Embed Size (px)
Citation preview

Hexavalent Chromium Elimination: An Aerospace Industry Progress Report -18
by Eric Eichinger, Rockwell Space Systems, Downey, Calif., Joseph Osborne, The Boeing Co., Seattle, and Thomas Van Cleave, Lockheed-Martin Missiles & Space Co., Sunnyvale, Calif.
he strict corrosion-control re- quirements in the aerospace in- T dustry were developed based on
the performance of hexavalent chro- mium (chromates). With the recent rash of environmental regulations tar- geting hexavalent chromium, it is rea- sonable to ask what the industry’s re- sponse has been to identify acceptable replacement technologies. Does the aerospace industry take the “ostrich response,” which is to deny the exist- ence of the problem? The “opossum approach,” just acting as if the regula- tions would be fatal to the industry and hoping they are not enacted, is also tempting. Perhaps the industry favors the “lemming approach,” by which aerospace charges toward the regula- tory “cliff’ and assumes a technologi- cal breakthrough will bail them out at the last minute. In fact, the aerospace industry’s response has been none of the above. Aerospace has come to- gether on the issue of hexavalent chro- mium to work toward the objective of complete elimination. This coopera- tion in the aerospace industry during the past decade has led to numerous successes. The purpose of this article is to review some of these successes and to identify a few areas where addi- tional hexavalent chromium elimina- tion work is required.
DEOXIDIZERS
The application of a conversion coating to aluminum is usually a chro- mate-intensive process. After cleaning to remove organic materials, the alu- minum must then be deoxidized to re- move inorganic contaminants. Chro- mate has been a key ingredient in aluminum deoxidizers, as it assists in passivating the aluminum surface; however, there are now some effective aluminum deoxidizers that do not con-
tain chromates. Nonchromated deoxi- dizers have been widely tested in the aerospace industry, and at least five different products have been imple- mented. Most of the major chemical companies. such as Turco, Oakite, and Parker Amchem, make chromate-free products that perform effectively. These nonchromated alternatives often feature ferric ion, nitric acid, or perox- ide as active ingredients. Testing has focused on evaluating the salt fog cor- rosion resistance of conversion-coated aluminum panels after using a non- chromated deoxidizer. Bath life is a key variable in the selection of a non- chromated product. In fact, limited bath life has been the most significant bane to implementing a nonchromated product. Overall, though, aluminum deoxidation does not necessitate the use of chromate.
CONVERSION COATINGS
The opposite is true for the conver- sion coating itself. Aluminum conver- sion coatings have traditionally relied upon hexavalent chromium to provide an element of active (self-healing) pro- tection. Alternative products have been unable to duplicate the effectiveness of this inhibition mechanism and, thus, have yet to attain the performance standard set by chromate. Certain products, such as those marketed by Sanchem and Parker Amchem, will work on several aluminum alloys, but none will consistently meet the MIL- C-81706 salt fog corrosion require- ment on 2024-T3 alloy of 336 hr. This point was firmly established in a recent study organized by the National Center for Manufacturing Sciences (NCMS).’ After evaluating 30 nonchromated conversion coatings, NCMS could not identify a candidate product that equaled the performance of chromate.
The lack of available nonchromated conversion coatings does not mean that all hope is lost. Emerging technolo- gies, such as sol-gel coatings and triva- lent chromium processes, may eventu- ally evolve into adequate alternatives. Other processes utilizing cobalt or rare earths are also being evaluated by both the aerospace industry and the Depart- ment of Defense.
In the short term, many have sought ways to minimize hazardous chromate waste by recycling or extending the life of their existing conversion-coat- ing baths. One such method being evaluated involves the use of “elec- trodialysis,” which oxidizes trivalent chromium back to hexavalent chro- mium and, at the same time, reduces that level of undesirable anions and cations that build up in the bath. Using manual application of the conversion coating also minimizes waste by avoiding the need for large conversion- coating baths. Rinsewater from both immersion- and manual-application methods still requires treatment. An innovative manual-application ap- proach for touch-up of conversion coatings now available is a “felt pen”- type conversion-coating applicator marketed by Parker Amchem. The pro- cess does not require rinsing, and the results of early corrosion, adhesion, and applicability tests look promising. Until a suitable alternative can be qual- ified, waste minimization may be the best approach to reducing conversion- coating chromate emissions.
