Embed Size (px)
Citation preview

SVENSON &WALLACE, INC. MANAGEMENT UPDATEVolume 5, No.2 FALL 1991
LEITER FROM THE PRESIDENT
Dear Clients and Friends:
With this issue we introduce a new expanded format. Your feedback in the pasthas told us that you like what you've gotten in our newsletter and you want more.These eight pages are packed with information on ways you can improve theperformance of your organization. We hope you will get some new ideas fromthem. We also hope the full-page, three-hole punched format will encourage youto keep your newsletters for future reference.
In this issue, we are also introducing four regular columns:
• QUALITY CORNER• lRAINING CORNER• PERFORMANCE TECHNOLOGY CORNER• TOOLBOX
In this way we can keep you up-to-date on some of the things we've been doingfor clients and give you ideas and methods you can use.
Let us know how you like it and what you'd like to read about on the enclosedresponse sheet. We're always glad to hear from you.
BUILDING A FULLY-QUALIFIED PROCESS IMPROVEMENT-SIMPLIFIEDWORKFORCE: AN ALTERNA TIVEMETHOD Karen Wallace and Nikki Rinderer
Ray Svenson and Nikki Rinderer
One of the biggest problems facingproduction and maintenance organizationsin the '90s is finding ways to get fewerpeople more productive faster with fewerresources. To stay competitive in today'sglobal marketplace, American managementhas been reducing head count, reducing oreliminating training organizations, andboosting production requirements whileimplementing tremendous amounts of newtechnology in production processes.
So the question is, "How do line managersproactively get their people qualified to domore work in a shorter period of time withoutthe resources of a big-budget trainingdepartment?"
(continued page 4)
The current emphasis on quality in business and industry has spawned a plethora ofquality gurus, quality tools, and quality techniques. For the individual manager, unit,or department seeking to improve the quality of its products, services, and processes,this multitude can seem hopelessly complex and confusing. Knowing where to startcan be almost impossible.
In recent months, Svenson & Wallace has developed a basic process improvementworkshop for two of our clients that has been very successful in introducing qualityimprovement concepts and techniques without overwhelming participants withadvanced information and technical jargon that they will not need or use.
Our workshop is designed to help a team of people learn process improvement whileapplying it to one of their own processes. The end product of this workshop is a teamof learners who have been introduced to basic process improvement skills, a start onimproving a particular process, and a plan for continuing to implement these skillson the chosen process. The workshop does not require any previous qualityknowledge. Its goal is to demystify quality jargon and expose it for the commonsense thing it is.
(continued page 2)

TABLE OF CONTENTS
• PROCESS IMPROVEMENT -SIMPLIFIEDKaren Wallace and Nikki Rinderer 1
• BUILDING A FULLY-QUALIFIEDWORKFORCE: AN ALTERNATIVE METHODRay Svenson and Nikki Rinderer 1
• QUALITY CORNER ("QFD in the MarketingProcess") Terri Knicker 3
• PERFORMANCE TECHNOLOGY CORNERKaren Wallace 5
• INSTITUTE OF ACCELERATEDIMPROVEMENT 5
• TRAINING CORNER Guy Wallace 6
• TOOLBOX ("Balance of Consequences")Karen Wallace 7
• MSIT KEYNOTE 7
• MEASURING CUSTOMER SATISFACTIONPeter Hybert 8
PROCESS IMPROVEMENT-SIMPLIFIED (continuedfrom page 1)
How the Workshop Works
The first step in the workshop is for the client to select a processfor improvement. Any type of process can be selected, whetherit is in manufacturing and production, marketing and sales,research, planning, finance, administration, or whatever. Somecriteria that are helpful in choosing a process suitable to theconstraints of a workshop situation are:
o The process should be one that the organization viewsas critical to the business
o It should be an already established process, not a newone being developed
o The process should be one that does not contain toomany steps (i.e., it is of a scope that can be mapped ina short period of time)
o An internal process with an intemal customer is easierto set up logistically, but it is not a necessity.
While the process improvement methodology we teach in thisworkshop will work for any process you can name, followingthese criteria will help to ensure the success of the workshop.
