Embed Size (px)
Citation preview



Surfaces, Interfaces, and Changing Shapes in Multilayered Films
I
the fo l lowing est imates of the t ime con-stants for sh:pe relaxation along each ofthe paths . For lat t ice dif fusion:
u3kTTL = DLyR
where DL is the lattice diffusion coeffi-cient . For surface di f fusion:
r4kT” = DsGyf2
where DsS i s the (exper imental ly direct lyaccessible) product of the surface diffu-sivity and the effective thickness of thedif fusion layer . For vapor t ransport :
TV =r2(2mz)“2(kT)3’2
PYfi2(4)
where m is the atomic mass .Surface diffusion, with a time con-
stant proportional to y4, is dominant forsmall grains (smallest time constantmeans fastest process). Vapor transport,with a time constant proportional to r2,
i s dominant for large grains . S ince , gen-erally for a given system, the activationenergy for the vapor pressure is greaterthan that for the lat t ice dif fusivi ty , whichin turn is greater than that for the sur-face diffusivity, one expects these pro-cesses to dominate in that order withdecreasing temperature. Table I” givesexamples for 20-pm-diameter particlesof Cu and W at their respective meltingtemperatures. In Cu of this size, vaportransport never dominates, whereas inW it is the dominant mechanism at themelt ing temperature.
Figure 5b i l lustrates the di f fusion pathsleading to shape re laxat ion in mult i layersby grain-boundary grooving. In the ini -t ia l s tage of re laxat ion, when the groovedepth h is still small compared to thedistance d’ between the grain bounda-ries, its evolution is described by treat-ment13 of grain-boundary grooving at afree surface. The only difference is thatvapor transport does not occur and thatgrain-boundary diffusion takes the placeof surface diffusion. At these short dis-tances la t t ice di f fus ion can be ignored. Asimple dimensional analysis gives an es-t imate of the evolut ion with t ime, t :
h4 = DB6yR tkT
where DB6 is the (experimentally acces-sible) product of the grain-boundary dif-fusivi ty and thickness . Note the s imilar i tyto Equation 3.
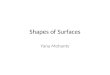
Figure 5. (a) Kinetic paths for shaperelaxation of an isotropic particle; r isthe radius of the spherical equilibriumshape; Ar is the maximumdisplacement away from theequilibrium shape. (1) lattice diffusion;(2) surface diffusion; and (3) vaportransport. (b) Kinetic paths for late-stage shape relaxation in multilayers(1) lattice diffusion; and (2) grain-boundary (interface) diffusron, whereh is the groove depth, d is the layerthickness, and d’ is the distanceb e t w e e n g r a i n b o u n d a r i e s .
Table I: Deformation-Mechanism-Dependent Relaxation Times:
Path c u W
Lattice 1.2 x 106 4.3 x 105
Surface 1.2 x 106 2 x 106
V a p o r 2 x 10’ 1.5 x 105
‘Shape relaxation times (in s) for 20-pm-diameter Cu and W particles at their respec-tive mel t ing temperatures according toEquations 2-4. Data from a compilation bySwinkels and Ashby.12
When the depth of the grain-boundarygroove is of similar magnitude as thelayer thickness d, the chemical potentialgradient driving diffusion becomes es-tablished between adjacent boundariesover a distance d’ instead of a distance hin the early stages. Note that in many mi-crostructures d’ = d. At the same time,bulk diffusion has to be considered as aposs ib le contr ibutor . Equat ion 5 thereforebecomes modified as:
h3 = (D,d + D,S)$.
The temperature determines which typeof di f fusion dominates . For example , ford = 1 pm in Cu, DLd = DC6 at 1300 K; ford = 10 pm the temperature is 1046 K.This is consistent with Coble creep asthe dominant deformation mechanismin the zero-creep experiments discussedearl ier in th is sect ion. ’ By set t ing h = d inEquation 6, one can obtain an estimate ofthe time it takes to complete the groov-ing process. For l-pm Cu at 1000 K, therelaxat ion t ime is about lo5 s . This againis consistent with the time scale of thezero-creep experiments.
