-
SZÉCHENYI ISTVÁN EGYETEM
GYŐR
Gyártócellák (NGB_AJ018_1)
Forgácsoló megmunkálások áttekintése
Bevezetés
-
2011.04.11. Forgácsoló megmunkálások - áttekintés 2
-
SZÉCHENYI ISTVÁN EGYETEM
GYŐR Forgácsolási alapmodell
Forgácsolási alapmodell ábraGyalulás
-
SZÉCHENYI ISTVÁN EGYETEM
GYŐR Alapfogalmak
Alapfogalmak
s előtolás (mm/ford)a fogásmélység (mm)h; b elméleti
forgácsméretek (mm)Ac= h.b elméleti forg. keresztmetszet
(mm2)
-
SZÉCHENYI ISTVÁN EGYETEM
GYŐR Forgácsolás folyamata és mechanikája
Forgácsolás folyamata és mechanikájaAz anyag a nyírási síkban
erősen deformálódik
majd anyagszakadás a fő igénybevétel nyírás
(7.3)
-
SZÉCHENYI ISTVÁN EGYETEM
GYŐR A forgácsolás energetikai kérdései
A forgácsolás energetikai kérdései
Termikus jelenségek
A mechanikai energia teljesen hővé alakul
75-85% a forgácsba.
-
SZÉCHENYI ISTVÁN EGYETEM
GYŐR A forgácsolás energetikai kérdései
A forgácsolás energetikai kérdései
ÉlrátétképződésKeletkezéseA forgácsolási
sebesség hatása
Élrátét
SorjaképződésSorja
-
SZÉCHENYI ISTVÁN EGYETEM
GYŐR Szerszámelhasználódás
A szerszámkopás (hátkopás)mérése
Hátkopás δ
Megengedett maximális hátkopás δt
Szerszámelhasználódás
δrε b/4
b
δt
Hátkopás
MegengedettMaximális hátkopás
Munkadarab
Szerszám
-
SZÉCHENYI ISTVÁN EGYETEM
GYŐR Szerszáméltartam
Az az idő, amelyet a szerszám utánélezés vagy csere nélkül
forgácsolásban eltölt.Éltartamkritérium: éltartamot a maximálisan
megengedhetőkopás (δt) nagyságával határozzák meg.TAYLOR
éltartamkritérium
ábra
Szerszáméltartam
Cv = Tm vc
-
SZÉCHENYI ISTVÁN EGYETEM
GYŐR Szerszáméltartam
SzerszáméltartamCv = Tm vc
Cv állandóT éltartam (min)m éltartamkitevőVc forgácsolási
sebességδt megengedhető kopás
-
SZÉCHENYI ISTVÁN EGYETEM
GYŐR Felületi érdesség
MikroegyenetlenségRz elméleti érdesség
Felületi érdesség
-
SZÉCHENYI ISTVÁN EGYETEM
GYŐR Forgácsolási eljárások csoportosítása
A forgácsolási eljárások csoportosítása
A forgácsolási módokat meghatározzák:Szerszám és munkadarab
egymáshoz viszonyított helyzeteA forgácsoló mozgásokA forgácsoló
mozgást végző szerszám kialakítása
-
SZÉCHENYI ISTVÁN EGYETEM
GYŐR Forgácsolási eljárások csoportosítása
A forgácsolási eljárások csoportosítása
Esztergálás és változataiFúrás és változataiMarás és
változataiGyalulás, vésés és változatai(Üregelés és
változatai)Köszörülés és változatai
-
SZÉCHENYI ISTVÁN EGYETEM
GYŐR Esztergálás
-
SZÉCHENYI ISTVÁN EGYETEM
GYŐR Esztergálás
Esztergálás változatai:
HosszesztergálásBeszúró esztergálásKeresztesztergálás,
SíkesztergálásMenetesztergálásFuratesztergálás
-
SZÉCHENYI ISTVÁN EGYETEM
GYŐR Esztergálás
Esztergálás fokozatai:
NagyolásSimításFinomítás
-
SZÉCHENYI ISTVÁN EGYETEM
GYŐR Esztergálás
Eszterga szerszámok
-
SZÉCHENYI ISTVÁN EGYETEM
GYŐR Esztergálás
Jellemzők:Viszonylag magas arányú a keményfém és a
kerámia alkalmazásamagas a váltólapkás kivitel
arányacsavarfelület forgácsolásához, lefejtő
esztergáláshoz, profilesztergáláshoz speciális, egyedi
szerszámok
Specialitások:keresztirányú síkesztergálás nc = const.
vc = const.