The participants in the workshop should be a team of people whohave direct involvement in the chosen process. It is importantthat the individuals in the workshop are people for whom theprocess is both relevant and valuable. They do not have to havebeen a team before the workshop, but they should be people whoare brought together to improve a process they all have a part toplay in. There should be a cross-section of people, includingsuppliers, people involved in doing the work, and especiallyimportant, customers of the process. Participants can be anyoneinvol ved, from mem bers of the clerical workforce to corporateofficers. Any size team can participate, but we recommendsomewhere between six and fifteen people (although we haveseen the workshop succeed with a much larger group). The teamshould identify a team leader who will have the role of carryingon and coordinating the activities in the future.
The length of the workshop is generally two or three days, but thelength can be easily modified to suit the complexity of theprocess, the amount of improvement to be done during theworkshop versus after the workshop, as well as the number ofparticipants involved.
The workshop encompasses several quali ty tools and techniques,including Quality Function Deployment (QFD), processmodeling, process measurement, cycle time management, gapanalysis, and cause analysis. Though SPC tools are touched onin the workshop, we don't deal with them in any detail. Theworkshop will help you figure out where you could use SPCtools for effective measurement, but will not teach how to usethem, or which ones to use. A typical agenda for the workshopis shown below:
Process Improvement Workshop Agenda
• Map the macro process flow
• Establish customer/supplier requirements
• Identify organizational quality and business goals
• Establish process goals
• Map the current process
• Identify process barriers and causes
• Develop process improvement ideas
• Map the revised process
• Develop process measures/means
• Plan for implementation
(continued page 3)
2

PROCESS IMPROVEMENT-SIMPLIFIED (continued[rampage 2)
The workshop is a facilitated group process that requires fullparticipation from everyone present. In the end, members of theteam will have two things:
1. The basic knowledge needed to carry on with theprocess improvement
2. An implementation plan specifying tasks, resources,responsibilities, timeline and schedules for carryingon with the improvement project.
Does It Work?
The feedback on these workshops has been extremely positive.Some of the comments we received include:
• "I was amazed that [Svenson & Wallace] was able tomove the group to identify specific items that can bedone-immediately-without spending a lot of timein elaborate processing. This will produce immediatesuccesses that will provide enthusiasm."
• "There was nothing that was not useful [in theworkshop]. "
• "The program did a good job of taking the [processimprovement process] from start to finish."
• "All the skills I learned were important."
• "[The workshop] improves our creativity."
• "The course did a very good job of meeting myobjectives. I feel we now have the base know ledge tobegin our [total quality] effort."
A process improvement project is just one part of continuousimprovement, and in our opinion, this workshop is the first step.If you do the workshop and come back two years later, theprocess should still be undergoing change. The best part aboutthe workshop is that it cuts through all the confusing qualityjargon and makes you take that first step.
QUALITY CORNER
Terri Knicker
"QFD in the Marketing Process"
As a child, you may remember being told that, "If only youwould be quiet and listen, you might be able to hear what is beingsaid." As companies forge ahead in the design and developmentof new products, they might do well to heed those words ofadvice. But instead of listening, often times we just forge aheadtrying to make the product "better" than what is currentlyavailable. Should we stop and listen before we move ahead?And who should we be listening to? The customer, of course.Customer needs and desires should drive product and servicefeatures and capabilities. One of the tools used to "listen to thevoice of the customer" is QFD - Quality Function Deployment.This tool allows for customer needs to drive the product/servicedevelopment or improvement process by developing a series ofmatrices that focuses on different aspects of the product. The keyto the matrix is that when it is completed, it describes therelationships between what the customer wants and the productto be made.
So, you might ask, how is it that these customer needs arecaptured? One of the best ways of getting at needs is to use inputfrom many functions which involve customercontact-primarilysales, marketing and technical support areas. We recentlydeveloped a marketing course in which QFD is used as theprimary tool for organizing customer-needs information. Weincorporated the initial phase of QFD as a tool in the process ofdetermining customer needs, analyzing competitor offeringsand marketplace position, and determining product/servicefeatures. Through a sim ulation of an actual design/developmentteam, the participants play the roles of those that may have astake in the development process. One group is the voice of thecustomer, another marketing, and the third group representstechnical or development input. All three of these groups haveinformation, ideas and agendas which they are bringing to thetable. By using this information to build the matrix, theparticipants are shown that the value of QFD lies in the ability toorganize the information in a format which allows the decision-maker to balance what the customer wants, what is technicallyfeasible, and where the sales advantages lie when making aproduct/service decision. It's really a way to capture the"customer's voice" and make sure that actual customer needsrather than simply perceived customer needs are met. Theapplication of a total QFD process allows important customerneeds to be "deployed" further downstream to partscharacteristics, process development, and productionrequirements.
