Embed Size (px)
Citation preview
![Page 1: TECHNICAL REPORT · d 00 go 05 ad ] wvt-6605 process for anodizing titanium technical report cjlea&inghouse for mjsdhral scientific and coal information c+-d" f by](https://reader042.pdfslide.net/reader042/viewer/2022030905/5b492c9c7f8b9aa4148df6af/html5/page/1.jpg)
■d
00
GO 05
AD ] WVT-6605
PROCESS FOR ANODIZING TITANIUM
TECHNICAL REPORT
CjLEA&INGHOUSE FOR mjSDHRAL SCIENTIFIC AND
COAL INFORMATION
C+-d" f
BY
THEODORE M. POCHILY
APRIL 1966
\!r,/":>r:inn nrpi
Ok^.
BENET LABORATORIES U.S. ARMY WEAPONS COMMAND
WATERVLIET ARSENAL WATERVLIET-NEW YORK
AMCMS Gode No. 4-930.15.6267.-20.01
DA Project No. 66287
MM
^iMT" iff "—
![Page 2: TECHNICAL REPORT · d 00 go 05 ad ] wvt-6605 process for anodizing titanium technical report cjlea&inghouse for mjsdhral scientific and coal information c+-d" f by](https://reader042.pdfslide.net/reader042/viewer/2022030905/5b492c9c7f8b9aa4148df6af/html5/page/2.jpg)
~#s**
& hiCCESSSW for
DUC AVAILABILITY NOTICE
Qualified requesters may obtain copies of this report from th«
Defense Documentation Cen?:er Headquarters,
es available at: Copi WÜITESEC-IOH^ CFS7I
Ooc Wf 5ECT1DR Q
U.'AJOUKKO n I □ . 5 IMC...J0H Jku- v§.
th'l« «unCN/tVAIUIILm: COOES
SIST. 1 AVAIL. iBd/K »ECIAI
;
Clearinghouse for Federal Scientific and Technical Information, CFSTI
Sills Building 5285 Port Royal Road Springfield, Virginia 221.51
for $2.00
REPRODUCTION LIMITAT1ONS
ReproductlLlJTr-o-f-^this document in whole or in part__is .prohibited
except with permission of WateryJJe^HtC|enal, Watervliet, New York.
However, DDCii---a*titnorized to reproduce the documSmi^for United States
Government purposes.
DISPOSITION
Destroy this report when it is no longer needed. Do not return it
to tlie originator.
DISCLAIMER
'".'he findings in this report are not to be construed as an official
Department of the Army position, unless so designated by other authorized
documents.
-;mstsr "* u*s
![Page 3: TECHNICAL REPORT · d 00 go 05 ad ] wvt-6605 process for anodizing titanium technical report cjlea&inghouse for mjsdhral scientific and coal information c+-d" f by](https://reader042.pdfslide.net/reader042/viewer/2022030905/5b492c9c7f8b9aa4148df6af/html5/page/3.jpg)
...
THIS DOCUMENT IS BEST QUALITY AVAILABLE. THE COPY
FURNISHED TO DTIC CONTAINED
A SIGNIFICANT NUMBER OF
PAGES WHICH DO NOT
REPRODUCE LEGIBLYo
![Page 4: TECHNICAL REPORT · d 00 go 05 ad ] wvt-6605 process for anodizing titanium technical report cjlea&inghouse for mjsdhral scientific and coal information c+-d" f by](https://reader042.pdfslide.net/reader042/viewer/2022030905/5b492c9c7f8b9aa4148df6af/html5/page/4.jpg)
e 3
■H e CO 4J
0) 60 C
a o u
o .5
to c
Oi
Cb
ft) S
to e
O
ä OtJ
•H 4) ±> i-> 3-rt xi E • rt-rt l4-H ■u e •03
E 3
01 do c •rt
-o o
60 e x: to
fcu
co
4) -s
CO c
o
O"0 • H V
k> -U
X» E •rt-rt .H-H
S3
c < I o—« « 41 D.Ü 4) C O CO 4).H C t aw a * tu >,«
T3 -H 01 C 4) ti 4J.rt
•rt *» O C 01 C0«4H «J «
>**> 3 to CO-rt. v a" onu« v
—I CQ 3 CQ—I OIIÜ CXI C O-rt o to X«DU3 o c ra —t oj xi-o *■ 4J cj 3 c >-
>■ to to toco ro ex: to « u
• n i> CD' U 01 CO _=<<-< 3 u eg tCM CO CO «rt O ► a.» «>
*a w« ft s eg o a 3
t, i-J oj.rt C l) u u c to a E 3 eg
-3 JJ «rtT3 *i ft).«« O CXI U .D
to oo » -H O - 4J «—i JJ s» c 4- J-> 4)<«H'<-i J3-rt E a o o«
fc. O C CO XI • H rt O 41 O
■S-n-r* 01 £ tr co *> tu com t* « (4x: to
>sl) 4J eg el) u-o 4)
x: CH c t. H o nt-i o
*J —< o c • to i* eg 4J u o i-> o) sx: ton « i i) «1 o « «) 4> u ft.« N t. 3 >>E tfrt .* (4—t-H v n u jj D s 01 co o »i t» o o xü*
-a *> *> ra c • • c to O 00 «J-H eg (4 R I* (J to
CO O hi—I CO J-> too. o—<«« eu C S-o ü a h e •rt 6 (P 60 3 i. o «ti oi v «J co c o x: « e o <o 4_> j»« C-rt c
•i-l M-O O E-rt«4H CO O CJ-rt 3 4J O C"« M *>-H CO v a. co c = c -0 urn o C 4) 0] 4J w-rt ■ US 4J.rt O 4J -~>
o.j*x: *J <e K co cj to CON p CO l) 4>.rt*M C-rt 5
DUO O-rt—I O E CO C ■* («•rl »-' 3 eo\ >s co .u H c -ux: o t) 3 C 4) 3.4J CXI eg o 4> 60 4> —< -JXI CJ CT! C0/-H
• rt O Ü C 3 iJ CO CO f-i O 0)<M
a i> i-j a «MX: to co a O -rt 4>tJ
^x; «x: CJT3 tu oH «J-j oi tu C0-H fci - " 3 t-> • o -
4) 4) 4J 41 IIUEOU
-e CO-H to a H
* o « z *>
4) C-rt O—I
•n > «1 Li CO V 41 4J O to
3*
•rt co x; cu o •—1 •• o XI —1
a. IS o Jj • • o x •O CM
4) •t~ (4 to vo »J o «Nb
-o too o o to • a. 41 a in 4>
fS CO . •»JO-O >» CO 4>
XI »<3\-rt VOTfCM
3 VO -rt Cv • 0) »—< HO«
§ Z. to
H •rt 4) O ►-t u-a c H ^«3S
3 w Ü
C'rt 4) h
, _ £ Xi « i E jje« to s «o
> 0-—• * 41.-H JO C t a,«.) ceusuou CO CJ.rt C U O -> 01 V IB *> I 3X b'ri «I ji to >-4J JJ a o to 4) 4) . J>
TJ rtdu 1X4) N 1- ^K C 4) N U.rt 3 >,£ H-rt Je! ^
• rt U O 3 01 U<-t.M <) t] (- gw «iititl ecotsO
P-..U » co a ► o o x:äc COrt 41 IT .rl s-i-t-o Oim« OT3 4JUI1C « •
—> n 3 corx CO O CO tlr-t O 4) JJ CXI to (. c ►« O to S (J.H O (0 CO-O l-l^^ CO w j:«uu3t<io onmi O e co —t C E-O O co 14-E 4) Xl-O <8-rt 5(1 003 UOSO-UUUt (04)
>CCC0 4) eOCO X! tocg co 4) eg o to a COM cx;co.fciC .^ _c-
.H *J 41-rt 1*^3 o E'l-fM U «HnX^ tDOll'H StfO e o to «CM C«« u H-ri « toco -rt 04> Q.C0CEC > a,«l 4) T3 l< CO O •fli|H)ESIl« JJ «<•«
eg o to 3 du a 4-).H O *> **» t,"*J 4>-H n.*x: i> cocC
C4)4)UCC0D 00 CAN ffl CO CO E 3 CO O O 4>.rt«l C-rt &
1!U O O 4) O-rt^H O m-aw4i-HEcocj( cn.rt —• O C Xi U i> 3 «->. >, CO 4J
CO CO -rt C 4JX! O 4) 3 oi -rt o • e 4i a.-) cxi 4J -^- ■-> >N K U U M «) <—I EU *J«JXioe-wo-H 4) l« «MX! -rt-rt 04>C 3 E CO O C —I U 01 CO b eu CO *M QJ Li Ui -H CO i> JJ CO h ü r eo^acMx; to co eg
•rt u a 4) o o -rt eu-o 3-rt-H CO E —>A »XI 4113 cregj 4)3t-ito,f-ico4i g; a 4) ft) CO-rt b 3 JJ U - hx: 1 3 (4 • o • u
>-llü S 4)4)U4) C-rt 4) P"o U4>4JEUÜ4)>4
x: e-rt Chi to.rt o ex;*» Pcwf-iuHE^'Mcos«'
E 3
•H c CO 40
to . bo
c •rt 4J CO o u
o
CO c x:
«1
c >rt
4>
to
T3 o
C
•rt V 4J 4J 3-rt
XI E • rt-rl tH-H
us
» 0 « Z w
41 C-rt O-H
•rt -> n (4 01 4> 41 4-> Ü CO
^*
x: u
41 U o -a o 41
I 1-1
H
l-C
CO 4>
-H «» XI -H
co o 4-> •
o •O CM
CO VO -> 41 CN U COVO O CO «Or cum eu
eo . *tOt)
co sj • Cjv.rt
vo^<~i VO -r4 o\ • CO HO«
Z a -H —4 •rt 41 O (-•a c
2 »CQ
!«;
5 S
vo^vo VO<vo I
CO o «>z
9
4J 8 (4 • 3*1
4) u. o COO •rt Z— 4! —H > (4 -
Crt--) 4J O PCO C4
41 O — ,J c5 0.-0 to ffT 41 C< * uC CS oQ
c • I Q-4 O.V 41 co eu. 41 03 4->
41 *J 41-H JJ C I
! O CO M CO 4J i BhOU«
a 3X u. v — ** » 9^L U'M ■•• » 01^4.>4J«O«14)4>
-o Hdu 0.41HC4 C4lM4.'.rt3^EM-rt Jt
•rt u o e n b-Hirt 41 »1 (4 C0V4 4) C5 4J CJ B B < O
>.*> 3 or n ► o o x;* tO-rt 41 O" ^ »-rt-O O CO U 41 OT3 4J 4J «1 C * •
—4 B 3 W-H C to O a 41—1 O U J-> CXI CO M C h O CO e o-rt o co ao >4~H <o *>
X! 41 4J O 3 COO O—l*<H 41 o c co —1 c E-o o eg u E 41 xi-a c-rt 5 <u cos U«3C > 1-UÜT3 (041 coco" «1 » B ü «u to*S ex ee « u c .-) c
•rt 4J 41-rt fci-U O E-rt>rt 0 41 Ox:«rt tOO O-H 3 4J O C O CO cCrt C1»-! U iJ-rt CO COCO -rtOftl O. CO C E C > Q.01 41 -O t4 CO O
•Oeo—ISEC41C0 4J (4 .rt co o eg s <o u a iiino 4J •-*
t4 i-> c-rt a,*x;4-> co <X. C tlfUC«« CO COM W CO CJ E 3 CO C3 O 4l.rt<rt C-rt >
•04J O O 4) O-rt—< O irt-O 4J oj>ri E ee C it (4.pi v.' OCX! 14-4J 3 CO"-^ >N CO 4J
CO CO *rt c J->X; O 4) 3 01 .rt O - C CJ S.4J CXI J .—« U >,<0 «-«> SO 41 —* C ±> 4J -1 Xl o c -o CO —I tutrtC-cxr-rt.rt CJ «1 C 3 Eto o O-H4JC0 co c,cj eo<rt &l (4 e-i-rt CO 4-> 4J n t. o c coxi'rtx; 01 co rt
• rt U O 41 Q0 -rt OJ-O 3-rt.rt 01 £ HX -x; 41-0 trcoi» ejarHoifrtcocj CJ eotiojeo-rt u 3 u U » k.5-1« 3 b tO • O
^Cj4->cg 414l4J4IC'rt OJI4-C tll)ÜEUUtl|4
x: c-rt c ux to-rt e ex *J l-ODrtUhE'""» 5«
to !0 txi c c 'r* •rt x; c 4J 01 ^ 0-3 CO •rt ■rt 4) 0 c to 4J 4J
E a ■rl c 3-rt 3 u. •H xi E
•rt 0 W •rt-rt c 'M —4 ■ rt l4—< CO -O co -a 4J C 4J O iJ 0 cor?
