Upload
jack-michaels
View
241
Download
0
Embed Size (px)
Citation preview
8/18/2019 TAM-EN-1100 Tank Maintenance
1/46
July 2000 2000 Chevron USA Inc. All rights reserved. 1100-1
1100 Maintenance
AbstractThis section discusses the general considerations and philosophy of maintenance fortanks. Included are procedures for shutdown planning, tank cleaning, replacementand repair of major components, in-service repairs, rerating and retiring corrodedtanks, and the application of coatings and paint. A tank shutdown checklist is alsoattached.
Contents Page
1110 Tank Cleaning 1100-3
1111 Tank Entry Precautions
1112 Company and Industry Documents
1113 Operating Methods to Minimize Sediment
1114 Estimating Sludge Quantity
1115 Determining Sludge Content
1116 Sediment Types and Removal Procedures1117 Separating Salvable from Non-salvable Material in Sludge
1118 Final Cleaning
1119 Levels of Cleaning Required
1120 Gas Freeing 1100-12
1121 Vapor Freeing Methods
1122 Vapor Freeing Equipment
1123 Safe Vapor Freeing Operations
1124 API 20151125 Degassing Operations
1126 Degassing Regulations
1127 Degassing Technologies
1128 Factors Affecting Degassing Time
1129 Degassing Safety
CAUTION: Based upon the publication date, this document may not contain the latest guidance. The user is strongly advised to contact the Technology Manual Sponsor todetermine the appropriate subject matter expert for consultation on applicability to theuser’s specific case.
8/18/2019 TAM-EN-1100 Tank Maintenance
2/46
1100 Maintenance Tank Manual
1100-2 2000 Chevron USA Inc. All rights reserved. July 2000
1130 In-Service Repairs 1100-30
1131 Safety Guidelines for In-service Work on Tanks
1132 In-service Shell Repairs
1133 Hot Tapping of Tanks in Service
1134 Fixed Roof Repairs
1135 Floating Roof Repairs
1136 Floating Roof Seal Systems
1137 Insulation
1138 Appurtenances
1140 Resources 1100-38
1150 Tank Shutdown Checklist 1100-38
Revision History 1100-45
8/18/2019 TAM-EN-1100 Tank Maintenance
3/46
Tank Manual 1100 Maintenance
July 2000 2000 Chevron USA Inc. All rights reserved. 1100-3
1110 Tank CleaningTanks are cleaned for various reasons:
• Slop tanks which accumulate heavy sediment need to be cleaned periodically inorder to continue efficient operation.
• Gasoline or jet fuel tanks sometimes must be cleaned in order to meet the product specifications.
• Tanks coming out of service for maintenance must be cleaned and gas freed before they can be entered.
• To change to a cleaner or non-compatible service
This section gives general guidance on both in-service and out-of-service tankcleaning and refers to various other Company and industry documents on thissubject. It is intended to be used as a guide—however, local conditions and experi-ence influence the actual procedures used.
1111 Tank Entry PrecautionsBoth OSHA’s confined space entry rules codified in 29 CFR 1910.146, as well asAPI Standard 2015, apply to all tank entry conditions. Since these are standardsonly, detailed checklists such as pre-planning checklists, isolation and tagging
procedures, work plans, equipment for listing and monitoring must be worked out inthe planning phases of the job.
1112 Company and Industry DocumentsDifferent Company organizations have prepared guidelines for venting and cleaningtanks, some of which are listed below. Copies of Company publications are avail-able through each department; the API publication may be obtained directly fromAPI (their address is given in Section 100 ).
1. API RP 2015, “Cleaning Petroleum Storage Tanks.”
2. Fire Prevention Manual , “Fire Protection Through Inspection andMaintenance.”
3. Manufacturing Department, Chevron U.S.A.
a. ES-666, Cleaning and Repair of Tanks (El Segundo Refinery)
b. Operating Standard AR-9240, Cleaning Tanks (Richmond Refinery)c. Operating Standard AR-9241, Cleaning and Repairing Leaded Gasoline
Tanks (Richmond Refinery)
4. Marketing Department, Chevron U.S.A., Operations Standard, Section IX,Part D, “Tank Cleaning Instructions.”
5. Pipe Line Department, Chevron U.S.A., Safe Practice Regulations, 5.011.2“Tank Cleaning.”
http://tam-en-100.pdf/http://tam-en-100.pdf/
8/18/2019 TAM-EN-1100 Tank Maintenance
4/46
1100 Maintenance Tank Manual
1100-4 2000 Chevron USA Inc. All rights reserved. July 2000
1113 Operating Methods to Minimize SedimentThis section discusses equipment and procedures to use while the tank is in opera-tion to reduce the amount of sludge to be removed.
Variable Angle MixersVariable angle (or swivel) mixers have been used for cleaning gas oil, heavy oil, andcrude tanks. The flow patterns created by these mixers significantly reduce oilywaste disposal problems. The changing patterns reduce the areas of sediment
buildup and keep the sediments in suspension with the stored fluid or with a flushfluid. They are then removed by pumping the mixture out of the tank. Whencompared to conventional manual cleaning, this method may be faster and moreeconomical.
A variable angle mixer has a ball-type stuffing box mounted in a special manwaycover that allows angular movement. Figure 1100-1 shows the variable angle mixer,which has 60-degree angular adjustment. The flow patterns established by thenormal fixed angle mixer allow sediment accumulations in dead spots(Figure 1100-2 ). The variable angle mixer can direct flow patterns to almost anyarea of the tank and eliminates most dead spots. (Small-diameter tanks may notneed a variable angle mixer). The advantages of using the variable angle mixer are:
1. Valuable oil is recovered from oily solids and is easily transported to therefining units.
2. Tank capacity is increased because solid waste does not accumulate in the tank.
3. Tank downtime is reduced.
4. Very little solid waste must be disposed of.
Fig. 1100-1 Variable Angle Mixer with 60-degree Angular AdjustmentCourtesy of JensenMixers
8/18/2019 TAM-EN-1100 Tank Maintenance
5/46
Tank Manual 1100 Maintenance
July 2000 2000 Chevron USA Inc. All rights reserved. 1100-5
5. Overall cleaning costs are reduced.
6. Cleaning operation is essentially all done from outside the tank.
7. Exposure of people to the tank’s atmosphere can be minimized or eliminated.
8. Recovered oil may pay for the cleanup costs, such as: mixer cost, laborcosts, etc.
9. The costs for variable angle and fixed angle mixers are very competitive.
Variable angle mixers are often used during normal operation to minimize sludge
buildup. These mixers can be purchased with a motor drive to change the mixer position on a continuous cycle, eliminating the need for manual adjustment.Section 780 discusses the sizing requirements for mixers.
Procedure for Using a Variable Angle Mixer to Clean a TankThe following is a general procedure for the use of a variable angle mixer prior totaking a tank out of service. This procedure is being used less frequently for tworeasons: a large amount of solvent is required; and the oil/solids separation systemsare much improved.
1. Determine the composition of the sediment. This analysis is the basis forselecting the solvent for cleaning.
2. Add the solvent to the tank to at least 6 feet above the mixer. This is theminimum level of liquid during operation of the mixer to avoid cavitation of thefluid while mixing.
3. The mixers are run from 5 to 15 days in positions ranging from 30 degrees rightto 30 degrees left. Manufacturers recommend that the position be changedevery 24 hours (Company practice has frequently been to change the positionevery 8 hours).
Fig. 1100-2 Sludge Buildup for Fixed Angle Mixer Compared to Variable Angle Mixer.Courtesy of Jensen Mixers
Area of Severe Sludge Buildup
Fixed Angle Mixer Variable Angle Mixer
http://tam-en-700.pdf/http://tam-en-700.pdf/
8/18/2019 TAM-EN-1100 Tank Maintenance
6/46
1100 Maintenance Tank Manual
1100-6 2000 Chevron USA Inc. All rights reserved. July 2000
4. The spent solvent is pumped out of the tank and may be refined. More than onecleaning cycle may be required to thoroughly clean a tank.
5. If the tank is not satisfactorily cleaned, then sediment may need to be removedmechanically.
Figure 1100-3 shows typical mixer arrangements for different size tanks. Arrange-ments will vary depending on the type of tank bottom, tank volume, stock proper-ties, maintenance access and power available. Experience suggests a 50-hp mixernormally has the capacity to clean a tank up to 150-foot diameter. For tanks of150-foot diameter and larger, consider using two or more mixers. Small tanks wouldrequire a mixer of about 25 hp, depending on the stored fluid.
Mixers used for both cleaning and blending service usually require more horse- power than those required for cleaning only. Mixer size and numbers should be veri-fied by analysis of the sludge to be removed and consultation with the manufacturer.
Hydraulic Jet Nozzles
Hydraulic jet nozzles can be installed inside a tank to perform the same function asthe variable angle mixer. These nozzles require both pumping pressure and volume.Both the jet nozzles and the mixers perform the same function, injecting energy intothe tank to remove sediment from the bottom and suspend it temporarily in theliquid. Section 780 discusses mixing nozzles in more detail.
1114 Estimating Sludge QuantityAfter as much stock is drained from the tank as possible, a mixture of oil, water, andsolids remains. This mixture is referred to as sludge or sediment. You must have agood understanding of the type and quantity of sludge to be removed from the tankto make sound decisions regarding:
• Sludge removal procedures• The cost of the job• Waste disposal requirements
This section discusses the methods for estimating the quantity of sludge.
http://tam-en-700.pdf/http://tam-en-700.pdf/
8/18/2019 TAM-EN-1100 Tank Maintenance
7/46
Tank Manual 1100 Maintenance
July 2000 2000 Chevron USA Inc. All rights reserved. 1100-7
Gauging Sludge DepthTwo special tips which replace the plumb bob on the typical operator’s reel gaugecan be fabricated and used to measure the sediment level. The tip to determine thedistance from the gauging point to the tank bottom is a long, sharp-ended probeweighing 5 to 8 pounds. Its weight combined with the reduced friction area is usedto penetrate the sludge. The second tip should weigh about ½ to 1 pound and have a
Fig. 1100-3 Typical Mixer Arrangement for Different Size TanksCourtesy of Jensen Mixers
8/18/2019 TAM-EN-1100 Tank Maintenance
8/46
1100 Maintenance Tank Manual
1100-8 2000 Chevron USA Inc. All rights reserved. July 2000
wide disc at the bottom. This tip is designed to sink through the stock but to be toolight to rapidly sink into the bottom sludge. Take several readings of the bottom andsludge levels in different locations to obtain an accurate profile. These readings can
be taken through the gauge well, roof hatches, and roof legs, if necessary, using proper safety procedures. Caution should be given using this procedure, due to
potential to damage of bottom coating.