StabilityEquilibrium interface shapes and ap-
plied forces were discussed in the firstthree sections. However some grainshapes and/or dimensions permit inter-face shapes that, though they have con-stant curvature and sat isfy groove anglerequirements , are not stable to perturba-tions. There are also geometries forwhich constant curvature shapes simplydo not exist . These two condit ions, a longwith inappropriate applied forces, lead tothree types of instabilities that can de-grade a thin film or a multilayer: (1) theact ion of equi l ibr ium forces that decreasewith increasing sample size; (2) the ac-tion of applied forces that are inconsis-tent with the capil lary forces; and (3) theabsence of a continuous minimal surfaceconsistent with the volumes and in-plane dimensions of the grains.”
The first instability manifests itself ascoarsening: the growth of large grainsat the expense of smaller ones (graingrowth). The second is the basis of thezero-creep experiments used to measuresurface and interfacial free energies; ap-pl icat ion of forces other than the equi l ib-r ium values leads to nonzero s tra in rates .
The third instability, which applies tolocal grain dimensions and groove angles ,is most immediately destructive. It wasnoted in the section on thin films andmult i layers that the shapes of equi l ibratedinterfaces in cont inuous f i lms and multi-
42 MRS BULLETIN/FEBRUARY 1999

Surfaces, Interfaces, and Changing Shapes in Multilayered Films
I
the fo l lowing est imates of the t ime con-stants for shape relaxat ion along each ofthe paths . For lat t ice dif fusion:
r3kTTL = DLyR G-9
where DL is the lattice diffusion coeffi-cient . For surface di f fusion:
r4kTTs = D & R (3)
where Ds6 i s the (exper imental ly direct lyaccessible) product of the surface diffu-sivity and the effective thickness of thedif fusion layer . For vapor t ransport :
r2(2mn)“2(kT)3’2TV =
PYQ2(4)
where m is the atomic mass .Surface diffusion, with a time con-
stant proportional to r4, is dominant forsmall grains (smallest time constantmeans fastest process). Vapor transport,with a time constant proportional to Y’,
i s dominant for large grains . S ince , gen-erally for a given system, the activationenergy for the vapor pressure is greaterthan that for the lat t ice dif fusivi ty , whichin turn is greater than that for the sur-face diffusivity, one expects these pro-cesses to dominate in that order withdecreasing temperature. Table I” givesexamples for 20-pm-diameter particlesof Cu and W at their respective meltingtemperatures. In Cu of this size, vaportransport never dominates, whereas inW it is the dominant mechanism at themelt ing temperature.
Figure 5b i l lustrates the di f fusion pathsleading to shape re laxat ion in mult i layersby grain-boundary grooving. In the ini -t ia l s tage of re laxat ion, when the groovedepth h is still small compared to thedistance d’ between the grain bounda-ries, its evolution is described by treat-ment13 of grain-boundary grooving at afree surface. The only difference is thatvapor transport does not occur and thatgrain-boundary diffusion takes the placeof surface diffusion. At these short dis-tances la t t ice di f fus ion can be ignored. Asimple dimensional analysis gives an es-t imate of the evolut ion with t ime, f:
h4 = DBb’R- fkT (5)
where De6 is the (experimentally acces-sible) product of the grain-boundary dif-fusivi ty and thickness . Note the s imilar i tyto Equation 3.
42
4 *d ’
Figure 5. (a) Kinetic paths for shaperelaxation of an isotropic particle; r isthe radius of the spherical equilibriumshape; Ar is the maximumdisplacement away from theequilibrium shape. (1) lattice diffusion;(2) surface diffusion; and (3) vaportransport. (b) Kinetic paths for late-stage shape relaxation in multilayers:(1) lattice diffusion; and (2) grain-boundary (interface) diffusion, whereh is the groove depth, d is the layerthickness, and d’ is the distanceb e t w e e n g r a i n b o u n d a r i e s .
