Embed Size (px)
Citation preview
he history of coating systemtypes used on steel bridgeshas always paralleled theevolution of coatings technol-ogy as a whole. When break-throughs have occurred, thebridge coating market has
paid attention and embraced theseadvancements. Sometimes, regulationshave played a significant part in alteringthis course of evolution, but the goal ofthe stewards responsible for bridgemaintenance and preservation has neverchanged. The ideal coating system willalways be the one that offers the bestprotection of the substrate at a reason-able cost, with due respect for compli-ance with regulations.
The most popular long-life coating system in place at this time for bridgeswith challenging applications and environ-ments is a three-coat system consistingof a zinc-rich primer, an epoxy midcoat and a polyurethane top-coat. Other less expensive coating systems still exist, but manyprovide lesser protection and have a shorter lifetime. Dependingon the available funding for any specific bridge project, theseoptions may be the only choice. However, if the goal of thebridge steward is the ultimate protection of the bridge againststructural degradation for the longest period of time, the stan-dard three-coat system is the preferred choice.
Fluoroethylene vinyl ether (FEVE) fluoropolymer technology hasproven to be a successful addition to the global bridge coatingmarket (Fig. 1). In the U.S., there is a growing interest from stateDOTs, local municipalities and the private sector (Fig. 2). The dis-cussion of the life cycle of a coating system has paved the wayfor this growing interest, as the cost of coating a bridgedecreases dramatically when it is based on the lifetime of thecoating system. When the life cycle costs of bridge painting andmaintenance are taken into account, then the use of fluoro-ploymer coatings becomes cost effective.
This article will discuss the chemistry behind FEVE technology,coating types that can be formulated with FEVE resins, and theperformance of FEVE-based coatings used as topcoats on steelbridges.
FEVE Resin StructureFEVE technology is most effective when incorporated into theaforementioned three-coat system. The FEVE polyol resins playan integral part in the topcoat layer, replacing the standardacrylic or polyester polyols as the principle binder. This technolo-gy has been commercial since 1982 and has been used on
bridge coating systems across the globe sinceits introduction. The key performance improve-ments of the FEVE polyol resins over traditionalpolyesters are their resistance against UVdegradation and their resistance to moisturepermeation. The structure of the resin’s back-bone is illustrated in Figure 3.
The uniqueness of this resin lies in the com-bination of fluoropolymer chemistry with vinylether chemistry, allowing both chemistries tobring their respective strengths to the poly-mer’s performance. Without the presence offluorine, the polyol would lack its superiorweatherability and resistance properties.Without the vinyl ether, the common propertiesof most organic resins — solubility in solvents,available functional groups, and adjustability ofthe glass transition temperature (Tg) — wouldbe absent and the resin could not function inliquid coatings.
Coating Formulations with FEVE ResinsAs with any coating, the performance of the fin-ished product is dependent on many factors.Each raw material plays a part in either improv-ing or weakening the coating’s performance.When an FEVE polyol is part of a formulation, itcan only benefit from the careful choice ofother components in the formulation. The
38 JPCL January 2015 / paintsquare.com
T FEVE Technology for Higher Performance Coating Systems on Bridges
By Bob Parker, AGC Chemicals Americas, Inc.
paintsquare.com / JPCL January 2015 39
whole concept of creating a coating that will endure for many yearsnecessitates consideration of every ingredient in the coating to be thebest choice for weatherability and resistance properties. There can beno weak link in the chain.
Several types of coatings can be produced with FEVE resin technol-ogy. The original coating in 1982 was a solvent-based, two-compo-nent finish that used an aliphatic polyisocyanate as the cross-linker. Itstrongly resembled conventional polyurethane finishes in curing behav-ior and methods of application. This system cures and applies just likea conventional polyurethane finish, but with far superior exterior dura-bility. This coating type is still the fluorinated topcoat of choice onbridges. VOC regulations in certain regions of the U.S. have madereformulation necessary, but the availability of solid FEVE resins andtheir ability to dissolve in VOC-exempt solvents have preserved thepresence of this technology to date.
In 2012, a water-based FEVE polyol dispersion entered the coatingsmarket. This resin utilizes water-emulsifiable aliphatic polyisocyanatesas its cross-linking partner. Up to now, water-based, two-componentpolyurethane technology has not been widely accepted in the bridgecoating market, due to the increased sensitivity to atmospheric condi-tions like temperature and humidity when these coatings are applied.Consequently, this resin has only been tested in laboratory trials. Todate, the advantages of FEVE water-based resin chemistry are onlybeing realized in factory-applied finishes for prefabricated bridge com-ponents, where the reduction in VOCs will improve the air quality ofthe interior working space.
