Embed Size (px)
Citation preview

TECHNICALARTICLE SERIES
SOUTH AFRICA
FLEXICON AFRICA (PTY) LTD P.O. Box 10450 Linton Grange Port Elizabeth 6015 South Africa Tel: +27 41 453 1871Fax: +27 41 453 1670E-mail: [email protected]: www.flexicon.co.za
CHILE
FLEXICON CHILE LTD Avenida Andres Bello #1051 Oficina #1602 Providencia Santiago ChileTel: +56 2 2415 1286 Fax: +56 2 2415 1393E-mail: [email protected]: www.flexicon.com
SINGAPORE
FLEXICON SINGAPORE PTE LTD27 West Coast Highway#02-22Singapore 117867Tel: +65 6778 9225Fax: +65 6690 8850E-mail: [email protected]
GERMANY
FLEXICON (EUROPE) LTD Matthäusstrasse 13 63743 Aschaffenburg GERMANY Tel: +49 170 8 187 613 E-mail: [email protected]: www.flexiconeurope.de
AUSTRALIA (SYDNEY)
FLEXICON CORPORATION (AUSTRALIA) PTY LTDSuite 5, Level 3 45-47 Hunter St.Hornsby, NSW 2077 Australia Tel: +61 (0)7 3879 4180Fax: +61 (0)2 9477 5548E-mail: [email protected]: www.flexicon.com.au
AUSTRALIA (BRISBANE)
FLEXICON CORPORATION (AUSTRALIA) PTY LTD 78 Westgate Street Wacol, QLD 4076 Australia Tel: +61 (0)7 3879 4180 Fax: +61 (0)7 3879 4183E-mail: [email protected]: www.flexicon.com.au
USA
FLEXICON CORPORATION 2400 Emrick Boulevard Bethlehem, PA 18020-8006 USATel: 1 888 FLEXICON (1 888 353 9426) Tel: 1 610 814 2400Fax: 1 610 814 0600E-mail: [email protected]: www.flexicon.com
UK
FLEXICON (EUROPE) LTD 182 John Wilson Business Park Harvey Drive Whitstable, Kent CT5 3RB United KingdomTel: +44 (0)1227 374710Fax: +44 (0)1227 365821E-mail: [email protected]: www.flexicon.co.uk
SPAIN
FLEXICON (EUROPE) LTD Méndez Núñez 3-5, Principal 08003 Barcelona Spain Tel: +34 930 020 509E-mail: [email protected]: www.flexicon.es
When two bulk conveyors arebetter than one
T-0477
When two bulk conveyors are better than one
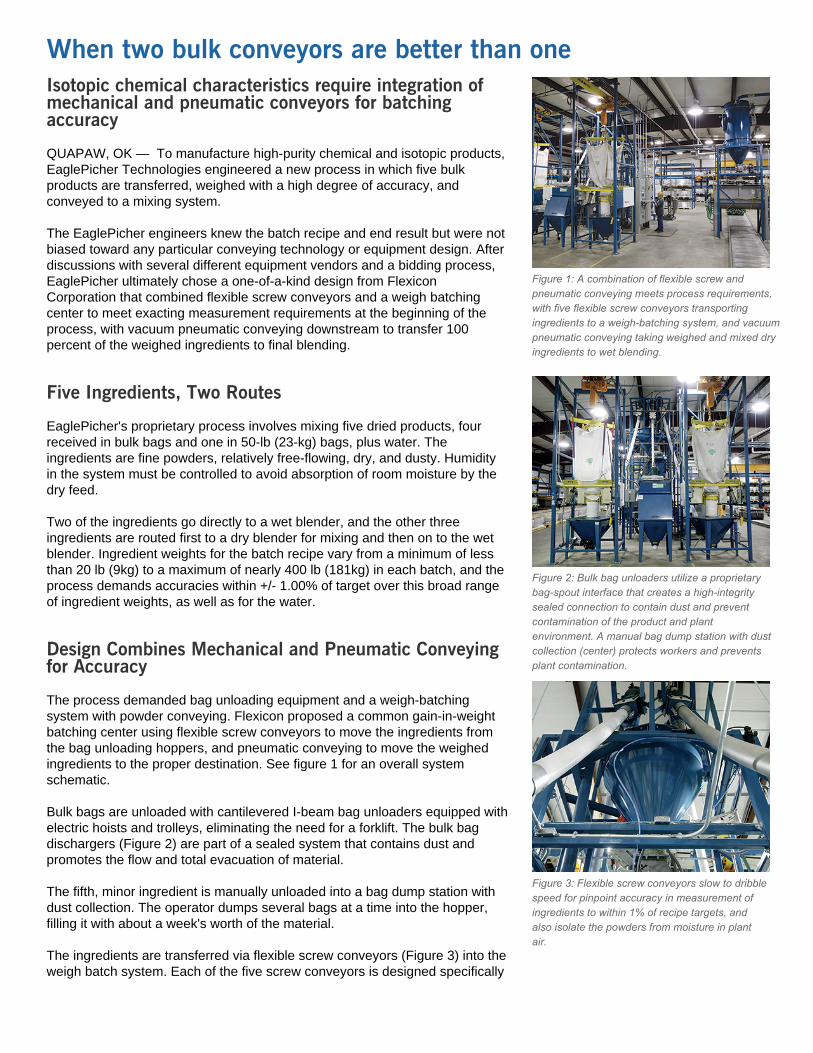
Figure 1: A combination of flexible screw andpneumatic conveying meets process requirements,with five flexible screw conveyors transportingingredients to a weigh-batching system, and vacuumpneumatic conveying taking weighed and mixed dryingredients to wet blending.
Figure 2: Bulk bag unloaders utilize a proprietarybag-spout interface that creates a high-integritysealed connection to contain dust and preventcontamination of the product and plantenvironment. A manual bag dump station with dustcollection (center) protects workers and preventsplant contamination.
Figure 3: Flexible screw conveyors slow to dribblespeed for pinpoint accuracy in measurement ofingredients to within 1% of recipe targets, andalso isolate the powders from moisture in plantair.
