-
Forensic investigation of failed precast concrete
tunnel segments through field performance
monitoring and boundary elements analysis
T. CurtinW, R. Adey and F. Andreassen^
(**Computational Mechanics Inc. Billerica, MA, USA
Email: [email protected]*Computational Mechanics BEASY,
Southampton, UK.Email: [email protected]̂verdup Corporation, New
York, NY, USA
Abstract
A comprehensive study of the structural integrity of a precast
concrete tunnel wasconducted following the discovery of cracking,
during construction, in somesections of the tunnel liner. The
structural behavior of the jointed tunnel ring wasinvestigated
through experimental testing and computer simulation. Data
gatheredfrom field performance monitoring and full-scale laboratory
testing was used inconjunction with numerical simulation to
investigate the effect of stressconcentrations at bolt pocket
recesses and excessive rotation at jointed connections.A
commercially available Boundary Element code was chosen to simulate
thedistressed behavior of the tunnel liner. Computer models were
developed tosimulate the complex interaction at the jointed
connections in the tunnel ring and toinvestigate crack propagation
in tunnel segments subject to axial load.
1 Introduction
A forensic investigation was conducted to determine the cause of
cracking inprecast concrete segments used to construct jointed
rings that formed a tunnel. Thefirst 1800 feet of tunnel alignment
was characterized by frequent cracking in thecrown and invert.
Distress in the segments was characterized by both
longitudinalcracks, that appeared to initiate from localized
recesses in the segments, anddiagonal cracks at bolt pocket used to
fasten the segments together. Approximately15 % of the segments in
this stretch of tunnel exhibited some degree of distress.
Transactions on Modelling and Simulation vol 22, © 1999 WIT
Press, www.witpress.com, ISSN 1743-355X
-
276 Boundary Element Technology
These cracks, originally formed during construction of the
tunnel, later continued toopen as the surrounding ground stress
became active on the tunnel.
The type and extent of cracking was not easily explained
following review ofdesign documents describing the anticipated
performance of the tunnel rings. Inorder to determine factors
responsible for the failed segments, a multifacetedprogram was
implemented to investigate the structural integrity of the tunnel
liner.This program included field performance monitoring,
full-scale experimentaltesting, and numerical simulation.
As part of the field performance monitoring evaluation, several
tunnel rings wereheavily instrumented with strain gages to measure
both longitudinal andcircumferential stress. The jacking force
exerted on the tunnel rings was measuredusing pressure transducers.
This field performance monitoring data wassupplemented by a
full-scale laboratory test of a tunnel ring where the applied
stressand boundary conditions where carefully controlled to
evaluate sensitivity of tunnelring deformation to various lateral
support conditions.
In conjunction with field performance monitoring and
experimental testing,numerical modeling was used to simulate tunnel
ring deformation and explorepotential failure mechanisms. The
commercially available boundary element code,BEASY, was selected
for creation and analysis of computer models intended toevaluate
stress distribution in the segments, analyze complex interaction at
jointedconnections, and determine probable fracture propagation
paths.
2 Description of Tunnel Liner
The tunnel liner is comprised of six precast concrete segments
which form acircular section 7.583 feet in internal diameter
(Figure 1). The segments are 6 !4inches thick and 42 inches long.
In developed view the segments appear astrapezoids symmetrical
about the longitudinal axis of the segment. A 2-inchdiameter grout
hole is located at the center of each segment.
The segments are bolted together at two locations along each
transverse matingsurface (cross joint) and at one location along
each ring mating surface (ring joint).Bent steel plate inserts
provide holes and faying surfaces for bolting. Formedrecesses or
"pockets" provide access to bolt holes. All mating surfaces are
providedwith neoprene gaskets and compression packing. The ring
orientation is such thatcross joints are located at the 12, 2, 4,
6, 8, and 10 o'clock positions. The wide andnarrow faces of the
trapezoidal segments line up at the ring joints.