{= -5 41 ^ a ^ c • • 4J
-H • 0 • 0—1 i> c 1 •rt a 0.0 4) c O eg u co JJ XI <> CO 4) • rt CdOD« O .4 •. 41 10 -u CO 3X (4-rt • I
-O XI H * 0) &>*> 4J « 0 CO 4< 41 a. CO O -0 -H «v au M (4 e 4) (4 4-> rt 3 >. g (4 rl J& • O •rt 4J 0 c CO f4-^-.„ 4) CO (4 z VO CM ee«« (1 «0 4J 41 c CO 00 O • >.4J 3 CO »1 > O-O x:*
41 «t^ cn rt 0 tr •rl *.rtTJ V, 01 VO -J 0 01 4J 41 VTi 40 4J «0 c - ♦ O 41 CM t4 —4 «1 3 tOrrt C CO O CO 41-H
-3 tovo 0 0 41 4J CXI am e b O CO 0 CO - a. c CJ •rt O co <s 0 in—1 co *> 41 Q.IO 4) x: 41 JJ O 3 COO 0—1*4-1 4)
J5 rt4(5 CO •
0 41
C 01 xi-o
—• C ET3 O C0*rt O 41
co u e 603
Dd)3C>t,ODT! CO i' >oico 41 ico x:
COCO CO 41 CO o CO 40 604J CXI CO -U C .rt c rt *» 41-rt t4T3 o E'rt<<H O 41 0lx:<rt too 41-rt 3 4V> 0 C CJ (0 tOVi Crt (4 4-)-rt 00 COCO -H04I O. «0 C E C
■O (4 CO o C 41 01 jJ l4.rt CO JJ ec 4J.rt O 4J
CX5.-X; «J co
t> a.« «J T5 eo-H 3 E
co o co 3 t, 4J 41-rt
C 41 41 CJ C ß eo co E 3 co es
-M 4J «4H-0 4J oj-rt E O CX U JJ 3
CO CO -rt CO -rt O • c 4J —4 jj ;>. es C jui i) ->X| 4J«rt «-4 X!-rt
4) CO 60H O 41.rt««H C-rl O CJ 41 O-rt—I DC« bl-rt
o*-^ >%ce ti c -ux: o 41 3 41 3.JJ cxi 41 oj to« —<
o e-o o—t uue 3
ej-H JJ to to (4 o O)<M (4-rt CO 4.1 4J eo CfXl'MX 01 01 <0 41 O O -rl 4IT3
3p oTfS 01 E -H
41 a OJ 41 CO-rt U
(4 >bX II 3b • O • >.4I4JC0 414)4.1 41
41 (4-0 41 «J 4J E O O
41-0 CO 4) 3 J->
O C-rt 41 14
XI C-rt C bX CO-rt CO CX 4J t— O BH OH E *>«-■ 10 -r to
r^ ■^>-«»=«*^J«>^^- .f»SfO- =j3sr^S51™S»;
![Page 5: TECHNICAL REPORT · d 00 go 05 ad ] wvt-6605 process for anodizing titanium technical report cjlea&inghouse for mjsdhral scientific and coal information c+-d" f by](https://reader042.pdfslide.net/reader042/viewer/2022030905/5b492c9c7f8b9aa4148df6af/html5/page/5.jpg)
4>
to
a VI *> to a 4) ß-o o v O 4) i> 4> E
a. t> <->-H CO JJ B
to « <•< to
a o <H K 4J
CB 4> O
E«M « ;; 4) 4) 10 -H
41 <->
jj 4) - . • a. S.0 C0T3 O v A>—< e u v. .H eo a. Una < 4> *> .—<
*> t> 4) es •J (ST3 u o 4) C C-H
._.-< 00 CO C —i e c *J a
U-H CO-H Ü tu *> <o co tu
4) 4> E hUli O Q i,
»d< co a 4) 4) o • * c 3TS 0-0
o e -< o 4!-H
!>•* c
o o *> o
-< CO es >H
IS * 03
00 4>"0 4)
a 3 (- c as o > OJ3 S» O y k> 4) O
CO CO to <0 4) 3 ü Ü O CO U..H O.T3
« CO *> 41 co a b 4) CO n) O 4> O 4) 4J V E t.ja co.s a CU 4) «-H
(0 U C to a >H g
JS«M O -U CU O -rt O C K t)
—l O :►»*> tU-rl (H U1« > *> « 'J O 01.H E«n
•OT3 S^M CO e a 4) cu
O O CO .H 4-> O 4) t>
<x t- —. tO fc> 4)
CO «H ** CU c_c w-a o 4) 4J—4 C fcl tO -H CO 13. u to a < 4) 4J •—I
W 4> 4) tS 0 OT} O O V C C-rt
•H'H U) ts e —i E B *> « »•■«•rl W. (4 4)
to
I 10-K U tO CO 4) 4) 4) £ Ü (4 O i< ti UJS
tic, giu 4> 4> O . » C •
-O 3T3 0"W CJtJ 1) 60 4) *> 4) jj c CO 01 o u cs.H to to 3 3 ki 3) 3
"O JJ —l 4) o O C tS tO >• O CO O.C > O (4-H UU «U CO
a 10 <J 4) 10 CO b 4) etj to o 41 o l> ij CU p t-.a CO J2 3 a U u ■ M
CO •^ B a to IM to
J=<« o U a o n o c *; iJ »»^ o >»4J c ■ •* I-. o t«-i > u eo 4) o o •H ^ l-i "V "^; <M i*
e 3 « 4) 0 o to • H M o 41 iJ
CSX U •-1 to 4J i> a •IH * a E.E tons o 41 u #-< C u to • *4 iS 0. u to CO < 41 JJ A v^ *> 41 4) a *J "J"0 O ü 4) c -C
■"i • H 60 IS c •—i .U
C u a > • »4 • *« VI Xi u »l • ^1 o 41 4) CO CO o u 41 tu R a U o u * 0 o 1>
u UJ: u no, to «J to 4) 4)
o • » c » -o 3T 0-3 4»-a <y- 60 4) 4J « AJ C co CO o L. O' • ^ to to 3 n Li u 3
■o «J 4J o U c <B C3 >• o w ox >■ o Iw. H CJ jj* 4) o ati
(0 CO U 4) «0 «B U I) CT3 ts O tU O V 4J 4> S hjQ «JB 3 CU 4) U.H
« •"-» C tS « CM tS
.S<M~0 u O. O -M O C « -U
»H O >»*» 41'H b U>M > .J COO o
T3-W-g>« CO C! 3 V 4<
CO ,H 4) *J
U 4) a.
to-a o B U a cu
o o o o
-^ (0 ta- cc .. 4) .J—I CO «1 « < tu
U CU
tl 6 •«•H CCS C —i E G v» to >-rl-H COJS u^< n-i-i o 4) t) » CO CU
41 4> E (< U O O
nc£ 4) o •
-O 3-0 4>T3 41 ..
UUS'H 3 3 U
-o a—i 4> B (3 tS >■ OJS > O W *» V O
to
10
4) a o u c-
1/ hX CO « 4) * C •
OTJ tO 41
CO CO «1 CO V 3 o o O CO fci-H C.-0
—^gsr- ^^. '• i' -wiw^'-^«^- * ffyyyffrjwB ^yHFr"^
![Page 6: TECHNICAL REPORT · d 00 go 05 ad ] wvt-6605 process for anodizing titanium technical report cjlea&inghouse for mjsdhral scientific and coal information c+-d" f by](https://reader042.pdfslide.net/reader042/viewer/2022030905/5b492c9c7f8b9aa4148df6af/html5/page/6.jpg)
J£22I§S FOR ANODIZING TITANIUM
ABSTRACT Cross-Reference Data
The requirements; of an advancing technology Titanium in weaponry, aircraft, and aerospace have neces- Anodic Coatings sitated a consideration of light metals as a sub- Metal Finishing stitute for steel» In the search to reduce weight, Anodizing and consequently increase mobility, titanium offers valuable assistance. The use of titanium as an engineering and structural material has been accepted for a comparatively short time. This ac- ceptance was predicated on two important factors, strength/weight ratio and corrosion resistance. The tendency of titanium to gall and seize, when used as a bearing or mating surface, has re- stricted a full utilization of the metal. Work conducted at Watervliet Arsenal to develop a process that reduces or eliminates this condition has been evaluated. Processing details, a sum- mary of test data covering wear resistance, and the effects of the process on the mechanical properties of titanium are discussed.
![Page 7: TECHNICAL REPORT · d 00 go 05 ad ] wvt-6605 process for anodizing titanium technical report cjlea&inghouse for mjsdhral scientific and coal information c+-d" f by](https://reader042.pdfslide.net/reader042/viewer/2022030905/5b492c9c7f8b9aa4148df6af/html5/page/7.jpg)
4
TABLE OF CONTENTS .»a tie
Abstract j
Glossary 4
Objective 5
Introduction 5
Background 0 General (, Electroless Nickel 0 Conversion Coatings 7
Approach to the Problem « Preparation for Processing 8 Materials and Equipment y Procedure j 0
Results 15
Discussion of Results j.y Acid Electrolytes iy Alkaline Electrolytes 19
Conclusions 21
,). Literature Cited
Selected Bibliography •,$
Distribution List 41
DD Form 1473 (Document Control Data)
Tables
I. Tensile Test J3
la. Tensile Test J.J
lb. Tensile Test - Ambient Temperature 15
IT. Fatigue Test - Rotating Beam 16
III. Wear Test 17
IV. Application to Weapons Components IS
-uSTMs'
![Page 8: TECHNICAL REPORT · d 00 go 05 ad ] wvt-6605 process for anodizing titanium technical report cjlea&inghouse for mjsdhral scientific and coal information c+-d" f by](https://reader042.pdfslide.net/reader042/viewer/2022030905/5b492c9c7f8b9aa4148df6af/html5/page/8.jpg)
TABLE OF CONTENTS(Continued) Page
Figures
1. Anodizing Racks 22
2. Electrolytic Solutions Utilized 23
2A. Electrolytic Solutions Utilized 27
2B. Electrolytic Solutions Utilized 29
2C. Electrolytic Solutions Utilized 30
3. Converted Anodized Film at 250X 32
4. Converted Anodized Film at 500X 32
5. Erosion Comparison Coated versus Uncoated Titanium Nozzles 33
6. Titanium Coated Components 34
7. Titanium Anodize Flow Sheet 35
8. Suggested Layout 36
^sss^--------
![Page 9: TECHNICAL REPORT · d 00 go 05 ad ] wvt-6605 process for anodizing titanium technical report cjlea&inghouse for mjsdhral scientific and coal information c+-d" f by](https://reader042.pdfslide.net/reader042/viewer/2022030905/5b492c9c7f8b9aa4148df6af/html5/page/9.jpg)
GLOSSARY
a.8.1. - amps per square inch
a.s.f. - amps per square foot
A° ~ Angstrom
CD - current density
CP - chemically pure
Fe - iron
gm. - gram
HF *M hydrofluoric acid
HNO3 - nitric acid
hp. - horsepower
Kw. - kilowatt
ml. - milliliter
mm. - millimeter
Fb - lead
P.s.i. - pounds per square inch
Pt mm platinum
R.P.M. - revolutions per minute
SS - stainless steel
V » Volts
LL2B!Bmmm™>m!~mmmmm»m**ammr£
![Page 10: TECHNICAL REPORT · d 00 go 05 ad ] wvt-6605 process for anodizing titanium technical report cjlea&inghouse for mjsdhral scientific and coal information c+-d" f by](https://reader042.pdfslide.net/reader042/viewer/2022030905/5b492c9c7f8b9aa4148df6af/html5/page/10.jpg)
, ,%v *v«4£&M-) ,
OBJECTIVE
The objective of the program was to develop a coating process chat would provide titanium with a hard, wear-resistant, antigaliing surface. In addition, it was stipulated that the system should be comparatively simple and readily adaptable for production. It was further desired that a coating without any or at least a negligible effect on the physical and mechanical properties of the base metal be obtained.
