Embed Size (px)
DESCRIPTION
La temperatura massima di utilizzo delle superleghe base Ni è stata aumentata di più di 300°C negli ultimi cinquant’anni e si sta avvicinando ai 1100°C. A dispetto di questi sforzi, comunque, è doveroso dire che un drastico aumento della resistenza ad alta temperatura delle superleghe è da ritenersi sempre più difficile, a causa della temperatura di fusione piuttosto bassa del Nichel, che è di 1453°C. Considerando la crescente domanda di materiali innovativi a sempre più elevata resistenza termica per utilizzi nelle turbine a gas ad alta efficienza e in molte altre applicazioni aeronautiche, risulta essere di vitale importanza la ricerca di nuove leghe per sostituire le superleghe base-Nichel.
Citation preview

Facoltà di Ingegneria
Corso di Laurea in Ingegneria dei Materiali
Corso di Materiali Aeronautici e Aerospaziali
Superleghe refrattarie a base Iridio
Temi di approfondimento e sintesi su:
Le superleghe e altre leghe refrattarie
Studente:
Stefano Zanol
Anno Accademico 2009/2010

ABSTRACT
La temperatura massima di utilizzo delle superleghe base Ni è stata aumentata di più di
300°C negli ultimi cinquant’anni e si sta avvicinando ai 1100°C. A dispetto di questi sforzi,
comunque, è doveroso dire che un drastico aumento della resistenza ad alta temperatura delle
superleghe è da ritenersi sempre più difficile, a causa della temperatura di fusione piuttosto
bassa del Nichel, che è di 1453°C.
Considerando la crescente domanda di materiali innovativi a sempre più elevata resistenza
termica per utilizzi nelle turbine a gas ad alta efficienza e in molte altre applicazioni
aeronautiche, risulta essere di vitale importanza la ricerca di nuove leghe per sostituire le
superleghe base-Nichel.[1]
1. INTRODUZIONE
Un approccio per sviluppare nuove leghe con proprietà superiori a quelle delle superleghe a
base Ni è stato fatto con le cosiddette leghe intermetalliche o refrattarie, per esempio leghe a
base Ni-Al tenacizzate tramite precipitati coerenti di Ni2AlTi, leghe a base W indurite per
dispersione di HfC o leghe a base Nb indurite per precipitazione con Nb3Al. In ogni caso,
comunque, restano problemi riguardanti la bassa duttilità a temperatura ambiente degli
intermetallici e la bassa resistenza all’ossidazione delle leghe refrattarie[1].
Come alternativa sono stati presi in considerazione i metalli del gruppo del platino: alcuni di
essi sono in grado di dare origine a delle leghe ad alte prestazioni, definite “superleghe
refrattarie”. Esse mostrano le seguenti caratteristiche:
Un’elevata temperatura di fusione, superiore a quella del Ni (Ir: 2443°C; Rh: 1960°C;
Pt: 1769°C; Pd: 1552°C)
Hanno struttura a due fasi coerenti f.c.c. e L12 che garantisce ottime proprietà a creep a
1200°C
Una superiore resistenza all’ossidazione rispetto ai metalli refrattari, per esempio, Nb,
Mo, Ta e W
Si è visto in particolare che la resistenza a compressione delle leghe Ir a 1800°C è intorno ai
200 MPa. Questi valori mostrano che queste leghe hanno un buon potenziale come materiale
per usi a temperature ultra-elevate per le quali le superleghe Nichel non sono più adatte.
Nel presente articolo verrà svolta un approfondita analisi sulle leghe a base Ir, sulla loro
microstruttura e sulle loro proprietà meccaniche a temperature elevate. Verranno inoltre prese
in considerazione alcune variazioni atte a modificare e a migliorare le suddette caratteristiche
per cercare di rendere queste superleghe di nuova generazione maggiormente appetibili a
livello commerciale.

2. STATO DELL’ARTE
Le superleghe refrattarie di nuova generazione sono state studiate per essere utilizzate
nell’industria aeronautica e aerospaziale per realizzare quelle parti che sono sottoposte a
temperature ultraelevate e che devono resistere anche alla corrosione in ambienti che, a tali
temperature, possono diventare molto aggressivi. Esse sono realizzate combinando elementi
refrattari come Nb, Ta, Zr, Hf, W, Ti, V ad un costituente primario che è un metallo del gruppo
Platino (tipicamente Ir, Rh o una miscela dei due). Come detto in precedenza, e come verrà
approfondito in seguito, queste leghe formano una struttura binaria composta da due fasi ad
interfaccia coerente di tipo f.c.c./L12 che conferisce delle ottime proprietà al materiale.
Come si vede in tabella 1 le proprietà meccaniche delle leghe di nuova generazione sono
davvero interessanti: ad esempio la lega Ir-15Nb ha una resistenza a 1200°C che è dieci volte
superiore a quella della superlega commerciale a base Ni MAR-M247. Inoltre queste leghe
riescono a lavorare anche a temperature impensabili per le leghe Ni, riuscendo ad ottenere
valori di resistenza doppi rispetto alle leghe a base Ta o W.
Anche la resistenza a ossidazione è molto importante in quanto a temperature di esercizio
molto elevate la velocità corrosione tende a crescere in maniera lineare, se non esponenziale.
Le superleghe convenzionali infatti hanno il grosso problema di venire letteralmente “divorate”
dalle atmosfere aggressive, come quelle generate dalla combinazione di aria e gas di
combustione, soprattutto se combinate ad elevate temperature di esercizio. Invece le
superleghe di nuova generazione riescono a contenere in modo molto efficace la perdita di
spessore (e quindi di peso) dovuta all’ossidazione[2].
Tab. 1 – Confronto di alcune proprietà tra le superleghe convenzionali e quelle di nuova generazione [2]
Oltre alle proprietà meccaniche e alla resistenza a corrosione, risultano essere molto
importanti anche le proprietà fisiche come per esempio l’espansione termica, la conduttività
termica e il modulo elastico, nel momento in cui si debbano considerare nuovi materiali per un
possibile uso in componenti statoriche e rotoriche di turbine (palette o vani). Materiali con
bassa espansione termica, alta conduttività termica e basso modulo elastico esibiscono una
maggior resistenza alla fatica termica. Un elevata conduttività termica aumenta inoltre
l’efficienza nel raffreddamento in quelle parti che necessitano di un raffreddamento interno,
come palette cave e vani, costituiti per lo più da superleghe base-Ni.

In tabella 2 vengono mostrate le proprietà fisiche del nichel puro, dell’iridio puro e di una
superlega base-Ni, la MAR-M200. L’iridio puro ha la più bassa espansione termica e la più alta
conduttività termica tra questi tre materiali. Dall’altra parte però l’iridio, con il suo modulo
elastico maggiore rispetto a quello del nichel, che se da una parte gli conferisce maggior
resistenza al creep, dal punto di vista della rigidità risulta essere penalizzato rispetto al nichel.
Ideale Ni puro MAR-M200 Ir puro
Espansione termica [10-6
/°C] Bassa 16,3 a 900°C 13,4 a Tamb
15,8 a 982°C 11,2 a Tamb
7,8 a 1000°C 6,4 a Tamb
Conduttività termica [W/mK] Alta 70 a 927°C 90,7 a Tamb
27,9 a 1090°C 12,5 a Tamb
125 a 1000°C 147 a Tamb
Modulo elastico [GPa] Basso 204 a Tamb 230 a Tamb 528 a Tamb
Densità [g/cm3] Basso 8,9 9,65 22,6
Tab. 2 - Proprietà fisiche di nichel puro, di una superlega base nichel e dell’iridio puro
Bisogna anche rendere conto di alcuni svantaggi nell’uso delle leghe a base Ir, come
materiale per usi ad alta temperatura. Infatti può essere difficile usare le leghe a base Ir per
parti rotanti, come le palette di una turbina, dove cioè la resistenza specifica è importante,
poiché la densità è decisamente più alta rispetto a quella del nichel. Di conseguenza le leghe
binarie a base Ir sono circa 2 volte più dense rispetto alle leghe Ni e sono quindi inadatte per
applicazioni di questo tipo. Le leghe base-Ir sono molto più appropriate per parti statoriche,
quali vani turbina, ma la fornitura molto limitata di iridio nel mondo (3,6 t per anno) rende
difficile l’uso delle leghe base-Ir per parti di grandi dimensioni come appunto i vani turbina.
Può essere allora possibile usare le leghe base-Ir solo per quelle parti dei vani turbina che
sono esposte alle temperature più elevate. In ogni caso, un sempre più efficiente uso delle
leghe base-Ir può necessariamente essere considerato una risorsa disponibile. Per esempio, le
leghe base-Ir possono essere usate nei lati a temperatura più elevata in materiali compositi
funzionali, combinate con superleghe base-Ni, per il lato a temperatura più bassa, in modo da
non aumentare il peso del pezzo in maniera eccessiva.
Un altro svantaggio delle nuove superleghe è la loro scarsa duttilità. Infatti le caratteristiche
dell’Ir, del Rh e dei suoi intermetallici sono originate da una struttura elettronica specifica, che
genera delle peculiarità intrinseche quali un legame “pseudo-covalente” (inusuale per un
sistema metallico), una pressione di Cauchy negativa (come vedremo in seguito) e un modulo
di taglio molto alto[3]. Come risultato queste leghe presentano un’elevata resistenza associata
però ad una frattura di tipo fragile. E’ comunque da sottolineare che la tipica frattura per
clivaggio che si osserva, non conduce automaticamente ad una bassa duttilità se viene
impedita la nucleazione della cricca. Dato che l’iridio puro presenta un’alta deformazione a
rottura a temperatura ambiente, è presumibile che la scarsa duttilità degli intermetallici
refrattari sia dovuta alla segregazione a bordo grano degli elementi interstiziali leggeri.
Un modo per incrementare la plasticità di queste leghe è quello di introdurre elementi che
riducano il contributo covalente al legame chimico, migliorando la resistenza del bordo di grano
e prevenendo la segregazione. La lega Ir-0,3W presenta ad esempio un miglioramento della
duttilità, mentre l’addizione di Ni, che modifica la modalità di frattura da intergranulare a
transgranulare, non apporta un incremento di plasticità concreto nella lega[3]. Attualmente
sono in corso numerosi studi per investigare sull’effetto di addizione di elementi per riuscire a
migliorare questo difetto delle superleghe di nuova generazione.
3. PRODUZIONE
La classica produzione finora utilizzata per produrre queste superleghe refrattarie è quella che
prevede la tecnica della fusione ad arco e la colata in lingotti. Tuttavia questa tecnica presenta
alcuni svantaggi dato che crea una lega con una struttura fragile, una scarsa lavorabilità e una
microstruttura eterogenea. Anche quando i campioni vengono successivamente trattati
termicamente i campioni si rompono agli afferraggi delle macchine durante i test di resistenza
tensile o quando vengono sottoposte a taglio con macchine elettriche[4]. Inoltre le temperature
alle quale bisogna arrivare per sciogliere gli elementi refrattari sono davvero alte e di
conseguenza aumentano i costi dei macchinari e della produzione di queste leghe.
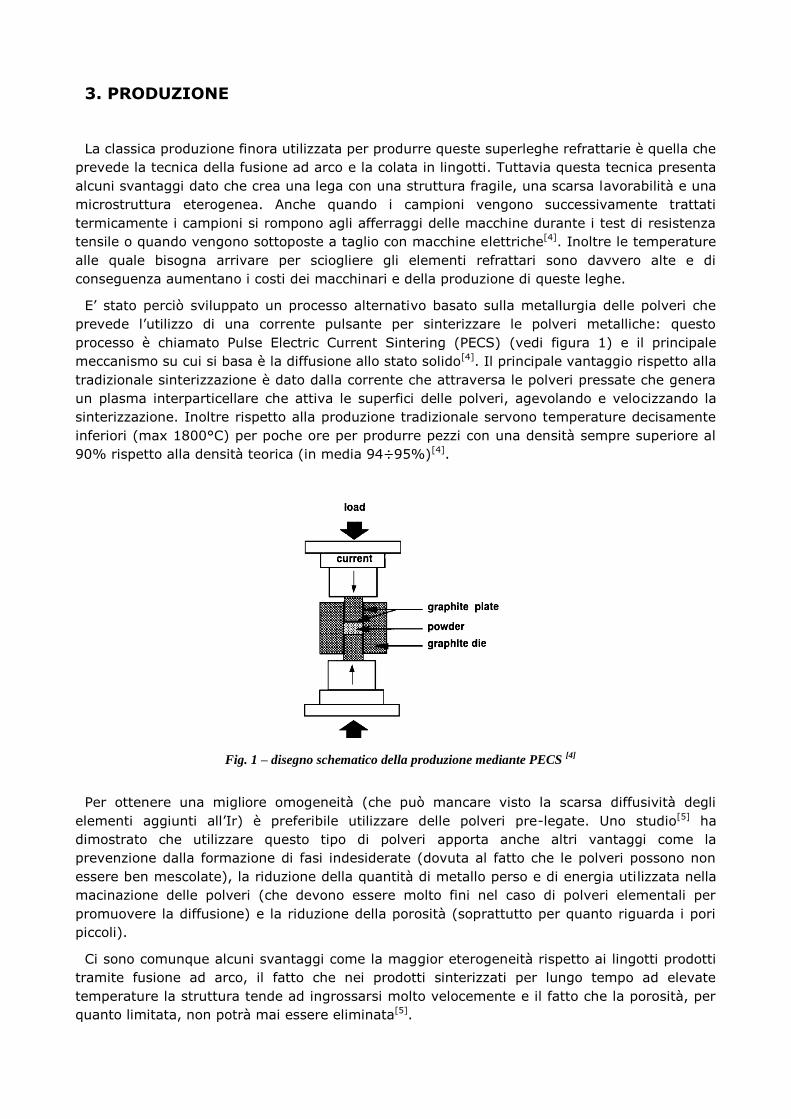
E’ stato perciò sviluppato un processo alternativo basato sulla metallurgia delle polveri che
prevede l’utilizzo di una corrente pulsante per sinterizzare le polveri metalliche: questo
processo è chiamato Pulse Electric Current Sintering (PECS) (vedi figura 1) e il principale
meccanismo su cui si basa è la diffusione allo stato solido[4]. Il principale vantaggio rispetto alla
tradizionale sinterizzazione è dato dalla corrente che attraversa le polveri pressate che genera
un plasma interparticellare che attiva le superfici delle polveri, agevolando e velocizzando la
sinterizzazione. Inoltre rispetto alla produzione tradizionale servono temperature decisamente
inferiori (max 1800°C) per poche ore per produrre pezzi con una densità sempre superiore al
90% rispetto alla densità teorica (in media 94÷95%)[4].
Fig. 1 – disegno schematico della produzione mediante PECS [4]
Per ottenere una migliore omogeneità (che può mancare visto la scarsa diffusività degli
elementi aggiunti all’Ir) è preferibile utilizzare delle polveri pre-legate. Uno studio[5] ha
dimostrato che utilizzare questo tipo di polveri apporta anche altri vantaggi come la
prevenzione dalla formazione di fasi indesiderate (dovuta al fatto che le polveri possono non
essere ben mescolate), la riduzione della quantità di metallo perso e di energia utilizzata nella
macinazione delle polveri (che devono essere molto fini nel caso di polveri elementali per
promuovere la diffusione) e la riduzione della porosità (soprattutto per quanto riguarda i pori
piccoli).
Ci sono comunque alcuni svantaggi come la maggior eterogeneità rispetto ai lingotti prodotti
tramite fusione ad arco, il fatto che nei prodotti sinterizzati per lungo tempo ad elevate
temperature la struttura tende ad ingrossarsi molto velocemente e il fatto che la porosità, per
quanto limitata, non potrà mai essere eliminata[5].

