrod c ndash tur-retur apă d ndash comandă pistolet
e ndash conductor curent f ndash tub de protecţie g ndash cablu de masă
Icircn cazul surselor moderne de sudare sinergice cu invertor problema este şi mai mult
simplificată oferind utilizatorului (operatorului sudor) prin programele icircncorporate icircn
microprocesor o tehnologie apropiată de optim prin reglarea unui singur parametru
tehnologic viteza de avans a sacircrmei electrod respectiv tensiunea arcului Icircn funcţie de
23
principiul de reglare al puterii (energiei) arcului specific sursei de sudare utilizate se setează
sau se reglează după necesităţi un singur parametru tehnologic considerat parametru de bază şi
anume viteza de avans a sacircrmei icircn cazul surselor cu invertor cu tranzistoare de putere cu
reglare continuă a tensiunii arcului respectiv tensiunea icircn cazul surselor de sudare cu reglare
icircn trepte a tensiunii arcului Restul parametrilor tehnologici de sudare sunt reglaţi automat prin
intermediul programelor microprocesorului icircn funcţie de datele de intrare specifice aplicaţiei
date introduse icircn prealabil de la consola sursei tipul de transfer (clasic sau pulsat) materialul
de adaos (compoziţia chimică) diametrul sacircrmei gazul de protecţie etc Echipamentul
permite şi efectuarea corecţiilor necesare dacă este cazul Acest mod de reglare al puterii
arcului necesar procesului de sudare dat este cunoscut sub denumirea de bdquoONE KNOBldquo adică
reglarea instalaţiei pentru sudare de la un singur buton ceea ce simplifică foarte mult sarcinile
operatorului sudor conducacircnd la regimuri de sudare optime fără să fie nevoie de multe
cunoştinţe tehnologice temeinice icircn afara celor de bază necesare sudării propriu zise Un
echipament de sudare MIGMAG se compune icircn principiu din următoarele părţi componente
figura 5
1048766 1 Sursa de sudare
1048766 2 Pupitrul de comandă
1048766 3 Dispozitivul de avans al sacircrmei electrod DAS
1048766 4 Pistoletul de sudare
1048766 5 Alimentarea cu gaz de protecţie
1048766 6 Instalaţia de răcire cu apă
Sursa de sudare
Sursele de sudare utilizate la sudarea MIGMAG sunt surse de curent continuu
convertizoare redresoare invertoare Datorită performanţelor modeste (timp de răspuns mare
dinamică redusă) icircn prezent convertizoarele de sudare se utilizează din ce icircn ce mai rar la
sudarea MIGMAG (aproape deloc) ele fiind icircnlocuite de redresoarele de sudare şi icircn ultimul
timp pe scară tot mai largă de sursele cu invertor pentru sudare (pe scurt invertoare pentu
sudare) Redresoarele la racircndul lor pot fi clasice cu diode sau comandate electronic cu
tiristoare sau tranzistoare de putere Particularitatea principală a surselor de sudare MIGMAG
este forma caracteristicii externe Ua=f(Is) Din motive de asigurare a stabilităţii arcului
24
electric prin fenomenul de autoreglare specific sudării MIGMAG forma caracteristicii
externe a sursei este rigidă (1) sau uşor coboracirctoare (2) (sub 7V100A)
Din motive de stabilitate maximă a procesului se preferă caracteristicile externe uşor
coboracirctoare a căror pantă (ΔUaΔIs) depinde de gazul de protectie respectiv de diametrul
sacircrmei electrod prin funcţia REGTYPE (valabilă numai la sursele cu invertor) Panta
caracteristicii externe este mai mare la sudarea icircn dioxid de carbon decacirct icircn argon sau
amestecuri bogate icircn argon La sudarea icircn CO2 caracteristica externă are panta maximă la
sacircrma electrod cu diametrul cel mai mic 08 mm şi scade cu creşterea diametrului sacircrmei
La sudarea icircn amestecuri bogate icircn argon panta caracteristicii externe este aceeaşi
pentru toate diametrele de sacircrmă şi mai mică decacirct cele corespunzătoare sudării icircn CO2
Datorită acestei forme a caracteristicii externe se observă că tensiunea arcului este apropiată
de tensiunea de mers icircn gol a sursei Icircn consecinţă reglarea tensiunii arcului la sudarea
MIGMAG se face prin reglarea tensiunii de mers icircn gol a sursei de sudare Aceasta se poate
face prin reglaj icircn trepte la sursele cu diode sau prin reglaj continuu la sursele cu tiristoare şi la
invertoare Reglajul continuu este cel mai bun permiţacircnd o infinitate de curbe acoperind toate
cerinţele tehnologice dar este mai costisitor Reglajul icircn trepte se face de obicei icircn două etape
un reglaj brut respectiv un reglaj fin şi este mai uşor de realizat constructiv (mai ieftin)
Numărul curbelor caracteristici externe este limitat icircntre o valoare minimă U20min şi o
valoare maximă U20max specific fiecărei surse Icircn acest caz obţinerea regimului optim pentru
o valoare dată a tensiunii se face prin corecţia vitezei de avans a sacircrmei electrod De aici
decurge cea de-a doua particularitate a surselor de sudare MIGMAG şi anume tensiunea de
mers icircn gol este mai mică decacirct la sursele de sudare cu electrod icircnvelit respectiv sursele WIG
fiind cuprinsă icircn intervalul de valori 20-50V Forma caracteristicii externe şi valoarea redusă a
tensiunii de mers icircn gol fac ca sursele de sudare MIGMAG să nu poată fi folosite la sudarea
SE şi WIG Icircn ultimul timp au apărut sursele de sudare universale (cu tiristoare sau cu
invertor) care permite sudarea cu toate cele trei procedee de sudare printr-o simplă comutare
pe procedeul utilizat (prin modificarea formei caracteristicii externe)
Cea de-a treia particularitate a surselor de sudare MIGMAG o constituie prezenţa unei
inductanţe icircn circuitul de sudare necesară icircn cazul sudării cu arc scurt cu transfer prin
scurtcircuit (sau la sudarea cu arc lung icircn bioxid de carbon icircn cazul scurtcircuitelor aleatoare)
pentru limitarea vacircrfului curentului de scurtcircuit şi prin urmare pentru reducerea stropirilor
25
Inductanţele fizice (reale) pot fi fixe variabile icircn trepte (cu ploturi) sau variabile continuu (cu
miez magnetizat
Surse de sudare sinergică - Invertoare
Dezvoltarea electronicii icircn general şi a electronicii de putere icircn special icircn ultimul timp
(a doua parte a secolului al XXndashlea) a impulsionat aşa cum era de aşteptat dezvoltarea şi
modernizarea echipamentelor de sudare icircn general şi a echipamentelor de sudare prin topire icircn
special producacircnd se poate spune o adevărată revoluţie icircn acest domeniu nebănuit cu puţin
timp icircn urmă atacirct din punctul de vedere al greutăţii proprii şi al dimensiunilor de gabarit cacirct
mai ales a performanţelor atinse Motorul acestei bdquorevoluţiildquo a fost folosirea invertoarelor de
frecvenţă ridicată cu transformator pe miez de ferită icircn construcţia surselor de putere şi
comanda lor cu ajutorul microprocesoarelor A fost posibilă astfel atingerea unor performanţe
tehnologice inimaginabile şi a unui control perfect al procesului de sudare icircn ansamblul lui
Atingerea acestor nivele icircnalte se datorează vitezei foarte mari de răspuns a invertoarelor de
ordinul microsecundelor funcţie de frecvenţa invertorului care a permis modelarea după
dorinţă a parametrilor tehnologici de sudare şi controlul riguros al acestora Comparativ viteza
de răspuns a redresoarelor clasice cu diode sau tiristoare nu putea fi scăzută sub 5 ms
Icircn anul 1970 redresoarele cu tiristoare au icircnceput să fie utilizate la sudarea manuală cu
electrozi icircnveliţi SE şi sudarea MIGMAG standard Tot cam icircn aceeaşi perioadă au apărut şi
sursele standard MIGMAG icircn curent pulsat formate prin combinarea a două surse obişnuite
una pentru curentul de baza alta pentru curentul de puls dar care funcţionează pe frecvenţe
fixe 25 33 50 75 100Hz Datorită vitezelor mari cu care se desfăşoară fenomenele icircn zona
arcului (de exemplu timpul de scurtcircuit tsc = 15-3 ms) şi avacircnd icircn vedere că timpul de
reacţie al tiristoarelor este de min 5-6 ms (deci mult mai mare) la redresoarele pentru sudarea
MIGMAG nu era posibilă modelarea acestor fenomene iar controlul variaţiei curentului de
scurtcircuit s-a putut face numai folosind o inductanţă fizică reală
Icircn jurul anului 1980 au apărut tiristoarele rapide cu timp de blocare redus Astfel s-au
realizat primele surse de tip invertor cu tiristoare care funcţionează pe o frecvenţă de 15
KHz Datorită cerinţelor complexe ale regimului de sudare şi a vitezelor mari de derulare a
fenomenelor din arcul electric au fost realizate surse cu tranzistoare de putere icircn circuitul de
26
sudare care au permis creşterea frecvenţei invertoarelor la valori mult mai mari decacirct cu care
se desfăşoară fenomenele icircn arc
Tehnologia de sudare a tablelor din OL32
Tehnologii de sudare pentru oţel carbon nealiat şi slab aliat
1048766 Tipul icircmbinării de colţ
1048766 Poziţia de sudare vertical ascendentă
1048766 Tipul de transfer prin scurtcircuit
1048766 Gazul de protecţie 75 Ar + 25 CO2
27
Capitolul 4
Metode de control a icircmbinărilor sudate
Controale nedistructibile
Controalele nedistrucitve nu duc la deteriorarea imninarii sudate şi nu influenţează asupra
comportării icircn exploatarea acestuia Cele mai utilizate controale nedistructive sunt
- controlul vizual
- controlulu cu raze Roentgen sau gama
- controlul cu ultrasunete
- controlul cu utilizarea unor metode magnetice
- controlul cu lichide penetrante
- expunerea icircmbinării sudate pe bancă de probă sau pe maşini de icircncercări la solicitare
cacirct mai apropiate de cele icircn exploatare la suprasolicitari avacircnd o valoare dinainte stabilită
sau la solicitări variabile după un ciclu determinat verificarea se face prin examninarea
ulterioară fie prin efectuarea unor măsurători tensometrice proba hidraulică
- proba pneumatică
- proba cu petrol
- proba cu amoniac
- proba cu etansietate utilizacircnd metoda spectometrului de masă
Controale distructive
Controalele distructive se execută la o anumită icircmbinare sudată sau asupra unor
porţiuni din această Porţiunile supuse acestor controale nu mai pot fi utilizate ulterior icircn
exploatare Controalele distrucitve se pot executa utilizacircnd plăci de control din acelaşi material
de baze sudate cu acelaşi material de adaos şi realizate cu acelaşi regim ca şi icircmbinările sudate
ale utilajuluipentru care se fac Icircn cazul unor verificări sau expertize se pot preleva din
icircmbinarea sudată a materialului Se urmăreşte verificarea respectării materialelor de bază de
adaos şi auxiliare prescrise depistării eventualelor abateri de la procesul tehnologic stabilit
iniţial care au dus la existenţa unor defecte şi scăderea calităţii icircmbinării
28
Analiza metalografică se poate face prin
- microstructura care permite depistarea unor defecte (pori sulfuri fisuri incluziuni etc)
stabilirea configuraţiei icircn sectinue a cordonului de sudura şi ZIT determinarea numărului de
straturi depuse pentru formarea cordonului punerea icircn evidenţă a cristalizării primare a
metalului depus
- microstructura care permite punerea icircn evidenţă a unei microzone ale icircmbinării sudate a
conţinutului aproximativ de carbon a metalului de bază şi a precipitării carburilor la oţeluri
anticorosive
- sacrificacircnd una sau mai multe piese icircn cazul unei producţii de mare serie şi supunacircndu-se
unor solicitări cacirct mai apropiate de cele din exploatare şi a căror mărime este crescută pacircnă la
ruperea construcţiei se urmăreşte verificarea viabilităţii soluţiilor constructive a calităţii
materialelor de bază şi de adaos a regimului tehnologic Metoda poate servi şi la stabilirea
fiabilităţii produsului respectiv
Prezentarea unor metode de depistare a icircmbinărilor sudate
Urmează o prezentare ceva mai detaliată a unor metode de control nedistructiv cu
rolul de a oferi celor care nu se ocupă direct cu controlul imbunarilor sudate date generale
privind modul de efectuare a fiecărui control
Controlul prin găurire
Cusătura se găureşte cu ajutorul unui burghiu cu unghiul de ascuţire de 90 grade
Diametrul burghiului se alege astfel icircncacirct să fie găurita icircntreaga secţiune transversală a
cusăturii şi să fie cuprins metalul de bază pe aproximativ 2mm Se execută icircntacirci o găurire de
circa 3 mm adacircncime şi se examinează cu atenţie Se adacircnceşte gaura cu icircncă 2-3 mm se
examinează din nou şi astfel se continuă pacircnă se ajunge la rădăcina cusăturii Examinarea se
face cu ajutorul unei lupe
Controlul prin găurire se recomandă a se executa icircn special pentru stabilirea cauzelor
de deteriorare parţială a construcţiilor sudate icircn exploatare atunci cacircnd prelevarea eprubetelor
de macrostructure este imposibilă sau nedorită
Controlul cu raza Roentgen şi gama generalităţii
Lumina vizibilă este formată din oscilaţii electromagnetice Razele Roentgen şi razele
gama sunt de asemenea oscilaţii electromagnetice care se deosebesc numai prin lungimea
29
undei Razele Roentgen pătrund icircn icircmbinările sudate fiind parţial absorbite şi dispersate
Capacitatea de pătrundere a razelor depind de lungimea de undă Controlul cu radiaţii
penetrante este cea mai răspacircndită metodă de control nedistructivă asiguracircnd un document
asupra mărimii formei poziţiei icircn plan şi frecvenţei defectelor Normele romacircneşti precum şi
norme din alte ţări dau recomandări cu privire la aprecierea calităţii icircmbinărilor sudate
obţinute la controlul Roentgen
Icircmbinarea sudată trebuie examinată cu direcţia razelor perpendiculare pe direcţia să
sau un anumit unghi
Controlul etansitatii utilizacircnd metoda spectometrului de masă
(probă cu helium freon argon)
Generalităţi
Pentru detectarea defectelor se utilizează un gaz trasot a cărui prezenţă icircn urmă foarte
fine poate fi pusă icircn evidenţă prin metoda spectrometului de masă
Controlul cu helium fiind scump se recomandă a fi utilizat pentru piese mici de la
detectarea uneor defecte foarte fine putacircnd localiza defecte la fluxul gazos Un alt gaz
freonul poate asigura icircn funcţie de metoda utilizată detectarea unor masivităţi prin care sunt
pierderi de fluxuri gazoase
Metoda presupune utilizarea unei aparaturi speciale care icircn prezenţa urmelor de gaz
trasot emit semnale ascuţite şi luminoase caracteristică a fiecărui gaz trasot utilizat Pentru a
putea face o legătură icircntre mărimea defectului şi fluxului de gaz scurs prin neetansietati se
prezintă după Duquenes mărimea fluxului de heliu scurs prin neetansietati icircn funcţie de
grosimea piesei (lungimea defectului) şi diametrul acestuia
30
Capitolul 5
Securitatea şi sănătatea muncii
Reguli ce trebuie respectate la sudare
- La sudarea manuală cu electrod icircnvelit icircn afară de măsurile generale de protecţie care
se iau la lucrările de sudare trebuie luate o serie de măsuri speciale specifice procedeului
- Protecţia icircmpotriva radiaţiilor arcului se realizează după cum urmează
- - protecţia ochiilor şi a feţei prin folosirea măştii de sudură o atenţie deosebită
se va acorda alegerii sticlei de protecţie a ochilor indiferent de intensitatea curentului cu care
se lucrează la alegerea numărului sticlei de protecţie sudorul va avea icircn vedere că o sticlă
prea icircnchisă obligă urmărirea arcului de la mică distanţă fapt care are repercursiuni asupra
igienei respiratorii
- - protecţia pielii şi a organelor interne se realizează prin folosirea obligatorie a
mănuşilor şi şorturilor din piele
- - pentru protecţia celorlalţi muncitori la locul de muncă al sudorilor va fi
icircnconjurat cu paravane de protecţie De asemenea se vor aplica tăbliţe avertizoare bdquoAtenţie se
sudeazărdquo
Protecţie icircmpotriva electrocutării
Toate sursele de curent ca şi piese care icircn mod accidental pot fi puse icircn contact cu circuitul
de sudare vor fi legate de pămacircnt
- tensiunile nu vor depăşi 80V
- icircncălţămintea şi icircmbrăcămintea sudorului va fi icircn bună stare permiţacircnd contactul
direct dintre piesă şi corpul sudorului
- icircn cazul sudării pe sol umed sau pe corpuri metalice se va folosi covorul de cauciuc
- port-izolatorul va fi aşezat cacircnd nu se sudează icircn poziţie sigură pe corpuri izolatoare
- resturile de electrod vor fi eliminate prin port electrod pentru a evita contactele
accidentale
- port electrozii vor fi complet izolaţi
31
- icircn perioadele de repaus (peste 10 min) sursă de curent va fi scoasă de sub tensiune
- icircn cazul sudării icircn interiorul pieselor metalice se recomandă supravegherea
permanentă a sudorului
Protecţia icircmpotriva gazelor şi fumului
Locul de muncă al sudorului va fi asigurat cu o bună ventilaţie Icircn cazul aspiraţiei locale
trebuie asigurat un delict de aspiraţie 70Lsecundă la 150 mm de arc sau 280Ls la 300 mm de
arc Icircn cazul aspiraţiei gazelor cu dispozitive la care nu se poate deplasa gura de aspiraţie se
va asigura delict de 7-11 m pe minut şi post de sudură iar icircn cazul ventilaţiei generale 56 m
pe minut şi post de sudură Defecţiunile tehnice se vor remedia numai de către personalul
calificat
Organizarea locului de muncă
La sudarea cu gaze există pericolul arderilor şi accidentelor datorită existenţei gazelor sub
presiune şi a caracteristicilor oxigenului şi a gazelor combustibile Este necesar ca
responsabilii cu protecţia muncii şi sudură să execute
- icircntocmirea şi afişarea la locul de muncă a instruciunilor de funcţionare deservite
icircntreţinere şi verificare a fiecărui utilaj icircn parte cu precizarea defectuarilor posibile şi a
măsurilor ce trebuie luate de sudor
- să instruiască periodic sudorii convingacircndu-se de buna cunoaştere a normelor de
utilizare verificare şi icircntreţinerea utilajului
- să se verifice sistematic la fiecare post de sudură şi sudor starea tehnică a utilajului şi
modul icircn care sudorul respectă normele tehnice
Sudorul icircnainte de icircnceperea lucrului trebuie să verifice buna stare de funcţionare a
icircntregului utilaj şi icircn special al generatorului de acetilenă lentilele de oxigen şi acetilenă
aparatura acestora incluse icircn supapa hidraulica de siguranţă locul de amplasare a acestora
pentru a fi ferit de icircncălzire
Orice defecţiune constatată la utilajul de sudură va fi comunicată responsabilului cu
sudura La orice părăsire a locului de muncă sudorul este obligat să oprească alimentarea
curentului electric a aparatelor
La sudarea electrică prin rezistentă de contact prin presiune şi prin puncte se vor lua
măsuri de protecţie a sudorului icircmpotriva stropilor de metal topit şi icircmpotriva atingerea
pieselor calde Corpul şi macircinile vor fi protejate icircmpotriva stropilor de metal folosindu-se
32
şorţul de piele respectiv mănuşi Peste icircncălţăminte se vor icircmbrăca jambiere de protecţie
Dacă icircn timpul lucrului arzatirul se icircncălzeşte excesiv acesta se va răci de cacircte ori
este necesar icircntr-un vas cu apă curată aflat permanent la locul de muncă al sudorului
Se interzice sudarea electrică atunci cacircnd conductoarele electrice au izolaţii
deteriorate iar cleştele port electrod este defect sau are izolaţie termoelectrică
necorespunzătoare deoarece aceste defecte pot provoca electrocutări
PSI
Prevenirea şi stingerea incendiilor
La intrarea icircn atelierele de sudare se vor afişa vizibil bdquoFumatul Interzisrdquo bdquoNu priviţi
flacărardquo bdquoPericol de orbirerdquo bdquoAtenţie se sudeazărdquo etc
Prin nerespectarea normelor de tehnica securităţii muncii se pot produce următoarele
accidente
- electrocutări
- icircmbolnăvirea ochilor şi arsuri de piele
- incendii cauzate de scacircnteile icircmprăştiate de arcul electric
Pentru prevenirea unor accidente se vor respecta următoarele reguli
- nu se va icircncepe lucrul la o maşină pacircnă cacircnd cel ce trebuie să o deservească nu o
cunoaşte perfect
- se va verifica instalaţia de ungere şi de răcire
- se va verifica instalaţia maşinilor unelte
- se va controla buna funcţionare a pieselor de prelucrat a sculelor şi a dispozitivelor pe
maşina unelta
- icircn timpul lucrului să se folosească dispozitive de protecţie icircmpotriva aşchiilor ecrane
ochelari
- nu se admite fracircnarea organelor icircn mişcarea cu macircna
- controlul stării sculei şi a prelucrării piesei nu se admite a fi făcut icircn timpul
funcţionării maşinii
- hainele de protecţie (halat sau salopetă) să fie icircncheiate la toţi nasturii manşetele
stracircnse iar capul acoperit
- locul de muncă trebuie ţinut icircn ordine şi curăţenie
- se va acorda o atenţie deosebită fixării corecte a pieselor şi echilibrării acestora
33
- cuţitele trebuie să pătrundă icircn materialul lin pentru evitarea smulgerii piesei la şoc
- ajustarea cu pilă de maşină de unelta a unor muchii se va face ţinacircndu-se macircnerul icircn
macircnă dreaptă iar capătul pilei icircn macircnă stacircngă
- aşchiile se icircndepărtează numai cacircnd maşina unelta este oprită
- la constatarea oricărei defecţiuni se va opri maşina unelta şi se va anunţa maestrul şi
mecanicul de icircntreţinere
Instructajul de protecţie a muncii este obligatoriu şi se efectuează de către cei care conduc şi
controlează procesele de muncă Instructajul cuprinde trei faze
a) Instructajul introductiv general se face icircn prima zi de activitate practică şi are drept
scop prezentarea principalelor măsuri de protecţie a muncii specifice unităţii La terminarea
instructajului se va face verificarea iar rezultatul se consemnează icircn fişa individuală pentru
protecţia muncii
b) Instructajul la locul de muncă are scopul de a prezenta măsurile de protecţie a muncii
specificepostului de lucru respectiv şi se face elevilor şi tuturor angajaţilor noi arătacircndu-se