ANODIZING AND SEAL
Several nonchromated processes for anodizing aluminum that meet the MIL-A-8625 type I requirements for use on fatigue-critical hardware have been developed at McDonnell-Dou- glas, Lockheed, and Boeing. Coverage
36 0 Copyright Elsevier Science Inc. METAL FINISHING MARCH 1997

for these processes has been added to the military specification as type IC. The boric sulfuric process (BSAA)’ is in commercial use throughout Boeing, several of its subcontractors, and at Navy and Air Force maintenance de- pots. The McDonnell-Douglas process has company-specification coverage and is in limited use. These nonchro- mated processes meet the coating weight requirements for type I but must be sealed to meet the corrosion- resistance requirement. The most ef- fective seal is a dilute chromic acid solution with the chromate concentra- tion between approximately 45 and 250 ppm. Seals marketed by Novamax using nickel salts are also effective and do not color the anodize film. Sealing with deionized water can produce cor- rosion-resistant finishes, but the pro- cess must be carefully controlled. A seal using cobalt acetate has been ap- proved for use by Rockwell and is also being tested at Boeing.
Directly priming the unsealed anod- ize surface with a corrosion-inhibiting primer produces a coating system that has corrosion resistance equal to a primed, sealed anodize surface. Primer adhesion to the unsealed anodize, how- ever, is superior to that to the sealed surface and reduces susceptibility of paint lifting and peeling at damage edges. Boeing allows (even prefers) priming unsealed anodize in its com- mercial airplanes. With the successful development of a nonchromated corro- sion-resistant primer, a fully nonchro- mated finish system for aluminum will be available.
CHROMIUM PLATING
It is unlikely that a single process will replace all applications for chro- mium plating. Nickel-plated and va- por-deposited metal films can be used in place of many decorative appiica- tions. In many applications, thermal- spray techniques [e.g., high-velocity oxyfuel (HVOF), D-Gun, and Super D-Gun] can replace chromium plate for hard, wear-resistant surfaces. Buildup is good, so these techniques are applicable for repair of worn parts. Thermal-spray processes are in com- mercial use on landing gear with very good results. A limitation of thermal spray is that it is a line-of-sight pro- cess. Consistent coating of recesses
and complex shapes is difficult. Com- posite/alloy plating processes (nickel- tungsten-boron, nickel-tungsten-sili- con carbide, etc.) suffer from producibility problems such as control- ling alloy composition and inconsistent incorporation of the ceramic particles into the plate. Surface-modification processes, such as plasma-assisted ion implantation and diamondlike carbon films, show promise of producing very hard, wear-resistant surfaces. Initial fa- tigue data show better performance than chromium plate. Complex shapes can be coated, but there is little film thickness buildup. Repair/refurbishing procedures will need to be established.
PASSIVATION OF STEEL
Although CRES alloys are typically self-passivating, specifications such as QQ-P-35 and ASTM A 380 have spec- ified the use of passivation solutions containing nitric acid and sodium dichromate passivation solutions to dissolve embedded tool steels from machining operations and to enhance the formation of the passive film.3 Typical industry practice has been to use dichromate-containing passivation solutions on austenitic, free-machin- ing, precipitation-hardening, ferritic, and martensitic CRES alloys, as this was thought to minimize the occur- rence of “flash etching.” Aerospace in- dustry ~ t u d i e s ~ , ~ have shown that solu- tions containing only nitric acid, or nitric acid plus molybdic acid, are equivalent in performance to the dichromate-containing QQ-P-35 type I1 passivation solution for austenitic, free-machining, and precipitation- hardening CRES alloys.
MAGNESIUM ANODIZING
Because magnesium aerospace al- loys are extremely susceptibile to cor- rosion, traditional anodic and conver- sion coatings (also known by the associated “Magnesium Treatment” numbers6) traditionally have contained either chromic acid or dichromate. Al- though the nonchromium-containing HAE process has existed in MIL-M- 45202 for some time, its performance has now been exceeded by a product line of electrodeposited silicon oxide coatings developed by Zozulin and Bartak.7 Their line of coatings is now
in use on helicopter transmission cas- ings, replacing the previously used Magnesium Treatment #17 and HAE.’