Reinforcement is located on the outside face of each segment in
the direction ofthe circumferential stress. The reinforcement
consists of four No. 4 bars persegment plus D5 deformed wire at
5-inch centers. No reinforcement was specifiedfor the inside face
of the segments.
Transactions on Modelling and Simulation vol 22, © 1999 WIT
Press, www.witpress.com, ISSN 1743-355X
-
Boundary Element Technology 277
Figure 1. Segmented tunnel liner assembled at casting yard to
verify geometrictolerancing.
3 Observed Structural Distress
The pattern of longitudinal and diagonal bolt pocket cracking is
shownschematically in Figure 2. The observed longitudinal cracks
were typically singlehairline cracks, but crack widths of 0.0625 to
0.125 inches were also observed.These cracks were most common at
the 1 and 11 o'clock positions. Thelongitudinal cracks typically
started (or ended) at a bolt pocket and passed throughthe grout
port (Figure 3). The cracks were observed to be at least as deep as
theback face of the bolt pocket (approx. 3 inches). The cracks were
typically cleanfractures, oriented normal to the segment, and
absent of significant spallingsuggesting a tension crack.
Diagonal cracking and occasional spalling around bolt pockets
was common atthe crown and invert cross joints although it was also
observed less frequently at the2 and 10 o'clock joints. The
cracking was generally clean and ranged from hairlineto 0.125 inch
in width. The diagonal cracks typically occurred near the bent
plateradii and extended toward the bolt pocket intersecting
approximately midway alongthe recess forming the long bolt pocket,
and at the filleted ends of the short boltpocket recess.
Transactions on Modelling and Simulation vol 22, © 1999 WIT
Press, www.witpress.com, ISSN 1743-355X
-
DIRECTION OF TUNNEL HEADING
Diagonal Bolt Pocket Cracks
Inward Deflection of Segment Corner
Figure 2. Plan view schematic showing generalized crack
locations in precastconcrete tunnel ring segments.
Figure 3. Photograph showing longitudinal crack in tunnel ring
segment.
4 Approach to Forensic Investigation
Based on field observations of the distressed tunnel segments
and review of designdocuments an attempt was made to characterize
likely failure mechanisms anddevelop a forensic program to address
the likelihood and impact of thesemechanisms. It was speculated
that bolt pocket cracking was caused by excessivejoint rotation due
to lack of adequate passive resistance at the tunnel
springline.However the actual mechanism responsible for the
cracking was not clearly defined.The cause for longitudinal
cracking on the inside face of the segments was notreadily
explainable. Given that the segments were designed to carry
negativebending moment due to an eccentricity inherent in the cross
joint design and the fact
Transactions on Modelling and Simulation vol 22, © 1999 WIT
Press, www.witpress.com, ISSN 1743-355X
-
Boundary Element Technology 279
that a negative bending moment would create compression on the
inside face of thesegment it was difficult to explain the tensile
cracks.
The scope of the forensic program, based on the probable failure
mechanismsdescribed above, is as follows:
1. Assess in situ structural behavior of tunnel rings with
regard to constructionand earth loading through a comprehensive
instrumentation program.
2. Conduct a full scale load test of tunnel ring to assess
effect of lateral support(and thus increased joint rotation) on
tunnel deformation.
3. Perform numerical modeling to investigate contributing
factors responsible fortunnel ring distress. The contributing
factors were addressed through thefollowing computer
simulations:
(a) Two-dimensional segmented ring under different
loadingconfigurations
(b) Three-dimensional model of bolted cross joint with
contactloading
(c) Three-dimensional model of single segment under axial
load(d) Crack growth in a segment.
4.1 Field Performance Monitoring
Select tunnel rings were instrumented with strain gages to
measure longitudinal andcircumferential strain and evaluate the
impact of both construction and earthloading. The strain gages used
were specifically designed for direct embedment inconcrete and were
installed during the casting of the segment. Of the six gages
ineach segment two were positioned to measure longitudinal strain
and four werepositioned to measure circumferential strain. The
strain gages were arranged attwelve 30 degree increments around the
ring. The longitudinal gages werepositioned at approximately the
mid-thickness of the segment and thecircumferential gages were
installed 2 inches from the inner and outer facesrespectively.
