-
Nolan WarehousesESTABLISHED 1920
TECHNICAL GUIDE NUMBER THREE
Flexible Clear PVC
-
COMPANY PROFILE
Over many years, Nolan Warehouses has established asolid network
of trading partners around the world, andlongstanding business
relationships with its customerbase, most of whom are fabricators
or installers. This isbecause nearly all the products the company
suppliesrequire conversion into a practically usable or con-sumable
form. Nonetheless, in its area of expertise, thecompany is well
known in the Architect and Specifiercommunity.
The company prides itself on its technical expertise,
andrigorous approach to new product selection and testing,which
goes a long way to ensuring that its productportfolio is at the
very least, of merchantable quality and fit for purpose. This is
particularly significant, sincethe key features that determine
product quality cannotbe determined by superficial examination.
Many of itsbrands, through prolonged field life and
performance,have become synonymous with their end application.
Nolan Warehouses, established in 1920, is a merchant
wholesalerwhose products can be segregated into three main
groupings: Industrial Fabrics, Automotive & Marine and Contact
& Commercial. The business trades from six fully stocked
branches throughout Australia, located concentrically with the
country’s population.
The company is classified by the Australian Securities and
Investments Commission (ASIC) as a ‘Large Reporting Entity’,
satisfying the latter’s minimum classification criteria of net
assets and turnover.
Over its 87 year history, the company has prosperedthrough
depression, world war, and significant changesin strategic
direction. Its various branches have survivedfire, major flooding
and even earthquake! It remainsproudly third generation family
owned and operated.
Nolan Warehouseswww.nolans.com.auFiremen attending blaze at
Adelaide warehouse in 1963.
Liveried delivery truck at Circular Quay, Sydney, circa
1930.
Head office and warehouse in Alexandria, Sydney.
The Nolan team at the Adelaide conference 2007.
-
Nolan WarehousesESTABLISHED 1920
TECHNICAL GUIDE NUMBER THREE
Flexible Clear PVC
-
CONTENTS
INTRODUCTION
Disclaimer . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
Acknowledgements . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . 3
What is Flexible Clear PVC? . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . 3
Technical Guide Objectives . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . 3
PRODUCT DIMENSIONS, PACKAGING & LABELLING
Product Details . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
Examples of Achilles and Wardle Storeys Labelling . . . . . . .
. . . . 4-5
FABRICATION TIPS
Product Selection . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . 5
Storage and Handling . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . 6
Plasticiser Migration or Loss . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . 6-7
Batch Variations . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
Effect of Temperature . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . 7
Residual Stress Relief . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . 7
Tissue Marking or Cloudiness . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . 7
Zippers . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7
Care and Cleaning . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . 7
PROPERTIES AND TEST METHODS
Australian Standards and Manufacturers’ Specifications . . . . .
. . . 8
Specific Gravity . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
Flexibility . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8
Stiffness (Elastic Modulus) . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . 8-9
Dimensional Stability . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . 9
Tensile Strength, Elongation and Tear Strength . . . . . . . . .
. . . . 10-11
Visual Light Transmission, Haze and UV Stability . . . . . . . .
. . 11-12
Flammability . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . 12-13
Flammability – Building Code of Australia Requirements for Clear
Blinds . . . . . 13
Flammability – NSW and Victorian Requirements for Temporary
Structures . . 13
Chemical Properties . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . 14
PRODUCT WARRANTY . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . 14
APPENDIX A
Chemical Resistance of Flexible Clear PVC . . . . . . . . . . .
. . . . . . . 15-17
APPENDIX B
Flammability Test Reports . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . 18-20
IMPORTANT: The contents of this Technical Guide are the
copyright of Nolan O'Rourke and Company Pty Ltd.
No part may be reproduced without explicit permission.
-
THE CONTENTS OF THIS TECHNICAL GUIDE ARE COPYRIGHT JANUARY 2006.
NO PART MAY BE REPRODUCED WITHOUT EXPLICIT PERMISSION. 3
In the pressed polished process, calendered PVCsheets are
further processed to improve clarity. Theseare laid between highly
polished stainless steelplates, which are in turn stacked in an
hydraulic hotpress. As steam is applied, the PVC becomes soft,
andunder pressure the original calendered sheets arelaminated
together, and the ultra-smooth surface ofthe plate replicated on
both sides.
“Rollclear” and “Rollglass” are Nolan brandnames for calendered
and extruded productrespectively, both manufactured by the
AchillesCorporation of Japan. “Vybak” is the registered TradeMark
of a range of a polished clear PVC sheetmanufactured by Wardle
Storeys Ltd, England.
Nolan Warehouses stock all three brands in arange of
thicknesses, tints, and other additives thataffect performance,
such as flame retardants. Allproducts are UV stabilised for outdoor
use and carrya manufacturers’ warranty, supported by the
“NolanPromise”.
Technical Guide ObjectivesEven for an experienced fabricator,
selection of
an appropriate type of clear flexible PVC to use in aparticular
circumstance is not easy. For example, it isimpossible to
differentiate between the visual clarityof the different types
simply by viewing samples.Similarly, many of the features that
determine the lifeof the product, such as the quantity of UV
inhibitorsadded, cannot be assessed other than by
laboratorytesting.
This guide is designed to provide informationthat is more
comprehensive than that provided inthe sales literature of our
suppliers. It examines therelevant specifications and test methods,
and makescomment on their significance. The characteristics ofthe
material, and the inherent differences resultingfrom the different
processes of manufacture areexplained. Also included is advice on
fabrication,based on industry experience gleaned from a widerange
of end-use applications.
INTRODUCTION
DisclaimerNolan Warehouses is a National Australian
distributor of Industrial Fabrics, and was establishedin 1920.
This guide is one of a series prepared for all products sold by the
company, and is designed toprovide appropriate technical
information andadvice to fabricators and end-users. The
informationis based on that provided by the manufacturers orour
general experience, and is given in good faith,but because of the
many particular factors which areoutside our knowledge and control
and affect the useof products, no warranty is given or is to be
impliedon its accuracy.
AcknowledgementsMr. Yoichi Yumoto, Achilles Corporation.
Ms. Belinda Spencer, Wardle Storeys plc.
Mr. Roger Cole, CPA Advertising Pty Ltd. (Design and
Artwork)
What is Flexible Clear PVC?Flexible clear PVC is widely used as
a glazing
material in awnings, tent enclosures, marinecanopies and motor
vehicle soft-tops. PVC orpolyvinyl chloride is a stable, durable
and chemicallyresistant material, and with UV inhibitors added,
onethat is widely used in outdoor applications. Theaddition of
“plasticisers” in a proportion of about30% by weight provides
flexibility, but alsosignificantly changes the material’s
characteristics.
There are essentially three types of flexible PVCavailable on
the market, “calendered”, “extruded” or“pressed polished”, each
type named after its form ofmanufacture. Calendering is the process
wherebyPVC resin is heated to a semi-liquid form, and passedover a
series of metal rollers to form a thin sheet ofmaterial. In
extrusion, the liquid is pushed or pulledthrough a die. For clear
PVC, the difference isapparent in the surface finish, extrusion
resulting ina smoother surface, and therefore better visualclarity.
The maximum thickness of sheets producedin these base processes is
approximately 0.35mm.Thicker sheeting is the result of
lamination.
Pressed polished sheets being removed from plates.
Calendered PVC being tensioned over rollers.
-
NOLAN O’ROURKESYDNEYP.O. # 1656C/N 114MADE IN JAPAN
THE CONTENTS OF THIS TECHNICAL GUIDE ARE COPYRIGHT JANUARY 2006.