4. MICROSTRUTTURA LEGHE BINARIE
4.1 INFLUENZA DEL SECONDO ELEMENTO
Per capire bene le proprietà di un materiale e riuscire ad analizzare criticamente i risultati
delle prove effettuate bisogna sicuramente studiare e capire la microstruttura e le sue
evoluzioni.
Sono state quindi osservate al SEM e al TEM le strutture di alcuni campioni appositamente
preparati. La struttura che si cerca di ottenere in queste leghe binarie è una matrice f.c.c.
coerente con una struttura di tipo L12. La struttura L12 è una struttura cubica a facce centrate
con composizione A3B, dove l’atomo A va ad occupare il sito sulle facce, mentre gli atomi B
occupano i vertici del cubo. Al contrario gli atomi della matrice parente, elemento principale ed
elementi in soluzione solida, possono occupare indifferentemente ogni posizione dell’unità
cubica.
Per ottenere questo tipo di microstruttura bisogna rifarsi ai diagrammi di fase binari (vedi
figura 2) Ir-X e vedere in che intervallo di composizione e temperatura la struttura f.c.c
coesiste con la struttura L12.
Fig. 2 – Diagrammi di fase delle leghe iridio
Uno affermato studio[1] ha analizzato al SEM e al TEM la microstruttura di alcuni sistemi binari
di Ir con composizioni nominali tra i 15÷18% del secondo elemento X (dove X = Nb, Ti, Ta,
Hf, Zr o V) lasciate temperatura ambiente o trattate successivamente a 1200°C per una
settimana per ottenere la struttura desiderata.

Sono stati osservati al microscopio elettronico a scansione (SEM) campioni non trattati delle
leghe binarie a base Ir (vedi figura 3), contenenti un secondo elemento in concentrazione
compresa tra 15÷18% in atomi. E’ stata osservata una struttura dendritica per tutti, eccetto
per la lega Ir-15V. La microstruttura di questa lega appare infatti come una singola fase con un
bordo grano piuttosto regolare.
Sono stati osservati invece dei precipitati fini nei bracci delle dendriti della lega Ir-15Ti,
mentre nella lega Ir-18Ta i precipitati fini sono stati osservati tra i bracci dendritici, anziché nei
bracci stessi. Questi precipitati fini mostrano che nei campioni non trattati delle leghe Ir-15Ti e
Ir-18Ta si sia già formata una struttura a due fasi: f.c.c. e L12.
Precipitati non si sono osservati nelle leghe di composizione Ir-17Nb, Ir-15Hf e Ir-15Zr. Negli
interstizi tra i bracci dendritici nelle leghe Ir-15Zr e Ir-15Hf vi è una struttura di tipo lamellare.
Fig. 3 – Immagine SEM di leghe da colata: (a) Ir-15Ti, (b) Ir-18Ta, (c) Ir-17Nb, (d) Ir-15Hf ed (e) Ir-15Zr [1]

In figura 4 ora osserviamo la microstruttura dei campioni trattati a 1200°C per 168 ore (una
settimana).
Fig. 4 – Leghe trattate a 1200°C per 168 h: (a) Ir-15Ti, (b) Ir-18Ta, (c) Ir-17Nb, (d) Ir-15Hf ed (e) Ir-15Zr [1]
Anche dopo il trattamento termico, nelle leghe Ir-15Ti, Ir-18Ta, Ir-17Nb rimane una struttura
dendritica dentro i grani con bordo irregolare, con precipitati fini dispersi nei grani, di
dimensione di circa 10 nm, visibili in figura 4.
Nelle leghe Ir-15Hf, Ir-15Zr, anch’esse con struttura dendritica, si riconosce una struttura
lamellare a bordo del grano nel dettaglio fornito dalla figura 6. Mentre invece in figura 5d e 5e,
all’interno del grano si riconoscono dei precipitati di forma allungata a placchette.

Fig. 5 – Immagine SEM di leghe trattate: (a) Ir-15Ti, (b) Ir-18Ta, (c) Ir-17Nb, (d) Ir-15Hf ed (e) Ir-15Zr [1]
Fig. 6 – Dettaglio al SEM di leghe trattate: (a) Ir-15Hf e (b) Ir-15Zr [1]

La forma dei precipitati delle leghe di Ir-18Ta, Ir-17Nb, Ir-15Hf, Ir-15Zr, e Ir-15V dopo
trattamento termico a 1200°C per una settimana sono state studiate utilizzando il microscopio
elettronico a trasmissione (TEM). La figura 7 ci mostra la morfologia dei precipitati Ir3Nb, Ir3Hf,
Ir3Zr, Ir3Ta, Ir3V con struttura L12.
Fig. 7 – Immagine TEM di leghe trattate: (a) Ir-15Ta, (b) Ir-18Nb, (c) Ir-17Hf, (d) Ir-15Zr, (e) Ir-15V [1]
Precipitati cubici di dimensione compresa tra 100÷200nm sono stati osservati nelle leghe Ir-
18Ta e Ir-17Nb (figura 7a e 7b). In particolare nella lega Ir-17Nb, i precipitati di forma cubica
sono circondati da precipitati fini di circa 20nm in dimensione. Si è osservata questa
particolarità anche nelle superleghe a base Ni e si è visto che i precipitati fini si formano nella
matrice durante il raffreddamento. Precipitati a placchette si sono formati nelle leghe Ir-15Hf e
Ir-15Zr (figura 7c e 7d), sebbene non sia chiaro se è la fase in contrasto chiaro o scuro nella
lega Ir-15Hf ad avere la struttura L12. Nella lega Ir-15V si notano precipitati di forma irregolare
di dimensione di 10 nm (figura 7e), sebbene non siano stati osservati al SEM.