cauzele principale care pot duce la accidentele de muncă şi măsurile de prevenire a acestora
c) Instructajul periodic se face la locul de muncă pentru a reaminti normele de protecţie a
muncii
34
Bibliografie
CC Teodorescu D Mocanu M Buga- Icircmbinări sudate- ET 1972 Bucureşti
Vasile Ilie C Gheorghe- Tăierea şi prelucrarea cu flacără a materialelor metalice- ET 1978
Bucureşti
M Brezeanu- Icircndrumătorul sudorului- ET 1975 Bucureşti
SI Ozanov- Controlul icircmbinărilor sudate- ET 1982 Bucureşti
C Teodorescu- Icircmbinări sudate- ET 1992 Bucureşti
C Miklos- Sudarea metalelor- ET 1985 Bucureşti
V Drobota- Rezistenţa materialelor şi organe de maşini- Editura Didactică şi Pedagogică
1979 Bucureşti
M Smilovici- Icircndrumător pentru icircmbinările sudate
35

(sursă de sudare pupitru de comandă scheme electrice si electronice etc) cacirct mai ales
cunoaşterea părţilor componente ale echipamentului şi a rolului acestora a particularităţilor
specifice a performanţelor de sudare a modului de reglare şi control a parametrilor
tehnologici de sudare icircn vederea obţinerii rezultatelor dorite sau impuse de tehnologia de
sudare cu performanţe maxime
Echipamentele de sudare MIGMAG constituie sisteme mult mai complexe atacirct icircn
ceea ce priveşte părţile componente cacirct şi pregătirea pentru sudare respectiv modul de
comandă şi reglare a parametrilor tehnologici de sudare icircn comparaţie cu echipamentele
clasice utilizate la sudarea manuală cu electrozi icircnveliţi (transformatoare convertizoare
redresoare) Din punct de vedere a reglării parametrilor tehnologici icircn practică lucrurile nu
sunt de loc complicate icircn general aceasta implicacircnd reglarea a doi parametri şi anume
selectarea treptei de tensiune (tensiunea de mers icircn gol şi implicit tensiunea arcului) respectiv
ajustarea vitezei de avans a sacircrmei electrod pentru asigurarea curentului de sudare necesar
Figura 5
Părţile componente ale unei instalaţii de sudare MIGMAG
a - furtun gaz b ndash sacircrmă electrod c ndash tur-retur apă d ndash comandă pistolet
e ndash conductor curent f ndash tub de protecţie g ndash cablu de masă
Icircn cazul surselor moderne de sudare sinergice cu invertor problema este şi mai mult
simplificată oferind utilizatorului (operatorului sudor) prin programele icircncorporate icircn
microprocesor o tehnologie apropiată de optim prin reglarea unui singur parametru
tehnologic viteza de avans a sacircrmei electrod respectiv tensiunea arcului Icircn funcţie de
23
principiul de reglare al puterii (energiei) arcului specific sursei de sudare utilizate se setează
sau se reglează după necesităţi un singur parametru tehnologic considerat parametru de bază şi
anume viteza de avans a sacircrmei icircn cazul surselor cu invertor cu tranzistoare de putere cu
reglare continuă a tensiunii arcului respectiv tensiunea icircn cazul surselor de sudare cu reglare
icircn trepte a tensiunii arcului Restul parametrilor tehnologici de sudare sunt reglaţi automat prin
intermediul programelor microprocesorului icircn funcţie de datele de intrare specifice aplicaţiei
date introduse icircn prealabil de la consola sursei tipul de transfer (clasic sau pulsat) materialul
de adaos (compoziţia chimică) diametrul sacircrmei gazul de protecţie etc Echipamentul
permite şi efectuarea corecţiilor necesare dacă este cazul Acest mod de reglare al puterii
arcului necesar procesului de sudare dat este cunoscut sub denumirea de bdquoONE KNOBldquo adică
reglarea instalaţiei pentru sudare de la un singur buton ceea ce simplifică foarte mult sarcinile
operatorului sudor conducacircnd la regimuri de sudare optime fără să fie nevoie de multe
cunoştinţe tehnologice temeinice icircn afara celor de bază necesare sudării propriu zise Un
echipament de sudare MIGMAG se compune icircn principiu din următoarele părţi componente
figura 5
1048766 1 Sursa de sudare
1048766 2 Pupitrul de comandă
1048766 3 Dispozitivul de avans al sacircrmei electrod DAS
1048766 4 Pistoletul de sudare
1048766 5 Alimentarea cu gaz de protecţie
1048766 6 Instalaţia de răcire cu apă
Sursa de sudare
Sursele de sudare utilizate la sudarea MIGMAG sunt surse de curent continuu
convertizoare redresoare invertoare Datorită performanţelor modeste (timp de răspuns mare
dinamică redusă) icircn prezent convertizoarele de sudare se utilizează din ce icircn ce mai rar la
sudarea MIGMAG (aproape deloc) ele fiind icircnlocuite de redresoarele de sudare şi icircn ultimul
timp pe scară tot mai largă de sursele cu invertor pentru sudare (pe scurt invertoare pentu
sudare) Redresoarele la racircndul lor pot fi clasice cu diode sau comandate electronic cu
tiristoare sau tranzistoare de putere Particularitatea principală a surselor de sudare MIGMAG
este forma caracteristicii externe Ua=f(Is) Din motive de asigurare a stabilităţii arcului
24
electric prin fenomenul de autoreglare specific sudării MIGMAG forma caracteristicii
externe a sursei este rigidă (1) sau uşor coboracirctoare (2) (sub 7V100A)
Din motive de stabilitate maximă a procesului se preferă caracteristicile externe uşor
coboracirctoare a căror pantă (ΔUaΔIs) depinde de gazul de protectie respectiv de diametrul
sacircrmei electrod prin funcţia REGTYPE (valabilă numai la sursele cu invertor) Panta
caracteristicii externe este mai mare la sudarea icircn dioxid de carbon decacirct icircn argon sau
amestecuri bogate icircn argon La sudarea icircn CO2 caracteristica externă are panta maximă la
sacircrma electrod cu diametrul cel mai mic 08 mm şi scade cu creşterea diametrului sacircrmei
La sudarea icircn amestecuri bogate icircn argon panta caracteristicii externe este aceeaşi
pentru toate diametrele de sacircrmă şi mai mică decacirct cele corespunzătoare sudării icircn CO2
Datorită acestei forme a caracteristicii externe se observă că tensiunea arcului este apropiată
de tensiunea de mers icircn gol a sursei Icircn consecinţă reglarea tensiunii arcului la sudarea
MIGMAG se face prin reglarea tensiunii de mers icircn gol a sursei de sudare Aceasta se poate
face prin reglaj icircn trepte la sursele cu diode sau prin reglaj continuu la sursele cu tiristoare şi la
invertoare Reglajul continuu este cel mai bun permiţacircnd o infinitate de curbe acoperind toate
cerinţele tehnologice dar este mai costisitor Reglajul icircn trepte se face de obicei icircn două etape
un reglaj brut respectiv un reglaj fin şi este mai uşor de realizat constructiv (mai ieftin)
Numărul curbelor caracteristici externe este limitat icircntre o valoare minimă U20min şi o
valoare maximă U20max specific fiecărei surse Icircn acest caz obţinerea regimului optim pentru
o valoare dată a tensiunii se face prin corecţia vitezei de avans a sacircrmei electrod De aici
decurge cea de-a doua particularitate a surselor de sudare MIGMAG şi anume tensiunea de
mers icircn gol este mai mică decacirct la sursele de sudare cu electrod icircnvelit respectiv sursele WIG
fiind cuprinsă icircn intervalul de valori 20-50V Forma caracteristicii externe şi valoarea redusă a
tensiunii de mers icircn gol fac ca sursele de sudare MIGMAG să nu poată fi folosite la sudarea
SE şi WIG Icircn ultimul timp au apărut sursele de sudare universale (cu tiristoare sau cu
invertor) care permite sudarea cu toate cele trei procedee de sudare printr-o simplă comutare
pe procedeul utilizat (prin modificarea formei caracteristicii externe)
Cea de-a treia particularitate a surselor de sudare MIGMAG o constituie prezenţa unei
inductanţe icircn circuitul de sudare necesară icircn cazul sudării cu arc scurt cu transfer prin
scurtcircuit (sau la sudarea cu arc lung icircn bioxid de carbon icircn cazul scurtcircuitelor aleatoare)
pentru limitarea vacircrfului curentului de scurtcircuit şi prin urmare pentru reducerea stropirilor
25
Inductanţele fizice (reale) pot fi fixe variabile icircn trepte (cu ploturi) sau variabile continuu (cu
miez magnetizat
Surse de sudare sinergică - Invertoare
Dezvoltarea electronicii icircn general şi a electronicii de putere icircn special icircn ultimul timp
(a doua parte a secolului al XXndashlea) a impulsionat aşa cum era de aşteptat dezvoltarea şi
modernizarea echipamentelor de sudare icircn general şi a echipamentelor de sudare prin topire icircn
special producacircnd se poate spune o adevărată revoluţie icircn acest domeniu nebănuit cu puţin
timp icircn urmă atacirct din punctul de vedere al greutăţii proprii şi al dimensiunilor de gabarit cacirct
mai ales a performanţelor atinse Motorul acestei bdquorevoluţiildquo a fost folosirea invertoarelor de
frecvenţă ridicată cu transformator pe miez de ferită icircn construcţia surselor de putere şi
comanda lor cu ajutorul microprocesoarelor A fost posibilă astfel atingerea unor performanţe
tehnologice inimaginabile şi a unui control perfect al procesului de sudare icircn ansamblul lui
Atingerea acestor nivele icircnalte se datorează vitezei foarte mari de răspuns a invertoarelor de
ordinul microsecundelor funcţie de frecvenţa invertorului care a permis modelarea după
dorinţă a parametrilor tehnologici de sudare şi controlul riguros al acestora Comparativ viteza
de răspuns a redresoarelor clasice cu diode sau tiristoare nu putea fi scăzută sub 5 ms
Icircn anul 1970 redresoarele cu tiristoare au icircnceput să fie utilizate la sudarea manuală cu
electrozi icircnveliţi SE şi sudarea MIGMAG standard Tot cam icircn aceeaşi perioadă au apărut şi
sursele standard MIGMAG icircn curent pulsat formate prin combinarea a două surse obişnuite
una pentru curentul de baza alta pentru curentul de puls dar care funcţionează pe frecvenţe
fixe 25 33 50 75 100Hz Datorită vitezelor mari cu care se desfăşoară fenomenele icircn zona
arcului (de exemplu timpul de scurtcircuit tsc = 15-3 ms) şi avacircnd icircn vedere că timpul de
reacţie al tiristoarelor este de min 5-6 ms (deci mult mai mare) la redresoarele pentru sudarea
MIGMAG nu era posibilă modelarea acestor fenomene iar controlul variaţiei curentului de
scurtcircuit s-a putut face numai folosind o inductanţă fizică reală
Icircn jurul anului 1980 au apărut tiristoarele rapide cu timp de blocare redus Astfel s-au
realizat primele surse de tip invertor cu tiristoare care funcţionează pe o frecvenţă de 15
KHz Datorită cerinţelor complexe ale regimului de sudare şi a vitezelor mari de derulare a
fenomenelor din arcul electric au fost realizate surse cu tranzistoare de putere icircn circuitul de
26
sudare care au permis creşterea frecvenţei invertoarelor la valori mult mai mari decacirct cu care
se desfăşoară fenomenele icircn arc
Tehnologia de sudare a tablelor din OL32
Tehnologii de sudare pentru oţel carbon nealiat şi slab aliat
1048766 Tipul icircmbinării de colţ
1048766 Poziţia de sudare vertical ascendentă
1048766 Tipul de transfer prin scurtcircuit
1048766 Gazul de protecţie 75 Ar + 25 CO2
27
Capitolul 4
Metode de control a icircmbinărilor sudate
Controale nedistructibile
Controalele nedistrucitve nu duc la deteriorarea imninarii sudate şi nu influenţează asupra
comportării icircn exploatarea acestuia Cele mai utilizate controale nedistructive sunt
- controlul vizual
- controlulu cu raze Roentgen sau gama
- controlul cu ultrasunete
- controlul cu utilizarea unor metode magnetice
- controlul cu lichide penetrante
- expunerea icircmbinării sudate pe bancă de probă sau pe maşini de icircncercări la solicitare
cacirct mai apropiate de cele icircn exploatare la suprasolicitari avacircnd o valoare dinainte stabilită
sau la solicitări variabile după un ciclu determinat verificarea se face prin examninarea
ulterioară fie prin efectuarea unor măsurători tensometrice proba hidraulică
- proba pneumatică
- proba cu petrol
- proba cu amoniac
- proba cu etansietate utilizacircnd metoda spectometrului de masă
Controale distructive
Controalele distructive se execută la o anumită icircmbinare sudată sau asupra unor
porţiuni din această Porţiunile supuse acestor controale nu mai pot fi utilizate ulterior icircn
exploatare Controalele distrucitve se pot executa utilizacircnd plăci de control din acelaşi material
de baze sudate cu acelaşi material de adaos şi realizate cu acelaşi regim ca şi icircmbinările sudate
ale utilajuluipentru care se fac Icircn cazul unor verificări sau expertize se pot preleva din
icircmbinarea sudată a materialului Se urmăreşte verificarea respectării materialelor de bază de
adaos şi auxiliare prescrise depistării eventualelor abateri de la procesul tehnologic stabilit
iniţial care au dus la existenţa unor defecte şi scăderea calităţii icircmbinării
28
Analiza metalografică se poate face prin
- microstructura care permite depistarea unor defecte (pori sulfuri fisuri incluziuni etc)
stabilirea configuraţiei icircn sectinue a cordonului de sudura şi ZIT determinarea numărului de
straturi depuse pentru formarea cordonului punerea icircn evidenţă a cristalizării primare a
metalului depus
- microstructura care permite punerea icircn evidenţă a unei microzone ale icircmbinării sudate a
conţinutului aproximativ de carbon a metalului de bază şi a precipitării carburilor la oţeluri
anticorosive
- sacrificacircnd una sau mai multe piese icircn cazul unei producţii de mare serie şi supunacircndu-se
unor solicitări cacirct mai apropiate de cele din exploatare şi a căror mărime este crescută pacircnă la
ruperea construcţiei se urmăreşte verificarea viabilităţii soluţiilor constructive a calităţii
materialelor de bază şi de adaos a regimului tehnologic Metoda poate servi şi la stabilirea
fiabilităţii produsului respectiv
Prezentarea unor metode de depistare a icircmbinărilor sudate
Urmează o prezentare ceva mai detaliată a unor metode de control nedistructiv cu
rolul de a oferi celor care nu se ocupă direct cu controlul imbunarilor sudate date generale
privind modul de efectuare a fiecărui control
Controlul prin găurire
Cusătura se găureşte cu ajutorul unui burghiu cu unghiul de ascuţire de 90 grade
Diametrul burghiului se alege astfel icircncacirct să fie găurita icircntreaga secţiune transversală a
cusăturii şi să fie cuprins metalul de bază pe aproximativ 2mm Se execută icircntacirci o găurire de
circa 3 mm adacircncime şi se examinează cu atenţie Se adacircnceşte gaura cu icircncă 2-3 mm se
examinează din nou şi astfel se continuă pacircnă se ajunge la rădăcina cusăturii Examinarea se
face cu ajutorul unei lupe
Controlul prin găurire se recomandă a se executa icircn special pentru stabilirea cauzelor
de deteriorare parţială a construcţiilor sudate icircn exploatare atunci cacircnd prelevarea eprubetelor
de macrostructure este imposibilă sau nedorită
Controlul cu raza Roentgen şi gama generalităţii
Lumina vizibilă este formată din oscilaţii electromagnetice Razele Roentgen şi razele
gama sunt de asemenea oscilaţii electromagnetice care se deosebesc numai prin lungimea
29
undei Razele Roentgen pătrund icircn icircmbinările sudate fiind parţial absorbite şi dispersate
Capacitatea de pătrundere a razelor depind de lungimea de undă Controlul cu radiaţii
penetrante este cea mai răspacircndită metodă de control nedistructivă asiguracircnd un document
asupra mărimii formei poziţiei icircn plan şi frecvenţei defectelor Normele romacircneşti precum şi
norme din alte ţări dau recomandări cu privire la aprecierea calităţii icircmbinărilor sudate
obţinute la controlul Roentgen
Icircmbinarea sudată trebuie examinată cu direcţia razelor perpendiculare pe direcţia să
sau un anumit unghi
Controlul etansitatii utilizacircnd metoda spectometrului de masă
(probă cu helium freon argon)
Generalităţi
Pentru detectarea defectelor se utilizează un gaz trasot a cărui prezenţă icircn urmă foarte
fine poate fi pusă icircn evidenţă prin metoda spectrometului de masă
Controlul cu helium fiind scump se recomandă a fi utilizat pentru piese mici de la
detectarea uneor defecte foarte fine putacircnd localiza defecte la fluxul gazos Un alt gaz
freonul poate asigura icircn funcţie de metoda utilizată detectarea unor masivităţi prin care sunt
pierderi de fluxuri gazoase
Metoda presupune utilizarea unei aparaturi speciale care icircn prezenţa urmelor de gaz
trasot emit semnale ascuţite şi luminoase caracteristică a fiecărui gaz trasot utilizat Pentru a
putea face o legătură icircntre mărimea defectului şi fluxului de gaz scurs prin neetansietati se
prezintă după Duquenes mărimea fluxului de heliu scurs prin neetansietati icircn funcţie de
grosimea piesei (lungimea defectului) şi diametrul acestuia
30
Capitolul 5
Securitatea şi sănătatea muncii
Reguli ce trebuie respectate la sudare
- La sudarea manuală cu electrod icircnvelit icircn afară de măsurile generale de protecţie care
se iau la lucrările de sudare trebuie luate o serie de măsuri speciale specifice procedeului
- Protecţia icircmpotriva radiaţiilor arcului se realizează după cum urmează
- - protecţia ochiilor şi a feţei prin folosirea măştii de sudură o atenţie deosebită
se va acorda alegerii sticlei de protecţie a ochilor indiferent de intensitatea curentului cu care
se lucrează la alegerea numărului sticlei de protecţie sudorul va avea icircn vedere că o sticlă
prea icircnchisă obligă urmărirea arcului de la mică distanţă fapt care are repercursiuni asupra
igienei respiratorii
- - protecţia pielii şi a organelor interne se realizează prin folosirea obligatorie a
mănuşilor şi şorturilor din piele
- - pentru protecţia celorlalţi muncitori la locul de muncă al sudorilor va fi
icircnconjurat cu paravane de protecţie De asemenea se vor aplica tăbliţe avertizoare bdquoAtenţie se
sudeazărdquo
Protecţie icircmpotriva electrocutării
Toate sursele de curent ca şi piese care icircn mod accidental pot fi puse icircn contact cu circuitul
de sudare vor fi legate de pămacircnt
- tensiunile nu vor depăşi 80V
- icircncălţămintea şi icircmbrăcămintea sudorului va fi icircn bună stare permiţacircnd contactul
direct dintre piesă şi corpul sudorului
- icircn cazul sudării pe sol umed sau pe corpuri metalice se va folosi covorul de cauciuc
- port-izolatorul va fi aşezat cacircnd nu se sudează icircn poziţie sigură pe corpuri izolatoare
- resturile de electrod vor fi eliminate prin port electrod pentru a evita contactele
accidentale
- port electrozii vor fi complet izolaţi
31
- icircn perioadele de repaus (peste 10 min) sursă de curent va fi scoasă de sub tensiune
- icircn cazul sudării icircn interiorul pieselor metalice se recomandă supravegherea
permanentă a sudorului
Protecţia icircmpotriva gazelor şi fumului
Locul de muncă al sudorului va fi asigurat cu o bună ventilaţie Icircn cazul aspiraţiei locale
trebuie asigurat un delict de aspiraţie 70Lsecundă la 150 mm de arc sau 280Ls la 300 mm de
arc Icircn cazul aspiraţiei gazelor cu dispozitive la care nu se poate deplasa gura de aspiraţie se
va asigura delict de 7-11 m pe minut şi post de sudură iar icircn cazul ventilaţiei generale 56 m
pe minut şi post de sudură Defecţiunile tehnice se vor remedia numai de către personalul
calificat
Organizarea locului de muncă
La sudarea cu gaze există pericolul arderilor şi accidentelor datorită existenţei gazelor sub
presiune şi a caracteristicilor oxigenului şi a gazelor combustibile Este necesar ca
responsabilii cu protecţia muncii şi sudură să execute
- icircntocmirea şi afişarea la locul de muncă a instruciunilor de funcţionare deservite
icircntreţinere şi verificare a fiecărui utilaj icircn parte cu precizarea defectuarilor posibile şi a
măsurilor ce trebuie luate de sudor
- să instruiască periodic sudorii convingacircndu-se de buna cunoaştere a normelor de
utilizare verificare şi icircntreţinerea utilajului
- să se verifice sistematic la fiecare post de sudură şi sudor starea tehnică a utilajului şi
modul icircn care sudorul respectă normele tehnice
Sudorul icircnainte de icircnceperea lucrului trebuie să verifice buna stare de funcţionare a
icircntregului utilaj şi icircn special al generatorului de acetilenă lentilele de oxigen şi acetilenă
aparatura acestora incluse icircn supapa hidraulica de siguranţă locul de amplasare a acestora
pentru a fi ferit de icircncălzire
Orice defecţiune constatată la utilajul de sudură va fi comunicată responsabilului cu
sudura La orice părăsire a locului de muncă sudorul este obligat să oprească alimentarea
curentului electric a aparatelor
La sudarea electrică prin rezistentă de contact prin presiune şi prin puncte se vor lua
măsuri de protecţie a sudorului icircmpotriva stropilor de metal topit şi icircmpotriva atingerea
pieselor calde Corpul şi macircinile vor fi protejate icircmpotriva stropilor de metal folosindu-se
32
şorţul de piele respectiv mănuşi Peste icircncălţăminte se vor icircmbrăca jambiere de protecţie
Dacă icircn timpul lucrului arzatirul se icircncălzeşte excesiv acesta se va răci de cacircte ori
este necesar icircntr-un vas cu apă curată aflat permanent la locul de muncă al sudorului
Se interzice sudarea electrică atunci cacircnd conductoarele electrice au izolaţii
deteriorate iar cleştele port electrod este defect sau are izolaţie termoelectrică
necorespunzătoare deoarece aceste defecte pot provoca electrocutări
PSI
Prevenirea şi stingerea incendiilor
La intrarea icircn atelierele de sudare se vor afişa vizibil bdquoFumatul Interzisrdquo bdquoNu priviţi
flacărardquo bdquoPericol de orbirerdquo bdquoAtenţie se sudeazărdquo etc
Prin nerespectarea normelor de tehnica securităţii muncii se pot produce următoarele
accidente
- electrocutări
- icircmbolnăvirea ochilor şi arsuri de piele
- incendii cauzate de scacircnteile icircmprăştiate de arcul electric
Pentru prevenirea unor accidente se vor respecta următoarele reguli