NO PART MAY BE REPRODUCED WITHOUT EXPLICIT PERMISSION.4
NOLAN ROLLCLEAR
UV STABILISED
WIDTH 1370m
LENGTH 25 metres
THICKNESS 1.00mm
A summary of the product details and packagingis shown in TABLE
1, and typical labelling shown inFIGURE 1 (Achilles) and FIGURE 2
(Wardle Storeys).The labelling provides all details necessary for
iden-
PRODUCT DIMENSIONS, PACKAGING & LABELLING
TABLE 1 – Product Details
NolanDescription of
DimensionsPackaged
PackagingBrand
Manufacturing Thickness(cm)
WeightDetailsProcess (kg)
Rollclear Calendered 0.50mm (.020”) 137cm x 40m roll 360.75mm
(.030” ) 137cm x 30m roll 401.00mm (.040” ) 137cm x 25m roll
442.00mm (.080” ) 137cm x 15m roll 463.00mm (.120” ) 137cm x 10m
roll 42
Rollclear Tint Calendered 0.75mm (.030” ) 137cm x 30m roll
401.00mm (.040” ) 137cm x 25m roll 44
Rollclear FR Calendered 0.75mm (.030” ) 137cm x 30m roll
401.00mm (.040” ) 137cm x 25m roll 44
Rollglass Extruded 1.00mm (.040” ) 137cm x 15m roll 271.00mm
(.040” ) 183cm x 14m roll 38
Vybak Press Polished 0.75mm (.030” ) 250 x 125 sheet 161.00mm
(.040” ) 250 x 125 sheet 22
Vybak ( Tint ) Press Polished 1.00mm (.040” ) 250 x 125 sheet
22
Wound on cardboard coresuspended at each endin a box of
dimensions20cm x 20cm x 143cm.
Wound on cardboard coresuspended at each endin a drum 20cm in
dia
x 148cm in length.
5 sheets interleaved withtissue paper and packedin a drum 22cm
in dia x
134cm in length.
Brand I.D.
Confirmationof stability foroutdoor use
Dimensions
tification of shipment and manufacturing dates, thusproviding an
immediate linkage to the relevantsupplier’s quality control
procedures.
FIGURE 1 – Achilles Labelling
Port of entry
Nolan order number
Achilles roll number
Country of origin
On the Box or Roll Wrapper.Label size: 120 x 250mm
On the end of the Roll Label size: 125 x 125mm
-
THE CONTENTS OF THIS TECHNICAL GUIDE ARE COPYRIGHT JANUARY 2006.
NO PART MAY BE REPRODUCED WITHOUT EXPLICIT PERMISSION. 5
FABRICATION TIPS
WARDLE STOREYSQUANTITY LENGTH
WEIGHT WEIGHT GROSS PARCEL NO. PACKER
WORKS ORDER REFERENCE SPLITS CUSTOMER ORDER NO.
DESCRIPTION
QUALITY COLOUR CODE THICKNESS
SURFACE/FINISH WIDTH LENGTH
STOCK ITEM/PRODUCT CODE PART NO.
ROLL REF.
Nolan O’Rourke order number
Productdescription
Nominal sheet dimensions
Manufacturer
Sheets per drum
Drum weight (kg)
Wardle Storeys batch number
Qualityspecification
Product code number
FIGURE 2 – Wardle Storeys Labelling
Product SelectionThe essential difference between
calendered,
extruded and pressed polished PVC clear is clarity,which is very
difficult to discern when viewedthrough a small piece, but obvious
on the finishedjob. To some extent, the ultimate choice will
dependon the customer’s perception, desired end use, andbudget. A
guide is given in TABLE 2.
Some thought should also be given to theselection of the
thickness of sheet. For example the0.75mm is lighter, and will roll
up more easily thanthe 1.00mm, but does not drape as well.
Experiencehas shown that the heavier material is more suitedfor
roll-up blind enclosures, particularly whensubject to
wind-load.
Unreinforced Clear PVC has a reasonableultimate strength, but
exhibits a high level of defor-
mation under load. Its tear strength is also relativelymodest.
Caution should therefore be exercised if the material is expected
to be placed under stress, asit runs the risk of becoming “baggy”.
Under thesecircumstances, consideration should be given tousing the
reinforced Herculite T13. Although nottransparent, the material is
translucent.
Untreated clear PVC is flammable, and may not meet Fire
Regulations in some commercialapplications, or even temporary
structures for NSWand Victoria. Although some guidelines are
providedin this report, it is important to check with therelevant
authority to determine their specificrequirements for the
particular job. AS1530 pt II and pt III certificates for
“Rollclear”, and “RollclearFR” are attached as APPENDIX B.
-
THE CONTENTS OF THIS TECHNICAL GUIDE ARE COPYRIGHT JANUARY 2006.
NO PART MAY BE REPRODUCED WITHOUT EXPLICIT PERMISSION.6
Loose sheets should be handled carefully tominimise the
likelihood of scratching. It is inad-visable to stack sheets or
finished enclosure curtainson top of each other without tissue
interleaving, asthe plastic may stick and be scratched when
pulledapart. Use the tissue paper included in the packaging to
protect the sheets. Do not use “shrink-
wrap” for this purpose,because if left for aprolonged period, it
canalter the properties ofthe clear PVC through“plasticiser”
migration.
PlasticiserMigration or LossPVC is made flexible bythe use of
plasticisers, of
which there are a variety, all different in
molecularcomposition. When two PVC’s with different types
ofplasticisers are brought into contact, plasticisertends to
“migrate” from one to the other. Themovement can be compared to
water flowingbetween two connected tanks, with initially
differentsurface levels, which continues until parity occurs.The
“migration” of plasticiser is slow, and can takeseveral months for
it to become evident, eitherthrough changes in stiffness or
dimension.
Caution should therefore be exercised whenusing a coloured PVC
laminate for edging, as thesemay use different plasticiser to the
clear. Herculite2000 and Nylex Boat-hooding have been tested,
andfound to be compatible with all Nolan clear PVC.
FABRICATION TIPS (continued)
Storage and HandlingThe packaging of all pro-
duct is designed carefully toprotect the contents. “Rollclear”is
rolled about a core, which is suspended at each end. “Rollglass” is
similarlypackaged in a drum. A two metre allowance isprovided in
each roll to compensate for theindentation caused at the start and
finish of the rollby the cut end. When removed from its packaging,
a roll should ideally be suspended on the core toprevent further
indentation.
The packaging of “Vybak” is designed to protectthe highly
polished surface from damage. For thisreason, each sheet is
interleaved with tissue paper,before being rolled into drums. The
drums shouldalways be shipped and stored in the upright positionand
care should be taken when removing the sheets,or moving them on a
worktable, which ideally shouldbe covered with fabric.
Flexible clear PVC used as glazingfor a boat and greenhouse.
TABLE 2 – UV Stabilised clear PVC – typical product
applications
Nolan Brand Thickness Comment
Rollclear 0.50mm (.020”)0.75mm (.030” )
Used for tent windows, small boats, restaurant enclosures,1.00mm
(.040” )marquees. Slight visual distortion, but most economic
option.
2.00mm (.080” )3.00mm (.120” )
Rollclear Tint 0.75mm (.030” )Grey tint, otherwise as above.
1.00mm (.040” )
Rollclear FR 0.75mm (.030” )Meets Building Code fire
standards.
1.00mm (.040” )
Rollglass 1.00mm (.040” ) Better visual clarity than calendered.