A questo punto va detto che le leghe, in cui prima del trattamento non si erano visti i
precipitati, sottoposte per un’ora a 1200°C presentavano già i precipitati: cubici nel caso
dell'Ir-Nb, e a placchette nel caso dell'Ir-Hf e dell’Ir-Zr. Questo aspetto è importante in quanto
ci dimostra come sia proprio in fase di riscaldamento della lega che si formano i precipitati
(fenomeno di precipitation hardening).
Il più importante aspetto della microstruttura nelle leghe base-Ir è la coerenza dell’interfaccia
tra le fasi fcc e L12. L’interfaccia tra la matrice parente e il precipitato può essere di tre tipi in
funzione del misfit reticolare: coerente, semicoerente ed incoerente. Se l’interfaccia fosse
semi-coerente, allora si potrebbero osservare sull’interfaccia stessa delle dislocazioni dovute al
misfit tra i due reticoli. Ma in nessuna delle leghe prese in considerazione si sono riscontrate
dislocazioni di questo tipo: allora l’interfaccia o è completamente incoerente oppure coerente.
Quando i precipitati sono incoerenti con la matrice, il misfit del reticolo non ha alcuna
importanza, in quanto c’è un bordo grano che isola le due fasi distinte. In questo caso, la
forma del precipitato dipende dal misfit di volume tra le due fasi, poiché l’energia di
deformazione elastica è proporzionale al quadrato del misfit di volume. Pertanto, la forma in
equilibrio dei precipitati incoerenti sarebbe una sferoide schiacciata ai poli, geometria che
bilancia l’energia interfacciale e l’energia di deformazione: ma i nostri campioni non mostrano
una geometria di questo tipo. Piuttosto esibiscono forme cubiche e a placchette e questo
esclude che i precipitati siano incoerenti concludiamo quindi che i precipitati sono coerenti con
la matrice.
Questa conclusione è avvalorata anche in figura 8 da osservazioni sui piani cristallografici,
infatti i precipitati sono circondati da piani {100} della matrice, come i precipitati ad interfaccia
coerente nelle leghe base-Ni.
Fig. 8 - Misfit reticolare delle leghe binarie base-Ir [1]
La forma dei precipitati dipende dal misfit del reticolo tra i precipitati stessi e la matrice nelle
leghe base-Ir. Il misfit del reticolo (ε) nelle leghe binarie viene calcolato utilizzando i parametri
reticolari dell’Ir (0.3839 nm) e degli intermetallici Ir3X (X = V, Ti, Ta, Nb, Hf e Zr) tramite
l’equazione 4.1:
(4.1) Ir
XIrIr
a
aa3
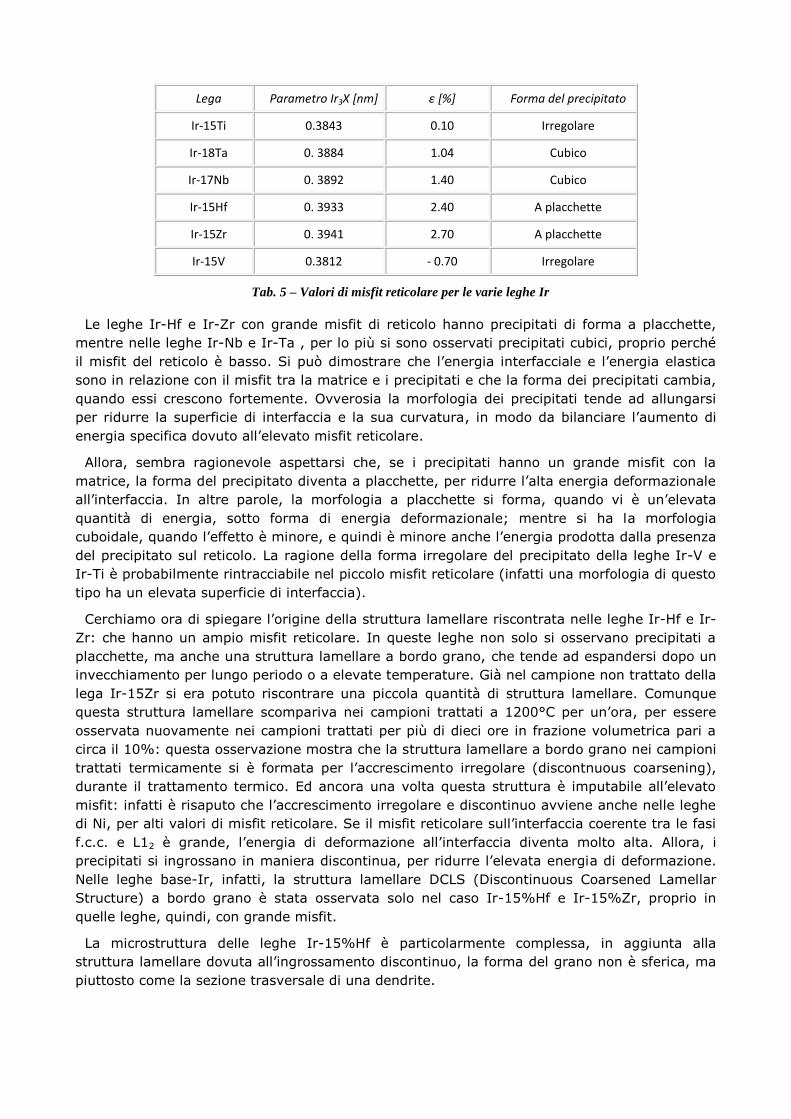
Lega Parametro Ir3X [nm] ε [%] Forma del precipitato
Ir-15Ti 0.3843 0.10 Irregolare
Ir-18Ta 0. 3884 1.04 Cubico
Ir-17Nb 0. 3892 1.40 Cubico
Ir-15Hf 0. 3933 2.40 A placchette
Ir-15Zr 0. 3941 2.70 A placchette
Ir-15V 0.3812 - 0.70 Irregolare
Tab. 5 – Valori di misfit reticolare per le varie leghe Ir
Le leghe Ir-Hf e Ir-Zr con grande misfit di reticolo hanno precipitati di forma a placchette,
mentre nelle leghe Ir-Nb e Ir-Ta , per lo più si sono osservati precipitati cubici, proprio perché
il misfit del reticolo è basso. Si può dimostrare che l’energia interfacciale e l’energia elastica
sono in relazione con il misfit tra la matrice e i precipitati e che la forma dei precipitati cambia,
quando essi crescono fortemente. Ovverosia la morfologia dei precipitati tende ad allungarsi
per ridurre la superficie di interfaccia e la sua curvatura, in modo da bilanciare l’aumento di
energia specifica dovuto all’elevato misfit reticolare.
Allora, sembra ragionevole aspettarsi che, se i precipitati hanno un grande misfit con la
matrice, la forma del precipitato diventa a placchette, per ridurre l’alta energia deformazionale
all’interfaccia. In altre parole, la morfologia a placchette si forma, quando vi è un’elevata
quantità di energia, sotto forma di energia deformazionale; mentre si ha la morfologia
cuboidale, quando l’effetto è minore, e quindi è minore anche l’energia prodotta dalla presenza
del precipitato sul reticolo. La ragione della forma irregolare del precipitato della leghe Ir-V e
Ir-Ti è probabilmente rintracciabile nel piccolo misfit reticolare (infatti una morfologia di questo
tipo ha un elevata superficie di interfaccia).
Cerchiamo ora di spiegare l’origine della struttura lamellare riscontrata nelle leghe Ir-Hf e Ir-
Zr: che hanno un ampio misfit reticolare. In queste leghe non solo si osservano precipitati a
placchette, ma anche una struttura lamellare a bordo grano, che tende ad espandersi dopo un
invecchiamento per lungo periodo o a elevate temperature. Già nel campione non trattato della
lega Ir-15Zr si era potuto riscontrare una piccola quantità di struttura lamellare. Comunque
questa struttura lamellare scompariva nei campioni trattati a 1200°C per un’ora, per essere
osservata nuovamente nei campioni trattati per più di dieci ore in frazione volumetrica pari a
circa il 10%: questa osservazione mostra che la struttura lamellare a bordo grano nei campioni
trattati termicamente si è formata per l’accrescimento irregolare (discontnuous coarsening),
durante il trattamento termico. Ed ancora una volta questa struttura è imputabile all’elevato
misfit: infatti è risaputo che l’accrescimento irregolare e discontinuo avviene anche nelle leghe
di Ni, per alti valori di misfit reticolare. Se il misfit reticolare sull’interfaccia coerente tra le fasi
f.c.c. e L12 è grande, l’energia di deformazione all’interfaccia diventa molto alta. Allora, i
precipitati si ingrossano in maniera discontinua, per ridurre l’elevata energia di deformazione.
Nelle leghe base-Ir, infatti, la struttura lamellare DCLS (Discontinuous Coarsened Lamellar
Structure) a bordo grano è stata osservata solo nel caso Ir-15%Hf e Ir-15%Zr, proprio in
quelle leghe, quindi, con grande misfit.
La microstruttura delle leghe Ir-15%Hf è particolarmente complessa, in aggiunta alla
struttura lamellare dovuta all’ingrossamento discontinuo, la forma del grano non è sferica, ma
piuttosto come la sezione trasversale di una dendrite.

4.2 INFLUENZA DEL TRATTAMENTO TERMICO
Si è visto come il trattamento termico delle leghe Ir modifichi sostanzialmente la
microstruttura stimolando la soluzione e riprecipitazione degli intermetallici Ir3X, generando un
notevole effetto di rinforzo sulle proprietà meccaniche del materiale.
Bisogna però specificare che non tutti i trattamenti termici sono uguali e considerare che, sia
la temperatura, sia la durata del trattamento influenzino la microstruttura finale della lega. A
questo scopo è stato effettuato uno studio[6] su una lega binaria Ir-15Nb prodotta mediante
quattro differenti trattamenti termici:
Trattamento 1: 1500°C per 168 ore
Trattamento 2: 1800°C per 24 ore
Trattamento 3: 1800°C per 168 ore
Trattamento 4: 1900°C per 4 ore
Le quattro leghe sono state poi testate con prova in compressione a 1200°C e A 1800°C ed
attraverso la rilevazione dei dati e delle immagini al SEM dei provini dopo la prova si è cercato
di ipotizzare quale fosse stato il meccanismo di deformazione dominante. Dalle analisi dei
campioni dopo il trattamento (vedi figura 9) sono state rilevate tre tipologie di precipitati:
Tipo A: dei precipitati cuboidali L12 delle dimensioni di 100÷150 nm con all’interno dei
precipitati aghiformi f.c.c., riscontrata nei campioni con trattamento termico 1
Tipo B: precipitati cuboidali L12 delle dimensioni di 150 nm circa, nei campioni con
trattamento 2 e 4
Tipo C: precipitati rettangolari L12 di dimensione più grande (250÷300 nm), nei
campioni con trattamento 3
Fig. 9 – Tipi di precipitati riscontrati: (a) cuboidali con placche, (b) cuboidali e (c) rettangolari [6]
In figura 10 sono riportati i risultati dei test di compressione a varie temperature e si nota
come il trattamento 2 (1800°C per 24 ore) sia il più efficace per temperature comprese entro i
1500°C. Invece il trattamento 3 (1800°C per 168 ore che dà luogo alla struttura tipo C) è il
peggiore a temperature modeste (fino a 1200°C), ma mantiene una resistenza simile a quella
degli altri campioni a temperature superiori a 1500°C.