- nu se va icircncepe lucrul la o maşină pacircnă cacircnd cel ce trebuie să o deservească nu o
cunoaşte perfect
- se va verifica instalaţia de ungere şi de răcire
- se va verifica instalaţia maşinilor unelte
- se va controla buna funcţionare a pieselor de prelucrat a sculelor şi a dispozitivelor pe
maşina unelta
- icircn timpul lucrului să se folosească dispozitive de protecţie icircmpotriva aşchiilor ecrane
ochelari
- nu se admite fracircnarea organelor icircn mişcarea cu macircna
- controlul stării sculei şi a prelucrării piesei nu se admite a fi făcut icircn timpul
funcţionării maşinii
- hainele de protecţie (halat sau salopetă) să fie icircncheiate la toţi nasturii manşetele
stracircnse iar capul acoperit
- locul de muncă trebuie ţinut icircn ordine şi curăţenie
- se va acorda o atenţie deosebită fixării corecte a pieselor şi echilibrării acestora
33
- cuţitele trebuie să pătrundă icircn materialul lin pentru evitarea smulgerii piesei la şoc
- ajustarea cu pilă de maşină de unelta a unor muchii se va face ţinacircndu-se macircnerul icircn
macircnă dreaptă iar capătul pilei icircn macircnă stacircngă
- aşchiile se icircndepărtează numai cacircnd maşina unelta este oprită
- la constatarea oricărei defecţiuni se va opri maşina unelta şi se va anunţa maestrul şi
mecanicul de icircntreţinere
Instructajul de protecţie a muncii este obligatoriu şi se efectuează de către cei care conduc şi
controlează procesele de muncă Instructajul cuprinde trei faze
a) Instructajul introductiv general se face icircn prima zi de activitate practică şi are drept
scop prezentarea principalelor măsuri de protecţie a muncii specifice unităţii La terminarea
instructajului se va face verificarea iar rezultatul se consemnează icircn fişa individuală pentru
protecţia muncii
b) Instructajul la locul de muncă are scopul de a prezenta măsurile de protecţie a muncii
specificepostului de lucru respectiv şi se face elevilor şi tuturor angajaţilor noi arătacircndu-se
cauzele principale care pot duce la accidentele de muncă şi măsurile de prevenire a acestora
c) Instructajul periodic se face la locul de muncă pentru a reaminti normele de protecţie a
muncii
34
Bibliografie
CC Teodorescu D Mocanu M Buga- Icircmbinări sudate- ET 1972 Bucureşti
Vasile Ilie C Gheorghe- Tăierea şi prelucrarea cu flacără a materialelor metalice- ET 1978
Bucureşti
M Brezeanu- Icircndrumătorul sudorului- ET 1975 Bucureşti
SI Ozanov- Controlul icircmbinărilor sudate- ET 1982 Bucureşti
C Teodorescu- Icircmbinări sudate- ET 1992 Bucureşti
C Miklos- Sudarea metalelor- ET 1985 Bucureşti
V Drobota- Rezistenţa materialelor şi organe de maşini- Editura Didactică şi Pedagogică
1979 Bucureşti
M Smilovici- Icircndrumător pentru icircmbinările sudate
35

principiul de reglare al puterii (energiei) arcului specific sursei de sudare utilizate se setează
sau se reglează după necesităţi un singur parametru tehnologic considerat parametru de bază şi
anume viteza de avans a sacircrmei icircn cazul surselor cu invertor cu tranzistoare de putere cu
reglare continuă a tensiunii arcului respectiv tensiunea icircn cazul surselor de sudare cu reglare
icircn trepte a tensiunii arcului Restul parametrilor tehnologici de sudare sunt reglaţi automat prin
intermediul programelor microprocesorului icircn funcţie de datele de intrare specifice aplicaţiei
date introduse icircn prealabil de la consola sursei tipul de transfer (clasic sau pulsat) materialul
de adaos (compoziţia chimică) diametrul sacircrmei gazul de protecţie etc Echipamentul
permite şi efectuarea corecţiilor necesare dacă este cazul Acest mod de reglare al puterii
arcului necesar procesului de sudare dat este cunoscut sub denumirea de bdquoONE KNOBldquo adică
reglarea instalaţiei pentru sudare de la un singur buton ceea ce simplifică foarte mult sarcinile
operatorului sudor conducacircnd la regimuri de sudare optime fără să fie nevoie de multe
cunoştinţe tehnologice temeinice icircn afara celor de bază necesare sudării propriu zise Un
echipament de sudare MIGMAG se compune icircn principiu din următoarele părţi componente
figura 5
1048766 1 Sursa de sudare
1048766 2 Pupitrul de comandă
1048766 3 Dispozitivul de avans al sacircrmei electrod DAS
1048766 4 Pistoletul de sudare
1048766 5 Alimentarea cu gaz de protecţie
1048766 6 Instalaţia de răcire cu apă
Sursa de sudare
Sursele de sudare utilizate la sudarea MIGMAG sunt surse de curent continuu
convertizoare redresoare invertoare Datorită performanţelor modeste (timp de răspuns mare
dinamică redusă) icircn prezent convertizoarele de sudare se utilizează din ce icircn ce mai rar la
sudarea MIGMAG (aproape deloc) ele fiind icircnlocuite de redresoarele de sudare şi icircn ultimul
timp pe scară tot mai largă de sursele cu invertor pentru sudare (pe scurt invertoare pentu
sudare) Redresoarele la racircndul lor pot fi clasice cu diode sau comandate electronic cu
tiristoare sau tranzistoare de putere Particularitatea principală a surselor de sudare MIGMAG
este forma caracteristicii externe Ua=f(Is) Din motive de asigurare a stabilităţii arcului
24
electric prin fenomenul de autoreglare specific sudării MIGMAG forma caracteristicii
externe a sursei este rigidă (1) sau uşor coboracirctoare (2) (sub 7V100A)
Din motive de stabilitate maximă a procesului se preferă caracteristicile externe uşor
coboracirctoare a căror pantă (ΔUaΔIs) depinde de gazul de protectie respectiv de diametrul
sacircrmei electrod prin funcţia REGTYPE (valabilă numai la sursele cu invertor) Panta
caracteristicii externe este mai mare la sudarea icircn dioxid de carbon decacirct icircn argon sau
amestecuri bogate icircn argon La sudarea icircn CO2 caracteristica externă are panta maximă la
sacircrma electrod cu diametrul cel mai mic 08 mm şi scade cu creşterea diametrului sacircrmei
La sudarea icircn amestecuri bogate icircn argon panta caracteristicii externe este aceeaşi
pentru toate diametrele de sacircrmă şi mai mică decacirct cele corespunzătoare sudării icircn CO2
Datorită acestei forme a caracteristicii externe se observă că tensiunea arcului este apropiată
de tensiunea de mers icircn gol a sursei Icircn consecinţă reglarea tensiunii arcului la sudarea
MIGMAG se face prin reglarea tensiunii de mers icircn gol a sursei de sudare Aceasta se poate
face prin reglaj icircn trepte la sursele cu diode sau prin reglaj continuu la sursele cu tiristoare şi la
invertoare Reglajul continuu este cel mai bun permiţacircnd o infinitate de curbe acoperind toate
cerinţele tehnologice dar este mai costisitor Reglajul icircn trepte se face de obicei icircn două etape
un reglaj brut respectiv un reglaj fin şi este mai uşor de realizat constructiv (mai ieftin)
Numărul curbelor caracteristici externe este limitat icircntre o valoare minimă U20min şi o
valoare maximă U20max specific fiecărei surse Icircn acest caz obţinerea regimului optim pentru
o valoare dată a tensiunii se face prin corecţia vitezei de avans a sacircrmei electrod De aici
decurge cea de-a doua particularitate a surselor de sudare MIGMAG şi anume tensiunea de
mers icircn gol este mai mică decacirct la sursele de sudare cu electrod icircnvelit respectiv sursele WIG
fiind cuprinsă icircn intervalul de valori 20-50V Forma caracteristicii externe şi valoarea redusă a
tensiunii de mers icircn gol fac ca sursele de sudare MIGMAG să nu poată fi folosite la sudarea
SE şi WIG Icircn ultimul timp au apărut sursele de sudare universale (cu tiristoare sau cu
invertor) care permite sudarea cu toate cele trei procedee de sudare printr-o simplă comutare
pe procedeul utilizat (prin modificarea formei caracteristicii externe)
Cea de-a treia particularitate a surselor de sudare MIGMAG o constituie prezenţa unei
inductanţe icircn circuitul de sudare necesară icircn cazul sudării cu arc scurt cu transfer prin
scurtcircuit (sau la sudarea cu arc lung icircn bioxid de carbon icircn cazul scurtcircuitelor aleatoare)
pentru limitarea vacircrfului curentului de scurtcircuit şi prin urmare pentru reducerea stropirilor
25
Inductanţele fizice (reale) pot fi fixe variabile icircn trepte (cu ploturi) sau variabile continuu (cu
miez magnetizat
Surse de sudare sinergică - Invertoare
Dezvoltarea electronicii icircn general şi a electronicii de putere icircn special icircn ultimul timp
(a doua parte a secolului al XXndashlea) a impulsionat aşa cum era de aşteptat dezvoltarea şi
modernizarea echipamentelor de sudare icircn general şi a echipamentelor de sudare prin topire icircn
special producacircnd se poate spune o adevărată revoluţie icircn acest domeniu nebănuit cu puţin
timp icircn urmă atacirct din punctul de vedere al greutăţii proprii şi al dimensiunilor de gabarit cacirct
mai ales a performanţelor atinse Motorul acestei bdquorevoluţiildquo a fost folosirea invertoarelor de
frecvenţă ridicată cu transformator pe miez de ferită icircn construcţia surselor de putere şi
comanda lor cu ajutorul microprocesoarelor A fost posibilă astfel atingerea unor performanţe
tehnologice inimaginabile şi a unui control perfect al procesului de sudare icircn ansamblul lui
Atingerea acestor nivele icircnalte se datorează vitezei foarte mari de răspuns a invertoarelor de
ordinul microsecundelor funcţie de frecvenţa invertorului care a permis modelarea după
dorinţă a parametrilor tehnologici de sudare şi controlul riguros al acestora Comparativ viteza
de răspuns a redresoarelor clasice cu diode sau tiristoare nu putea fi scăzută sub 5 ms
Icircn anul 1970 redresoarele cu tiristoare au icircnceput să fie utilizate la sudarea manuală cu
electrozi icircnveliţi SE şi sudarea MIGMAG standard Tot cam icircn aceeaşi perioadă au apărut şi
sursele standard MIGMAG icircn curent pulsat formate prin combinarea a două surse obişnuite
una pentru curentul de baza alta pentru curentul de puls dar care funcţionează pe frecvenţe
fixe 25 33 50 75 100Hz Datorită vitezelor mari cu care se desfăşoară fenomenele icircn zona
arcului (de exemplu timpul de scurtcircuit tsc = 15-3 ms) şi avacircnd icircn vedere că timpul de
reacţie al tiristoarelor este de min 5-6 ms (deci mult mai mare) la redresoarele pentru sudarea
MIGMAG nu era posibilă modelarea acestor fenomene iar controlul variaţiei curentului de
scurtcircuit s-a putut face numai folosind o inductanţă fizică reală
Icircn jurul anului 1980 au apărut tiristoarele rapide cu timp de blocare redus Astfel s-au
realizat primele surse de tip invertor cu tiristoare care funcţionează pe o frecvenţă de 15
KHz Datorită cerinţelor complexe ale regimului de sudare şi a vitezelor mari de derulare a
fenomenelor din arcul electric au fost realizate surse cu tranzistoare de putere icircn circuitul de
26
sudare care au permis creşterea frecvenţei invertoarelor la valori mult mai mari decacirct cu care
se desfăşoară fenomenele icircn arc
Tehnologia de sudare a tablelor din OL32
Tehnologii de sudare pentru oţel carbon nealiat şi slab aliat
1048766 Tipul icircmbinării de colţ
1048766 Poziţia de sudare vertical ascendentă
1048766 Tipul de transfer prin scurtcircuit
1048766 Gazul de protecţie 75 Ar + 25 CO2
27
Capitolul 4
Metode de control a icircmbinărilor sudate
Controale nedistructibile
Controalele nedistrucitve nu duc la deteriorarea imninarii sudate şi nu influenţează asupra
comportării icircn exploatarea acestuia Cele mai utilizate controale nedistructive sunt
- controlul vizual
- controlulu cu raze Roentgen sau gama
- controlul cu ultrasunete
- controlul cu utilizarea unor metode magnetice
- controlul cu lichide penetrante
- expunerea icircmbinării sudate pe bancă de probă sau pe maşini de icircncercări la solicitare
cacirct mai apropiate de cele icircn exploatare la suprasolicitari avacircnd o valoare dinainte stabilită
sau la solicitări variabile după un ciclu determinat verificarea se face prin examninarea
ulterioară fie prin efectuarea unor măsurători tensometrice proba hidraulică
- proba pneumatică
- proba cu petrol
- proba cu amoniac
- proba cu etansietate utilizacircnd metoda spectometrului de masă
Controale distructive
Controalele distructive se execută la o anumită icircmbinare sudată sau asupra unor
porţiuni din această Porţiunile supuse acestor controale nu mai pot fi utilizate ulterior icircn
exploatare Controalele distrucitve se pot executa utilizacircnd plăci de control din acelaşi material
de baze sudate cu acelaşi material de adaos şi realizate cu acelaşi regim ca şi icircmbinările sudate
ale utilajuluipentru care se fac Icircn cazul unor verificări sau expertize se pot preleva din
icircmbinarea sudată a materialului Se urmăreşte verificarea respectării materialelor de bază de
adaos şi auxiliare prescrise depistării eventualelor abateri de la procesul tehnologic stabilit
iniţial care au dus la existenţa unor defecte şi scăderea calităţii icircmbinării
28
Analiza metalografică se poate face prin
- microstructura care permite depistarea unor defecte (pori sulfuri fisuri incluziuni etc)
stabilirea configuraţiei icircn sectinue a cordonului de sudura şi ZIT determinarea numărului de
straturi depuse pentru formarea cordonului punerea icircn evidenţă a cristalizării primare a
metalului depus
- microstructura care permite punerea icircn evidenţă a unei microzone ale icircmbinării sudate a
conţinutului aproximativ de carbon a metalului de bază şi a precipitării carburilor la oţeluri
anticorosive
- sacrificacircnd una sau mai multe piese icircn cazul unei producţii de mare serie şi supunacircndu-se
unor solicitări cacirct mai apropiate de cele din exploatare şi a căror mărime este crescută pacircnă la
ruperea construcţiei se urmăreşte verificarea viabilităţii soluţiilor constructive a calităţii
materialelor de bază şi de adaos a regimului tehnologic Metoda poate servi şi la stabilirea
fiabilităţii produsului respectiv
Prezentarea unor metode de depistare a icircmbinărilor sudate
Urmează o prezentare ceva mai detaliată a unor metode de control nedistructiv cu
rolul de a oferi celor care nu se ocupă direct cu controlul imbunarilor sudate date generale
privind modul de efectuare a fiecărui control
Controlul prin găurire
Cusătura se găureşte cu ajutorul unui burghiu cu unghiul de ascuţire de 90 grade
Diametrul burghiului se alege astfel icircncacirct să fie găurita icircntreaga secţiune transversală a
cusăturii şi să fie cuprins metalul de bază pe aproximativ 2mm Se execută icircntacirci o găurire de
circa 3 mm adacircncime şi se examinează cu atenţie Se adacircnceşte gaura cu icircncă 2-3 mm se
examinează din nou şi astfel se continuă pacircnă se ajunge la rădăcina cusăturii Examinarea se
face cu ajutorul unei lupe
Controlul prin găurire se recomandă a se executa icircn special pentru stabilirea cauzelor
de deteriorare parţială a construcţiilor sudate icircn exploatare atunci cacircnd prelevarea eprubetelor
de macrostructure este imposibilă sau nedorită
Controlul cu raza Roentgen şi gama generalităţii
Lumina vizibilă este formată din oscilaţii electromagnetice Razele Roentgen şi razele
gama sunt de asemenea oscilaţii electromagnetice care se deosebesc numai prin lungimea
29
undei Razele Roentgen pătrund icircn icircmbinările sudate fiind parţial absorbite şi dispersate
Capacitatea de pătrundere a razelor depind de lungimea de undă Controlul cu radiaţii
penetrante este cea mai răspacircndită metodă de control nedistructivă asiguracircnd un document
asupra mărimii formei poziţiei icircn plan şi frecvenţei defectelor Normele romacircneşti precum şi
norme din alte ţări dau recomandări cu privire la aprecierea calităţii icircmbinărilor sudate
obţinute la controlul Roentgen
Icircmbinarea sudată trebuie examinată cu direcţia razelor perpendiculare pe direcţia să
sau un anumit unghi
Controlul etansitatii utilizacircnd metoda spectometrului de masă
(probă cu helium freon argon)
Generalităţi
Pentru detectarea defectelor se utilizează un gaz trasot a cărui prezenţă icircn urmă foarte
fine poate fi pusă icircn evidenţă prin metoda spectrometului de masă
Controlul cu helium fiind scump se recomandă a fi utilizat pentru piese mici de la
detectarea uneor defecte foarte fine putacircnd localiza defecte la fluxul gazos Un alt gaz
freonul poate asigura icircn funcţie de metoda utilizată detectarea unor masivităţi prin care sunt
pierderi de fluxuri gazoase
Metoda presupune utilizarea unei aparaturi speciale care icircn prezenţa urmelor de gaz
trasot emit semnale ascuţite şi luminoase caracteristică a fiecărui gaz trasot utilizat Pentru a
putea face o legătură icircntre mărimea defectului şi fluxului de gaz scurs prin neetansietati se
prezintă după Duquenes mărimea fluxului de heliu scurs prin neetansietati icircn funcţie de
grosimea piesei (lungimea defectului) şi diametrul acestuia
30
Capitolul 5
Securitatea şi sănătatea muncii
Reguli ce trebuie respectate la sudare
- La sudarea manuală cu electrod icircnvelit icircn afară de măsurile generale de protecţie care
se iau la lucrările de sudare trebuie luate o serie de măsuri speciale specifice procedeului
- Protecţia icircmpotriva radiaţiilor arcului se realizează după cum urmează
- - protecţia ochiilor şi a feţei prin folosirea măştii de sudură o atenţie deosebită
se va acorda alegerii sticlei de protecţie a ochilor indiferent de intensitatea curentului cu care
se lucrează la alegerea numărului sticlei de protecţie sudorul va avea icircn vedere că o sticlă
prea icircnchisă obligă urmărirea arcului de la mică distanţă fapt care are repercursiuni asupra
igienei respiratorii
- - protecţia pielii şi a organelor interne se realizează prin folosirea obligatorie a
mănuşilor şi şorturilor din piele
- - pentru protecţia celorlalţi muncitori la locul de muncă al sudorilor va fi
icircnconjurat cu paravane de protecţie De asemenea se vor aplica tăbliţe avertizoare bdquoAtenţie se
sudeazărdquo
Protecţie icircmpotriva electrocutării
Toate sursele de curent ca şi piese care icircn mod accidental pot fi puse icircn contact cu circuitul
de sudare vor fi legate de pămacircnt
- tensiunile nu vor depăşi 80V
- icircncălţămintea şi icircmbrăcămintea sudorului va fi icircn bună stare permiţacircnd contactul
direct dintre piesă şi corpul sudorului
- icircn cazul sudării pe sol umed sau pe corpuri metalice se va folosi covorul de cauciuc
- port-izolatorul va fi aşezat cacircnd nu se sudează icircn poziţie sigură pe corpuri izolatoare
- resturile de electrod vor fi eliminate prin port electrod pentru a evita contactele
accidentale
- port electrozii vor fi complet izolaţi
31
- icircn perioadele de repaus (peste 10 min) sursă de curent va fi scoasă de sub tensiune
- icircn cazul sudării icircn interiorul pieselor metalice se recomandă supravegherea
permanentă a sudorului
Protecţia icircmpotriva gazelor şi fumului
Locul de muncă al sudorului va fi asigurat cu o bună ventilaţie Icircn cazul aspiraţiei locale
trebuie asigurat un delict de aspiraţie 70Lsecundă la 150 mm de arc sau 280Ls la 300 mm de
arc Icircn cazul aspiraţiei gazelor cu dispozitive la care nu se poate deplasa gura de aspiraţie se
va asigura delict de 7-11 m pe minut şi post de sudură iar icircn cazul ventilaţiei generale 56 m
pe minut şi post de sudură Defecţiunile tehnice se vor remedia numai de către personalul
calificat
Organizarea locului de muncă
La sudarea cu gaze există pericolul arderilor şi accidentelor datorită existenţei gazelor sub
presiune şi a caracteristicilor oxigenului şi a gazelor combustibile Este necesar ca
responsabilii cu protecţia muncii şi sudură să execute
- icircntocmirea şi afişarea la locul de muncă a instruciunilor de funcţionare deservite
icircntreţinere şi verificare a fiecărui utilaj icircn parte cu precizarea defectuarilor posibile şi a
măsurilor ce trebuie luate de sudor
- să instruiască periodic sudorii convingacircndu-se de buna cunoaştere a normelor de
utilizare verificare şi icircntreţinerea utilajului
- să se verifice sistematic la fiecare post de sudură şi sudor starea tehnică a utilajului şi
modul icircn care sudorul respectă normele tehnice
Sudorul icircnainte de icircnceperea lucrului trebuie să verifice buna stare de funcţionare a
icircntregului utilaj şi icircn special al generatorului de acetilenă lentilele de oxigen şi acetilenă
aparatura acestora incluse icircn supapa hidraulica de siguranţă locul de amplasare a acestora
pentru a fi ferit de icircncălzire
Orice defecţiune constatată la utilajul de sudură va fi comunicată responsabilului cu
sudura La orice părăsire a locului de muncă sudorul este obligat să oprească alimentarea
curentului electric a aparatelor
La sudarea electrică prin rezistentă de contact prin presiune şi prin puncte se vor lua
măsuri de protecţie a sudorului icircmpotriva stropilor de metal topit şi icircmpotriva atingerea
pieselor calde Corpul şi macircinile vor fi protejate icircmpotriva stropilor de metal folosindu-se
32
şorţul de piele respectiv mănuşi Peste icircncălţăminte se vor icircmbrăca jambiere de protecţie
Dacă icircn timpul lucrului arzatirul se icircncălzeşte excesiv acesta se va răci de cacircte ori
este necesar icircntr-un vas cu apă curată aflat permanent la locul de muncă al sudorului
Se interzice sudarea electrică atunci cacircnd conductoarele electrice au izolaţii
deteriorate iar cleştele port electrod este defect sau are izolaţie termoelectrică
necorespunzătoare deoarece aceste defecte pot provoca electrocutări
PSI
Prevenirea şi stingerea incendiilor
La intrarea icircn atelierele de sudare se vor afişa vizibil bdquoFumatul Interzisrdquo bdquoNu priviţi
flacărardquo bdquoPericol de orbirerdquo bdquoAtenţie se sudeazărdquo etc
Prin nerespectarea normelor de tehnica securităţii muncii se pot produce următoarele