Table I: Deformation-Mechanism-Dependent Relaxation Times:
Path c u W
Lattice 1.2 x 106 4.3 x 105Surface 1.2 x 106 2 x 106
V a p o r 2 x 10’ 1.5 x lo5
‘Shape relaxation times (in s) for 20-Frn-diameter Cu and W particles at their respec-tive melting temperatures according toEquations 2-4. Data from a compilation bySwinkels and Ashby.‘*
When the depth of the grain-boundarygroove is of similar magnitude as thelayer thickness d, the chemical potentialgradient driving diffusion becomes es-tablished between adjacent boundariesover a distance d’ instead of a distance hin the early stages. Note that in many mi-crostructures d = d. At the same time,bulk diffusion has to be considered as aposs ib le contr ibutor . Equat ion 5 thereforebecomes modified as:
h3 = (DLd + D&)-$f
The temperature determines which typeof di f fusion dominates . For example , ford = 1 ,um in Cu, DLd = D&at 1300 K; ford = 10 pm the temperature is 1046 K.This is consistent with Coble creep asthe dominant deformation mechanismin the zero-creep experiments discussedearlier in this section.8 By setting h = dinEquation 6, one can obtain an estimate ofthe time it takes to complete the groov-ing process. For l-pm Cu at 1000 K, therelaxat ion t ime is about 10’ s . This againis consistent with the time scale of thezero-creep experiments.
StabilityEquilibrium interface shapes and ap-
plied forces were discussed in the firstthree sections. However some grainshapes and/or dimensions permit inter-face shapes that, though they have con-stant curvature and sat isfy groove anglerequirements , are not stable to perturba-tions. There are also geometries forwhich constant curvature shapes simplydo not exist . These two condit ions, a longwith inappropriate applied forces, lead tothree types of instabilities that can de-grade a thin film or a multilayer: (1) theact ion of equi l ibr ium forces that decreasewith increasing sample size; (2) the ac-tion of applied forces that are inconsis-tent with the capil lary forces; and (3) theabsence of a continuous minimal surfaceconsistent with the volumes and in-plane dimensions of the grains.”
The first instability manifests itself ascoarsening: the growth of large grainsat the expense of smaller ones (graingrowth). The second is the basis of thezero-creep experiments used to measuresurface and interfacial free energies; ap-pl icat ion of forces other than the equi l ib-r ium values leads to nonzero s tra in rates .
The third instability, which applies tolocal grain dimensions and groove angles ,is most immediately destructive. It wasnoted in the section on thin films andmult i layers that the shapes of equi l ibratedinterfaces in cont inuous f i lms and multi-
MRS BULLETIN/FEBRUARY 1999

Surfaces, Interfaces, and Changing Shapes in Multilayered Films
layers composed of regular arrays ofgrains can be generated from sect ions ofspherical caps. However a continuous so-lut ion consis tent with the grain volumes,dimensions, and groove angles of a par-t icular mater ia l does not a lways exist . Inits mildest form, this causes limited“pinchoff” at the tr iple junctions betweengrains . In more severe cases , i t may leadto complete separation at grain bounda-ries and the development of a granularfi lm. The range of behaviors of di f ferentcreep samples was seen in Figure 4 : somemaintained a layered structure for longtesting times; others suffered pinchoffbefore exhibiting any significant creepdeformation. For the reasons discussedin the sect ion on kinet ics , these s tabi l i tyissues become especially relevant as thelayers become thinner , and are the l ikelyorigin of the granular nature of Ag/NisoFe20 multilayers studied for theirgiant magnetoresistance.’