A third FEVE resin type, a water-based emulsion synthesized to ahigh molecular weight, is available for use in one-component coatingsfor bridges. Several DOTs across the country have incorporated one-
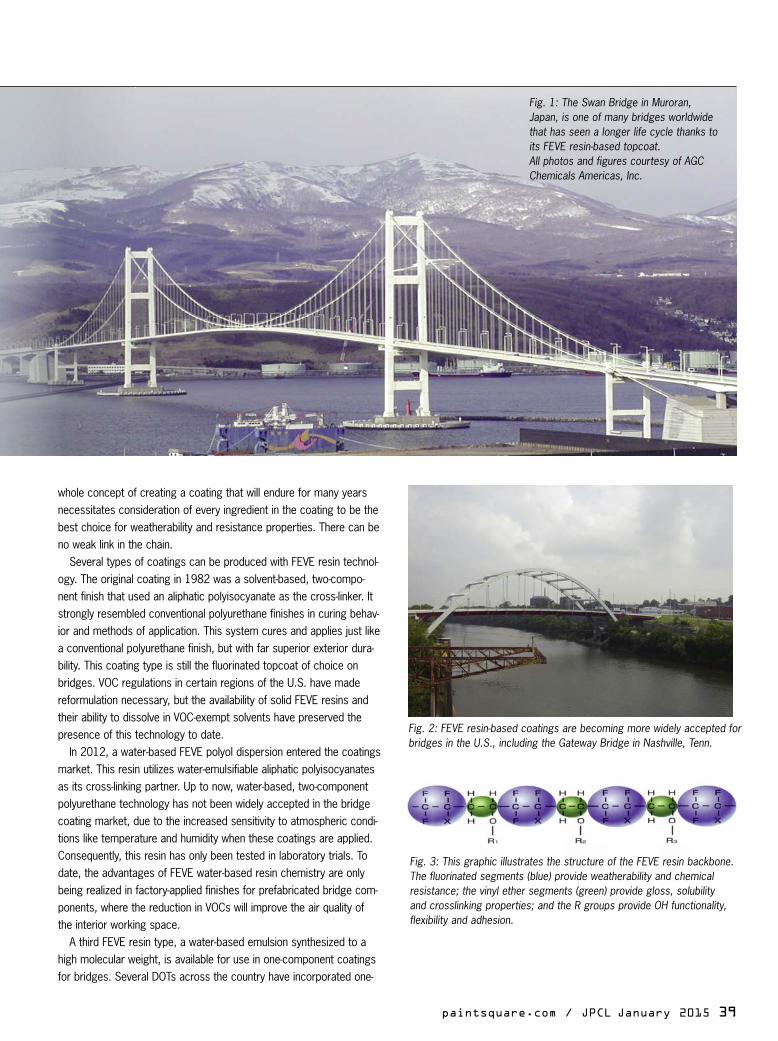
Fig. 3: This graphic illustrates the structure of the FEVE resin backbone.The fluorinated segments (blue) provide weatherability and chemicalresistance; the vinyl ether segments (green) provide gloss, solubility and crosslinking properties; and the R groups provide OH functionality, flexibility and adhesion.
Fig. 1: The Swan Bridge in Muroran, Japan, is one of many bridges worldwide that has seen a longer life cycle thanks to its FEVE resin-based topcoat. All photos and figures courtesy of AGCChemicals Americas, Inc.
Fig. 2: FEVE resin-based coatings are becoming more widely accepted forbridges in the U.S., including the Gateway Bridge in Nashville, Tenn.
consider when formulating a FEVE-basedcoating. UV absorbing and light stabilizingadditives must be formulated into FEVEresin-based clear coatings to protect anybase coating to which it is applied. Themost popular additives are the organic UVabsorbers and hindered amine light stabiliz-
40 JPCL January 2015 / paintsquare.com
component, water-based coatings, which arepredominantly acrylic-based. Extensive labwork has been completed in the testing oftopcoats that contain FEVE emulsions. Due tothe strict limitations in cost dictated by thecurrent price range of the acrylic-based coat-ings that have penetrated this market, mostof the FEVE emulsion-containing formulationsuse both FEVE emulsions and acrylic emul-sions as the binder portion. Performanceimprovement has been evident in formulationsutilizing 20 to 50 percent FEVE emulsion asthe binder, depending on the particular color.