accidente
- electrocutări
- icircmbolnăvirea ochilor şi arsuri de piele
- incendii cauzate de scacircnteile icircmprăştiate de arcul electric
Pentru prevenirea unor accidente se vor respecta următoarele reguli
- nu se va icircncepe lucrul la o maşină pacircnă cacircnd cel ce trebuie să o deservească nu o
cunoaşte perfect
- se va verifica instalaţia de ungere şi de răcire
- se va verifica instalaţia maşinilor unelte
- se va controla buna funcţionare a pieselor de prelucrat a sculelor şi a dispozitivelor pe
maşina unelta
- icircn timpul lucrului să se folosească dispozitive de protecţie icircmpotriva aşchiilor ecrane
ochelari
- nu se admite fracircnarea organelor icircn mişcarea cu macircna
- controlul stării sculei şi a prelucrării piesei nu se admite a fi făcut icircn timpul
funcţionării maşinii
- hainele de protecţie (halat sau salopetă) să fie icircncheiate la toţi nasturii manşetele
stracircnse iar capul acoperit
- locul de muncă trebuie ţinut icircn ordine şi curăţenie
- se va acorda o atenţie deosebită fixării corecte a pieselor şi echilibrării acestora
33
- cuţitele trebuie să pătrundă icircn materialul lin pentru evitarea smulgerii piesei la şoc
- ajustarea cu pilă de maşină de unelta a unor muchii se va face ţinacircndu-se macircnerul icircn
macircnă dreaptă iar capătul pilei icircn macircnă stacircngă
- aşchiile se icircndepărtează numai cacircnd maşina unelta este oprită
- la constatarea oricărei defecţiuni se va opri maşina unelta şi se va anunţa maestrul şi
mecanicul de icircntreţinere
Instructajul de protecţie a muncii este obligatoriu şi se efectuează de către cei care conduc şi
controlează procesele de muncă Instructajul cuprinde trei faze
a) Instructajul introductiv general se face icircn prima zi de activitate practică şi are drept
scop prezentarea principalelor măsuri de protecţie a muncii specifice unităţii La terminarea
instructajului se va face verificarea iar rezultatul se consemnează icircn fişa individuală pentru
protecţia muncii
b) Instructajul la locul de muncă are scopul de a prezenta măsurile de protecţie a muncii
specificepostului de lucru respectiv şi se face elevilor şi tuturor angajaţilor noi arătacircndu-se
cauzele principale care pot duce la accidentele de muncă şi măsurile de prevenire a acestora
c) Instructajul periodic se face la locul de muncă pentru a reaminti normele de protecţie a
muncii
34
Bibliografie
CC Teodorescu D Mocanu M Buga- Icircmbinări sudate- ET 1972 Bucureşti
Vasile Ilie C Gheorghe- Tăierea şi prelucrarea cu flacără a materialelor metalice- ET 1978
Bucureşti
M Brezeanu- Icircndrumătorul sudorului- ET 1975 Bucureşti
SI Ozanov- Controlul icircmbinărilor sudate- ET 1982 Bucureşti
C Teodorescu- Icircmbinări sudate- ET 1992 Bucureşti
C Miklos- Sudarea metalelor- ET 1985 Bucureşti
V Drobota- Rezistenţa materialelor şi organe de maşini- Editura Didactică şi Pedagogică
1979 Bucureşti
M Smilovici- Icircndrumător pentru icircmbinările sudate
35

electric prin fenomenul de autoreglare specific sudării MIGMAG forma caracteristicii
externe a sursei este rigidă (1) sau uşor coboracirctoare (2) (sub 7V100A)
Din motive de stabilitate maximă a procesului se preferă caracteristicile externe uşor
coboracirctoare a căror pantă (ΔUaΔIs) depinde de gazul de protectie respectiv de diametrul
sacircrmei electrod prin funcţia REGTYPE (valabilă numai la sursele cu invertor) Panta
caracteristicii externe este mai mare la sudarea icircn dioxid de carbon decacirct icircn argon sau
amestecuri bogate icircn argon La sudarea icircn CO2 caracteristica externă are panta maximă la
sacircrma electrod cu diametrul cel mai mic 08 mm şi scade cu creşterea diametrului sacircrmei
La sudarea icircn amestecuri bogate icircn argon panta caracteristicii externe este aceeaşi
pentru toate diametrele de sacircrmă şi mai mică decacirct cele corespunzătoare sudării icircn CO2
Datorită acestei forme a caracteristicii externe se observă că tensiunea arcului este apropiată
de tensiunea de mers icircn gol a sursei Icircn consecinţă reglarea tensiunii arcului la sudarea
MIGMAG se face prin reglarea tensiunii de mers icircn gol a sursei de sudare Aceasta se poate
face prin reglaj icircn trepte la sursele cu diode sau prin reglaj continuu la sursele cu tiristoare şi la
invertoare Reglajul continuu este cel mai bun permiţacircnd o infinitate de curbe acoperind toate
cerinţele tehnologice dar este mai costisitor Reglajul icircn trepte se face de obicei icircn două etape
un reglaj brut respectiv un reglaj fin şi este mai uşor de realizat constructiv (mai ieftin)
Numărul curbelor caracteristici externe este limitat icircntre o valoare minimă U20min şi o
valoare maximă U20max specific fiecărei surse Icircn acest caz obţinerea regimului optim pentru
o valoare dată a tensiunii se face prin corecţia vitezei de avans a sacircrmei electrod De aici
decurge cea de-a doua particularitate a surselor de sudare MIGMAG şi anume tensiunea de
mers icircn gol este mai mică decacirct la sursele de sudare cu electrod icircnvelit respectiv sursele WIG
fiind cuprinsă icircn intervalul de valori 20-50V Forma caracteristicii externe şi valoarea redusă a
tensiunii de mers icircn gol fac ca sursele de sudare MIGMAG să nu poată fi folosite la sudarea
SE şi WIG Icircn ultimul timp au apărut sursele de sudare universale (cu tiristoare sau cu
invertor) care permite sudarea cu toate cele trei procedee de sudare printr-o simplă comutare
pe procedeul utilizat (prin modificarea formei caracteristicii externe)
Cea de-a treia particularitate a surselor de sudare MIGMAG o constituie prezenţa unei
inductanţe icircn circuitul de sudare necesară icircn cazul sudării cu arc scurt cu transfer prin
scurtcircuit (sau la sudarea cu arc lung icircn bioxid de carbon icircn cazul scurtcircuitelor aleatoare)
pentru limitarea vacircrfului curentului de scurtcircuit şi prin urmare pentru reducerea stropirilor
25
Inductanţele fizice (reale) pot fi fixe variabile icircn trepte (cu ploturi) sau variabile continuu (cu
miez magnetizat
Surse de sudare sinergică - Invertoare
Dezvoltarea electronicii icircn general şi a electronicii de putere icircn special icircn ultimul timp
(a doua parte a secolului al XXndashlea) a impulsionat aşa cum era de aşteptat dezvoltarea şi
modernizarea echipamentelor de sudare icircn general şi a echipamentelor de sudare prin topire icircn
special producacircnd se poate spune o adevărată revoluţie icircn acest domeniu nebănuit cu puţin
timp icircn urmă atacirct din punctul de vedere al greutăţii proprii şi al dimensiunilor de gabarit cacirct
mai ales a performanţelor atinse Motorul acestei bdquorevoluţiildquo a fost folosirea invertoarelor de
frecvenţă ridicată cu transformator pe miez de ferită icircn construcţia surselor de putere şi
comanda lor cu ajutorul microprocesoarelor A fost posibilă astfel atingerea unor performanţe
tehnologice inimaginabile şi a unui control perfect al procesului de sudare icircn ansamblul lui
Atingerea acestor nivele icircnalte se datorează vitezei foarte mari de răspuns a invertoarelor de
ordinul microsecundelor funcţie de frecvenţa invertorului care a permis modelarea după
dorinţă a parametrilor tehnologici de sudare şi controlul riguros al acestora Comparativ viteza
de răspuns a redresoarelor clasice cu diode sau tiristoare nu putea fi scăzută sub 5 ms
Icircn anul 1970 redresoarele cu tiristoare au icircnceput să fie utilizate la sudarea manuală cu
electrozi icircnveliţi SE şi sudarea MIGMAG standard Tot cam icircn aceeaşi perioadă au apărut şi
sursele standard MIGMAG icircn curent pulsat formate prin combinarea a două surse obişnuite
una pentru curentul de baza alta pentru curentul de puls dar care funcţionează pe frecvenţe
fixe 25 33 50 75 100Hz Datorită vitezelor mari cu care se desfăşoară fenomenele icircn zona
arcului (de exemplu timpul de scurtcircuit tsc = 15-3 ms) şi avacircnd icircn vedere că timpul de
reacţie al tiristoarelor este de min 5-6 ms (deci mult mai mare) la redresoarele pentru sudarea
MIGMAG nu era posibilă modelarea acestor fenomene iar controlul variaţiei curentului de
scurtcircuit s-a putut face numai folosind o inductanţă fizică reală
Icircn jurul anului 1980 au apărut tiristoarele rapide cu timp de blocare redus Astfel s-au
realizat primele surse de tip invertor cu tiristoare care funcţionează pe o frecvenţă de 15
KHz Datorită cerinţelor complexe ale regimului de sudare şi a vitezelor mari de derulare a
fenomenelor din arcul electric au fost realizate surse cu tranzistoare de putere icircn circuitul de
26
sudare care au permis creşterea frecvenţei invertoarelor la valori mult mai mari decacirct cu care
se desfăşoară fenomenele icircn arc
Tehnologia de sudare a tablelor din OL32
Tehnologii de sudare pentru oţel carbon nealiat şi slab aliat
1048766 Tipul icircmbinării de colţ
1048766 Poziţia de sudare vertical ascendentă
1048766 Tipul de transfer prin scurtcircuit
1048766 Gazul de protecţie 75 Ar + 25 CO2
27
Capitolul 4
Metode de control a icircmbinărilor sudate
Controale nedistructibile
Controalele nedistrucitve nu duc la deteriorarea imninarii sudate şi nu influenţează asupra
comportării icircn exploatarea acestuia Cele mai utilizate controale nedistructive sunt
- controlul vizual
- controlulu cu raze Roentgen sau gama
- controlul cu ultrasunete
- controlul cu utilizarea unor metode magnetice
- controlul cu lichide penetrante
- expunerea icircmbinării sudate pe bancă de probă sau pe maşini de icircncercări la solicitare
cacirct mai apropiate de cele icircn exploatare la suprasolicitari avacircnd o valoare dinainte stabilită
sau la solicitări variabile după un ciclu determinat verificarea se face prin examninarea
ulterioară fie prin efectuarea unor măsurători tensometrice proba hidraulică
- proba pneumatică
- proba cu petrol
- proba cu amoniac
- proba cu etansietate utilizacircnd metoda spectometrului de masă
Controale distructive
Controalele distructive se execută la o anumită icircmbinare sudată sau asupra unor
porţiuni din această Porţiunile supuse acestor controale nu mai pot fi utilizate ulterior icircn
exploatare Controalele distrucitve se pot executa utilizacircnd plăci de control din acelaşi material
de baze sudate cu acelaşi material de adaos şi realizate cu acelaşi regim ca şi icircmbinările sudate
ale utilajuluipentru care se fac Icircn cazul unor verificări sau expertize se pot preleva din
icircmbinarea sudată a materialului Se urmăreşte verificarea respectării materialelor de bază de
adaos şi auxiliare prescrise depistării eventualelor abateri de la procesul tehnologic stabilit
iniţial care au dus la existenţa unor defecte şi scăderea calităţii icircmbinării
28
Analiza metalografică se poate face prin
- microstructura care permite depistarea unor defecte (pori sulfuri fisuri incluziuni etc)
stabilirea configuraţiei icircn sectinue a cordonului de sudura şi ZIT determinarea numărului de
straturi depuse pentru formarea cordonului punerea icircn evidenţă a cristalizării primare a
metalului depus
- microstructura care permite punerea icircn evidenţă a unei microzone ale icircmbinării sudate a
conţinutului aproximativ de carbon a metalului de bază şi a precipitării carburilor la oţeluri
anticorosive
- sacrificacircnd una sau mai multe piese icircn cazul unei producţii de mare serie şi supunacircndu-se
unor solicitări cacirct mai apropiate de cele din exploatare şi a căror mărime este crescută pacircnă la
ruperea construcţiei se urmăreşte verificarea viabilităţii soluţiilor constructive a calităţii
materialelor de bază şi de adaos a regimului tehnologic Metoda poate servi şi la stabilirea
fiabilităţii produsului respectiv
Prezentarea unor metode de depistare a icircmbinărilor sudate
Urmează o prezentare ceva mai detaliată a unor metode de control nedistructiv cu
rolul de a oferi celor care nu se ocupă direct cu controlul imbunarilor sudate date generale
privind modul de efectuare a fiecărui control
Controlul prin găurire
Cusătura se găureşte cu ajutorul unui burghiu cu unghiul de ascuţire de 90 grade
Diametrul burghiului se alege astfel icircncacirct să fie găurita icircntreaga secţiune transversală a
cusăturii şi să fie cuprins metalul de bază pe aproximativ 2mm Se execută icircntacirci o găurire de
circa 3 mm adacircncime şi se examinează cu atenţie Se adacircnceşte gaura cu icircncă 2-3 mm se
examinează din nou şi astfel se continuă pacircnă se ajunge la rădăcina cusăturii Examinarea se
face cu ajutorul unei lupe
Controlul prin găurire se recomandă a se executa icircn special pentru stabilirea cauzelor
de deteriorare parţială a construcţiilor sudate icircn exploatare atunci cacircnd prelevarea eprubetelor
de macrostructure este imposibilă sau nedorită
Controlul cu raza Roentgen şi gama generalităţii
Lumina vizibilă este formată din oscilaţii electromagnetice Razele Roentgen şi razele
gama sunt de asemenea oscilaţii electromagnetice care se deosebesc numai prin lungimea
29
undei Razele Roentgen pătrund icircn icircmbinările sudate fiind parţial absorbite şi dispersate
Capacitatea de pătrundere a razelor depind de lungimea de undă Controlul cu radiaţii
penetrante este cea mai răspacircndită metodă de control nedistructivă asiguracircnd un document
asupra mărimii formei poziţiei icircn plan şi frecvenţei defectelor Normele romacircneşti precum şi
norme din alte ţări dau recomandări cu privire la aprecierea calităţii icircmbinărilor sudate
obţinute la controlul Roentgen
Icircmbinarea sudată trebuie examinată cu direcţia razelor perpendiculare pe direcţia să
sau un anumit unghi
Controlul etansitatii utilizacircnd metoda spectometrului de masă
(probă cu helium freon argon)
Generalităţi
Pentru detectarea defectelor se utilizează un gaz trasot a cărui prezenţă icircn urmă foarte
fine poate fi pusă icircn evidenţă prin metoda spectrometului de masă
Controlul cu helium fiind scump se recomandă a fi utilizat pentru piese mici de la
detectarea uneor defecte foarte fine putacircnd localiza defecte la fluxul gazos Un alt gaz
freonul poate asigura icircn funcţie de metoda utilizată detectarea unor masivităţi prin care sunt
pierderi de fluxuri gazoase
Metoda presupune utilizarea unei aparaturi speciale care icircn prezenţa urmelor de gaz
trasot emit semnale ascuţite şi luminoase caracteristică a fiecărui gaz trasot utilizat Pentru a
putea face o legătură icircntre mărimea defectului şi fluxului de gaz scurs prin neetansietati se
prezintă după Duquenes mărimea fluxului de heliu scurs prin neetansietati icircn funcţie de
grosimea piesei (lungimea defectului) şi diametrul acestuia
30
Capitolul 5
Securitatea şi sănătatea muncii
Reguli ce trebuie respectate la sudare
- La sudarea manuală cu electrod icircnvelit icircn afară de măsurile generale de protecţie care
se iau la lucrările de sudare trebuie luate o serie de măsuri speciale specifice procedeului
- Protecţia icircmpotriva radiaţiilor arcului se realizează după cum urmează
- - protecţia ochiilor şi a feţei prin folosirea măştii de sudură o atenţie deosebită
se va acorda alegerii sticlei de protecţie a ochilor indiferent de intensitatea curentului cu care
se lucrează la alegerea numărului sticlei de protecţie sudorul va avea icircn vedere că o sticlă
prea icircnchisă obligă urmărirea arcului de la mică distanţă fapt care are repercursiuni asupra
igienei respiratorii
- - protecţia pielii şi a organelor interne se realizează prin folosirea obligatorie a
mănuşilor şi şorturilor din piele
- - pentru protecţia celorlalţi muncitori la locul de muncă al sudorilor va fi
icircnconjurat cu paravane de protecţie De asemenea se vor aplica tăbliţe avertizoare bdquoAtenţie se
sudeazărdquo
Protecţie icircmpotriva electrocutării
Toate sursele de curent ca şi piese care icircn mod accidental pot fi puse icircn contact cu circuitul
de sudare vor fi legate de pămacircnt
- tensiunile nu vor depăşi 80V
- icircncălţămintea şi icircmbrăcămintea sudorului va fi icircn bună stare permiţacircnd contactul
direct dintre piesă şi corpul sudorului
- icircn cazul sudării pe sol umed sau pe corpuri metalice se va folosi covorul de cauciuc
- port-izolatorul va fi aşezat cacircnd nu se sudează icircn poziţie sigură pe corpuri izolatoare
- resturile de electrod vor fi eliminate prin port electrod pentru a evita contactele
accidentale
- port electrozii vor fi complet izolaţi
31
- icircn perioadele de repaus (peste 10 min) sursă de curent va fi scoasă de sub tensiune
- icircn cazul sudării icircn interiorul pieselor metalice se recomandă supravegherea
permanentă a sudorului
Protecţia icircmpotriva gazelor şi fumului
Locul de muncă al sudorului va fi asigurat cu o bună ventilaţie Icircn cazul aspiraţiei locale
trebuie asigurat un delict de aspiraţie 70Lsecundă la 150 mm de arc sau 280Ls la 300 mm de
arc Icircn cazul aspiraţiei gazelor cu dispozitive la care nu se poate deplasa gura de aspiraţie se
va asigura delict de 7-11 m pe minut şi post de sudură iar icircn cazul ventilaţiei generale 56 m
pe minut şi post de sudură Defecţiunile tehnice se vor remedia numai de către personalul
calificat
Organizarea locului de muncă
La sudarea cu gaze există pericolul arderilor şi accidentelor datorită existenţei gazelor sub
presiune şi a caracteristicilor oxigenului şi a gazelor combustibile Este necesar ca
responsabilii cu protecţia muncii şi sudură să execute
- icircntocmirea şi afişarea la locul de muncă a instruciunilor de funcţionare deservite
icircntreţinere şi verificare a fiecărui utilaj icircn parte cu precizarea defectuarilor posibile şi a
măsurilor ce trebuie luate de sudor
- să instruiască periodic sudorii convingacircndu-se de buna cunoaştere a normelor de
utilizare verificare şi icircntreţinerea utilajului
- să se verifice sistematic la fiecare post de sudură şi sudor starea tehnică a utilajului şi
modul icircn care sudorul respectă normele tehnice
Sudorul icircnainte de icircnceperea lucrului trebuie să verifice buna stare de funcţionare a
icircntregului utilaj şi icircn special al generatorului de acetilenă lentilele de oxigen şi acetilenă
aparatura acestora incluse icircn supapa hidraulica de siguranţă locul de amplasare a acestora
pentru a fi ferit de icircncălzire
Orice defecţiune constatată la utilajul de sudură va fi comunicată responsabilului cu
sudura La orice părăsire a locului de muncă sudorul este obligat să oprească alimentarea
curentului electric a aparatelor
La sudarea electrică prin rezistentă de contact prin presiune şi prin puncte se vor lua
măsuri de protecţie a sudorului icircmpotriva stropilor de metal topit şi icircmpotriva atingerea
pieselor calde Corpul şi macircinile vor fi protejate icircmpotriva stropilor de metal folosindu-se
32
şorţul de piele respectiv mănuşi Peste icircncălţăminte se vor icircmbrăca jambiere de protecţie
Dacă icircn timpul lucrului arzatirul se icircncălzeşte excesiv acesta se va răci de cacircte ori
este necesar icircntr-un vas cu apă curată aflat permanent la locul de muncă al sudorului
Se interzice sudarea electrică atunci cacircnd conductoarele electrice au izolaţii
deteriorate iar cleştele port electrod este defect sau are izolaţie termoelectrică
necorespunzătoare deoarece aceste defecte pot provoca electrocutări
PSI
Prevenirea şi stingerea incendiilor
La intrarea icircn atelierele de sudare se vor afişa vizibil bdquoFumatul Interzisrdquo bdquoNu priviţi
flacărardquo bdquoPericol de orbirerdquo bdquoAtenţie se sudeazărdquo etc
Prin nerespectarea normelor de tehnica securităţii muncii se pot produce următoarele
accidente
- electrocutări
- icircmbolnăvirea ochilor şi arsuri de piele
- incendii cauzate de scacircnteile icircmprăştiate de arcul electric
Pentru prevenirea unor accidente se vor respecta următoarele reguli
- nu se va icircncepe lucrul la o maşină pacircnă cacircnd cel ce trebuie să o deservească nu o
cunoaşte perfect
- se va verifica instalaţia de ungere şi de răcire
- se va verifica instalaţia maşinilor unelte
- se va controla buna funcţionare a pieselor de prelucrat a sculelor şi a dispozitivelor pe
maşina unelta
- icircn timpul lucrului să se folosească dispozitive de protecţie icircmpotriva aşchiilor ecrane
ochelari
- nu se admite fracircnarea organelor icircn mişcarea cu macircna
- controlul stării sculei şi a prelucrării piesei nu se admite a fi făcut icircn timpul
funcţionării maşinii
- hainele de protecţie (halat sau salopetă) să fie icircncheiate la toţi nasturii manşetele
stracircnse iar capul acoperit
- locul de muncă trebuie ţinut icircn ordine şi curăţenie
- se va acorda o atenţie deosebită fixării corecte a pieselor şi echilibrării acestora
33
- cuţitele trebuie să pătrundă icircn materialul lin pentru evitarea smulgerii piesei la şoc
- ajustarea cu pilă de maşină de unelta a unor muchii se va face ţinacircndu-se macircnerul icircn
macircnă dreaptă iar capătul pilei icircn macircnă stacircngă
- aşchiile se icircndepărtează numai cacircnd maşina unelta este oprită
- la constatarea oricărei defecţiuni se va opri maşina unelta şi se va anunţa maestrul şi
mecanicul de icircntreţinere
Instructajul de protecţie a muncii este obligatoriu şi se efectuează de către cei care conduc şi
controlează procesele de muncă Instructajul cuprinde trei faze
a) Instructajul introductiv general se face icircn prima zi de activitate practică şi are drept
scop prezentarea principalelor măsuri de protecţie a muncii specifice unităţii La terminarea
instructajului se va face verificarea iar rezultatul se consemnează icircn fişa individuală pentru
protecţia muncii
b) Instructajul la locul de muncă are scopul de a prezenta măsurile de protecţie a muncii