Visual Survey Through Open Shell ManwayAfter the tank is pumped out and the shell manway is opened, use natural sunlightand a large mirror, or a strong spotlight, to visually inspect the sediment. Usinginternal appurtenances of known height, such as portions of the roof drain fixed
pipe, bottom supports for swing lines, or fixed roof column supports, estimatesludge depth. If necessary, the depth can be closely estimated by use of a surveylevel (with allowance for the bottom slope). As many readings should be made asreasonable, at different locations.
From the readings, use a simple volume calculation to estimate the quantity of
sludge to be removed.Caution Sludge rarely builds up evenly over the entire bottom.
1115 Determining Sludge ContentWe collect and test sludge samples to know which waste disposal requirementsapply and also what hazards personnel may be exposed to while ridding a tank ofsediment.
Tanks Unsafe to Enter For tanks which are unsafe to enter, samples will have to be taken from the
manway(s). Each phase (solid, water and oil) will have to be sampled separatelyaccording to the following instructions.
1. If the liquid layer is deep enough to collect a sample, collect a 1-quart sampleof each liquid phase (oil and water) from any one manway. Label the depth ofeach liquid layer sampled. If the liquid layer is too shallow to get a sample (lessthan 1 inch) ignore the liquid and sample only the solids.
2. Sample the solid phase from all available manways using the solids sampler.Collect equal amounts of sample from each manway until ½ gallon has beencollected. Include the depth of the solids layer on the tag.
Tanks Safe To Enter For tanks where entry is possible, the solids and liquids should be sampledaccording to the following procedure:
1. Collect a sample of each liquid layer as outlined in Step 1 above.
2. Estimate the number of barrels of solids remaining in the tank according to thefollowing formula:
8/18/2019 TAM-EN-1100 Tank Maintenance
9/46
Tank Manual 1100 Maintenance
July 2000 2000 Chevron USA Inc. All rights reserved. 1100-9
Barrels left = 0.14 d2 h(Eq. 1100-1)
where:d = tank diameter (ft)
h = height of waste (ft)
3. Determine the number of sample points to be included in the composite sampleaccording to the following table.
Collect the samples at the points shown in Figure 1100-4 . If only three points are to be sampled, sample at points 1, 2 and 3. Prepare a ½-gallon composite sample bycollecting equal amounts at each sample point.
Testing Sludge ContentConsult with your local waste disposal organization to determine the specific teststo run.
1116 Sediment Types and Removal ProceduresMost sediments are normally one of four types: pumpable sediment, non-pumpablesediment, scale, and catalyst fines. However, there can be combinations of thesetypes to remove.
Barrels Left No. of Sample Points
0-3000 3
3000-6000 4
6000-12,000 5
12,000-20,000 6
Fig. 1100-4 Sludge Sampling Locations
8/18/2019 TAM-EN-1100 Tank Maintenance
10/46
1100 Maintenance Tank Manual
1100-10 2000 Chevron USA Inc. All rights reserved. July 2000
Pumpable SedimentThis sediment can be pumped out of the tank by use of a vacuum truck or, if neces-sary, diaphragm pumps. Manual methods (squeegees) may be required to move thesediment to the hose. Many crudes, gas-oils, etc., are typical of this class. Some-times steam lances can turn non-pumpable sediment into pumpable sediment.
Solvents and mixers or jet nozzles, and heat, are also potential methods.
Non-pumpable SedimentResidual sediment that cannot be pumped but must be mined, scraped, or shoveledis very expensive to remove. On larger tanks, entering the tank with mechanicalequipment (front-end loaders, or small bulldozers) may be more economical evenwith the need for cutting a door sheet in the shell or roof. Asphalt, asphaltines, and
baked sediment (from tank heaters) are typical examples of non-pumpable sediment.
ScaleScale corrosion product, mostly from the shell but also from the roof and bottom, is
the third category of sediment to be removed. This scale can contain trapped stock,water, and possibly hazardous gases. Typical services that produce scale includegasoline, thinners and solvents, jet fuels and pentane-hexanes. Until all scale has
been removed, personnel should wear full-body protective equipment, and the tankinterior should be continuously tested for explosive gas, aromatics, and H 2S.
Normally the scale can be moved by water (hydroblasting) and pumped out byvacuum truck or diaphragm pump. Caution: if the scale is over 1 to 2 inches deep,movement by water can release trapped gas causing an explosive mixture to form inthe vapor space. If water washing cannot be done, it may be necessary to remove themajority of the scale by bucket and shovel after the tank is safe to enter.
Catalyst FinesRefineries with catalytic crackers will usually have one or more tanks containing alarge amount of catalyst fines. Catalyst fines are usually too heavy for easy pumpingand too soft for mining. Mixers and regular cycling of the tank contents through asolids extraction system while the tank is in service are recommended to keep thecatalyst fine level low. Normally tanks with catalyst fines are cleaned by shovelingthe fines into the suction of a vacuum truck or conveyor belt. Entering a tank withfines can be hazardous. The fines trap cycle oil. Piles of fines can collapse causing ahazardous flow of cycle oil and fines. Some contractors are able to remove catalystfines and centrifuge to help reduce the amount disposed.
Protection Against SpillageCleaning a tank can result in material being spilled on the ground outside of the tankunless precautions are taken. This spillage can be avoided by doing the following:
Frequently Cleaned Tanks. For tanks which must be cleaned frequently (morethan once every 5 years), design the tank with facilities to impound any spills:
• Flush-mounted cleanout connection(s) designed to API 650.• A concrete cleanout basin around each connection to contain any spillage.
8/18/2019 TAM-EN-1100 Tank Maintenance
11/46
Tank Manual 1100 Maintenance
July 2000 2000 Chevron USA Inc. All rights reserved. 1100-11
Tanks Cleaned Less Often. For tanks which are only cleaned as part of their sched-uled maintenance shutdown, the above facilities are normally not justified. Instead,the cleaning contractor should build a temporary dike around the manway(s) usedfor cleanout and line the area with plastic to contain spills.
1117 Separating Salvable from Non-salvable Material in SludgeHeavy hydrocarbons and sediment normally drop to the bottom of a tank. Simpleremoval and disposal of this material is uneconomical. Our objective should be tomaximize oil recovery and minimize hazardous waste disposal.
As sludge material is removed from a tank, it can be processed through equipmentto separate the usable oil from the water and from the unusable solids. Several typesof equipment are available to do this work. Reputable companies furnishing theequipment can test representative samples of the sediment removed from the tankand determine the best system to use. They normally require a 1 to 5 gallon sample.Care should be taken to obtain a true sample of the sediment and not the stock
above the sediment. Typical equipment used for separation includes: rockers,centrifuges, chemical treating tanks, shakers, settling tanks, presses, filters, andheavy metal extraction units.
Procedures and equipment for separation and for hazardous waste management arecontinually being updated. Vendor claims must be backed by proven results. Westrongly recommend that you discuss your particular requirements with other tankmaintenance groups. Sometimes distant contractors with proven technology may bemore economical to use than local contractors. You can also consult ETC’s tankspecialist for new technology on waste processing.
1118 Final CleaningAfter the sediment is removed, a final cleaning must often be performed beforemaintenance work. The methods and equipment used in the final tank cleaning
process are determined by the type of contaminate and the degree of cleanlinessneeded.
Non-oily ContaminateThis contaminate is primarily scale (corrosion product) with possibly some trappedhydrocarbons, especially if the tank has had a change of service. Typical servicesinclude gasoline, thinners, and some jet fuels. Usually the scale can be removed by
pressure washing (200 psi) or hydroblasting (6,000-10,000 psi). Very hard, tight andactive scale may require abrasive blasting or ultra high pressure (35,000-70,000 psi)hydroblasting.
Oily ContaminateThis contaminate is primarily hydrocarbon and may be a tightly bonded asphalt-likeor greasy deposit. Typical services include crude oil, recovered oil, and gas oil.Usually a pressure washer along with sprayed-on detergent will remove the contam-inate. If scale is also present or the baked on material is too hard and well bonded,
8/18/2019 TAM-EN-1100 Tank Maintenance
12/46
1100 Maintenance Tank Manual
1100-12 2000 Chevron USA Inc. All rights reserved. July 2000
hydroblasting may be necessary. Oily surfaces should never be cleaned by abra-sive blasting. Oil can be embedded in the metal surface by abrasive blasting therebycausing major problems with future coating application.
1119 Levels of Cleaning RequiredFigure 1100-5 gives required levels of cleaning.
1120 Gas FreeingThis section covers the general principles of vapor freeing and degassing. Vaporfreeing is the discharge of vapors in a tank to the atmosphere to allow maintenance
personnel to enter and service the tank safely. Vapor freeing is considered part ofnormal tank operations. Degassing is usually performed in response to regulatoryrequirements. When a tank is degassed, the fumes are treated or recovered before
being discharged to the atmosphere.
1121 Vapor Freeing MethodsSelecting an appropriate vapor freeing method is based on considerations such astank size, flammability, and toxicity. Vapor freeing can be accomplished by one ofthe following methods:
• mechanical ventilation• natural ventilation• steam ventilation• displacement by water or inert gases
Fig. 1100-5 Summary of Levels of Cleaning
Objectives Level of Cleaning
• Change of service or remove sludge toimprove tank operation or productquality.