Use where thedesired outlook or view is of paramount
importance.
Vybak 0.75mm (.030” ) Jumbo Mainly used in soft-tops and larger
boats. High degree1.00mm (.040” ) of clarity, which meets US Govt.
Vehicle Standards.
Vybak ( Tint ) 1.00mm (.040” ) As for standard ‘Vybak’.
-
THE CONTENTS OF THIS TECHNICAL GUIDE ARE COPYRIGHT JANUARY 2006.
NO PART MAY BE REPRODUCED WITHOUT EXPLICIT PERMISSION. 7
Yellowing, stiffening or cracking is inevitably theresult of
plasticiser loss, and is irreversible. Theprocess is normal, and
gradual deterioration of allclear product will occur over the life
of the product,which should be about five years, particularly if
thesurface is cleaned regularly.
Rapid deterioration is a sure indication ofplasticiser
migration, UV degradation or chemicalattack. The cause can usually
be determined bylaboratory analysis, and in the event of a
complaint,samples should be submitted for testing.
Batch VariationsAll clear PVC has a faint bluish tint, which is
an
integral part of its make-up, but can vary slightlybetween
batches. Sheets proposed to be joined oradjoining, should therefore
be carefully examined forsuch variation, which can sometimes be
obvious on afinished job. When in doubt, use sheets from thesame
batch.
When calendering or extruding PVC, it isextremely difficult to
obtain uniform gauge orthickness across the roll. Although Achilles
work toexacting tolerances, minute variations in thicknesscan
occur, particularly at the edge, which can resultin slightly wavy
edges
Effect of TemperatureThe flexibility and dimensional stability
of clear
PVC varies with temperature, and it is important todo all
marking and cutting out at room temperature,that is about 23ºC, in
order to minimise potentialproblems of expansion or contraction due
to changes in temperature. Sheets installed tightly incold weather
will not necessarily remain so inwarmer conditions. Shrinkage of up
to 2% due totemperature should be allowed for.
Residual Stress ReliefDue consideration must be made of the
possibility of dimensional changes in “Rollclear”
and“Rollglass”, due to residual stresses resulting from
theproduction process. Achilles recommend that beforefabrication of
these products, any cuts are allowed tolay flat or hang freely at
room temperature for anumber of days, which provides sufficient
time for
most of the residual stresses to be dissipated. Unlessrelieved,
these stresses can cause shrinkage along thelength of the roll of
up to -3.5%, and expansion acrossit of up to +2.0%.
Because of the different dimensional change inwarp and weft
directions, it is recommended thatvertical drops be fabricated
along the roll only. Careshould also be taken in welding or joining
sheets cutfrom a roll to ensure they are aligned compatibly,
elsepuckering may occur. Similarly, zippers should onlybe used
along the roll to minimise the potentialstrain on the chain
teeth.
Tissue Marking or Cloudiness“Vybak” should also be laid out flat
overnight
before use. Provided the ambient temperature issufficiently
high, any tissue marking that may haveoccurred in transit, which
manifests itself as faint“snail trails” on the surface, should
disappear. Shouldthese still be there next morning, it is
probablybecause the overnight temperature was too low. Inthis case,
lay the sheets out in the sun on a blackpiece of carpet or apply
hot air from a heat-gun, untilthe plastic softens. The gun should
be held 10cm to15 cm away from the sheet while treating a 30cm
x30cm area at a time. Care should be taken not toscorch the
surface. If marks are still there after thistreatment, it is
possible contaminants in the plasticitself are causing the problem.
If this is the case,contact your local branch of Nolan Warehouses
foradvice, before cutting out. The same treatment canalso be used
for other light markings such as zip marks.
PVC can absorb water, which shows up as acloudy residue. This
will disappear under the actionof sunlight but may take some time
to do so. Theproblem commonly occurs when a blind is rolledwet,
which traps surface moisture.
ZippersThe finished job looks best when the product is
held under slight tension, but care should be takenwhen zippers
are employed as a fastening system.Over-tensioning can damage the
teeth of the zipper,or make them very difficult to close.
Care and CleaningThe use of harsh chemicals for cleaning
should
be avoided as these can scratch the surface or attackthe
material (refer to APPENDIX A)
Clear PVC should only be cleaned with a dilutesolution of mild
soap and warm water. Rinse withclean water and dry with a soft
cloth or a sponge.
The surface can be scratched by rubbing with acoarse cloth or
even in general usage, and these areimpossible to remove. Some
success with slightscratching has been attained with careful use of
carpolish, but this is not recommended by themanufacturer, who take
a similar position with thecommercial soft-top window cleaners now
available.
These care instructions are printed on sew-intags, which are
available free-of-charge.
Slight variations in tension and thickness across the roll can
cause waviness at the edges.
-
THE CONTENTS OF THIS TECHNICAL GUIDE ARE COPYRIGHT JANUARY 2006.
NO PART MAY BE REPRODUCED WITHOUT EXPLICIT PERMISSION.8
PROPERTIES AND TEST METHODS
Australian Standards and Manufacturers’ Specifications
There are two Australian Standards relevant toeither the
production or use of clear PVC. The first, AS 2324 -1979 “PVC Film
and Sheeting (Flexible,Unsupported, Calendered)” was withdrawn on
1stJuly 1999, and a new standard is in preparation. The second, AS
3957-1991 “Light TransmittingScreens and Curtains For Welding
Operations” ismore relevant to the Achilles “Weldscreen”,
butnonetheless contains some physical and perfor-mance criteria
applicable to non-tinted PVC. BothStandards have been used as a
yardstick for thecomparison of manufacturers’ specifications in
thisguide.
Where practicable, physical properties, such astear strength,
have been tested to AustralianStandards and results reproduced in
this guide.Otherwise the relevant British, Japanese or USstandards
are quoted.
Wardle Storeys (manufacturers of “Vybak”) andAchilles
(manufacturers of “Rollclear” and“Rollglass”) have different
specifications and testmethods for measuring particular
physicalproperties. However, many of the test methods aresimilar,
and where the results can be normalised (forexample, by expressing
tensile strength as a force perunit length), they have been in this
report.
The main differences between the variousproducts lie in degree
of clarity, dimensional stabilityand flame retardancy. Otherwise
they are relativelyhomogeneous materials with similar
physicalproperties. For this reason, commonality of somephysical
parameters such as specific gravity and tearstrength has been
assumed, and no distinction madebetween the products of the two
manufacturers.
Specific GravityThe specific gravity of a substance is its
weight
relative to water, which weighs one tonne per cubicmetre. The
specific gravity of “Vybak” is 1.27, mea-sured to British Standard
BS2782 509A. Assuming theAchilles product to be of the same
specific gravity, theweight per square metre of various thicknesses
ofclear PVC sheet is shown in TABLE 3.
FlexibilityThe flexibility (sometimes referred to as “soft-
ness” or “hardness”) of clear PVC is primarily afunction of the
amount of plasticiser added to thematerial. It also varies slightly
with ambienttemperature. Flexibility in AS 2324 is defined by
thephysical amount of plasticiser added, measured asthe proportion
of DIOP (Di-iso-octyl Phalate) perhundred parts resin (pphr). This
arbitrary measure is co-related to “softness” as defined by
BritishStandard BS 2782, pt 3, method 307A (1970). PVCsheeting is
graded in AS 2324 as “soft”, “medium” or“semi-rigid” according to
DIOP content as shown inTABLE 4.