The longitudinal jack force was measured using pressure
transducers installedon each manifold T connected to the TBM's
hydraulic system. Signal wires fromthe strain gages and pressure
transducers were routed to a data acquisition systemwhich was
programmed to read the sensors at predefined intervals. The data
wasautomatically reduced using custom designed software to produce
a graphicaldisplay of longitudinal and circumferential strain
distribution in the tunnel ring.
4.2 Load Test Program
A full scale load test was conducted to investigate tunnel ring
behavior under loadfor different boundary conditions. The load test
assembly is shown in Figure 4 andconsisted of a pair of rings
assembled and bolted together. The rings were setvertically in a
sand box extending over a base area covering a 120 degree angle.
A12-inch thick layer of sand, for load distribution, was located at
the invert. The load
Transactions on Modelling and Simulation vol 22, © 1999 WIT
Press, www.witpress.com, ISSN 1743-355X
-
280 Boundary Element Technology
was imposed on the top of the test ring assembly via an upper
sandbox extendedover an area covering a 120 degree central angle.
The sand cover at the crown wasabout 12-inches thick for load
distribution. Lateral restraints were provided by two1.5 inch
diameter tie rods. The reaction developed in the tie rods was
distributedvia steel strongbacks over an area covering a 50 degree
central angle, 25 degreesabove and below the springline.
30 1-inch steel plate: Rubber Bearing Pad4-inch Stiffener
Coupling
Load Cell^̂'-v0.5-inch dia Tie Rod
II I W Stongbackŷ
ANCHORAGE DETAIL
Figure 4. Schematic showing load test assembly.
The test was conducted for four different boundary conditions
which consistedof varying degrees of slackness in the tie rod
assembly (simulating different degreesof support at the tunnel
springline). The load was increased incrementally until amaximum
pressure of 1350 psf was applied. This load is well below the
design loadand is equivalent to a free standing soil prism of about
11.25 feet. The load wasimposed by the sand layer and a number of
one inch thick steel plates placed on thetop of the sand.
After each load increment, diameter changes, joint openings, tie
rod reactionforce, and crack openings were measured. Diagonal
cracking was observed at thebolt pockets during the test however no
structural cracking through the center of theany segment was
observed during the load test suggesting that the
longitudinalcracks were not generated by excessive bending
moment.
4.3 Numerical Simulation
Computer models were generated using MSC/PATRAN as the pre-
andpostprocessor and the BEASY-PATRAN Interface for control of the
boundaryelement modeling and analysis environment. Models were
analyzed using the
Transactions on Modelling and Simulation vol 22, © 1999 WIT
Press, www.witpress.com, ISSN 1743-355X
-
Boundary Element Technology 281
BEASY Mechanical Design and Fatigue and Crack Growth software.
Theboundary element method incorporated in the BEASY software
provides a powerfulmodeling system where the behavior of detailed
structural features can beaccurately simulated. These modeling
advantages are partially rooted in the robustcontact and fracture
mechanics algorithms utilized in the computer code.
An accurate contact analysis was crucial to evaluate the stress
and deformation atthe cross joint. The BEASY non linear contact
algorithm benefits from the directlycomputed tractions and
displacements on the contact surfaces. The contactalgorithm uses a
self-adaptive solution scheme where the load increments
arepredefined and adjusted automatically depending on the rate of
solutionconvergence. For each load step the solution is computed
using an iterativeprocedure until the compatibility and equilibrium
conditions are satisfied. Theconstraint based contact algorithm
automatically enforces the surface contactconditions predicting the
position of the contact surfaces and the resulting
stressdistribution on the contact surface.
