Upload
aegosmith
View
215
Download
0
Embed Size (px)
Citation preview
7/23/2019 Sustainable Process SynthesisIntensification_2015
1/27
Please cite this article in press as: Babi DK, et al. Sustainable process synthesisintensification. Computers and Chemical Engineering(2015), http://dx.doi.org/10.1016/j.compchemeng.2015.04.030
ARTICLE IN PRESSG Model
CACE-5183; No.of Pages27
Computersand Chemical Engineering xxx (2015) xxxxxx
Contents lists available at ScienceDirect
Computers and Chemical Engineering
j ournal homepage : www.elsevier .com/ locate /compchemeng
Sustainable process synthesisintensification
Deenesh K. Babia,Johannes Holtbruegge b, Philip Lutze b, Andrzej Gorak b,John M. Woodleya, Rafiqul Gani a,
a CAPEC-PROCESS Research Center, Department of Chemical and Bio-chemical Engineering, Technical University of Denmark, Sltofts Plads, Building 229,
DK-2800 Kgs. Lyngby, Denmarkb FVT, Department of Chemical and Biochemical Engineering, Technical University of Dortmund (TU Dortmund), Emil-Figge-Str. 70, D-44227 Dortmund,
Germany
a r t i c l e i n f o
Article history:
Received 16 December 2014Received in revised form 9 April 2015Accepted 23 April 2015Available online xxx
Keywords:
Process synthesisProcess designSustainable designSustainabilityProcess intensificationSystematic framework
a b s t r a c t
Chemical industry is facing global challenges such as the need to find sustainable production processes.Process intensification as part ofprocess synthesis has the potential to find truly innovative and moresustainable solutions. In this paper, a computer-aided, multi-level, multi-scale framework for synthesis,design and intensification ofprocesses, for identifying more sustainable alternatives is presented. Withinthe framework, a three stage work-flow has been implemented where, in the first synthesis stage anoptimal processing route is synthesized through a network superstructure optimization approach andrelated synthesis tools. In the second, design stage, the processing route from the first stage is furtherdeveloped and a base case design is established and analyzed. In the third, innovation stage, moresustainable innovative solutions are determined. The application ofthe framework is illustrated througha case study related to the production ofdi-methyl carbonate, which isan important bulk chemical dueto its multiplicity ofuses.
2015 Elsevier Ltd. All rights reserved.
1. Introduction
In the chemical industry improvements related to the use ofsustainable technologies and efficient use of resources are neededin order to achieve reductions in energy consumption, waste gen-eration, environmental impact and cost. Process improvementsare typically achieved through an evolutionary approach, whereknowledge gained from process understanding together withexpert knowledge on process engineering is applied. The limitationwith this approach, however, is that new, innovative andmore sus-tainableprocess designs may notbe found because thesearch spaceemployed is limited in sizein the trial anderror, experiment-basedapproaches. The same is true for model-based solution approacheswhere the models employed have limited application range.
The objective of process synthesis should be to find the bestprocessing route, from among numerous alternatives, to convertgiven raw materials to specific (desired) products, subject to pre-defined performance criteria. Hence, process synthesis involvesanalysis of the problem to be solved, and, generation, evaluationandscreening of process alternativesso that thebestprocess optioncan be identified. Process synthesis is usually performed through
Corresponding author. Tel.: +45 45 25 28 82; fax: +45 45 93 29 06.E-mail address: [email protected] (R. Gani).
the following three classes of methods: (1) Rule based heuristicmethods, which are defined from process insights and know-how;(2) Mathematical programming based methods, where the bestflowsheet alternative is determined from network superstructureoptimization. This class of method is useful when the system iswell defined and many combination of alternatives are to be con-sidered; (3) Hybridmethods that uses process insights,know-how,rules and mathematical programming. That is, models are usedto obtain good physical insights that aid in reducing the searchspace of alternatives so that the synthesis problem to be solvedwill involve less alternatives.
Processintensification(PI)hasbeendefinedastheimprovementof a process through the targeted enhancement of performance-limiting phenomena (Lutze et al., 2013) at different scales. At theplant/process scale the entire process is considered. At the unitoperations scale the individual unit operations that comprise theprocess areconsidered.At thetaskscalethe functionsperformed bythe unit operations are considered. A task is defined as the functionperformedby a unit operation, forexample,a flash vesselor a distil-lation column represent separation tasks. At the phase/phenomenascale the phenomena building blocks (see Section 2.3.1) that sat-isfy and thereby, make a task feasible are considered, while, atthe molecular scale (Freund, Sundmacher, Ullman, Lutze et al.,2010) which is mainly considered for reactive systems, the molec-ular behavior of the molecules that affect the phenomena are
http://dx.doi.org/10.1016/j.compchemeng.2015.04.0300098-1354/ 2015 Elsevier Ltd. All rights reserved.
http://localhost/var/www/apps/conversion/tmp/scratch_4/dx.doi.org/10.1016/j.compchemeng.2015.04.030http://localhost/var/www/apps/conversion/tmp/scratch_4/dx.doi.org/10.1016/j.compchemeng.2015.04.030http://www.sciencedirect.com/science/journal/00981354http://www.elsevier.com/locate/compchemengmailto:[email protected]://localhost/var/www/apps/conversion/tmp/scratch_4/dx.doi.org/10.1016/j.compchemeng.2015.04.030http://localhost/var/www/apps/conversion/tmp/scratch_4/dx.doi.org/10.1016/j.compchemeng.2015.04.030mailto:[email protected]://www.elsevier.com/locate/compchemenghttp://www.sciencedirect.com/science/journal/00981354http://localhost/var/www/apps/conversion/tmp/scratch_4/dx.doi.org/10.1016/j.compchemeng.2015.04.030http://localhost/var/www/apps/conversion/tmp/scratch_4/dx.doi.org/10.1016/j.compchemeng.2015.04.0307/23/2019 Sustainable Process SynthesisIntensification_2015
2/27
Please cite this article in press as: Babi DK, et al. Sustainable process synthesisintensification. Computers and Chemical Engineering(2015), http://dx.doi.org/10.1016/j.compchemeng.2015.04.030
ARTICLE IN PRESSG Model
CACE-5183; No.of Pages27
2 D.K. Babi et al./ Computers and Chemical Engineering xxx(2015) xxxxxx
considered. According to Van Gerven and Stankiewicz (2009),this enhancement can be achieved within four domains: processstructure, energy, synergy and time. One example of PI at the pro-cess/plant level is a hybrid distillation scheme which is an externalintegration of two or more different unit operations that include atleast one operation, that is, a conventional distillation column, inorder to satisfy a separation task (Babi and Gani, 2014). Here, theintegration of membrane separations with distillation to overcomethermodynamic boundaries such as azeotropes (Lutze and Gorak,2013) couldbe considered.Divided wall columns areexamplesof PIat the unit operation, task or functional scales (Asprion and Kaibel,2010; Halvorsen and Skogestad, 2011; Madenoor Ramapriya et al.,2014) while, membrane reactors (Assabumrungrat et al., 2003;Van Baelen et al., 2005; Inoue et al., 2007) or reactive distillationcolumns (Agreda et al., 1990; Shah et al., 2013; Holtbruegge et al.,2014) are examples of PI that improve the conversion in a reactionthrough the in situ removal of a product.
Similar to process synthesis, in principle, PI could also beperformedusing thesame three classes of methods. However, rule-based heuristic methods and the mathematical programing basedmethods have not been developed for the intensification of entireprocesses. For the design of specific hybrid/intensified unit oper-ations within a process several methods (Bessling et al., 1997;
Amte, 2011; Caballero and Grossmann, 2004) have been reported.For hybrid methods, a scheme for systematically achieving processintensification has been proposed by Lutze et al. (2013). Also, otherhybridschemes have been developedfor intensifying specific partsof a process, for example, at the phenomena and molecular level(Peschel et al., 2012; Rong et al., 2008). Therefore, since processintensification aims at increasing the efficiency of processes, per-forming process synthesis and intensification together, should leadto improved and more sustainable process deigns/operations. Sus-tainable process synthesisintensification, employed in this paper,is defined (Babi et al., 2014a) as the generation of alternativeprocessing routes that show improvements related to economicfactors, sustainability metrics and LCA factors.
Sustainable process synthesis-design can be achieved through
the use of different methods (Halim et al., 2011; Smith et al., 2014;Tieri et al., 2014) that operate at the unit operations scale. How-ever, three limitations exist.First, the use of hybrid/intensified unitoperations is not considered. Second, the opportunity to innovatethrough the potential generation of novel unit operations is notprovided because of the scale at which the methods operate. Thisopportunity is possible at the task scale (Siirola, 1996; Agredaet al.,1990) and phenomena scale (Lutze et al., 2013; Babi et al., 2014b,2014c). Third, a comprehensive analysis, that is, an economic, sus-tainability and LCA analysis, are not used together for identifyingdesign targets through the identification of process hot-spots. Aprocess hot-spot are limitations/bottlenecks associated with tasksthat may be targeted for overall process improvement. Therefore,by performing process synthesisintensification, these three limi-
tations can be overcome in a systematic manner.In this paper a systematic, computer-aided, multi-stage, multi-
scale framework for sustainable process synthesisintensificationthat leads to the identification of more sustainable process designalternatives is presented. The framework is summarized in Fig. 1.In stage 1, that is, the synthesis stage, the problem is defined interms of an objective function, subject to process constraints andperformance criteria.A processingroute is eitherfound froma liter-ature survey or generated from the application of the means-endsanalysis (Siirola, 1996), thermodynamic insights (Jaksland et al.,1995) or superstructure network optimization (Zondervan et al.,2011; Grossmann, 2012). In stage 2, that is, the design stage, abase case design is first established and then analyzed in termsof economic factors, sustainability metrics and LCA factors for
identification of process hot-spots. These process hot-spots are
then translated into design targets that are to be satisfied if moresustainable alternatives areto be determined. In stage 3, that is, theinnovation stage, desired tasks, phenomena, and the phenomenasearch space are identified (defined as design targets) and thosedesirable tasks and phenomena that may assist in overcoming theprocess hot-spots are identified. Process synthesis is applied usingan integratedtask-phenomenabased approach in orderto generatealternatives that achieve the design targets. Mutli-scale synthesisis possible because thebase case design, in principle, canbe decom-posed from theunit operations scale to thetask scale (Siirola, 1996)and phenomena scale (Lutze et al., 2013; Babi et al., 2014b). Inthe integrated task-phenomena based approach for process syn-thesis, phenomena are combined (rule-based) in such a mannerthat they perform a task or a set of tasks. These combinations ofphenomena and/or tasks are then translated into unit operationsusing a knowledge-based, thereby leading more sustainable pro-cess designs or flowsheet alternatives. These designs are analyzedand compared to the base case design with respect to preselectedperformance criteria in order to determine the best, more sustain-able process design.