Fig. 10 –Resistenza meccanica in funzione della temperatura per differenti tipi di trattamento termico [6]
Analizzando al SEM i campioni dopo la prova sono state effettuate alcune ipotesi riguardanti il
meccanismo di deformazione principale che dominava la struttura, tenendo anche conto della
temperatura di esercizio.
A 1200°C per i campioni con precipitati di tipo A è stato osservato un classico meccanismo di
bypass tipo loop di Orowan attorno ai precipitati, mentre per la struttura B il bypass avveniva
lungo gli stretti canali della struttura f.c.c.. Nel terzo tipo di campioni infine si è notato un
cambiamento della morfologia sia dei precipitati, che divengono sferoidali, sia dei canali f.c.c.,
che si allargano, premettendo al loro interno il bypass.
A 1800°C invece il meccanismo predominante diventa quello di taglio sia per la struttura tipo
A che per quella tipo B. Per la struttura tipo C invece il meccanismo rimane quello dominante a
1200°C, ed è probabilmente per questo che la resistenza a compressione non subisce un
brusco calo passando a temperature più elevate come avviene invece per gli altri campioni.
In tabella 9 è mostrato un riassunto delle analisi e delle osservazioni finora fatte per i vari
trattamenti termici.
Tab. 6 – Microstruttura e meccanismi di deformazione a seconda del tipo di trattamento termico [6]

5 . PROPRIETA’ MECCANICHE DELLE LEGHE BINARIE
5.1 RESISTENZA A COMPRESSIONE IN TEMPERATURA
Un importante parametro di confronto per questo tipo di leghe è la resistenza a compressione
a temperature molto elevate (>1200°C): se confrontate con la resistenza delle superleghe a
base Ni infatti le leghe a base Ir presentano sforzi di scorrimento decisamente maggiori. In
figura 11 è mostrata la dipendenza dalla temperatura del 0,2% flow stress (ossia il limite di
snervamento del materiale dovuto a scorrimento a temperature elevate) per le più importanti
superleghe refrattarie:
Leghe binarie a base Ir (in rosso), in particolare:
Ir-15Ta, Ir-15Nb, Ir-15Zr, Ir-15Hf, Ir-15Ti, Ir-15V
Leghe binarie base Rh (in blu), in particolare:
Rh-Ta, Rh-Nb, Rh-Ti
Leghe a base Ni commerciali (in nero), in particolare:
Lega Ni-Al-Cr (con il 40% di fase L12)
Lega MAR-M247 (Ni-10Co-10W-8,5Cr-5,5Al-0,7Mo-3Ta-1,4Hf)
Lega CMSX-10 (Ni-2Cr-3Co-0,4Mo-5W-8Ta-6Re-0,1Nb-5,7Al-0,2Ti-0,03Hf)
Fig. 11 - Dipendenza dalla temperatura dello 0,2% flow stress in compressione [1]

La resistenza delle superleghe base Nichel diminuisce drasticamente con l’aumento della
temperatura intorno agli 800°C. Sebbene anche la resistenza delle leghe binarie a base Ir con
15% Nb, Ta, Hf o Zr diminuisca con l’aumento della temperatura, sia a temperatura ambiente
che a 1200°C, questa è uguale o molto maggiore della resistenza della MAR-M247 e della
CMSX-10. Il limite di snervamento di queste quattro leghe Ir è di circa 800 MPa a 1200°C
molto più alta di quello della MAR-M247 (50 MPa) alla stessa temperatura. A 1800°C la
resistenza delle leghe base Ir è di 200 MPa uguale a quella della lega W-HfC (197 MPa), che è
la lega metallica più resistente disponibile a quelle temperature. La resistenza delle leghe
base-Ir con Zr e V è invece piuttosto bassa ad ogni temperatura.
In figura 12 le leghe Ir-15X (X = Ti, Ta, Nb, Hf, Zr o V) sono state soggette a compressione a
temperatura ambiente, a 1200°C e a 1800°C, fino alla frattura del campione o fino al
raggiungimento di una deformazione del 15%[1].
Fig. 12 – Curve σ-ε per le leghe Ir-15X a: (a) temperatura ambiente, (b) 1200°C e (c) 1800°C [1]
A temperatura ambiente, le leghe sono state classificate in tre gruppi distinti sul diagramma
sforzo-deformazione: le leghe del primo gruppo (Ir-15Nb, Ir-15Hf) hanno rivelato un elevato
limite di snervamento (1000 MPa) e una buona duttilità in compressione. Il secondo gruppo
(Ir-15Ta,Ir-15Zr) ha una resistenza simile alle prime, ma è fragile. Il terzo gruppo di leghe Ir-
15Ti e Ir-15V sono deboli in confronto alle altre, ma sono duttili in compressione.
A 1200°C si è compiuta un’altra classificazione in tre gruppi distinti, ma in diverse
combinazioni. Ir-15Ti e Ir-15V sono duttili e hanno un minor limite a snervamento, come nel
caso a temperatura ambiente. Ir-15Hf e Ir-15Zr sono duttili e resistenti, poiché i campioni si
rompono dopo una deformazione compresa tra il 5÷15%. Ir-15Nb e Ir-15Ta sono resistenti,
ma soffrono di frattura fragile sotto i 1000 MPa.
A 1800°C il comportamento della lega Ir-V è ancora debole e duttile. Ir-Hf rimane resistente
e duttile anche a questa temperatura in compressione. La forma della curva per le altre quattro
leghe è simile tra loro: sono resistenti, ma si fratturano dopo piccole percentuali di
deformazione. La lega Ir-Hf si è dimostrata avere un elevato limite di snervamento ed una
buona duttilità ad ogni temperatura.
Per capire gli effetti del secondo elemento in lega, è stata anche valutata la resistenza di una
serie di leghe di Ir-Nb a concentrazioni differenti di Nb (10, 15 e 25%) e si sono confrontati i
risultati con l’Ir puro[1].

Fig. 13 - Curve σ-ε per le leghe Ir-XNb a: (a) temperatura ambiente, (b) 1200°C e (c) 1800°C [1]
Quest’ultimo presenta sempre una resistenza inferiore alle leghe Ir-Nb. Una cosa molto
importante, che si evince dai grafici in figura 13, sta nel fatto che la lega Ir-15Nb (che ha una
struttura con due fasi f.c.c./L12) ha un limite a snervamento maggiore delle altre due, che
presentano struttura ad una singola fase (f.c.c. per la Ir-10Nb e L12 per la Ir-25Nb), a tutte le
temperature testate, ma a differenza di quest’ultime il suo comportamento rimane fragile
anche ad elevate temperature.
In figura 14 viene riportata la dipendenza dalla temperatura dello 0,2% flow stress per
queste leghe Ir-XNb: la resistenza diminuisce all’aumentare della temperatura. La lega Ir-
10Nb, in particolare, presenta un andamento della resistenza simile a quello delle superleghe a
base Ni.
Fig. 14 – Influenza della % del secondo elemento in lega sulla resistenza di leghe binarie a base Ir [1]
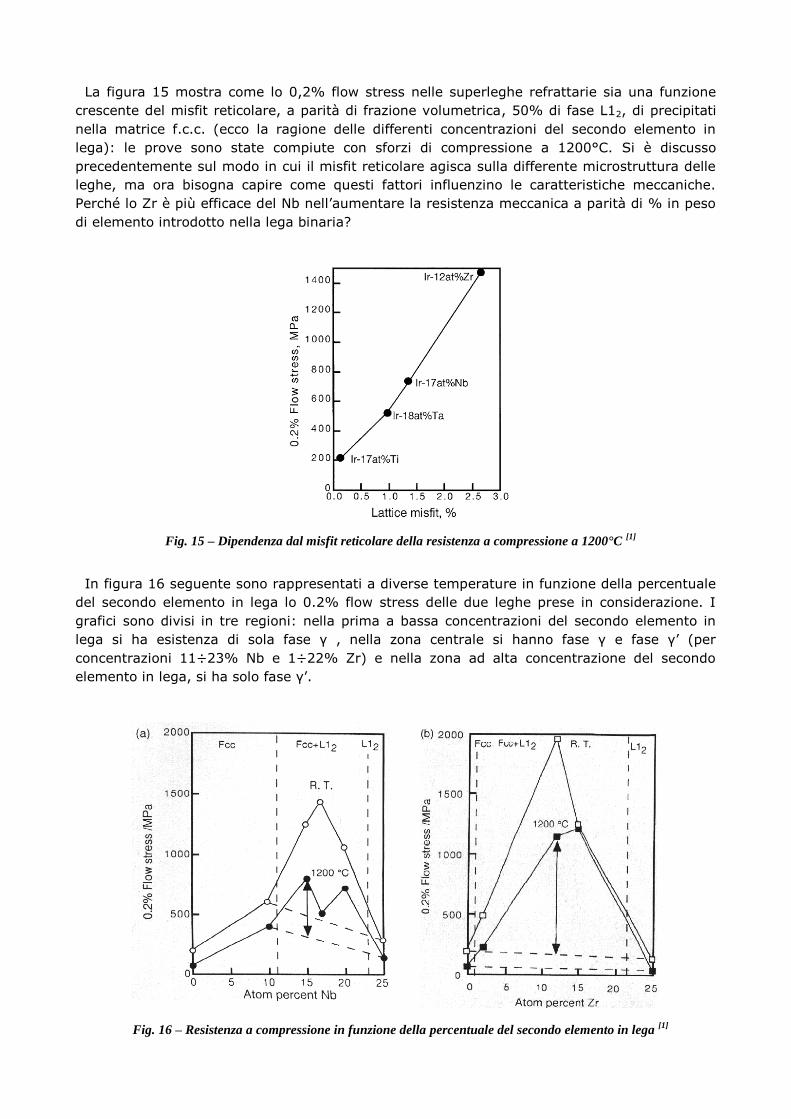
La figura 15 mostra come lo 0,2% flow stress nelle superleghe refrattarie sia una funzione
crescente del misfit reticolare, a parità di frazione volumetrica, 50% di fase L12, di precipitati
nella matrice f.c.c. (ecco la ragione delle differenti concentrazioni del secondo elemento in
lega): le prove sono state compiute con sforzi di compressione a 1200°C. Si è discusso
precedentemente sul modo in cui il misfit reticolare agisca sulla differente microstruttura delle
leghe, ma ora bisogna capire come questi fattori influenzino le caratteristiche meccaniche.
Perché lo Zr è più efficace del Nb nell’aumentare la resistenza meccanica a parità di % in peso
di elemento introdotto nella lega binaria?
Fig. 15 – Dipendenza dal misfit reticolare della resistenza a compressione a 1200°C [1]
In figura 16 seguente sono rappresentati a diverse temperature in funzione della percentuale
del secondo elemento in lega lo 0.2% flow stress delle due leghe prese in considerazione. I
grafici sono divisi in tre regioni: nella prima a bassa concentrazioni del secondo elemento in
lega si ha esistenza di sola fase γ , nella zona centrale si hanno fase γ e fase γ’ (per
concentrazioni 11÷23% Nb e 1÷22% Zr) e nella zona ad alta concentrazione del secondo
elemento in lega, si ha solo fase γ’.
Fig. 16 – Resistenza a compressione in funzione della percentuale del secondo elemento in lega [1]