INTRODUCTION
The requirements of modern weaponry and design have necessitated con- sideration of the lightweight metals as a substitute for steel. In the search to reduce weight, and consequently increase mobility, titanium of- fers valuable assistance. The use of titanium as an engineering or struc- tural material has been accepted for a comparatively short time. These acceptances were predicated on two important factors, strength/weight ratio and corrosion resistances. Although considerable application of titanium has been found in the aircraft industries and aerospace design, a fuller utilization has been, restricted due to its inherent tendency to gall and seise when tised as a bearing surface. This condition has per- sisted despite extensive efforts to employ conventional and sophisticated lubricating systems. This galling tendency is evident in all metals, but in most cases, a means such as electroplating,» nitriding, carburizing, or normal lubrication has been used to reduce or to eliminate this condition. Titanium, unlike most metals, has a tenacious oxide coating that reoccurs almost spontaneously. Consequently, the metal is not receptive to metal deposition except undex* sophisticated cleaning and deoxidizing procedures. This oxide interference presents a barrier to an intimate bond regardless of the type and manner of coating applied. The titanium fabricators have initiated countless investigations to overcome this unfavorable character- istic of titanium. Programs have ranged from vapor state deposition to simple conversion coatings» But to date, no simplified system has been found to produce a consistently adherent protective surface that will protect the metal under stress and strain. Many areas including the con- ventional type deposition systems and the complicated and expensive clad- ding, solution hardening, diffusion layers, nitriding, and carburizing processes, have been investigated. Although in some systems a hard sur- face layer is produced, the application of the processes is restricted due to severe embrittlement of the base metal and the coating. Further restrictions are imposed upon system acceptance due to the excessive heats required to develop or bond these coatings. Then too, high heats and exposure to oxygen, hydrogen, and atraaonia during the coating process will drastically effect mechanical properties of the titanium.
The program was initiated specifically to provide a barrier layer that would reduce or eliminate the severe galling that occurs when ti- tanium is subjected to rubbing or sliding forces. The magnitude or di- rection of force does not reflect the degree of galling. In the case of most other metals, some means of lubrication or protection have been
![Page 11: TECHNICAL REPORT · d 00 go 05 ad ] wvt-6605 process for anodizing titanium technical report cjlea&inghouse for mjsdhral scientific and coal information c+-d" f by](https://reader042.pdfslide.net/reader042/viewer/2022030905/5b492c9c7f8b9aa4148df6af/html5/page/11.jpg)
given to both or ons member of the junction. Because titanium tends to flow when pressure is encountered, this preventative measure has beer» rather successful. Irrespective of the nature of lubrication, the tenacious oxide coating discour- ages intLiiate contact of the lubricant and the metal. Failure occurs when the barrier layer allow» raetal-to-metal contact. The time element involved is short and unfortunately is not a function of bearing load. Considerable investigation in recent years has been directed toward a solution to the problem. There have been several claims of success relevant to electro- deposited and ancdized coatings. Despite these particular claims, it is rather obvious that the use of titanium has not appreciably increased its use in engineering. This factor is quite evident in the field of weaponry. Here, the use of titanium which was once regarded as the logical substitute for steels Las not satisfied the exacting requirements of the designer. With the ever-increasing demands for greater fire power and mobility, the cannon and mortar designer cannot accept the possibility of a malfunction or seizure due to the Inability of mating parts to function.
BACKGROUND
(A) General
The use of anodic oxidation has been a generally accepted procedure in the field of metal finishing for some time. Its application to metals such as aluminum and magnesium as a means of improving wear resistances and corrosion protection has clearly demonstrated the practicability of oxide coatings for these purposes. However, titanium unlike the preceding metals has had limited usefulness because of the absence of an acceptable coating. Restrictive properties, the tendency to gall and seize, when used as a bearing surface, regulated the role of titanium as an engineering and structural metal. Conversely, the excellent corrosion resistances, the favorable strength to weight ratio, and the excellent high temperature properties satisfy the requirements of an advancing design technology. The obvious obstacle in the acceptance of titanium was the problem of wear protection and lubrication. This obstruction stimulated an investigation which resulted in the development of an anodic coating capable of providing wear protection and of accepting a lubricant, if required.
(B) Electroless Nickel
Specific conditions existed at Watervliet Arsenal that reflected the problems noted above. The redesign of a mortar to reduce its overall weight utilized titanium as a replacement for steel. The design engineers selected the most acceptable approach available. Work, which utilized the eler+roless nickel deposition system with post thermal treatment, performed by private industry and later by the Watertown Arsenal, indicated a pos- sible resolution of their problems. Unfortunately, the high temperature (1550°E) required for vacuum diffusion, proved to bn prohibitive and sev- eral components distorted under this exposure. A means to improve the adhesion without a diffusion treatment was investigated at Watervliet. Various pretreatments and activating solutions 2,3>4,5>6 dj^ no^ improve
![Page 12: TECHNICAL REPORT · d 00 go 05 ad ] wvt-6605 process for anodizing titanium technical report cjlea&inghouse for mjsdhral scientific and coal information c+-d" f by](https://reader042.pdfslide.net/reader042/viewer/2022030905/5b492c9c7f8b9aa4148df6af/html5/page/12.jpg)
the nickel in the as-plated condition. With basically the same problem in evidence, a continually reoccurring oxide film, additional work followed with the use of intermediate coatings such as copper?, silver , iron?, and zinc?. As the investigation progressed, it became more apparent that the presence of water or the exposure to air did nullify any cleaning procedure. In addition, it must be concluded a strong possibility exists that some reported successes were the result of total or near total mechanical bond- ing»
Nonaqueous solutions' were thought to be the answer, but problems with conductivity, solution control, and severe etching of the specimens limited the effort directed in this area.
Reliability and consistency are two factors that control the accep- tance or rejection of any system. Certainly, the unreliability of the finishing systems investigated and/or the need for high temperature dif- fusion treatment or the exposure to embrittling gases did not present a favorable picture to the investigators.
The foregoing disadvantages of the electroless nickel system and the embrittling effects of some other metal finishing systems made apparent the acceptable characteristics of a coating to protect the titanium sub- strate. It was recognized, in addition to providing wear resistance, the process must not seriously effect the physical and mechanical properties of the metal.
The available data found in the literature is very limited with re- spect to wear characteristics and the effect of the process upon the phys- ical and mechanical properties of the base metal. With the application potential of titanium and its mandatory consideration in aerospace and high speed aircraft, this type of information is urgently needed.
A large volume of available data for metal finishing processing of titanium was thoroughly explored and the duplication of the coating systems attempted. No measurable degree of success resulted from this work.
(C) Conversion Coatings
The next avenue of approach to the problem was conversion coatings, either electrolytic or chemical. The literature revealed several promis- ing possibilities -*-0>■*-•*-»but upon investigation,these coatings would not satisfy the requirements. The MacMillian Wear Test Machine was employed to determine the wear resistance of these coatings. However, prior to this test, the coatings were evaluated by exposing processed panels to the bristles of a wire wheel traveling at 1?50 RFM. Comparison was made to other coatings such as hardcoated aluminum, anodized aluminum, phosphated and black oxide steel samples. With the exception of the hardcoated alumi- num, all the coatings tested were not sufficiently dense to withstand the brushing action.
![Page 13: TECHNICAL REPORT · d 00 go 05 ad ] wvt-6605 process for anodizing titanium technical report cjlea&inghouse for mjsdhral scientific and coal information c+-d" f by](https://reader042.pdfslide.net/reader042/viewer/2022030905/5b492c9c7f8b9aa4148df6af/html5/page/13.jpg)
The role of the electrolyte is extremely important in this type of systems investigation. It is knovm that the electrolyte has sufficient solubility for the product film to produce a dense adherent oxide coating in the hard anodizing of aluminum. In order to produce a coating of any depth the electrolyte should be capable of dissolving the film.formed. The rate of film formation is a function of porosity which, in turn, is a function of concentration. The very strong acids such as HF dissolves the coating at too rapid a rate and the remainder is a weak nonadherent coat- „ ing. It was also de^e^rained that anodic coatings of limited depth (<1000A) could be formed with almost any electrolyte whether acid or basic. To satisfy the requirements for a wear resistant coating, depths far in ex- cess of this amount had to be produced.
APPROACH TO THE PROBLEM
(A) Preparation for Processing
The processing of titanium is considerably simpler than processing required for aluminum and magnesium. All items should be free of burrs, metallic debris, etc., prior to cleaning in a vapor degreaser. Heavy scale and oxides should be removed by acid pickling. The conventional 15-20$ HNO3 and 1% HF by weight solution and operated at a temperature of about 100V is recommended. After a water rinse the piece should be vapor- honed with #140 grit (M)£ by volume) water slurry at 80-90 p.s.i. pressure. Normally, machined components are only vapor-honed prior to processing. It has been determined if the natural oxide remains, or, if the vapor hon- ing is not used, then the conversion process will not go to completion, and the resultant coating will be the interference type with a color con- tingent on the applied voltage.
A positive inexpensive method of protecting areas that do not require the coating has been and still is a problem in anodizing system of high voltages and currents. The laboratory staff at this Arsenal has continu- ally maintained the view that it is more feasible and economical to pro- cess an entire component than to use stop-off mav,trials and fixtures. As in the case of aluminum hardcoat, it has been shown that stop-off paints and tapes tend to lift, exposing bare surfaces that may be subjected to a high current surge and subsequent burning and component destruction. How- ever, due to lower voltages in the titanium process^ this problem does not approach the severity that is prevalent with aluminum hardcoating, but some pitting may occur in these areas. To further substantiate the omis- sion of stopoff materials in this system, the lack of buildup or coating growth does not change the dimensional characteristics of the processed item. With this distinct advantage the design engineer and processor need not fear interference fits, dia-.ension, or change of pitch on threads; over- size holes, or loose fitting couplings.
The part to be coated is securely fastened to a rack and subsequently to the bus bar in a manner so as to avoid contact with other components, the side walls of the tank, and/or the lead cathode. As in all anodic treatments, the positive line is connected to the component and the
![Page 14: TECHNICAL REPORT · d 00 go 05 ad ] wvt-6605 process for anodizing titanium technical report cjlea&inghouse for mjsdhral scientific and coal information c+-d" f by](https://reader042.pdfslide.net/reader042/viewer/2022030905/5b492c9c7f8b9aa4148df6af/html5/page/14.jpg)
negative line to the lead cathode. The contact points on the component will not be coated during processing. It is possible to reprocess the com- ponent to coat these areas.