• Remove sludge. No final cleaningrequired.
• Tank out-of-service well before its duedate. Quick visual inspection requested;no repairs anticipated.
• Remove sludge. Remove scale if itimpedes inspection.
• Tank out-of-service on normal mainte-nance interval (10 years). Detailedinspection needed.
• Remove sludge. Remove scale for thor-ough inspection.
• Welding required in the tank. • Remove sludge. Remove scale. Cleanoily film off of metal.
• Coating required. • Remove sludge. Clean oily film off metal. Abrasive blast surface to recommendedfinish.
8/18/2019 TAM-EN-1100 Tank Maintenance
13/46
Tank Manual 1100 Maintenance
July 2000 2000 Chevron USA Inc. All rights reserved. 1100-13
These methods are described briefly below. Figure 1100-6 provides additional guid-ance in selecting an appropriate method of vapor freeing.
Mechanical VentilationMechanical ventilation is the preferred method of vapor freeing for Company tanks.Refer to API 2015, Appendix B, for a detailed description of, and application guide-lines for, mechanical ventilation.
Natural Ventilation
Natural ventilation is generally not applicable to tanks in flammable service becauserich fumes may be free to flow into a remote ignition source and flashback to thetank. Natural ventilation has sometimes been used for small tanks when two condi-tions are met: there is a manway near the bottom and the top of the tank; and thecontents are sufficiently volatile to rapidly dissipate from the tank interior. For largetanks, air movers such as fans or eductors are necessary to develop sufficient diluentair to accomplish the required reductions in concentrations of hydrocarbons. Gener-ally, use of natural ventilation for vapor freeing tanks is not recommended.
Fig. 1100-6 Selecting a Vapor Freeing Method From API 2015, Fig. 5.1. Courtesy of the American Petroleum Institute.
Tank Size
Consider:Mechanical Ventilation
Natural VentilationSteam Ventilation
Does Air Mover HaveMoving Parts?
Connect Suction or Discharge to Tank
Will Vented Vapors BeFlammable?
Connect Suction SideOnly to Tank
Connect Suction or Discharge to Tank
Large
No(e.g., Eductor)
No
Yes
Small
Use MechanicalVentilation
Yes(e.g., Fan)
8/18/2019 TAM-EN-1100 Tank Maintenance
14/46
1100 Maintenance Tank Manual
1100-14 2000 Chevron USA Inc. All rights reserved. July 2000
Steam VentilationSteam nozzles produce significant potential for the generation of static charge,which can be an ignition source. Also, because steam condenses it can cause the
pressure in the tank to drop enough to collapse if there is insufficient opening toallow for make up air. Steam ventilation may be considered for very small tanks
storing materials in which the cleaning process is significantly facilitated by thecondensing steam. These would typically be small chemical tanks. Steam ventila-tion should generally be avoided.
InertingInert gases can displace hydrocarbon vapors and serve to vapor free or degas.However, it creates new problems which are the disposal of the inert gas itself andthe high degree of health hazards associated with inert gases. Inerting has thereforerarely been used and is not recommended.
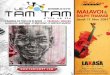
1122 Vapor Freeing EquipmentVapor freeing is most often accomplished by ventilation equipment using air as adiluent. Air movers used for tank ventilation with the potential for flammablevapors are generally air or stream driven and are either the eductor type or an axialfan. Figure 1100-7 shows both of these types of equipment.
Fig. 1100-7 Tank Air Movers for Flammable Atmospheres Courtesy of the Coppus PortableVentilation Division of the Tuthill Corp.
Eductor
Fans
8/18/2019 TAM-EN-1100 Tank Maintenance
15/46
Tank Manual 1100 Maintenance
July 2000 2000 Chevron USA Inc. All rights reserved. 1100-15
The eductor has no moving parts while the fans are driven by air motors whichreduce the chance of creating an ignition source. Electrically driven fans must besuitable for NFPA 70 Class 1, Division 1 locations. When fan motors or eductorsuse steam as the motive fluid, the steam discharge must be outside and away fromthe tank because the static could serve as an ignition source. Fans or eductors driven
by compressed air are the recommended method for Company applications.Figure 1100-8 shows a method for vapor freeing a fixed roof tank. The tank vaporsare withdrawn from a low point in the tank which maximizes both mixing of thehydrocarbon vapors with air and withdrawal rate. When the roof manway is used toexpel the vapor-laden air, a drop tube is required to pull the vapors off of the bottomto prevent channeling of air through the upper portion of the tank. Discharging theair high off the ground substantially reduces risk of the vapors coming in contactwith a remote ignition source, causing a flashback to the tank.
Fig. 1100-8 Vapor Freeing a Fixed Roof Tank From API 2015, Fig. 5.6. Courtesy of the American Petroleum Institute.
Air Eductor (Electrically bonded
to tank)
8/18/2019 TAM-EN-1100 Tank Maintenance
16/46
1100 Maintenance Tank Manual
1100-16 2000 Chevron USA Inc. All rights reserved. July 2000
Figure 1100-9 shows how to ventilate a floating roof tank.
The main difference between this scheme and the vapor freeing of a fixed roof tank(Figure 1100-8 ) is that there is cross flow through the tank so that dischargingthrough a shell manway becomes much more acceptable. Notice, however, that thevapors should be routed upward and discharged near the top rim of the tank to
prevent flashback. When discharging out of a roof manway, the space above thefloating roof may be flammable. When the air speed is low and the humidity andtemperature are high, it is safer to discharge through a shell manway using flexibleducting to route the vapors upward where they can be disbursed.
Fig. 1100-9 Vapor Freeing a Floating Roof Tank From API 2015, Fig. 5.5. Courtesy of the Amer- ican Petroleum Institute.
Air mover
Air eductor
Bonding cable
8/18/2019 TAM-EN-1100 Tank Maintenance
17/46
Tank Manual 1100 Maintenance
July 2000 2000 Chevron USA Inc. All rights reserved. 1100-17
1123 Safe Vapor Freeing OperationsOnce air moving equipment is shut down, several factors may allow toxic or flam-mable vapors to quickly re-establish themselves in tank interiors. These factorsinclude, but are not limited to, the existence of sludge, pipe columns that retainliquids, cracks in bottom plates that allow liquids or fumes from under the tank toenter, foam log seals that are product-soaked and leaking pontoons. Ventilationequipment and gas testing should be operating the entire time work is performed ifthere is any doubt as to the ingress of hazardous fumes.
Whenever a tank is vapor freed and sealed up for any period of time, assume that itsatmosphere has become hazardous again unless testing shows otherwise.
1124 API 2015Everyone responsible for tank cleaning, degassing or vapor freeing operationsshould be thoroughly familiar with the requirements of API Standard 2015, 5thedition, “Safe Entry and Cleaning of Petroleum Storage Tanks”. The principlescovered by API 2015 are outlined below.
Basic Requirements of API 2015The standard provides useful guidance and requirements such as:
• references from federal regulations that require personnel have specific training• how to work with contractors• what the nature of the qualifications should be for various job functions
Figure 1100-10 is a flowchart covering the basic requirements of API 2015. Theflowchart follows the typical sequence of events for tank maintenance.
Administrative ControlsThe most important aspects of tank entry are the up-front, pre-planning and scopingstudy processes. During these phases, consider the following administrativecontrols:
• written procedures• permitting systems• checklist development• pre-job discussions with employees and contractors• qualification standards for various key personnel• training
• hazardous substance testing equipment methods and frequency requirement• the use of personal protective equipment and training• hazards assessment
8/18/2019 TAM-EN-1100 Tank Maintenance
18/46
1100 Maintenance Tank Manual
1100-18 2000 Chevron USA Inc. All rights reserved. July 2000
Fig. 1100-10 API 2015 FlowchartDerived from API 2015. Courtesy of the American Petroleum Institute.
Preplanning TankWork
Entry withSpecial Precautions:
O 2 19.5% or O 2 23.5%Toxicity > Level that allows
self- rescueengulfment
Determine Hazards:
Oxygen ConcentrationFlammabilityToxicityPhysical
Test Atmosphere
Vapor Free Tank
Isolate Tank
Empty Tank
Entry withRestrictions:
19.5% < O 2 < 23.5%PEL/TLV < Toxicity
Entry withoutRestrictions:
O 2 = 20.9%No FlammableToxics < PEL/TLVNo Lead
Determine PersonalProtective
Entry Permit SystemHot Work Permit System
Recommission Tank
Tank Entry for Repairs/Inspection
Note 1
Note 2
Notes:1. Continuous ventilation may be
required.
2. Testing required in several placesthroughout this flowchart.
Entry Prohibited
if > 10% LEL
Flammable
Vapors
Vapors
Equipment (PPE)
8/18/2019 TAM-EN-1100 Tank Maintenance
19/46
Tank Manual 1100 Maintenance
July 2000 2000 Chevron USA Inc. All rights reserved. 1100-19
Classification of HazardsThere are numerous combinations of hazard conditions encountered in tank entrywork. API 2015 categorizes these hazards to simplify the task of planning.
The standard recognizes four hazards when entering petroleum tanks:
1. fires and explosions
2. oxygen deficiency or enrichment
3. toxic substances
4. physical hazards
The hazards which are most difficult to assess deal with the nature of the vapors andfumes in the tank. These particular hazards cannot be assessed without the use ofinstrumentation. Therefore, the standard relies heavily on atmospheric testing.
To classify these hazards, the standard provides three degrees of entry conditions:
1. Entry with Special Precautions2. Entry with Restriction
3. Entry without Restrictions
4. Prohibited Entry
Entry with Special Precautions. This is the most hazardous condition found insidestorage tanks and corresponds to OSHA’s Permit Required Confined Space EntryRules. This entry condition applies in any one of the following circumstances:
• The oxygen concentration outside is of the limits 19.5% to 23.5%.• The toxicity level is greater than a level that would allow for self rescue.• An engulfment or physical entrapment hazard exists.