Si può subito osservare come la resistenza delle due leghe sia maggiore nella regione
centrale, dove si ha coesistenza delle due fasi coerenti f.c.c. e L12, sia a temperatura ambiente
che a 1200°C e a 1800°C.
Inoltre si vede come nelle regioni di dominio f.c.c. la resistenza aumenti all’aumentare della
concentrazione del secondo elemento in lega, a seguito dell’indurimento per soluzione solida
del niobio e dello zirconio nelle rispettive matrici f.c.c. (solid-solution hardening). Nella regione
a due fasi coerenti la resistenza aumenta ancora per effetto dell’indurimento per precipitazione
della fase γ’ nella matrice f.c.c. (precipitation hardening).
E’ possibile valutare l’indurimento per soluzione solida, considerando la resistenza della lega
come una combinazione lineare delle resistenze delle due fasi, come mostrato attraverso la
linea tratteggiata (figura 16). Ma la resistenza stimata con questo metodo è minore della
resistenza complessiva della lega. Questa differenza è dovuta proprio all’indurimento per
precipitazione, come mostrato dalla freccia in figura 16. Il precipitation hardening è maggiore a
temperatura ambiente, piuttosto che a temperature più elevate in entrambe le leghe.
Ma la questione più importante è che il precipitation hardening è più efficace nelle leghe Ir-
Zr, piuttosto che in quelle Ir-Nb.
In uno studio[7] è stato utilizzato il sistema VASP (Vienna Ab-inito Simulation Package),
basato sulla teoria della densità funzionale in accordo con la GGA (Generalized-Gradient
Approximation), per calcolare le costanti elastiche e i moduli dei componenti della fase f.c.c.
(γ) a base Ir e delle varie fasi L12 (γ’) costituite dagli intermetallici Ir3X (dove X = Ti, Ta, Nb,
V, Zr e Hf).
La bontà dell’approccio VASP può essere valutata misurando i parametri di reticolo delle
componenti di reticolo confrontandole con i dati di letteratura e verificando che lo scarto
percentuale si attesta fra valori di 1÷3,5% (vedi tabella 7).
Tab. 7 – Parametri di reticolo sperimentali (exp) e calcolati teoricamente (cal) per le varie componenti [7]
Con questo approccio sono state anche ricavate le costanti elastiche (vedi tabella 8) per le
varie componenti ed è stato calcolato il modulo di Bulk (B) secondo l’equazione 5.1. Dai valori
riportati in tabella si può osservare come per l’Ir questi risultati combacino sostanzialmente
anche con altri studi sperimentali [a,b] o con risultati teorici calcolati mediante l’approccio
LAPW (Linear Augmented PlaneWave) [c,d].
(5.1) 3
2 1211 CCB

Tab. 8 – Costanti elastiche e modulo di Bulk [7]
Sono stati poi calcolati il modulo di taglio (G), il modulo di Young (E) e il coefficiente di
Poisson (ν) tramite le equazioni sottostanti e i risultati per i vari componenti sono stati inseriti
in tabella 9.
(5.2) 5
3 121144 CCCG
(5.3)
GB
GBE
3
9 (5.4)
B
E
31
2
1
Tab. 9 –Valori dei principali moduli e costanti meccaniche [7]
E’ interessente anche notare il rapporto G/B in quanto esso esprime empiricamente il
comportamento duttile/fragile di un materiale metallico: Pugh[7] infatti ha teorizzato che
quando questo rapporto ha valori minori di 0,5 il materiale ha una comportamento di tipo
duttile, mentre quando è sopra il valore di 0,5 esso tende ad avere un risposta fragile. Si nota
come l’Ir e i suoi componenti intermetallici abbiano quindi una naturale predisposizione al
comportamento fragile.
Quest’affermazione è confermata anche dai valori di pressione di Cauchy (C12-C44) misurati
per le varie componenti: Pettifor[7] suggerisce che valori di pressione sono direttamente
correlati al carattere angolare dei legami atomici all’interno del materiale. Nei legami metallici
si hanno tipicamente valori positivi di pressione, mentre nel caso di legami a carattere
direzionale i valori sono negativi. Ovviamente più negativi sono i valori e più i legami tendono
ad essere direzionali, con una conseguente ripercussione sul carattere fragile del materiale.
E’ interessante osservare come secondo Frantsevich[7] il rapporto G/B è una funzione
monotona decrescente del coefficiente di Poisson (equazione 5.5), che quindi a sua volta ci può
dare un indicazione sul comportamento del materiale.

(5.5)
1
21
2
3
BG
I precipitati della fase γ’ giocano un ruolo importante nell’effetto di indurimento della lega,
dovuto alla loro differenza di modulo rispetto alla matrice (ΔG). Infatti precipitati con un
modulo G maggiore aumentano lo sforzo di taglio per muovere le dislocazioni. Ovviamente solo
i precipitati con un modulo di taglio maggiore di quello della matrice avranno un effetto di
indurimento, aumentando lo sforzo di frizione nel materiale secondo la relazione 5.6:
(5.6)
frbr
bG
GG
m
p
23
21
2 7
log8,0
3
4
dove Gm è il modulo di taglio della matrice, b il vettore di Burger, f la frazione volumetrica dei
precipitati e r il raggio medio degli stessi.
Sembrerebbe quindi che le leghe più efficaci per l’indurimento siano le leghe Ir-Ta e Ir-Nb e
che invece le leghe Ir-Zr e Ir-Hf non apportino nessun tipo di incremento alla resistenza allo
scorrimento. In realtà, come abbiamo notato dai grafici in precedenza, sappiamo che a parità
di frazione volumetrica di precipitati le leghe Ir-Zr sono molto più efficaci nel migliorare la
resistenza a scorrimento. Ma perché allora questa contraddizione?
Per prima cosa vogliamo capire come la morfologia dei precipitati agisca sulla resistenza delle
leghe. Per fare questo dobbiamo capire come questi ultimi influenzino il moto delle dislocazion
(vedi figura 17). Il principio dell’attraversamento dei precipitati (precipitation shearing) da
parte delle dislocazioni spiega qual è il meccanismo con cui le dislocazioni interagiscono con il
precipitato. Spesso si osservano delle coppie di dislocazioni nei precipitati delle superleghe.
Della coppia di dislocazioni, la dislocazione che precede (leading dislocation) incontra un
precipitato sferico e lo attraversa, formando in tal modo un bordo di antifase nel precipitato, a
cui è associata un’energia superficiale di antifase, che destabilizza il reticolo cristallino. La
dislocazione che segue (trailing dislocation) è allora spinta avanti dalla presenza del bordo di
antifase (APB) e a sua volta la prima dislocazione si muove rapidamente attraverso il
precipitato, grazie alla forza repulsiva che si è venuta a creare tra le due dislocazioni.
Reticolo f.c.c. Dislocazione Coppia di dislocazioni
B A B A B A B B A B A B A B A B A B A B A B A
A B A B A B A A B A B A B A B A B A B A B A B
B A B A B A B A B A B A BAB A B ABA B A BAB A
A B A B A B A B A B A B ABA B A BAB A B ABA B
B A B A B A B A B A B A BAB A B ABA B A BAB A
AB = dislocazione ABAB = bordo di antifase
Fig. 17 - Attraversamento di una coppia di dislocazioni del reticolo f.c.c. e generazione di un bordo di antifase
Quando la leading dislocation forma un loop di Orowan intorno al precipitato sferico, il loop è
spinto nel precipitato formando un bordo di antifase e muovendosi rapidamente attraverso il
precipitato; il bordo di antifase è successivamente rimosso dalla trailing dislocation.

Un altro aspetto molto importante che influenza la resistenza delle leghe base-Ir è la
coerenza della deformazione, cioè il campo di deformazione associato al misfit reticolare.
L’aumento dello sforzo di taglio necessario per muovere una dislocazione, causato dalla
coerenza delle deformazioni, è dato dall’equazione 5.7:
(5.7)
21
23
3
b
frG
dove ε è il misfit reticolare, f è la frazione volumetrica di precipitati in lega, G è il modulo di
taglio, r è il parametro della dimensione del precipitato e b è il vettore di Burger della
dislocazione. L’equazione sopra mostra che maggiore è il misfit, maggiore sarà lo sforzo di
taglio necessario per riuscire a spostare una dislocazione (Critical Resolved Shear Stress).
E’ chiaro che vi debba essere un bilanciamento delle forze in gioco in tutto questo processo:
calcoliamolo quando la dislocazione che precede attraversa il precipitato e la dislocazione
seguente è ancora nella matrice.
Lo sforzo di taglio necessario per far muovere la dislocazione (τ) risente dell’energia
superficiale dell’APB (γAPB) che va a sommarsi allo stress di frizione nella matrice (τm) e nel
precipitato (τp), che sono gli sforzi di Nabarro-Peierls della matrice e del precipitato. Inoltre la
tensione associata alla linea della dislocazione, T, aiuta a muovere la dislocazione stessa
attraverso i precipitati riducendo lo sforzo totale. Infine sommiamo i termini di incremento di
sforzo descritti precedentemente dovuti alla differenza di modulo di taglio fra matrice e
precipitato (Δτp) e al valore di misfit tra i reticoli (Δτε). La condizione di equilibrio della coppia
di dislocazioni è allora la seguente:
(5.8)
p
pmAPB
rb
T
22
Analizzando l’equazione 5.8 si nota che il terzo termine dipende dalle dimensioni del
precipitato e comprende anche la tensione di linea associata allo scorrimento delle dislocazioni:
quando una dislocazione incontra un precipitato e lo avvolge, T aumenta spingendo la
dislocazione nel precipitato. Quando r è grande, nell’equazione 5.8 il secondo termine tende a
zero e le dislocazioni rimangono diritte. Allora la tensione della linea di dislocazione non può
più aiutare le dislocazioni a muoversi ulteriormente, se la dislocazione avvolge un precipitato di
grandi dimensioni.
La dipendenza dal raggio dei precipitati influisce anche sul quarto e quinto termine come si
nota dalle equazioni 5.6 e 5.7: un raggio maggiore andrà ad aumentare leggermente i due
termini Δτ. Inoltre un elevato valore di misfit reticolare ha un notevole effetto nell’aumentare
lo sforzo totale τ.
Da quanto finora detto, quindi, le leghe Ir-Zr, con precipitati a placchette allungate formanti
una struttura tridimensionale disordinata, rispondono meglio al precipitation hardening grazie:
• alla forma e alla dimensione dei precipitati a placchette che sono di dimensioni maggiori
dei precipitati cuboidali delle leghe Ir-Ta e Ir-Nb.
• all’elevato campo di deformazione, generatosi dalla presenza dei precipitati e dovuto
all’elevato valore di misfit tipico delle leghe Ir-Zr e Ir-Hf.
Quando una dislocazione attraversa un precipitato semicoerente, il campo di deformazioni
impedisce il movimento delle dislocazioni nelle leghe Ir-Zr, poiché la tensione di linea T, cioè la
forza che spinge una dislocazione dentro il precipitato, non lavora per i precipitati a placchette
delle leghe Ir-Zr.
Nelle leghe Ir-Nb, l’effetto della deformazione coerente sul precipitation hardening può essere
trascurato a causa del piccolo valore del misfit (0,3%). Allora quando una leading dislocation o
un loop di Orowan attraversa il precipitato, questo è meno resistente al movimento delle
dislocazioni. Un cubo con un piccolo raggio, se confrontato con una placchetta di dimensione
maggiore aiuta il movimento di una dislocazione.
Come risultato, il precipitation hardening ad elevate temperature è molto più efficace nelle
leghe Ir-Zr (i valori di 0,2% flow stress a 1200°C possono essere il doppio rispetto alle leghe
Ir-Nb e Ir-Ta).
5.2 RESISTENZA A CREEP
Il comportamento a creep e la stabilità microstrutturale sono fattori molto importanti per
questo tipo di materiali, sviluppati per lavorare a temperature di esercizio molto elevate. Si è
notato come le strutture per le due principali leghe binarie siano molto differenti: una
microstruttura con precipitati L12 cuboidali ordinati (coerenti) per le leghe della famiglia Ir-Nb,
mentre una microstruttura a labirinto composta da precipitati L12 a forma di placchette
(coerenti) per le leghe della famiglia Ir-Zr.
Nella microstruttura delle leghe ad elevato misfit reticolare (come le Ir-Zr) si riscontra anche
una struttura lamellare semi-coerente all’interfaccia tra la matrice f.c.c. e i precipitati, che va a
rilassare le tensioni dovute alla notevole differenza tra i parametri reticolari. Essa è presente in
piccola parte e, se la lega viene trattata a temperature non troppo elevate (1200°C), non si
estende in modo apprezzabile. Se però la lega viene riscaldata ad elevate temperature
(>1700÷1800°C) per un tempo sufficientemente lungo, questa struttura, chiamata DCLS,
tende ad accrescersi in maniera molto repentina e irregolare.
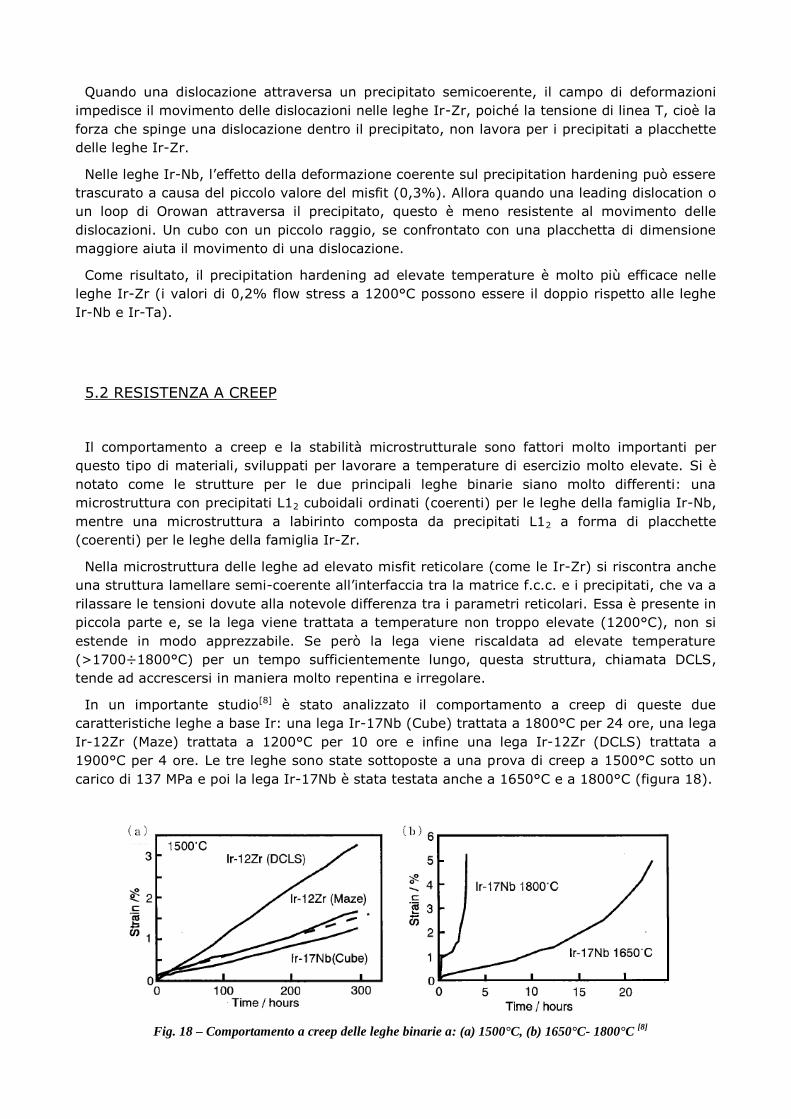
In un importante studio[8] è stato analizzato il comportamento a creep di queste due
caratteristiche leghe a base Ir: una lega Ir-17Nb (Cube) trattata a 1800°C per 24 ore, una lega
Ir-12Zr (Maze) trattata a 1200°C per 10 ore e infine una lega Ir-12Zr (DCLS) trattata a
1900°C per 4 ore. Le tre leghe sono state sottoposte a una prova di creep a 1500°C sotto un
carico di 137 MPa e poi la lega Ir-17Nb è stata testata anche a 1650°C e a 1800°C (figura 18).
Fig. 18 – Comportamento a creep delle leghe binarie a: (a) 1500°C, (b) 1650°C- 1800°C [8]