-
SZÉCHENYI ISTVÁN EGYETEM
GYŐR Esztergálás
Leszúrás, beszúrás
Beszúró-, leszúrókéshelyes, illetve helytelen beállítása
Kedvezőtlen forgácsolási viszonyok
-
SZÉCHENYI ISTVÁN EGYETEM
GYŐR Esztergálás
Esztergálás
4 tengelyes esztergáló
megmunkáló központon
-
SZÉCHENYI ISTVÁN EGYETEM
GYŐR FORGÁCSOLÁSI ELJÁRÁSOK
Esztergálómegmunkálóközpont
-
SZÉCHENYI ISTVÁN EGYETEM
GYŐR Fúrás, süllyesztés, dörzsölés
FÚRÁS, SÜLLYESZTÉS, DÖRZSÖLÉS
Eljárások csoportosítása
-
SZÉCHENYI ISTVÁN EGYETEM
GYŐR Fúrás, süllyesztés, dörzsölés
Fúrás, süllyesztés,
dörzsölés
Forgó főmozgás szerszám végzi
Előtoló mozgás tengelyirányban szerszám mm/ford.
Jellemző szerszám kétélű(csigafúró)
-
SZÉCHENYI ISTVÁN EGYETEM
GYŐR Fúrás, süllyesztés, dörzsölés
Fúrás, süllyesztés, dörzsölés Telibefúrás Furatbővítés
Furatmegmunkálóeljárások
Furatok bővítése
DörzsölésSüllyesztés
-
SZÉCHENYI ISTVÁN EGYETEM
GYŐR Fúrás, süllyesztés, dörzsölés
Furatmegmunkáló szerszámok CsigafúróCsigafúrók(bevonatos
keményfém)
Süllyesztő
CsúcssüllyesztőDörzsár
Menetfúró
Profilos dörzsár
-
SZÉCHENYI ISTVÁN EGYETEM
GYŐR Fúrás, süllyesztés, dörzsölés
Furás, felfúrás
Csigafúró felépítéseés munkája
-
SZÉCHENYI ISTVÁN EGYETEM
GYŐR Marás
Marás
A marás változatai,mozgások
Homlokmarás
Palástmarás
-
SZÉCHENYI ISTVÁN EGYETEM
GYŐR Marás
MarásA marás általános vázlata,mozgások, a leváló forgács
alakja
Előtoló mozgás
Főmozgás
Főmozgás forgóvégzi a szerszám (ωc)
Mellékmozgások általában egyenesvonalúak,
végezheti a munkadarab, vagy a szerszám vf mm/min
-
SZÉCHENYI ISTVÁN EGYETEM
GYŐR Marás
A marás változatai
-
SZÉCHENYI ISTVÁN EGYETEM
GYŐR Marás
Főmozgás forgóvégzi a szerszám
Marószerszám szabályosan többélű
Mellékmozgások általában egyenesvonalúak, végezheti a
munkadarab, vagy a szerszám v mm/minSajátosságok:Szerszám élei
fordulatonként egyszer kerülnek fogásba változó vastagságú
forgács
-
SZÉCHENYI ISTVÁN EGYETEM
GYŐR Marás
Marás szerszámai
-
SZÉCHENYI ISTVÁN EGYETEM
GYŐR Marás
Egyenirányú és ellenirányú marás
a
fz
n
vf
a
fz
n
vf
ØDs
B
φs φs
hk hk
Ellenirányú marás Egyenirányú marás
Szerszám
Munkadarab
-
SZÉCHENYI ISTVÁN EGYETEM
GYŐR GYALULÁS, VÉSÉS
Hosszgyalulás főmozgást a munkadarab
végzi
GYALULÁS, VÉSÉSFőmozgás és mellékmozgások is
egyenesvonalúmozgásokVáltozatok:
Harántgyalulás főmozgást a
szerszám végzi
-
SZÉCHENYI ISTVÁN EGYETEM
GYŐR GYALULÁS, VÉSÉS
Vésésfőmozgás iránya függőleges, végzi a szerszám
-
SZÉCHENYI ISTVÁN EGYETEM
GYŐR GYALULÁS, VÉSÉS
-
SZÉCHENYI ISTVÁN EGYETEM
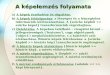
GYŐR Abrazív eljárások
Abrazív eljárások