Entry With Restrictions. This intermediate entry condition applies if any of thefollowing conditions are met:
• The oxygen concentration is 19.5% or 23.5%.• The toxic substance concentrations are above the PEL/TLV, but not so high as
to inhibit self rescue efforts.
Entry Without Restrictions. This condition allows tank entry without personal protective equipment or other restrictions. A permit must still be issued. The condi-tions allowing this classification are the simultaneous presence of:
• Oxygen concentration at 20.9%.• Flammable vapors at 0% LEL.• Toxic substances at or below PEL/TLV.
Prohibited Entry. Entry is prohibited if flammable vapors are greater than10% LEL.
8/18/2019 TAM-EN-1100 Tank Maintenance
20/46
1100 Maintenance Tank Manual
1100-20 2000 Chevron USA Inc. All rights reserved. July 2000
Note The most stringent hazard entry condition (Entry with Special Precautions)applies to all tank entries unless it is proven otherwise by atmospheric testing. Anytank that has been cleaned, reclosed and inactivated for any period of time must betreated as though it requires Entry with Special Precautions, until retested.
Determining the Level of HazardThe standard relies on atmospheric testing to assess the actual hazard and entryconditions. To ensure that correct data are gathered on the hazardous nature of theatmosphere the standard requires that:
• intrinsically safe equipment be used (good for class I, division I, Group D)• each instrument must be calibrated and its calibration documented• the user must understand the limitations and behavior of all the instruments• the user must be qualified and trained in the proper use of the equipment• the tests must be run in the following sequence: oxygen, flammable, and then
toxic• redundant testing when ventilation equipment is stopped• redundant monitoring of the atmosphere inside the tank
A qualified person should determine the appropriate type of atmospheric testing andhow often the tests should be performed.
Preparing The Tank For EntryIn addition to hazard assessment and testing requirements, the standard specifiesconditions for performing the actual work itself including:
• Emptying the tank
• Isolation: all lines must be blinded off or separated from the tank so that there is
no possibility of leakage into the tank. Cathodic protection systems should beturned off, electrical systems locked/tagged out and all cleaning equipmentgrounded to the tank. Specifications for electrically bonding the tank are given.
• Control of Ignition Sources: specifications for electrical equipment used in thework are given in addition to grounding and bonding requirements. Thestandard requires that all work cease if an electrical storm is in progress orimminent.
1125 Degassing OperationsDegassing requirements apply to most crude oil storage tanks and to tanks that have
been used to store motor fuels, aviation gasoline or other stocks (such as naphthas)that meet certain vapor pressure qualification rules. Degassing is not required forstocks such as lube oils, diesels and jet fuels because their vapor pressures are toolow. Other stocks that usually require degassing are alcohols, oxygenates, alcholatesand reformate streams. Spheres used to store propane also need to be degassed.
Although degassing may be required by regulations it is sometimes used volun-tarily. Examples of voluntary degassing include: venting or blowing down pipe-lines; venting tanks which have odors in a residentially sensitive area; and when
8/18/2019 TAM-EN-1100 Tank Maintenance
21/46
Tank Manual 1100 Maintenance
July 2000 2000 Chevron USA Inc. All rights reserved. 1100-21
toxic or harmful fumes might otherwise be released. Degassing is used frequentlyon underground storage tanks and sometimes on the treatment of vapors removedfrom contaminated ground/groundwater media under remediation.
Degassing, if required, should be the first task performed, followed by continuousventilation or vapor freeing. Degassing may be accomplished by one of thefollowing methods:
• Air or steam ventilation• Thermal oxidation of the fumes• Recovery of vapors by refrigeration• Removal of fumes by carbon adsorption
1126 Degassing RegulationsThe aim of degassing regulations is to prohibit the release of hydrocarbon vapors tothe atmosphere from aboveground tanks being taken out of service. Since it is
generally recognized that API 653 requires periodic out-of-service tank inspections,new regulations will likely seek to reduce the emissions associated with tank shutdowns.
Although the rules have general principles and requirements, a technology specific permit is assigned to contractors/vendors whose equipment is required to performunder the provisions of the permit. In many cases the permit requirements are morestringent than in the legislated rules.
Many states and local jurisdictions have enacted degassing regulations. The SouthCoast Air Quality Management District (SCAQMD) and Bay Area Air QualityManagement District (BAAQMD) have enacted degassing regulations. Otherauthorities have either enacted or are considering enacting degassing regulations.
Refer to your local air quality regulations.
Comparison of AQMD RegulationsVarious districts’ degassing rules are generally similar, however, they may vary inthe following key requirements parameters. Examples of how they may differinclude:
Exemptions - Tank Size and Vapor Pressure. Tanks below a certain size areexempted from the rules. The range of the size for tanks which contain hydrocar-
bons but that are not regulated varies from about 5,000 to 40,000 gallons. The rulesalso do not apply if the vapor pressure of the organic liquid is sufficiently low(e.g., diesel).
Hydrocarbon endpoint concentration. Degassing must continue until someconcentration (e.g., 10000 ppmv) is reached. However, the SCAQMD uses anendpoint that depends on the volume of displaced vapor being equal to 2.3 times thevolume of the tank. This requirement would normally be very easy to meet and beone of the most lax degassing standards. However, in permit applications, theSCAQMD generally includes a permit provision requiring degassing to levels withan endpoint concentration of 700 ppmv. This provisions is one of the most stringentin the state.
8/18/2019 TAM-EN-1100 Tank Maintenance
22/46
1100 Maintenance Tank Manual
1100-22 2000 Chevron USA Inc. All rights reserved. July 2000
1127 Degassing TechnologiesDegassing regulations provide two methods for removing the hydrocarbon vaporsfrom a tank:
• Liquid or Water Balancing: either water or a relatively non volatile stock, such
as diesel, is used to displace the hydrocarbon vapors. This technique can beused to displace vapors prior to opening a tank or when a tank floating roof islanded.
• Emission Control Devices: the basic degassing requirements as applied todevices which either destroy or recover vapors are specified in terms of effi-ciency of vapor removal or destruction. Technologies such as thermal oxida-tion, activated carbon, refrigeration and condensation, scrubbing, etc. can beused to meet these specifications.
Figure 1100-11 provides a general comparison of the various degassing technolo-gies.
Thermal Oxidation MethodsThis section covers basic thermal oxidation degassing methods.
Flame Oxidation Method. This process uses a flame to oxidize the hydrocarbonfumes in a tank and is typically a contracted specialty service provided by tankdegassing contractors. Since vacuum trucks are usually operating at the same timeas degassing units, the vapors from the vacuum truck can be discharged back to thetank space or into the degassing unit. A portable trailer unit that contains theoxidizing furnace, blowers, piping and controls, and a portable propane fuel supplyare brought to the site and connected to the tank. Figure 1100-12 shows a typicalflame degassing operation schematic flow diagram.
A flexible line made of plastic pipe or flexible ducting is connected from a tankmanway to the thermal oxidizer. It is important for other manways on the tank to beopen to allow airflow into the tank or the blower that draws tank fumes into theoxidizer. Without sufficient airflow, vacuum could result and collapse the tank.Some tank degassing contractors use a vacuum breaker which allows air to flow intothe degassing unit suction line should the pressure drop too low. The tank fumes
pass through a flame and detonation arresting device so that a flame cannot propa-gate from the oxidizer through the ducting and into the tank.
Sufficient volume (residence time) must be provided to allow oxidation of thefumes to meet required regulations. Some regulations require at least 0.5 seconds ofresidence time. In addition the temperature must also be high enough, usually
1400 F to 1500 F. Degassing tanks over 150 feet in diameter can take anywherefrom 8 to 36 hours, or more, depending on the product and amount of solids. Thetypical flow rate for currently available degassing services is from 1000 to 3000scfm. The process should not be stopped until the vapor space of the tank drops well
below 10 percent of the LEL. The tank may then be ventilated by forcing airthrough the tank unless the local regulations prohibit this.
8/18/2019 TAM-EN-1100 Tank Maintenance
23/46
J u l y 2
0 0 0
2
0 0 0 C h
e v r o n
U S A I n
c .A l l r i g h
t s r e
s e r v
e d .
1 1 0 0 - 2
3
Fig. 1100-11 Comparison of Degassing Methods From API 2015, Fig. 5.13. Courtesy of the American Petroleum Institute.
Degassing Method Applicability and Characteristics Performance Safety
Thermal Flame Units Large or small tanks primarily hydro-carbon.
Relatively simple operation.
Burner controls interlocked for safety,but can be overridden by operator.
Quick and efficient.Meets all of the most stringent airdistrict requirements.
Can be ignitionSafety of oxidi
Engine Units Lower flow rate causes longer down-time.
Not as efficient as flame unit. Same hazards as flathat an engine b
Unit depends oprevent a flashbdesign of the flpiping must beincident.
Refrigeration Large or small tanks.Complex unit, subject to meticulousmaintenance and operation require-ments.
Slower than thermal, may not meetmost stringent requirements.
—
Activated Carbon Small tanks or as air cleaning unit ontank breathing and displacement air.
Excellent.
Spent carbon must be disposed of orregenerated making this impracticalfor large tanks
Can be an ignitwhen flow throstops.
Probability of hchemically actiused.
Water Balancing Useful primarily for stock changes intanks or when liquid level brought
below landed roof position and tomeet air jurisdiction requirements.
Not applicable for general tank entryor cleaning operations.
Variable results, depends on contentsof tank, sludge contents and the
displacement liquid used.
Relatively safe
8/18/2019 TAM-EN-1100 Tank Maintenance
24/46
1100 Maintenance Tank Manual
1100-24 2000 Chevron USA Inc. All rights reserved. July 2000
Internal Combustion (IC) Engine Method. Instead of using a flame to oxidizethe hydrocarbon fumes, an internal combustion engine can be used as shown inFigure 1100-13 . Application of this technology was originally started for degassingof small underground storage tanks (less than about 5000 gallons) in the LosAngeles basin. The following description of an internal combustion engine degas-
sing method is generic.