“Vybak” has a BS Softness number of 21. Achillesgrade their
material according to “hand”, on anarbitrary scale from “most soft”
to “most hard”, (i.e.4S, 3S, 2S, 1S, 1H, 2H, 3H, 4H), which in
terms ofplasticiser content, encompasses the range of DIOPcontent
shown in TABLE 4.
The Achilles clear PVC marketed by NolanWarehouses has a “hand”
value of between 2S and 4S, depending on the thickness of the
material,which corresponds to a pphr value of 41 and
49respectively. Both “Vybak” and Achilles products areclassified as
“medium” flexibilty under AS 2324.
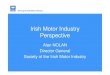
Stiffness (Elastic Modulus) Stiffness, which is technically the
Elastic
Modulus, is a measure of the relationship betweenapplied stress
(i.e. load) and the resultant strain (i.e. the deformation under
load) for the material,(refer FIGURE 4 overleaf).
Physical properties vary slightly with stiffness.The variation
in Elastic Modulus between a “hard”and “soft” material may be as
much as 34%, whichwould be very noticeable in feel and workability.
The corresponding decline in ultimate tensilestrength and tear
strength would be 3.2% and 17.2%respectively.
The Bending Modulus for 0.75mm thickness“Vybak” has been
determined by testing to AustralianStandard AS 2001.2.9
“Determination of Stiffness ofCloth”. The results vary with
temperature, as shown
TABLE 3 – Weight per sq. metre of clear PVC sheet
Thickness Weight kg/m2
0.50mm (.020 ins) 0.635
0.75mm (.030 ins) 0.95
1.00mm (.040 ins) 1.27
TABLE 4 – Flexibility as defined by AS 2324
DIOP Equivalent BS Classification content “Softness”
(pphr) number
Soft Greater than 50 Greater than 38
Medium Between 32 & 50 Between 8 & 38
Semi-Rigid Between 20 & 32 Between 1 & 8
-
THE CONTENTS OF THIS TECHNICAL GUIDE ARE COPYRIGHT JANUARY 2006.
NO PART MAY BE REPRODUCED WITHOUT EXPLICIT PERMISSION. 9
-10
0 10 20 30 40
6 0
50
40
30
BE
ND
ING
MO
DU
LUS
µN
/m2
ºCELSIUS
in FIGURE 3, with the Bending Modulus relativelyconstant until
room temperature (i.e. 20º Celsius), and declining thereafter. The
higher the temperature,the less stiff the material. Similar results
could beexpected with the Achilles’ products.
FIGURE 3Variation of bending modulus
AS 2001.2.9 with temperature for “Vybak”(0.75mm thickness).
Dimensional StabilityBoth the calendering and extrusion
processes
result in considerable forces being applied to thesheeting as it
is wound on the roll under tension.These applied forces result in
residual stresses in thefinished sheet, which are released when the
materialis cut off the roll. Until then, the sheet is constrainedin
both longitudinal and lateral directions, andresidual stress cannot
be relieved.
Typically, the release of these residual stressesresults in
contraction in length in a direction alongthe roll, and expansion
in width in a direction acrossthe roll. The amount of contraction
and expansion isdependent on both temperature and time.
At room temperature these residual stresses aregenerally
relieved over a period of a few days. Athigher temperatures, the
process is accelerated, andsamples heated in an oven for ten
minutes provide
PVC “dough” before extrusion
an indication of the extent of dimensional changethat could be
experienced. Typical results for asample of “Rollclear” are shown
in TABLE 5. Theresults for the extruded “Rollglass” could be
expectedto be about 1% higher.
Based on the figures in TABLE 5, up to 3.5%shrinkage along the
roll, and up to 2.0% expansionacross the roll can be expected due
to stress relief.The actual amount will depend on the
stressesinduced, and varies considerably between batches.Experience
has shown that in most cases, butcertainly not always, the actual
dimensional changeis less than the figures shown.
“Vybak” is reheated during the press polishingproduction
process, and thus is inherently stressrelieved. Any dimensional
change experienced isprobably due to thermal effects. This has been
testedaccording to AWTA 56 -1993 (modified) across therange of
temperatures likely to be experienced in the field, and the results
are listed in TABLE 6.Compared to a sheet conditioned at 20º
Celsius,some shrinkage in both directions can be expected at lower
temperatures, and expansion at highertemperatures. At 40º Celsius,
the results show somecontraction in both directions, which is
probablyevidence of stress relief.
AS 2324 - 1979 has its own special test for dimen-sional
stability. A test specimen is placed in a hot (80º Celsius) water
bath for fifteen minutes, removedand allowed to cool in air at room
temperature. Amaximum dimensional change of three percent
isspecified.
TABLE 6 – Dimensional stability of “Vybak” sheet (0.75mm)
Mean linear change compared to a similar Length Widthspecimen at
20º Celsius (%) (%)when exposed to:–
48 hours at -10º Celsius -0.08 -0.03
48 hours at +30º Celsius 0.00 0.03
48 hours at +40º Celsius -0.05 -0.03
TABLE 5 – Dimensional change ofcalendered PVC subjected to
heat
TemperatureContraction in Expansion in
(ºC)length (%) width (%)
along the roll across the roll
40º 0.0% 0.5%
60º -1.5% 0.5%
80º -1.5% 1.0%
100º -2.0% 1.5%
120º -3.0% 2.0%
140º -3.5% 2.0%
-
THE CONTENTS OF THIS TECHNICAL GUIDE ARE COPYRIGHT JANUARY 2006.
NO PART MAY BE REPRODUCED WITHOUT EXPLICIT PERMISSION.10
PROPERTIES AND TEST METHODS (continued)
A sample of “Rollclear” (thickness 0.75mm) wastested to AS
2001.2.3 -1988 “Determination of thebreaking force and extension of
textile fabric”. Thetest is similar to the Japanese and British
tests, butthe sample is 100mm in length by 25mm in width,and the
results are expressed as Newtons/25mm.The ultimate load of
“Rollclear” was determined as 409 N/25mm in the warp (machine
direction) and364 N/25mm in the weft (cross) direction,
whichcorrespond to 16.7 kgf/cm and 14.9 kgf/cm respect-ively. The
elongation at failure in either direction wasapproximately the same
at 350%.
AS 2324, for “medium” grade sheeting, calls up aminimum failure
tensile stress of 17Mpa, and corre-sponding elongation of 180%.
“Vybak”, “Rollclear”and “Rollglass” comply.
The average load/elongation curve from this testis reproduced as
FIGURE 4, which shows thelimitation imposed by the extraordinarily
highdeformation values associated with this material. Forexample, a
deformation of 10%, which effectivelyrenders the product useless in
practice, occurs at 35N/25mm, which is only one tenth of its
ultimate load. The safe working load of the material ideallyshould
be within the elastic limit, which is notdeterminable from this
test. In the absence of anyother information, it is recommended
that theproduct be stressed to no more than one hundredthof the
specified ultimate tensile strength.
FIGURE 4 – Load/elongation curve for Achilles “Rollclear”
0.75mm thickness.
Tear resistance has been determined by AS2001.2.10
“Determination of the tear resistance ofwoven textile fabrics by
the wing-rip method”. In thistest, a 200mm by 130mm sample is cut
to a depth of
0 100 200 300 400
0.4
0.3
0.2
0.1
0.0
DISPLACEMENT mm (also %)
LOA
D k
N (a
lso
kN/2
5mm
)
F F
SAMPLE SIZE: 100mm x 25mm
Failure Load10% ELONGATIONOCCURS AT ONLY
ONE TENTH OF THEULTIMATE LOAD
Tensile Strength, Elongation and Tear Strength
The tensile strength and elongation are relatedand both are
measured during the same test. Aspecimen of a specific size is cut
from a sheet andplaced in two clamps which are pulled apart at
auniform rate of strain, until failure. The load at failureis
measured, and also the elongation, which is theincrease in length
of the specimen, expressed as a
percentage of the original length.Japanese, British and
Australiantests differ in the size and shape ofthe specimen.