Fig. 19 – Velocità di deformazione a creep delle tre leghe binarie a: (a) 1500°C, (b) 1650-1800°C [8]
Si nota, dalla minor pendenza della curva, come la lega più resistente a creep sia quella di
tipo Ir-17Nb (Cube). A 1500°C tutte le leghe raggiungono una vita utile di 300 ore con una
deformazione che rimane inferiore al 3,5%. I risultati invece calano notevolmente se
aumentiamo la temperatura, superando facilmente il 5% di deformazione in poco più di 20 ore
a 1650°C e in una manciata di ore a 1800°C. Vediamo anche della figura 19 come a 1500°C la
velocità di deformazione raggiunga un minimo e poi resti costante, indicando la presenza di
creep primario e secondario, mentre nelle curve a 1650-1800°C si nota un incremento
repentino della velocità, che ci indica anche la presenza dello stadio terziario del creep.
I risultati possono essere spiegati attraverso l’analisi dei campioni dopo il test. Mentre i
precipitati cuboidali della lega Ir-Nb mantengono sostanzialmente la loro forma e dimensione,
la struttura a labirinto delle leghe Ir-Zr non è così stabile e viene rimpiazzata dalla DCLS che
tende a ingrossarsi. Questo avviene perché la struttura incoerente è più veloce ad accomodare
le tensioni interfacciali dovute all’elevato misfit reticolare (>2%) e quindi si accresce a scapito
di altri fenomeni più lenti (come l’ingrossamento delle placche coerenti o l’incremento di una
struttura lamellare fine).
Un altro studio[9] ha testato la vita a creep della lega binaria Ir-Nb in funzione della
percentuale in lega del secondo elemento, comparando la lega Ir-23Nb (trattata a 1800°C per
72 ore) con la lega Ir-17Nb: in figura 20 si può osservare il netto miglioramento della risposta
a creep a temperature ultra elevate, che passa da poche ore a circa 100 ore. Bisogna però
ricordare come la resistenza a compressione di leghe ad alto contenuto in lega di Nb cali
drasticamente rispetto a quelle con contenuto medio (figura 14): è quindi necessario valutare
se è conveniente aumentare la vita a creep a scapito di una forte riduzione di resistenza.
Fig. 20 – Comportamento a creep della lega Ir-23Nb a 1730°C e a 1800°C sotto uno sforzo di 137 MPa [9]

6. MIGLIORAMENTI DELLE PROPRIETA’ MECCANICHE
6.1 LEGHE TERNARIE
Abbiamo visto come le leghe Ir-Zr sono hanno una miglior risposta a compressione in
temperatura grazie al più efficace effetto di precipitation hardening dovuto ai precipitati
lamellari. Invece leghe Ir-Nb hanno una velocità di scorrimento a creep più lenta dato che i
precipitati cuboidali sono più stabili e mantengono forma e dimensioni ad elevate temperature
per lunghi tempi.
In uno studio[10] sono state analizzate tre tipologie di leghe ternarie a base Ir per cercare di
ottenere buoni risultati in entrambi gli aspetti mediando le caratteristiche delle due leghe
binarie. Sono state a questo scopo confrontate con le classiche leghe binarie Ir-17Nb e Ir-
12Zr, tre differenti leghe ternarie Ir-Nb-Zr di composizione:
Lega A: Ir-13Nb-3Zr
Lega B: Ir-9Nb-6Zr
Lega C: Ir-4Nb-9Zr
Fig. 21 – Individuazione delle tre leghe analizzate sul diagramma ternario Ir-Nb-Zr a 1500°C [10]
Le leghe sono state trattate a una temperatura di 1500°c per 72 ore in una fornace a vuoto e
raffreddate lentamente. Come si vede chiaramente in figura 21 le leghe ricadono nella parte
gialla del grafico, ossia avranno una struttura che comprende due fasi di tipo f.c.c.+ L12. Le
composizioni misurate sperimentalmente (indicate dai pallini scuri) differiscono di poco dalle
composizioni nominali delle leghe (indicate dai simboli quadrati). Si nota inoltre come le
composizioni siano state studiate per avere in tutte e tre le leghe una frazione volumetrica di
precipitati L12 pari a circa il 50%: infatti le tre composizioni cadono a metà della linea che
congiunge le due fasi f.c.c. e L12 (regola della leva).
Sono state riscontrati tre diversi tipi di microstruttura: una con precipitati coerenti cuboidali
(presente in tutte le leghe), una con precipitati coerenti a placchette (anch’essa presente in
tutte le leghe), e una di natura incoerente o semicoerente con morfologia irregolare (presente
solo nelle leghe B e C). Sono stato calcolati i parametri di reticolo delle varie leghe si è notato
come la morfologia dei precipitati possa dipendere dai valori di misfit (figura 22).
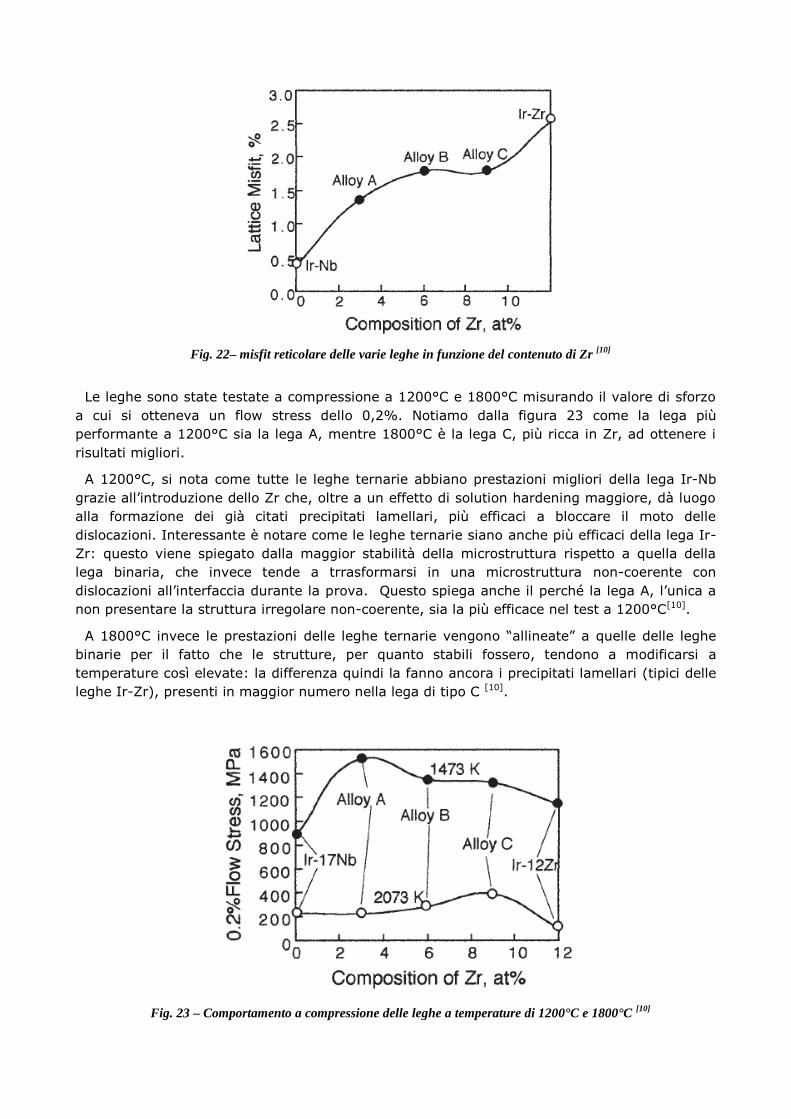
Fig. 22– misfit reticolare delle varie leghe in funzione del contenuto di Zr [10]
Le leghe sono state testate a compressione a 1200°C e 1800°C misurando il valore di sforzo
a cui si otteneva un flow stress dello 0,2%. Notiamo dalla figura 23 come la lega più
performante a 1200°C sia la lega A, mentre 1800°C è la lega C, più ricca in Zr, ad ottenere i
risultati migliori.
A 1200°C, si nota come tutte le leghe ternarie abbiano prestazioni migliori della lega Ir-Nb
grazie all’introduzione dello Zr che, oltre a un effetto di solution hardening maggiore, dà luogo
alla formazione dei già citati precipitati lamellari, più efficaci a bloccare il moto delle
dislocazioni. Interessante è notare come le leghe ternarie siano anche più efficaci della lega Ir-
Zr: questo viene spiegato dalla maggior stabilità della microstruttura rispetto a quella della
lega binaria, che invece tende a trrasformarsi in una microstruttura non-coerente con
dislocazioni all’interfaccia durante la prova. Questo spiega anche il perché la lega A, l’unica a
non presentare la struttura irregolare non-coerente, sia la più efficace nel test a 1200°C[10].
A 1800°C invece le prestazioni delle leghe ternarie vengono “allineate” a quelle delle leghe
binarie per il fatto che le strutture, per quanto stabili fossero, tendono a modificarsi a
temperature così elevate: la differenza quindi la fanno ancora i precipitati lamellari (tipici delle
leghe Ir-Zr), presenti in maggior numero nella lega di tipo C [10].
Fig. 23 – Comportamento a compressione delle leghe a temperature di 1200°C e 1800°C [10]