Fig. 1100-12 Thermal Oxidation Degassing - Flame Oxidation Method From API 2015, Fig. 5.8.Courtesy of the American Petroleum Institute.
Fig. 1100-13 Thermal Oxidation Degassing - Internal Combustion Engine Method From API2015, Fig. 5.9. Courtesy of the American Petroleum Institute.
1. Vapor Inlet2. Separator Drum3. Mixing Valve
4. Filter 5. Flame Arrestor 6. Engine
7. Silencer 8. Load Blower 9. Vapor Blower
8/18/2019 TAM-EN-1100 Tank Maintenance
25/46
Tank Manual 1100 Maintenance
July 2000 2000 Chevron USA Inc. All rights reserved. 1100-25
A typical aboveground degassing setup includes at least one trailer unit containingtwo 460 cubic inch V-8 Ford engines operating at about 150 horsepower each on acontinuous basis.
The vapors pass through a knock-out pot to drop liquids and water out. A system ofmixing valves is used to obtain the proper air-fuel ratio by introducing make up airwhen the tank vapors are rich. Just prior to entering the engine, propane may beintroduced to maintain the proper air fuel ratio when the tank vapors are below theLEL. A filter removes particulates and dust. Then the clean, ready-to-burn air-vapormixture is passed through an isolating flame arrestor and into one or more internalcombustion engines.
Although the blowers that draw air from the tanks are powered by the engines toconserve energy, there is a net excess of energy created by this process. The enginesmust deal with this extra energy. Most often, the engines are connected to a blowerwhich has no function other than to consume energy by taking atmospheric air,compressing it in a lobbed vane blower and expanding it back to atmosphere. Theamount of vapors processed is proportional to the amount of energy consumed bythe engines.
Typical vapor processing rates are less than the flame oxidation units as they canonly process about 400 cfm per engine. Two to five trailers with two or moreengines can be manifolded together to develop adequate flow for degassing largetanks.
The IC engine method, unlike the flame thermal oxidation method, requires precau-tions to protect the equipment are required if the tank vapors are laden with H 2S orthiols (mercaptans). These vapors will quickly corrode the engines and the instru-mentation causing it to break down while in operation or to shorten its useful life.Most suppliers of IC degassing technologies require that the sulfur compounds bereduced to less than 10 ppm by placement of a wet caustic scrubber or activatedcarbon upstream of the unit. Review the local AQMD’s rules regarding NOx and SOxwhen degassing tank vapors with significant levels of ammonia, H 2S or mercaptans.
Refrigeration. Just as in thermal oxidation, the refrigeration method requires thatvapors are withdrawn from the tank. The refrigeration lowers the vapor stream suffi-ciently to drop out a significant amount of volatile organic compounds by condensa-tion. The remaining air and vapors are recirculated to the tank.
The refrigeration system recovers the liquid in the vapor. Usually, several stages ofcooling are required. The water vapor must first be removed by cooling the vaporstream to about 35 F so that additional stages of cooling do not cause it to freeze.Once the water is removed, the temperature may be further dropped to about -40 F
to -100 F. The cooling is achieved by using either special low temperature refrigera-tion units or by liquid nitrogen. Figure 1100-14 shows an example of a refrigerationsystem (which is characterized by its complexity).
8/18/2019 TAM-EN-1100 Tank Maintenance
26/46
1100 Maintenance Tank Manual
1100-26 2000 Chevron USA Inc. All rights reserved. July 2000
Carbon Adsorption. In this method, the vapor stream is fed into an activatedcarbon unit as shown in Figure 1100-15 . While activated carbon does an excellent
job in reducing the levels of hydrocarbon vapors, the activated carbon is consumedin the process. Typically, portable canisters are valved in parallel and switched tofresh sources as they are used. Once spent, the carbon must either be regenerated ordisposed of. In either case, the cost is too high for practical applications.
Balancing MethodsThis section covers balancing methods for degassing.
Water Balancing. In this method, either water or a relatively non-volatile stocksuch as diesel is used to displace the vapors that would otherwise accumulate whena floating roof tank is landed. This method is not useful for emptying tanks for
personnel entry for inspection or repairs of the tank. Figure 1100-16 depicts thewater balancing method.
Fig. 1100-14 Thermal Oxidation Degassing - Refrigeration Method From API 2015, Fig. 5.11. Courtesy of the AmericanPetroleum Institute.
8/18/2019 TAM-EN-1100 Tank Maintenance
27/46
Tank Manual 1100 Maintenance
July 2000 2000 Chevron USA Inc. All rights reserved. 1100-27
Inert Gas Balancing. The specific gravity of a gas is proportional to its molecularweight. Most light hydrocarbons filling the vapor space of tanks, vessels and bargeshave a specific gravity that is less than carbon dioxide (molecular weight 44). Thismeans that carbon dioxide may be used to displace the hydrocarbon fumes from
Fig. 1100-15 Thermal Oxidation Degassing - Carbon Adsorption Method From API 2015, Fig. 5.12. Courtesy of the American Petroleum Institute.
Fig. 1100-16 Water Balancing Method From API 2015, Fig. 6.2. Courtesy of the AmericanPetroleum Institute.
Product out totemporarystorage or treatmentfacilities
Clean water supply
Hot Tap Above GroundInternal Floating Roof
Storage tankbeing degassed
8/18/2019 TAM-EN-1100 Tank Maintenance
28/46
1100 Maintenance Tank Manual
1100-28 2000 Chevron USA Inc. All rights reserved. July 2000
enclosed spaces. This method has not been proven for practical use on abovegroundstorage tanks. It may have good potential for tanks with very specific conditions andrequirements.
1128 Factors Affecting Degassing TimeOne of the most important considerations in selecting potential contractors is thetime required for degassing. The concentration of the tank vapors decays in a loga-rithmic mode. The rate of decay is proportional to the ratio of the flow rate ofexiting vapors divided by the volume of the tank. The higher the ventilation rate thequicker the concentration of fumes decays.
Other important considerations include:
• The initial cleanliness of the tank being degassed. If there are large amounts ofliquid/sludge left in the tank then the degassing time (and costs) increasesdramatically.
• Vaporization rates of hydrocarbons from both remaining sludge or liquids in thetank as well as the gross volumetric thermal expansion. Heat from solar radia-tion can cause significant amounts of vapor and air expansion, as well asincreased evaporation. If the withdrawal rate of the vapor freeing or degassingoperation is too low, the net expansion of the air inside the tank combined withthe increased evaporation can exceed the flow rate of the vapors being with-drawn to the degassing unit.
• The heat flux into a tank is a diurnal phenomenon; therefore, the starting andending time of the degassing operation can have a significant effect on the totaldegassing time required. If the degassing is started in the morning, the opera-tion will have to fight the thermal effects of expansion and evaporation. If it is
started in the evening when solar radiation becomes insignificant, it is likely thedegassing will be complete sometime during the night.
• A reduction in barometric pressure can cause the tank vapors to expand,causing increased loading on the degassing unit. As with thermal effects, thisincreased loading will tend to reduce the effectiveness of the degassing opera-tion. Degassing conducted during cold weather usually proceeds quickly andefficiently. On very hot days, however, it may not be possible to degas a tank towithin requirements.
A simple rule of thumb for sizing a degassing unit holds that the minimum ratedflow of the degassing unit, after stoichiometric conditions are reached, should not beless than the tank volume divided by 600.
Recommendations for Degassing Technologies• Only the flame and IC thermal degassing processes be used on Chevron facili-
ties. Not only are these the lowest cost and quickest tank degassing processes but the hazards are understood.
• Schedule most degassing to be done during cold weather if possible, as this willreduce degassing time and costs.
8/18/2019 TAM-EN-1100 Tank Maintenance
29/46
Tank Manual 1100 Maintenance
July 2000 2000 Chevron USA Inc. All rights reserved. 1100-29
• Initiate degassing operations in the evening and attempt to complete prior tosunrise the next morning.
• Do not remove PV valves prior to or during degassing. Instead, ensure they areworking properly prior to degassing.
• Ensure that vendors’ bid proposals consider a degassing unit sized to flowat least at the tank volume divided by 600 in standard cubic feet per minuteof flow.
1129 Degassing Safety
General PrecautionsAll of the safety principles discussed above under the sections on vapor freeing,including the provisions of API 2015, are applicable to degassing. However,
because degassing connects a process to the exiting tank vapors instead ofdischarging them directly to the atmosphere, there are additional process-relatedhazards. These hazards are discussed in this section. Only the safety hazards associ-ated with thermal oxidation processes are covered.
Although hazards exist throughout the degassing operation it is important to under-stand where the risks are highest and during what phases they pose the greatestthreat. These hazards may be broken into three phases. Figure 1100-17 describeseach of these phases.
Fig. 1100-17 3 Phases of Degassing Hazards
Concentration
100% LFL
0% LFLPhase 1Hazard
Phase 2Hazard
Phase 3Hazard
Phase 1 Hazards Rich hydrocarbon vapors released whenopening manways, from leaks in temporarymanway covers, phyrophonic deposits.
Phase 2 Hazards Tank interior within explosive regime, potentialflashback from degassing unit, static electri-city, severity of incident during this phase isvery high, risk of phyrophonic ignition.
Phase 3 Hazards Tank can move back into flammable range withchanges in ambient condition, hazards topersonnel entering tank.
UFL
8/18/2019 TAM-EN-1100 Tank Maintenance
30/46
1100 Maintenance Tank Manual
1100-30 2000 Chevron USA Inc. All rights reserved. July 2000
Recommendations to Avoid Phase 1, 2 and 3 Hazards• All temporary manway covers should be gasketed or caulked against the
manway flange and checked for hydrocarbon leakage using atmospheric moni-toring equipment.
• Treat the area in front of any working or serviced manways as though flam-mable vapors are present. Under no circumstances should the degassing unit beset up within the secondary containment area in front of these manways.