specificepostului de lucru respectiv şi se face elevilor şi tuturor angajaţilor noi arătacircndu-se
cauzele principale care pot duce la accidentele de muncă şi măsurile de prevenire a acestora
c) Instructajul periodic se face la locul de muncă pentru a reaminti normele de protecţie a
muncii
34
Bibliografie
CC Teodorescu D Mocanu M Buga- Icircmbinări sudate- ET 1972 Bucureşti
Vasile Ilie C Gheorghe- Tăierea şi prelucrarea cu flacără a materialelor metalice- ET 1978
Bucureşti
M Brezeanu- Icircndrumătorul sudorului- ET 1975 Bucureşti
SI Ozanov- Controlul icircmbinărilor sudate- ET 1982 Bucureşti
C Teodorescu- Icircmbinări sudate- ET 1992 Bucureşti
C Miklos- Sudarea metalelor- ET 1985 Bucureşti
V Drobota- Rezistenţa materialelor şi organe de maşini- Editura Didactică şi Pedagogică
1979 Bucureşti
M Smilovici- Icircndrumător pentru icircmbinările sudate
35

Inductanţele fizice (reale) pot fi fixe variabile icircn trepte (cu ploturi) sau variabile continuu (cu
miez magnetizat
Surse de sudare sinergică - Invertoare
Dezvoltarea electronicii icircn general şi a electronicii de putere icircn special icircn ultimul timp
(a doua parte a secolului al XXndashlea) a impulsionat aşa cum era de aşteptat dezvoltarea şi
modernizarea echipamentelor de sudare icircn general şi a echipamentelor de sudare prin topire icircn
special producacircnd se poate spune o adevărată revoluţie icircn acest domeniu nebănuit cu puţin
timp icircn urmă atacirct din punctul de vedere al greutăţii proprii şi al dimensiunilor de gabarit cacirct
mai ales a performanţelor atinse Motorul acestei bdquorevoluţiildquo a fost folosirea invertoarelor de
frecvenţă ridicată cu transformator pe miez de ferită icircn construcţia surselor de putere şi
comanda lor cu ajutorul microprocesoarelor A fost posibilă astfel atingerea unor performanţe
tehnologice inimaginabile şi a unui control perfect al procesului de sudare icircn ansamblul lui
Atingerea acestor nivele icircnalte se datorează vitezei foarte mari de răspuns a invertoarelor de
ordinul microsecundelor funcţie de frecvenţa invertorului care a permis modelarea după
dorinţă a parametrilor tehnologici de sudare şi controlul riguros al acestora Comparativ viteza
de răspuns a redresoarelor clasice cu diode sau tiristoare nu putea fi scăzută sub 5 ms
Icircn anul 1970 redresoarele cu tiristoare au icircnceput să fie utilizate la sudarea manuală cu
electrozi icircnveliţi SE şi sudarea MIGMAG standard Tot cam icircn aceeaşi perioadă au apărut şi
sursele standard MIGMAG icircn curent pulsat formate prin combinarea a două surse obişnuite
una pentru curentul de baza alta pentru curentul de puls dar care funcţionează pe frecvenţe
fixe 25 33 50 75 100Hz Datorită vitezelor mari cu care se desfăşoară fenomenele icircn zona
arcului (de exemplu timpul de scurtcircuit tsc = 15-3 ms) şi avacircnd icircn vedere că timpul de
reacţie al tiristoarelor este de min 5-6 ms (deci mult mai mare) la redresoarele pentru sudarea
MIGMAG nu era posibilă modelarea acestor fenomene iar controlul variaţiei curentului de
scurtcircuit s-a putut face numai folosind o inductanţă fizică reală
Icircn jurul anului 1980 au apărut tiristoarele rapide cu timp de blocare redus Astfel s-au
realizat primele surse de tip invertor cu tiristoare care funcţionează pe o frecvenţă de 15
KHz Datorită cerinţelor complexe ale regimului de sudare şi a vitezelor mari de derulare a
fenomenelor din arcul electric au fost realizate surse cu tranzistoare de putere icircn circuitul de
26
sudare care au permis creşterea frecvenţei invertoarelor la valori mult mai mari decacirct cu care
se desfăşoară fenomenele icircn arc
Tehnologia de sudare a tablelor din OL32
Tehnologii de sudare pentru oţel carbon nealiat şi slab aliat
1048766 Tipul icircmbinării de colţ
1048766 Poziţia de sudare vertical ascendentă
1048766 Tipul de transfer prin scurtcircuit
1048766 Gazul de protecţie 75 Ar + 25 CO2
27
Capitolul 4
Metode de control a icircmbinărilor sudate
Controale nedistructibile
Controalele nedistrucitve nu duc la deteriorarea imninarii sudate şi nu influenţează asupra
comportării icircn exploatarea acestuia Cele mai utilizate controale nedistructive sunt
- controlul vizual
- controlulu cu raze Roentgen sau gama
- controlul cu ultrasunete
- controlul cu utilizarea unor metode magnetice
- controlul cu lichide penetrante
- expunerea icircmbinării sudate pe bancă de probă sau pe maşini de icircncercări la solicitare
cacirct mai apropiate de cele icircn exploatare la suprasolicitari avacircnd o valoare dinainte stabilită
sau la solicitări variabile după un ciclu determinat verificarea se face prin examninarea
ulterioară fie prin efectuarea unor măsurători tensometrice proba hidraulică
- proba pneumatică
- proba cu petrol
- proba cu amoniac
- proba cu etansietate utilizacircnd metoda spectometrului de masă
Controale distructive
Controalele distructive se execută la o anumită icircmbinare sudată sau asupra unor
porţiuni din această Porţiunile supuse acestor controale nu mai pot fi utilizate ulterior icircn
exploatare Controalele distrucitve se pot executa utilizacircnd plăci de control din acelaşi material
de baze sudate cu acelaşi material de adaos şi realizate cu acelaşi regim ca şi icircmbinările sudate
ale utilajuluipentru care se fac Icircn cazul unor verificări sau expertize se pot preleva din
icircmbinarea sudată a materialului Se urmăreşte verificarea respectării materialelor de bază de
adaos şi auxiliare prescrise depistării eventualelor abateri de la procesul tehnologic stabilit
iniţial care au dus la existenţa unor defecte şi scăderea calităţii icircmbinării
28
Analiza metalografică se poate face prin
- microstructura care permite depistarea unor defecte (pori sulfuri fisuri incluziuni etc)
stabilirea configuraţiei icircn sectinue a cordonului de sudura şi ZIT determinarea numărului de
straturi depuse pentru formarea cordonului punerea icircn evidenţă a cristalizării primare a
metalului depus
- microstructura care permite punerea icircn evidenţă a unei microzone ale icircmbinării sudate a
conţinutului aproximativ de carbon a metalului de bază şi a precipitării carburilor la oţeluri
anticorosive
- sacrificacircnd una sau mai multe piese icircn cazul unei producţii de mare serie şi supunacircndu-se
unor solicitări cacirct mai apropiate de cele din exploatare şi a căror mărime este crescută pacircnă la
ruperea construcţiei se urmăreşte verificarea viabilităţii soluţiilor constructive a calităţii
materialelor de bază şi de adaos a regimului tehnologic Metoda poate servi şi la stabilirea
fiabilităţii produsului respectiv
Prezentarea unor metode de depistare a icircmbinărilor sudate
Urmează o prezentare ceva mai detaliată a unor metode de control nedistructiv cu
rolul de a oferi celor care nu se ocupă direct cu controlul imbunarilor sudate date generale
privind modul de efectuare a fiecărui control
Controlul prin găurire
Cusătura se găureşte cu ajutorul unui burghiu cu unghiul de ascuţire de 90 grade
Diametrul burghiului se alege astfel icircncacirct să fie găurita icircntreaga secţiune transversală a
cusăturii şi să fie cuprins metalul de bază pe aproximativ 2mm Se execută icircntacirci o găurire de
circa 3 mm adacircncime şi se examinează cu atenţie Se adacircnceşte gaura cu icircncă 2-3 mm se
examinează din nou şi astfel se continuă pacircnă se ajunge la rădăcina cusăturii Examinarea se
face cu ajutorul unei lupe
Controlul prin găurire se recomandă a se executa icircn special pentru stabilirea cauzelor
de deteriorare parţială a construcţiilor sudate icircn exploatare atunci cacircnd prelevarea eprubetelor
de macrostructure este imposibilă sau nedorită
Controlul cu raza Roentgen şi gama generalităţii
Lumina vizibilă este formată din oscilaţii electromagnetice Razele Roentgen şi razele
gama sunt de asemenea oscilaţii electromagnetice care se deosebesc numai prin lungimea
29
undei Razele Roentgen pătrund icircn icircmbinările sudate fiind parţial absorbite şi dispersate
Capacitatea de pătrundere a razelor depind de lungimea de undă Controlul cu radiaţii
penetrante este cea mai răspacircndită metodă de control nedistructivă asiguracircnd un document
asupra mărimii formei poziţiei icircn plan şi frecvenţei defectelor Normele romacircneşti precum şi
norme din alte ţări dau recomandări cu privire la aprecierea calităţii icircmbinărilor sudate
obţinute la controlul Roentgen
Icircmbinarea sudată trebuie examinată cu direcţia razelor perpendiculare pe direcţia să
sau un anumit unghi
Controlul etansitatii utilizacircnd metoda spectometrului de masă
(probă cu helium freon argon)
Generalităţi
Pentru detectarea defectelor se utilizează un gaz trasot a cărui prezenţă icircn urmă foarte
fine poate fi pusă icircn evidenţă prin metoda spectrometului de masă
Controlul cu helium fiind scump se recomandă a fi utilizat pentru piese mici de la
detectarea uneor defecte foarte fine putacircnd localiza defecte la fluxul gazos Un alt gaz
freonul poate asigura icircn funcţie de metoda utilizată detectarea unor masivităţi prin care sunt
pierderi de fluxuri gazoase
Metoda presupune utilizarea unei aparaturi speciale care icircn prezenţa urmelor de gaz
trasot emit semnale ascuţite şi luminoase caracteristică a fiecărui gaz trasot utilizat Pentru a
putea face o legătură icircntre mărimea defectului şi fluxului de gaz scurs prin neetansietati se
prezintă după Duquenes mărimea fluxului de heliu scurs prin neetansietati icircn funcţie de
grosimea piesei (lungimea defectului) şi diametrul acestuia
30
Capitolul 5
Securitatea şi sănătatea muncii
Reguli ce trebuie respectate la sudare
- La sudarea manuală cu electrod icircnvelit icircn afară de măsurile generale de protecţie care
se iau la lucrările de sudare trebuie luate o serie de măsuri speciale specifice procedeului
- Protecţia icircmpotriva radiaţiilor arcului se realizează după cum urmează
- - protecţia ochiilor şi a feţei prin folosirea măştii de sudură o atenţie deosebită
se va acorda alegerii sticlei de protecţie a ochilor indiferent de intensitatea curentului cu care
se lucrează la alegerea numărului sticlei de protecţie sudorul va avea icircn vedere că o sticlă
prea icircnchisă obligă urmărirea arcului de la mică distanţă fapt care are repercursiuni asupra
igienei respiratorii
- - protecţia pielii şi a organelor interne se realizează prin folosirea obligatorie a
mănuşilor şi şorturilor din piele
- - pentru protecţia celorlalţi muncitori la locul de muncă al sudorilor va fi
icircnconjurat cu paravane de protecţie De asemenea se vor aplica tăbliţe avertizoare bdquoAtenţie se
sudeazărdquo
Protecţie icircmpotriva electrocutării
Toate sursele de curent ca şi piese care icircn mod accidental pot fi puse icircn contact cu circuitul
de sudare vor fi legate de pămacircnt
- tensiunile nu vor depăşi 80V
- icircncălţămintea şi icircmbrăcămintea sudorului va fi icircn bună stare permiţacircnd contactul
direct dintre piesă şi corpul sudorului
- icircn cazul sudării pe sol umed sau pe corpuri metalice se va folosi covorul de cauciuc
- port-izolatorul va fi aşezat cacircnd nu se sudează icircn poziţie sigură pe corpuri izolatoare
- resturile de electrod vor fi eliminate prin port electrod pentru a evita contactele
accidentale
- port electrozii vor fi complet izolaţi
31
- icircn perioadele de repaus (peste 10 min) sursă de curent va fi scoasă de sub tensiune
- icircn cazul sudării icircn interiorul pieselor metalice se recomandă supravegherea
permanentă a sudorului
Protecţia icircmpotriva gazelor şi fumului
Locul de muncă al sudorului va fi asigurat cu o bună ventilaţie Icircn cazul aspiraţiei locale
trebuie asigurat un delict de aspiraţie 70Lsecundă la 150 mm de arc sau 280Ls la 300 mm de
arc Icircn cazul aspiraţiei gazelor cu dispozitive la care nu se poate deplasa gura de aspiraţie se
va asigura delict de 7-11 m pe minut şi post de sudură iar icircn cazul ventilaţiei generale 56 m
pe minut şi post de sudură Defecţiunile tehnice se vor remedia numai de către personalul
calificat
Organizarea locului de muncă
La sudarea cu gaze există pericolul arderilor şi accidentelor datorită existenţei gazelor sub
presiune şi a caracteristicilor oxigenului şi a gazelor combustibile Este necesar ca
responsabilii cu protecţia muncii şi sudură să execute
- icircntocmirea şi afişarea la locul de muncă a instruciunilor de funcţionare deservite
icircntreţinere şi verificare a fiecărui utilaj icircn parte cu precizarea defectuarilor posibile şi a
măsurilor ce trebuie luate de sudor
- să instruiască periodic sudorii convingacircndu-se de buna cunoaştere a normelor de
utilizare verificare şi icircntreţinerea utilajului
- să se verifice sistematic la fiecare post de sudură şi sudor starea tehnică a utilajului şi
modul icircn care sudorul respectă normele tehnice
Sudorul icircnainte de icircnceperea lucrului trebuie să verifice buna stare de funcţionare a
icircntregului utilaj şi icircn special al generatorului de acetilenă lentilele de oxigen şi acetilenă
aparatura acestora incluse icircn supapa hidraulica de siguranţă locul de amplasare a acestora
pentru a fi ferit de icircncălzire
Orice defecţiune constatată la utilajul de sudură va fi comunicată responsabilului cu
sudura La orice părăsire a locului de muncă sudorul este obligat să oprească alimentarea
curentului electric a aparatelor
La sudarea electrică prin rezistentă de contact prin presiune şi prin puncte se vor lua
măsuri de protecţie a sudorului icircmpotriva stropilor de metal topit şi icircmpotriva atingerea
pieselor calde Corpul şi macircinile vor fi protejate icircmpotriva stropilor de metal folosindu-se
32
şorţul de piele respectiv mănuşi Peste icircncălţăminte se vor icircmbrăca jambiere de protecţie
Dacă icircn timpul lucrului arzatirul se icircncălzeşte excesiv acesta se va răci de cacircte ori
este necesar icircntr-un vas cu apă curată aflat permanent la locul de muncă al sudorului
Se interzice sudarea electrică atunci cacircnd conductoarele electrice au izolaţii
deteriorate iar cleştele port electrod este defect sau are izolaţie termoelectrică
necorespunzătoare deoarece aceste defecte pot provoca electrocutări
PSI
Prevenirea şi stingerea incendiilor
La intrarea icircn atelierele de sudare se vor afişa vizibil bdquoFumatul Interzisrdquo bdquoNu priviţi
flacărardquo bdquoPericol de orbirerdquo bdquoAtenţie se sudeazărdquo etc
Prin nerespectarea normelor de tehnica securităţii muncii se pot produce următoarele
accidente
- electrocutări
- icircmbolnăvirea ochilor şi arsuri de piele
- incendii cauzate de scacircnteile icircmprăştiate de arcul electric
Pentru prevenirea unor accidente se vor respecta următoarele reguli
- nu se va icircncepe lucrul la o maşină pacircnă cacircnd cel ce trebuie să o deservească nu o
cunoaşte perfect
- se va verifica instalaţia de ungere şi de răcire
- se va verifica instalaţia maşinilor unelte
- se va controla buna funcţionare a pieselor de prelucrat a sculelor şi a dispozitivelor pe
maşina unelta
- icircn timpul lucrului să se folosească dispozitive de protecţie icircmpotriva aşchiilor ecrane
ochelari
- nu se admite fracircnarea organelor icircn mişcarea cu macircna
- controlul stării sculei şi a prelucrării piesei nu se admite a fi făcut icircn timpul
funcţionării maşinii
- hainele de protecţie (halat sau salopetă) să fie icircncheiate la toţi nasturii manşetele
stracircnse iar capul acoperit
- locul de muncă trebuie ţinut icircn ordine şi curăţenie
- se va acorda o atenţie deosebită fixării corecte a pieselor şi echilibrării acestora
33
- cuţitele trebuie să pătrundă icircn materialul lin pentru evitarea smulgerii piesei la şoc
- ajustarea cu pilă de maşină de unelta a unor muchii se va face ţinacircndu-se macircnerul icircn
macircnă dreaptă iar capătul pilei icircn macircnă stacircngă
- aşchiile se icircndepărtează numai cacircnd maşina unelta este oprită
- la constatarea oricărei defecţiuni se va opri maşina unelta şi se va anunţa maestrul şi
mecanicul de icircntreţinere
Instructajul de protecţie a muncii este obligatoriu şi se efectuează de către cei care conduc şi
controlează procesele de muncă Instructajul cuprinde trei faze
a) Instructajul introductiv general se face icircn prima zi de activitate practică şi are drept
scop prezentarea principalelor măsuri de protecţie a muncii specifice unităţii La terminarea
instructajului se va face verificarea iar rezultatul se consemnează icircn fişa individuală pentru
protecţia muncii
b) Instructajul la locul de muncă are scopul de a prezenta măsurile de protecţie a muncii
specificepostului de lucru respectiv şi se face elevilor şi tuturor angajaţilor noi arătacircndu-se
cauzele principale care pot duce la accidentele de muncă şi măsurile de prevenire a acestora
c) Instructajul periodic se face la locul de muncă pentru a reaminti normele de protecţie a
muncii
34
Bibliografie
CC Teodorescu D Mocanu M Buga- Icircmbinări sudate- ET 1972 Bucureşti
Vasile Ilie C Gheorghe- Tăierea şi prelucrarea cu flacără a materialelor metalice- ET 1978
Bucureşti
M Brezeanu- Icircndrumătorul sudorului- ET 1975 Bucureşti
SI Ozanov- Controlul icircmbinărilor sudate- ET 1982 Bucureşti
C Teodorescu- Icircmbinări sudate- ET 1992 Bucureşti
C Miklos- Sudarea metalelor- ET 1985 Bucureşti
V Drobota- Rezistenţa materialelor şi organe de maşini- Editura Didactică şi Pedagogică
1979 Bucureşti
M Smilovici- Icircndrumător pentru icircmbinările sudate
35

sudare care au permis creşterea frecvenţei invertoarelor la valori mult mai mari decacirct cu care
se desfăşoară fenomenele icircn arc
Tehnologia de sudare a tablelor din OL32
Tehnologii de sudare pentru oţel carbon nealiat şi slab aliat
1048766 Tipul icircmbinării de colţ
1048766 Poziţia de sudare vertical ascendentă
1048766 Tipul de transfer prin scurtcircuit
1048766 Gazul de protecţie 75 Ar + 25 CO2
27
Capitolul 4
Metode de control a icircmbinărilor sudate
Controale nedistructibile
Controalele nedistrucitve nu duc la deteriorarea imninarii sudate şi nu influenţează asupra
comportării icircn exploatarea acestuia Cele mai utilizate controale nedistructive sunt
- controlul vizual
- controlulu cu raze Roentgen sau gama
- controlul cu ultrasunete
- controlul cu utilizarea unor metode magnetice
- controlul cu lichide penetrante
- expunerea icircmbinării sudate pe bancă de probă sau pe maşini de icircncercări la solicitare
cacirct mai apropiate de cele icircn exploatare la suprasolicitari avacircnd o valoare dinainte stabilită
sau la solicitări variabile după un ciclu determinat verificarea se face prin examninarea
ulterioară fie prin efectuarea unor măsurători tensometrice proba hidraulică
- proba pneumatică
- proba cu petrol
- proba cu amoniac
- proba cu etansietate utilizacircnd metoda spectometrului de masă
Controale distructive
Controalele distructive se execută la o anumită icircmbinare sudată sau asupra unor
porţiuni din această Porţiunile supuse acestor controale nu mai pot fi utilizate ulterior icircn
exploatare Controalele distrucitve se pot executa utilizacircnd plăci de control din acelaşi material
de baze sudate cu acelaşi material de adaos şi realizate cu acelaşi regim ca şi icircmbinările sudate
ale utilajuluipentru care se fac Icircn cazul unor verificări sau expertize se pot preleva din
icircmbinarea sudată a materialului Se urmăreşte verificarea respectării materialelor de bază de
adaos şi auxiliare prescrise depistării eventualelor abateri de la procesul tehnologic stabilit
iniţial care au dus la existenţa unor defecte şi scăderea calităţii icircmbinării
28
Analiza metalografică se poate face prin
- microstructura care permite depistarea unor defecte (pori sulfuri fisuri incluziuni etc)
stabilirea configuraţiei icircn sectinue a cordonului de sudura şi ZIT determinarea numărului de
straturi depuse pentru formarea cordonului punerea icircn evidenţă a cristalizării primare a
metalului depus
- microstructura care permite punerea icircn evidenţă a unei microzone ale icircmbinării sudate a
conţinutului aproximativ de carbon a metalului de bază şi a precipitării carburilor la oţeluri
anticorosive
- sacrificacircnd una sau mai multe piese icircn cazul unei producţii de mare serie şi supunacircndu-se
unor solicitări cacirct mai apropiate de cele din exploatare şi a căror mărime este crescută pacircnă la
ruperea construcţiei se urmăreşte verificarea viabilităţii soluţiilor constructive a calităţii
materialelor de bază şi de adaos a regimului tehnologic Metoda poate servi şi la stabilirea
fiabilităţii produsului respectiv
Prezentarea unor metode de depistare a icircmbinărilor sudate
Urmează o prezentare ceva mai detaliată a unor metode de control nedistructiv cu
rolul de a oferi celor care nu se ocupă direct cu controlul imbunarilor sudate date generale
privind modul de efectuare a fiecărui control
Controlul prin găurire
Cusătura se găureşte cu ajutorul unui burghiu cu unghiul de ascuţire de 90 grade
Diametrul burghiului se alege astfel icircncacirct să fie găurita icircntreaga secţiune transversală a
cusăturii şi să fie cuprins metalul de bază pe aproximativ 2mm Se execută icircntacirci o găurire de
circa 3 mm adacircncime şi se examinează cu atenţie Se adacircnceşte gaura cu icircncă 2-3 mm se
examinează din nou şi astfel se continuă pacircnă se ajunge la rădăcina cusăturii Examinarea se
face cu ajutorul unei lupe
Controlul prin găurire se recomandă a se executa icircn special pentru stabilirea cauzelor
de deteriorare parţială a construcţiilor sudate icircn exploatare atunci cacircnd prelevarea eprubetelor
de macrostructure este imposibilă sau nedorită