Therefore multi-level synthesis is performed in the followingmanner. In stage 1, synthesis and design is performed in order toidentifyafeasibleprocessingroutethatcanbeusedasabasecasein
stages 2 and 3. In stage 2, task based synthesis is performedwhere,a task or set of tasks representing the function of a unit operationare identified and analyzed for generation of intensified flowsheetalternatives (task based). In stage 3, phenomena based synthesisis performed where, process phenomena are identified, analyzedand combined to generate flowsheet alternatives that are moresustainable and constitute of hybrid/intensified unit operations.
In this paper, the detailed architecture of the frameworktogether with the main actions needed for successful applicationof each step of the work-flow is presented. An overview of thealgorithms used in each step and the necessary methods and toolsembedded within the framework are presented. The framework isapplied to a case study of industrial importance, that is, the pro-duction of dimethyl-carbonate, where important features of the
method of solution are highlighted.
2. Process synthesisintensification: solution approach and
definitions
The process synthesisintensification problem is defined as fol-lows (Babi et al., 2014b): For the production of a specified product,generate more sustainable process designs. These alternatives mayinclude well-known, existing and novel hybrid/intensified unitoperations that provide improvements in terms of efficient use ofraw materials, sustainability metrics (impacts) as well as LCA fac-tors compared to a reference (base case) design. The mathematicaldescription is given in Section 2.1, the solution approach in Section2.2, the concept of performing process intensification at different
scales in Section 2.3 and the criteria for sustainability and LCA areexplained in Section 2.4.
2.1. Mathematical formulation of the process
synthesisintensification problem
The problem definition for process synthesisintensification istranslated into a mathematical form:
min/maxfoobj =foobj
(X- , Y- , d-, z-, -) (1)
subject to:
g(X- , z-, -) (2)
f(X- , Y- , d-, z-, -
) = 0 (3)
http://localhost/var/www/apps/conversion/tmp/scratch_4/dx.doi.org/10.1016/j.compchemeng.2015.04.030http://localhost/var/www/apps/conversion/tmp/scratch_4/dx.doi.org/10.1016/j.compchemeng.2015.04.0307/23/2019 Sustainable Process SynthesisIntensification_2015
3/27
Please cite this article in press as: Babi DK, et al. Sustainable process synthesisintensification. Computers and Chemical Engineering(2015), http://dx.doi.org/10.1016/j.compchemeng.2015.04.030
ARTICLE IN PRESSG Model
CACE-5183; No.of Pages27
D.K. Babi et al. / Computers and Chemical Engineering xxx(2015) xxxxxx 3
Stage 3
Innovation
Design
Stage 2
Design
(& Analysis)
Stage 1
SynthesisSearch Space of Unit Operations
Process Synthesis-Design
Stage 1 + Stage 2
More Sustainable Designs
Stage 1 + Stage 2 + Stage 3
Flowsheet:
Well-known + Hybrid/
Intensified + Innovative unit
operations
Flowsheet:
Well-known + Hybrid/
Intensified unit operations
MethodsTools
Knowledge-base
Computer-aided
Models
Unit operations scale
Task scale
Phenomena scale
Feasible design
Sustainable design
Fig. 1. Framework for more sustainable design through process intensification.
bL b1X- + b2Y- bU (4)
hL h(X- , Y- , d-, -) hU (5)
vL v(X- , Y- , d-, -) v
U (6)
wL w(X- , Y- , d-, -) wU (7)
Y- =01, X- 0 (8)
The objective function (Eq. (1)) can be linear or non-linear, isdependent on a set of, design/optimization variables X- , binary(0,1) decision integer variables Y- , equipment (unit operations)parameters d-, thermodynamic variablesz-, and process and prod-uct specifications -. Eq. (1) represents the objective functionto be minimized or maximized subject to a set of linear andnon-linear constraints (Eqs. (2)(8)). Eqs. (2) and (3) represent asystem of linear and non-linear equations (constraints), represent-ing the process models. Here, the process models are consideredat steady state conditions only, consisting of the phenomenaas well as mass and energy balances. Eqs. (4) and (5) repre-
sent the flowsheet physical constraints and equipment designspecifications, for example, the process flowsheet structure andequipment boundaries, respectively. Eqs. (6) and (7) represents PIconstraints, that is, intensification designspecifications and perfor-mance criteria that the feasible flowsheet alternatives must satisfy,for example, the inclusion of intensified (mature/novel) equip-ment within the search space of available unit operations andthe improvement of sustainability/LCA factors, respectively. Theprocess synthesisintensification problem to be solved becomes amixed integer non-linear programming (MINLP) problem because,as seen from Eqs. (1)(7), the objective function and constraintscan be linear and non-linear and binary decisions must be madein selection between different phenomena/tasks/equipment forthe generation of feasible flowsheet alternatives (Papoulias andGrossmann, 1983; Quaglia et al., 2012; Lutze et al., 2013).
2.2. Solution approach: decomposition based solution strategy
In order to manage the complexity related to the solution ofthe MINLP synthesis-intensification problem, an efficient and sys-tematic solution approach is needed. One approach (Karunanithiet al., 2005), decomposes the problem into a set of sub-problems
that are solved according to a pre-defined calculation order. Mostof the sub-problems require bounded solution of a sub-set of equa-tions and the final sub-problem is solved as a set of NLP or MILP.Therefore flowsheet alternatives are generated by simultaneouslysolving the processmodel equations, Eqs. (2) and (3), subjectto theconstraints defined in Eqs. (4) and (5).
The objective function defined by Eq. (1) is calculated andordered for the remaining feasible flowsheet alternatives. The gen-erated alternatives are then assessed using a set of PI performancecriteria specified in Eq. (7). The performance criteria are related tothe performanceand improvement in economic, sustainability andLCA factors, of the whole or part of the process through the appli-cation of hybrid/intensified unit operations(Lutze et al., 2012; Babiet al., 2014b). The flowsheet alternative(s) that give the best objec-tive function value are selected as the more sustainable processdesigns. Note that a direct solution of the MINLP problem is alsopossible (Zondervan et al., 2011; Quaglia et al., 2014).
2.3. Phenomena-based synthesis and a comparison to CAMD
Phenomena-based synthesis is defined as the generation ofmore sustainable designs from the combination of phenomenabuilding blocks (PBBs) at the lowest scale (phenomena) that per-form a task at the higher scale (task). Therefore, in performingphenomena-based synthesis, PBBs are combined to form simul-taneous phenomena building blocks (SPBs), that are combined toform basic structures that perform a task or set of tasks, usingpre-defined rules. These basic structures are then translated into
unit operations (highest scale) that constitute the final flowsheet
http://localhost/var/www/apps/conversion/tmp/scratch_4/dx.doi.org/10.1016/j.compchemeng.2015.04.030http://localhost/var/www/apps/conversion/tmp/scratch_4/dx.doi.org/10.1016/j.compchemeng.2015.04.0307/23/2019 Sustainable Process SynthesisIntensification_2015
4/27
Please cite this article in press as: Babi DK, et al. Sustainable process synthesisintensification. Computers and Chemical Engineering(2015), http://dx.doi.org/10.1016/j.compchemeng.2015.04.030
ARTICLE IN PRESSG Model
CACE-5183; No.of Pages27
4 D.K. Babi et al./ Computers and Chemical Engineering xxx(2015) xxxxxx
Fig. 2. A comparison of phenomena-based synthesis to CAMD.
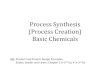
alternatives. The combination of PBBs to generate basic structuresis rule based and analogous to CAMD (Harper and Gani, 2000)where atoms are combined to generate functional groups that arecombined to form molecules with a set of desired properties (per-formance criteria). The comparison of phenomena-based synthesisto CAMD is shown in Fig. 2.
2.3.1. Phenomena building blocks and simultaneous phenomena
building blocks
A phenomena building block (PBB) is considered in this workas the smallest unit that performs a task in a process. For example,a mixing PBB performs a mixing task. A simultaneous phenomenabuilding block (SPB) is defined as the combination of one or morephenomena building blocks using predefined combination rules.
Most chemical processes can be represented by different com-binations of mass, energy and momentum transfer phenomena(Lutze et al., 2013) such as mixing (M), two-phase mixing (2phM),heating (H), cooling (C), reaction (R), phase contact (PC), phasetransition (PT) phase separation (PS) and dividing (D). A divid-ing phenomena divides a stream into one or more streams. EachPBB contributes to mass and energy balances that are solved forthe system boundary of the SPB. The inlet/outlet stream statesof the PBBs are liquid (L), vapor (V), solid(S) and/or their com-
binations, for example, vapor and liquid (VL), liquidliquid (LL),vaporliquidliquid (VLL), and solidliquid (SL).It should be noted that all possible combinations of SPBs are
obtained from the combinations of the 9 PPBs listed above. The 9individual phenomena building blocks are used in the generationof feasible SPBs using the following rules:
M If separation or reaction is occurring, mixing of the com-pounds in the separating mixture and/or mixing of the reactantsoccur therefore, a M PBB is required;
R If a reaction is occurring, rawmaterials areconvertedto prod-ucts, therefore, a R PBB is required;
2phM If separation or reaction is occurring in a two phase sys-tem, mixing of the two phases occur therefore, a 2phM PBB isrequired;
PC If two phases are present then, contact of between the twophases occur therefore, a PC PBB is required;
PT If two phases are present then transition from one phaseto the other occur, for example, consider a vapor-liquid systemwhere liquid transitions into vapor due to heating and vaportransitions into liquid due to cooling. When this occurs a PTPBB is required;
PS If two phases are present then separation of the two phasesoccur therefore, a PS PBB is required;
H/C If a single phase or multiple phases are present and thereare changes in enthalpy due to internal and/or external energysources then a H or C PBB is required;
D If the dividing of streams isneededthena D PBB is required.