Isotopic chemical characteristics require integration ofmechanical and pneumatic conveyors for batchingaccuracy
QUAPAW, OK — To manufacture high-purity chemical and isotopic products,EaglePicher Technologies engineered a new process in which five bulkproducts are transferred, weighed with a high degree of accuracy, andconveyed to a mixing system.
The EaglePicher engineers knew the batch recipe and end result but were notbiased toward any particular conveying technology or equipment design. Afterdiscussions with several different equipment vendors and a bidding process,EaglePicher ultimately chose a one-of-a-kind design from FlexiconCorporation that combined flexible screw conveyors and a weigh batchingcenter to meet exacting measurement requirements at the beginning of theprocess, with vacuum pneumatic conveying downstream to transfer 100percent of the weighed ingredients to final blending.
Five Ingredients, Two Routes
EaglePicher's proprietary process involves mixing five dried products, fourreceived in bulk bags and one in 50-lb (23-kg) bags, plus water. Theingredients are fine powders, relatively free-flowing, dry, and dusty. Humidityin the system must be controlled to avoid absorption of room moisture by thedry feed.
Two of the ingredients go directly to a wet blender, and the other threeingredients are routed first to a dry blender for mixing and then on to the wetblender. Ingredient weights for the batch recipe vary from a minimum of lessthan 20 lb (9kg) to a maximum of nearly 400 lb (181kg) in each batch, and theprocess demands accuracies within +/- 1.00% of target over this broad rangeof ingredient weights, as well as for the water.
Design Combines Mechanical and Pneumatic Conveyingfor Accuracy
The process demanded bag unloading equipment and a weigh-batchingsystem with powder conveying. Flexicon proposed a common gain-in-weightbatching center using flexible screw conveyors to move the ingredients fromthe bag unloading hoppers, and pneumatic conveying to move the weighedingredients to the proper destination. See figure 1 for an overall systemschematic.
Bulk bags are unloaded with cantilevered I-beam bag unloaders equipped withelectric hoists and trolleys, eliminating the need for a forklift. The bulk bagdischargers (Figure 2) are part of a sealed system that contains dust andpromotes the flow and total evacuation of material.