3

BUILDING A FULLY·QUALIFIED WORKFORCE: ANALTERNATIVE METHOD (continued from page J)
One solution that we've helped implement in production,maintenance, and materials organizations is the "qualificationsystem." Plant managers often ask the question, "Are all of ourpeople trained?" What they really mean by this is, "Are all themembers of our workforce qualified to do their jobs?" Themanagers' goal in asking this question is to avoid human errorand waste that result when people are lacking in skills and know-how.
The qualification system concept provides a method formanagement to bring people up to speed quickly and to knowwhere the organization stands in terms of the qualification of theworkforce to do the assigned work.
Qualification can be characterized as an inventory managementsituation. Any organization has an inventory of tasks to beperformed. An inventory of workforce qualifications must bemaintained to efficiently and effectively perform the tasks.Management needs to know how many people (and which ones)are qualified to perform the required tasks on each shift in orderto do accurate workforce planning and assignment. The goal isto avoid the "defect" that occurs when an unqualified person isassigned to do a task. At the same time, individual workers needto know what is expected of them and to have a way to build skillsand demonstrate mastery so they can move up to higher levels ofresponsibility, job performance and pay.
To make this happen, the following system components areneeded:
1) A database that includes all equipment, processes,and tasks associated with each work group (e.g.,electrical, mechanical, etc.), the number of peoplerequired to perform this work, and the names of thepeople qualified to do it.
2) A testing system that allows people to demonstratemastery-this is similar to having people take adriving test before they are issued a driver's license.They are sent out with an examiner who puts themthrough a test course and then checks off that theyrespond in the right ways to whatever stimuli arepresent. The elements of this testing system are abattery of performance tests and checklists for criticaltasks and a cadre of expert evaluators assigned toadminister the performance tests.
3) A review board structure that is responsible foroversight, adjudication, and maintenance of thesystem.
4) Individual qualification and training plans-theseplans serve as a contract between an employee andhis or her supervisor and specify:
• The tasks an individual agrees to qualify on in thecoming year
• The training that will be provided to help anindividual get ready to qualify, including:- Formal training- Formal and informal on-the-job training
Studying manuals with coachingEtc.
Note that any learning approach is acceptable becausethe individual will be tested at the end. This is adistinct advantage because it means that you don'tnecessarily have to provide formal training for everyarea.
5) An administrative system to:
• Keep individual plans on file• Record progress• Keep the database up-to-date• Provide reports to management on how well the
qualification system is working.
Tr ••••••......
We have seen several benefits emerge from implementing aqualification system like this.
• It provides line management with a way to proactivelymake sure employees are qualified without dependingon a large training budget.
• There is a payoff in involving employees in developingand operating the system. They know the requirementsand are involved in developing the system, so theydon't feel it has been imposed by management.
• There is a lift in employee morale because people feelgood when they know they're competent to do whatthey're doing and management cares.
(continued page 5)
4

BUILDING A FULLY-QUALIFIED WORKFORCE: ANAL TERNA TIVE METHOD (continued from page 4)
• It helps focus scarce training dollars where they arereally needed.
• It fits well with the emphasis on Total QualityManagement because part of TQM is a workforcequalified to produce with zero defects.
If you feel like you don't know where to start, a consultant canhelp you by providing system design concepts and expertise,facilitating your people through designing overall system rolesand responsibilities and developing tests, and training everyoneon how to implement the system. Call Ray Svenson for moreinformation.
PERFORMANCE TECHNOLOGY CORNER
Karen Wallace
INSTITUTE FOR ACCELERATED IMPROVEMENT(IAI)
Svenson & Wallace, Inc. is joining forces with two otherconsulting companies, Jones-Reilly, Inc., and Service Strategiesto form a consortium to provide full service support to our clientsin accelerated implementation of Total Quality Management(TQM). We call this consortium the Institute for AcceleratedImprovement (IAI).
At the core of this service concept is a TQM implementationroad map which we are jointly developing with the Council forContinuous Improvement (CCI).
Together, the IAI partners offer a comprehensive set of TQMimplementation services that would not be provided by anyoneof us acting alone. These include:
• Assessment• Planning• TQM systems design and improvement• Business process improvement• Customer satisfaction surveys• Measurement systems• Training systems.
For those of you who have known us for years as performance Call Ray Svenson for more information on IAI.~ technologists, it may seem as though our new emphasis on
quality is pulling us away from our roots. However, nothingcould be further from the truth.