In the Japanese Standard (JISK-6732), to which “Rollglass”
and“Rollclear” are tested, the sampleis dumbbell shaped 12 cm
longand one centimetre wide at itsnarrowest point. The
ultimatetensile strength is expressed as akg force, which in fact
is a kg forceper cm width. Typical results for“Rollglass” and
“Rollclear” arereproduced in TABLE 7. For bothmaterials, strength
varies withdirection, being about 10% less
across the roll than along it. The figures shown inTABLE 7 are
along the roll. Although strength varieswith thickness, elongation
at failure is virtually thesame at approximately 325% for
thicknesses between0.5mm and 1.0mm.
“Vybak” is measured to British Standard BS 2782,and the
specification calls for an ultimate tensilestrength to lie between
20Mpa and 27Mpa, andequivalent elongation between 200% and
300%.These results are expressed as a stress, and can beconverted
to a kg force per cm length for differentthicknesses, as shown in
TABLE 7 (using an averagevalue of 23.5Mpa). When normalised in this
way, theelastic properties of both the Wardle Storeys’
product(“Vybak”), and Achilles’ products (“Rollglass”
and“Rollclear”) are virtually the same. For this reason,more
detailed testing of tensile properties toAustralian Standards was
carried out only on one ofthe products (“Rollclear”)
TABLE 7 – Normalised results for ultimate tensile strength
Product ThicknessStrength(kgf/cm)
VYBAK 0.75mm (.030 ins) 18(BS 2782) 1.00mm (.040 ins) 24
ROLLCLEAR/ 0.50mm (.020 ins) 12.3ROLLGLASS 0.75mm (.030 ins)
18.7(JIS K-6732)
1.00mm (.040 ins) 25.1
Measurement of tensile strength.
-
THE CONTENTS OF THIS TECHNICAL GUIDE ARE COPYRIGHT JANUARY 2006.
NO PART MAY BE REPRODUCED WITHOUT EXPLICIT PERMISSION. 11
Visual distortion of anobject viewed througha calendered
surfacecaused by unevenrefraction of light.
Distortion reducedby the presspolished surface.
Observed
Actual
Observed
Actual
140 mm, and each wing pulled in different directionsat a uniform
rate until tearing occurs. The results areexpressed in Newtons, and
somewhat obviously vary with thickness. The results for “Rollclear”
areshown in TABLE 8, and show considerable varia-bility, namely due
to a tendency of the sample todelaminate when stressed in this
fashion. The effectwas so pronounced in attempted “tongue tear”
tests,that these were abandoned.
AS 2324 has its own tensile test method, which isvery similar to
that outlined in the Japanese StandardJIS K-6732 “Polyvinyl
Chloride films for Agriculture”(section 7.6), the only difference
being the rate of jawseparation in the tensile tester. In this
test, a right-angled notch is cut into a sample of specified
shape,and each end pulled apart. The force required to tearthe
sample apart is measured. AS 2324 specifies aminimum value of tear
strength of 50 Newtons/millimetre. The results for one millimetre
thick“Rollglass” and “Vybak” are 95 N/mm and 124
N/mmrespectively.
Visual Light Transmission,Haze and UV Stability
Light passing through a clear PVC material isrefracted at each
surface. Small imperfections in thesurface cause the otherwise
parallel rays to berefracted at different angles, as shown in
FIGURE 5,which distorts the image seen through the material.The
smoother the surface, the less the visualdistortion. The degree of
distortion is subjectivewhen assessed by the human eye, but can
bemeasured by sophisticated electronic apparatus builtspecifically
for the purpose.
Both Achilles and Wardle Storeys use similar, butdifferent
apparatus for doing so, and the resultscannot be directly compared.
Achilles test toJapanese Standard JIS K-6714, and Wardle Storeys
toUS Standard ASTM D 1003, which is also specified inthe US Federal
Motor Vehicle Standard ANSI Z26. The tests measure visual light
transmission and haze,
TABLE 8 – Tear resistance of “Rollclear”
Force required (Newtons) to tear in the length
direction:Thickness in millimetres and (Inches)
0.5 (0.020) 0.75 (0.030) 1.00 (0.040)
Mean 19.2 48.2 68.1
Maximum 19.9 60.7 87.9
Minimum 18.1 37.6 52.1
Force required (Newtons) to tear in the width
direction:Thickness in millimetres and (Inches)
0.5 (0.020) 0.75 (0.030) 1.00 (0.040)
Mean 16.2 31.3 57.2
Maximum 17.3 34.1 61.9
Minimum 15.2 28.1 52.7
TABLE 9 – Optical characteristics of “Rollglass”
Before Conditioning:–
Haze Value (%) 2.2%
Light Transmission (%) 85.6%
After Soaking:–
Haze Value (%) 5.0%
Light Transmission (%) 83.1%
After Rubbing:–
Haze Value (%) 2.6%
Light Transmission (%) 85.6%
both before and after the test specimen hasundergone a degree of
simulated weathering or otherconditioning. The visual light
transmission is definedas the amount of light passing through the
material,as opposed to that reflected, and haze is the amountof
scattering of the transmitted light.
FIGURE 5
Cross section of clear plastic window
The Achilles’ test results for “Rollglass”are shownin TABLE 9.
Since clear PVC absorbs moisture, thetests were repeated after
soaking the sample in waterfor 24 hours at room temperature,
designed tosimulate the effect of changes in humidity; and
alsoafter rubbing the surface 1000 times with a cottoncloth under a
one kg load, designed to simulate theabrasive effect of
cleaning.
-
THE CONTENTS OF THIS TECHNICAL GUIDE ARE COPYRIGHT JANUARY 2006.
NO PART MAY BE REPRODUCED WITHOUT EXPLICIT PERMISSION.12
PROPERTIES AND TEST METHODS (continued)
The comparative transparency of “Rollclear” and“Rollglass” has
been assessed in a “Visual Light-Scattering Tester” (a more
sophisticated apparatusthan a haze meter used in JIS K-6714),
whichmeasures haze over wavelengths of light discernableto the
human eye. The results are shown in TABLE10, and demonstrate the
better optical transparencyof “Rollglass”, particularly on inclined
angles.
The US Standard ASTM D1003 requires the lightscattering test to
be carried out on specimens beforeand after exposure to an
accelerated UV test andsimulated weathering. The results for
“Vybak” areexpressed in TABLE 11, and compared with therequirements
of the US Federal Motor VehicleStandard.
Ultra-violet light is the single most importantdeterminant of
the life of polished clear. Unless theUV inhibitors added are
adequate, the material willvery quickly yellow and ultimately
breakdown underthe action of sunlight. For this reason, Wardle
Storeyshave subjected “Vybak” to far more rigorous testingthan US
federal regulations require. A sample of“Vybak” was subjected to
two years continuous 24hrexposure to UV-A radiation in a wet/dry
cycle.“Vybak” showed no discolouring after this exhaustivetest. The
comparative luminous transmission tests,undertaken by the AWTA in
Melbourne, are shown inTABLE 12.
FlammabilityPVC is an unusual material in that in rigid form
it
is inherently non-flammable, due to the effect ofchlorine, but
the addition of plasticiser dramaticallyincreases its flammability.