• Review the contractor’s procedure to check continuity of bonding wires andgrounding. Ensure that each connection has little or no resistance.
1130 In-Service RepairsBecause it is costly to remove tanks from service and clean them for entry, it is oftennecessary to work on tanks while they are in service. This section discusses in-service repairs and the safety guidelines for completing these repairs.
1131 Safety Guidelines for In-service Work on TanksAll work should be in accordance with the latest edition of API Standard 2015.
Gas TestingBefore the start of repair work, test the vapor space in the tank and the surroundingarea for combustible gases, aromatics, hydrogen sulfide, and any other anticipatedhazardous gases. A tag which shows the date, time, gas concentrations, and other
pertinent information must be attached to the tank.
Gas tests must be taken at intervals as required to ensure safety during progress of
the work, and as a minimum should be taken at the following times:
• Before work is started each day
• At least hourly or when conditions change
• Just before work is resumed, if work has been interrupted for a period of1 hour or more
• Just before work is resumed after any stock movements in or out of the tank
• After removal of a portion of the seal assembly and injection of inert gas and before work on the seal system begins
• At any other time when, in the opinion of the Company or Contractor, it isnecessary to ensure safety
No work will be permitted without fresh air breathing equipment in areas where thehydrogen sulfide concentration exceeds ten (10) parts per million or the aromaticsconcentration exceeds one (1) part per million.
8/18/2019 TAM-EN-1100 Tank Maintenance
31/46
Tank Manual 1100 Maintenance
July 2000 2000 Chevron USA Inc. All rights reserved. 1100-31
Hot Work Precautions No work will be permitted in areas where the concentration of combustible gasesexceeds 0.05 on the J-W (or other approved) combustible gas indicator. Hot workmust be immediately stopped and all personnel must immediately leave the tankwhen the combustible gas concentration exceeds this limit.
Stock must not be transferred to or from the tank while work is being performed. Toavoid accidental pumping into or out of the tank, valves must be closed and lockedout/tagged out by the operator. These valves must not be touched during the repairwork.
No hot work is allowed on any roof in service. Hot work on the shell, such as hottapping nozzles, clips, brackets, attachments, etc., requires that the liquid level be aminimum of 3 feet above the highest weld point. A liquid level is necessary to keepthe shell cool and to prevent possible hot surface ignition of the tank vapor space.Work above this level on the shell must be performed “cold.” Hot work on shellspiral stairways (but not on the shell) must be enclosed with a non-porous materialand continuously tested for concentrations of combustible gases. Section 1133 contains a detailed hot tap procedure.
Floating Roof Entry PrecautionsIn all cases when it is necessary for personnel to go onto the roof, a safety watchmust stand by at the top of the stairway. If the person on the roof is overcome withgas, the safety watch must immediately summon help.
When the top of the floating roof is more than 4 feet below the top of the shell, thetop of the roof is defined as an enclosed space . Two (2) safety watches must be
present, one at the top of the stairway to the tank and the other on the floating roof,and they must continuously test for combustible and hazardous gases. The safetywatch at the top of the stairway must not descend into the tank but will summonhelp by radio if necessary.
When workers are using fresh air breathing equipment, there must be a safety watchwith a Scott Air Pack on the gauger’s platform. A second safety watch must be onthe ground monitoring the breathing air (compressor or air bottles). Tank emer-gency egress must be provided. This can be a crane or a portable hoist mounted onthe rim.
When working on the floating roof seal assembly, no more than 25% of the vaporspace must be exposed at any one time.
1132 In-service Shell RepairsLeaks in in-service shells can be repaired in the following ways.
• Single holes can be temporarily repaired by inserting a screwed plug andapplying epoxy around the plug to seal and hold it. The tank should be takenout of service immediately to complete a permanent repair.
• Rivet and seam leaks can be repaired by peening the metal around a leak to sealoff the leaking area. Care must be taken to avoid applying too much force.
8/18/2019 TAM-EN-1100 Tank Maintenance
32/46
1100 Maintenance Tank Manual
1100-32 2000 Chevron USA Inc. All rights reserved. July 2000
Epoxy seam sealers also can be used, but the tank level must be lower thanthe leak during application of the seam sealer.
1133 Hot Tapping of Tanks in Service
GeneralOccasionally there is a need to install a new nozzle or other appurtenance on a tankshell without taking the tank out of service. This work can be accomplished safely
by hot tapping, if proper procedures and precautions are used.
An alternative which should not be overlooked is the possibility of installing therequired new nozzle on a manway cover. The advantages, if operationally feasible,are the ability to remove the manway cover to the shop where the quality of thealteration work can be tested, and the elimination of hazardous work in the tankarea. This, however, requires taking the tank out of service.
API 653 section 7 lists requirements to be followed when performing installation ofradial hot tap connections. The shell material must not have been required to be
postweld head treated when originally constructed. The size of connection that may be installed is limited by the minimum shell thickness at the connection weld loca-tion and shell material toughness. See API 653 latest edition and addenda for thelimitations and requirements. Hot tap procedures must include API 2201 practices.See API 2201.
Consideration should be given to the effects of welding on shells less than ½" thickwhen the heat of welding can potentially decompose the liquid in the tank. Somefluids, such as caustic solutions, may cause stress corrosion cracking. Other fluids
become very aggressive when heated above a certain temperature and can causelocalized corrosion of the tank shell.
Safety PrecautionsHot tapping is a useful method of making in-service repairs, but it involves hazardswhich must be recognized and weighed against alternative solutions.
Since welding done on a hot tapping job cannot be inspected or tested thoroughly,this work should be done only by skilled welders under competent supervision.Welding requires that the area be completely gas free and that J-W readings be takencontinuously during the welding process to assure no vapor accumulates. Allsources of vapor in and adjoining the area should be properly controlled, and thetiming of the work should correspond to the in-breathing (emptying) of tanks whichmight contribute vapor to the area.
The liquid level should be at least 3 feet above the level where welding work is being done. Consult the local operating management for any requirementsspecific to your plant.
The gas testing and hot work precautions listed in Section 1131 should be usedduring a hot tap.
8/18/2019 TAM-EN-1100 Tank Maintenance
33/46
Tank Manual 1100 Maintenance
July 2000 2000 Chevron USA Inc. All rights reserved. 1100-33
EquipmentSeveral makes of hot tap machines can be purchased or rented. Although they weredeveloped primarily for use on pipe lines, they are also suitable for use on tankshells. The size of the machine needed depends on the size of hole. Some machinescan make cuts up to 18 inches in diameter. Note that hot tap cutters usually cut a
hole somewhat smaller than the nozzle inside diameter. This must be consideredif appurtenances are to go through the hole. Maximum nozzle size allowed byAPI 653 is 18-inch diameter. Chevron limit is 12 inches. See “ Limitations ” in thissection.
Pre-work InspectionBefore a hot tap is made, UT scan the tank shell at the location of the hot tap for any
possible deficiencies and review recent records of interior inspection of the tank.Every effort should be made to determine the soundness of the shell plate. If there isreason to suspect shell plate deficiencies, hot tapping should be avoided.
Nozzle Location and Hot Tapping ProcedureThe new nozzle should be kept clear of existing seams and other nearby nozzles.API 653 Section 7.14 requires certain minimum weld spacing (Toe-to-Toe) from thehot tap nozzle and reinforcing plate (if any) and existing tank shell welds. Allwelding to the tank shell must be done with low hydrogen electrodes. Pipe, flanges,reinforcing plate and details should conform to API 650 (Section 3.7.6) nozzledetails. Only the method of welding the nozzle to the tank should differ fromAPI 650. Since the interior backup weld for the nozzle obviously cannot be madewith the tank in service, it must be altered as indicated in the following procedure for
pipe connections over 2 inches. All other welds should follow API 650 requirements.
Small connections up to 2 inches. Install a weld boss per Standard Drawing
GC-C1043 Rev. 2 (see Pressure Vessel Manual ).Pipe connections over 2 inches. These nozzles require a reinforcing plate. Installnozzle and reinforcing plate in accordance with Figures 1100-18 and 1100-19 andthe following procedure:
1. Bevel nozzle end 37½ degrees with 1/16-inch lip edge.
2. Tack to shell with 1/16-inch lip edge spacing.
3. Apply full penetration weld with full fusion to pipe and shell. Leave noundercut on pipe and remove all slag and weld splatter from shell and pipe. SeeFigure 1100-18 .
If pipe connection is 10" or larger, back grind the nozzle-to-shell weld if theshell thickness is 3/8 inch or less. Back gouging may be used on shells havingthickness greater than 3/8 inch. Clean metal and back weld to assure full pene-tration and fusion throughout thickness of nozzle-to-shell weld.
8/18/2019 TAM-EN-1100 Tank Maintenance
34/46
1100 Maintenance Tank Manual
1100-34 2000 Chevron USA Inc. All rights reserved. July 2000
4. Hydrostatic test the nozzle to 1.5 times the hydrostatic head pressure of thetank.
5. Roll reinforcing plate to fit snugly to shell. Trim inside diameter of opening tofit toe of pipe weld leaving appropriate lip edge space and groove dimensionsfor the diameter of hole and thickness to be welded. See Figure 1100-19 .
6. Press pad firmly against shell and tack outside diameter of pad.
7. Weld inside diameter of pad being sure to get good fusion to shell.
8. Finish weld with smooth fillet from top of pad to nozzle surface. Leave no porosity or undercuts.
9. Complete the weld on the periphery of the pad per API 650.
Fig. 1100-18 Hot-tap Welding Details—Nozzle-to-ShellFrom API 653, Fig. 7.7. Courtesy of the American Petroleum Institute.
Fig. 1100-19 Hot-tap Welding Details—Reinforcing Plates From API 653, Fig. 7.7. Courtesy ofthe American Petroleum Institute
8/18/2019 TAM-EN-1100 Tank Maintenance
35/46
Tank Manual 1100 Maintenance
July 2000 2000 Chevron USA Inc. All rights reserved. 1100-35
10. Test reinforcing plate with air pressure between 5-15 psi.
11. Prior to cutting a hole in the shell, test the completed nozzle assembly to1.5 times the static head pressure at the nozzle location.