Controlul cu raza Roentgen şi gama generalităţii
Lumina vizibilă este formată din oscilaţii electromagnetice Razele Roentgen şi razele
gama sunt de asemenea oscilaţii electromagnetice care se deosebesc numai prin lungimea
29
undei Razele Roentgen pătrund icircn icircmbinările sudate fiind parţial absorbite şi dispersate
Capacitatea de pătrundere a razelor depind de lungimea de undă Controlul cu radiaţii
penetrante este cea mai răspacircndită metodă de control nedistructivă asiguracircnd un document
asupra mărimii formei poziţiei icircn plan şi frecvenţei defectelor Normele romacircneşti precum şi
norme din alte ţări dau recomandări cu privire la aprecierea calităţii icircmbinărilor sudate
obţinute la controlul Roentgen
Icircmbinarea sudată trebuie examinată cu direcţia razelor perpendiculare pe direcţia să
sau un anumit unghi
Controlul etansitatii utilizacircnd metoda spectometrului de masă
(probă cu helium freon argon)
Generalităţi
Pentru detectarea defectelor se utilizează un gaz trasot a cărui prezenţă icircn urmă foarte
fine poate fi pusă icircn evidenţă prin metoda spectrometului de masă
Controlul cu helium fiind scump se recomandă a fi utilizat pentru piese mici de la
detectarea uneor defecte foarte fine putacircnd localiza defecte la fluxul gazos Un alt gaz
freonul poate asigura icircn funcţie de metoda utilizată detectarea unor masivităţi prin care sunt
pierderi de fluxuri gazoase
Metoda presupune utilizarea unei aparaturi speciale care icircn prezenţa urmelor de gaz
trasot emit semnale ascuţite şi luminoase caracteristică a fiecărui gaz trasot utilizat Pentru a
putea face o legătură icircntre mărimea defectului şi fluxului de gaz scurs prin neetansietati se
prezintă după Duquenes mărimea fluxului de heliu scurs prin neetansietati icircn funcţie de
grosimea piesei (lungimea defectului) şi diametrul acestuia
30
Capitolul 5
Securitatea şi sănătatea muncii
Reguli ce trebuie respectate la sudare
- La sudarea manuală cu electrod icircnvelit icircn afară de măsurile generale de protecţie care
se iau la lucrările de sudare trebuie luate o serie de măsuri speciale specifice procedeului
- Protecţia icircmpotriva radiaţiilor arcului se realizează după cum urmează
- - protecţia ochiilor şi a feţei prin folosirea măştii de sudură o atenţie deosebită
se va acorda alegerii sticlei de protecţie a ochilor indiferent de intensitatea curentului cu care
se lucrează la alegerea numărului sticlei de protecţie sudorul va avea icircn vedere că o sticlă
prea icircnchisă obligă urmărirea arcului de la mică distanţă fapt care are repercursiuni asupra
igienei respiratorii
- - protecţia pielii şi a organelor interne se realizează prin folosirea obligatorie a
mănuşilor şi şorturilor din piele
- - pentru protecţia celorlalţi muncitori la locul de muncă al sudorilor va fi
icircnconjurat cu paravane de protecţie De asemenea se vor aplica tăbliţe avertizoare bdquoAtenţie se
sudeazărdquo
Protecţie icircmpotriva electrocutării
Toate sursele de curent ca şi piese care icircn mod accidental pot fi puse icircn contact cu circuitul
de sudare vor fi legate de pămacircnt
- tensiunile nu vor depăşi 80V
- icircncălţămintea şi icircmbrăcămintea sudorului va fi icircn bună stare permiţacircnd contactul
direct dintre piesă şi corpul sudorului
- icircn cazul sudării pe sol umed sau pe corpuri metalice se va folosi covorul de cauciuc
- port-izolatorul va fi aşezat cacircnd nu se sudează icircn poziţie sigură pe corpuri izolatoare
- resturile de electrod vor fi eliminate prin port electrod pentru a evita contactele
accidentale
- port electrozii vor fi complet izolaţi
31
- icircn perioadele de repaus (peste 10 min) sursă de curent va fi scoasă de sub tensiune
- icircn cazul sudării icircn interiorul pieselor metalice se recomandă supravegherea
permanentă a sudorului
Protecţia icircmpotriva gazelor şi fumului
Locul de muncă al sudorului va fi asigurat cu o bună ventilaţie Icircn cazul aspiraţiei locale
trebuie asigurat un delict de aspiraţie 70Lsecundă la 150 mm de arc sau 280Ls la 300 mm de
arc Icircn cazul aspiraţiei gazelor cu dispozitive la care nu se poate deplasa gura de aspiraţie se
va asigura delict de 7-11 m pe minut şi post de sudură iar icircn cazul ventilaţiei generale 56 m
pe minut şi post de sudură Defecţiunile tehnice se vor remedia numai de către personalul
calificat
Organizarea locului de muncă
La sudarea cu gaze există pericolul arderilor şi accidentelor datorită existenţei gazelor sub
presiune şi a caracteristicilor oxigenului şi a gazelor combustibile Este necesar ca
responsabilii cu protecţia muncii şi sudură să execute
- icircntocmirea şi afişarea la locul de muncă a instruciunilor de funcţionare deservite
icircntreţinere şi verificare a fiecărui utilaj icircn parte cu precizarea defectuarilor posibile şi a
măsurilor ce trebuie luate de sudor
- să instruiască periodic sudorii convingacircndu-se de buna cunoaştere a normelor de
utilizare verificare şi icircntreţinerea utilajului
- să se verifice sistematic la fiecare post de sudură şi sudor starea tehnică a utilajului şi
modul icircn care sudorul respectă normele tehnice
Sudorul icircnainte de icircnceperea lucrului trebuie să verifice buna stare de funcţionare a
icircntregului utilaj şi icircn special al generatorului de acetilenă lentilele de oxigen şi acetilenă
aparatura acestora incluse icircn supapa hidraulica de siguranţă locul de amplasare a acestora
pentru a fi ferit de icircncălzire
Orice defecţiune constatată la utilajul de sudură va fi comunicată responsabilului cu
sudura La orice părăsire a locului de muncă sudorul este obligat să oprească alimentarea
curentului electric a aparatelor
La sudarea electrică prin rezistentă de contact prin presiune şi prin puncte se vor lua
măsuri de protecţie a sudorului icircmpotriva stropilor de metal topit şi icircmpotriva atingerea
pieselor calde Corpul şi macircinile vor fi protejate icircmpotriva stropilor de metal folosindu-se
32
şorţul de piele respectiv mănuşi Peste icircncălţăminte se vor icircmbrăca jambiere de protecţie
Dacă icircn timpul lucrului arzatirul se icircncălzeşte excesiv acesta se va răci de cacircte ori
este necesar icircntr-un vas cu apă curată aflat permanent la locul de muncă al sudorului
Se interzice sudarea electrică atunci cacircnd conductoarele electrice au izolaţii
deteriorate iar cleştele port electrod este defect sau are izolaţie termoelectrică
necorespunzătoare deoarece aceste defecte pot provoca electrocutări
PSI
Prevenirea şi stingerea incendiilor
La intrarea icircn atelierele de sudare se vor afişa vizibil bdquoFumatul Interzisrdquo bdquoNu priviţi
flacărardquo bdquoPericol de orbirerdquo bdquoAtenţie se sudeazărdquo etc
Prin nerespectarea normelor de tehnica securităţii muncii se pot produce următoarele
accidente
- electrocutări
- icircmbolnăvirea ochilor şi arsuri de piele
- incendii cauzate de scacircnteile icircmprăştiate de arcul electric
Pentru prevenirea unor accidente se vor respecta următoarele reguli
- nu se va icircncepe lucrul la o maşină pacircnă cacircnd cel ce trebuie să o deservească nu o
cunoaşte perfect
- se va verifica instalaţia de ungere şi de răcire
- se va verifica instalaţia maşinilor unelte
- se va controla buna funcţionare a pieselor de prelucrat a sculelor şi a dispozitivelor pe
maşina unelta
- icircn timpul lucrului să se folosească dispozitive de protecţie icircmpotriva aşchiilor ecrane
ochelari
- nu se admite fracircnarea organelor icircn mişcarea cu macircna
- controlul stării sculei şi a prelucrării piesei nu se admite a fi făcut icircn timpul
funcţionării maşinii
- hainele de protecţie (halat sau salopetă) să fie icircncheiate la toţi nasturii manşetele
stracircnse iar capul acoperit
- locul de muncă trebuie ţinut icircn ordine şi curăţenie
- se va acorda o atenţie deosebită fixării corecte a pieselor şi echilibrării acestora
33
- cuţitele trebuie să pătrundă icircn materialul lin pentru evitarea smulgerii piesei la şoc
- ajustarea cu pilă de maşină de unelta a unor muchii se va face ţinacircndu-se macircnerul icircn
macircnă dreaptă iar capătul pilei icircn macircnă stacircngă
- aşchiile se icircndepărtează numai cacircnd maşina unelta este oprită
- la constatarea oricărei defecţiuni se va opri maşina unelta şi se va anunţa maestrul şi
mecanicul de icircntreţinere
Instructajul de protecţie a muncii este obligatoriu şi se efectuează de către cei care conduc şi
controlează procesele de muncă Instructajul cuprinde trei faze
a) Instructajul introductiv general se face icircn prima zi de activitate practică şi are drept
scop prezentarea principalelor măsuri de protecţie a muncii specifice unităţii La terminarea
instructajului se va face verificarea iar rezultatul se consemnează icircn fişa individuală pentru
protecţia muncii
b) Instructajul la locul de muncă are scopul de a prezenta măsurile de protecţie a muncii
specificepostului de lucru respectiv şi se face elevilor şi tuturor angajaţilor noi arătacircndu-se
cauzele principale care pot duce la accidentele de muncă şi măsurile de prevenire a acestora
c) Instructajul periodic se face la locul de muncă pentru a reaminti normele de protecţie a
muncii
34
Bibliografie
CC Teodorescu D Mocanu M Buga- Icircmbinări sudate- ET 1972 Bucureşti
Vasile Ilie C Gheorghe- Tăierea şi prelucrarea cu flacără a materialelor metalice- ET 1978
Bucureşti
M Brezeanu- Icircndrumătorul sudorului- ET 1975 Bucureşti
SI Ozanov- Controlul icircmbinărilor sudate- ET 1982 Bucureşti
C Teodorescu- Icircmbinări sudate- ET 1992 Bucureşti
C Miklos- Sudarea metalelor- ET 1985 Bucureşti
V Drobota- Rezistenţa materialelor şi organe de maşini- Editura Didactică şi Pedagogică
1979 Bucureşti
M Smilovici- Icircndrumător pentru icircmbinările sudate
35

Capitolul 4
Metode de control a icircmbinărilor sudate
Controale nedistructibile
Controalele nedistrucitve nu duc la deteriorarea imninarii sudate şi nu influenţează asupra
comportării icircn exploatarea acestuia Cele mai utilizate controale nedistructive sunt
- controlul vizual
- controlulu cu raze Roentgen sau gama
- controlul cu ultrasunete
- controlul cu utilizarea unor metode magnetice
- controlul cu lichide penetrante
- expunerea icircmbinării sudate pe bancă de probă sau pe maşini de icircncercări la solicitare
cacirct mai apropiate de cele icircn exploatare la suprasolicitari avacircnd o valoare dinainte stabilită
sau la solicitări variabile după un ciclu determinat verificarea se face prin examninarea
ulterioară fie prin efectuarea unor măsurători tensometrice proba hidraulică
- proba pneumatică
- proba cu petrol
- proba cu amoniac
- proba cu etansietate utilizacircnd metoda spectometrului de masă
Controale distructive
Controalele distructive se execută la o anumită icircmbinare sudată sau asupra unor
porţiuni din această Porţiunile supuse acestor controale nu mai pot fi utilizate ulterior icircn
exploatare Controalele distrucitve se pot executa utilizacircnd plăci de control din acelaşi material
de baze sudate cu acelaşi material de adaos şi realizate cu acelaşi regim ca şi icircmbinările sudate
ale utilajuluipentru care se fac Icircn cazul unor verificări sau expertize se pot preleva din
icircmbinarea sudată a materialului Se urmăreşte verificarea respectării materialelor de bază de
adaos şi auxiliare prescrise depistării eventualelor abateri de la procesul tehnologic stabilit
iniţial care au dus la existenţa unor defecte şi scăderea calităţii icircmbinării
28
Analiza metalografică se poate face prin
- microstructura care permite depistarea unor defecte (pori sulfuri fisuri incluziuni etc)
stabilirea configuraţiei icircn sectinue a cordonului de sudura şi ZIT determinarea numărului de
straturi depuse pentru formarea cordonului punerea icircn evidenţă a cristalizării primare a
metalului depus
- microstructura care permite punerea icircn evidenţă a unei microzone ale icircmbinării sudate a
conţinutului aproximativ de carbon a metalului de bază şi a precipitării carburilor la oţeluri
anticorosive
- sacrificacircnd una sau mai multe piese icircn cazul unei producţii de mare serie şi supunacircndu-se
unor solicitări cacirct mai apropiate de cele din exploatare şi a căror mărime este crescută pacircnă la
ruperea construcţiei se urmăreşte verificarea viabilităţii soluţiilor constructive a calităţii
materialelor de bază şi de adaos a regimului tehnologic Metoda poate servi şi la stabilirea
fiabilităţii produsului respectiv
Prezentarea unor metode de depistare a icircmbinărilor sudate
Urmează o prezentare ceva mai detaliată a unor metode de control nedistructiv cu
rolul de a oferi celor care nu se ocupă direct cu controlul imbunarilor sudate date generale
privind modul de efectuare a fiecărui control
Controlul prin găurire
Cusătura se găureşte cu ajutorul unui burghiu cu unghiul de ascuţire de 90 grade
Diametrul burghiului se alege astfel icircncacirct să fie găurita icircntreaga secţiune transversală a
cusăturii şi să fie cuprins metalul de bază pe aproximativ 2mm Se execută icircntacirci o găurire de
circa 3 mm adacircncime şi se examinează cu atenţie Se adacircnceşte gaura cu icircncă 2-3 mm se
examinează din nou şi astfel se continuă pacircnă se ajunge la rădăcina cusăturii Examinarea se
face cu ajutorul unei lupe
Controlul prin găurire se recomandă a se executa icircn special pentru stabilirea cauzelor
de deteriorare parţială a construcţiilor sudate icircn exploatare atunci cacircnd prelevarea eprubetelor
de macrostructure este imposibilă sau nedorită
Controlul cu raza Roentgen şi gama generalităţii
Lumina vizibilă este formată din oscilaţii electromagnetice Razele Roentgen şi razele
gama sunt de asemenea oscilaţii electromagnetice care se deosebesc numai prin lungimea
29
undei Razele Roentgen pătrund icircn icircmbinările sudate fiind parţial absorbite şi dispersate
Capacitatea de pătrundere a razelor depind de lungimea de undă Controlul cu radiaţii
penetrante este cea mai răspacircndită metodă de control nedistructivă asiguracircnd un document
asupra mărimii formei poziţiei icircn plan şi frecvenţei defectelor Normele romacircneşti precum şi
norme din alte ţări dau recomandări cu privire la aprecierea calităţii icircmbinărilor sudate
obţinute la controlul Roentgen
Icircmbinarea sudată trebuie examinată cu direcţia razelor perpendiculare pe direcţia să
sau un anumit unghi
Controlul etansitatii utilizacircnd metoda spectometrului de masă
(probă cu helium freon argon)
Generalităţi
Pentru detectarea defectelor se utilizează un gaz trasot a cărui prezenţă icircn urmă foarte
fine poate fi pusă icircn evidenţă prin metoda spectrometului de masă
Controlul cu helium fiind scump se recomandă a fi utilizat pentru piese mici de la
detectarea uneor defecte foarte fine putacircnd localiza defecte la fluxul gazos Un alt gaz
freonul poate asigura icircn funcţie de metoda utilizată detectarea unor masivităţi prin care sunt
pierderi de fluxuri gazoase
Metoda presupune utilizarea unei aparaturi speciale care icircn prezenţa urmelor de gaz
trasot emit semnale ascuţite şi luminoase caracteristică a fiecărui gaz trasot utilizat Pentru a
putea face o legătură icircntre mărimea defectului şi fluxului de gaz scurs prin neetansietati se
prezintă după Duquenes mărimea fluxului de heliu scurs prin neetansietati icircn funcţie de
grosimea piesei (lungimea defectului) şi diametrul acestuia
30
Capitolul 5
Securitatea şi sănătatea muncii
Reguli ce trebuie respectate la sudare
- La sudarea manuală cu electrod icircnvelit icircn afară de măsurile generale de protecţie care
se iau la lucrările de sudare trebuie luate o serie de măsuri speciale specifice procedeului
- Protecţia icircmpotriva radiaţiilor arcului se realizează după cum urmează
- - protecţia ochiilor şi a feţei prin folosirea măştii de sudură o atenţie deosebită
se va acorda alegerii sticlei de protecţie a ochilor indiferent de intensitatea curentului cu care
se lucrează la alegerea numărului sticlei de protecţie sudorul va avea icircn vedere că o sticlă
prea icircnchisă obligă urmărirea arcului de la mică distanţă fapt care are repercursiuni asupra
igienei respiratorii
- - protecţia pielii şi a organelor interne se realizează prin folosirea obligatorie a
mănuşilor şi şorturilor din piele
- - pentru protecţia celorlalţi muncitori la locul de muncă al sudorilor va fi
icircnconjurat cu paravane de protecţie De asemenea se vor aplica tăbliţe avertizoare bdquoAtenţie se
sudeazărdquo
Protecţie icircmpotriva electrocutării
Toate sursele de curent ca şi piese care icircn mod accidental pot fi puse icircn contact cu circuitul
de sudare vor fi legate de pămacircnt
- tensiunile nu vor depăşi 80V
- icircncălţămintea şi icircmbrăcămintea sudorului va fi icircn bună stare permiţacircnd contactul
direct dintre piesă şi corpul sudorului
- icircn cazul sudării pe sol umed sau pe corpuri metalice se va folosi covorul de cauciuc
- port-izolatorul va fi aşezat cacircnd nu se sudează icircn poziţie sigură pe corpuri izolatoare
- resturile de electrod vor fi eliminate prin port electrod pentru a evita contactele
accidentale
- port electrozii vor fi complet izolaţi
31
- icircn perioadele de repaus (peste 10 min) sursă de curent va fi scoasă de sub tensiune
- icircn cazul sudării icircn interiorul pieselor metalice se recomandă supravegherea
permanentă a sudorului
Protecţia icircmpotriva gazelor şi fumului
Locul de muncă al sudorului va fi asigurat cu o bună ventilaţie Icircn cazul aspiraţiei locale
trebuie asigurat un delict de aspiraţie 70Lsecundă la 150 mm de arc sau 280Ls la 300 mm de
arc Icircn cazul aspiraţiei gazelor cu dispozitive la care nu se poate deplasa gura de aspiraţie se
va asigura delict de 7-11 m pe minut şi post de sudură iar icircn cazul ventilaţiei generale 56 m
pe minut şi post de sudură Defecţiunile tehnice se vor remedia numai de către personalul
calificat
Organizarea locului de muncă
La sudarea cu gaze există pericolul arderilor şi accidentelor datorită existenţei gazelor sub
presiune şi a caracteristicilor oxigenului şi a gazelor combustibile Este necesar ca
responsabilii cu protecţia muncii şi sudură să execute
- icircntocmirea şi afişarea la locul de muncă a instruciunilor de funcţionare deservite
icircntreţinere şi verificare a fiecărui utilaj icircn parte cu precizarea defectuarilor posibile şi a
măsurilor ce trebuie luate de sudor
- să instruiască periodic sudorii convingacircndu-se de buna cunoaştere a normelor de
utilizare verificare şi icircntreţinerea utilajului
- să se verifice sistematic la fiecare post de sudură şi sudor starea tehnică a utilajului şi
modul icircn care sudorul respectă normele tehnice
Sudorul icircnainte de icircnceperea lucrului trebuie să verifice buna stare de funcţionare a
icircntregului utilaj şi icircn special al generatorului de acetilenă lentilele de oxigen şi acetilenă
aparatura acestora incluse icircn supapa hidraulica de siguranţă locul de amplasare a acestora
pentru a fi ferit de icircncălzire
Orice defecţiune constatată la utilajul de sudură va fi comunicată responsabilului cu
sudura La orice părăsire a locului de muncă sudorul este obligat să oprească alimentarea
curentului electric a aparatelor
La sudarea electrică prin rezistentă de contact prin presiune şi prin puncte se vor lua
măsuri de protecţie a sudorului icircmpotriva stropilor de metal topit şi icircmpotriva atingerea
pieselor calde Corpul şi macircinile vor fi protejate icircmpotriva stropilor de metal folosindu-se
32
şorţul de piele respectiv mănuşi Peste icircncălţăminte se vor icircmbrăca jambiere de protecţie
Dacă icircn timpul lucrului arzatirul se icircncălzeşte excesiv acesta se va răci de cacircte ori
este necesar icircntr-un vas cu apă curată aflat permanent la locul de muncă al sudorului
Se interzice sudarea electrică atunci cacircnd conductoarele electrice au izolaţii
deteriorate iar cleştele port electrod este defect sau are izolaţie termoelectrică
necorespunzătoare deoarece aceste defecte pot provoca electrocutări
PSI
Prevenirea şi stingerea incendiilor
La intrarea icircn atelierele de sudare se vor afişa vizibil bdquoFumatul Interzisrdquo bdquoNu priviţi
flacărardquo bdquoPericol de orbirerdquo bdquoAtenţie se sudeazărdquo etc
Prin nerespectarea normelor de tehnica securităţii muncii se pot produce următoarele
accidente
- electrocutări
- icircmbolnăvirea ochilor şi arsuri de piele
- incendii cauzate de scacircnteile icircmprăştiate de arcul electric
Pentru prevenirea unor accidente se vor respecta următoarele reguli
- nu se va icircncepe lucrul la o maşină pacircnă cacircnd cel ce trebuie să o deservească nu o
cunoaşte perfect
- se va verifica instalaţia de ungere şi de răcire
- se va verifica instalaţia maşinilor unelte
- se va controla buna funcţionare a pieselor de prelucrat a sculelor şi a dispozitivelor pe
maşina unelta
- icircn timpul lucrului să se folosească dispozitive de protecţie icircmpotriva aşchiilor ecrane
ochelari
- nu se admite fracircnarea organelor icircn mişcarea cu macircna
- controlul stării sculei şi a prelucrării piesei nu se admite a fi făcut icircn timpul
funcţionării maşinii
- hainele de protecţie (halat sau salopetă) să fie icircncheiate la toţi nasturii manşetele
stracircnse iar capul acoperit
- locul de muncă trebuie ţinut icircn ordine şi curăţenie
- se va acorda o atenţie deosebită fixării corecte a pieselor şi echilibrării acestora
33
- cuţitele trebuie să pătrundă icircn materialul lin pentru evitarea smulgerii piesei la şoc
- ajustarea cu pilă de maşină de unelta a unor muchii se va face ţinacircndu-se macircnerul icircn
macircnă dreaptă iar capătul pilei icircn macircnă stacircngă