The fifth, minor ingredient is manually unloaded into a bag dump station withdust collection. The operator dumps several bags at a time into the hopper,filling it with about a week's worth of the material.
The ingredients are transferred via flexible screw conveyors (Figure 3) into theweigh batch system. Each of the five screw conveyors is designed specifically

Figure 4: An automated control system manages theentire process according to pre-programmed batchrecipes.
Figure 5: A filter-receiver with reverse- pulsefilter cleaning continuously and efficientlyseparates the powder from the vacuum pneumaticsystem, dropping process feed into the wet mixer.
for the powder being moved, with different sizes, materials of construction,and screw designs based on each material's bulk density and flow properties.Flexible screw conveyors are an ideal choice for this type of application, witheach material-dedicated conveyor providing high accuracy and reliability withlow maintenance.
The single, common gain-in-weight batching system (Figure 4) measuresingredients in sequence as they flow into the central weigh hopper. Load cellstransmit weight gain information to a controller that starts and stops theconveyors, slowing to a dribble feed rate as the weight approaches the targetin order to meet the high accuracy requirements. A slide gate valve at thebottom of the weigh hopper discharges the ingredient.
Since there are two different destinations for the weighed feed streams, aspecially designed wye diverter valve sends each ingredient to the properplace, either the dry blender or the wet blender. The first two ingredientsbypass the dry blender located just below the weigh batching system and dropthrough a rotary airlock valve into the vacuum pneumatic conveying systemthat takes them to the wet blender. There they are pre-mixed with water andgiven time to blend. The other three ingredients drop through the divertervalve directly into the dry blender, where they are mixed for 30 minutes. Theblended mixture is then discharged from the bottom of the dry mixer throughthe same rotary airlock valve and into the same pneumatic conveying systemfor transfer into the wet blender.
The pneumatic conveying system was selected for its ability to handle thediverse range of powders with differing characteristics and because thesystem will evacuate itself of the material it conveys. Since the pneumaticconveying system will fully evacuate the vessel being discharged, as well asthe conveying line itself, cross-contamination is minimized in thismulti-ingredient system. Complete transfer of the material also ensures thatboth the individual and consolidated batch ingredients reach their destinationsaccurately by weight.
As each of the dry ingredients exits the pneumatic conveyor it is collected in afilter receiver equipped with reverse-pulse jet filter cleaning to dislodgeaccumulated dust from filter surfaces, assuring complete separation of thematerial from the vacuum air stream (Figure 5). The filter receiver hopperutilizes a load cell weigh module to confirm complete batch transfer. Anotherrotary airlock valve takes the powder directly into the wet blender below. A20-hp (15kw) positive displacement vacuum pump located downstream of thefilter receiver provides sufficient airflow to transfer all the materials.
Flexicon engineers, backed by Osborne Equipment Sales, Inc., Broken Arrow,OK, were on site during startup for operator training. According to LorenHarding, EaglePicher's Manager of Operations, the integrated conveyingpackage meets all process requirements and prevents contamination of itsproduct and plant environment.
EaglePicher's ultimate choice of Flexicon was based on several importantadvantages. Harding said, "Flexicon had the weighing and batchingexperience to supply a unique integrated turnkey system, includingPLC-based controls, with guaranteed accuracies. Furthermore, Flexicon'sbulk bag discharger with patented bag-spout interface, was the best weencountered for maintaining a sealed system during unloading. Finally, andperhaps most importantly, Flexicon was the only company to propose avacuum pneumatic system combined with mechanical conveying, the mostadvantageous solution for our requirements."

(L-R) Five flexible screw conveyors transportpowders from a bag dump station and four bulk bagdischargers to a gain-in-weight hopper mounted onload cells. Three of the ingredients are weighbatched, gravity discharged from the hopper into adry mixer, and metered into a pneumatic conveyingline that terminates at a filter receiver whichdischarges into a wet blender. The other twoingredients are weigh batched in the same manner,but they bypass the dry blending stage, andinstead are metered directly into the pneumaticconveyor line that terminates at the filterreceiver discharging into the wet blender, whereall five ingredients are combined.





