The impact of fracture on the structural integrity of the
segment was animportant concern and accurate simulation was
promising using the fracturemechanics algorithms incorporated in
the BEASY fracture code. Two notablefeatures include the use of
discontinuous elements to predict stress intensity factorsat crack
tips, and the use of the Dual Boundary Element Method (DBEM) to
solvecrack propagation problems.
Discontinuous elements allow the stress field to become
discontinuous betweenelements and thus are very useful for modeling
the rapidly changing stress field at acrack tip. A discontinuous
element is defined as an element where the nodes (orsolution
points) are not located at the mesh points used to define the
geometry butrather within the area of the element. The DBEM is
based on the application of thedisplacement boundary integral
equation on one of the crack surfaces and thetraction boundary
integral equation on the other. In this way mixed mode crackgrowth
problems can be solved in a single region domain. The method is
wellsuited to handle crack propagation problems and provides fully
automatic re-meshing of the crack surface.
4.3.1 Segmented Tunnel Ring ModelThe segmented tunnel ring model
was developed to evaluate ring deformations withrespect to the
integrated performance of the cross joints (Figure 5). The tunnel
ringwas modeled using distinct zones to define the segments, and
the different materialproperties representing concrete and
reinforcing steel. The actual cross sectionalprofile of the cross
joint was modeled, including the gasket groove, and the
reliefgrooves at the extreme ends of the segment. By using a
boundary element methodfor this analysis it was possible to build a
realistic model of the cross joint.
The cross joint was modeled by applying appropriate boundary
conditions at thezone interface representing the mating surface.
The bolt prestress was originallysimulated using a "lack of fit"
condition applied over a washer diameter of 1.5inches. A "lack of
fit" of-0.000042 inches (equivalent to a bolt prestress of 1930psi)
was computed assuming the bolt strain occurred over the thickness
(0.625inches) of the connected bent plates. The bolt prestress was
based on the valuespecified in the design documents.
Transactions on Modelling and Simulation vol 22, © 1999 WIT
Press, www.witpress.com, ISSN 1743-355X
-
282 Boundary Element Technology
Contact boundary conditionon joint mating surface
condition at bolt connection
Figure 5. Boundary element model of upper section of segmented
ring. Notedetailed modeling of each joint using contact and
lack-of-fit boundary conditions.Bent plate and reinforcing steel
modeled in each segment.
Over the remainder of the cross joint mating surface a contact
boundarycondition with a zero initial gap was defined in both the
normal and tangentialdirections. A frictionless condition was
assumed considering that little slippage atthe joint was expected
given the bolted connection. The model was analyzedassuming a state
of plane stress.
After several trial runs it was found that that this approach
resulted in an"overstiff' joint where the reported deflections were
much less than those measuredin the load test. The cross joint
boundary conditions were revised so that the "lackof fit" condition
was applied only over the bolt diameter (0.875 inch)
whicheffectively allowed more rotation at the joint. Following this
modification thecomputer model results more closely matched the
load test results. It can beassumed that this is a more realistic
approach since the washer is a flexiblecomponent and most likely
would deform around the bolt head reducing the actualload
transmission near the outer diameter of the washer
4.3.1.1 Load Case 1 - Full Scale Load Test Simulation Load Case
1 wasintended to simulate the loading used in the full scale load
test. This step wasnecessary to assess the accuracy of the computer
model. A 1350 psf load wasuniformly distributed over an area
covering a 120 degree central angle, 60 degreeseach side of the
crown cross joint. The reaction at the base was assumed equal to
amodulus of subgrade reaction for a very dense sand (800 kef). A
spring stiffness of463 psi/in, uniformly distributed over an area
in the invert covering a central angleequal to 120 degrees, was
used to model the invert reaction. The lateral support wasmodeled
using a spring boundary condition distributed over an area covering
a 50
Transactions on Modelling and Simulation vol 22, © 1999 WIT
Press, www.witpress.com, ISSN 1743-355X
-
Boundary Element Technology 283
degree central angle on each side of the springline. A spring
stiffness equivalent tothe modulus of subgrade reaction of 219
psi/in was used.