Fig. 3(a)(c) highlights the representation of three different unitoperations in terms of SPBs that areformed bycombinationof PBBs.This is explained as follows:
Flash vessel (phases: vapor and liquid) In the flash vessel thefollowing are occurring simultaneously, mixing plus two phasemixing, phase contact between vapor and liquid, transition fromone phase into another and the separation of two phases. There-fore, the following PBBs are required in order to generate feasible
SPBs that represent the flash vessel, M, 2phM, PC(VL), PT(VL),PS(VL) as highlighted in Fig. 3(a); Distillation column (phases: vapor and liquid) In the distilla-
tion column, the same PBBs as the flash vessel are selected plusheating and cooling PBBsfor properly representing the condenserand reboiler. The following PBBs are required in order to gener-ate feasible SPBs that represent the distillation column, M, 2phM,PC(VL), PT(VL), PS(VL), H, C as highlighted in Fig. 3(b);
Reactive distillation (phases: vapor and liquid) In the reac-tive distillation column, the same PBBs as the distillation columnare selected plus reaction because reaction and separation arealso occurring simultaneously. The following PBBs are requiredin order to generate feasible SPBs that represent the reactivedistillation column, M, 2phM, PC(VL), PT(VL), PS(VL), H, C, R ashighlighted in Fig. 3(c).
http://localhost/var/www/apps/conversion/tmp/scratch_4/dx.doi.org/10.1016/j.compchemeng.2015.04.030http://localhost/var/www/apps/conversion/tmp/scratch_4/dx.doi.org/10.1016/j.compchemeng.2015.04.0307/23/2019 Sustainable Process SynthesisIntensification_2015
5/27
Please cite this article in press as: Babi DK, et al. Sustainable process synthesisintensification. Computers and Chemical Engineering(2015), http://dx.doi.org/10.1016/j.compchemeng.2015.04.030
ARTICLE IN PRESSG Model
CACE-5183; No.of Pages27
D.K. Babi et al. / Computers and Chemical Engineering xxx(2015) xxxxxx 5
Fig. 3. Basic structures representing three unit operations (a) a flashcolumn, (b) distillationand (c) a single feed reactive distillationcolumnwith reaction only.
2.3.2. Basic structures
A basic structure is defined as the combination of multiple SPBsusing predefined combination rules (Babi et al., 2014b). A basicstructureperforms a targeted or set of targeted tasks andare repre-sented by SPBs, which are classified as initiator, intermediate andterminator (for more details, see Table S1 in the supplementarymaterial). An initiator SPB is one that fulfills the main objective ofa task but may not fulfill the entire task. A terminator SPB repre-
sents the final task to be performed in an operation. An initiatorSPB, when repeated more than once to represent an operation isclassified as an intermediate SPB. These intermediate SPBs can berepeated multiple times to complete the tasks of an operation.A basic structure can then be expanded in order to fulfill a task.When a basic structure is expanded and fulfills a task, it is referredto as the completion of the desired (needed) operation which isthen translated into a unit operation (see Fig. 3). The number oftimes an intermediate SPBs can be repeated is determined by usingthe extended Kremser method (Lutze et al., 2013), for example,the number of trays of a distillation column is equivalent to thenumber of repeated intermediate SPBs. For a flash vessel the basicstructure is also an operation and as it performs (see Fig. 3(a)) thedesired separation task. However, for the distillation column and
reactive distillation column, intermediate SPBsmust be added until
the process specifications (such as product purity, recovery, etc.)are matched (see Fig. 3(a)(c)).
2.4. Criteria for evaluation
In order to evaluate a more sustainable design compared to thebase case design for identifying non-tradeoff designs, different per-formance criteria related to economic, sustainability/LCA factorsare applied (Eq. (7)). These are categorized as follows:
1. Economic Cost related, for example:a. Utility costb. Operational costc. Total annualized costd. Profit
2. Sustainability metrics/LCA factors Environmental related, forexamplea. Carbon footprintb. Environmental impacts (Kalakul et al., 2014):
i. HTPI Human Toxicity Potential by Ingestionii. HTPE Human Toxicity Potential by Exposure
iii. GWP Global Warming Potential
http://localhost/var/www/apps/conversion/tmp/scratch_4/dx.doi.org/10.1016/j.compchemeng.2015.04.030http://localhost/var/www/apps/conversion/tmp/scratch_4/dx.doi.org/10.1016/j.compchemeng.2015.04.0307/23/2019 Sustainable Process SynthesisIntensification_2015
6/27
Please cite this article in press as: Babi DK, et al. Sustainable process synthesisintensification. Computers and Chemical Engineering(2015), http://dx.doi.org/10.1016/j.compchemeng.2015.04.030
ARTICLE IN PRESSG Model
CACE-5183; No.of Pages27
6 D.K. Babi et al./ Computers and Chemical Engineering xxx(2015) xxxxxx
iv. HTC Human toxicity (carcinogenic impacts)v. HTNC Human toxicity (non-carcinogenic impacts)
3. Sustainable process synthesisintensification framework
The detailed workflow for the systematic, computer-aided,multi-stage, multi-scale framework for sustainable processsynthesisintensification together with the different computer-
aided tools utilized by the framework is shown in Fig. 4.The framework is based on the proposal ofLutze et al. (2013)
where theconceptof phenomenabasedsynthesis wasproposedforintensification of an entire process. The ideas ofLutze et al. (2013)have been extended and briefly described by Babi et al. (2014a,2014b, 2014c). In this paper,a detailed andfull version of themulti-scale framework is presented.
The framework consists of 8 steps that operate at the unitoperation-task scales and, 4 integrated task-phenomena-basedsynthesis (IT-PBS) stepsthat operate at the task-phenomena scales.According to the work-flow (see Fig. 4), in each step an objectivemust be accomplished in order to proceed to the next step. Theinformation from a previous step is used as the input to the nextstep.Note, however, additional data/information may be neededas
input to a step. To achieve the objective of each step, the user mustperform a series of actions. Each step of the work-flow is presentedtogether with a list of associated methods and tools.
3.1. Step 1 problem definition
Objective: To obtain production and cost information about theraw materials and products.
Action 1.1 Perform a literature/online search to find the mainuses of the product (or products) to be produced.
Action 1.2 Perform a literature/online search in order to, esti-mate the annual production of the product.
Note The main uses of the product provide the informationneeded to establish the motivation for determining more sustain-
able flowsheet designs for production of this product.
3.2. Step 2 problem (and Fobj) definition
Objective:Todefinethemathematicalproblemintermsofobjec-tive function and constraints.
Action 2.1 Define the problem, that is, whether a new processor an existing process retrofit is to be investigated.
Action 2.2 Define the objective function (Eq. (1)) to be max-imized or minimized, for example, profit, utility cost, operationalcost or total annualized cost.
Action 2.3 Define the constraints. The constraints are of fourtypes, logical constraints (1), structural constraints (2), opera-tional constraints (3) and performance criteria (
-
). An example of
each constraint is as follows:
1. 1 The product (and by-product) purity;2. 2 PBBs are connected to form SPBs based on combination
rules;3. 3 Raw materials are assumed to be in their pure state except
if otherwise defined;4.
- Sustainability and LCA factors must be the same or better.
The full list of the constraints mentioned above is given as sup-plementary material in Table S2.
Note The problem statement provides the scope of the syn-thesis, design and more sustainable design problem, related to the
design of a new process or the retrofitting of an existing process.
The objective function is one of the means by which the generatedflowsheet alternatives are quantitatively compared.
3.3. Step 3 reaction identification/selection
Objective: (1) To select the reaction pathway, raw materialsstate and catalyst; and (2) To determine the reaction type, that is,exothermic or endothermic.
Action 3.1 Perform a literature-search to find a feasible reac-tion pathway for producing the desired product. If more than onereaction pathway is found then a reaction pathway analysis is rec-ommended, for example, that proposed by Kongpanna et al. (2014).If available, retrieve reaction equilibrium data (for example, equi-librium data), catalystinformation (homogenousor heterogeneous,selectivity, deactivation, etc.) and reaction kinetics, for the selectedreaction pathway. If no reaction information can be obtained thenreaction path synthesisfor identification of a feasible setof reactionpaths, of which, one must be selected, can be performed (Voll andMarquardt, 2012).
Action 3.2 Identify the phase(s) of the reaction, that is, thephase(s) in which the reaction takes place. Determine the heat ofreaction, identify if the reaction is reversible or irreversible, and,identify the reaction type, that is, exothermic or endothermic. The
heat of reaction is determined from the reaction data and the heatsof formationHFi, of the reactants and products.
Note The reaction information also provides important addi-tional information number of phases and phase types as wellas information about the catalyst(s) that are used. These data areneeded for rigorous simulation and modeling in steps 78 and IT-PBS.3, respectively.
3.4. Step 4 check for availability of the base case design
Objective: To select a base case design (process route) based ona literature survey or on the process information on stored in a PIknowledge-base.Note, if a basecase design hasbeenuser-specified,proceed to step 5.
Action 4.1 Perform a literature-search to check if an availabledesign uses the reaction pathway selected in step 3. If yes, then it ispre-selected as a base case design and one proceeds to step 5, else,proceed to step 6.
Note If a base case design is available then the design needsto be verified (see step 5). However, if a base case design is notavailablethensynthesis,designandinnovationdesignisperformedto generate one (see steps 67).
3.5. Step 5 check for base case feasibility
Objective: To verify the feasibility of the base case designobtained in step 4.
Action 5.1 Apply the process synthesis method of Douglas
(1985). If the base case design does not pass the verification test,then generate a new design (go to step 6).
Note To pass the verification test, the pre-selected designmust satisfy the rules given in process synthesis methodofDouglas(1985) with respect to the inputs/outputs of the process, the sepa-ration tasks structure and the energy structure. If the design passesthe verification test, it is listed as the base case (reference) design.
3.6. Step 6 generate a base case design
Objective: To generate a processing route to be used as a refer-ence (base case) design for the production of the product from theraw materials.
Action 6.1 Generate a processing route using one of the
following three methods (or a combination of them): network
http://localhost/var/www/apps/conversion/tmp/scratch_4/dx.doi.org/10.1016/j.compchemeng.2015.04.030http://localhost/var/www/apps/conversion/tmp/scratch_4/dx.doi.org/10.1016/j.compchemeng.2015.04.0307/23/2019 Sustainable Process SynthesisIntensification_2015
7/27
Please cite this article in press as: Babi DK, et al. Sustainable process synthesisintensification. Computers and Chemical Engineering(2015), http://dx.doi.org/10.1016/j.compchemeng.2015.04.030
ARTICLE IN PRESSG Model
CACE-5183; No.of Pages27
D.K. Babi et al. / Computers and Chemical Engineering xxx(2015) xxxxxx 7
Step 1
Need Identification
Step 2
Problem Definition
Step 3
Reaction
identification/
selection
Step 4
Availability-Base
Case?
Step 5
Base Case
Feasibility?