It is prudent to mention the mechanism bywhich FEVE resins resist degradation by UVradiation. FEVE resins do not absorb thesun’s UV radiation. Without absorption, noexcitation of the FEVE chemical bonds canoccur, and the resin basically remainsunchanged. This is the key to the superiordurability of FEVE resins. Accordingly, sincethey do not absorb the light, they cannotblock it either. This is an important point to
FEVE Coatings Systems on Bridges
ers available on the market. To expand onthis any pigmented FEVE resin-based formu-lation will also be improved with the use ofUV light-stabilizing additives. These additivescan extend the lightfastness of pigments,which allows coatings systems to remainrobust against UV degradation.
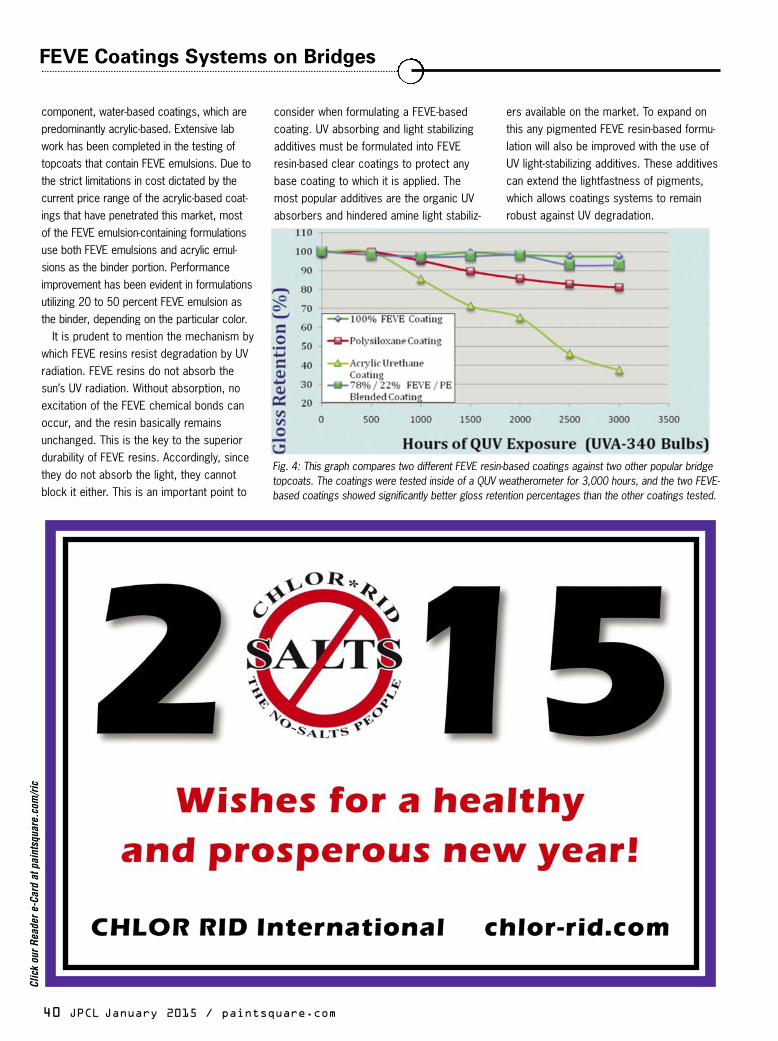
CHLORRIDVersionA1_Layout 1 1/7/15 12:14 PM Page 1Fig. 4: This graph compares two different FEVE resin-based coatings against two other popular bridgetopcoats. The coatings were tested inside of a QUV weatherometer for 3,000 hours, and the two FEVE-based coatings showed significantly better gloss retention percentages than the other coatings tested.
Clic
k ou
r Rea
der e
-Car
d at
pai
ntsq
uare
.com
/ric
Click our Reader e-Card at paintsquare.com/ric
KTA in Quark_Layout 1 1/7/15 8:42 AM Page 1

Acceleration with Water (EMMAQUA) testsite in Arizona (Fig. 5). The measurement ofUV exposure is in megajoules per squaremeter (MJ/m2). Again, the FEVE coatingshowed the best gloss retention percentageof all the coatings tested.