In fact, our deep involvement with performance technology isexactly what is allowing us to venture into the TQM arena. Thereis nothing in total quality management that conflicts withperformance technology. Rather, the reverse is true. Performancetechnology supports TQM. With the possible exception ofstatistical process control (SPC), most of the "new" TQMtechniques have their roots in performance technology. If youlook at any TQM conference program and read the programtitles, you will see sessions on rewards and consequences, teamsand communication, job definition, and certainly training. If youlook at the Baldrige criteria, you will see that a large percentageof the points fall into areas that are also within the realm ofperformance technology.
So, the end result is that TQM is giving us the opportunity tomove performance technology into organizations faster and theability to move it in at higher levels in the organization. It isgiving us the buy-in for performance technology that haspreviously been difficult to achieve. The current emphasis onTQM in business and industry has only meant good things forperformance technology. Another way to look at it is thatperformance technology permits accelerated implementation ofTQM.
So, abandon our roots?-Never!
WATCH FOR
THE STRATEGIC TRAINING PLAN WORKBOOK
byRay Svenson
andNikki Rinderer
published by Prentice-Hall, Inc.available December, 1991
5

TRAINING CORNER
Guy Wallace
In response to requests from many of our clients who have beenpleased with our training development process which uses teamsto reduce development time and increase customer ownership intraining, Svenson & Wallace, Inc. is developing a new four tofour and one-half day workshop for experienced training anal ystsand course developers.
This workshop, called "PACT" for
Performance-based
Accelerated
Customer -dri ven
Training Development Process,
teaches participants how to utilize a team approach throughoutthe training development process to provide performance-basedtraining in a reduced cycle time with improved customerinvolvement and support. This workshop uses a typicalinstructional development systems (IDS) model and providesparticipants with an adaptable model and hands-on teamfacilitation practice via a series of simulation exercises. Theworkshop demonstrates how to create a "PACT' with organizedcustomer teams, including:
• Project Steering Team• Analysis Team• Design Team• Development Team• Pilot Test Team.
It also makes use of the three key areas of expertise required fordevelopment of successful training intervention.
Skills taught in the PACP' Workshop include:
• Identifying potential strategies for dealing with typicalproblems encountered in training development projectsand assessing their feasibility for a given situation
• Identifying the appropriate PACP' phase for givendevelopment process activities
• Selecting key Steering Committee members
• Developing a draft project plan
• Facilitating Analysis Teams
• Facilitating Design Teams
• Developing a developmental test strategy and plan
• Developing a reduced cycle time development strategyand plan
• Developing strategies to deal withSubject Matter ExpertsMaster PerformersTarget Audience Management
• Developing an evaluation procedures guide outlineand detailed design specifications for evaluationinstruments.
We're still finishing the workshop, fitting it in between clientwork. We hope to pilot test it in early 1992. If you would likeinformation on the pilot session or more details about theworkshop, please fill out the enclosed response card or contactGuy Wallace at 708/416-3323.
ERRATA
In our previous newsletter, we provided information on theCouncil for Continuous Improvement (CCI) and the trainingprogram it provides on basic quality tools. Our statementimplied that Motorola had replaced their quality programs withthose from CCI. However, while Motorola has augmented theirquality curriculum with some of the materials from CCI, theystill use their own programs and have not replaced them. Weapologize for the mis-statement.
6

TOOLBOX
Karen Wallace
"Balance of Consequences"
No matter where we go, itseems that most of our clients are facedwith performance problems that relate in some way to the wholearea of consequences. Many of our clients understand the theorybehind the concept of consequences, i.e., good consequencessupport desired behaviors and bad consequences extinguishthem. What they don't understand is how to put that theory intopractice. A useful tool that you can use to do this is somethingwe call balance of consequences. Balance of consequences canbe used any time an individual, group, or organization is doingsomething you don't want them to do.
I would like to illustrate this for you using an example from myown experience. Some time ago I did an analysis of a ConsumerSales position for a large company. As you can imagine, therewere many deficiencies identified in this analysis. One deficiencywe identified in the study was:
• "It is more punishing to sell the customer than to not sellher/him."
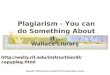
We used the balance of conseq uences tool to determ ine why thiswould be, as can be seen in the charts below.