(B) Materials and Equipment
Materials and equipment described in this section are not necessarily those used in the prototype facility at Watervliet but those which would be required in a production unit«
Processing Tank
Some degree of latitude can be exercised in the selection of a pro- cessing tank. The basic requirement calls for a sufficiently reinforced, caustic resistant tank, fitted with outlets for recirculating through a heat exchanger. The tank would have an upper reinforced rim, supporting girths, and flanged outlets at the bottom of the tank; one outlet to be connected to the circulating system and through the heat exchanger, the other to be used for tank drainage. The caustic resistant lining should be brought up over the rim. The tank should be thermally insulated with a 3/4-inch open-celled insulating material bonded to the outside wall, covered with 16-gsuge sheet steel, and with a suitable bracket for mounting an external 3/4 hp mixer. Copper bus bars, one inch in diameter and capa- ble of carrying 500 amperes, would be connected in parallel. Two lead cathodes of sufficient area to provide a minimum 1 to 1 cathode-anode ratio should be suspended along the length of the tank. Auxiliary steel cath- odes should be connected in parallel with the lead. It would be advisable to support the cathodes in a manner that would prevent any movement due to solution agitation. If additional solution agitation is required, air agitation should be used. An exhaust system with sufficient capacity to remove the fumes liberated shcild be an integral part of the tank.
It is possible, and in some cases it might be more practical to use a lead-lined tank with auxiliary steel cathodes. In one of Watervliet's prototype units the internal surface of a steel tank was plated. A lead fluoborate solution sufficiently buffered with boric acid and an excess of fluoboric acid was used. Care was taken to deposit the lead into the cor- ners by the use of auxiliary anodes. A total of 1/2-inch of lead was de- posited on all sides and the bottom of the tank-
Mixer
Rating of 3/4 H.P., 1750 rpm motor speed; 400 rpm propeller speed, 440 volt, 3-phase, 60 cycles is recommended. It must be cautioned that the anodizing solution is sufficiently heavy to warrant a heavy-duty mixer.
Refrigeration Unit
The capacity of the refrigeration unit can only be determined after the tank capacity has been established. The temperature limitations are modest. A low point of ^>0°F + 10°F would be more than adequate. The
![Page 15: TECHNICAL REPORT · d 00 go 05 ad ] wvt-6605 process for anodizing titanium technical report cjlea&inghouse for mjsdhral scientific and coal information c+-d" f by](https://reader042.pdfslide.net/reader042/viewer/2022030905/5b492c9c7f8b9aa4148df6af/html5/page/15.jpg)
heat input can be established as 50 KW maximum.
In addition to the refrigeration unit, a graphite heat exchanger and a caustic resistant circulating pump would be required. The pump should be large enough to provide an adequate solution circulation for satis- factory heat transfer and tank circulation.
Rectifier
A silicon induction regulated rectifier is recommended with no more than a 5 percent ripple, input of 440V, 3-phase, 60 cycle. The maximum output should be 500 amperes and 100 volts.
Rinse Tank
Tank dimensions are to be governed by the requirements. The tank should be equipped with an overflow-trough for continuous water circu- lation. A spray-rinse unit would be completely acceptable.
Racks
The racks used in this process are identical with the type and con- struction used in aluminum hardcoating. Typical racks are shown in Figure 1. The spline is made of aluminum 6061-T6 and the holding grip portion made of titanium. The holding block is drilled and tapped to accommodate the titanium screws. The entire assembly is coated with an acid-caustic plastisol and the screws are bared to allow for movement. Conventional commercial multipronged titanium splines can be used for small components.
(C) Procedure
A large variety of electrolytes were evaluated. Each one was tested with several different cathodes; a current density range up to 300 amps per square foot and at temperatures ranging from 2o- to 200°F. The data covering these evaluations are listed in Figure 2. The anodizing system, which provided a coating satisfying the specified requirements, uses an aqueous bath composed of a fixed amount of sodium hydroxide, sodium sili- cate, titanium dioxide, and activated carbon. The piece to be processed is made anodic and the current raised to the calculated amperage. The voltage is steadily increased to maintain this amperage to overcome the resistance resulting from the formation of the anodic coating. The 3ystem is stabilized at about 40 volts and the current slowly decays as the coating continues to form. V/hen a minimum current is reached, the article is removed from the solution. The solation is continuously agi- tated to maintain the processing bath at a temperature range of 60° to 68° F.
The processing solution to provide the above-mentioned anodic coat- ing is composed of:
10
![Page 16: TECHNICAL REPORT · d 00 go 05 ad ] wvt-6605 process for anodizing titanium technical report cjlea&inghouse for mjsdhral scientific and coal information c+-d" f by](https://reader042.pdfslide.net/reader042/viewer/2022030905/5b492c9c7f8b9aa4148df6af/html5/page/16.jpg)
GramsJ y±<;r .'z/gal
21k.b ■-C- c
18.75 '-..5
3.75 .5
15.0 2.0
1 liter 1 gal.
.Vxüuir* nyaroxide (NaOH)
öouxurn .-'.ilicate (Na2 SOo)
/••:t.:Ua ♦..-*! Carbon (C)
Titanium Dioxide (Ti^Oo)
Water ho make
i'iu>iiüing Parameters
Temperature 60° - 68°F
DsuL>e 19.4 (adjust with NaOH)
pH 13.5 - 14
Ovrrent Density 36-46 asf (.25 - .3 asi)
In the sy3t«n pur« lead is used as the prime cathode. An auxiliary cathode of low carbon steel with a ratio of 10 lead to 1 steel is con- nected in series. These cathodes may be individually suspended or the tank lining can be lead with the steel anodes suspended separately. W.^'.n long tubular sections are processed, an internal cathode is recommendev,
Agitation of the bath is necessary to dissipate the heat generatec. during the process. In the case of any anodic process, the agitation must be sufficient to insure a maximum of 68°F at the solution-metal interface. The coatings formed at temperatures in excess of 68°F axe soft and have little wear resistance. The color of this coating will b-.- determined by the applied voltage and the alloy. These are termed inter- ference coatings and have little depth. Then too, the agitation is re- quired to retain the homogenity of the solution. Without such action ti <- active ingredients will settle out and remain ineffective. This agita- tion may be accomplished by mechanical means, air circulation, or pumpii..-. In some cases where blind holes are deep or a long cylinder is to be in- ternally coated, auxiliary pumping through or into these areas may be necessary.
In relation to temperature, it has been detemined that a maximum o." 68°F is necessary to retain the hardness of the coating. A minimum of 60°F has been established but no adverse nor advantageous effects have been noted at temperatures below this point. To maintain the required temperature some means such as cold water cooling coils or the use of a heat exchanger is necessary. The type of cooling system employed cou.V
11
![Page 17: TECHNICAL REPORT · d 00 go 05 ad ] wvt-6605 process for anodizing titanium technical report cjlea&inghouse for mjsdhral scientific and coal information c+-d" f by](https://reader042.pdfslide.net/reader042/viewer/2022030905/5b492c9c7f8b9aa4148df6af/html5/page/17.jpg)
very well be determined by the volume of solution and the work load to be processed.
A pH of the solution must be maintained at a high level to insure maximum conductivity and hardness, and to assure the solubility of the sodium silicate. The pH of the bath is maintained between 13.5 to 14.0 by the addition of sodium hydroxide. A baume of 19.4° is maintained dur- ing processing and is also controlled with sodium hydroxide.
The current density range of the system has been determined to be 35-45 amps per square foot (a.s.f.). The maximum voltage attained at this current density is 40 volts providing the solution is operated within specified parameters. The starting voltage, also referred to as the po- larization voltage, is 28 volts. When the starting voltage is reached, the amperage increases from zero to the determined current. The current remains stable for a short period of time, approximately 30 seconds, then slowly decreases. At the minimum current value the current density is about 10 a.s.f. The decrease in current indicates the formation of the coating and the process is complete when the current is stabilized at its minimum value. The entire cycle is complete in about 15 minutes.
Control of the titanium dioxide and carbon content can be determined by chemical analysis. Daily additions of one percent of the basic re- quirements, 0.45 grams carbon and 2,0 grams titanium dioxide per gallon, per 8 hours of processing are standard.
It is possible to reprocess components without stripping the entire piece. The coating is not an insulator. The original contact points can be covered by repositioning the holding fixture and reprocessing.
12
![Page 18: TECHNICAL REPORT · d 00 go 05 ad ] wvt-6605 process for anodizing titanium technical report cjlea&inghouse for mjsdhral scientific and coal information c+-d" f by](https://reader042.pdfslide.net/reader042/viewer/2022030905/5b492c9c7f8b9aa4148df6af/html5/page/18.jpg)
RESULTS
The following tables illustrate the results of tests performed at Watervliet Arsenal and other government agencies.
TADLE I
TENSILE TEST
Annealed Ti 6AL 41 _ Ambient Temperature
Condition
SPECIMEN
Diam. Symbol (in.)
Yield Strength (psi)
Tensile Strength (psi)
Reduction Elongation in Area
(%) (%)
1 .505 127,350 139,750 16.0 45.5
2 .505 127,950 140,000 16.5 48.6
Coated 3 .503 128,335 140,160 16.5 48.2
4 .505 127,050 139.250 17.0 50.3
5 .503 128,030 140,665 16.5 51.0
R .505 327,390 140,875 17.0 50.0
c .505 129,000 139,875 17.5 50.6
Uncoated E .505 127,050 140,875 17.5 49.8
K .503 126,975 140,210 17.0 49.4
Test performed at Benet Research and Engineering Laboratory, Watervliet Arsenal
13
![Page 19: TECHNICAL REPORT · d 00 go 05 ad ] wvt-6605 process for anodizing titanium technical report cjlea&inghouse for mjsdhral scientific and coal information c+-d" f by](https://reader042.pdfslide.net/reader042/viewer/2022030905/5b492c9c7f8b9aa4148df6af/html5/page/19.jpg)
TABLE la
TENSII£ TEST
Ti 6AL -4V Mill Annealed .032"
Condition Temp.
Yield Strength Ftu (psi)
Tensile Strength Fty (psi)
Elong. (J? in 2' )
Uncoated RT 122,500 122,500 10.5
Coated RT
Uncoated 550°F 88,100 79,600 12.5
Coated 550°F 90,100 80,500 11.5
Uncoated 700 °F
Coated 700 °F 85,200 77,700 14.0
Uncoated 800 °F 81,600 67,700 13.0
Coated 600 °F 82,200 68,100 13.0
Coated specimens were vapor honed and anodized. Uncoated specimens were just degreased. Two tests per condition.
Test performed at Air Force Materials Laboratory, Wright-Patterson Air Force Base
14
![Page 20: TECHNICAL REPORT · d 00 go 05 ad ] wvt-6605 process for anodizing titanium technical report cjlea&inghouse for mjsdhral scientific and coal information c+-d" f by](https://reader042.pdfslide.net/reader042/viewer/2022030905/5b492c9c7f8b9aa4148df6af/html5/page/20.jpg)
TABLE lb
TENSILE TEST - AMBIENT TEMPERATURE
C. P. Titanium • - Mill Annealed , .034" _
Condition Yield Strength
psi Tensile Strength
psi Elonp. %
Uncoated 73,300 89,700 10.5
Uncoated 73,400 88,300 12.7
Coated 72,300 90,500 9.7
Coated 73,100 91,300 9.6
Coated 71,600 87,900 10.6
Coated 70,100 82,900 12.8
Coated 75,200 93,400 16.8
(a) Coated specimens were vapor honed and anodized.