Certain bridge applications are being
42 JPCL January 2015 / paintsquare.com
Performance PropertiesBoth accelerated exposure testing and real-lifeexposure testing have been performed oncoatings using FEVE technology. Figures 4 (p. 40) and 5 show comparisons of FEVEresin-based coatings with different coatingsalso used as topcoats for bridge coating sys-tems.
The graph in Figure 4 shows two differentFEVE resin-based coatings — a 100% FEVEpolyol, and a 78% FEVE polyol blended with22% polyester polyol. FEVE solvent-basedresins, like the FEVE emulsions, have a widerange of compatibility with other polyols.Laboratory work is being done to measure theperformance capabilities of these blended for-mulations. Some physical properties of thepaint film, such as flexibility, can be improvedwhen non-FEVE polyols become part of the for-mulation. As this graph shows little changewith the 60-degree gloss at 3,000 hours, theexposure is still in progress.
The second test exposure was done atthe Equatorial Mount with Mirrors for
FEVE Coatings Systems on Bridges
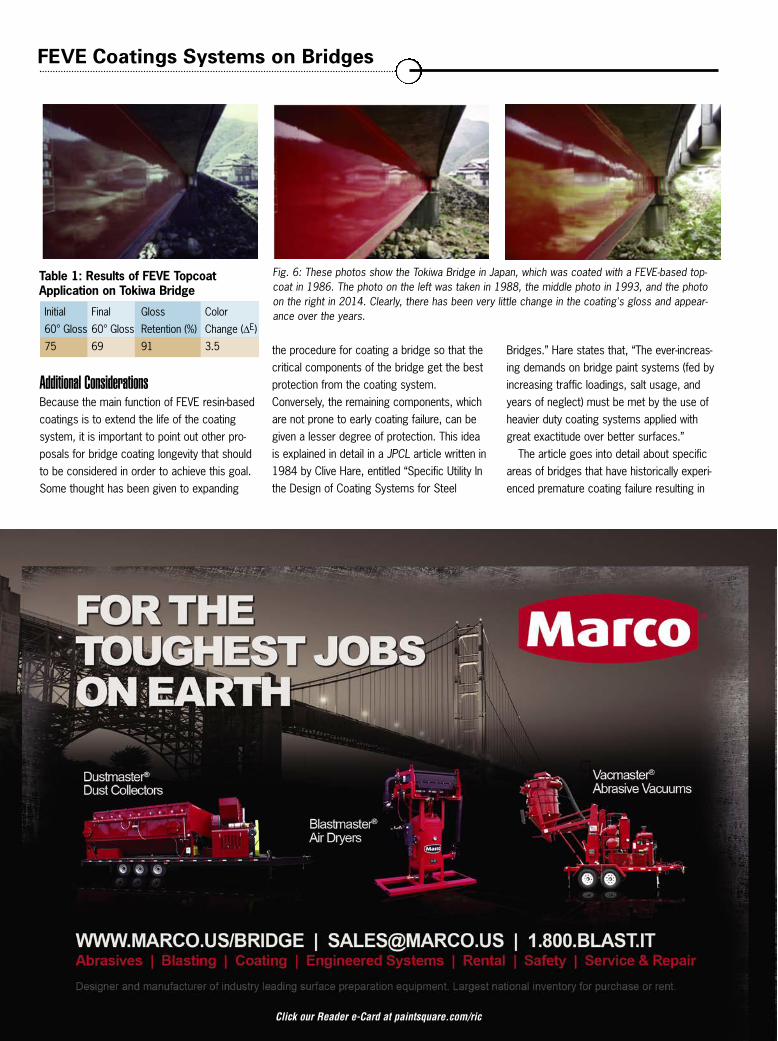
monitored for their performance. The TheTokiwa bridge is located in Japan (Fig. 6).This bridge was recoated in 1986, using twocoats of an epoxy primer and two coats of a FEVE-based topcoat. The changes in 60-degree gloss and color over 25 years ofexposure are shown in Table 1 (p. 44).
Fig. 5: This graph compares the gloss retention of a FEVE resin-based coating against a PVDFpolyurethane coating and a standard acrylic-urethane bridge topcoat. As the exposure to UV lightincreased, the FEVE coating again displayed the best gloss retention percentage.