Abrazív szerszámok szerkezete Tényezők: Szemcse anyaga és
méreteKötőanyag minősége és mennyisége (kötéskeménység)Abrazív
szemcsék és a kötőanyag térbeli elhelyezkedése, porozitás
-
SZÉCHENYI ISTVÁN EGYETEM
GYŐR Abrazív eljárások
Abrazív eljárásokAbrazív szerszámanyagok
Természetes csiszolóanyagokElektrokorund Al2O3 jelölése: "A"
Sziliciumkarbid SiC jelölése: "C"BórkarbidKöbös bórkarbid jelölése:
"B" CBNGyémánt jelölése: "D"Kötőanyagok:KerámiaMűgyanta, gumi,
sellakGalvanikus kötés
-
SZÉCHENYI ISTVÁN EGYETEM
GYŐR Abrazív eljárások
Köszörűkorongok minőségi jelölésrendszere
-
SZÉCHENYI ISTVÁN EGYETEM
GYŐR Abrazív eljárások
Szuperkemény köszörűkorongok jelölésrendszere (König)
-
SZÉCHENYI ISTVÁN EGYETEM
GYŐR Abrazív eljárások
1
2
3
4
Köszörűkorongok kopási folyamata
-
SZÉCHENYI ISTVÁN EGYETEM
GYŐR Abrazív eljárások
Köszörülési eljárásokPalástköszörülés változatai
-
SZÉCHENYI ISTVÁN EGYETEM
GYŐR Abrazív eljárások
Köszörülési eljárások
-
2011.04.11. Forgácsoló megmunkálások - áttekintés 43
VIDEO
Gömb esztergálása
-
SZÉCHENYI ISTVÁN EGYETEM
GYŐR A gyártástechnológia alapfogalmai
Példa alkatrész megmunkálására
A BMW hengerfej megmunkált felületei
-
SZÉCHENYI ISTVÁN EGYETEM
GYŐR FEJLŐDÉSI TERENDEK
1. Elektronizáció, automatizálás, a mesterséges intelligencia
alkalmazása(diagnosztika, felügyelet, optimálás, adaptivitás,
stb.)
2. A pontosság fokozása (pl. ultrapreciziós-,
szubmikronosmegmunkálások)
3. Új anyagok alkalmazása, és ezek megmunkálása4. A
megbízhatóság növekedése és az autonóm üzemmód
kiteljesedése (csökkentett felügyeletű-, illetve
felügyeletnélküli gyártás)
5. A szellemi értékhányad növekedése a termékekben6. A
diverzifikálódó vevői, felhasználói igények kielégítése7. Az egyre
nagyobb és összetettebb rendszerekbe történő
integrálás
-
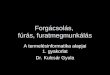
46
A gyártástechnológia alapfogalmai
VÁLLALATIRÁNYÍTÁS ÉS ÜGYVITELMIS
VÁLLALATIRÁNYÍTÁS ÉS ÜGYVITELMIS
Gyártmány-
tervezésCAD
Gyártmány-
tervezésCAD
Gyártás-tervezésCAPP
Gyártás-tervezésCAPP
Termelés-tervezés
PPS
Termelés-tervezés
PPS
Raktározás,
szállításCAST
Raktározás,
szállításCAST
Gyártás-irányítás
CAM
Gyártás-irányítás
CAM
Minőség-biztosítás
CAQA
Minőség-biztosítás
CAQA
ANYAGFELDOLGOZÁS
PROCESS
ANYAGFELDOLGOZÁS
PROCESS
Anyagáramlás
Tervezéstsegítő modulok
Teljesítés
Termék
CIM
Termelést segítő modulok
Információáramlás
Rendelés
Anyag
Számítógép segítségével irányított vállalat struktúrája
-
2011.04.11. Forgácsoló megmunkálások - áttekintés 47
Köszönöm
megtisztelő figyelmüket!
Forgácsoló megmunkálások áttekintéseForgácsolási alapmodell
ábraGyalulásVIDEO