(b) Bar specimens were vapor blasted
Test performed at Benet R&E Laboratories, Watervliet Arsenal, Watervliet, New York
15
![Page 21: TECHNICAL REPORT · d 00 go 05 ad ] wvt-6605 process for anodizing titanium technical report cjlea&inghouse for mjsdhral scientific and coal information c+-d" f by](https://reader042.pdfslide.net/reader042/viewer/2022030905/5b492c9c7f8b9aa4148df6af/html5/page/21.jpg)
TABLE 11
FATIGUE TEST - ROTATING BEAM
Ti 6AL 4V ~ Ambient Temperature
CONDITION OF
SPECIMEN CALCULATED STRESS
(psi) CYCLES TO FAILURE
Uncoated 99,000 38,000
Uncoated 61,500 1,075,000 (No failure)
Uncoated 84,000 108,500
Uncoated 84,000 66,000
Coated (2 min)* 84,000 127,000
Coated (3 min)* 84,000 3,765,000 (Mo failure)
Coated (4 min)* 84,000 1,266,000
Coated (5 min)* 84,000 89,000
Test performed at Benet Research and Engineering Laboratories, 7/atervliet Arsenal
* Pertains to time after amperage had reached a minimum level of .05 amps per square inch.
lb
![Page 22: TECHNICAL REPORT · d 00 go 05 ad ] wvt-6605 process for anodizing titanium technical report cjlea&inghouse for mjsdhral scientific and coal information c+-d" f by](https://reader042.pdfslide.net/reader042/viewer/2022030905/5b492c9c7f8b9aa4148df6af/html5/page/22.jpg)
TABLE III
WEAR TEST
Modified MacMillan Wear Tester Load: 40.000 psi
SURFACE FINISH
Timken Race Bearing Block
Lubricated Hard Coat-
Lubricated Hard Coat
Lubricated Hard Coat
Lubricated Hard Coat
Unlubricated Hard Coat
Lubricated Hard Coat
Diffused Electro-less Nickel2
Diffused Electro-less Nickel
Bare Steel
Diffused Electro-less Nickel (Oxide Removed)
Unlubricated Hard Coat
Unlubricated Hard Coat
Electro-less Nickel (No Diffusion)
Untreated Titanium
Untreated Titanium
Lubricated Hard Coat1
Lubricated Hard Coat
Lubricated Hard Coat
Bare Steel
Unlubricated Hard Coat
Bare Titanium
Diffused Electro-less Nickel2
Bare Steel
Bare Steel
Diffused Electro-less Nickel (Oxide Removed)
Bare Steel
Bara Titanium
Electro-less Nickel (No Diffusion)
Untreated Titanium
Untreated Steel
Revolutions to failure
500,000 ***
m,68i4 **
104,039 **
51,471
43,200
37,726
31,104 *
25,560 *
9,792 *
9,360 *
1,588
593
360
216
216
# Watertown Arsenal Data ** No failura occurred 1 Lubricant: Inorganic solids in a thermo-setting resin. 2 Diffused in Vacuum at 1550°F
Test performed at Benet Research and Engineering Laboratories, Watervliet Arsenal
I 17
![Page 23: TECHNICAL REPORT · d 00 go 05 ad ] wvt-6605 process for anodizing titanium technical report cjlea&inghouse for mjsdhral scientific and coal information c+-d" f by](https://reader042.pdfslide.net/reader042/viewer/2022030905/5b492c9c7f8b9aa4148df6af/html5/page/23.jpg)
TABLE IV
APPIICA T'iOM TO ./EAPONS COMPONENTS
RESULTS OF FIRING
No. of Pounds
'/eapon Component Fired Failed Remarks
90mm, Kb? Nozzle 20 Mo -
Nozzle 400 Part of coating eroded •
lOTtam, XM130 Elevating- Mortar Mount screw & nut 1800 No
Blmm, XNL29 Mortar Mount
Traverse Shaft 3 Link- parts
A00 No
400 No
60mm Experimental Dual Purpose Weapon
Tuoe & 3reech
8h No Coating in bore intact
18
![Page 24: TECHNICAL REPORT · d 00 go 05 ad ] wvt-6605 process for anodizing titanium technical report cjlea&inghouse for mjsdhral scientific and coal information c+-d" f by](https://reader042.pdfslide.net/reader042/viewer/2022030905/5b492c9c7f8b9aa4148df6af/html5/page/24.jpg)
DISCUSSION OF RESULTS
Acid Electrolytes
Favorable results came from dicarboxy acid3 and salts of these acids although they were not actually acceptable for wear coatings. 'Acids such as oxalic, formic, and lactic will form an anodic film and additions of borates will improve the coating hardness. Strong oxidizing acids, per- oxides, and weak bases gave results that were not any closer to our re- quirements. As mentioned earlier, the dicarboxy acids, specifically citric acid and salts of this acid, gave the best results of these series. All through this phase of the study only interference films resulted. Colors ranged from pale yellow through the gold-greens to several degrees of blues.
The literature 12,13,14 discusses the formation of interference coat- ings at low voltages and states that these coatings are less than the .002 inch coating thickness that would meet our requirements for a protective filia.
Most of these coatings were formed at voltages under 40 volts but some required up to 200 volts. During the latter phase of the work,, it was found that by introducing silicates to a citric acid bath, a barrier layer, grey-gold., was formed with considerably more hardness and depth. Some degree of precipitated titanium dioxide was found on the panel. Des- pite the formation of interference and barrier layers during the evaluation of these electrolytes, a coating with sufficient durability t be used as a wear resistant coating was not produced.
Alkaline Electrolytes
The emphasis was next directed toward the evaluation of alkaline electrolytes. Work done by Miller, Jeffreys, and Pray at Battelle Memorial Institute indicated promising results with solutions other than acidic systems-*-5.
The anodizing system developed during this investigation and outlined under "Procedure1" satisfied the Arsenal's need for a coating that: (1) would reduce the galling and seizing of titanium, (2) could be applied with comparative ease, (3) would require conventional materials and equip- ment, and (4) would not adversly effect the base metal. The coating, when comparatively tested with other anodized or conversion coatings for ti- tanium, was considerably more acceptable.
A dual coating is formed by the action of this processing solution. The outer layer is a white, soft precipitate coating of either an oxide or hydroxide of titanium. This coating is easily removed by brushing with a firm bristle bru3h. The under layer or the coating formed directly on the metal is a barrier layer type coating identiflod as iron titanate with a probable structure cf either Fe2 TI^ 0 o^ *e$ Tij 0.16
19
![Page 25: TECHNICAL REPORT · d 00 go 05 ad ] wvt-6605 process for anodizing titanium technical report cjlea&inghouse for mjsdhral scientific and coal information c+-d" f by](https://reader042.pdfslide.net/reader042/viewer/2022030905/5b492c9c7f8b9aa4148df6af/html5/page/25.jpg)
"ihe '-v^.luatr^r of the 'iatervliet coating and the degree of protection afforded has indicted a greater decree of conversion of the base metal than c.ouM he expected fror, a study of the literature covering the inves- tiga'j'cn? of coalings fo»* titanium, As reporter previously, films in the area of cj\XX) to 6000 k° were considered adequate. However, with the de- veJoped process conversion to a depth of .004 inches has been verified by microphotography. It is apparent, that this depth of conversion would affect the degree of protection and the mechanical and physical properties con- siderably more than the thinner oxide coatings. This can be considered analogous to the conversion of aluminum to a hard and soft anodic coating. The soft anodic coatings have little, if any, affect on the fatigue strength. The hard coat for aluminum, however, decreases the fatigue strength b- as much as J+0 percent-*-'.
It has been demonstrated in l&bcratory tests and in operational ap- plication that the coating does not adversely affect the titanium meta]. As noted in Tables I, 1(a), and 1(b), the tensile properties of the Ti bkl-LV have not been altered by the treatment. Microscopic examination of the fractured surfaces showed that the coating was relatively ductile and adherent to the base metal. No chipping or cracking was noted along the entire specimen length. The absence of brittle fracture or the retention of ductility noted in all these tests strongly indicates a lack of em- brittling effect from the process.
The study relating to the effects of the process on fatigue life has shown encouraging results. The rotating beam test (Table II) indicates no deleterious effects but rather a marked increase in life upward to 30 times that of an uricoat<^d specimen. These specimens were coated under carefully controlled conditions and comparable results would be difficult to obtain consistently in a production type operation.
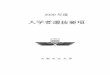
It is held by various authors that fatigue crack3 result from pre- existing microcracks, or they are nucleated at stress concentrations such as notches, inclusions, or other inhomogeneities in a material. It is shown in Figures III and IV that the coating is quite homogeneous ana free of inclusions. It also smooths the original surface being remarkably free of eigher cracks or steps. This homogeneity could be an explanation for the extended fatigue life.
uie data in Table III represents work performed at '.Vatervliet and V/atertown Arsenals. In this series of tests ■ehe resistance of the coat- ing to wear is clearly indicated. Equally important is the ability of the coating to accapt a dry film lubricant and to retain the film over an ex- tended wear period. The lubricated specimen, tested through ;00,OGC revo- lutions, was periodically retested for an additional 200,000 revolutions with no sign? of failure. Consistent with the acceptable performance of the dry film lubes, a hydraulic actuator tested with liquid lubrication proved satisfactory in a 225-hour functional test.^° A critical evalu- ation of the results points out the importance of mating coated titanium against coated titanium or of providing some means of lubrication in ad- dition to the anodized coating.
20
![Page 26: TECHNICAL REPORT · d 00 go 05 ad ] wvt-6605 process for anodizing titanium technical report cjlea&inghouse for mjsdhral scientific and coal information c+-d" f by](https://reader042.pdfslide.net/reader042/viewer/2022030905/5b492c9c7f8b9aa4148df6af/html5/page/26.jpg)
The list of actual weapons components found in Table IV reflects the range of possible application to cannon and mortar assemblies. The firing test of the 90mm M67 recoilless rifle nozzle showed a high degree of pro- tection for the titanium substrate. An uncoated breech showed areas of metal removal after a few rounds, but the coated nozzle showed no erosion after 20 rounds and metal removal did not occur until 400 rounds were fired. Figure V shows two of the breech nozzles that were fired during this test. The specimen on the right was electroless nickel-coated and failed under 10 rounds. The nozzle to the left failed after 400 rounds,
The components of the 81mm and 107mm mortars woue subjected to vigor- ous testing under field conditions. No malfunction of the coated parts occurred during this phase of testing. No lubrication was used with either of these two weapons. Figure VI illustrates typical coated titanium mortar components.
The wear and impact resistance of the coating is demonstrated in the test of the 60mm weapon. The 84 rounds fired did not adversely affect the tube or breech. Dimensional readings and visual observation did not show evidence of wear or galling after this firing sequence. Additional firing tests will be conducted in the future to determine the effective life of the titanium components and the coating.
CONCLUSIONS
A review of the results points out rather conclusively that:
1. While the anodized coating assists in many areas, it does not adversely affect the mechanical and physical properties of titanium.
2. The main objective of the program was realized with a marked increase in the resistance of titanium to ailing and seizing.
3. The wear tests clearly demonstrate the need for some lubri- cation or the need for mating anodized components.
4. The coating does not possess the wear characteristics of hard- coated aluminum, but at its lowest rating, it will provide more protection than many other coatings tested in the laboratory.
5. An evaluation of all potential anodizing solutions cited in the source literature and additional anodizing systems obtained through personal contacts compared with Watervliet Arsenal's process indicates none of these coatings were competitive as far as wear resistance is con- cerned.
6. The system is typically anodic and requires no sophisticated equipment or controls with respect to the ease of application and control.
7. The voltage and temperature requirements are moderate and the solution can be compounded from inexpensive and easily obtainable chemicals.