LimitationsHot tapping of tanks should not be done if the nozzle diameter is over 12 inches. If alarger nozzle is necessary, the tank should be taken out of service and the nozzleassembly shop-welded and stress-relieved. See section on shells in SpecificationTAM-EG-967.
1134 Fixed Roof RepairsFixed roof repairs can be made in the following ways.
Deck plate holes. Holes in the deck plate can be cold patched. A patch plate tocover the area is prepared with holes drilled along the edge. After applying a
sealant/adhesive to the deck plate where the edge of the patch plate will be, the patch plate is then set in place and fastened with sheet metal screws.
Thin roof deck. The thin roof deck can be repaired by applying a laminate coating.Holes are first covered with light sheet metal patches held in place with sealant/adhesive or sheet metal screws. See the Coatings Manual for more details on lami-nate coatings. The deck must be marked to prevent access after the repairs are
performed.
Appurtenances. You can install appurtances using the following methods:
1. Existing pipes can be cut off, threaded, and a threaded flange installed with thenew appurtenance bolted on. If no lifting force will be applied when the appur-
tenance is used (such as the funnel on a sample hatch), the attachment can also be made by gluing the flange to the pipe. In this case, tack welds on the insideof the slip-on flange made in the shop can hold it in place before gluing.
2. A surface-mounted appurtenance can be installed on the roof deck by welding areinforcing pad on the appurtenance in the shop, cutting an opening in the roofdeck, and then attaching the appurtenance to the roof deck in the same manneras a large patch.
1135 Floating Roof RepairsFloating roof repairs can be made in the following ways.
Temporary hole repair. Temporary repairs of holes in the deck plate can made withsteel plugs and sealant as done with shells.
8/18/2019 TAM-EN-1100 Tank Maintenance
36/46
1100 Maintenance Tank Manual
1100-36 2000 Chevron USA Inc. All rights reserved. July 2000
Cold patches. Cold patches can be made in the same manner as with a fixed roof,with the following additional steps:
1. The leak must be momentarily plugged using a plug and sealant.
2. The patch should be conical shaped so as not to displace the temporary plug
while the patch is being installed.3. After installation of the patch, the area should be thoroughly cleaned of all oily
contaminate and an epoxy sealant installed over the patch after adequatesurface preparation.
A thin upper deck of pontoons can be repaired in the same manner as a fixed roof: by sheet metal patching and laminate coating. The area must be marked to preventaccess.
Rolled or bent floating roof fixed low legs can be cut off internally (below the lowerroof deck) by use of an ultra-high pressure hydrocutter. The remainder of the roof legthrough the roof then becomes the guide sleeve for a temporary two-position leg.
1136 Floating Roof Seal SystemsRim-mounted primary shoe and toroidal seal systems can be removed, repaired, orreplaced. To minimize evaporation and potential hazard to the workers, no morethan one-fourth of the roof seal system should be out of the tank at one time.Temporary spacers to keep the roof centered should be used during the repairs.Primary seal systems mounted partly or fully below the bolting bar or top of the rimusually cannot be reached to allow removal in service. In this case, in-servicerepairs are restricted to replacement of the primary seal fabric.
Rim-mounted secondary seals are readily installed, repaired, or replaced with the
tank in service, as are shoe-mounted secondaries.
1137 InsulationIn-service repairs to insulation on the shell and fixed roof can be made by thefollowing methods.
Shell. Shell insulation can be installed, repaired, or replaced in service. A special bar with studs for the laybar installation will be required to provide studs above alevel 3 feet below the stock level of the tank. Below that level, the bar will bewelded to the tank using the hot tap procedure described in Section 1133 . (SeeFigure 1100-20 .)
8/18/2019 TAM-EN-1100 Tank Maintenance
37/46
Tank Manual 1100 Maintenance
July 2000 2000 Chevron USA Inc. All rights reserved. 1100-37
Caution The roof should be inspected to ensure it has adequate thickness in thearea of the required repairs.
Fixed Roof. Roof insulation is normally impaled on studs welded to the roof. In-service replacement of insulation is feasible as long as the impaling studs are notdamaged.
Where in-service installation is required without studs, one company, Thermacon,has a design consisting of cables in tension across the roof which are attached coldto the top angle. These cables hold the roof insulation in place.
1138 AppurtenancesCaution When an appurtenance is to be removed from a tank that is in service,
precautions may be required to prevent the uncontrolled release ofvapor from the tank.
Bolted-on appurtenances, such as valves, breathers, hatch covers, manway-mountedmixers, and heaters, etc., and threaded appurtenances, such as hatch covers,autogauge guides, etc., can be replaced in service. To install some appurtenanceswill require that the tank level be pumped down. Some appurtenances which areabove the liquid level, such as sample hatch funnels on existing sample hatches offloating roofs, and those fixed roof appurtenances mounted directly to the roof, can
be replaced in service.
In-service repairs can be made on stairways, platforms, and wind girders by boltinginstead of welding. Such attachments must be well sealed to prevent corrosion
product between the surfaces from breaking the bolts.
Rolling ladders can be removed from the tank and repaired, rebuilt, or replaced inservice.
Fig. 1100-20 Laybar Installation—In-service Tank
8/18/2019 TAM-EN-1100 Tank Maintenance
38/46
1100 Maintenance Tank Manual
1100-38 2000 Chevron USA Inc. All rights reserved. July 2000
1140 ResourcesDeBeer, E. E., Foundation Problems of Petroleum Tanks , Annales de L’InstitutBelge du Petrole, No. 6, 1969, pp. 25-40
Malik, Z. Morton, J., and Ruiz, C., Ovalization of Cylindrical Tanks as a Result
of Foundation Settlement, Journal of Strain Analysis, Vol. 12, No. 4, 1977 pp. 339-348.
Timoshenko, S., Theory of Plates and Shells, McGraw-Hill Book Co., Inc., New York, N.Y., 1955
Sullivan, R. A., Nowicki, J. F., Settlement of Structures, Conference organized bythe British Geotechnical Society at The Lady Mitchell Hall, Cambridge held inApril 1974
Duncan, J.M., D’Orazio, T. B., Stability of Steel oil Storage Tanks, Journal ofGeotechnical Engineering, Vol 110, No. 9, September, 1984
Duncan, J.M., D’Orazio, T. B., Distortion of Steel Tanks Due to Settlement of theirWalls, Journal of Geotechnical Engineering, Vol 115, No. 6, June, 1989
API 653, Appendix B.
Sullivan, R. A., and Nowicki, J. F. 1974, Differential Settlements of Cylindrical OilTanks. Proceedings, Conference on Settlement of Structures, BritishGeotechnical Society, Cambridge, pp402-424.
Marr, W. A., Ramos, J. A., and Lambe, T. W. Criteria For Settlement of Tanks, Journal of the Geotechnical Engineering Division Proceedings of the AmericanSociety of Civil Engineers, Vol. 108, No GT8, August, 1982.
D’Orazio, T. B., Duncan, J. M. Differential Settlements in Steel Tanks, Journal of
Geotechnical Engineering, Vol. 113, No. 9, September, 1987.Koczwara, F. A. Simple Method Calculates Tank Shell Distortion, HydrocarbonProcessing, August 1980
EEMUA (The Engineering Equipment and Materials Users Association) Document No 159 (Draft)
Duncan, J. M., D’Orazio, T. B., and Myers, P. E., Settlement of Tanks on Clay , presented at ASCE Settlement ‘94
1150 Tank Shutdown ChecklistIncluded in this section are examples of Tank Shutdown Checklists that have beendeveloped at various facilities. They each list the typical work done during a tankshutdown and can be utilized by the engineer or Company Representative to help
plan work for each tank. For questions concerning the checklists, please contact arepresentative from that particular facility. The checklist, which starts on the next
page, is a sample tank shutdown checklist from the Richmond Refinery. Othersamples follow.