Clear flexible PVC isparticularly flammable, and without the
addition offlame retardants, would be unlikely to pass the
mostbasic of regulatory standards.
This has particular ramifications for its use inclear blinds on
buildings, which are subject toregulation under the Building Code
of Australia, ortemporary structures in NSW and Victoria (see
pageopposite).
The test methods specified in the regulations are either AS 1530
part II or AS 1530 part III, or both.These are distinctly different
tests. Part II is a “Strip Flame” test in which a small piece
(‘strip’) ofmaterial is subjected to an alcohol flame for
severalseconds, and the burning behaviour observed. Anempirical
“Flammability Index” is calculated frommeasurements of how quickly
or to what extent thespecimen burns, and the heat generated.
This“Flammability Index” is expressed on a scale of zero(low risk)
to 100 (high risk).
The AS 1530 part III test is designed to simulatethe
characteristics of materials subjected to theeffects of radiant
energy from a fire developingelsewhere in the room. A test specimen
600mm by450mm is subject to an intense source of radiatedheat and
its burning behaviour from ignition toextinction observed. The
results are expressed in theform of four indices, sometimes termed
“Early FireHazard Indices” (which should not be confused withthe
“Flammability Index” of AS 1530 pt II.) Only twoof these indices -
the “Spread of Flame Index”, andthe “Smoke Developed Index” are
referred to in theBuilding Code.
TABLE 10 – Comparative haze values for “Rollclear” and
“Rollglass”
Inclined angle of the surface (from vertical) “Rollclear”
“Rollglass”
90% 6.9% 6.1%
45% 8.1% 6.9%
60% 11.2% 7.9%
TABLE 11 – Results of luminous transmittance test ASTM D1003
Transmittence (%) Before weathering After weathering Decreaseand
UV exposure and UV exposure
Result for “Vybak” 79.3% to 80.4% 77.4% to 77.9% 2.4% to
3.5%
ANSI Standard Z26 70% (min) 70% (min) 5.0% (max)
TABLE 12 – Results of luminoustransmittence test for “Vybak”,
before
and after two years continuous exposure to a UV-A radiation at
50% Celsius
Before After weathering and weathering and
UV exposure UV exposure
Transmittence (%) 83.5% 82.9%
Haze value 0.012 0.061
Flexible clear used as temporary glazing in a commercial
building.
-
THE CONTENTS OF THIS TECHNICAL GUIDE ARE COPYRIGHT JANUARY 2006.
NO PART MAY BE REPRODUCED WITHOUT EXPLICIT PERMISSION. 13
The “Spread of Flame Index” is a measure of howquickly a fire
propagates, expressed on a scale of 0 to10. The higher the value,
the worse the result. The“Smoke Developed Index” is also expressed
on ascale of 0 to 10, with each increment representing abifold
increase of the smoke emitted.
The test results for “Rollclear”, and flame retarded“Rollclear
FR” are shown in TABLE 13. The relevantcertificates are attached as
APPENDIX B.
“Vybak” meets the requirements of the USStandard ANSI Z26.5 for
flammability. This is a “stripburn” test, where a sample piece is
ignited, and therate of burning measured. Vybak’s rate of burn
underflame was less than the maximum allowed and
wasself-extinguishing when the flame was removed.
Flammability – Building Code of AustraliaRequirements for Clear
Blinds.
Clear PVC is commonly used for drop downblinds or screen
enclosures in domestic andcommercial buildings, and use in this
context may be affected by the prescriptive requirements of
theBuilding Code of Australia.
First published in 1990, the Building Code of Australia has set
flammability standards for“attachments to ceilings, walls or
floors”. Theserequirements are outlined in Section C
“FireResistance” and Specification C 1.10 “Fire HazardProperties”,
and refer to AS 1530 test methods andresults.
The maximum allowable test results specified inthe Building Code
for various types of buildings aresummarised as follows:-
• There are no requirements for single domesticdwellings.
• Materials used in attached dwellings, multipleoccupancy
buildings (including boarding housesand hotels), and most
commercial buildings (suchas cafes, restaurants, offices and
schools) aresubject to maximum limits as follows:-
Spread of Flame Index 9 (max)
Smoke Developed Index 8 (max)
• The requirements are much more stringent inunits, hostels,
hotels and places of public assembly,if the blinds or screens are
located in a publiccorridor which is a means of egress to a fire
isolated passageway, or a fire isolated stairway, oran external
stairway used instead. In this case themaximum limits are:-
Spread of Flame Index 0 (max)
Smoke Developed Index 5 (max)
• NSW has special provisions applicable to assemblybuildings
used as a place of public entertainment.Any material used as a
blind must have aFlammability Index of no more than six.
Inaddition, the blind must have a label affixed statingthe name of
the manufacturer, and the tradenameand description of the materials
used.
Flammability – NSW and VictorianRequirements for Temporary
Structures.
NSW is the only state that has formal provisionsincluded in the
Building Code of Australia fortemporary structures used as places
of publicentertainment. Fabric that is used in the con-struction of
a temporary structure must have:-
(a) A Flammability Index of not more than 6 whereused within a
height of 4 metres from the base ofthe structure, or in an air
supported temporarystructure without other supporting
framework.
(b) A Flammability Index of not more than 25 inevery other
case.
Victoria requires an occupancy permit for tents,marquees and
booths with a floor area over 100m2.Materials may not have a Smoke
Developed Index ofmore than 7, if the Spread of Flame Index is
zero. Ifthe latter is greater than zero (to a maximumallowable
value of 6), the Smoke Developed Indexmust be no greater than 3
(for materials used in theroof ) or 5 (for materials used in the
walls).
TABLE 13 – AS 1530 pt II and part IIIflammability test
results
“Rollclear” “Rollclear FR”
Spread of FlameIndex 0 0
Smoke DevelopedIndex 9 6
FlammabilityIndex 3 not tested
Flexible PVC clear glazing in a tent.
PVC clear blinds provide wind protection to the upper balcony of
a house.
-
14 THE CONTENTS OF THIS TECHNICAL GUIDE ARE COPYRIGHT JANUARY
2006. NO PART MAY BE REPRODUCED WITHOUT EXPLICIT PERMISSION.
PRODUCT WARRANTY
Nolan Warehouses Limited WarrantyNolan O’Rourke and Company P/L,
ABN 80 000 021 492, trading asNolan Warehouses, guarantees for a
period of two years from date oforiginal purchase that the clear
PVC marketed by the company under the trade-names “Vybak”,
“Rollclear”, and “Rollglass” will not become
unserviceable due to UV degradation or under normal operating
conditions.
Nolan Warehouses further warrants the clear PVC material meets
allpublished factory specifications current at the time of
manufacture.
This warranty does not cover scratching, shrinkage less than
factory specified tolerances, ordamage due to abuse or improper
cleaning and maintenance. A further condition is that a
regularcleaning programme must be followed complying with the
recommendations in our literature.
The above guarantee is applicable to the original purchaser
only. When a complaint is received, the determination of the
manufacturer or recognised industry association is the sole basis
on which replacement or refund is made. The liability of Nolan
Warehouses is limited under this warranty to replacement of
material only, or refund of the original purchase price, on a
prorated basis of life served.
i.e. 1st year 100 %2nd year 50 %.
Liability for negligence, or any consequential loss is expressly
excluded.