Sono state effettuate anche delle prove a creep testando la lega A a temperatura di 1800°C
sotto uno sforzo costante di 137 MPa e confrontandola con le leghe binarie si nota un drastico
miglioramento (la vita a creep per una deformazione del 2% passa da qualche ora a circa 100
ore). Questo perché la forma dei precipitati cambia diventando irregolare creando una rete di
dislocazioni all’interfaccia. Il moto delle dislocazioni viene quindi bloccato quando queste
vengono “intrappolate” dalla rete che si trova all’interfaccia dei precipitati, aumentando
sostanzialmente la resistenza allo scorrimento[10]. Ma soprattutto, avendo un misfit reticolare
inferiore ai 2 punti percentuali, le leghe ternarie non presentano l’accrescimento irregolare
della struttura incoerente osservato nelle leghe Ir-Zr.
Questo studio fa notare come nelle leghe ternarie Ir-Nb-Zr una struttura controllata dove
coesistono le due differenti microstrutture coerenti (quella con precipitati cuboidali e quella con
i precipitati lamellari) aumenta la resistenza a compressione, in particolare a temperature non
superiori a 1200°C, ma soprattutto la resistenza a creep a temperature sopra i 1650°C come si
vede chiaramente in figura 24.
Fig. 24 – Comportamento a creep delle leghe a 1800°C sotto uno sforzo di 137 MPa [10]
Uno studio analogo[11] ha sottoposto un altro tipo di leghe ternarie a base Ir a test di creep
per capire se altri elementi in lega potessero esaltarne le proprietà meccaniche. Sono state
così analizzate tre differenti leghe ternarie Ir-Nb-Ni di composizione:
Lega D: Ir-15Nb-1Ni
Lega E: Ir-15Nb-5Ni
Lega F: Ir-15Nb-10Ni
Fig. 25 – Individuazione delle tre leghe analizzate sul diagramma ternario Ir-Nb-Ni a 1300°C [11]

Nel sistema Ir-Nb-Ni (vedi figura 25) la regione bifasica f.c.c.+L12 è limitata dalla piccola
solubilità del Ni nei precipitati Ir3Nb (L12). I pallini rossi indicano le composizioni prese in
considerazione. Il misfit reticolare delle leghe si mantiene sempre entro l’1% (vedi figura 26) e
incrementa con l’aumentare del contenuto di Ni nella lega, questo perché il Ni diminuisce il
parametro di cella nella matrice f.c.c. a causa del suo minor peso atomico rispetto all’Ir (124,6
pm contro i 135,7 pm dell’Ir).[11]
Fig. 26 – Misfit reticolare delle varie leghe in funzione del contenuto di Ni [11]
Osservando la microstruttura della lega[11] si notano precipitati sferici semicoerenti delle
dimensioni di circa 100 nm per le prime due leghe, mentre nella lega ad alto contenuto di Ni i
precipitati tendono a coalescere, assumendo dimensioni di circa 500 nm.
In figura 27 sono riportati e raffrontati i comportamenti delle varie leghe ternarie Ir-Nb-Zr e
Ir-Nb-Ni a 1800°C. Si nota come introdurre una piccola percentuale di Ni nella lega sia
estremamente utile per aumentare la vita a creep del materiale: infatti la lega D ha prestazioni
equivalenti a quelle delle leghe A e B osservate in precedenza. Tuttavia quest’effetto va a
scomparire mano a mano che si aumenta i contenuto di Ni, perché i precipitati fini tendono a
coalescere (e ad aumentare quindi di dimensioni) facilitando il meccanismo di bypass delle
dislocazioni, che scorrono più agevolmente attraverso i precipitati.
Fig. 27 – Comportamento a creep delle leghe a 1800°C sotto uno sforzo di 137 MPa [11]
Quest’affermazione trova riscontro nel grafico di figura 28, che mostra la velocità minima di
deformazione a creep per le varie leghe in funzione del contenuto del terzo elemento: la lega
ternaria dal miglior comportamento a creep sarà quella situata sul minimo della curva.

Si è quindi osservato come l’addizione di Zr e di Ni migliorino in modo evidente la vita a creep
a temperature molto elevate, a causa della trasformazione dei precipitati cuboidali coerenti in
precipitati sferici semicoerenti. E’ altresì vero che queste aggiunte vanno mantenute entro un
certo range (2÷6% Zr, 0,5÷1,5% Ni) perché sia possibile ottenere l’effetto desiderato e al
contempo evitare l’ingrossamento dei precipitati.
Fig. 28 – Velocità di deformazione a creep in funzione della concentrazione del terzo elemento [11]
6.2 LEGHE QUATERNARIE
Pur avendo delle migliori proprietà ad elevate temperature e una miglior resistenza
all’ossidazione, i principali difetti delle superleghe refrattarie a base Ir, rispetto a quelle a base
Ni, sono il peso specifico, il costo e la relativamente bassa duttilità. In figura 29 si nota come le
ottime caratteristiche delle leghe Ir vengano molto ridimensionate se considerate in relazione
al peso specifico: le superleghe a base Ni sono decisamente migliori come rapporto
resistenza/peso a temperature inferiori a 1000°C, mentre sopra i 1200°C dominano ancora le
leghe binarie Ir. A 1200°C le superleghe binarie di nuova generazione migliori (Ir-Nb, Ir-Ta) si
attestano intorno ai 40 MPa.cm3/g, mentre a 1800°C scendono a poco più di 10 MPa.cm3/g.
Fig. 29 – Resistenza specifica in funzione della temperatura delle principali leghe refrattarie [12]

Per cercare di avere una lega con i buoni vantaggi delle leghe Ir senza incorrere troppo nei
relativi svantaggi si è pensato di progettare delle superleghe quaternarie a base Ir-Ni[12]. A
questo scopo sono state ideate tre tipo di leghe quaternarie con rapporti Ir/Ni rispettivamente
di 25/75, 50/50 e 75/25:
Lega J: Ir-5Nb-62,4Ni-12,6Al
Lega K: Ir-10Nb-41,6Ni-8,4Al
Lega L: Ir-15Nb-20,Ni-4,2Al
Le leghe sono state trattate a temperatura di 1300÷1400°C per 168 ore. In figura 30 è
rappresentato lo schizzo di una porzione del diagramma quaternario Ir-Nb-Ni-Al dove sono
indicate le leghe in esame. Quella che si cerca di ottenere è una microstruttura dove
coesistano entrambe le strutture bifasiche coerenti (f.c.c./L12-Ir3Nb e f.c.c./L12-Ni3Al) tipiche
delle superleghe Ir e Ni.
Fig. 30 – Diagramma quaternario Ir-Nb-Ni-Al [12]
In figura 31 sono mostrate le microstrutture delle leghe trattate a caldo o meno. Nelle leghe
non trattate si nota come l struttura dendritica si faccia predominante mano a mano che il
contenuto di Ir aumenta. Nelle leghe binarie trattate a 1300°C invece si nota chiaramente la
struttura bifasica f.c.c./Ni3Al per le leghe a base Ni e f.c.c./Ir3Nb per le leghe a base Ir:
entrambe le strutture sono di tipo coerente con precipitati cuboidali.
Nelle leghe quaternarie invece l’analisi delle fasi XRD rileva una struttura trifasica composta
dalla fase f.c.c. e due tipi di strutture L12. Queste fasi presentano una composizione dove tutti
e quattro gli elementi della lega sono contenuti: ad esempio le strutture formate da Ni3Al
contengono anche Ir e Nb, mentre in quelle Ir3Nb sono presenti anche Ni e Al (come si vede
dalla tabella 10 delle composizioni della varie fasi).
Andando ad analizzare le micrografie si nota come nella lega J abbiamo una struttura formata
da dendriti f.c.c./L12-Ni3Al tra le quali si forma una struttura lamellare composta da L12-Ir3Nb
(alto contasto) e L12-Ni3Al (basso contrasto). Nelle leghe K e L invece abbiamo dendriti di tipo
L12-Ir3Nb tra le quali abbiamo una struttura bifasica f.c.c./L12-Ni3Al. In aggiunta nella lega K
abbiamo dei grani dell’ordine dei 10 µm di una fase B2-IrAl (altissimo contrasto) contenente
anche Nb e Ni.