8/18/2019 TAM-EN-1100 Tank Maintenance
39/46
Tank Manual 1100 Maintenance
July 2000 2000 Chevron USA Inc. All rights reserved. 1100-39
‚ CLEAN START DATE: _ _ _ _ T A N K C H E C K L I S T CHECK. MEETING: ‚‚ WORK START DATE: CLEAN CHG. # : ‚‚ WORK END DATE: SERVICE: LOCATION: REPAIR CHG. # : ‚‚ ---------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------- ‚
‚ TECH REP: MAINT REP: OPR REP: ENGR REP: INSP REP: ‚‚ ---------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------- ‚‚ MOAN LIST: YES NO BLIND LIST: YES NO VALVE REPAIR LIST: YES NO EVACUATION PLAN: YES NO ‚‚ ---------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------- ‚‚ INSP. RPT.: YES NO ER COPY: YES NO ENGR. BM'S/MTL. LIST: YES NO TANK CLEANED: YES NO ‚‚ ====================================================================================================================== ‚‚ EWO/ ‚ ‚ WORK COMPLETED ‚ EXECUTION ‚ REF ‚‚ 620# ‚ ITEM DESCRIPTION ‚ OPER. ‚ MAINT. ‚ INSPECT. ‚ RESPONSIBIL. ‚ LOC ‚‚ ===== ‚ ============================================================= ‚ =========‚ =========‚ =========‚ ============= ‚ ===== ‚‚ ‚ ‚ ‚ ‚ ‚ ‚ ‚‚ I. ‚ PRELIMINARY ITEMS ‚ ‚ ‚ ‚ ‚ ‚‚ ----------‚ ------------------------------------------------------------------------------------------------------------‚ --------------- ‚ --------------- ‚ ----------------‚ ------------------------- ‚ --------- ‚‚ ‚ INSTALL BLINDS PER OPERATOR BLIND LIST ‚ ‚ ‚ XXXXXX ‚ TK GROUP ‚ PLAN ‚‚ ‚ ------------------------------------------------------------------------------------------------------------‚ --------------- ‚ --------------- ‚ ----------------‚ ------------------------- ‚ --------- ‚‚ ‚ PULL TANK LEGS ‚ ‚ ‚ XXXXXX ‚ TK GROUP ‚ PLAN ‚‚ ‚ ------------------------------------------------------------------------------------------------------------‚ --------------- ‚ --------------- ‚ ----------------‚ ------------------------- ‚ --------- ‚
‚ ‚ OPEN ALL TANK MANWAYS ‚ XXXXXX ‚ ‚ XXXXXX ‚ TK GROUP ‚ PLAN ‚‚ ‚ ------------------------------------------------------------------------------------------------------------‚ --------------- ‚ --------------- ‚ ----------------‚ ------------------------- ‚ --------- ‚‚ ‚ CLEAN TANK FOR INSPECTION ‚ XXXXXX ‚ ‚ ‚ TK GROUP ‚ PLAN ‚‚ ‚ ------------------------------------------------------------------------------------------------------------‚ --------------- ‚ --------------- ‚ ----------------‚ ------------------------- ‚ --------- ‚‚ ‚ REMOVE FOAM LOG SEAL BEFORE REPAIR WORK BEGINS ‚ XXXXXX ‚ ‚ ‚ TK GROUP ‚ PLAN ‚‚ ‚ ------------------------------------------------------------------------------------------------------------‚ --------------- ‚ --------------- ‚ ----------------‚ ------------------------- ‚ --------- ‚‚ ‚ ‚ ‚ ‚ ‚ ‚ ‚‚ ===== ‚ ============================================================= ‚ =========‚ =========‚ =========‚ ============= ‚ ===== ‚‚ ‚ ‚ ‚ ‚ ‚ ‚ ‚‚ II. ‚ TANK INTERNALS ‚ ‚ ‚ ‚ ‚ ‚‚ ----------‚ ------------------------------------------------------------------------------------------------------------‚ --------------- ‚ --------------- ‚ ----------------‚ ------------------------- ‚ --------- ‚‚ ‚ INSPECT BOTTOM & PULL __ COUPONS ‚ XXXXXX ‚ ‚ ‚ TK GROUP ‚ ‚‚ ‚ ------------------------------------------------------------------------------------------------------------‚ --------------- ‚ --------------- ‚ ----------------‚ ------------------------- ‚ --------- ‚‚ ‚ REPAIR/INSTALL NEW API BOTTOM W/ 3/8" ANNULAR RING ‚ XXXXXX ‚ ‚ ‚ CONTRACTOR ‚ ‚‚ ‚ ------------------------------------------------------------------------------------------------------------‚ --------------- ‚ --------------- ‚ ----------------‚ ------------------------- ‚ --------- ‚‚ ‚ 1) CK QUALITY OF MEMBRANE ‚ XXXXXX ‚ XXXXXX ‚ ‚ INSPECTION ‚ ‚
‚ ‚ ------------------------------------------------------------------------------------------------------------‚ --------------- ‚ --------------- ‚ ----------------‚ ------------------------- ‚ --------- ‚‚ ‚ 2) VAC. TEST MEMBRANE ‚ XXXXXX ‚ ‚ ‚ CONTRACTOR ‚ ‚‚ ‚ ------------------------------------------------------------------------------------------------------------‚ --------------- ‚ --------------- ‚ ----------------‚ ------------------------- ‚ --------- ‚‚ ‚ 3) CUT GROOVES IN FIBERCRETE CONCRETE ‚ XXXXXX ‚ ‚ ‚ CONTRACTOR ‚ ‚‚ ‚ ------------------------------------------------------------------------------------------------------------‚ --------------- ‚ --------------- ‚ ----------------‚ ------------------------- ‚ --------- ‚‚ ‚ 4) SEND CONCRETE SAMPLE OUT TO LAB ‚ XXXXXX ‚ ‚ ‚ CONTRACTOR ‚ ‚‚ ‚ ------------------------------------------------------------------------------------------------------------‚ --------------- ‚ --------------- ‚ ----------------‚ ------------------------- ‚ --------- ‚‚ ‚ 5) INSTALL BACK-UP STRIP FOR ANNULAR RING ‚ XXXXXX ‚ ‚ ‚ CONTRACTOR ‚ ‚‚ ‚ ------------------------------------------------------------------------------------------------------------‚ --------------- ‚ --------------- ‚ ----------------‚ ------------------------- ‚ --------- ‚‚ ‚ INSPECT & REPAIR INTERNAL SHELL ‚ XXXXXX ‚ ‚ ‚ CONTRACTOR ‚ ‚‚ ‚ ------------------------------------------------------------------------------------------------------------‚ --------------- ‚ --------------- ‚ ----------------‚ ------------------------- ‚ --------- ‚‚ ‚ MODIFY/REPAIR TANK NOZZLES & MANWAYS FOR NEW BOTTOM ‚ XXXXXX ‚ ‚ ‚ CONTRACTOR ‚ ‚‚ ‚ ------------------------------------------------------------------------------------------------------------‚ --------------- ‚ --------------- ‚ ----------------‚ ------------------------- ‚ --------- ‚‚ ‚ INSPECT,SLOT,REAM & REPAIR GAUGE WELL ‚ XXXXXX ‚ ‚ ‚ CONTRACTOR ‚ ‚‚ ‚ ------------------------------------------------------------------------------------------------------------‚ --------------- ‚ --------------- ‚ ----------------‚ ------------------------- ‚ --------- ‚‚ ‚ INSTALL/REPLACE GAUGE WELL SS STRICKER PLATE ‚ XXXXXX ‚ ‚ ‚ CONTRACTOR ‚ ‚
‚ ‚ ------------------------------------------------------------------------------------------------------------‚ --------------- ‚ --------------- ‚ ----------------‚ ------------------------- ‚ --------- ‚‚ ‚ CHECK TANK GAUGE WELL CLEARANCE - 12" ‚ XXXXXX ‚ ‚ ‚ INSP/CONT ‚ ‚‚ ‚ ------------------------------------------------------------------------------------------------------------‚ --------------- ‚ --------------- ‚ ----------------‚ ------------------------- ‚ --------- ‚‚ ‚ INSPECT & INSTALL/REPAIR VORTEX BREAKER ‚ XXXXXX ‚ ‚ ‚ CONTRACTOR ‚ ‚‚ ‚ ------------------------------------------------------------------------------------------------------------‚ --------------- ‚ --------------- ‚ ----------------‚ ------------------------- ‚ --------- ‚‚ ‚ INSPECT,REPAIR/REPLACE & LUBE SWING LINE WINCH & SHEAVE ‚ XXXXXX ‚ ‚ ‚ CONTRACTOR ‚ ‚‚ ‚ ------------------------------------------------------------------------------------------------------------‚ --------------- ‚ --------------- ‚ ----------------‚ ------------------------- ‚ --------- ‚‚ ‚ INSP,REPAIR/REPLACE SWING LINE: CABLE,PONTOONS & PIPE ‚ XXXXXX ‚ ‚ ‚ CONTRACTOR ‚ ‚‚ ‚ ------------------------------------------------------------------------------------------------------------‚ --------------- ‚ --------------- ‚ ----------------‚ ------------------------- ‚ --------- ‚
8/18/2019 TAM-EN-1100 Tank Maintenance
40/46
1100 Maintenance Tank Manual
1100-40 2000 Chevron USA Inc. All rights reserved. July 2000
‚ ====================================================================================================================== ‚‚ EWO/ ‚ ‚ WORK COMPLETED ‚ EXECUTION ‚ REF ‚‚ 620# ‚ ITEM DESCRIPTION ‚ OPER. ‚ MAINT. ‚ INSPECT. ‚ RESPONSIBIL. ‚ LOC ‚‚ ===== ‚ ============================================================= ‚ =========‚ =========‚ =========‚ ============= ‚ ===== ‚‚ ‚ INSPECT, REPAI R/REPLACE&HYDRO @ 45psi_SWING LINE PONTOON ‚ XXXXXX ‚ ‚ ‚ CONTRACTOR ‚ ‚‚ ‚ ------------------------------------------------------------------------------------------------------------‚ --------------- ‚ --------------- ‚ ----------------‚ ------------------------- ‚ --------- ‚‚ ‚ INSPECT,REPLACE & HYDRO @ 45psi _ SWING LINE STAY-TITES ‚ XXXXXX ‚ ‚ ‚ CONTRACTOR ‚ ‚‚ ‚ ------------------------------------------------------------------------------------------------------------‚ --------------- ‚ --------------- ‚ ----------------‚ ------------------------- ‚ --------- ‚‚ ‚ INSPECT & REPAIR FILL LINE DISPERSER ‚ XXXXXX ‚ ‚ ‚ CONTRACTOR ‚ ‚‚ ‚ ------------------------------------------------------------------------------------------------------------‚ --------------- ‚ --------------- ‚ ----------------‚ ------------------------- ‚ --------- ‚‚ ‚ CHECK/ADD BALLAST (450 THINNER) ON PONTOONS ‚ XXXXXX ‚ ‚ ‚ CONTRACTOR ‚ ‚‚ ‚ ------------------------------------------------------------------------------------------------------------‚ --------------- ‚ --------------- ‚ ----------------‚ ------------------------- ‚ --------- ‚‚ ‚ INSPECT & REPAIR ROOF LEGS ‚ XXXXXX ‚ ‚ ‚ CONTRACTOR ‚ ‚‚ ‚ ------------------------------------------------------------------------------------------------------------‚ --------------- ‚ --------------- ‚ ----------------‚ ------------------------- ‚


















![[Armor] - TAM - Tanque Argentino Mediano - Argentinian Tank](https://img.pdfslide.net/doc/110x75/55cf98fb550346d0339ad4e9/armor-tam-tanque-argentino-mediano-argentinian-tank.jpg)