Clic
k ou
r Rea
der e
-Car
d at
pai
ntsq
uare
.com
/ric

Click our Reader e-Card at paintsquare.com/ric
Safway in Quark_Layout 1 12/31/13 8:03 AM Page 1
the procedure for coating a bridge so that thecritical components of the bridge get the bestprotection from the coating system.Conversely, the remaining components, whichare not prone to early coating failure, can begiven a lesser degree of protection. This ideais explained in detail in a JPCL article written in1984 by Clive Hare, entitled “Specific Utility Inthe Design of Coating Systems for Steel
Additional ConsiderationsBecause the main function of FEVE resin-basedcoatings is to extend the life of the coatingsystem, it is important to point out other pro-posals for bridge coating longevity that shouldto be considered in order to achieve this goal.Some thought has been given to expanding
FEVE Coatings Systems on Bridges
Bridges.” Hare states that, “The ever-increas-ing demands on bridge paint systems (fed byincreasing traffic loadings, salt usage, andyears of neglect) must be met by the use ofheavier duty coating systems applied withgreat exactitude over better surfaces.”
The article goes into detail about specificareas of bridges that have historically experi-enced premature coating failure resulting in
Table 1: Results of FEVE Topcoat Application on Tokiwa Bridge
Initial Final Gloss Color
60°�Gloss 60°�Gloss Retention (%) Change (∆E)
75 69 91 3.5
Fig. 6: These photos show the Tokiwa Bridge in Japan, which was coated with a FEVE-based top-coat in 1986. The photo on the left was taken in 1988, the middle photo in 1993, and the photoon the right in 2014. Clearly, there has been very little change in the coating's gloss and appear-ance over the years.
Click our Reader e-Card at paintsquare.com/ric

[email protected] www.elcometer.com
Fast, accurate and portable
ELCOMETER 510AUTOMATIC ADHESION GAUGE
wireless technology
ElcoMasterTM 2.0Actuator Skirts & Dollies Trend and Pull Rate Graphs Attribute Information
Elcometer 510 Model T: Made for iPhone 5S, iPhone 5C, iPhone 5, iPhone 4S, iPhone 4, iPad (4th generation), iPad mini, iPad 2, and iPod touch (4th and 5th generation).“Made for iPod,” “Made for iPhone,” and “Made for iPad” mean that an electronic accessory has been designed to connect USA & Canada: (800) 521-0635
Trend and Pull Rate Graphs
Attribute InformationTrend and Pull Rate Graphs
Attribute Information Actuator Skirts & Dollies
wireless technology
™
Actuator Skirts & Dollies 2.0TM ElcoMaster
sales@elcometer.
: Made for iPhone 5S, iPhone 5C, iPhone 5, iPhone 4S, iPhone 4, iPad (4th generation), iPad mini, iPad 2, and iPod touch (4th aElcometer 510 Model T
com sales@elcometer.
: Made for iPhone 5S, iPhone 5C, iPhone 5, iPhone 4S, iPhone 4, iPad (4th generation), iPad mini, iPad 2, and iPod touch (4th aUSA & Canada: (800) 521-0635
USA & Canada: (800) 521-0635
nd 5th generation).“Made for iPod,” “Made for iPhone,” and “Made for iPad” mean that an electronic accessory has been designed : Made for iPhone 5S, iPhone 5C, iPhone 5, iPhone 4S, iPhone 4, iPad (4th generation), iPad mini, iPad 2, and iPod touch (4th aUSA & Canada: (800) 521-0635
com www.elcometer.