Fig. 31 – analisi al SEM delle varie leghe non-trattate o trattate a 1300°C per 168 ore [12]

Tab. 10 – composizione delle fasi nella varie leghe quaternarie (trattate a 1300°C) [12]
Anche dopo il trattamento a 1400°C permane comunque la presenza della struttura
dendritica, ma si nota che la presenza dei precipitati è più numerosa rispetto ai campioni
trattati a 1300°C (vedi figura 32). Inoltre nella lega K scompaiono i grani con fase B2-IrAl.
Studiando il grafico della DTA di raffreddamento delle leghe si possono notare il picco iniziale di
solidificazione della matrice f.c.c. (a 1467°C) seguito da una variazione di pendenza e una altro
picco corrispondenti a due trasformazioni di fase, a 1450°C e a 1427°C, che indicano
rispettivamente la precipitazione di Ir3Nb e Ni3Al[12].
Fig. 32 – Microstruttura delle leghe J (a), K (b) e L (c) trattate a 1400°C per 168 ore [12]
Lo scopo del trattamento termico è quello di dissolvere la fase L12, presente sotto forma di
struttura dendritica, e farla riprecipitare sottoforma di precipitati fini cuboidali. In questo studio
si è visto che le fasi L12 si dissolvono a temperature maggiori di quanto ci si sarebbe
aspettato: infatti la fase Ni3Al nelle superleghe Ni si scioglie già con un trattamento a 1300°C.
Nella nostra lega quaternaria invece questo non avviene perché la fase L12 contiene anche una
quantità non trascurabile di Ir, che tende ad aumentare la sua temperatura di fusione. Ecco il
perché dell’incompleta dissoluzione della fase primaria L12-Ni3Al.
Le soluzioni al problema possono essere di due tipi: ridurre il contenuto degli elementi
formatori della fase L12 (Nb e Al) per ridurre il contenuto di fase L12 primaria residua, oppure
studiare un altro tipo di trattamento termico atto a disciogliere interamente la struttura
dendritica[12]. Questo porterebbe sicuramente un miglioramento delle proprietà meccaniche
delle leghe, aumentando la resistenza a compressione.
In figura 33 è mostrata la resistenza a compressione (0,2% flow stress) delle leghe
quaternarie Ir-Nb-Ni-Al a 1200°C, confrontate con alcune note leghe binarie Ir-Nb e Ni-Al e
con le leghe quaternarie Ir-Ta-Ni-Al.

Le resistenze specifiche per tre leghe Ir-Nb-Ni-Al osservate si attestano attorno a valori di
10÷20 MPa.cm3/g. Viene anche indicata sul grafico (con la parte tratteggiata) la teorica
resistenza a compressione per leghe quaternarie con una completa solubilizzazione e
precipitazione della fase Ni3Al. Si può notare come un efficace trattamento termico
consentirebbe alle leghe J e K di avere apprezzabili valori di resistenza (300÷350 MPa) con un
notevole risparmio in peso rispetto alle leghe binarie Ir-Nb.
Oltre ad avere una buona resistenza a compressione ad elevate temperature riducendo il
peso, le leghe quaternarie migliorano anche la duttilità della lega introducendo elementi come
il Ni e l’Al[13]. Bisogna però dire che il comportamento a creep delle leghe quaternarie peggiora
molto rispetto alle leghe ternarie e si avvicina a quello delle classiche leghe binarie[13].
Fig. 33 – Resistenza a compressione delle leghe quaternarie Ir-Nb-Ni-Al e Ir-Ta-Ni-Al [12]
Lo studio delle leghe quaternarie è in continuo sviluppo e come si vede dalla tabella 11 molte
altre combinazioni sono state studiate e testate[14] per migliorare le proprietà specifiche del
prodotto.
Tab. 11 – Composizione e fasi costituenti per leghe quaternarie Ir-Nb-Ni-Al [14]

Le proprietà delle varie leghe quaternarie vengono influenzate dal contenuto di Ni e Al, e
quindi dal tipo di microstruttura che si viene a creare (vedi figura 34). Una delle leghe più
interessanti scoperte è la F10 che coniuga un’ottima resistenza a 1200°C (circa 1000 MPa) con
una riduzione di densità di circa 6÷7% rispetto alle tradizionali leghe a base Ir. Le leghe che
abbiamo invece trattato in quest’articolo si pongono su livelli di resistenza inferiori, che
possono però essere migliorati con gli accorgimenti proposti in precedenza, ma garantiscono
riduzioni in peso rispetto alla lega binaria Ir-15Nb notevoli: -18% per la lega L (S750), -33%
per la lega K (S550) e addirittura -47% per la lega J (S050) che raggiunge un peso specifico
pressoché analogo a quello delle tradizionali superleghe Ni.
Fig. 34 – 0,2% flow stress a 1200°C per leghe ternarie Ir-Nb-Ni-Al in funzione del loro contenuto di Ni+Al [14]
Un altro tipo di leghe quaternarie è stato recentemente sviluppato[14]: si tratta delle leghe Ir-
Nb-Pt-Al. La principale ragione nell’introdurre Pt nel sistema Ir-Nb è dovuta al fatto che la
coppia Pt-Al forma intermetallici L12-Pt3Al con un parametro di reticolo più simile a quelli L12-
Ir3Nb. Questo consente di ridurre le tensioni di misfit reticolare all’interfaccia e di costituire per
quasi tutti i tipi di leghe analizzate una struttura a due fasi f.c.c./L12-Ir3Nb(Pt3Al).
Tab. 12 – Composizione e fasi costituenti per leghe quaternarie Ir-Nb-Pt-Al [14]

Questo tipo di leghe quaternarie ha il vantaggio di avere una superiore resistenza a
compressione e un miglior comportamento a creep, ma in compenso hanno lo svantaggio di
essere più pesanti e decisamente più costose (il Pt pesa 21,4 g/cm3 e costa più del doppio
rispetto all’oro), limitando così il loro possibile utilizzo solo a parti di dimensioni davvero
modeste che lavorano in condizioni davvero gravose.
Come si nota in figura 35, a parità di contenuto di Ir nella lega, i sistemi quaternari con Pt
sono più performanti rispetto ai corrispettivi con Ni. Fra quelle testate la “lega a” è forse quella
commercialmente più interessante, dato che limita il contenuto di Pt al 16,3% e ottiene una
resistenza in compressione superiore a 1000 MPa. Se confrontata con la lega F10 infatti questa
presenta una resistenza a compressione specifica molto simile (circa 53 MPa.cm3/g), ma un
comportamento a creep superiore (solo lo 0,5% di deformazione dopo 300 ore a 1400°C sotto
100 MPa).
Fig. 35– Confronto fra la resistenza a compressione a 1200°C fra le leghe quaternarie con Ni e con Pt [14]
7. CONCLUSIONI
Complessivamente si è visto come le superleghe di nuova generazione base-Ir sono dei
materiali molto promettenti per l’utilizzo a temperature ultra-elevate (>1200°C), dato che in
tali condizioni la loro resistenza a compressione è di gran lunga superiore alle superleghe
tradizionali come le leghe base-Ni.
Recentemente queste leghe sono state oggetto di numerosi studi, in particolare da parte del
gruppo Yamabe, e sono state sviluppate nuove tecniche e soluzioni per apportare sostanziali
miglioramenti come un nuovo meccanismo di produzione tramite sinterizzazione (PECS
system), il controllo dei parametri che influenzano la microstruttura (e in particolare i
precipitati) e l’addizione di nuovi elementi (leghe ternarie e quaternarie). Questi studi hanno
dimostrato come è possibile migliorare le proprietà meccaniche di questi materiali (resistenza a
compressione e vita a creep) per renderle ancora più performanti oppure come si riescano
limare gli svantaggi che ancora impediscono il loro largo utilizzo in campo aeronautico (scarsa
duttilità e alto peso specifico).

8. BIBLIOGRAFIA
[1] Y. Yamabe-Mitarai, Y. Ro, H. Harada, T. Maruko
“Ir-base refractory superalloys for ultra-high
temperatures”
Metallurgical and Materials Transactions A, 1998,
Volume 29, Number 2, pp. 537-549
[2] Y. Koizumi, Y. Yamabe, Y. Ro, T.Maruko, et. al.
“Refractory Superalloys”
United States Patent 6.071.470
http://www.freepatentsonline.com/6071470.pdf
[3] O.Y. Kontsevoi, Y.N. Gornostyrev, A.J. Freeman
“Modeling the dislocation properties and mechanical
behavior of Ir, Rh, and their refractory alloys”
Journal of the Minerals - Metals and Materials Society,
2005, Volume 57, Number 3, pp. 43-47
[4] C. Huang, Y. Yamabe-Mitarai, H. Harada
“Ir-based refractory superalloys by pulse electric
current sintering process (elemental powder)”
Journal of Materials Engineering and Performance,
2001, Volume 10, Number 6, pp. 629-634
[5] C. Huang, Y. Yamabe-Mitarai, H. Harada
“Ir-based refractory superalloys by pulse electric
current sintering process (prealloyed powder)”
Journal of Materials Engineering and Performance,
2002, Volume 11, Number 1, pp. 32-36
[6] Y. Yamabe-Mitarai, H. Harada
“Influence of precipitate morphology on the high-
temperature deformation of Ir-Nb alloys”
Journal of Materials Science, 2003, Volume 38, Number
19, pp. 3955-3963
[7] K.Y. Chen, L.R. Zhao, J.S. Tse
“Ab initio study of elastic properties of Ir and Ir3X
compounds”
Journal of Applied Physics, 2003, Volume 93, Number 5,
pp. 2414-2417
[8] Y. Yamabe-Mitarai, S. Nakazawa, H. Harada
“Creep Behavior of Ir-Nb and Ir-Zr refractory
superalloys“
JSME International Journal Series A, 2002, Volume 45,
Number 1, pp. 2-7
[9] Y. F. Gu, Y. Yamabe-Mitarai, S. Nakazawa, et al.
“Creep behaviors of an Ir-23Nb alloy at ultra-high
temperatures”
Metallurgical and Materials Transactions A, 2003,
Volume 34, Number 10, pp. 2217-2221
[10] Y. Yamabe-Mitarai, Y. Gu, H. Harada
“Compressive strength and creep properties of Ir-
Nb-Zr alloys (between 1473 and 2073 K)”
Metallurgical and Materials Transactions A, 2003,
Volume 34, Number 10, pp. 2207-2215
[11] Y. Yamabe-Mitarai, Y. Gu, H. Harada, C. Huang
“Compressive creep properties of Ir-base refractory
superalloys”
Metallurgical and Materials Transactions A, 2005,
Volume 36, Number 3, pp. 547-557
[12] X. H. Yu, Y. Yamabe-Mitarai, Y. Ro, H. Harada
“Design of quaternary Ir-Nb-Ni-Al refractory
superalloys”
Metallurgical and Materials Transactions A, 2000,
Volume 31, Number 1, pp. 173-178
[13] X. H. Yu, Y. Yamabe-Mitarai, S. Nakazawa, et. al.
“Mechanical properties of Ir-Nb alloys containing Ni
and Al”
Metallurgical and Materials Transactions A, 2001,
Volume 32, Number 6, pp. 1347-1353
[14] C. Huang, Y. Yamabe-Mitarai, et. al.
“Partial phase relationships in Ir-Nb-Ni-Al and Ir-Nb-
Pt-Al quaternary systems and mechanical properties
of their alloys”
Metallurgical and Materials Transactions A, 2005,
Volume 36, Number 3, pp. 539-545











![PLESCIA [Sola lettura] - newweb.riminifiera.itnewweb.riminifiera.it/upload_ist/AllegatiProgrammaEventi/PLESCIA... · 2.metalli nobili (iridio, palladio, platino, renio, osmio)](https://img.pdfslide.net/doc/110x75/5b1569e77f8b9ac7128c551d/plescia-sola-lettura-2metalli-nobili-iridio-palladio-platino-renio.jpg)

