- aşchiile se icircndepărtează numai cacircnd maşina unelta este oprită
- la constatarea oricărei defecţiuni se va opri maşina unelta şi se va anunţa maestrul şi
mecanicul de icircntreţinere
Instructajul de protecţie a muncii este obligatoriu şi se efectuează de către cei care conduc şi
controlează procesele de muncă Instructajul cuprinde trei faze
a) Instructajul introductiv general se face icircn prima zi de activitate practică şi are drept
scop prezentarea principalelor măsuri de protecţie a muncii specifice unităţii La terminarea
instructajului se va face verificarea iar rezultatul se consemnează icircn fişa individuală pentru
protecţia muncii
b) Instructajul la locul de muncă are scopul de a prezenta măsurile de protecţie a muncii
specificepostului de lucru respectiv şi se face elevilor şi tuturor angajaţilor noi arătacircndu-se
cauzele principale care pot duce la accidentele de muncă şi măsurile de prevenire a acestora
c) Instructajul periodic se face la locul de muncă pentru a reaminti normele de protecţie a
muncii
34
Bibliografie
CC Teodorescu D Mocanu M Buga- Icircmbinări sudate- ET 1972 Bucureşti
Vasile Ilie C Gheorghe- Tăierea şi prelucrarea cu flacără a materialelor metalice- ET 1978
Bucureşti
M Brezeanu- Icircndrumătorul sudorului- ET 1975 Bucureşti
SI Ozanov- Controlul icircmbinărilor sudate- ET 1982 Bucureşti
C Teodorescu- Icircmbinări sudate- ET 1992 Bucureşti
C Miklos- Sudarea metalelor- ET 1985 Bucureşti
V Drobota- Rezistenţa materialelor şi organe de maşini- Editura Didactică şi Pedagogică
1979 Bucureşti
M Smilovici- Icircndrumător pentru icircmbinările sudate
35

Analiza metalografică se poate face prin
- microstructura care permite depistarea unor defecte (pori sulfuri fisuri incluziuni etc)
stabilirea configuraţiei icircn sectinue a cordonului de sudura şi ZIT determinarea numărului de
straturi depuse pentru formarea cordonului punerea icircn evidenţă a cristalizării primare a
metalului depus
- microstructura care permite punerea icircn evidenţă a unei microzone ale icircmbinării sudate a
conţinutului aproximativ de carbon a metalului de bază şi a precipitării carburilor la oţeluri
anticorosive
- sacrificacircnd una sau mai multe piese icircn cazul unei producţii de mare serie şi supunacircndu-se
unor solicitări cacirct mai apropiate de cele din exploatare şi a căror mărime este crescută pacircnă la
ruperea construcţiei se urmăreşte verificarea viabilităţii soluţiilor constructive a calităţii
materialelor de bază şi de adaos a regimului tehnologic Metoda poate servi şi la stabilirea
fiabilităţii produsului respectiv
Prezentarea unor metode de depistare a icircmbinărilor sudate
Urmează o prezentare ceva mai detaliată a unor metode de control nedistructiv cu
rolul de a oferi celor care nu se ocupă direct cu controlul imbunarilor sudate date generale
privind modul de efectuare a fiecărui control
Controlul prin găurire
Cusătura se găureşte cu ajutorul unui burghiu cu unghiul de ascuţire de 90 grade
Diametrul burghiului se alege astfel icircncacirct să fie găurita icircntreaga secţiune transversală a
cusăturii şi să fie cuprins metalul de bază pe aproximativ 2mm Se execută icircntacirci o găurire de
circa 3 mm adacircncime şi se examinează cu atenţie Se adacircnceşte gaura cu icircncă 2-3 mm se
examinează din nou şi astfel se continuă pacircnă se ajunge la rădăcina cusăturii Examinarea se
face cu ajutorul unei lupe
Controlul prin găurire se recomandă a se executa icircn special pentru stabilirea cauzelor
de deteriorare parţială a construcţiilor sudate icircn exploatare atunci cacircnd prelevarea eprubetelor
de macrostructure este imposibilă sau nedorită
Controlul cu raza Roentgen şi gama generalităţii
Lumina vizibilă este formată din oscilaţii electromagnetice Razele Roentgen şi razele
gama sunt de asemenea oscilaţii electromagnetice care se deosebesc numai prin lungimea
29
undei Razele Roentgen pătrund icircn icircmbinările sudate fiind parţial absorbite şi dispersate
Capacitatea de pătrundere a razelor depind de lungimea de undă Controlul cu radiaţii
penetrante este cea mai răspacircndită metodă de control nedistructivă asiguracircnd un document
asupra mărimii formei poziţiei icircn plan şi frecvenţei defectelor Normele romacircneşti precum şi
norme din alte ţări dau recomandări cu privire la aprecierea calităţii icircmbinărilor sudate
obţinute la controlul Roentgen
Icircmbinarea sudată trebuie examinată cu direcţia razelor perpendiculare pe direcţia să
sau un anumit unghi
Controlul etansitatii utilizacircnd metoda spectometrului de masă
(probă cu helium freon argon)
Generalităţi
Pentru detectarea defectelor se utilizează un gaz trasot a cărui prezenţă icircn urmă foarte
fine poate fi pusă icircn evidenţă prin metoda spectrometului de masă
Controlul cu helium fiind scump se recomandă a fi utilizat pentru piese mici de la
detectarea uneor defecte foarte fine putacircnd localiza defecte la fluxul gazos Un alt gaz
freonul poate asigura icircn funcţie de metoda utilizată detectarea unor masivităţi prin care sunt
pierderi de fluxuri gazoase
Metoda presupune utilizarea unei aparaturi speciale care icircn prezenţa urmelor de gaz
trasot emit semnale ascuţite şi luminoase caracteristică a fiecărui gaz trasot utilizat Pentru a
putea face o legătură icircntre mărimea defectului şi fluxului de gaz scurs prin neetansietati se
prezintă după Duquenes mărimea fluxului de heliu scurs prin neetansietati icircn funcţie de
grosimea piesei (lungimea defectului) şi diametrul acestuia
30
Capitolul 5
Securitatea şi sănătatea muncii
Reguli ce trebuie respectate la sudare
- La sudarea manuală cu electrod icircnvelit icircn afară de măsurile generale de protecţie care
se iau la lucrările de sudare trebuie luate o serie de măsuri speciale specifice procedeului
- Protecţia icircmpotriva radiaţiilor arcului se realizează după cum urmează
- - protecţia ochiilor şi a feţei prin folosirea măştii de sudură o atenţie deosebită
se va acorda alegerii sticlei de protecţie a ochilor indiferent de intensitatea curentului cu care
se lucrează la alegerea numărului sticlei de protecţie sudorul va avea icircn vedere că o sticlă
prea icircnchisă obligă urmărirea arcului de la mică distanţă fapt care are repercursiuni asupra
igienei respiratorii
- - protecţia pielii şi a organelor interne se realizează prin folosirea obligatorie a
mănuşilor şi şorturilor din piele
- - pentru protecţia celorlalţi muncitori la locul de muncă al sudorilor va fi
icircnconjurat cu paravane de protecţie De asemenea se vor aplica tăbliţe avertizoare bdquoAtenţie se
sudeazărdquo
Protecţie icircmpotriva electrocutării
Toate sursele de curent ca şi piese care icircn mod accidental pot fi puse icircn contact cu circuitul
de sudare vor fi legate de pămacircnt
- tensiunile nu vor depăşi 80V
- icircncălţămintea şi icircmbrăcămintea sudorului va fi icircn bună stare permiţacircnd contactul
direct dintre piesă şi corpul sudorului
- icircn cazul sudării pe sol umed sau pe corpuri metalice se va folosi covorul de cauciuc
- port-izolatorul va fi aşezat cacircnd nu se sudează icircn poziţie sigură pe corpuri izolatoare
- resturile de electrod vor fi eliminate prin port electrod pentru a evita contactele
accidentale
- port electrozii vor fi complet izolaţi
31
- icircn perioadele de repaus (peste 10 min) sursă de curent va fi scoasă de sub tensiune
- icircn cazul sudării icircn interiorul pieselor metalice se recomandă supravegherea
permanentă a sudorului
Protecţia icircmpotriva gazelor şi fumului
Locul de muncă al sudorului va fi asigurat cu o bună ventilaţie Icircn cazul aspiraţiei locale
trebuie asigurat un delict de aspiraţie 70Lsecundă la 150 mm de arc sau 280Ls la 300 mm de
arc Icircn cazul aspiraţiei gazelor cu dispozitive la care nu se poate deplasa gura de aspiraţie se
va asigura delict de 7-11 m pe minut şi post de sudură iar icircn cazul ventilaţiei generale 56 m
pe minut şi post de sudură Defecţiunile tehnice se vor remedia numai de către personalul
calificat
Organizarea locului de muncă
La sudarea cu gaze există pericolul arderilor şi accidentelor datorită existenţei gazelor sub
presiune şi a caracteristicilor oxigenului şi a gazelor combustibile Este necesar ca
responsabilii cu protecţia muncii şi sudură să execute
- icircntocmirea şi afişarea la locul de muncă a instruciunilor de funcţionare deservite
icircntreţinere şi verificare a fiecărui utilaj icircn parte cu precizarea defectuarilor posibile şi a
măsurilor ce trebuie luate de sudor
- să instruiască periodic sudorii convingacircndu-se de buna cunoaştere a normelor de
utilizare verificare şi icircntreţinerea utilajului
- să se verifice sistematic la fiecare post de sudură şi sudor starea tehnică a utilajului şi
modul icircn care sudorul respectă normele tehnice
Sudorul icircnainte de icircnceperea lucrului trebuie să verifice buna stare de funcţionare a
icircntregului utilaj şi icircn special al generatorului de acetilenă lentilele de oxigen şi acetilenă
aparatura acestora incluse icircn supapa hidraulica de siguranţă locul de amplasare a acestora
pentru a fi ferit de icircncălzire
Orice defecţiune constatată la utilajul de sudură va fi comunicată responsabilului cu
sudura La orice părăsire a locului de muncă sudorul este obligat să oprească alimentarea
curentului electric a aparatelor
La sudarea electrică prin rezistentă de contact prin presiune şi prin puncte se vor lua
măsuri de protecţie a sudorului icircmpotriva stropilor de metal topit şi icircmpotriva atingerea
pieselor calde Corpul şi macircinile vor fi protejate icircmpotriva stropilor de metal folosindu-se
32
şorţul de piele respectiv mănuşi Peste icircncălţăminte se vor icircmbrăca jambiere de protecţie
Dacă icircn timpul lucrului arzatirul se icircncălzeşte excesiv acesta se va răci de cacircte ori
este necesar icircntr-un vas cu apă curată aflat permanent la locul de muncă al sudorului
Se interzice sudarea electrică atunci cacircnd conductoarele electrice au izolaţii
deteriorate iar cleştele port electrod este defect sau are izolaţie termoelectrică
necorespunzătoare deoarece aceste defecte pot provoca electrocutări
PSI
Prevenirea şi stingerea incendiilor
La intrarea icircn atelierele de sudare se vor afişa vizibil bdquoFumatul Interzisrdquo bdquoNu priviţi
flacărardquo bdquoPericol de orbirerdquo bdquoAtenţie se sudeazărdquo etc
Prin nerespectarea normelor de tehnica securităţii muncii se pot produce următoarele
accidente
- electrocutări
- icircmbolnăvirea ochilor şi arsuri de piele
- incendii cauzate de scacircnteile icircmprăştiate de arcul electric
Pentru prevenirea unor accidente se vor respecta următoarele reguli
- nu se va icircncepe lucrul la o maşină pacircnă cacircnd cel ce trebuie să o deservească nu o
cunoaşte perfect
- se va verifica instalaţia de ungere şi de răcire
- se va verifica instalaţia maşinilor unelte
- se va controla buna funcţionare a pieselor de prelucrat a sculelor şi a dispozitivelor pe
maşina unelta
- icircn timpul lucrului să se folosească dispozitive de protecţie icircmpotriva aşchiilor ecrane
ochelari
- nu se admite fracircnarea organelor icircn mişcarea cu macircna
- controlul stării sculei şi a prelucrării piesei nu se admite a fi făcut icircn timpul
funcţionării maşinii
- hainele de protecţie (halat sau salopetă) să fie icircncheiate la toţi nasturii manşetele
stracircnse iar capul acoperit
- locul de muncă trebuie ţinut icircn ordine şi curăţenie
- se va acorda o atenţie deosebită fixării corecte a pieselor şi echilibrării acestora
33
- cuţitele trebuie să pătrundă icircn materialul lin pentru evitarea smulgerii piesei la şoc
- ajustarea cu pilă de maşină de unelta a unor muchii se va face ţinacircndu-se macircnerul icircn
macircnă dreaptă iar capătul pilei icircn macircnă stacircngă
- aşchiile se icircndepărtează numai cacircnd maşina unelta este oprită
- la constatarea oricărei defecţiuni se va opri maşina unelta şi se va anunţa maestrul şi
mecanicul de icircntreţinere
Instructajul de protecţie a muncii este obligatoriu şi se efectuează de către cei care conduc şi
controlează procesele de muncă Instructajul cuprinde trei faze
a) Instructajul introductiv general se face icircn prima zi de activitate practică şi are drept
scop prezentarea principalelor măsuri de protecţie a muncii specifice unităţii La terminarea
instructajului se va face verificarea iar rezultatul se consemnează icircn fişa individuală pentru
protecţia muncii
b) Instructajul la locul de muncă are scopul de a prezenta măsurile de protecţie a muncii
specificepostului de lucru respectiv şi se face elevilor şi tuturor angajaţilor noi arătacircndu-se
cauzele principale care pot duce la accidentele de muncă şi măsurile de prevenire a acestora
c) Instructajul periodic se face la locul de muncă pentru a reaminti normele de protecţie a
muncii
34
Bibliografie
CC Teodorescu D Mocanu M Buga- Icircmbinări sudate- ET 1972 Bucureşti
Vasile Ilie C Gheorghe- Tăierea şi prelucrarea cu flacără a materialelor metalice- ET 1978
Bucureşti
M Brezeanu- Icircndrumătorul sudorului- ET 1975 Bucureşti
SI Ozanov- Controlul icircmbinărilor sudate- ET 1982 Bucureşti
C Teodorescu- Icircmbinări sudate- ET 1992 Bucureşti
C Miklos- Sudarea metalelor- ET 1985 Bucureşti
V Drobota- Rezistenţa materialelor şi organe de maşini- Editura Didactică şi Pedagogică
1979 Bucureşti
M Smilovici- Icircndrumător pentru icircmbinările sudate
35

undei Razele Roentgen pătrund icircn icircmbinările sudate fiind parţial absorbite şi dispersate
Capacitatea de pătrundere a razelor depind de lungimea de undă Controlul cu radiaţii
penetrante este cea mai răspacircndită metodă de control nedistructivă asiguracircnd un document
asupra mărimii formei poziţiei icircn plan şi frecvenţei defectelor Normele romacircneşti precum şi
norme din alte ţări dau recomandări cu privire la aprecierea calităţii icircmbinărilor sudate
obţinute la controlul Roentgen
Icircmbinarea sudată trebuie examinată cu direcţia razelor perpendiculare pe direcţia să
sau un anumit unghi
Controlul etansitatii utilizacircnd metoda spectometrului de masă
(probă cu helium freon argon)
Generalităţi
Pentru detectarea defectelor se utilizează un gaz trasot a cărui prezenţă icircn urmă foarte
fine poate fi pusă icircn evidenţă prin metoda spectrometului de masă
Controlul cu helium fiind scump se recomandă a fi utilizat pentru piese mici de la
detectarea uneor defecte foarte fine putacircnd localiza defecte la fluxul gazos Un alt gaz
freonul poate asigura icircn funcţie de metoda utilizată detectarea unor masivităţi prin care sunt
pierderi de fluxuri gazoase
Metoda presupune utilizarea unei aparaturi speciale care icircn prezenţa urmelor de gaz
trasot emit semnale ascuţite şi luminoase caracteristică a fiecărui gaz trasot utilizat Pentru a
putea face o legătură icircntre mărimea defectului şi fluxului de gaz scurs prin neetansietati se
prezintă după Duquenes mărimea fluxului de heliu scurs prin neetansietati icircn funcţie de
grosimea piesei (lungimea defectului) şi diametrul acestuia
30
Capitolul 5
Securitatea şi sănătatea muncii
Reguli ce trebuie respectate la sudare
- La sudarea manuală cu electrod icircnvelit icircn afară de măsurile generale de protecţie care
se iau la lucrările de sudare trebuie luate o serie de măsuri speciale specifice procedeului
- Protecţia icircmpotriva radiaţiilor arcului se realizează după cum urmează
- - protecţia ochiilor şi a feţei prin folosirea măştii de sudură o atenţie deosebită
se va acorda alegerii sticlei de protecţie a ochilor indiferent de intensitatea curentului cu care
se lucrează la alegerea numărului sticlei de protecţie sudorul va avea icircn vedere că o sticlă
prea icircnchisă obligă urmărirea arcului de la mică distanţă fapt care are repercursiuni asupra
igienei respiratorii
- - protecţia pielii şi a organelor interne se realizează prin folosirea obligatorie a
mănuşilor şi şorturilor din piele
- - pentru protecţia celorlalţi muncitori la locul de muncă al sudorilor va fi
icircnconjurat cu paravane de protecţie De asemenea se vor aplica tăbliţe avertizoare bdquoAtenţie se
sudeazărdquo
Protecţie icircmpotriva electrocutării
Toate sursele de curent ca şi piese care icircn mod accidental pot fi puse icircn contact cu circuitul
de sudare vor fi legate de pămacircnt
- tensiunile nu vor depăşi 80V
- icircncălţămintea şi icircmbrăcămintea sudorului va fi icircn bună stare permiţacircnd contactul
direct dintre piesă şi corpul sudorului
- icircn cazul sudării pe sol umed sau pe corpuri metalice se va folosi covorul de cauciuc
- port-izolatorul va fi aşezat cacircnd nu se sudează icircn poziţie sigură pe corpuri izolatoare
- resturile de electrod vor fi eliminate prin port electrod pentru a evita contactele
accidentale
- port electrozii vor fi complet izolaţi
31
- icircn perioadele de repaus (peste 10 min) sursă de curent va fi scoasă de sub tensiune
- icircn cazul sudării icircn interiorul pieselor metalice se recomandă supravegherea
permanentă a sudorului
Protecţia icircmpotriva gazelor şi fumului
Locul de muncă al sudorului va fi asigurat cu o bună ventilaţie Icircn cazul aspiraţiei locale
trebuie asigurat un delict de aspiraţie 70Lsecundă la 150 mm de arc sau 280Ls la 300 mm de
arc Icircn cazul aspiraţiei gazelor cu dispozitive la care nu se poate deplasa gura de aspiraţie se
va asigura delict de 7-11 m pe minut şi post de sudură iar icircn cazul ventilaţiei generale 56 m
pe minut şi post de sudură Defecţiunile tehnice se vor remedia numai de către personalul
calificat
Organizarea locului de muncă
La sudarea cu gaze există pericolul arderilor şi accidentelor datorită existenţei gazelor sub
presiune şi a caracteristicilor oxigenului şi a gazelor combustibile Este necesar ca
responsabilii cu protecţia muncii şi sudură să execute
- icircntocmirea şi afişarea la locul de muncă a instruciunilor de funcţionare deservite
icircntreţinere şi verificare a fiecărui utilaj icircn parte cu precizarea defectuarilor posibile şi a
măsurilor ce trebuie luate de sudor
- să instruiască periodic sudorii convingacircndu-se de buna cunoaştere a normelor de
utilizare verificare şi icircntreţinerea utilajului
- să se verifice sistematic la fiecare post de sudură şi sudor starea tehnică a utilajului şi
modul icircn care sudorul respectă normele tehnice
Sudorul icircnainte de icircnceperea lucrului trebuie să verifice buna stare de funcţionare a
icircntregului utilaj şi icircn special al generatorului de acetilenă lentilele de oxigen şi acetilenă
aparatura acestora incluse icircn supapa hidraulica de siguranţă locul de amplasare a acestora
pentru a fi ferit de icircncălzire
Orice defecţiune constatată la utilajul de sudură va fi comunicată responsabilului cu
sudura La orice părăsire a locului de muncă sudorul este obligat să oprească alimentarea
curentului electric a aparatelor
La sudarea electrică prin rezistentă de contact prin presiune şi prin puncte se vor lua
măsuri de protecţie a sudorului icircmpotriva stropilor de metal topit şi icircmpotriva atingerea
pieselor calde Corpul şi macircinile vor fi protejate icircmpotriva stropilor de metal folosindu-se
32
şorţul de piele respectiv mănuşi Peste icircncălţăminte se vor icircmbrăca jambiere de protecţie
Dacă icircn timpul lucrului arzatirul se icircncălzeşte excesiv acesta se va răci de cacircte ori
este necesar icircntr-un vas cu apă curată aflat permanent la locul de muncă al sudorului
Se interzice sudarea electrică atunci cacircnd conductoarele electrice au izolaţii
deteriorate iar cleştele port electrod este defect sau are izolaţie termoelectrică
necorespunzătoare deoarece aceste defecte pot provoca electrocutări
PSI
Prevenirea şi stingerea incendiilor
La intrarea icircn atelierele de sudare se vor afişa vizibil bdquoFumatul Interzisrdquo bdquoNu priviţi
flacărardquo bdquoPericol de orbirerdquo bdquoAtenţie se sudeazărdquo etc
Prin nerespectarea normelor de tehnica securităţii muncii se pot produce următoarele
accidente
- electrocutări
- icircmbolnăvirea ochilor şi arsuri de piele
- incendii cauzate de scacircnteile icircmprăştiate de arcul electric
Pentru prevenirea unor accidente se vor respecta următoarele reguli
- nu se va icircncepe lucrul la o maşină pacircnă cacircnd cel ce trebuie să o deservească nu o
cunoaşte perfect
- se va verifica instalaţia de ungere şi de răcire
- se va verifica instalaţia maşinilor unelte
- se va controla buna funcţionare a pieselor de prelucrat a sculelor şi a dispozitivelor pe
maşina unelta
- icircn timpul lucrului să se folosească dispozitive de protecţie icircmpotriva aşchiilor ecrane
ochelari
- nu se admite fracircnarea organelor icircn mişcarea cu macircna
- controlul stării sculei şi a prelucrării piesei nu se admite a fi făcut icircn timpul
funcţionării maşinii
- hainele de protecţie (halat sau salopetă) să fie icircncheiate la toţi nasturii manşetele
stracircnse iar capul acoperit
- locul de muncă trebuie ţinut icircn ordine şi curăţenie
- se va acorda o atenţie deosebită fixării corecte a pieselor şi echilibrării acestora
33
- cuţitele trebuie să pătrundă icircn materialul lin pentru evitarea smulgerii piesei la şoc
- ajustarea cu pilă de maşină de unelta a unor muchii se va face ţinacircndu-se macircnerul icircn
macircnă dreaptă iar capătul pilei icircn macircnă stacircngă
- aşchiile se icircndepărtează numai cacircnd maşina unelta este oprită
- la constatarea oricărei defecţiuni se va opri maşina unelta şi se va anunţa maestrul şi
mecanicul de icircntreţinere
Instructajul de protecţie a muncii este obligatoriu şi se efectuează de către cei care conduc şi