21
![Page 27: TECHNICAL REPORT · d 00 go 05 ad ] wvt-6605 process for anodizing titanium technical report cjlea&inghouse for mjsdhral scientific and coal information c+-d" f by](https://reader042.pdfslide.net/reader042/viewer/2022030905/5b492c9c7f8b9aa4148df6af/html5/page/27.jpg)
We**
22
^imi —■—«■—
![Page 28: TECHNICAL REPORT · d 00 go 05 ad ] wvt-6605 process for anodizing titanium technical report cjlea&inghouse for mjsdhral scientific and coal information c+-d" f by](https://reader042.pdfslide.net/reader042/viewer/2022030905/5b492c9c7f8b9aa4148df6af/html5/page/28.jpg)
©
■SS
I Xi
o o
«
so >
el I
9« §
•a > »4 S •P
<0 t)
I O
•P -P
8 8 o o -p
o CO
o Cn
I m H
© »4
d O
-P
CO
o ? m H
0) ft«
8
m
H
O O
CM CM
8 O
-P
O CO
O en
g, g g> y ■P
-P -P
O -H CO PL,
o ?
en
»TV
»TV CM
I O
U ©
•P
+ 60 lA CM
•o o
I u © •p
+ +
CM CM
n •H o o
o O
I o o
>A
I ITV en
©
1
■p
£$ ■P -P <* -P O -H
CO PL,
o
H
B, £ OL, 5, PH E,
m en
O
»n en
■P s
CO
o
8
Ü
o
■P
8 O
•P
CO
o 7 m H
8
©
1 +
in
I
en
3 u ©
CO w
I U
4 ft,
H
a in © TJ
« A)
■P
»A O H H
© © H tx, fv. ©
p -0 •£ 5, PM CO
5
© ©
5 5
3 Si
■p
+ to
Ü < o •H
■P •H C_>
U © -P
+ bO
o
u
«0 n
I « I I P. •H 0) •3
8 8
£ £
© •p
* + 00
u ■P
O
U ©
+ 00
o
•p
PK,
«A O
H H H CM CM o • o
•
H ä O O °o. o s 1 • CO en CM en CM «A
»
© 4^
+ 00
o
o P.
■P •H O
H O n öO aJ
1 fe C © • © gp
CJ -H
in
O
?
« 4*
+
O
Ü •H U -P •H U
r-l
5 © © CL.
© .H • > +» TJ
•H <5 rt CO O Ä
ir\
£ &
CM
8
u ©
■p
s
CM
ü < o
1 co
+ bO
8
o ri U P •rl o
«
2
!
©
O •H
n ■p © to ■P o c
o o
c c
■/:
<M
tt
23
![Page 29: TECHNICAL REPORT · d 00 go 05 ad ] wvt-6605 process for anodizing titanium technical report cjlea&inghouse for mjsdhral scientific and coal information c+-d" f by](https://reader042.pdfslide.net/reader042/viewer/2022030905/5b492c9c7f8b9aa4148df6af/html5/page/29.jpg)
n H
1 © O T3 «ft * U <X) G U «> p § © o h fl} O -P
3 -P -H ß fi d N
H © © ^ 3 >» g CO s» £% O H «n O 2 -p * -P ^ s O fc O C «in 3 o -p 3 £-* •H P «> 43 > 0) O •H O © c o £g ■P G P t. ■P !> 1 -H •P *tf CO t*) 03 m a ©
Crf 8 © 2
o 00
1 t.
nter wi
nt on -
5 - Con
tarted
alfunct
a) >H
rSil «5
23 C p o
CO
i 1 e J •H O c
•P o •p +•- ■p •p ► +> X. tJ
■3 8 O co
-P > ^ -P p
o £ o o o o d o o n • o
o o o '0 ^H co CO CO CO CO co W © en cO 3E O <ti 0 a. CO CO
4) • o en P
■A H
£ Ü rv o 8 8 ] o »A m o o o o »A
■Al
(V H 8 *A <-t en en en en r-\
X -*J 4)
fJ O
• -P
5 'o
a. 43
SA en
43 43 0-, (X,
VA IA -4- en
43 0«,
s I
iA en
£ 43 0,
»A en
£
8
£
I o en
43 a.
o i
43
O
a> ■P 43 co a.
o iA <n
f
9« © o H
H O
t> U ©
o P © H
-a •H
rv
NO en
u -P
ev
< V
•H f-, P •H CJ
H IT» O
O c> en oj
»A
3 I
o CM
ev 3
© -P
5 00 IA
00 »TV
• • C-- c*-
•rl O <:
•rl O <
o •H
o •«1 H r-1
+ l-l
IA 00
0 vO sO
•H +»
o +
•H +i
o +
ä 5 I co co
<*■ »-. \ ir\ lA 1 c • •
CN
O £-- H cv
1 SO SO <t O CO to 1 en <f H en
id 05 8 00 + v-/ ^-v bo a) 0 in *e ^O vO
>o^ v»x X» O u •H t. 73 fl> O V
o C •r( 0) ^ bO O O
43 a, +
•H Ü < V
•H
o f-l
o
x> •H Ü < o •H u o
rH
o
a> P
+
XJ •H o
o
![Page 30: TECHNICAL REPORT · d 00 go 05 ad ] wvt-6605 process for anodizing titanium technical report cjlea&inghouse for mjsdhral scientific and coal information c+-d" f by](https://reader042.pdfslide.net/reader042/viewer/2022030905/5b492c9c7f8b9aa4148df6af/html5/page/30.jpg)
1 -P ß
<T> 1 •H
(0 g, 0
(■.■> 1 1 4) > «3 •
CO £ K> ■,< * • O CO H * ■p * p •P ■P +> t>> >» f-. rt 00
■P 21 OJ § p O O O
as U
rt u 1 a)
(1 1 a 8 0 3 t, iii' '.0 » « Ci 0 0 *V H 1 a a)
aä C7 «) CO 0 « £ t 1 I 1 •P •H bO JH
H "■? Si b ■P -P Xi • cd © •P Q« 0 «> *1*. t> d • « © c «M a> «M '3 ■P
5 H fc <i-( «M Ö -J > bO 3 •■< 3 O 3 O C O O ö « £ D cr r-t H H CO H CO a> H O rt co > S! fO CO CO ii V) £ •rt m CG CQ m CO 0
SCfl •H «H •>•;
0 s O 0 OA
0 O OA
0 OA 3
• O
c£ UN H
0 UN OA 8
1 x: «
1 1
.p -c cd 0 i * £ x:
ft. a-, £ £ £ x> £ X)
0 i 1
«'
Q.f>H
0)
O > hi
■p.!
CO
o M -p
d!
UN
r-<
8
p
bö
•r« Ü
O
■P •H O
O «< o
•d o c
UN
r-1 O
o CO
UN
bO bO
■H «H O O < •< o o
UN CNJ
UN OA
UN OA 8 8 OA OA
»A OA
UA OA
UA OA
vO OA
H in
•
UN
•
i.r\ • • • H UA
O • UA
•
UN O t
UN O
«
UN CM
CO o OA
UN
to UN
<d u o o •3=? 1 + fi UN 3 cv •3 « o TJ
CO -H
box: SN" TO 3 o "9 < o
CO o •H + H
O OA
bO
O co
CO CO
■P o a,
s bO
5 as
1
o CO
0) n -p o a.
bO bC O O -* -^ TJ xf •H h •H U Ü V O O < -P < -P
0 :* 0$ •H •H H + H +
3 1
UN H
+ rv
r» r-
bO
« -p
g o
x> aj ■p
o co
I
>
< o
u o x> o
H
?i
bO
a>
? o
x> a)
TS O
CO
Ü
u o X) o H
3
bO
a) -p rt u o
X5 rt •p
O CO
o -4-
bO
R 8 •p
2 o
x> rt •P
T? O
UN
•o •H O
•H u o X) o H
![Page 31: TECHNICAL REPORT · d 00 go 05 ad ] wvt-6605 process for anodizing titanium technical report cjlea&inghouse for mjsdhral scientific and coal information c+-d" f by](https://reader042.pdfslide.net/reader042/viewer/2022030905/5b492c9c7f8b9aa4148df6af/html5/page/31.jpg)
tti
tu • s « c •3 H H
I JC tt)
co o r 1
•■■P
OJ
P t X) 0,
p * P -4 T) 'M o t. 0 tip ) 0 f$ ■)
, -3 l
•i'-i O fci ! -v)
0) 05 • .H cO r-, o „ 'V -.6 if * O
1 y -^ •n -H 0> 5 fa «
0 O (0 ■<-> P ^>
"1 S 8 r~l H jz u n o XI to as CU o Jl
i/\ U"> o ir> -H vO r. Hl
S3 OH
XI a. -p
I
£ >
o o f-
C
i
£3
a
^ UA O O
(V
6 PL, C<i C-- O r\ o V 0 <v r- o, o H
■N E-
•> u
■[
o •H
■3
O <^\ Ti •ri O
J-. ■n « f-4 <j;
O « X! *> u tu nJ •H in
0) 3 > er) 4J
9 X o '0
■f- <^5 r-l H t»0 o 9 + O + -f ^
'! IT\
^ n ® 1^ 0) r~i IT\ +) O O
-P •H i
(V 1 WA H
_J L. *~V n >^-fc x-»s
r-l -P s ̂ f- 00 1
X ^v
-v •H
c-\ f.;
OS fc to 4- 1 ■;.1
O -'^ T>
» i/\ ••—> •H P •H -H 4-> b0 ü 3 ü O h TJ ~3 o <£ •H < <
iH •H ■r-i (V TJ O U O rH o O ü Ü U TJ; < •H '-0 •H -H j-> 73 t- u u o ü o •H O -t- O +5 c> •H •rt O ä r-l -H
r-l u U <: to w o O O O o x> X ü o UA O r-
T5 o o ■Ö 45
r--; '.i~.
o ^
2o
![Page 32: TECHNICAL REPORT · d 00 go 05 ad ] wvt-6605 process for anodizing titanium technical report cjlea&inghouse for mjsdhral scientific and coal information c+-d" f by](https://reader042.pdfslide.net/reader042/viewer/2022030905/5b492c9c7f8b9aa4148df6af/html5/page/32.jpg)
sec
I x: © +> TJ «j o o
CO
33 > I • in
C a S5
c
<
t
c c
•p
o H o o TJ H
>A
»A on
»A o
o »A
»
60
8 TJ
•8
© 44 a,
©
© j* ©
CO CD ©
Ö Ö CO &
§ o
CO
3 1
o
T
I >0 m
«A O
© -P
H > O "•>» N X> c & *
©
V
©
© •p c
TJ
m
© TJ
© (X,
c ©
X»
IA rH
c3
-P
g O
-P
O to
& S
J3 X» a, a«
on m
•TV
CM vO CO
? c\» 8 CO
•8
O
O
o to en
8 $ $
a) On
© CO
u •H 0)
s
O »A O
IP. •H O -P SCO
<S • o © <n U n
>> «0 © -P © T? old aSd to to 5
•2
•H -p •H EH
VA en
o en
»A en
«TV o
IA o
IA •
on m
© 0
« vC ß © © 60 ^
O 1 -P -H H <~i
■p TJ aj •P -p <*-t O O ß •P 3 ß W <M 1-, © © H XI © 0) -H +J ©
© Q ß in y (H O •H © > a* © U
01 -H •§ 1 ü K o j-. ß «M
|g,o . u a 18 4j"3 3 n -,H •
-P H © • TJ © .p +J cu
o S, U -P 5 o §o"3!
2; O ctf S3 ß to o o -P
Q o o un vO en m H
m
CO
60
© TJ
4 -P © o
I m
(X.
m
^
8 m
•8 11 1 1
©
> ß ©
ß ©
ß ©
■p *> b0 ttO w o o o ■Ö ■Ö ■Ö ^ & ^
•8 *.
«2$ +
•H Xf fH J3 -H
W © + a,
60
00 o
© H
S^ -P W
Ö + OH
60
© vD 60
© TJ
»-. © © +> a. «
to o
a,
s
iA
8 ©
TJ
1. u © © -p
ß © 60 o
I
43 PM
R
rv
O m
i Vi o x: a
B U 3 ©
11 to
•f f
60 Ö0O
TJ
$3 m ß -P
© © TJ o
s © ©
(X. -P
ß xl © a, 60
A.
27
![Page 33: TECHNICAL REPORT · d 00 go 05 ad ] wvt-6605 process for anodizing titanium technical report cjlea&inghouse for mjsdhral scientific and coal information c+-d" f by](https://reader042.pdfslide.net/reader042/viewer/2022030905/5b492c9c7f8b9aa4148df6af/html5/page/33.jpg)
<D Ö ß ß <3 -H
I
•P *ö cd O
3 c
CM
u.
• »
o
o •p •H
H
I
«
s w
*A
O
• o TJ <
U bO ® o
&, H
C 4) 4> +> ÖO-H o x:
s o •o
!