ADHESIVE-BOND PREPARATION
Another application that often re- quires the use of chromate-containing chemicals is adhesive bonding. Chro- mates may first be used in the pre- bond’ etching process. In this process, sulfuric acid and sodium dichromate are used to chemically activate (etch) aluminum bonding surfaces. This pre- treatment solution for preparing alumi- num surfaces creates a rough surface finish to enhance mechanical adhesion, The surface finish is not unique, as other nonchromated solutions can en- hance mechanical adhesion. A drop in replacement for the FPL etching solu- tion is often referred to as the P-2 etch.” This etch mixes ferric chloride with sulfuric acid to accomplish the same end result as that of the FPL. The P-2 etch solution can be activated by periodic peroxide additions.
The phosphoric acid anodize pro- cess’’ is an excellent alternative to chromate etching for adhesive-bonding surface preparation. In this process, an anodize bath containing phosphoric acid electrolytically thickens the natu- rally occurring aluminum oxide layer to form a porous structure. The poros- ity allows for an excellent bond, simi- lar to the chromate conversion coating conditioned surface. Much of the Air Force work already utilizes the phos- phoric acid surface preparation, and field data have generally been positive.
BOND PRIMER
The next chromate-elimination chal- lenge encountered in the bonding pro- cess is the adhesive-bond primer. Spe- cific primers will be required depending on the required cure cycle of the adhesive used. Two common adhesive cure cycles are the 250°F and the 350°F bonding systems. Tradition- ally, the replacement of chromate in bonding primers has had to take a back seat to the reduction of volatile organic compounds (VOCs). The priority given to VOC reduction originates from the applicable environmental reg- ulations (such as Rule 1124 in the Los Angeles area). For 350°F applications,
~~
38 METAL FINISHING MARCH 1997
promising replacements from Hysol, 3M, and Cytec meet all existing regu- latory VOC limits but still contain hexavalent chromium. There are non- chromated versions of the low-VOC materials being tested, but none have been qualified. The status for a 250°F system replacement is much less opti- mistic. Five candidates have been tested for qualification, but none are acceptable. Testing will continue, but it may be a while before an alternative is qualified for adhesive-bonding primer applications.
CORROSION-INHIBITING PRIMERS
Until recent years, the focus of ac- tivity for paint systems (primers and topcoats) has generally been limited to identifying and qualifying VOC-com- pliant materials in an environment of continually decreasing VOC limits; however, paint systems are not exempt from regulations pertaining to hexava- lent chromium. Thus, the focus is now on identifying nonchromium-contain- ing/VOC-compliant replacements for coatings, especially epoxy primers, that have traditionally contained corro- sion inhibitors such as zinc, strontium, or barium chromates. Fortunately, coating companies, such as Deft, Lord, Dexter Crown Metro, Sherwin Will- iams, Spraylat, Courtaulds, and Pratt and Lambert, have responded to the technical challenge of providing non- chromated epoxy primers capable of being qualified successfully for corro- sion-protection applications previously reserved for chromate-inhibited prim- ers such as MIL-P-23377, MIL-P- 85582, and