Step 6
Generate a base
case design
Step 7
PerformRigourous
simulation
seYoN
No
Step 8
Economic,
Sustainability &
LCA Analysis
IT-PBS.1
Process Analysis
IT-PBS.2
Identification of
desirable tasks &
phenomena
IT-PBS.3
Generation of
feasible flowsheet
alternativesPerform
Economic-
Sustainability
analysis
Selection of best
flowsheet
IT-PBS.4
Data/Information
C
o
m
p
le
x
i
t
y
ASPEN/
PROII
ECON
LCSoft
Final flowsheet
inclusive of PI
Computer-Aided Tools
Database
ECON
SustainPro
LCSoft
MoT
Part I-Synthesi s and Design
Stage 1 and Stage 2
Part II-Innovative Design
Stage 3
Framework Work-flow &
Architecture
Integrated Task-Phenomena based Synthesis
Fig. 4. Framework workflow and architecture for sustainable process synthesisintensification.
superstructure optimization (Grossmann, 2012; Quaglia et al.,2014), themeans-ends analysis (Siirola, 1996) and thermodynamicinsights (Jaksland et al., 1995). Identify feasible tasks for reactionand separation based on pure compound and mixture propertyanalyses (thermodynamic insights). From these results, unit oper-ations that fulfill the identified tasks are identified (Jaksland et al.,1995).
Note The base case (processing route)generatedfrom this stepdoes not include the use of hybrid/intensified unit operations, but
only well-known unit operations.
3.7. Step 7 perform rigorous simulation
Objective: To rigorously simulate the base case (reference)design.
Note The rigorous simulation of the base case (reference)process design provides the data (properties of all streams inthe flowsheet obtained from mass and energy balance) neededto perform the economic, sustainability and LCA analyses. Thedata needed to set-up a rigorous simulation are, number of unitoperations, number of streams, stream properties, number of com-pounds, number of reactions, and unit operations specific data, forexample, the number of trays, reflux ratio and product recovery.
3.8. Step 8 economic, sustainability and LCA analysis
Objective: To identify process hot-spotsas targets for sustainabledesign through rigorous; economic, sustainability and LCA analy-ses.
Action 8.1 Preform an economic analysis. Models availablein Peters et al. (2003) were used (supplemented by Biegler et al.,1997). The software, ECON (Kalakul et al., 2014), which has thesemodelshas been used.Retrievethe utility costsand thecapitalcostsfor each unit operation.
Action 8.2 Perform a sustainability analysis (see Section 4.2). AsustainabilityanalysisbasedonthemethodofCarvalho et al. (2009)and implemented in a computer-aided tool, SustianPro (Carvalho
et al., 2013), is recommended.
Action 8.3 Perform a LCA analysis. A LCA analysis based onan indicator based method using a cradle to the gate concept andimplementedin a computer-aided tool, LCSoft(Kalakuletal.,2014),is recommended. Retrieve the carbon footprint (CO2footprint) andenvironmental impact for each unit operation.
Action 8.4 Translatethe indicatorvalues from theanalyses intotargets process hot-spots elimination using Table 1.
Action 8.5 Translate the process hot-spots into design targetsusing Table 2.
NoteTheeconomicanalysisprovidesanindicatorrelatedtothedistribution of utility costs and operating costs. The sustainabilityanalysis provides information on where in the process economicvalue is being lost, for example, raw material loss in a wastestream. The LCA analysisprovides environmental indicatorsrelatedto how sustainable the process is with respect to the environment,for example, through the calculation of the carbon footprint. Themethod and tools used for these analyses are explained in Section4. The results from the economic, sustainability and LCA analysesaretranslatedintoprocesshot-spots,fromwhichthemostsensitiveareselectedas designtargets.Matching ofthesedesign targets min-imizes/eliminates the process hot-spots and therefore, generatesnon-tradeoff process designs.
3.9. IT-PBS.1 process analysis
Objective: Translatethe base case flowsheet into tasks, PBBs andthe PBBs associated with each hot-spot.
Action IT-PBS.1.1 Translate the base case flowsheet into a task-based flowsheet by applying Algorithm I.1 (see Section 4.1.1).
Action IT-PBS.1.2 Translate the task-based flowsheet intophenomena basedflowsheet using Algorithm I.2 (see Section 4.1.1)and store the identified PBBs.
Action IT-PBS.1.3 Retrieve pure compound data (see Table 14)from any appropriate properties database, for example the CAPECdatabase (Gani et al., 1997) and perform a mixture analysis(Jaksland et al., 1995): (1) analysis of pure compound propertiesusing a binary ratio matrix, (2) azeotropic analysis including its
pressure dependency and (3) miscibility analysis.
http://localhost/var/www/apps/conversion/tmp/scratch_4/dx.doi.org/10.1016/j.compchemeng.2015.04.030http://localhost/var/www/apps/conversion/tmp/scratch_4/dx.doi.org/10.1016/j.compchemeng.2015.04.0307/23/2019 Sustainable Process SynthesisIntensification_2015
8/27
Please cite this article in press as: Babi DK, et al. Sustainable process synthesisintensification. Computers and Chemical Engineering(2015), http://dx.doi.org/10.1016/j.compchemeng.2015.04.030
ARTICLE IN PRESSG Model
CACE-5183; No.of Pages27
8 D.K. Babi et al./ Computers and Chemical Engineering xxx(2015) xxxxxx
Table 1
List of established relations between indicator values and theprocess hot-spots.
Indicator values Base case property Cause Identified processhot-spot
1, raw material recycle/cost1-MVA
Un-reacted rawmaterials
Equilibrium reaction -Activation problems-Limitingequilibrium/rawmaterial loss-Contact problems of
raw materials/limitedmass transfer-Limited heat transfer
2-utility cost2-EWC1-CO2equivalent
Hrxn
7/23/2019 Sustainable Process SynthesisIntensification_2015
9/27
Pleasecitethisarticlein
pressas:BabiDK,etal.Sustainableprocesssynthesisintensification.ComputersandChemicalEngineering
Table 2
Translation of process hot-spots into design targets.
Design (Intensification)targets
Process hot-spots
Activationproblems
Limitingequilibrium
Contactproblems ofraw materi-als/limitedmasstransfer
Limited heattransfer
Highlyexothermicreaction
Highlyendothermicreaction
Explosivemixture
Degradationbytemperature
Formationundesiredside-products
Increase raw materialconversion
* * * *
Reaction-change in catalyst * * *
Reaction-use of a solvent * * * *Reaction-new * * * * * *Reaction-mixing * *Reduce raw material loss * * * * *Reduce product loss *Reduce energy
consumption* * * * *
Reduce utility cost * * * * *Improvements in
LCA/Sustainabilityindicators
* * * * * * * * *
Unit operations reduction * * * * * * * * *Product purity * * * * * * * * *Production target * * * * * * * * *Reduce operational cost * * * * * * * * *Waste minimization * * * * * * * * *
Note: * represents thecorresponding design target fora given process hot-spot.
7/23/2019 Sustainable Process SynthesisIntensification_2015
10/27
Please cite this article in press as: Babi DK, et al. Sustainable process synthesisintensification. Computers and Chemical Engineering(2015), http://dx.doi.org/10.1016/j.compchemeng.2015.04.030
ARTICLE IN PRESSG Model
CACE-5183; No.of Pages27
10 D.K. Babi et al./ Computers and Chemical Engineering xxx(2015) xxxxxx
Table 3
List of relationships between tasks, PBB,operating variables andproperties.
Task PBB Operating variables Properties to be checked Example
Reaction (single phase)Concentrations below thedew point line
R T, P TB, TM, Tazeotrope
Single phase is liquid-P-Reaction pressure (reported inliterature)
T lowest boiling compound or azeotropeT lowest highest melting compound
Reaction (two phase) R T, P TB, TM, Tazeotrope
Phases: vapor/liquid P reaction pressureT highest boiling compound in theliquidphaseT lowest melting compound
Mixing (single phase)Concentrations below thedew point line
M T, P TB, TM, Tazeotrope
Ideal mixing: T lowest melting compound
Ideal mixing: T highest boiling compoundVapour mixing: T lowest boiling compound or minimumboiling azeotrope
Two-phase mixingConcentrations in VLequilibrium regions arebetween thedew andbubble point line
2phM T, P TB, TM, TazeotropeT lowest melting compound
T 2nd highest boiling compound or minimum boilingazeotrope
Heating/cooling H/C T TST, TTD NAPhase contact PC
VL: NALL:NASL: NA
Phase transitionConcentrations in VLequilibrium regions arebetween thedew andbubble point line
PT T, P TB, TazeotropeT lowest boiling compound or minimum boilingazeotrope
T highest boiling compound or maximum boilingazeotrope
Phase Separation PS VL: NALL:NASL: NA
Note: NA not applicable, T temperature, P pressure, TB boiling point, TM melting point, TST thermal stability and TTD thermal decomposition.
of hybrid/intensified unit operations that may constitute the flow-sheet alternatives investigated in IT-PBS.4. First, retrieve modelsfrom a model library incorporated in ICAS-MOT (Heitzig et al.,2011) for hybrid/intensified unit operations, for example, reactivedistillation and membrane reactor. Second, perform model-basedstudies, for example, conversion and product purity achieved forreaction plus separation occurring simultaneously. Third, screentheflowsheetalternativesusingthedefinedlogicalconstraints(1),structural constraints (2), operational constraints (3) for furtherinvestigation in IT-PBS.4.
Note Multiple basic structures may perform the same task,
thereby, expanding the search space for unit operations inclusiveof hybrid/intensified unit operations. Also,the same basicstructuremay perform multiple tasks, thereby, reducing the number of unitoperations in a generated flowsheet alternative. Basic structuresare used to identify feasible task-basedflowsheet alternatives froma task-based superstructure. The basic structures are translatedinto unit operations that includes well-known plus novel/maturehybrid/intensified unit operations (where applicable).
3.12. IT-PBS.4 comparison and selection of the best flowsheet
alternatives
Objective: To perform economic, sustainability and LCA analy-ses and calculate the objective function for selection of the best
flowsheet alternative.
Action IT-PBS.4.1 Calculate the economic, sustainability andLCA indicators by applying actions 13 from step 8.
Action IT-PBS.4.2Calculatetheobjectivefunctionvalueforeachfeasible flowsheet alternative and select the best flowsheet alter-native by ordering them according to objective function values.Each feasible flowsheet alternative must also satisfy the followingconstraints: logical (1), structural (2), operational (3), perfor-mance criteria (
-, step 2) and design targets (see step 8). The
improvements related to sustainability/LCA factors are part of theperformance criteria and are simultaneously checked and com-paredtothebasecasedesign.Innon-tradeoffsolutions,theselected
alternatives must show improvements (or no change) with respectto all considered performance criteria.