to connectnd 5th generation).“Made for iPod,” “Made for iPhone,” and “Made for iPad” mean that an electronic accessory has been designed
com
to connect
paintsquare.com / JPCL January 2015 45
Click our Reader e-Card at paintsquare.com/ric
Click our Reader e-Card at paintsquare.com/ric
46 JPCL January 2015 / paintsquare.com
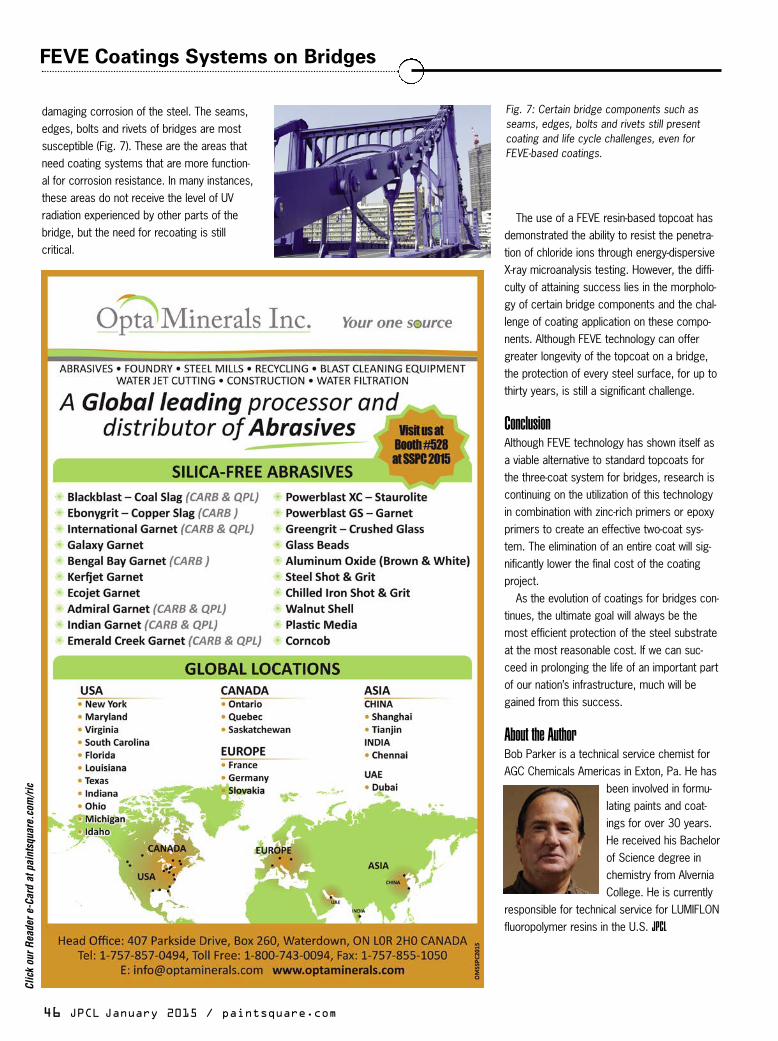
damaging corrosion of the steel. The seams,edges, bolts and rivets of bridges are mostsusceptible (Fig. 7). These are the areas thatneed coating systems that are more function-al for corrosion resistance. In many instances,these areas do not receive the level of UVradiation experienced by other parts of thebridge, but the need for recoating is still critical.
FEVE Coatings Systems on Bridges
The use of a FEVE resin-based topcoat hasdemonstrated the ability to resist the penetra-tion of chloride ions through energy-dispersiveX-ray microanalysis testing. However, the diffi-culty of attaining success lies in the morpholo-gy of certain bridge components and the chal-lenge of coating application on these compo-nents. Although FEVE technology can offergreater longevity of the topcoat on a bridge,the protection of every steel surface, for up tothirty years, is still a significant challenge.
ConclusionAlthough FEVE technology has shown itself asa viable alternative to standard topcoats forthe three-coat system for bridges, research iscontinuing on the utilization of this technologyin combination with zinc-rich primers or epoxyprimers to create an effective two-coat sys-tem. The elimination of an entire coat will sig-nificantly lower the final cost of the coatingproject.
As the evolution of coatings for bridges con-tinues, the ultimate goal will always be themost efficient protection of the steel substrateat the most reasonable cost. If we can suc-ceed in prolonging the life of an important partof our nation’s infrastructure, much will begained from this success.
About the AuthorBob Parker is a technical service chemist forAGC Chemicals Americas in Exton, Pa. He has
been involved in formu-lating paints and coat-ings for over 30 years.He received his Bachelorof Science degree inchemistry from AlverniaCollege. He is currently
responsible for technical service for LUMIFLONfluoropolymer resins in the U.S. JPCL
Fig. 7: Certain bridge components such asseams, edges, bolts and rivets still presentcoating and life cycle challenges, even forFEVE-based coatings.
Clic
k ou
r Rea
der e
-Car
d at
pai
ntsq
uare
.com
/ric

Click our Reader e-Card at paintsquare.com/ric
CIM in Quark_Layout 1 11/27/13 10:59 AM Page 1





