controlează procesele de muncă Instructajul cuprinde trei faze
a) Instructajul introductiv general se face icircn prima zi de activitate practică şi are drept
scop prezentarea principalelor măsuri de protecţie a muncii specifice unităţii La terminarea
instructajului se va face verificarea iar rezultatul se consemnează icircn fişa individuală pentru
protecţia muncii
b) Instructajul la locul de muncă are scopul de a prezenta măsurile de protecţie a muncii
specificepostului de lucru respectiv şi se face elevilor şi tuturor angajaţilor noi arătacircndu-se
cauzele principale care pot duce la accidentele de muncă şi măsurile de prevenire a acestora
c) Instructajul periodic se face la locul de muncă pentru a reaminti normele de protecţie a
muncii
34
Bibliografie
CC Teodorescu D Mocanu M Buga- Icircmbinări sudate- ET 1972 Bucureşti
Vasile Ilie C Gheorghe- Tăierea şi prelucrarea cu flacără a materialelor metalice- ET 1978
Bucureşti
M Brezeanu- Icircndrumătorul sudorului- ET 1975 Bucureşti
SI Ozanov- Controlul icircmbinărilor sudate- ET 1982 Bucureşti
C Teodorescu- Icircmbinări sudate- ET 1992 Bucureşti
C Miklos- Sudarea metalelor- ET 1985 Bucureşti
V Drobota- Rezistenţa materialelor şi organe de maşini- Editura Didactică şi Pedagogică
1979 Bucureşti
M Smilovici- Icircndrumător pentru icircmbinările sudate
35

Capitolul 5
Securitatea şi sănătatea muncii
Reguli ce trebuie respectate la sudare
- La sudarea manuală cu electrod icircnvelit icircn afară de măsurile generale de protecţie care
se iau la lucrările de sudare trebuie luate o serie de măsuri speciale specifice procedeului
- Protecţia icircmpotriva radiaţiilor arcului se realizează după cum urmează
- - protecţia ochiilor şi a feţei prin folosirea măştii de sudură o atenţie deosebită
se va acorda alegerii sticlei de protecţie a ochilor indiferent de intensitatea curentului cu care
se lucrează la alegerea numărului sticlei de protecţie sudorul va avea icircn vedere că o sticlă
prea icircnchisă obligă urmărirea arcului de la mică distanţă fapt care are repercursiuni asupra
igienei respiratorii
- - protecţia pielii şi a organelor interne se realizează prin folosirea obligatorie a
mănuşilor şi şorturilor din piele
- - pentru protecţia celorlalţi muncitori la locul de muncă al sudorilor va fi
icircnconjurat cu paravane de protecţie De asemenea se vor aplica tăbliţe avertizoare bdquoAtenţie se
sudeazărdquo
Protecţie icircmpotriva electrocutării
Toate sursele de curent ca şi piese care icircn mod accidental pot fi puse icircn contact cu circuitul
de sudare vor fi legate de pămacircnt
- tensiunile nu vor depăşi 80V
- icircncălţămintea şi icircmbrăcămintea sudorului va fi icircn bună stare permiţacircnd contactul
direct dintre piesă şi corpul sudorului
- icircn cazul sudării pe sol umed sau pe corpuri metalice se va folosi covorul de cauciuc
- port-izolatorul va fi aşezat cacircnd nu se sudează icircn poziţie sigură pe corpuri izolatoare
- resturile de electrod vor fi eliminate prin port electrod pentru a evita contactele
accidentale
- port electrozii vor fi complet izolaţi
31
- icircn perioadele de repaus (peste 10 min) sursă de curent va fi scoasă de sub tensiune
- icircn cazul sudării icircn interiorul pieselor metalice se recomandă supravegherea
permanentă a sudorului
Protecţia icircmpotriva gazelor şi fumului
Locul de muncă al sudorului va fi asigurat cu o bună ventilaţie Icircn cazul aspiraţiei locale
trebuie asigurat un delict de aspiraţie 70Lsecundă la 150 mm de arc sau 280Ls la 300 mm de
arc Icircn cazul aspiraţiei gazelor cu dispozitive la care nu se poate deplasa gura de aspiraţie se
va asigura delict de 7-11 m pe minut şi post de sudură iar icircn cazul ventilaţiei generale 56 m
pe minut şi post de sudură Defecţiunile tehnice se vor remedia numai de către personalul
calificat
Organizarea locului de muncă
La sudarea cu gaze există pericolul arderilor şi accidentelor datorită existenţei gazelor sub
presiune şi a caracteristicilor oxigenului şi a gazelor combustibile Este necesar ca
responsabilii cu protecţia muncii şi sudură să execute
- icircntocmirea şi afişarea la locul de muncă a instruciunilor de funcţionare deservite
icircntreţinere şi verificare a fiecărui utilaj icircn parte cu precizarea defectuarilor posibile şi a
măsurilor ce trebuie luate de sudor
- să instruiască periodic sudorii convingacircndu-se de buna cunoaştere a normelor de
utilizare verificare şi icircntreţinerea utilajului
- să se verifice sistematic la fiecare post de sudură şi sudor starea tehnică a utilajului şi
modul icircn care sudorul respectă normele tehnice
Sudorul icircnainte de icircnceperea lucrului trebuie să verifice buna stare de funcţionare a
icircntregului utilaj şi icircn special al generatorului de acetilenă lentilele de oxigen şi acetilenă
aparatura acestora incluse icircn supapa hidraulica de siguranţă locul de amplasare a acestora
pentru a fi ferit de icircncălzire
Orice defecţiune constatată la utilajul de sudură va fi comunicată responsabilului cu
sudura La orice părăsire a locului de muncă sudorul este obligat să oprească alimentarea
curentului electric a aparatelor
La sudarea electrică prin rezistentă de contact prin presiune şi prin puncte se vor lua
măsuri de protecţie a sudorului icircmpotriva stropilor de metal topit şi icircmpotriva atingerea
pieselor calde Corpul şi macircinile vor fi protejate icircmpotriva stropilor de metal folosindu-se
32
şorţul de piele respectiv mănuşi Peste icircncălţăminte se vor icircmbrăca jambiere de protecţie
Dacă icircn timpul lucrului arzatirul se icircncălzeşte excesiv acesta se va răci de cacircte ori
este necesar icircntr-un vas cu apă curată aflat permanent la locul de muncă al sudorului
Se interzice sudarea electrică atunci cacircnd conductoarele electrice au izolaţii
deteriorate iar cleştele port electrod este defect sau are izolaţie termoelectrică
necorespunzătoare deoarece aceste defecte pot provoca electrocutări
PSI
Prevenirea şi stingerea incendiilor
La intrarea icircn atelierele de sudare se vor afişa vizibil bdquoFumatul Interzisrdquo bdquoNu priviţi
flacărardquo bdquoPericol de orbirerdquo bdquoAtenţie se sudeazărdquo etc
Prin nerespectarea normelor de tehnica securităţii muncii se pot produce următoarele
accidente
- electrocutări
- icircmbolnăvirea ochilor şi arsuri de piele
- incendii cauzate de scacircnteile icircmprăştiate de arcul electric
Pentru prevenirea unor accidente se vor respecta următoarele reguli
- nu se va icircncepe lucrul la o maşină pacircnă cacircnd cel ce trebuie să o deservească nu o
cunoaşte perfect
- se va verifica instalaţia de ungere şi de răcire
- se va verifica instalaţia maşinilor unelte
- se va controla buna funcţionare a pieselor de prelucrat a sculelor şi a dispozitivelor pe
maşina unelta
- icircn timpul lucrului să se folosească dispozitive de protecţie icircmpotriva aşchiilor ecrane
ochelari
- nu se admite fracircnarea organelor icircn mişcarea cu macircna
- controlul stării sculei şi a prelucrării piesei nu se admite a fi făcut icircn timpul
funcţionării maşinii
- hainele de protecţie (halat sau salopetă) să fie icircncheiate la toţi nasturii manşetele
stracircnse iar capul acoperit
- locul de muncă trebuie ţinut icircn ordine şi curăţenie
- se va acorda o atenţie deosebită fixării corecte a pieselor şi echilibrării acestora
33
- cuţitele trebuie să pătrundă icircn materialul lin pentru evitarea smulgerii piesei la şoc
- ajustarea cu pilă de maşină de unelta a unor muchii se va face ţinacircndu-se macircnerul icircn
macircnă dreaptă iar capătul pilei icircn macircnă stacircngă
- aşchiile se icircndepărtează numai cacircnd maşina unelta este oprită
- la constatarea oricărei defecţiuni se va opri maşina unelta şi se va anunţa maestrul şi
mecanicul de icircntreţinere
Instructajul de protecţie a muncii este obligatoriu şi se efectuează de către cei care conduc şi
controlează procesele de muncă Instructajul cuprinde trei faze
a) Instructajul introductiv general se face icircn prima zi de activitate practică şi are drept
scop prezentarea principalelor măsuri de protecţie a muncii specifice unităţii La terminarea
instructajului se va face verificarea iar rezultatul se consemnează icircn fişa individuală pentru
protecţia muncii
b) Instructajul la locul de muncă are scopul de a prezenta măsurile de protecţie a muncii
specificepostului de lucru respectiv şi se face elevilor şi tuturor angajaţilor noi arătacircndu-se
cauzele principale care pot duce la accidentele de muncă şi măsurile de prevenire a acestora
c) Instructajul periodic se face la locul de muncă pentru a reaminti normele de protecţie a
muncii
34
Bibliografie
CC Teodorescu D Mocanu M Buga- Icircmbinări sudate- ET 1972 Bucureşti
Vasile Ilie C Gheorghe- Tăierea şi prelucrarea cu flacără a materialelor metalice- ET 1978
Bucureşti
M Brezeanu- Icircndrumătorul sudorului- ET 1975 Bucureşti
SI Ozanov- Controlul icircmbinărilor sudate- ET 1982 Bucureşti
C Teodorescu- Icircmbinări sudate- ET 1992 Bucureşti
C Miklos- Sudarea metalelor- ET 1985 Bucureşti
V Drobota- Rezistenţa materialelor şi organe de maşini- Editura Didactică şi Pedagogică
1979 Bucureşti
M Smilovici- Icircndrumător pentru icircmbinările sudate
35

- icircn perioadele de repaus (peste 10 min) sursă de curent va fi scoasă de sub tensiune
- icircn cazul sudării icircn interiorul pieselor metalice se recomandă supravegherea
permanentă a sudorului
Protecţia icircmpotriva gazelor şi fumului
Locul de muncă al sudorului va fi asigurat cu o bună ventilaţie Icircn cazul aspiraţiei locale
trebuie asigurat un delict de aspiraţie 70Lsecundă la 150 mm de arc sau 280Ls la 300 mm de
arc Icircn cazul aspiraţiei gazelor cu dispozitive la care nu se poate deplasa gura de aspiraţie se
va asigura delict de 7-11 m pe minut şi post de sudură iar icircn cazul ventilaţiei generale 56 m
pe minut şi post de sudură Defecţiunile tehnice se vor remedia numai de către personalul
calificat
Organizarea locului de muncă
La sudarea cu gaze există pericolul arderilor şi accidentelor datorită existenţei gazelor sub
presiune şi a caracteristicilor oxigenului şi a gazelor combustibile Este necesar ca
responsabilii cu protecţia muncii şi sudură să execute
- icircntocmirea şi afişarea la locul de muncă a instruciunilor de funcţionare deservite
icircntreţinere şi verificare a fiecărui utilaj icircn parte cu precizarea defectuarilor posibile şi a
măsurilor ce trebuie luate de sudor
- să instruiască periodic sudorii convingacircndu-se de buna cunoaştere a normelor de
utilizare verificare şi icircntreţinerea utilajului
- să se verifice sistematic la fiecare post de sudură şi sudor starea tehnică a utilajului şi
modul icircn care sudorul respectă normele tehnice
Sudorul icircnainte de icircnceperea lucrului trebuie să verifice buna stare de funcţionare a
icircntregului utilaj şi icircn special al generatorului de acetilenă lentilele de oxigen şi acetilenă
aparatura acestora incluse icircn supapa hidraulica de siguranţă locul de amplasare a acestora
pentru a fi ferit de icircncălzire
Orice defecţiune constatată la utilajul de sudură va fi comunicată responsabilului cu
sudura La orice părăsire a locului de muncă sudorul este obligat să oprească alimentarea
curentului electric a aparatelor
La sudarea electrică prin rezistentă de contact prin presiune şi prin puncte se vor lua
măsuri de protecţie a sudorului icircmpotriva stropilor de metal topit şi icircmpotriva atingerea
pieselor calde Corpul şi macircinile vor fi protejate icircmpotriva stropilor de metal folosindu-se
32
şorţul de piele respectiv mănuşi Peste icircncălţăminte se vor icircmbrăca jambiere de protecţie
Dacă icircn timpul lucrului arzatirul se icircncălzeşte excesiv acesta se va răci de cacircte ori
este necesar icircntr-un vas cu apă curată aflat permanent la locul de muncă al sudorului
Se interzice sudarea electrică atunci cacircnd conductoarele electrice au izolaţii
deteriorate iar cleştele port electrod este defect sau are izolaţie termoelectrică
necorespunzătoare deoarece aceste defecte pot provoca electrocutări
PSI
Prevenirea şi stingerea incendiilor
La intrarea icircn atelierele de sudare se vor afişa vizibil bdquoFumatul Interzisrdquo bdquoNu priviţi
flacărardquo bdquoPericol de orbirerdquo bdquoAtenţie se sudeazărdquo etc
Prin nerespectarea normelor de tehnica securităţii muncii se pot produce următoarele
accidente
- electrocutări
- icircmbolnăvirea ochilor şi arsuri de piele
- incendii cauzate de scacircnteile icircmprăştiate de arcul electric
Pentru prevenirea unor accidente se vor respecta următoarele reguli
- nu se va icircncepe lucrul la o maşină pacircnă cacircnd cel ce trebuie să o deservească nu o
cunoaşte perfect
- se va verifica instalaţia de ungere şi de răcire
- se va verifica instalaţia maşinilor unelte
- se va controla buna funcţionare a pieselor de prelucrat a sculelor şi a dispozitivelor pe
maşina unelta
- icircn timpul lucrului să se folosească dispozitive de protecţie icircmpotriva aşchiilor ecrane
ochelari
- nu se admite fracircnarea organelor icircn mişcarea cu macircna
- controlul stării sculei şi a prelucrării piesei nu se admite a fi făcut icircn timpul
funcţionării maşinii
- hainele de protecţie (halat sau salopetă) să fie icircncheiate la toţi nasturii manşetele
stracircnse iar capul acoperit
- locul de muncă trebuie ţinut icircn ordine şi curăţenie
- se va acorda o atenţie deosebită fixării corecte a pieselor şi echilibrării acestora
33
- cuţitele trebuie să pătrundă icircn materialul lin pentru evitarea smulgerii piesei la şoc
- ajustarea cu pilă de maşină de unelta a unor muchii se va face ţinacircndu-se macircnerul icircn
macircnă dreaptă iar capătul pilei icircn macircnă stacircngă
- aşchiile se icircndepărtează numai cacircnd maşina unelta este oprită
- la constatarea oricărei defecţiuni se va opri maşina unelta şi se va anunţa maestrul şi
mecanicul de icircntreţinere
Instructajul de protecţie a muncii este obligatoriu şi se efectuează de către cei care conduc şi
controlează procesele de muncă Instructajul cuprinde trei faze
a) Instructajul introductiv general se face icircn prima zi de activitate practică şi are drept
scop prezentarea principalelor măsuri de protecţie a muncii specifice unităţii La terminarea
instructajului se va face verificarea iar rezultatul se consemnează icircn fişa individuală pentru
protecţia muncii
b) Instructajul la locul de muncă are scopul de a prezenta măsurile de protecţie a muncii
specificepostului de lucru respectiv şi se face elevilor şi tuturor angajaţilor noi arătacircndu-se
cauzele principale care pot duce la accidentele de muncă şi măsurile de prevenire a acestora
c) Instructajul periodic se face la locul de muncă pentru a reaminti normele de protecţie a
muncii
34
Bibliografie
CC Teodorescu D Mocanu M Buga- Icircmbinări sudate- ET 1972 Bucureşti
Vasile Ilie C Gheorghe- Tăierea şi prelucrarea cu flacără a materialelor metalice- ET 1978
Bucureşti
M Brezeanu- Icircndrumătorul sudorului- ET 1975 Bucureşti
SI Ozanov- Controlul icircmbinărilor sudate- ET 1982 Bucureşti
C Teodorescu- Icircmbinări sudate- ET 1992 Bucureşti
C Miklos- Sudarea metalelor- ET 1985 Bucureşti
V Drobota- Rezistenţa materialelor şi organe de maşini- Editura Didactică şi Pedagogică
1979 Bucureşti
M Smilovici- Icircndrumător pentru icircmbinările sudate
35

şorţul de piele respectiv mănuşi Peste icircncălţăminte se vor icircmbrăca jambiere de protecţie
Dacă icircn timpul lucrului arzatirul se icircncălzeşte excesiv acesta se va răci de cacircte ori
este necesar icircntr-un vas cu apă curată aflat permanent la locul de muncă al sudorului
Se interzice sudarea electrică atunci cacircnd conductoarele electrice au izolaţii
deteriorate iar cleştele port electrod este defect sau are izolaţie termoelectrică
necorespunzătoare deoarece aceste defecte pot provoca electrocutări
PSI
Prevenirea şi stingerea incendiilor
La intrarea icircn atelierele de sudare se vor afişa vizibil bdquoFumatul Interzisrdquo bdquoNu priviţi
flacărardquo bdquoPericol de orbirerdquo bdquoAtenţie se sudeazărdquo etc
Prin nerespectarea normelor de tehnica securităţii muncii se pot produce următoarele
accidente
- electrocutări
- icircmbolnăvirea ochilor şi arsuri de piele
- incendii cauzate de scacircnteile icircmprăştiate de arcul electric
Pentru prevenirea unor accidente se vor respecta următoarele reguli
- nu se va icircncepe lucrul la o maşină pacircnă cacircnd cel ce trebuie să o deservească nu o
cunoaşte perfect
- se va verifica instalaţia de ungere şi de răcire
- se va verifica instalaţia maşinilor unelte
- se va controla buna funcţionare a pieselor de prelucrat a sculelor şi a dispozitivelor pe
maşina unelta
- icircn timpul lucrului să se folosească dispozitive de protecţie icircmpotriva aşchiilor ecrane
ochelari
- nu se admite fracircnarea organelor icircn mişcarea cu macircna
- controlul stării sculei şi a prelucrării piesei nu se admite a fi făcut icircn timpul
funcţionării maşinii
- hainele de protecţie (halat sau salopetă) să fie icircncheiate la toţi nasturii manşetele
stracircnse iar capul acoperit
- locul de muncă trebuie ţinut icircn ordine şi curăţenie
- se va acorda o atenţie deosebită fixării corecte a pieselor şi echilibrării acestora
33
- cuţitele trebuie să pătrundă icircn materialul lin pentru evitarea smulgerii piesei la şoc
- ajustarea cu pilă de maşină de unelta a unor muchii se va face ţinacircndu-se macircnerul icircn
macircnă dreaptă iar capătul pilei icircn macircnă stacircngă
- aşchiile se icircndepărtează numai cacircnd maşina unelta este oprită
- la constatarea oricărei defecţiuni se va opri maşina unelta şi se va anunţa maestrul şi
mecanicul de icircntreţinere
Instructajul de protecţie a muncii este obligatoriu şi se efectuează de către cei care conduc şi
controlează procesele de muncă Instructajul cuprinde trei faze
a) Instructajul introductiv general se face icircn prima zi de activitate practică şi are drept
scop prezentarea principalelor măsuri de protecţie a muncii specifice unităţii La terminarea
instructajului se va face verificarea iar rezultatul se consemnează icircn fişa individuală pentru
protecţia muncii
b) Instructajul la locul de muncă are scopul de a prezenta măsurile de protecţie a muncii
specificepostului de lucru respectiv şi se face elevilor şi tuturor angajaţilor noi arătacircndu-se
cauzele principale care pot duce la accidentele de muncă şi măsurile de prevenire a acestora
c) Instructajul periodic se face la locul de muncă pentru a reaminti normele de protecţie a
muncii
34
Bibliografie
CC Teodorescu D Mocanu M Buga- Icircmbinări sudate- ET 1972 Bucureşti
Vasile Ilie C Gheorghe- Tăierea şi prelucrarea cu flacără a materialelor metalice- ET 1978
Bucureşti
M Brezeanu- Icircndrumătorul sudorului- ET 1975 Bucureşti
SI Ozanov- Controlul icircmbinărilor sudate- ET 1982 Bucureşti
C Teodorescu- Icircmbinări sudate- ET 1992 Bucureşti
C Miklos- Sudarea metalelor- ET 1985 Bucureşti
V Drobota- Rezistenţa materialelor şi organe de maşini- Editura Didactică şi Pedagogică
1979 Bucureşti
M Smilovici- Icircndrumător pentru icircmbinările sudate
35

- cuţitele trebuie să pătrundă icircn materialul lin pentru evitarea smulgerii piesei la şoc
- ajustarea cu pilă de maşină de unelta a unor muchii se va face ţinacircndu-se macircnerul icircn
macircnă dreaptă iar capătul pilei icircn macircnă stacircngă
- aşchiile se icircndepărtează numai cacircnd maşina unelta este oprită
- la constatarea oricărei defecţiuni se va opri maşina unelta şi se va anunţa maestrul şi
mecanicul de icircntreţinere
Instructajul de protecţie a muncii este obligatoriu şi se efectuează de către cei care conduc şi
controlează procesele de muncă Instructajul cuprinde trei faze
a) Instructajul introductiv general se face icircn prima zi de activitate practică şi are drept
scop prezentarea principalelor măsuri de protecţie a muncii specifice unităţii La terminarea
instructajului se va face verificarea iar rezultatul se consemnează icircn fişa individuală pentru
protecţia muncii
b) Instructajul la locul de muncă are scopul de a prezenta măsurile de protecţie a muncii
specificepostului de lucru respectiv şi se face elevilor şi tuturor angajaţilor noi arătacircndu-se
cauzele principale care pot duce la accidentele de muncă şi măsurile de prevenire a acestora
c) Instructajul periodic se face la locul de muncă pentru a reaminti normele de protecţie a
muncii
34
Bibliografie
CC Teodorescu D Mocanu M Buga- Icircmbinări sudate- ET 1972 Bucureşti
Vasile Ilie C Gheorghe- Tăierea şi prelucrarea cu flacără a materialelor metalice- ET 1978
Bucureşti
M Brezeanu- Icircndrumătorul sudorului- ET 1975 Bucureşti
SI Ozanov- Controlul icircmbinărilor sudate- ET 1982 Bucureşti
C Teodorescu- Icircmbinări sudate- ET 1992 Bucureşti
C Miklos- Sudarea metalelor- ET 1985 Bucureşti
V Drobota- Rezistenţa materialelor şi organe de maşini- Editura Didactică şi Pedagogică
1979 Bucureşti
M Smilovici- Icircndrumător pentru icircmbinările sudate
35

Bibliografie
CC Teodorescu D Mocanu M Buga- Icircmbinări sudate- ET 1972 Bucureşti
Vasile Ilie C Gheorghe- Tăierea şi prelucrarea cu flacără a materialelor metalice- ET 1978
Bucureşti
M Brezeanu- Icircndrumătorul sudorului- ET 1975 Bucureşti
SI Ozanov- Controlul icircmbinărilor sudate- ET 1982 Bucureşti
C Teodorescu- Icircmbinări sudate- ET 1992 Bucureşti
C Miklos- Sudarea metalelor- ET 1985 Bucureşti
V Drobota- Rezistenţa materialelor şi organe de maşini- Editura Didactică şi Pedagogică
1979 Bucureşti
M Smilovici- Icircndrumător pentru icircmbinările sudate
35