Even though pinchoff in polycrystal-l ine layers i s d irect ly re lated to the pres-ence of the grain boundaries (since itoccurs at the tr iple junct ions where theymeet within the layers), the problemwould be much worse in the absence ofgrain-boundary grooves . I f these groovesare ( inappropriately) neglected, inf ini te lydeep perforations are predicted.15 In real -i ty , the t r iple junct ions in regular arraysof grains equil ibrate at f inite depth and donot perforate the film’0,‘6 (unl ike Mullins’isolated grain-boundary groove13). Thedevelopment of these grooves causesstagnat ion of coarsening (grain growth)in thin films and multilayers by “an-choring” the boundary at the bottom ofthe groove.” This stagnation process ul-t imate ly s tabi l izes f i lms and mult i layersagainst perforat ion s ince pits would even-tual ly form when the in-plane grain s izebecomes much larger than the film orlayer thickness.“,‘6
AcknowledgmentD. Josell’s work is supported in part by
Contract No. DE-FG02-97ER45664 f r o mthe OBES at DOE. F. Spaepen’s work inthis area is supported by the NationalScience Foundation through the HarvardMRSEC under Contract No. DMR-94-00396.
References1. R.C. Cammarata, Prog. Surf: Sci. 46 (1994)~. 1.2. J.W. Cahn, Acta Met. 28 (1980) p. 1333.3. D. Josell, Acta Metall. Mater. 41 (1993)p. 2179.4. H. Udin, A.J. Shaler, and J. Wulff, Trans.AIME I. Met. 1 (1949) p. 186.5. H. Udin, ibid. 3 (1951) p. 63.6. J.A. Ruud, A. Witvrouw, and F. Spaepen,
MRS BULLETIN/FEBRUARY 1999
J. Appl. Phys. 74 (1993) p. 2517.7. J. Weissmiiller and J.W. Cahn, Acta Mater.45 (1997) p. 1899.8. D. Jose11 and F. Spaepen, Acta Metall.Mater. 41 (1993) p. 301%9. D. Jose11 and Z.L. Wang, in Thin Films:Stresses and Mechanical Properlies V, editedb y S.P. Baker, C.A. R o s s , P . H . T o w n s e n d , C . A .Volkert, and I’. Bsrgesen (Mater. Res. Sot.Symp. Proc. 356, Pittsburgh, 1995) p. 357.10. D . J o s e 1 1 a n d W C . C a r t e r , i n Creepand S t r e s sRelaxation in Miniature Components, editedby H.D. Merchant (The Minerals, Metals, &Materials Society, Warrendale, PA, 1997) p. 271.
11. D. Josell, W.C. Carter, and J.E. Bonevich,Proceedmgs of4th Int. Conj on NanostructuredMatevlals to be pubhshed in the Journal ojNanostructured Mafer~als. In press.12. F.B. Swinkels and M.F. Ashby, Acta Met.29 (1981) p. 259.1 3 . W . W . Mullins,\. Appl. Phys. 2 8 (1957) p. 333.1 4 . R . D . McMichael, P . J . C h e n , a n d W . F . Egel-hoff, Jr., IEEE Trans. Magn. 34 (1998) p. 89%15. D.J. Srolovitz and S.A Safran, 1. App2.Phys. 60 (1986) p. 247.16. D. Josell, S.R. Coriell, and G. McFadden,Acta Metall. Mater. 43 (1995) p. 1987.17. W.W. Mullins, Acta Met. 6 (1958) p. 414. 0
Dispense l iquid during Stage 1 ;spin-up and flatter during Stage 2.
Adjustable SpeedStage 1 : 500 - 2,500 rpm
2 - 18 secondStage 2: 1,000 - 8,000 rpm
3 - 60 second
Robust Laboratorv Coater
fEasy to operate
peed Range 0 - 30 cm/minAdjustable Travel Span
Controllable AtmosphereInfrared Drying
Custom Fabrication
S o l u t i o n sCoatingAvailable for
Metal Oxides,Nitrides & Carbides
CHEMAT TECHNOLOGY, INC.9036 Winnetka Ave., Northridge, CA 91324
(818) 727-9786, Fax: (818) 727-9477, e-mail: [email protected]
Distributorships Available Worldwide
Circle No. 6 on Reader Service Card.