4. Process synthesisintensification: algorithms,
supporting methods and tools
4.1. Process synthesisintensification algorithms
Application of the process synthesisintensification frameworkrequires the use of different algorithms, as highlighted above. Thealgorithms are grouped into two sets: set-I correspond to algo-rithms that are needed to decompose the problem from the largestscale (unit operation) to thesmallest scale (phenomena);set-IIcor-respond to those that are needed to aggregate from the smallest
scale to the largest scale. Set-I consists of three sub-algorithms
http://localhost/var/www/apps/conversion/tmp/scratch_4/dx.doi.org/10.1016/j.compchemeng.2015.04.030http://localhost/var/www/apps/conversion/tmp/scratch_4/dx.doi.org/10.1016/j.compchemeng.2015.04.0307/23/2019 Sustainable Process SynthesisIntensification_2015
11/27
Please cite this article in press as: Babi DK, et al. Sustainable process synthesisintensification. Computers and Chemical Engineering(2015), http://dx.doi.org/10.1016/j.compchemeng.2015.04.030
ARTICLE IN PRESSG Model
CACE-5183; No.of Pages27
D.K. Babi et al. / Computers and Chemical Engineering xxx(2015) xxxxxx 11
Table 4
List of objectives and outcomes of each sub-algorithm employed in the processsynthesisintensification framework.
Sub-algorithm Objective
Algorithm I.1 To transform a base case flowsheet into atask-based flowsheet
Algorithm I.2 Identificationof thePBBs in thebase caseflowsheetTo transformthat task-based, base case
flowsheet, to a phenomena-based flowsheetAlgorithm I.3 Identificationof desirable taskand PBBs forovercoming the identified process hot-spotsIdentificationof thePBB searchspace
Algorithm II.1 Generation of feasible SPBs using combinationrules
Algorithm II.2 Generation of a task-based superstructure foridentifying feasible task-based flowsheets
Algorithm II.3 Identificationof feasible tasks to be performedAlgorithm II.4 Generation of basic structuresAlgorithm II.5 Generation of task-based flowsheetsAlgorithm II.6 Translation of basic structures into unit
operations
while set-II consists of six sub-algorithms. A summary of theobjec-tive of each sub-algorithm is given in Table 4.
4.1.1. Set-I algorithms
For the application of set-I algorithms, the following problemdefinition is used: Given: a base case design and identified processhot-spots that have been translated into design targets; Identify: aset of desirable tasks and the PBBs representing these tasks.
Algorithm I.1. Identify each unit operation; find their corre-sponding tasks (from a database of unit operation versus tasks);replace each unit operation by a single or multiple tasks to obtaina task-based flowsheet.
AlgorithmI.2. For each task, find the corresponding PBBs (from adatabase of tasks versus PBBs); replace each task with their corre-sponding PBBs to obtain a PBB-based flowsheet. The database usedfor the identification of PBBs based on tasks and unit operationsis given as supplementary material in Table S4. An example of theapplication ofAlgorithm I.1 and Algorithm I.2 is shown in Fig. 5.
Algorithm I.3. Identify alternative tasks and their correspondingPBBs from the identified hot-spots (from a database of known hot-spots, tasks and PBBs linked to property ratio matrices of binarymixtures); add these PBBs to the original list of PBBs. The databaseused for the identification of PBBs based on tasks and unit opera-tions is given as supplementary material in Table S5.
4.1.2. Set-II algorithms
For the application of set-II algorithms, the following problemdefinition is used: Given: a set of phenomena building blocks and
design targets; Identify: generate feasible sustainable designs thatminimizes/eliminates process hot-spots and satisfies the designtargets.
Algorithm II.1.
Calculate the number of possible SPBs using Eq. (9) (Lutze et al.,2013) where nPBBE, nPBBM and nPBBD are the number (n) ofenergy (E, that is, heating and cooling), mixing (M) and dividing(D) PBBs, respectively.
NSPBmax =
nPBB,maxk=1
(nPBB 1)!
(nPBB k 1)!k!
+ 1
nPBB,Max= nPBB (nPBBE 1) (nPBBM 1) nPBBD
(9)
Table 5
Generation of feasible SPBs using SPB building blocks.
Inlet Rule
SPB building blockM = C 1 . . . n(L, V, VL) Performs cooling of a
streamM = 2phM 1 . . . n(L, V , LL, V L) Mixing o f a s tream
with two phasesM = R 1 . . . n(L, V, VL) Preforms a reaction
without an externalenergy sourcePC = PT 1 . . . n(VL, LL) Performs the contact of
two phasesPC = PT = PS 1 . . . n(VL, LL) Preforms the
separation of twophases
SPB (feasible)M = 2phM = PC = PT 1 . . . n(LL,VL) Performs the mixing of
two phasesM = R = C 1 . . .n(L,V,VL) Preforms a reaction
with external energysource-cooling
M =R =2phM =PC =PT =PS 1 . . . n(LL,VL) Performs a reaction,phase creation andphase separation
From the total numberof possible SPBs, identify the feasible SPBsusing pre-defined SPB building blocks and combination rules. Anexampleisgivenin Table 5. An SPBbuildingblockis a pre-definedfeasible SPB as is or it can further be combined with other SPBbuilding blocks for generating more SPBs
Algorithm II.2.
Generate the task-based superstructure: Identify the minimumnumber of separation tasks that need to be performed andsequence the tasks starting from all possible reaction tasks toseparation tasks (level 1)
Consider merging of adjacent reaction-separation tasks and
update the task-based superstructure (level 2)
Algorithm II.3. Check the feasibility of the identified tasksthrough mixture property analyses (Lutze et al., 2013; Babi et al.,2014b).
Algorithm II.4. Identify the basic structures that are able to per-form a task; list this task as a feasible task with a correspondingbasic (SPB) structures.
Algorithm II.5. Generate task-based flowsheets consisting ofbasic (SPB) structures.
As an example, consider the reaction (exothermic, single liquidphase) where A and B react to produce C. The order of the boilingpoints of the compounds A, B and C are as follows: A
7/23/2019 Sustainable Process SynthesisIntensification_2015
12/27
Please cite this article in press as: Babi DK, et al. Sustainable process synthesisintensification. Computers and Chemical Engineering(2015), http://dx.doi.org/10.1016/j.compchemeng.2015.04.030
ARTICLE IN PRESSG Model
CACE-5183; No.of Pages27
12 D.K. Babi et al./ Computers and Chemical Engineering xxx(2015) xxxxxx
Fig. 5. Moving toward lower scales, that is, unit operations scale to phenomena scale.
Fig. 6. Task-based superstructure considering task merging (shaded). R task-reactiontask, S task-separation task.
Fig. 7. Task-based flowsheet (shaded) from thetask based superstructure presentedin Fig. 6. R task-reaction task, S task-separationtask.
its corresponding unit operation do not exist, then in principle, anew unit operation is generated. As an example, consider the iden-
tified basic structures for separation task 1 and separation task 2in Table 6. The list of unit operations are then screened based onthe phase identity of the feed stream, use of a mass separatingagent (MSA) and the presence of azeotropes with the data givenin Table 7. The selected feasible unit operations are highlighted inbold in Table 7.
4.2. Supportingmethods and tools
Table 8 gives a list of differentmethods and tools that have beenavailable for use through the process synthesisintensificationframework.
The supporting methods used in the framework for flow-sheet generation and pure compound and mixture analyses are
the means-ends analysis (step 6 and IT-PBS.3) and method of
thermodynamic insights (step 6 and IT-PBS.3). The means-endsanalysis is based on identifying transformation operators, that is,
tasks,for eliminating property differences in movingfrom an initialstate to a goal state (objective) (Siirola, 1996).The method of thermodynamic indicators consists of two lev-
els. In level 1, the binary ratio is calculated and, pure compoundanalysis and mixtures analysis are performed in order to, identifyall feasible tasks for reaction and separation. Feasible separationtechniques, for example extractive distillation, are then identifiedusing thecompoundanalysesand identifiedtasks. In level 2,redun-dant tasks identified in level 1 are removed and the need for theuse of external agents, for example, mass separating agents (forexample, solvents) is identified. The remaining tasks in level 2are screened using model-based calculation and/or graphical tech-niques fordefining a feasible task search space. These tasks that areassociated with the identified unit operations (in level 1) are then
combined to generate flowsheet alternatives (Jaksland et al., 1995).
http://localhost/var/www/apps/conversion/tmp/scratch_4/dx.doi.org/10.1016/j.compchemeng.2015.04.030http://localhost/var/www/apps/conversion/tmp/scratch_4/dx.doi.org/10.1016/j.compchemeng.2015.04.0307/23/2019 Sustainable Process SynthesisIntensification_2015
13/27
Please cite this article in press as: Babi DK, et al. Sustainable process synthesisintensification. Computers and Chemical Engineering(2015), http://dx.doi.org/10.1016/j.compchemeng.2015.04.030
ARTICLE IN PRESSG Model
CACE-5183; No.of Pages27
D.K. Babi et al. / Computers and Chemical Engineering xxx(2015) xxxxxx 13
Table 6
Identified basic structures that perform a task.
Note: * identified from Algorithm II.3.
Table 7
List of identified unit operations based on identified basic structures for three cases: phase identity of feed stream; MSA and the presence of azeotropes.
SPB initiator in the basic structure Task Reaction/separationoperation Screening 1:feed phase Screening 2:MSA-Y/N Screening 3:azeotrope
=2phM = PC(VL) = PT(VL) = PS(VL) Separation Partial condensation orvaporization
Vapor and/orliquid
N N
=2phM = PC(VL) = PT(VL) = PS(VL) Separation Flash vaporization Liquid N N=2phM=PC(VL)=PT(VL)=PS(VL) Separation Distillation Vapor and/or
liquid
N Y/N
=2phM =PC(VL) =PT(VL) =PS(VL) Separation Extractive distillation Vapor and/orliquid
Y Y/N
=2phM = PC(VL) = PT(VL) = PS(VL) Separation Reboiled absorption Vapor and/orliquid
Y N
=2phM = PC(VL) = PT(VL) = PS(VL) Separation Stripping Liquid Y N=2phM = PC(VL) = PT(VL) = PS(VL) Separation Refluxed stripping (steam
distillation)Vapor and/orliquid
Y N
=2phM = PC(VL) = PT(VL) = PS(VL) Separation Reboiled stripping Liquid N N=2phM = PC(VL) = PT(VL) = PS(VL) Separation Evaporation Liquid N N=2phM = PC(VL) = PT(VL) = PS(VL) Separation Divided Wall Column Vapor and/or
liquid
N N
=2phM = PC(VL) = PT(VL) = PS(VL) Separation Supercritical Extraction Liquid Y N=PC(VL)=PT(PVL)=PS(VL) Separation Membrane-pervaporation Vapor N Y =PC(VL)=PT(VV)=PS(VV) Separation Membrane-vapor-
permeation
Vapor N Y
The sustainability analysis uses an indicator-based methodol-ogy where a set of calculated closed- and open-path indicatorsfor identifying the most critical paths that are used to identify theprocess hot-spots within any process flowsheet. The method cal-culates and ranks a set of mass and energy indicators, from dataobtained from steady-state process simulation or plant real-timedata (Carvalho et al., 2009). A brief explanation of the sustaina-bility indicators and what should be done in order to improve theprocess are presented:
Material value added (MVA) The indicatorprovides an estimateof thevalue added between theentranceand exit (open path) of agivencompoundinagivenprocessstream(path).Negativevaluesof this indicatorshow that thecomponent haslost itsvaluein thisopen-path and therefore, point to potential for improvements.