TT-P-1757. These non- chromated primers are often formulated to meet the requirements of MIL-P-53030 and MIL-P-53022. Some aerospace companies are work- ing in pmtimship with coating compa- nies to produce formulations based on proprietary transition metal inhibitors. Several of these epoxy-primer candi- dates have been qualified not only for ground support equipment but also for aircraft and space flight hardware ap- plications. MIL-P-53030 and MIL-P- 53022 do not have filiform corrosion- resistance requirements. Thus, appropriate component testing needs to be conducted when qualifying these candidate materials in applications
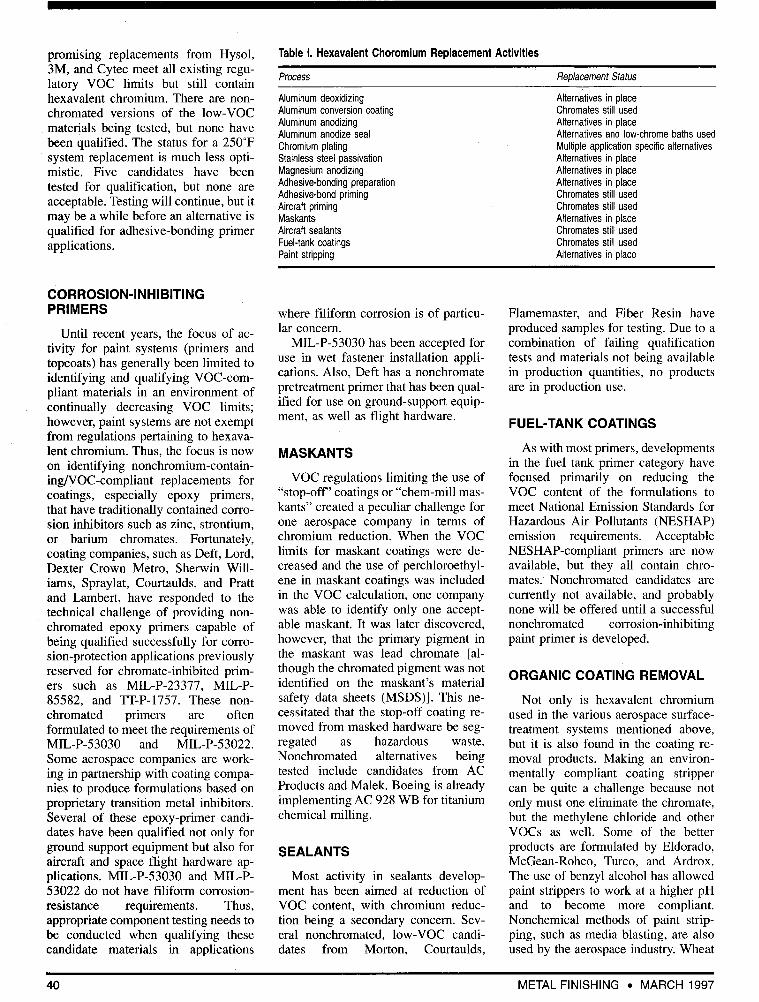
Table 1. Hexavalent Choromium Replacement Activities
Process Replacement Sfafus
Aluminum deoxidizing Alternatives in place Aluminum conversion coating Chromates still used Aluminum anodizing Alternatives in place Aluminum anodize seal Alternatives and low-chrome baths used Chromium plating Multiple application specific alternatives Stainless steel passivation Alternatives in place Magnesium anodizing Alternatives in place Adhesive-bonding preparation Alternatives in place
Aircraft priming Chromates still used Maskants Alternatives in place Aircraft sealants Chromates still used Fuel-tank coatings Chromates still used Paint stripping Alternatives in place
Adhesive-bond priming Chromates still used ~~~
where filiform corrosion is of particu- lar concern.
MIL-P-53030 has been accepted for use in wet fastener installation appli- cations. Also, Deft has a nonchromate pretreatment primer that has been qual- ified for use on ground-support equip- ment, as well as flight hardware.
MASKANTS
VOC regulations limiting the use of “stop-off‘’ coatings or “chem-mill mas- kants” created a peculiar challenge for one aerospace company in terms of chromium reduction. When the VOC limits for maskant coatings were de- creased and the use of perchloroethyl- ene in maskant coatings was included in the VOC calculation, one company was able to identify only one accept- able maskant. It was later discovered, however, that the primary pigment in the maskant was lead chromate [al- though the chromated pigment was not identified on the maskant’s material safety data sheets (MSDS)]. This ne- cessitated that the stop-off coating re- moved from masked hardware be seg- regated as hazardous waste. Nonchromated alternatives being tested include candidates frnm AC Products and Malek. Boeing is already implementing AC 928 WB for titanium chemical milling.
SEALANTS
Most activity in sealants develop- ment has been aimed at reduction of VOC content, with chromium reduc- tion being a secondary concern. Sev- eral nonchromated, low-VOC candi- dates from Morton, Courtaulds,
Flamemaster, and Fiber Resin have produced samples for testing. Due to a combination of failing qualification tests and materials not being available in production quantities, no products are in production use.
FUEL-TANK COATINGS
As with most primers, developments in the fuel tank primer category have focused primarily on reducing the VOC content of the formulations to meet National Emission Standards for Hazardous Air Pollutants (NESHAP) emission requirements. Acceptable NESHAP-compliant primers are now available, but they all contain chro- mates. Nonchromated candidates are currently not available, and probably none will be offered until a successful nonchromated corrosion-inhibiting paint primer is developed.