The results of the computer simulation compared favorably with
the load testdata in terms of the horizontal ring displacement and
relative joint openingdirections. A maximum horizontal diameter of
0.08 inch was predicted. This isapproximately 55% less than the
deflection of 0.18 inches measured at maximumload during the load
test. Although joint rotations predicted by the computer
modeloccurred in directions similar to that observed during the
load test, the magnitude ofopening tended to be less. Figure 6
illustrates the simulated opening of a jointlocated at the 10
o'clock position.
The difference between computer model and experimental results
can beattributed to the slightly nonlinear behavior of the test
ring after cracks formedaround the bolt pockets. This cracking was
not simulated in the computer modelbut would be expected to make
the ring behave in more flexible manner. Althoughnot evaluated as
part of this project it is likely that the computer model
resultswould compare more favorably at lower loads where true
linear elastic behaviorwould be expected in the test ring.
Figure 6. Deformed shape of tunnel ring cross joint. Note
contact analysis allowssimulation of joint opening. Bolt prestress
simulated using "lack of fit" boundarycondition.
4.3.1.2 Load Case 2 - Outward Radial Ring Displacement Load Case
2 wasused to evaluate the performance of the tunnel ring within the
tailskin of the TBM.It was based on applying a uniform outward
radial displacement on the insidesurface of the ring. The outward
radial displacement (0.002967 inches) wascomputed based on an
average applied jack thrust of 500 psi and a plane stresscondition.
The intent of Load Case 2 was to determine the magnitude
anddistribution of circumferential tensile stress in an unconfmed
ring when subject toan axial load. The circumferential stress in
the concrete predicted by the computermodel ranged from 200-300 psi
at the mid-length of the segment remote from thecross joint.
Transactions on Modelling and Simulation vol 22, © 1999 WIT
Press, www.witpress.com, ISSN 1743-355X
-
284 Boundary Element Technology
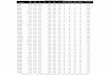
The average measured circumferetial tensile stress in an
uncracked instrumentedtunnel ring during loading within the
tailskin of the TBM was approximately 200psi. The corresponding
average longitudinal stress was approximately 325 psi(average jack
thrust was approximately 28 kips). The measured circumferential
andlongitudinal stress distribution for this particular
instrumented ring are illustrated inFigure 7. It should be noted
that the measured longitudinal strain data was notuniform around
the ring. This non-uniformity is most likely attributed to
theeccentricity between the jack shoe and the segment bearing area
in addition to thefact that only 10 out of the 12 jacks were active
during this particular shove.
,598 psi
239 psi
,216 psi
432 psi
465 psi
LONGITUDINAL STRESS
[ \ Thmst Jack Off
Thrust Jack On
CIRCUMFERENTIAL STRESS
Figure 7. Longitudinal and circumferential stress distribution
measured in tunnelring while unconfmed in tailskin of TBM and
subject to axial jack pressure.
4.3.2 Longitudinal Crack Simulation ModelA slightly modified
model of a single tunnel segment was created to determine if,and in
what direction, longitudinal cracks would grow from the bolt
pockets andgrout port. A uniform traction of 1000 psi was applied
at two locations along thewide end of the segment to represent the
load from two thrust jack pads. Crackswere located at locations of
high principal stress determined from a stress analysisof a
three-dimensional model of the segment. Cracks, assumed 0.1 inch in
length,were located in the fillet at the short bolt pocket recess
and on opposite sides of thegrout port hole in directions parallel
to the long axis of the segment.
A crack growth simulation was performed using 30 crack
propagation steps. Thecrack growth distance for each step was 0.2
inches. The crack located at the filletwas the dominant crack and
propagated a distance of approximately 6 inches beforethe analysis
was stopped. This was considered sufficient to demonstrate the
crackgrowth path for the given loading and allow comparison to
field observations ofactual longitudinal cracking in the
segments.
