Embed Size (px)
Citation preview

TECHNICAL REPORT
SUBSEA INDUSTRIES N.V.
SIMULATED BALLAST TANK TESTING OF ECOSPEED ON BLAST CLEANED SUBSTRATE
REPORT NO. BGN-R2706374 REVISION NO. 01
DET NORSKE VERITAS

DET NORSKE VERITAS
TECHNICAL REPORT
Head Office: Veritasvn. 1, N-1322 HØVIK, Norway
DET NORSKE VERITAS AS REGION NORDIC COUNTRIES Materials Tech. and Condition Management Johan Berentsens vei 109-111, P.O. Box 7400, N-5020 Bergen, Norway Tel: +47 55 94 36 00 Fax: +47 55 94 36 02 http://www.dnv.com Org. No: NO 945 748 931 MVA
Date of first issue: Project No.:2006-09-22 74527179 Approved by: Organisational unit:Hans-Erik Berge Head of Section
Failure Investigation and Condition Management
Client: Client ref.:Subsea Industries n.v. Kristof Adam
Summary:
Det Norske Veritas AS has upon the request of Subsea Industries n.v. performed simulated ballast tank testing of Ecospeed on blast cleaned substrate.
System specification:
2 * 500 µm Ecospeed Grey
The testing has been performed according to the DNV procedure, Testing and classification of ballast tank coatings (revision 2, 2002) /1/.
Ecospeed applied to blast cleaned substrate has been given class B1 in a classification system from B1 to B6, in which B1 is the superior grade.
Report No.: Subject Group:BGN-R2706374 E7 Indexing terms Report title: Key words Service Area
Verification
Market Sector
Simulated ballast tank testing of Ecospeed on blast cleaned substrate
Coatings Testing
Work carried out by: Birgith Schei
Work verified by: Trond Haugen
Date of this revision: Rev. No.: Number of pages:2006-09-22 01 3
No distribution without permission from the client or responsible organisational unit (however, free distribution for internal use within DNV after 3 years)
No distribution without permission from the client or responsible organisational unit.
Strictly confidential Unrestricted distribution
© 2002 Det Norske Veritas AS All rights reserved. This publication or parts thereof may not be reproduced or transmitted in any form or by any means, including photocopying or recording, without the prior written consent of Det Norske Veritas AS.
aacaac93.doc

DET NORSKE VERITAS
Report No: BGN-R2706374, rev. 01
TECHNICAL REPORT
Table of Content Page
1 INTRODUCTION ....................................................................................................... 1
2 SCOPE OF WORK...................................................................................................... 1
3 WORK CARRIED OUT PRIOR TO EXPOSURE..................................................... 1 3.1 Identification 1 3.2 Application 1 3.2.1 Procedure 1 3.2.2 Coding 1 3.3 Dry film thickness 1 3.4 Pin hole detection 2
4 EXPOSURE CONDITIONS........................................................................................ 2
5 TESTS CARRIED OUT AFTER EXPOSURE........................................................... 2
6 TEST RESULTS.......................................................................................................... 2
7 CONCLUSION............................................................................................................ 3
8 REFERENCES............................................................................................................. 3
Appendix A Overview of the test procedure Appendix B Application / Product data Appendix C Detailed test results Appendix D Photo documentation
Page i Reference to part of this report which may lead to misinterpretation is not permissible.
aacaac93.doc

DET NORSKE VERITAS
Report No: BGN-R2706374, rev. 01
TECHNICAL REPORT
1 INTRODUCTION Ballast tanks are generally known to be susceptible to coating degradation and corrosion attacks. Relevant tests have therefore been developed for classification of ballast tank coatings. The coating system Ecospeed applied to blast cleaned substrate has been tested in accordance with the procedures for these tests.
An overview of the procedure is given in Appendix A.
2 SCOPE OF WORK The following work and tests have been performed: • Identification of the coating system • Film thickness measurements and pin hole detection on panels before testing • 180 days testing in condensation chamber • 180 days testing in wave tank • Evaluation of results after testing, including blister detection (when applicable), undercutting
from scribe, adhesion and coating flexibility • Evaluation of cathodic protection during testing (wave tank)
3 WORK CARRIED OUT PRIOR TO EXPOSURE
3.1 Identification The coating system was identified by infrared scanning (by means of a Perkin Elmer FTIR Spectrometer Paragon 1000), by determination of specific gravity (according to ISO 2811- 1 /2/ by means of an Erichsen Mod. 290/1 Pyknometer) and by determination of volatile/non-volatile content (according to ISO 3251 /3/).
3.2 Application 3.2.1 Procedure Two coats (specified dry film thickness 500 µm per coat) of Ecospeed Grey were applied to the blast cleaned panels.
The applicability was evaluated by visual examination with regard to application easiness and application pattern.
3.2.2 Coding The panels were coded as shown in Figure B-1, Appendix B.
3.3 Dry film thickness The dry film thickness measurements were carried out by means of an Elcometer 456 dry film thickness unit before testing.
Page 1 Reference to part of this report which may lead to misinterpretation is not permissible.
aacaac93.doc