ORGANIC COATING REMOVAL
Not only is hexavalent chromium used in the various aerospace surface- treatment systems mentioned above, but it is also found in the coating re- moval products. Making an environ-
can be quite a challenge because not only must one eliminate the chromate, but the methylene chloride and other VOCs as well. Some of the better products are formulated by Eldorado, McGean-Rohco, Turco, and Ardrox. The use of benzyl alcohol has allowed paint strippers to work at a higher pH and to become more compliant. Nonchemical methods of paint strip- ping, such as media blasting, are also used by the aerospace industry. Wheat
-_ 111G7nlally + 11.. compliant coating stripper
40 METAL FINISHING MARCH 1997
starch, plastic media, solid carbon di- oxide, water jet (with and without sol- vents), and flash lamps have been in- vestigated and are in various stages of commercialization.
SUMMARY
Hexavalent chromium altematives are now widely available for many aero- space applications; however, applica- tions, such as aluminum-conversion coatings, corrosion-inhibiting primers, and 250°F adhesive primers, will remain a formidable challenge at least for the foreseeable future. Specific replacement activities are summarized in Table I.
References 1. Alternatives to Chromium for Metal
Finishing, National Center for Manu- facturing Sciences Final Report 0273RE95; October, 1995
2. Boeing Co., US. Patent 4,894,127 and 4,504,325
3. Debold, T., “Passivation of Stainless Steel Parts,” in Machine and Tool Blue Book; November, 1986, p. 74
4. Eichinger, E.C. and L. J. Perez, “De-
5.
6.
7.
8.
9.
10.
velopment and Evaluation of Non- Chromated Passivation Baths for Stainless Steels,” in 7th Annual Aero- space Hazardous Materials Manage- ment Conference Proceedings; Octo- ber, 1992 Van Cleave, T.E., “Evaluation and Qualification of Non-Chromated Pas- sivation Solutions for Corrosion Resis- tant Steels,” 9th Annual Aerospace Hazardous Materials Management Conference Proceedings; Sept. 28-30, 1994 Operations in Magnesium Finishing, The Dow Chemical Co., Midland, Mich.; 1990 Zozulin, A. and D.E. Bartak, Metal Finishing; 92(3):139; 1994 Hawkins, J.H., “Assessment of Protec- tive Finishing Systems for Magne- sium,” International Magnesium Asso- ciation’s 50th Annual World Magnesium Conference Proceedings; May 11-13, 1993 Eichner, H.W. and W.E. Schowalter, Report No 1813, Forest Products Lab- oratory; Madison, Wisc.; 1950 Rogers, N. and W. Russell, Evaluation of Non-chromated Etch for Aluminum Alloys (P2 Etch), ARCLD Technical Report No. CR-80008, U.S. Army Ar-
mament Research and Development Command, Dover, N.J.; April, 1980
11. U.S. Patent 4,085,012 and 4,793,903 (Boeing Inc.)
Biographies
Eric Eichinger is a Materials and Pro- cesses Engineer at Rockwell Space Sys- tems. He has worked at Rockwell identify- ing and qualifying environmentally compliant materials for the past IO years.
Joseph Osborne is a Principal Engineer with Boeing Defense and Space Group in Seattle. His primary interests are in corro- sion and finishes processes. He has worked for the past 3 years in the chemical-reduc- tion group developing and testing environ- mentally friendly materials.
Thomas Van Cleave is a Senior Materi- als and Processes Engineer at Lockheed- Martin Missiles and Space Company in Sunnyvale, Calif. He has worked for 12 years in the aerospace industry in the areas of metal finishing, hexavalent chromium, and ozone-depleting compounds elimina- tion, and VOC reduction. MF
METAL FINISHING MARCH 1997 41












![Cleave CB-5083 Solid Tumor P1 FINAL[2] Word - Cleave CB-5083 Solid Tumor P1 FINAL[2].docx Created Date 1/8/2015 5:22:13 PM](https://img.pdfslide.net/doc/110x75/5aead2a57f8b9a45568c44fc/cleave-cb-5083-solid-tumor-p1-final2-word-cleave-cb-5083-solid-tumor-p1-final2docx.jpg)