2 •H PH O o
3 o CO a,
£
»
o
9
4)
1+ 1 o
9
•p
O to
o 0^
ir\
U
* I
!
%
O to
n n cd P o
i
©
cd
§ ff ■P P
h8 -8°
H
O
©
ff
Ö0
•p p *-( «H 0 o
co to
*T\
w\
O
.p
■p -p fe SS ©
P
*: + 1 9 öo + "8 ir\ 60 o O CO © O
■o <*>
•H O * « u 0) 4) £ «3 P.. o p •H o x:
El- 6-
UA
«TV
IfN
»1 © P
g
«0 o
o
I p
1 p ff
cd cd •H Ü u o o P © o o cd
o s T5
p U, -p ü 5 <H V «^ 1 O P o ■p n
O CO
o * Ä
to © CO 1 £
r* p J3 a ■a- •H
Ö0
(Q G 1 O .3 äff •
-p •rl H
U, -H £ O« -H (X. ►-q co
8 CM cv s 3 o
£ o.
O O «r\ co H H
1
P
O
a "Z ^
-p -P -p
tu
CO • CO
o o i>- 8 o H
o
<N <r\ 8 • CA O •
H H
-4- co CM O tN (V
O
CM
0>
o CQ
cd p 4>
o (O
•P
28
![Page 34: TECHNICAL REPORT · d 00 go 05 ad ] wvt-6605 process for anodizing titanium technical report cjlea&inghouse for mjsdhral scientific and coal information c+-d" f by](https://reader042.pdfslide.net/reader042/viewer/2022030905/5b492c9c7f8b9aa4148df6af/html5/page/34.jpg)
•rt
3
O H O o
%•*
i~i co
o H O
CJ> •P
$>> «J (0 o
<?- iH CO (X)
3 IP
u o o
■p U <H
8 h o o o H w
o H O W
C^ O n i
r-. © •H •H
© 'O •a
otl © -P H tu 3 8 V u 0
u 3 U1 1 ftj O
,1 ^5 t
8? bü 2 8 © u U 0) IH Ü c5 CK ca co O
+3 <►-. o <n
I
-O
O
I Ö © ©
X S CO J
•H Si
I «5 Oil
o en
o <n
ja
o on
£
o en
¥ £
o ? m H
O ? »A
£
O tn
0,
i
0} » -p
» w c; a SI
rn
m in
rn NO rn tn
o m in • • (V
H •
o
m
rn <n
in
m
VA
m
m
CO m
cv
I- >i
.-il
*P
$ o u -p
H Mi
O Oh ü o © 3 3 -P
o CO
+
u •P
* + m n •H ü <: o
■a rt
co
+
© •P
2 •p
3 o
CO
00
© ■P
s o ,0
ä o
co
Ö0 00
8 8 -P rt
-P U Ti © O -P
o CO
t>0 to »A in (V cv
CO
+
© ■P et U
*> h •H © O -P
©
^
© •P
-r
co "' + -H
O
S. 8 o
U O 3
©
*> " •H O
O
+ O
CO O
CO
29
![Page 35: TECHNICAL REPORT · d 00 go 05 ad ] wvt-6605 process for anodizing titanium technical report cjlea&inghouse for mjsdhral scientific and coal information c+-d" f by](https://reader042.pdfslide.net/reader042/viewer/2022030905/5b492c9c7f8b9aa4148df6af/html5/page/35.jpg)
as«
i JZ e +» *o flj o o
CO
I • «0
I Ix, o
I
13 os © XS -H 8
O H fe «8 M O
O
>A H
£
»A
tA
tn 8
H O t> b h O c 4* •p ■H »-3 * i-t r
M
8
4 u -p o 1 «
o § •H n 3 5 o
CO
a
ß
NO
»TV
? o
•p
o
£
en
»A
I
3
n *>
$
-P
»A
£
IA
3
■P P o) n C G O 3
■P X V« .p O fl)
CO CQ
s
I 4) > O
£
8
CO
3
£
»A 0^
3 (V
0) I I
•P o
8 ° •H O (4 « fcj 4)
HT! » tf
2 5« .8P
SP:
8
£
o
«A
I P -P «H
-P crt O «M c5 O ü n
0)
"3:8
o CM
n
© >
£
CM
CM O
CM O
«3 C
■ •-*
3
O
■—t
O
.LJ
o 0)
CJ
o
3 6X
30
![Page 36: TECHNICAL REPORT · d 00 go 05 ad ] wvt-6605 process for anodizing titanium technical report cjlea&inghouse for mjsdhral scientific and coal information c+-d" f by](https://reader042.pdfslide.net/reader042/viewer/2022030905/5b492c9c7f8b9aa4148df6af/html5/page/36.jpg)
I X3 ©
3*8 o
"3
o CJ
CM
•3
■ I—I
rH O > u ©
09
9) n x) u o s% >> o "ö HO© u, ja a
fa o Ä
IA H
Ö o
1 o
o
cv o
fc
a>
CO
2
8
£
•A
3
C © o
•H O
CO © _ -p
3 >
TJ -P O O
CO qj
-r -f t>0 bO
1
&
£
i »A 0^
CO CO
CO
o
£
£
»A H
©
»A
IA
2 •H -P
8 Ü
-P
O CO
«TV
H
iA
u>
8
O
o •H
•P •H C3
b0
©
|
3f .p
■P -P
CO O
iA
£ £
IA H
CN
c\
to
•H o
Ü —I H
O ■P
g
3 t>0
?8 + iH
Ö0XJ O -H IA O
©
■P 3 r-K O © ^ -r- o
31
![Page 37: TECHNICAL REPORT · d 00 go 05 ad ] wvt-6605 process for anodizing titanium technical report cjlea&inghouse for mjsdhral scientific and coal information c+-d" f by](https://reader042.pdfslide.net/reader042/viewer/2022030905/5b492c9c7f8b9aa4148df6af/html5/page/37.jpg)
wmxfa-l'' -
Figure 3- Converted Anodi/.cd Film at 25OX
Fi!_urf 1. ( OII\ ei i cd \nodt/ed 1'ilni ,it 5()0\
32
![Page 38: TECHNICAL REPORT · d 00 go 05 ad ] wvt-6605 process for anodizing titanium technical report cjlea&inghouse for mjsdhral scientific and coal information c+-d" f by](https://reader042.pdfslide.net/reader042/viewer/2022030905/5b492c9c7f8b9aa4148df6af/html5/page/38.jpg)
E 3
* r-l
c re
o
c
3 (0
-o -J
CO o
O c o
£ o
CJ
c o
o u
:>:>
![Page 39: TECHNICAL REPORT · d 00 go 05 ad ] wvt-6605 process for anodizing titanium technical report cjlea&inghouse for mjsdhral scientific and coal information c+-d" f by](https://reader042.pdfslide.net/reader042/viewer/2022030905/5b492c9c7f8b9aa4148df6af/html5/page/39.jpg)
w Jj
c <D C O CL £ O U -a a « o U s 3
3
/^*<MH«Mf»M*«4*M4Mtt*«*W*:M4-««
34
![Page 40: TECHNICAL REPORT · d 00 go 05 ad ] wvt-6605 process for anodizing titanium technical report cjlea&inghouse for mjsdhral scientific and coal information c+-d" f by](https://reader042.pdfslide.net/reader042/viewer/2022030905/5b492c9c7f8b9aa4148df6af/html5/page/40.jpg)
DECREASE
ACID DIP HN03-HF
MECHANICAL CLEANING
VAPOR BLAST
COLD-WATER RINSE
± RACK
ANODIZE
E COLD-WATER RINSE
REMOVE SOFT EXTERIOR COATING
igure 7. I Itanium Ar.orli ze Flov Sheet
![Page 41: TECHNICAL REPORT · d 00 go 05 ad ] wvt-6605 process for anodizing titanium technical report cjlea&inghouse for mjsdhral scientific and coal information c+-d" f by](https://reader042.pdfslide.net/reader042/viewer/2022030905/5b492c9c7f8b9aa4148df6af/html5/page/41.jpg)
"N
1
\\
* ^
o
I
r\c\!\
8
5: Uj
3 O >- CO
-o
« bO
3 CO
oo
0) u 3 be
• i-i
ib
![Page 42: TECHNICAL REPORT · d 00 go 05 ad ] wvt-6605 process for anodizing titanium technical report cjlea&inghouse for mjsdhral scientific and coal information c+-d" f by](https://reader042.pdfslide.net/reader042/viewer/2022030905/5b492c9c7f8b9aa4148df6af/html5/page/42.jpg)
LITERATURE CITED
1. "Coating for Titanium," M. Levy, J. Romolo, Proceeding Electro- platers Society 1961, Vol. 48, p. 135
2. "The Electrodeposition of Adherent Metal Coatings on Titanium," C. Stanley and A. Brenner, from National Bureau of Standards to Springfield Armory, Contract No. DA-19-035-54-135 (October 1, 1954)
3. "Electroplating on Titanium,'' Charles Levy, report on internal task at Watertown Arsenal, Fir3t Progress Report July 8, 1952.
4. "Electroplating on Titanium and Titanium Alloys", W. B. Hardy, Plating Magazine, Feb. 1963, p. 131-135.
5. "Development of Protective Coatings for Titanium and Titanium Alloys", W. H. Coiner, M. Feinleib, J. H. Reding, J. Electrochemical Society, 1953, Vol. 100, p.485-9.
6. "Electroplating on Titanium Alloys", L. Missel, Metal Finishing Magazine, 1957, Vol. 9, p. 46-54*
7. "Development of Protective Coatings for Titanium and Titanium Alloys", J.N. Riding, W.H. Coiner, M. Feinleib, H.T. Francis, and R.A. Lubker, report from Armour Research Foundation to Watertown Arsenal, Contract No. DA-11-022-OR0-26O, Final Report June 1, 1951 to August 1952.
8. "Summary of Symposium on Surface Treatments of Titanium", meeting at Armour Research Foundation sponsored by Watertown Arsen&l.. (January 28, 1953*
9. "Research on Cladding of Base Metals", P.F. Mataich, F.C» Wagner, M.E. Seibert, report from Horizons Incorporated to Wright- Patterson Air Force Base, Contract No. AF-33 (6l6)-393, Quarterly Progress Report No. 3 (Dec. 15, 1952 to April 15 1953)
10. "Chemical Surface Treatment of Titanium", II. A. Pray, P.D. Miller, R. A. Jeffreys, report from Battelle Memorial Institute to H.i—i. A .^T r>w+„,^ Mrt n«_'^.-fnQ.-flRD-?l,5.
11. "The Cold Extrusion of Titanium", A.M. Sabroff, P. D. Frost, report from Battelle Memorial Institute to Wright-Patterson Air Force Base, Contract No. AF-33-(6l6)-2466 (August 1955)
12. "Anodic Polarization of Ti in Formic Acid", A.R. Piggott, H. Leckie, L. L. Shreir, Corrosion Science, 1965 Vol. 5, p. 165-184.
37
![Page 43: TECHNICAL REPORT · d 00 go 05 ad ] wvt-6605 process for anodizing titanium technical report cjlea&inghouse for mjsdhral scientific and coal information c+-d" f by](https://reader042.pdfslide.net/reader042/viewer/2022030905/5b492c9c7f8b9aa4148df6af/html5/page/43.jpg)
13. "Anodic Polarization of Titanium in Nonacqueous Base Etching Solutions", M. Eisenberg, R.E. DeLaRue, J. Electrochemical Society, March 195«, Vol. 105, No. 3, p. 162-169.
14. "The Anodizing of Zirconium and Other Transition Metals in Nitric Acid'', R. D. Misch, tf. E. Ruther, J of Electrochemical Society, December 1953, Vol. 100, No. 12, p. 531-537.
15. "Chemical Svrface Treatment of Titanium', P.D. Miller, P.A. Jeffreys, H.A. Pray, Report from Battelle Memorial Institute to Vatertown Arsenal. Contract No. DA-33-019-ORD-215, Final Report, Oct. 30,1953-
16. "Diffraction Analysis of an Anodic Coating for mitanium" F. Fullman Inc. Schenectady, N.Y. June 18, 1964.