DET NORSKE VERITAS
Report No: BGN-R2706374, rev. 01
TECHNICAL REPORT
3.4 Pin hole detection Pin hole detection was performed on the coated test panels before testing. The detection was carried out by means of an Elcometer 269 Pinhole detector at 90 volts.
4 EXPOSURE CONDITIONS The testing was carried out according to DNV procedure, Testing and classification of ballast tank coatings (revision 2, 2002) /1/. A summary of the procedure is given in Appendix A.
5 TESTS CARRIED OUT AFTER EXPOSURE Evaluation of blisters and rust, adhesion, undercutting from scribe and flexibility was carried out according to Appendix A, § 5.
6 TEST RESULTS The results of the product identification are given in Table 1.
The application data are given in Appendix B, while the results of the examination of the coated test panels schematically are given in Table 2 and more detailed in Appendix C. Pictures of the panels after exposure are enclosed as Appendix D.
Table 1 Results of analyses (Product identification)
Product Batch no. IR identification
(main components) Specific gravity
(g/cm3)
Volatile / non-volatile components
(% by weight) Ecospeed Grey 1105 Not determined* 1.23 29.0/71.0 Butanox LPT
Catalyst UN-3105, Type D Not determined* 1.05 44.3/55.7
*The results from the IR analyses had no correlation to data in the DNV IR analysis archive. However printout from the analyses will be issued upon request from the customer.
Page 2 Reference to part of this report which may lead to misinterpretation is not permissible.
aacaac93.doc

DET NORSKE VERITAS
Report No: BGN-R2706374, rev. 01
TECHNICAL REPORT
Page 3
Table 2 Results of examination of the coated test samples Dry film thickness
(µm) Average
of all panels
Pin holes (number) Measured
on the panel with
anode
Blisters and rust after
testing All panels 1)
Adhesion values (MPa)
Average - top panel
2)
Corrosion creep from
scribe Average
maximum (mm) 3)
Wave tank panels
Flexibility Average top
panel
Cathodic disbond-
ment (mm)
Weight loss (g) / Current demand (mA/m2) bottom panel
1005 ± 170
0 0 3.5 cohesive fracture
1.7 3) ≤ 1.15% 4) 0 0.6387/1.72
1) Does not include panels for chloride level test. 2) Confer Table C-3 for details. 3) Evaluated by scraping with a knife. Confer the evaluation in § 7 and the detailed results in Table C-4. 4) Confer Table C-4 for details
7 CONCLUSION Based on the requirements given in the DNV procedure - Testing and classification of ballast tank coatings - revision 2, 2002 and the results from the testing, Ecospeed from Subsea Industries n.v. applied to blast cleaned substrate has been given the classification B1 in a classification system from B1 to B6, in which B1 is the superior grade.
8 REFERENCES
/1/ DNV - Testing and classification of ballast tank coatings - revision 2, 2002
/2/ ISO 2811-1, 1997 – Determination of density
/3/ ISO 3251, 2003 – Determination of non-volatile-matter content
/4/ ISO 8502-6, 1995 – Tests for the assessment of surface cleanliness, Extraction of soluble contaminants for analysis – The Bresle method
/5/ ISO 8501-1, 1988 – Rust grades and preparation grades of uncoated steel substrates after overall removal of previous coatings
/6/ ISO 6270, 1980 - Determination of resistance to humidity, continuous condensation
/7/ ISO 4628 – 1982, parts 1, 2 and 3 - Evaluation of degradation of paint coatings
/8/ ISO 4624 – 2002 - Pull-off test for adhesion
/9/ ASTM D522 – 2001 - Standard test methods for mandrel bend test of attached organic coatings
- o0o -
Reference to part of this report which may lead to misinterpretation is not permissible.
aacaac93.doc