Transactions on Modelling and Simulation vol 22, © 1999 WIT
Press, www.witpress.com, ISSN 1743-355X
-
Boundary Element Technology 285
The stress intensity factors (SIF) were calculated using the J
Integral method andthe crack growth direction was computed using
the maximum principal stresscriterion. This criterion postulates
that the growth of the crack will occur in adirection perpendicular
to the maximum principal stress at the crack tip.
The simulated crack growth path, shown in Figure 8, shows
excellent agreementwith the actual longitudinal cracking observed
in the segments. The crack, near thefillet in the small bolt
pocket, was characterized by a significantly greater
stressintensity factor (SIF) when compared to the two cracks
located at the grout port.The maximum SIF calculated at the crack
tip was approximately 830 psi in whichis sufficient to initiate
cracking considering that the fracture toughness KC forconcrete is
reported to range from 200-1300 psi in ( Hertzberg 1989).
It should be noted that this analysis was based on linear
elastic fracturemechanics. The authors acknowledge that there is
some non linear behavior at thecrack tips in concrete and that the
softening behavior of the material in the fracturezone plays an
important role in the fracture process. Interested readers can find
adetailed discussion of the application of boundary element
analysis for crack growthin concrete in the work by Saleh
(1997).
Li
•tetacJWo'"
Figure 8. Deformed shape showing crack propagation path.
4.3.3 Bolted Cross Joint ModelA three-dimensional computer model
of a cross joint was developed to provideexplanation for the
cracking observed at the bolt pockets. The model consists oftwo 30
degree segment sections joined together at the cross joint. One of
the 30degree segment sections includes the actual bent plate
bolting surfaces and thereinforcing bars. The boundary element mesh
for this section is shown in Figure 9.The connecting 30 degree
segment does not contain any reinforcing steel and wasconstructed
primarily to provide an appropriate contact reaction at the joint
matingsurface. The contact reaction at the mating surface was
achieved by restraining thissegment section from movement in the
three global coordinate directions andassuming a stiffness of
sufficient magnitude to simulate a rigid piece.
Transactions on Modelling and Simulation vol 22, © 1999 WIT
Press, www.witpress.com, ISSN 1743-355X
-
286 Boundary Element Technology
The mating surface of the cross joint was defined with a zone
interface where theinterface conditions were similar to those used
for the two dimensional analysis (i.e.bolt prestress simulated
using a "lack of fit" boundary condition, contact loadingused on
mating surface). The load was applied to the segment containing
thereinforcing steel using the ultimate stress design load for a
location 30 degrees fromthe crown joint as specified in the design
documents. The stress on the inner surfaceof the segment was -1641
psi (compression) and varied linearly to a value of 362 psiat the
outer surface. This loading represents a temporary condition on the
tunnelwhere full overburden loading is considered without
hydrostatic pressure (i.e.dewatered state).
Figure 9. Boundary element mesh for segment section showing
detailed of boltedconnection and reinforcing steel embedded in
concrete.
Results from this model provided useful insight into the
behavior of the boltedcross joint and associated cracking. The
deformed shape accurately simulates theopening of the joint on the
inside face and indicates that there was significantflexure in the
bent plates bolted together at the cross joint. This flexure is
mostpronounced near the curved radii of the bent plates and
generates significant tensilestress in the adjacent concrete
(Figure 10). The high tensile stress (above modulusof rupture)
extend approximately 2-3 inches toward the rear of the bolt
pocketrecess. High tensile stress were also predicted at the fillet
corners of the small boltpocket.
5 Conclusion
Longitudinal cracking on the inside face of the segment can be
best explainedthrough a combination of mechanisms that were acting
during construction of thetunnel ring. Field performance monitoring
and computer simulation strongly
Transactions on Modelling and Simulation vol 22, © 1999 WIT
Press, www.witpress.com, ISSN 1743-355X
-
Boundary Element Technology 287
suggest that cracking is primarily a result of stress
concentrations created by boltpocket and grout port recesses in the
segment. The stress concentration effect isexacerbated by outward
radial deformation (and associated circumferential tensilestress
field) of the tunnel ring during axial loading within the tailskin
of the TBM.This is a construction related loading that would not
have easily been accounted forduring the design phase because the
main design focus was on checking that thesegments would not fail
in axial compression.