Energy and waste cost (EWC) The indicator is applied to bothopen- and closed-paths (recycle streams). It takes into accountthe energy (EC) and compound treatment costs (WC). The indica-tor represents the maximum theoretical, amount of energy that
http://localhost/var/www/apps/conversion/tmp/scratch_4/dx.doi.org/10.1016/j.compchemeng.2015.04.030http://localhost/var/www/apps/conversion/tmp/scratch_4/dx.doi.org/10.1016/j.compchemeng.2015.04.0307/23/2019 Sustainable Process SynthesisIntensification_2015
14/27
Please cite this article in press as: Babi DK, et al. Sustainable process synthesisintensification. Computers and Chemical Engineering(2015), http://dx.doi.org/10.1016/j.compchemeng.2015.04.030
ARTICLE IN PRESSG Model
CACE-5183; No.of Pages27
14 D.K. Babi et al./ Computers and Chemical Engineering xxx(2015) xxxxxx
Table 8
Methods and supporting information for performing synthesis, design and sustainable design.
Synthesis Design Innovative design
Methods SuperstructureOptimization
Simulation and analysis -Process intensification-Generation of more sustainbledesigns
Input data -Compounds-Reactions-Conversion
-Separation factors-Unit operations
-Compounds-Reactions-Conversion/kinetics
-Thermodynamic model-Unit operations
-Compounds-Mass balance-Energy balance
-Unit operations (inclusive ofhybrid/intensified)Result -Processing route -Final design
-Process hot-spots-Design targets
-Sustainable design-Improvement in economic factors-Improvement inLCA/environmental factors
Model -Balance models (mass and energy) -Thermodynaimc models-Process models-Control models
Design and sustainabilty share the
same common tools
Model complexity Simple but qualitatively correct More complex but qualitatively as wellas quantitatively correct
Simple but qualitatively correct(design tagets identification)Complex but qualitatively as wellas quantitatively correct(evaluation of alternatives)
Model solution s tragety Complex b ecause o f the n umber o f alternatives to evaluate
Complex becauseof thetype ofmodels-rigorous
Qualitatively correct (design tagetsidentification)Complex because of thetype ofmodels-rigorous (evaluation ofalternatives)
Tools -GAMS-Excel+GAMS-EOLO+GAMS
-ICAS-PROII+-ASPEN-HYSYS-MoT-gPROMS-SuatinPro-LCSoft-SimaPro
Design and sustainability share the
same common tools
can be saved in a path. High values of this indicator show highconsumption of energy and waste costs. Therefore, these pathsshould be considered in order to reduce the indicator value.
Total value added (TVA) The indicator describes the economic
impact of a compound in a path. It is the difference between MVAand EWC. Therefore, negative values of this indicator show highpotentialfor improvements related to thedecrease in the variablecosts.
The tools used in the framework for performing various calcu-lations associated with synthesis, design andinnovation design arepresented in Table 9.
5. Application of process synthesisintensification: case
study
Applicationofeachstepoftheframeworkishighlightedthroughacasestudyinvolvingtheproductionofdi-methylcarbonate(DMC)
frompropylenecarbonate (PC)and methanol (MeOH)with, propyl-ene glycol (PG) as a by-product.
5.1. Step 1 need identification
Action 1 Di-methyl carbonate (DMC) is an important, envi-ronmentally friendly, bulk chemical that is used as a fuel additivecompared to methyl tert-butyl ether (MTBE) (Bilde et al., 1997),among other uses. The by-product of the reaction considered inthis case study is also a valuable product, that is, propylene gly-col (PG). Propylene glycol can be used for making plastics and heattransfer fluids, among others (CEFIC, 2008).
Action 2 The total production per year of DMC based onthree of the main producers, Henan Zhongyuan Dahua Group
located in China and, UBE and HighChem located in Japan, is
100103 tons/year (World of Chemicals, 2012). Therefore, thespecified production targetis 1700 kg/h (Holtbruegge et al., 2013a).The purity of the product and by-product are set to be greater thanor equal to 99.9wt% and 99wt%, for DMC and PG, respectively.
5.2. Step 2 problem definition
Action 1 Problem statement: The identification of more sus-tainable process designs for the production of DMC.
Action 2 The objective function is defined in terms of mini-mizing the total annualizedcost, Eq. (10) subject to constraints andperformancecriteria. In Eq. 10,C,m, Eand trepresent cost,mass andenergy flows, and the project lifetime set at 10 years, respectively:
Max Fobj =
EiCUt,i + (CEquip/tproj)
mprod(10)
Action 3 The considered constraints are given in Table 10.
5.3. Step 3 reaction identification/selection
Action 1 The raw materials for the selected reaction areMeOH and PC. The Gibbs free energy, G0 = 4.76 kJ/mol at standardconditions (T=298K and P= 1 bar) and the equilibrium constant,Keq =0.247, is obtained by fitting experimental data to a model(Williams et al., 2009). The operating temperature of thereactionisset at 313K based on data reported by Holtbruegge et al. (2013b):
2CH4O + C4H6O3 C3H6O3 +C3H8O2 (11)
Action 2 The products and by-products from Eq. (11) arein theliquid phase. The heat of reaction is calculated to be41.67 kJ/molusing standard heat of formation data, with an equilibrium conver-
sion of approximately 54%. The reaction is an equilibrium reaction,
http://localhost/var/www/apps/conversion/tmp/scratch_4/dx.doi.org/10.1016/j.compchemeng.2015.04.030http://localhost/var/www/apps/conversion/tmp/scratch_4/dx.doi.org/10.1016/j.compchemeng.2015.04.0307/23/2019 Sustainable Process SynthesisIntensification_2015
15/27
Please cite this article in press as: Babi DK, et al. Sustainable process synthesisintensification. Computers and Chemical Engineering(2015), http://dx.doi.org/10.1016/j.compchemeng.2015.04.030
ARTICLE IN PRESSG Model
CACE-5183; No.of Pages27
D.K. Babi et al. / Computers and Chemical Engineering xxx(2015) xxxxxx 15
Table 9
Tools applied in each step of thesustainable process synthesisintensification framework. IT-PBS integrated task-phenomena based synthesis, S step.
Step Method/database Objective S1 S2 S3 S4 S5 S6 S7 S8 IT-PBS.1 IT-PBS.2 IT-PBS.3 IT-PBS.4
ToolICAS/ICAS databasea Database Phase diagram
genera-tion/compounddata
* * *
Azeotrope databasea Database Azeotrope data *
Knowledge-baseb
Database Hybrid/intensifiedunit operations * *
ProPreda Model based PropertyPrediction
* * *
CAPSSa Model based Binary ratio * *ASPEN/PROII Model based Process
simulation* * * *
ECONa Model based Economicanalysis
* *
SuatainProa Model b ased Sustainabilityanalysis
* *
LCSOfta Model based LCA analysis * *MoTa Equation
orientedproblemsolution
Modelevaluation
* *
SolventProc CAMD/Database Solventselection
a Partof ICAS(Gani et al., 1997).b The knowledge base tool consists of a list of hybrid/intensified unit operations (Lutze et al. , 2013; Babi et al. , 2014b) and the information specified in algorithm I and
algorithm II.c The corresponding tool fora given process step in theframework.
that is,it is reversible. The heat of reaction,Hrxn< 0, thereforethereaction is exothermic.
5.4. Step 4 check for availability of the base case design
Action 1 From a literature survey, a known base case design(Schlosberg et al., 2002) is available and was pre-selected. It
Table 10
Logical, structural and operational constraints and, performance criteria for achiev-ing sustainable process synthesisintensification of DMC production.
Objective Constraint Performancecriteria (
-)
1 2 3
Flowsheetstructure: reaction+separation *Reaction o ccurs in t he fi rst u nit o peration *Theproduct purity of DMC and Propyleneglycol is defined is99wt%
*
PBBs are connected to form SPBs based oncombination rules
*
SPBs are connected to form Basic Structuresbased on combination rules
*
Do notuse mass separating agents forreaction/separation
*
Recycle un-reacted raw materials *Do not use recycle s treams i f not necessary *Raw materials,methanol and acetic acidareassumedto be in their pure state
*
Theequilibrium conversion is defined as 54%(is topossibly be increased)
*
Production target of DMC issetat122102 tons/year
*
PI screening criteria forbasic structures to unitoperations: Novel equipment feasible
*
Increase MeOH conversion is explored *Minimization/reduction in energyconsumption
*
Inclusion of intensified equipment *Reduction in the number of unit operations *Waste minimization *Sustainability and LCA factors must be thesame or better
*
is shown in Fig. 8. The pre-selected base case design consistsof 5 unit operations: 1 reactor (R1) and 4 distillation columns(T1T6).
Abriefdescriptionabouttheprocessisasfollows.Therawmate-rials, MeOH and PC, are fed at a mole ratio of 5:1, with MeOH inexcess, to the reactor. In the reactor a trans-esterification reactionoccurs to produce DMC and PG. The reactor outlet (effluent) con-sists of a multi-component mixture of MeOH, PC, DMC and PG. Aminimum boiling azeotrope exists between MeOH/DMC. The first
distillation column (T1) separates PC and PG (bottom of T1) fromthereactor effluent. Thetop of T1 contains MeOH andDMC. Thetopstream of T1 is separated using pressure swing distillation, that is,the use of two distillation columns, (T2 and T3). The feed composi-tionofMeOHandDMC entering T2 at thecolumn pressure of 10baris to the left hand side of the azeotrope, therefore, high purity DMCis obtained as the bottom product of T2 and the top product of T2is the MeOH/DMC azeotrope. The feed composition of MeOH andDMC entering T3at the column pressureof 1 bar isto the right handside of the azeotrope, therefore, MeOH is obtained as the bottomproduct. The recovered MeOH is recycled to the reactor andthe topproduct is the MeOH/DMC azeotrope. In T4, PG is separated fromPC. The recovered PC is recycled to the reactor.
5.5. Step 5 check for base case feasibility
The pre-selected base design in step 4 is verified using the pro-cess synthesis method ofDouglas (1985). Based on the analysisthe pre-selected base case design satisfied the synthesis method.Therefore, step 6 is by-passed.