PROPERTIES AND TEST METHODS (continued)
Chemical PropertiesPolyvinyl chloride is a linear polymer
comprised
of a linked chain of CH2 molecules similar topolyethylene, but
with every fourth carbon atomsupplanted by a chlorine atom. The
addition ofplasticisers, which are synthetic oils, softens andadds
pliability to the otherwise rigid material. Themost commonly used
plasticisers are Phthalates (e.g.Di Octyl Phthalate (DOP) and
Di-Iso Decyl Phthalate(DIDP). Other compounds or elements can be
addeddepending on the desired end-use such as:-
• Adipates – a plasticiser added to maintainstability at low
temperatures.
• Phosphate, Antimony, Zinc and Aluminium –to provide fire
retardant properties.
• Metals e.g. Lead, Barium, Zinc and Tin – to stabilise the PVC
structure.
• Calcium Carbonate – a filler to provide bulk.
• Pigments - for colour or tint.
• UV Absorbers/Antioxidants – to give outdoorweathering
properties.
• Antistatic additives.
• Bacteriacides/Fungicides – to inhibit mildew.
Clear flexible PVC is resistant to most inorganicliquids,
including moderately concentrated acidsand alkalis, and aqueous
salt solutions. It is alsounaffected by aliphatic hydrocarbons, the
principalconstituents of most oils and greases. It is attacked
bypowerful oxidising agents (such as hydrogenperoxide) acetone,
alcohols and ammonia, chemicalssometimes found in some industrial
cleaners. Asummary of the chemical resistance of clear PVC
iscontained in APPENDIX A.
Weather simulator helps determine how materials stand up to sun,
heat and moisture.
-
15THE CONTENTS OF THIS TECHNICAL GUIDE ARE COPYRIGHT JANUARY
2006. NO PART MAY BE REPRODUCED WITHOUT EXPLICIT PERMISSION.
APPENDIX A
AAcetaldehyde 40% S
100% UAcetic acid 10% S
10%-60% S80% L
100% UAcetic ester UAcetone UAcetylene SAdipic acid
SAchohols:
butyl – see butanolethyl – see ethanolfurfuryl Umethyl – see
methanolpropargyl – see prop-2-yn-1-olpropyl – see propanol
Aldehydes except Uacetaldehyde and formaldehyde
Aliphatic esters UAliphatic halogen compounds UAlum
SAluminium
chloride Sflouride Shydroxide Ssulphate S
Amoniagas Sliquid Usolution Sbicarbonate –see ammonium hydrogen
carbonatecarbonate Schloride Sflouride 20% Shydrogen carbonate
Shydrosulphide diluted Shydroxide – see amonia
solutionmetaphosphate Snitrate Spersulphate Ssulphate Ssulphide
SCthiocyanate S
Amyl acetate UAmyl chloride UAniline
100% Uhydrochloride Usulphate U
Anthraquinone sulphonic acidaq. suspension up to 30ºC S
Antiformine 2% aq. SAntimony chloride SAqua regia UAromatic
nitro compounds UAromatic solvents UArsenic acid 80% S
BBarium
carbonate Schloride Shydroxide Ssulphate Ssulphide SC
Beer SBenzaldehyde UBenzene UBenzenesulphonic acid UBenzoic acid
SBismuth carbonate SBisulphite liquor (cont. SO2) SBleach lye 12%
active chlorine SBorax – see disodium tetraborateBoric acid SBrass
plating solution SBrine SBromic acid SBromine
10% aq. solution Lgas – moist Uliquid U
Bromomethane UButadiene 100% SButane gas SButanediol 10% S
60% U100% UButanol SButyl acetate UButyl phenol UButyric acid
20% S
100% U
CCalcium
carbonate Schlorate Schloride Shypochlorite Snitrate Ssulphate
S
Camphor oil UCarbon
disulphide Udioxide, dry Sdioxide, moist Smonoxide
Stetrachloride U
Carbonic acid SCastor oil SChloramin SChloric acid 20% solution
S
Chlorine100% dry gas L
above 5% moist gas U1-5% moist gas L0-5% moist gas S
liquid Usolution (chlorine water) L
treated water SChloroacetic acid SChlorobenzene UChloroethane
UChloroform UChloromethane UChlorosulphonic acid LChrome alum
SChromic acid 50% SChromium plating solution – hard SCider SCitric
acid SCoconut fatty acid SCoconut oil alcohols SCopper
cyanide Splating solution, high-speed Ssulphate (sat.) S
Cotton seed oil SCresol 90% UCresylic acid 50% UCrotonaldehyde
UCupric
chloride Sflouride Snitrate Ssulphate S
Cuprous chloride SCyanide
cadmium plating solution Scopper plating solution S
Cyclohexane UCyclohexanol U
DDensodrin W SDetergents SDevelopers – photographic SDextrine
SDextrose SDiazo compounds SDibutyl phthalate LDichloroethane
UDichloromethane U1,2-dichloropropane UDiethylene glycol – see
digolDiethyl ether UDiglycolic acid –see oxydiacetic acidDigol
SDimethyl sulphoxide UDioctyl phthalate UDodecanoic acid S
Chemical Resistance of Flexible Clear PVC @ 20ºC
S – Satisfactory L – Limited Application U – Unsatisfactory C –
Colour Change
-
16 THE CONTENTS OF THIS TECHNICAL GUIDE ARE COPYRIGHT JANUARY
2006. NO PART MAY BE REPRODUCED WITHOUT EXPLICIT PERMISSION.
APPENDIX A (continued)
EEmulsifiers SEssential oils UEsters UEthanediol SEthanol 100%
S
96% S40% S
Ethers UEthyl
acetate Uacrylate 100% Ubutyrate Uchloride – see
chloroethane
Ethylenedichloride – see dichloroethaneglycol – see
ethanedioloxide U
FFats SFatty acids SFerric
chloride Snitrate Ssulphate S
Ferrouschloride Ssulphate S
Fixing Bath - photographic SFluorine UFluosilicic acid 32%
SFormaldehyde (formalin) 40% SFormic acid 100% L
50% SFruit pulp SFruit juice drinks S
GGases
lighting - vary with aromatic content Llighting - free from
benzole Sroasting S
Gas liquors LGelatin SGlucose SGlycerol (glycerine) SGlycine 10%
SGlycollic acid 37% SGlycocol – see glycineGrape sugar SGold
plating solution S
HHexamine UHydrobromic acid 50% SHydrochloric acid
concentrated S10% S
Hydrocyanic acid SHydrofluoric acid 100% U
60% U40% S
Hydrofluosilicic acid 32% SHydrogen S
bromide Schloride dry Speroxide 95% Lperoxide 90% Lperoxide 30%
Sphosphide Ssulphide S
Hydroxylamine sulphate 12% SHydrosulphite 10% SHydrochlorous
acid S
IIndium plating solution SIodine, ethanolic solution (tincture)