"MAKING A SALE"
+ PosmVES + - NEGATIVES -
• May meet quota • Paperwork
• May eventually get a • One-on-one loadingraise system
• Restocking is not done
• Arranging delivery
• Out of stock/refunds
"NOT MAKING A SALE"
+ POSmVES + - NEGATIVES -
• Time to do other things • May get fired
• Don't have to learn aboutproduct
• Doesn't affect earnings
As is obvious from this chart, the negative consequences formaking a sale combined with the positive consequences for notmaking a sale far outweigh the negative for not making a sale andthe positives for making the sale. The fact that the consequencesfor making the sale were long-term consequences is a factor toobecause short-term consequences tend to carry more weight thanlong-term. In addition, the certainty and relevance of theconsequences are factors as well.
So, how do you fix this? You have two choices: either you canincrease the positive consequences for making the sale or increasethe negative consequences for not making the sale. If you valuepeople, morals, etc., you will find that rewards work better thanpunishment In this example, we implemented a consumersalesperson's incentive program to make it far more attractivefor the salesperson on a short-term basis to sell to the customer.In addition, we removed some of the task interrupts which madeit difficult or undesirable to make a sale. This had a far greaterimpact on performance and productivity than any trainingprogram could have.
So if you want to support desired behaviors in your employees,work out the balance of consequences and then provide positiveconsequences for desired behavior that are timely (short-term),certain, and relevant (valued by the recipient).
MSIT KEYNOTE: PERFORMANCE TECHNOLOGY INTHE TQM ENVIRONMENT
Ray Svenson presented the keynote to the Michigan Society forInstructional Technology (MSIT, a chapter of NSPI) annualconference in Detroit in June. The subject was PerformanceTechnology in the TQM environment. The objectives of theworkshop were that the participants be able to:
1. Explain the benefits of the group process approach
2. Identify opportunities for using group process
3. Plan an analysis project using group process
4. Conduct an analysis using the group process (if youpossess the prerequisite skills and knowledge).
Copies of the overheads are available on request (see responsecard).
7

MEASURING CUSTOMER SATISFACTION
Peter R. Hybert
In Chicago, June 24 and 25, a conference sponsored by theManufacturing Institute was held on the topic of "Measuring andImproving Customer Satisfaction." There are a number ofbenefits to attending a conference, but my favorite is picking up"tips." Tips are those simple points that remind you of whateverybody already knows but somehow seems to forget to putinto practice. Here are six tips I picked up from the presentersat this conference.
• TIP 1: When conducting research, define the purpose.Trying to use an annual satisfaction survey foridentifying product improvements, for example, maylead you down the wrong path. An overall low scorein "product" on a general survey may indicate anythingfrom missing features, slow delivery, reliabilityproblems, etc.
• TIP 2: Ask specific questions. One presenter used aquestion format remarkably similar to Mager's threepart objective format. Responses to the question,"Have you received a bill containing an error withinthe last 30 days?" are much more useful for takingimprovement action than responses to "How wouldyou rank our billing process?"
• TIP 3: Sometimes anecdotal data is more useful thanlarge samples of processed numbers. It was suggestedthat simply getting engineers and marketers in direct
contact with the customer will give them the "whys"behind satisfaction feedback (see TIP 1 above).
• TIP 4: Measure and manage your business based onobjective performance data. If customers are unhappywi th your room service deli very promptness, you needdata to decide what to work on. For example, you willneed a target (such as "within 45 minutes") andbaseline data on how often you hit that target (e.g.,80% of the time).
• TIP 5: Use customer requirements as the basis forperformance measures. This is actually the prerequisiteto TIP 4-you need to hit the customer's target.Getting 100% of your room service deliveries within45 minutes won't improve your customer satisfactionrating if they expect the order within 30 minutes!
• TIP 6: Keep a continuous improvement focus. Asservice improves, customer expectations increase.
Based on what I saw at the conferences, it seems clear thatperformance technologists and trainers can playa key role incustomer satisfaction by developing measures and processesbased on customer requirements and by training employees inhow to manage and provide customer satisfaction in their jobs ona day-to-day basis. And whether that job is deciding productfeatures, approving contract terms and conditions, or repairing!maintaining older equipment, sooner or later there is an impacton customer satisfaction.
MANAGEMENT UPDATEPublished by
SVENSON & WALLACE, INC.
1733 Park Street, Suite 201Naperville, IL 60563
(708) 416-3323
This Management Update is prepared quarterly by the staff of Svenson & Wallace, Inc.Its purpose is to share specific applications of Performance Technology to improve quality and productivity in organizations.
© Copyright 1991. All rights reserved.