5.6. Step 7 perform rigorous simulation
Action 1 The base case design is rigorously simulated usingequilibrium based models for the reactor and separators usingAspen Custom Modeler (Holtbruegge et al., 2013b). MeOH isfedinexcess in order to achieve the equilibrium conversion. An overview
of the simulation results is given in Table 11.
http://localhost/var/www/apps/conversion/tmp/scratch_4/dx.doi.org/10.1016/j.compchemeng.2015.04.030http://localhost/var/www/apps/conversion/tmp/scratch_4/dx.doi.org/10.1016/j.compchemeng.2015.04.0307/23/2019 Sustainable Process SynthesisIntensification_2015
16/27
Please cite this article in press as: Babi DK, et al. Sustainable process synthesisintensification. Computers and Chemical Engineering(2015), http://dx.doi.org/10.1016/j.compchemeng.2015.04.030
ARTICLE IN PRESSG Model
CACE-5183; No.of Pages27
16 D.K. Babi et al./ Computers and Chemical Engineering xxx(2015) xxxxxx
Fig. 8. Selected andsimulatedbase case design. The closed path (CP) from the sustainability analysis is also highlighted.
Table 11
Basecase design simulation results.
Value
Feed mole ratio (MeOH:PC) 5:1DMC product (kg/h) 1700Energy usage (MJ/h) 133,563Utility cost ($/year) 4393,537
Table 12
Closed Path (CP6, see Fig. 8) that has thehighest potential forimprovement.
Path Compound Flowrate(kg/h)
MVA(103 $/year)
TVA(103 $/year)
EWC(103 $/year)
CP6 MeOH 761.83 10253
Action 2 The following data are extracted from the simulationof the base case design, detailed mass and energy balance data,number of streams and unit operations that constitute the basecase design. This data is used for the analyses in step 8.
5.7. Step 8 economic, sustainability and LCA analysis
Action13: Aneconomic,sustainabilityandLCAanalysisareper-formed. The sustainability analysis is shown in Fig. 8 where the
most critical stream (path) are highlighted and listed in Table 12.The LCA analysis and utility cost distribution (obtained from theeconomic analysis) are shown in Fig. 9(a) and (b) respectively.
From Table 12, CP6 which follows the raw material MeOH, has ahigh EWC. This translates into a high flow of MeOH being recycledwithin this path, resulting in high loads of energy and waste/use ofutilities. From Fig. 8, the unit operations belonging to this closed-path are T2 and T3. From Fig. 9, T2 and T3 also have high carbonfootprints, that is, the reboiler of these two columns account for30% and 15% of the utility costs.
Action 4 The identified process hot-spotsare given in Table 13.Action 5 Using Table 2, the design targets to be set/met are:
Reduce energy consumption Reduce utility cost
Improvements in LCA/sustainability indicators Unit operations reduction Product purity (kept as the base case) Production target (kept as the base case) Reduce operational cost Waste minimization
Fig. 9. (a) LCA analysis; (b) utility cost distribution. Cond-condenser; Reb-reboiler.
http://localhost/var/www/apps/conversion/tmp/scratch_4/dx.doi.org/10.1016/j.compchemeng.2015.04.030http://localhost/var/www/apps/conversion/tmp/scratch_4/dx.doi.org/10.1016/j.compchemeng.2015.04.0307/23/2019 Sustainable Process SynthesisIntensification_2015
17/27
Please cite this article in press as: Babi DK, et al. Sustainable process synthesisintensification. Computers and Chemical Engineering(2015), http://dx.doi.org/10.1016/j.compchemeng.2015.04.030
ARTICLE IN PRESSG Model
CACE-5183; No.of Pages27
D.K. Babi et al. / Computers and Chemical Engineering xxx(2015) xxxxxx 17
Table 13
Identified process hot-spots forthe basecase design.
Indicator values Base case property Cause Identified processhot-spot
1-raw material cost1-MVA
Un-reacted rawmaterials
Equilibrium reaction -Limitingequilibrium/rawmaterial loss
2-utility cost1-MVA
2-EWC1-CO2eq2-PEI
Un-reacted rawmaterials and
products recovery
-Presence ofazeotrope(s)
-High energyusage-heating/cooling
-Azeotrope-Difficult separation
due to low drivingforce-High energyconsumption/demand
Reaction Task
MeOH+PC
Separation Task
MeOH+DMC/PC+PG
Separation Task
MeOH/DMCSeparation Task
MeOH/DMC
Separation Task
PC/PG
PC
MeOH
DMC
PG
PC
MeOH
Fig. 10. Task based flowsheet of the base casedesign.
Table 14Binary ratio matrix fora set of selected properties.
rij (Binary pair) Property BinaryRatio
Mw Tm Tb RG SolPar VdW VM VP
MeOH/PC 3.19 1.28 1.52 2.20 1.13 2.08 2.10 2736.13MeOH/DMC 2.81 1.56 1.08 2.09 1.46 2.13 2.09 2.28MeOH/PDO 2.37 1.21 1.36 2.03 1.00 2.15 1.82 980.63PC/DMC 1.13 1.22 1.42 1.05 1.30 1.02 1.01 1198.69PC/PDO 1.34 1.05 1.12 1.08 1.12 1.03 1.16 2.79DMC/PDO 1.18 1.28 1.27 1.03 1.46 1.01 1.15 429.61
MW molecular weight (g), Tb normal boiling point (K), RG radius of gyration(), Tm normal melting point (K), VM molar volume (m3/mol), SolPar (Hansen) solubility parameter, VDW (m3/mol) Van der Waal volume, VP (kPa) vaporpressure.
5.8. IT-PBS.1 process analysis
Action 1 The task based flowsheet of the base case design isshown in Fig. 10.
Action 2 The phenomena based flowsheet of the base casedesign is generated and shown in Fig. 11. The identified PBBs inthe base case design are:
Reaction task: M, R, C Separation task: VL-M, 2phM, C/H, PC(VL), PT(VL), PS(VL)
Action 3 The binaryratiomatrix andthe azeotrope analysis are
presented in Table 14 and Fig. 12.
From Fig. 12 a minimum boiling binary azeotrope is foundbetween MeOH/DMC. This is can also be pre-conceived from theboiling point binary ratio matrix value because it is also the onlybinary pair that has a value close to unity. The azeotrope is fur-ther analyzed for pressure dependence and from Fig. 12, it can beseen that the azeotrope is pressure dependent. At low pressuresthe MeOH/DMC azeotropereaches a MeOHpurity of approximately80 mol% and at high pressure the azeotrope disappears.
5.9. IT-PBS.2 identification of desirable tasks and phenomena
Action 1 The additional PBBs selected are PT(PVL), PT(VV), andPS(VV). These are selected as follows. From step 7 one of the iden-tified process hot-spots is the presence of an azeotrope, which may
need to be broken in order to obtain the compounds that are asso-ciated with the azeotrope. Therefore, using Table S5.1, the processhot-spot azeotrope is identified (in column 1). Then, the prop-erties listed in column 3 of Table S5.1 are retrieved from the ICASdatabase (Gani et al., 1997) and from these the binary ratios arecalculated (see Table 14). The rule for selection is that if the binaryratios are greater than 1.2, the corresponding PBBs are selected.For binary ratios close to unity or less than 1.2, the separation pro-moted by the PBBs is not feasible. For example, the boiling pointbinary ratio of the binary pair MeOH/DMC is 1.08 which is closeto unity, therefore, a PBB PT(VL) will most likely not separate astream of these two compounds into two high purity products. Theselected PBBs are PT(PVL), PT(VV), and PS(VV). Therefore, the totallist of PBBs are: R, M, 2phM, C, H, PT(VL), PT(PVL), PT(VV), PC(VL),
PS(VL), PS(VV), D.
http://localhost/var/www/apps/conversion/tmp/scratch_4/dx.doi.org/10.1016/j.compchemeng.2015.04.030http://localhost/var/www/apps/conversion/tmp/scratch_4/dx.doi.org/10.1016/j.compchemeng.2015.04.0307/23/2019 Sustainable Process SynthesisIntensification_2015
18/27
Please cite this article in press as: Babi DK, et al. Sustainable process synthesisintensification. Computers and Chemical Engineering(2015), http://dx.doi.org/10.1016/j.compchemeng.2015.04.030
ARTICLE IN PRESSG Model
CACE-5183; No.of Pages27
18 D.K. Babi et al./ Computers and Chemical Engineering xxx(2015) xxxxxx
M, C, RM, 2phM, C/H, PC(VL),
PT(VL), PS(VL)
M, 2phM, C/H, PC(VL),
PT(VL), PS(VL)
M, 2phM, C/H, PC(VL),
PT(VL), PS(VL)
M, 2phM, C/H, PC(VL),
PT(VL), PS(VL)
PC
MeOH
DMC
PG
PC
MeOH
Fig. 11. Phenomenabased flowsheet of thebase case design.
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
0 5 10 15 20 25 30 35
x1
P/bar
DMC/MeOH MeOH/DMC
Fig. 12. Pressure dependence analysis of theminimum boiling azeotropebetween MeOH and DMC.
Action 2 The remaining PBBs from applying the constraintsdefined in step 2 are R, M (assuming four types: ideal liquid,flow, rectangular,ideal vapor), 2phM, C, H, PT(VL), PT(PVL), PT(VV),PC(VL), PS(VL), PS(VV), D.
Action 3 The operating window for each PBB is given inTable 15.
5.10. IT-PBS.3 generation of feasible flowsheet alternatives
Action 1 The maximum number of phenomena that can becombined to form an SPB, nPBB,Max, is calculated to be 11. The totalnumber of SPBs that can be generated, having a maximum of 11PBBs is calculated to be16278. A list of feasible SPBs assuming threetypes of mixing, that is, that is ideal liquid, flow and rectangular,are presented in Table 16.
Action 2-3 The generated task based superstructure is shownin Fig. 13.
Action 4 Table 17 gives the identified basic structures thatperform reaction and separation tasks.
Action 4 The identified task based flowsheets that are high-
lighted in level 1 (no task-merging) and level 2 (considering
Table 15
Listof operatingwindows of theidentified PBBsin thebase casedesign. All concen-trations arebelow thedew point line andabove thebubblepointline. Subscript: Id ideal, V vapor.