UIsopropyl nitrate U
KKerosene SKetones U
LLactic acid 100% U
10% SLauric acid – see dodecanoic acidLead
acetate Stetraethyl – see tetraethyl- lead
Linoleic acid SLinseed oil S
MMagnesium
carbonate Schloride Shydroxide Snitrate Ssulphate S
Maelic acid SMalic acid SMeat juices SMecuric
chloride Scyanide S
Mercurous nitrate SMercury SMersol D S
Methanol 100% S10% S
Methylamine LMethyl
bromide – see bromomethanechloride – see chloromethaneethyl
ketone Umethacrylate monomer U
Methylated spirits SMethylene chloride –see
dichloromethaneMethysulphonic acid 100% SMilk SMineral oil
SMolasses SMonochloroacetic acid –see chloroacetic acidMowilith D
S
NNaphtha SNaphthalene UNekal BX SNickel salts SNicotene SNitric
acid
concentrated 98% U50-65% L
50% S30-50% S
25% SNitrobenzene UNitrous moist fumes L
OOctyl cresol UOils
AV/CAT SAviation Rust Ban 621 SCastrol GTX Sdiesel oil SEsso
Aviation Turbo oil LEsso Extra 20W/30 Lfurnace oil SGulf Oil
Hydrosil 41 Spenetrating oil S
(99% paraffin, 1% wintergreen)Shell Tellus 27 Ssturgeon oil
S
Oleic acid SOleum fumes 10% LOrthophosphoric acid SOxalic acid
SOxydiacetic acid SOxygen SOzone 100% S
10% S
Chemical Resistance of Flexible Clear PVC @ 20ºC
S – Satisfactory L – Limited Application U – Unsatisfactory C –
Colour Change
-
17THE CONTENTS OF THIS TECHNICAL GUIDE ARE COPYRIGHT JANUARY
2006. NO PART MAY BE REPRODUCED WITHOUT EXPLICIT PERMISSION.
APPENDIX A (continued)
PPalmitic acid SParaffin
emulsion Swax S
Perchloric acid SPetrol free from aromatics SPhenol 90%
LPhenylhydrazine UPhenylhdrazine hydrochloride LPhosgene
gas Sliquid U
Phosphoric acid –see orthophosphoric acidPhosphorous yellow
SPhosphorus
pentoxide Strichloride U
Photographicdevelopers Sfixing bath Semulsion S
Picric acid solution SPotassium
bicarbonate –see potassium hydrogen carbonatebichromate –see
potassium dichromateborate 1% Sbromate 10% Sbromide Scarbonate
Schromate 40% Scyanide Sdichromate Sferricyanide
Sferri/ferrocyanide Sferrocyanide Sflouride Shydrogen carbonate
Shydroxide Snitrate Sperborate Sperchlorate 1% Spermanganate 15%
Spersulphate Ssulphate Sthiosulphate S
Propane gas and liquid SPropanol SPropylene dichloride –see 1,
2-dichloropropaneProp-2-yn-1-ol 70% SPyridine UPyrogallic acid 2%
S
RRhodium plating solution S
SSalicylic acid SSea water SSilicic acid SSilver
cyanide Snitrate Splating solution S
Soap solution SSodium
acetate Sbenzoate Sbisulphate Sborate Sbromide Scarbonate
Schlorate Schloride Schromate Scyanide Sferrocyanide Sflouride
Shydroxide up to 60% Shypochlorite concentrated Slauryl ethyl
sulphate Sorthophosphate Sdi-sodium orthophosphate Snitrate
Ssulphate Ssulphide SCdi-sodium tetraborate Sthiosulphate S
Spirits SSpinning bath solution
cont. CS2 700mg/lcont. CS2 200mg/lcont. CS2 100mg/l S
Stannic chloride SStannous chloride SStarch solution SStearic
acid SSugar, syrup, jams and preserves SSulphites SSulphur S
dioxide dry Sdioxide wet Sdioxide liquid 100% Ltrioxide dilute
L
Sulphuric acidfuming U
98% U96% L
up to 75% SSulphurous acid S
TTallow STannic acid 10% STartaric acid 10% STetraethyl- lead
STetrahydrofuran UThionyl chloride UTin plating solution SToluene
UTransformer oil STrichloroethylene UTriethanolamine STrilone
STrimethylpropane – 10% Ssee sodium orthophosphateTritolyl
(tricresyl) phosphate UTurpentine S
UUrea up to 30% SUrine S
VVegetable oils SVinegars SVinyl acetate UViscose (rayon)
spinning solution S
WWater S
distilled Shard Ssoft S
Waste gasescarbon dioxide Scarbon monoxide Shydrochloric acid
Shydroflouric acid Snitrous oxides
traces only Shigher concentrations U
sulphur dioxide dry Ssulphur trioxide, oleum D Lsulphuric acid
traces only S
Wax alcohols SWines S
XXylene U
YYeast S
ZZinc
chloride Splating solution Ssulphate S
Chemical Resistance of Flexible Clear PVC @ 20ºC
S – Satisfactory L – Limited Application U – Unsatisfactory C –
Colour Change
-
APPENDIX B (3 pages)
18
-
19
-
20
-
Wardle Storeys Ltd – Company ProfileIn the Australian marine
industry, “Vybak” is the name synonymous with “clears”, that is,
clear plastic windows used on canopiesfor boats. This product,
available in a range of thicknesses, sizes and tints, hasbeen
distributed in Australia by NolanWarehouses for over thirty
years.
“Vybak” is produced in the United Kingdomby Wardle Storeys,
manufacturer of bothrigid and flexible PVC sheet, and other
diverse products such as parachutes and survival systems. The
companywas established by Bernard Wardle in the late 19th century
as BritishXylonite, producing celluloid which in turn was used to
manufacturefountain pens and spectacle frames. In sheet form, it
was also used as aflexible glazing material prior to the
development of PVC.
The company’s present name arose from the acquisition of
StoreysIndustrial Products in 1983, and subsequent public listing
of the amal-gamated companies. The group employs 1500 people in
five productioncentres in the UK, and exports worldwide. Its
products are found in all typesof marine vessels, aircraft and
motor vehicles. Examples are sun visors, doorpanels, wall cladding,
and those applications well known in Australia –flexible windows
for convertible tops, tents and boats, and roll-up blinds
incommercial buildings. The highly UV stabilised “Vybak” meets US
auto andmilitary specifications, and is supplied to Rolls Royce and
Jaguar Rover.
Wardle Storeys’ Brantham site
PVC calendering
Achilles Corporation – Company ProfileEstablished in 1947,
Achilles is a Japanese listedpublic company with manufacturing
facilitieslocated worldwide, and has a sales turnover of 110
billion yen (A$2.2 billion). The company’sactivities are
categorised into four divisions –Footwear, Plastics, Industrial
Materials andRubberised Cloth.
The Nolan branded “Rollclear” and “Rollglass” aremanufactured by
the Plastics Division, at themodern Ashikaga factory near Tokyo.
These andsimilar products are widely used for
agriculturalgreenhouses, industrial curtains and screens, roll-up
blinds and boat enclosures. Speciality filmsincorporating flame
retardants, tints and conduc-tive prints for use as welding
screens, insectrepellent blinds, and anti-static curtains are
alsomanufactured at the plant.
Apart from its reputation for the manufacture ofquality flexible
PVC, Achilles is a well known brandof inflatable rubber
dinghies.
Achilles Factory, Ashikaga City.
-
SYDNEY3 Bradford Street, Alexandria
P.O. Box 246, Rosebery, NSW 1445, AustraliaTelephone: (02) 9669
3333
Fax: (02) 9669 3266
NEWCASTLE66 Orlando Road, Lambton
Telephone: (02) 4957 7766Fax: (02) 4952 6737
BRISBANE11 Barrinia Street, SpringwoodTelephone: (07) 3808
1888
Fax: (07) 3208 0868
MELBOURNE55 Cleeland Road, Oakleigh South
Telephone: (03) 9545 5588Fax: (03) 9545 5582
ADELAIDE4 Paget Street, Ridleyton
Telephone: (08) 8340 7979Fax: (08) 8340 7877
PERTH168 Edward Street, Perth
Telephone: (08) 9328 4777Fax: (08) 9328 4719
[email protected]
www.nolans.com.au
Nolan WarehousesESTABLISHED 1920