Zones of high
tensile stress
rfSC/PATRAN Version 7.5 03- Feb-9911:05:56>eftmn:
TJC,3DJOINTJAN18nod, Displacements, Transladonal - Max Principal,
(NON-LAYERED)
Bolted connection
Figure 10. Deformed shape of a single bent plate.
Measured strain data and jack thrust pressure support the
occurrence oflongitudinal cracking through the mechanisms discussed
above. Although themeasured longitudinal stresses were less than
the allowable design loads somesegments still failed, not through
excessive bearing, but rather through the creationof tensile
cracks.
As originally thought, the primary factor in the diagonal bolt
pocket crackingappears to be the flexing of the bent plate at the
cross joints during joint rotation.Flexing of the bolt pocket
plates imposed a "diagonal tension" on the concretebetween the bolt
pockets and the flange of the bent plate. This condition
wasmagnified with increased joint rotation. As a consequence of
increased jointrotation the acute angle corner of the segment tends
to deflect inward.Measurements from the load test indicated that
under extreme conditions (full slackcondition) support this
occurrence. This behavior was also observed in thedistressed
portion of the tunnel where the acute angle of the segment at the
2o'clock position rotated and deflected inward with respect to the
adjacent segment.
Transactions on Modelling and Simulation vol 22, © 1999 WIT
Press, www.witpress.com, ISSN 1743-355X
-
288 Boundary Element Technology
The behavior observed in the field and demonstrated during the
load test was alsoaccurately simulated in the three-dimensional
model of the cross joint.
The investigative approach used for this project was successful
in determiningreasonable explanation for the various modes of
cracking observed in the tunnelsegment. The numerical models served
as a useful tool to supplement fieldmeasurements and allowed
engineers to assess a variety of potential failuremechanisms
quickly and accurately. The ability to quickly alter computer
modelsand create a number of "what-if' scenarios is fundamental to
performing asuccessful forensic study. The BEASY suite of software
provided the wide range ofanalysis capability needed to perform a
structural integrity study of this magnitude.
References
Saleh, A.L., 1997, Crack Growth in Concrete using Boundary
Elements, Topics inEngineering, Vol. 30, Computational Mechanics
Publications, Southampton UK andBoston, MA ,176pp.
Anderson, T.L. 1995, Fracture Mechanics Fundamentals and
Application 2 ed.CRC Press Boca Raton, Florida, 688 pp.
Niku, S.M., Adey, R.A, and Baynham, J., 1989, "Contact Analysis
using BEASY:Theory and Application, 11* International Conference on
Boundary ElementMethods, Boston 1989, CM Publications
Branson, D.E. and Trost, H., 1982, "Unified Procedures for
Predicting theDeflection and Centroidal Axis Location of Partially
Cracked Nonpresetressed andPrestressed Concrete Members", ACI
Journal March April 1982, p119-130.
Odman, S.T.A., 1973, Analysis of Stresses in Cracked Reinforced
Concrete Beam,Handlingar Proceeding NR44, Swedish Cement and
Concrete Research Institute atthe Royal Institute of Technology,
Stockholm , Sweden, ppl-54.
BEASY Crack Growth Guidebook (version 5.0), June 1994,
ComputationalMechanics BEASY Ltd, Ashurst Lodge, Ashurst,
Southampton
Aliabadi, M.H. and Rooke, D.P., 1991, Numerical Fracture
Mechanics,Computational Mechanics Publications/Kluwer Academic
Publishers. 280 pp.
Hertzberg, Richard W., 1989, Deformation and Fracture Mechanics
of EngineeringMaterials, 3"* edition, John Wiley and Sons, New
York, NY, 680 pp.
Transactions on Modelling and Simulation vol 22, © 1999 WIT
Press, www.witpress.com, ISSN 1743-355X