17. '.VADC Technical Report 53-151, F. G. Gillig, Cornell Aeronautical Laboratory, Inc. May 1953
18. •Improved Adhesion of Electroless Nickel Plate on Titanium Alloys M. Levy, J. Romolo, Proc. toer. Electroplaters Soc. Vol. 48 p. 135 (1961)
19. Private correspondence with Ozone Metal Products, Inc. Oaone Park, L. I.
38
![Page 44: TECHNICAL REPORT · d 00 go 05 ad ] wvt-6605 process for anodizing titanium technical report cjlea&inghouse for mjsdhral scientific and coal information c+-d" f by](https://reader042.pdfslide.net/reader042/viewer/2022030905/5b492c9c7f8b9aa4148df6af/html5/page/44.jpg)
SELECTED BIBLIOGRAPHY
'•The Anodic Behavior of U, Ti, Zr, Nb, and Ta in 3M Al CI3 - Diethyl Ether Solution,1' A. J. Johnson and L. L. Shrier, Corrosion Science, Vol. 5, p. 269-278, (1965)
"Anodic Oxidation of Titanium in Formic Acid Electrolytes", D.M. Cheseldine, J. Electrochemical Soc. Vol. Ill, No. 8, p. 1005-1007, (1964)
"Antigalling Coatings and Lubricants for Titanium", E.L. White, P.D. Miller, and R. S. Peoples, T.M.L. Report, No. 34, Feb 24, 1956, Battelle Memorial Institute.
"Development of a Procedure for Electroplating on Ti-6AL-4V Alloy" A.O. Schlosser, and J. R. Lowery, NASA Report - George C. Marshall Flight Center, MTP~P&Vi-M-63-10, August 1963.
"Electrochemical Oxidation of Titanium Surfaces", M. E. Seibert, J. Electro- chemical Soc. Vol. 110, No. 1, p. 65-71.
'Friction and Wear Properties of Titanium", P. D. Miller and J. W. Holliday, Wear Vol. 2, No. 2, p. 133-140 (1958/59)
'The Migration of Metal and Oxygen During Anodic Film Formation' , J. A. Davies, B. Domeij, P.S. Pringle, and F. Brown, J. Electrochemical Soc. Vol. 112, No. 7, p. 675-680, (July 1965)
' Passivity and Corrosion Resistance of Titanium and its Alloys", N. D. Tomashov, R. M. Altorsky, G. P. Chernora, J. Electrochemical Soc, Vol. 108, No. 2, p. 113-119, (Feb 1961)
Passivity of Titanium in Hydrochloric Acid Solutions", D. Schlain, and J. S. Smatko, J. Electrochemical Society, Vol. 99, No. 10, p.417-422, Oct. 1952.
"Procedures for Electroplating Coatings on Refractory Metals," J.G. Beach and J. A. Gurkli?, Battelle Memorial Institute, Columbus, Ohio, Oct.9,1959.
"The R«t» of Dissolution and the Passivation of Titanium in Acids >rith Aarmonium Fluoride Added", M. E. Stranumanis and C. B. Gill, J. Electro- chemical Society, Vol. 101, No. 1, p. 10-15
"The Relationship Between Anodic Passivity, Brightening and Pitting", T.P. Hoar, D. C. Me&rs, and G. P. Rothwell, Corrosion Science, Vol. 5 p. 279-28? (1965)
"Research Points Way to New Methods of Preventing Galling and Seising" E.5. Machlin, Iron Age, p. 91-93, Feb. 10, 1955
39
![Page 45: TECHNICAL REPORT · d 00 go 05 ad ] wvt-6605 process for anodizing titanium technical report cjlea&inghouse for mjsdhral scientific and coal information c+-d" f by](https://reader042.pdfslide.net/reader042/viewer/2022030905/5b492c9c7f8b9aa4148df6af/html5/page/45.jpg)
"Status of Electroplated Metal Coatings on Titanium1', J. G. Beach DMIC Memorandum, Defense Metals Information Center, Batteile Memorial Institute, Columbus, Ohio, May 10, 195?.
"A Study of the Formation of Anodic Oxide Films on Titanium , A'. Mizushima, J. Electrochemical Soc. Vol. 108, No. 9, p. 825-829 (Sept 1961)
Symposium on Electroless Nickel Plating, ASTM, Spec. Tech. Publ. No. 265, (1962), Araer. Soc. for Testing and Materials, 1916 Ract St., Philadelphia, Pennsylvania
4U
![Page 46: TECHNICAL REPORT · d 00 go 05 ad ] wvt-6605 process for anodizing titanium technical report cjlea&inghouse for mjsdhral scientific and coal information c+-d" f by](https://reader042.pdfslide.net/reader042/viewer/2022030905/5b492c9c7f8b9aa4148df6af/html5/page/46.jpg)
unclassified Security Classification
DOCUMENT CONTROL DATA • R&D (Security claaaitlcation ol title, body ot abttract and indexing annotation mw,t be entered when the overall report
1 ORIGINATIN G ACTIVITY (Corporate author) 2« PC PORT seCUfl'TY C L»«S'HC»TION
Watervlict Arsenal Watervliet, New York, 12189
Unclassified 2 t> GROUP
3 REPORT TITLE
PKOCLSS FOR ANODIZING TITANIUM
4 DESCRIPTIVE NOTES (Type ol report .und inclusive datei)
Technical Report 5 AUTHORCSJ (Last name, first name, ini'iaO
Pochily, Theodore M.
6 REPO RT DATE
APRIL 19b6 7a TOTAL NO OF PACFJ
43 7 b NC or RE FS
19 8a CONTRACT OR GRANT NO
AMCMS Code No. 4930.15.02u7.2U.Ül b PROJECT NO
L) A Project No. 06267
9« ORIGINATOR'S REPORT NUMBERfSj
WVT-6605
9b OTHER REPORT NOfSJ (A ny other numbers that may be assigned thta report)
10 A V A IL ABILITY/LIMITATION NOTICES
Qualified Requesters may obtain copies of this Report fro/n CFS1T
Available-Clearinghouse for Federal Scientific and Technical T:> formation, (I.STI, 5285 Port Roval Road, Springfield, Virginia 22151 - S2.00
II SUPPLEMENTARY NOTES 12 SPONSORING MILITARY ACTIVITY
U. S. Army Weapons Command
13 ABSTRACT The requirements of an advancing teclinology in weaponry, aircraft, and aerospace have necessitated a consideration of light metals as a substitute for steel. In the search to reduce weight, and consequently increase mobility, titanium offers valuable assistance. The use of titanium as an engineering and structural material has been accepted for a comparatively short tine. Tins acceptance was predicated on two important factors, strength/weight ratio and corrosion resistance. The tendency of titanium to pall and seize, when used as a bearing or mating surface, has restricted a full utilization of the metal. i*ork conducted at Watervliet Arsenal to develop a process that reduces or eliminates this condition has been evaluated. Processing details, a summary of test data covering wear resistance, and the effects of the process on the mechanical properties of titanium are discussed.
DD FORM 1 JAN «4 1473 Unclassified
Security Classification
![Page 47: TECHNICAL REPORT · d 00 go 05 ad ] wvt-6605 process for anodizing titanium technical report cjlea&inghouse for mjsdhral scientific and coal information c+-d" f by](https://reader042.pdfslide.net/reader042/viewer/2022030905/5b492c9c7f8b9aa4148df6af/html5/page/47.jpg)
Unclassified Sc-fuii'v Classification
KEY WORDS
Titanium
Anodic Coatings
Metal finishing
Anodizing
LINK A
ROLE «VI
LINK B
ROLE J «T
LINK C
ROLE
INSTRUCTIONS
1. ORIGINATING ACTIVITY: Enter the name and address of the contractor, subconfactor, grantee, Department of De- fense activity or other organization (corporate author) issuing the -eport.
2a. REPORT SECURITY CLASSIFICATION: Enter the over- all security classification of the report. Indicate whether "Restricted Data" is included. Marking is to be in accord- ance .vith appropriate security regulations.
26. GROUP: Automatic downgrading is specified in DoD Di- rective 5200.10 hni Armed Forces Industrial Manual. Enter the group number. Ak:, when applicable, show that optional markings have been used for Group 3 and Group 4 as author- ized.
3. REPORT TITLE: Enter the complete report title in all capital letters. Titles in all cases should be unclassified. If a meaningful title cannot be selected without classifica- tion, shew title classification in all capitals in parenthesis immediately following the title.
4. DESCRIPTIVE NOTES: If appropriate, enter the type of report, e.g., in'erim, progress, summary, annual, or final. Give the inclusive dates when a specific reporting period is covered.
5. AUTHOR(S): Enter the name(s) of mithört» as shown on or in the report. Enter last name, first name, middle initial. If military, show rank and branch of service. The nam» of the principal author is an absolute minimum requirement. 6. REPORT DATE: Enter the date of the report as day, month, >ear; or month, year. Jf more than one date appears on the report, us« date of publication.
.«. TOTAL NUMBER OF PAGES: The total page count should foil, w normal pagination procedures, i.e., enter the number of pages containing information.
76. NUMBER OF REJ ERENCE& Enter the total number of references cited in • ic -«port.
8u. CONTRACT OP GRANT NUMBER: If appropriate, enter the applicable numbit of the contract or grant under which the report was written. 86, 8c, & 8d. PROJECT NUMBER: Enter the appropriate milivary department identification, f.uch as project number, subp reject number, system numbers, task number, etc. 9a. ORIGINATOR'.. REPORT NUMBER(S): Enter the offi- cial report number by which the document will be identified and controlled by the originating activity. This number must be unique to this riport. 96. OTHER REPORT NUMBER(S): If the report has been assigned «my other report numbers (cither by the originator or by the sponsor), also enter this numher(s).
10. AVAILABILITY/LIMITATION NOTICES: F.nter any lim- itations on further dissemination of the report, other than those imposed by security classification, using standard statements such as:
(1) "Qualified requesters may obtain copies of this report from DDC''
(2) "Foreign announcement and dissemination of this report by DDC is not authorized."
(3) "U. S. Government agencies may obtain copies of this report directly irom DDC. Other qualified DDC us»rs shall request through
(4) "U. S. military agencies may obtain copies of tnis report directly from DDC Other qualified users shall request through
(5) "All distribution of this report is controlled. Qual- ified DDC users shall equest through
If the report has been furnished to the Office of Technical Service«, Department of Commerce for sale to the public, indi- cate this fact and enter the price, if kno »n. U. SUPPLEMENTARY NOTES: Use for additional explana- tory rr,tes. 12. SPONSORING MILITARY ACTIVITY: Enter the name of the departmental project office or laboratory sponsoring (pay- ing tor) the research and development. Include address. 13. ABSTRACT. Enter an abstract giving a brief and factual summary of the document indicative of tfc» -cp„.-;, even though it may also appear elsewhere in the body '»f the technical re-
! port. If additional space is required., a continuation sheet j shall be attached.
It is highly desirable thai the abstract of classified re- j ports be unclassified. Each paragraph of the abstract shall
end with an indication of the military security c'assification of the information in the paragraph -«presented as (TS), (S). (C). or (U)
Th<re is no limitation on the length of the abstract How- ever, the suggested length is from 150 to 225 words. '4. KI »ORDS K.e> words are technically meaningful terms or shori phrases that characterize a report and may be used ns index entries for cataloging the report.- Key words must be selected so that no »ecuriu classification is roqmrcd. Ide.i- fiers,- such as equipment model designation., trade r.anc.. TIIII- tary project code name, g'-ograprtic location., may be used as Wev words but will be followed '..•, an indication of technical cor.text The assitfnmcnt "f links, rules., and weights is optional
unclassified cunty "CrässTfici "Security cation
■~fv™*w^r*im "**&ar-