Phenomena Operating window
R Tlow= 337.70K (lowest boiler)Thigh =313.15K (set Tforreactor according to base case)MV Tlow= 337.70K (lowest boiler)
Thigh= 514.70 (highest boiler)Mld Tlow= 175.15K (lowest melter)
Thigh=514.70K (highest boiler)MV, 2phM Tlow = 336.66K (lowest boiling azeotrope)PC(VL) VL presentPT(VL) Tlow = 336.66K (lowest boiling azeotrope)
Thigh=514.70K (highest boiler)PS(VL) VL presentPT(PVL) Component affinityPT(VV) Component affinityPS(VV) VV present (all compounds in the vapour phase)H C D
http://localhost/var/www/apps/conversion/tmp/scratch_4/dx.doi.org/10.1016/j.compchemeng.2015.04.030http://localhost/var/www/apps/conversion/tmp/scratch_4/dx.doi.org/10.1016/j.compchemeng.2015.04.0307/23/2019 Sustainable Process SynthesisIntensification_2015
19/27
Please cite this article in press as: Babi DK, et al. Sustainable process synthesisintensification. Computers and Chemical Engineering(2015), http://dx.doi.org/10.1016/j.compchemeng.2015.04.030
ARTICLE IN PRESSG Model
CACE-5183; No.of Pages27
D.K. Babi et al. / Computers and Chemical Engineering xxx(2015) xxxxxx 19
Table 16
Partial listof feasible SPBs. Mix. mixing, Cool. cooling, Heat. heating, React. reaction, Sep. separation, Ph. Cr. phase creation,Div. dividing.
SPB Connected PBB In Out Task they may perform
SPB.1 M 1 . . . n(L,VL,V) 1(L,VL,V) Mix.SPB.2 M = 2phM 1 . . . n(L,VL,V) 1(L,VL,V) Mix.SPB.3 M = R 1 . . . n(L,VL,V) 1(L,VL,V) Mix. + React.SPB.4 M = H 1 . . . n(L,VL,V) 1(L,VL,V) Mix. + Heat.SPB.5 M = C 1 . . . n(L,VL,V) 1(L,VL,V) Mix. + Cool.SPB.6 M = R = H 1 . . . n(L,VL,V) 1(L,VL,V) React. + Heat.
SPB.7 M = R = C 1 . . . n(L,VL,V) 1(L,VL,V) React. + Cool.SPB.8 M = R = H = PC(VL) = PT(VL) 1 . . .n(L,VL,V) 1(L,VL,V) React. + Heat.SPB.9 M = R = C = PC(VL) = PT(VL) 1 . . . n(L,VL,V) 1(L,VL,V) React. + Cool.SPB.10 M = R = 2phM = PC(VL) = PT(VL) 1 . . . n(L,VL) 2(V/L) React. + Sep.SPB.11 M = R = 2phM = PC(VL) = PT(VL) = PS(VL) 1 . . . n(L,VL) 2(V;L) React. + Sep.SPB.12 M = R = 2phM = PC(VL) = PT(PVL) = PS(VL) 1 . . . n(L,VL) 2(V;L) React. + Sep.SPB.13 M = R = H = 2phM = PC(VL) = PT(PVL) = PS(VL) 1 . . . n(L,VL) 2(V;L) React. + Sep.SPB.14 M = R = C= 2phM = PC(VL) = PT(PVL) = PS(VL) 1 . . .n(L,VL) 2(V;L) React. + Sep.SPB.15 M = 2phM = PC(VL) = PT(VL) 1 . . . n(L,VL) 2(V;L) Mix. + Ph. CrSPB.16 M = 2phM = C = PC(VL) = PT(VL) 1 . . . n(L,VL) 2(V;L) Mix. + Ph. Cr.SPB.17 M = 2phM = H = PC(VL) = PT(VL) 1 . . . n(L,VL) 2(V;L) Mix. + Ph. Cr.SPB.18 M =2phM =PC(VL) =PT(VL) =PS(VL) 1 . . .n(L,VL) 2(V;L) Mix. + Sep.SPB.19 M = C = 2phM = PC(VL) = PT(VL) = PS(VL) 1 . . . n(L,VL) 2(V;L) Cool. + Sep.SPB.20 M = H = 2phM = PC(VL) = PT(VL) = PS(VL) 1 . . . n(VL) 2(V;L) Heat. + Sep.SPB.21 M = 2phM = PC(VL) = PT(PVL) = PS(VL) 1 . . . n(VL) 2(V;L) Mix. + Sep.SPB.22 M = 2phM = PC(VL) = PT(VV) = PS(VV) 1 . . . n(L,VL,V) 2(V;V) Mix. + Sep.SPB.23 M = 2phM = PT(VV) = PS(VV) 1 . . . n(V) 2(V;V) Mix. + Sep.SPB. . . . . . . . . . . . . . .SPB.70 D 1(L;VL,V) 1 . . . n(L;V; VL) Stream Div.
React.
R-Task 1 S-Task 1
Sep. A(BCD)
Sep. B(ACD)
Sep. C(ABD)
Sep. D(ABC)
S-Task 2
Sep. B(CD)
Sep. C(BD)
Sep. D(BC)
Sep. A(CD)
Sep. C(AD)
Sep. D(AC)
Sep. A(BD)
Sep. B(AD)
Sep. D(AB)
Sep. A(BC)
Sep. B(AC)
Sep. C(AB)
S-Task 3
Sep. C(D)
Sep. B(D)
Sep. B(C)
Sep. A(D)
Sep. A(C)
Sep. A(B)
Sep. AB(CD)
Sep. AC(BD)
Sep. AD(BC)
Sep. A(B)
Sep. A(C)
React.+Sep.
AB(CD)
React.+Sep.
AC(BD)
React.+Sep.
AD(BC)
Sep. B(C)
Sep. A(D)
React.+Sep.
(CD)
React.+Sep.
(BD)
React.+Sep.
(AD)
Note: For each task an
example of all the
possible connections(infeasible + feasible)
are shown in the
superstructure
Level 1
Level 2
(task merging)
React.
Sep. A(B)
Sep. C(D)
Sep. B(ACD)
Sep. A/C/D
Fig. 13. Task-based superstructure, including task-merging. Flowsheet alternatives 3 (bold), Flowsheet alternatives 5 (italics), Flowsheet alternatives 9 (underlined). A-PC,B-MeOH, C-DMC, D-PG. R task-reaction task, S task-separation task, React. reaction, Sep. Separation.
http://localhost/var/www/apps/conversion/tmp/scratch_4/dx.doi.org/10.1016/j.compchemeng.2015.04.030http://localhost/var/www/apps/conversion/tmp/scratch_4/dx.doi.org/10.1016/j.compchemeng.2015.04.0307/23/2019 Sustainable Process SynthesisIntensification_2015
20/27
Please cite this article in press as: Babi DK, et al. Sustainable process synthesisintensification. Computers and Chemical Engineering(2015), http://dx.doi.org/10.1016/j.compchemeng.2015.04.030
ARTICLE IN PRESSG Model
CACE-5183; No.of Pages27
20 D.K. Babi et al./ Computers and Chemical Engineering xxx(2015) xxxxxx
Table 17
Identified basic structures that perform single or multiple tasks.
Note: * the SPB number corresponds to the SPB given in Table 16; for combined basic structures, only the SPBs present in the combined basicstructure are highlighted in this table; each binary pair that represents theinlet to a task is actually representing the two keycompounds underconsideration.
http://localhost/var/www/apps/conversion/tmp/scratch_4/dx.doi.org/10.1016/j.compchemeng.2015.04.030http://localhost/var/www/apps/conversion/tmp/scratch_4/dx.doi.org/10.1016/j.compchemeng.2015.04.0307/23/2019 Sustainable Process SynthesisIntensification_2015
21/27
Please cite this article in press as: Babi DK, et al. Sustainable process synthesisintensification. Computers and Chemical Engineering(2015), http://dx.doi.org/10.1016/j.compchemeng.2015.04.030
ARTICLE IN PRESSG Model
CACE-5183; No.of Pages27
D.K. Babi et al. / Computers and Chemical Engineering xxx(2015) xxxxxx 21
task-merging) of the task based superstructure shown in Fig. 13are explained as follows:
Level 1: Flowsheet alternative 23 highlighted bold in Fig. 13:
Flowsheet alternative 23: A reactor feed, as in the base casedesign, of a 5:1 mole ratio of MeOH to PG is used. The reaction isreversible taking place in the liquid phase, therefore, the reactoroutlet contains a mixture of raw materials and products. There-
fore, a basic structurecontaining a R(L) PBBis selected to performthe reaction task.From the mixture analysis, the minimum boiling, pressure
dependent azeotrope basic structures containing a PT(PVL) orPT(VV) PBB is selected to separate MeOH from DMC.
The stream from S-Task 1, contains DMC, PG and PC. Noazeotropes are present in this mixture. From the basic structuresidentified in Table 17, a basic structure containing a PT(VL) PBBis feasible to perform the S-Task 1 and S-Task 2. At this point allrecovered unreacted raw materials are recycled thereby closingthe task based flowsheet.
Level 2: Flowsheet alternative 45 highlighted in italics andflowsheet alternatives 69 underlined in Fig. 13:
Flowsheet alternative 45: In level 2 the task merging is consid-
ered and is feasible because the same basic structure performsmultiple tasks and this reduces the overall number of tasks thatmust be performed in meeting a desired design target.
Therefore, the merging of the S-Task 1 and S-Task 2 is consid-ered. The tasks are merged based on the system properties: (1)Distinct boiling points between the compounds to be separatedDMC, PG and PC and (2) no azeotropes present. This is given inTable 18.
Flowsheet alternative 69: The merging of reaction and separa-tiontasksisconsideredandfoundtobefeasiblebecauseSPBsthatperform simultaneous reaction and separation (see, for example,Table 16, SPB.10) can be combined to form basic structures thatperform these two tasks simultaneously. Therefore, the mergingof R-Task, S-Task 1, S-Task 2 and S-Task 3 is considered. This ispossible based on the system properties: (1) esterification reac-tion (2)an azeotropeis present and(3) thereactionis in theliquidphase. The basic structures are be combined to perform a R= STask together. This is given in Table 19, where the basic struc-tures presented in Table 18 have been combined, therefore, thecorresponding tasks are merged.
Action 6 The basic structures that perform the different iden-tified tasks are translated into unit operations. The final flowsheetalternatives are presented in Fig. 14 using a superstructure repre-sentation.In Fig.14(a), flowsheet alternative 2 usesa pervaporationmembrane and flowsheet alternative 3 uses a vapor permeationmembrane. In Fig. 14(b), flowsheet alternative 4 uses a perva-poration membrane and flowsheet alternative 5 uses a vaporpermeation membrane. In Fig. 14(c) flowsheet alternative 6 is asingle feed RD column with reactive stages only, flowsheet alter-native 7 is a double feed RD column with reactive stages only,flowsheet alternative 8 is a single feed RD column with bothreactive and non-reactive stages and flowsheet alternative 9 isa double feed RD column with both reactive and non-reactivestages.
Action 7 The flowsheet alternatives are analyzed and screenedin order to select the feasible alternatives for IT-PBS.4.
1.