DET NORSKE VERITAS
APPENDIX A
OVERVIEW OF THE TEST PROCEDURE
Page A-1 Report No. BGN-R2706374, rev.
01

DET NORSKE VERITAS
1 TEST PANELS • Cold-rolled 3 mm thick steel, grit blasted to Sa 2,5, according to ISO 8501-1:1988 (Swedish
Standard SIS 055900). Painted on the reverse side. • Substrate alternatives:
1. No further treatment 2. Pre-rusted and steel wire brushed / high pressure washed
The panels are pre-rusted in a salt fog chamber. The panels correspond to Rust grade C in ISO 8501-1:1988 after pre-rusting. The panels are then high pressure washed (50-100 bar and 13 ltr freshwater/min) and steel wire brushed to St3 according to the above mentioned standard.
3. Pre-rusted and hydro jetted The panels are pre-rusted in a salt fog chamber. The panels correspond to Rust grade C in ISO 8501-1:1988 after pre-rusting. The panels are then hydro jetted at 2000 bar (30 000 p.s.i.) and quickly dried to avoid flash rust.
4. Moist The panels have a 300 µm WFT Coaltar epoxy applied in a width of approximately 60 mm in the middle of the test panels. The panels are pre-rusted in a salt fog chamber. The surface of the blast cleaned areas of the test panels correspond to Rust Grade C in ISO 8501-1 after pre-rusting. The panels are washed with fresh water at 100 bar. One blast cleaned and pre rusted area is washed only, while the other is wire brushed to St 2 according to ISO 8501-1:1988 (Swedish Standard SIS 055900) after washing. Immediately before application of the test coating the panels are first dipped in distilled water and then stippled with a wet and wrung cotton cloth
5. Shot blasted and shop primed A zinc shop primer with low zinc content is applied to a dry film thickness of 15 - 20 µm, measured on a plane steel panel according to ISO 2808:1991. The shop primed test panels are then exposed to outdoor marine atmosphere for 14 days. Prior to application of the test coating, the shop primed surface is washed with tap water and dried.
• Application of test coating according to the coating producer’s data sheets. • Curing at 18-24 °C and a relative humidity between 40 % and 60 % for 2 weeks before
exposure-testing.
2 TEST METHODS
2.1 Ballast wave tank test In accordance with the DNV procedure, Testing and Classification of Coatings.
Exposure cycles: 2 weeks in seawater with wave movements followed by 1 week with high relative humidity (some seawater left in the bottom of the tank) to a total exposure time as given in § 3.
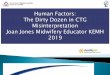
A sketch of the test panels are given in Fig. 1, while the test equipment is shown in Fig. 2.
Page A-2 Report No. BGN-R2706374, rev.
01

DET NORSKE VERITAS
200 mm
BGN-R2706374, rev.
01 01
Fig. 1 The test panels Fig. 1 The test panels
Fig. 2 The wave tank test equipment Fig. 2 The wave tank test equipment
2.2 Condensation chamber test 2.2 Condensation chamber test The test is carried out in accordance with ISO 6270, 1980. The test is carried out in accordance with ISO 6270, 1980.
Test panels Test coating facing towards the tank medium
Heating 12 hours 50 ºC, 12 hours 20 ºC
35 ºC natural seawater
Cooling to give a temperature gradient of 20 ºC through the coating of one of the side panels
Wave movement
The artificial holidays are made down to bare metal by means of a milling cutter
Artificial holiday
400 mm
Artificial holiday
Sacrificial anode The two
side wall panels and the top panel (The side panels have a U-beam)
The bottom panel
U-beam
Page A-3 Report No.

DET NORSKE VERITAS
3 EXPOSURE TIME BALLAST WAVE TANK TEST AND CONDENSATION CHAMBER TEST
• 180 days for coatings applied to blast cleaned panels and shop primed panels.
• 120 days for coatings applied to pre-rusted and hydro jetted panels. • 60 days for coatings applied to pre-rusted and then wire brushed panels and pre-rusted
and then wire brushed, moist panels.
4 PHYSICAL TESTING AFTER EXPOSURE • Flexibility testing.
• Adhesion testing.
5 EVALUATION AND CLASSIFICATION OF COATINGS The evaluation is based on visual examination of blistering, rusting and undercutting from scribe. In addition adhesion and flexibility are determined. The following standards are used:
• ISO 4628 - 1982, parts 1, 2 and 3 • ISO 4624 - 2002 • ASTM D522 – 2001, method B.
The classification is given in Tables 1 and 2. Table 1 Classification of Semi-Hard Coatings
Semi-Hard Coatings classification
Area rusted Area blistered
Class C1 Ri 0 to Ri 1 (0 - 0.05 %) on all panels. Density 0 - 1
Class C2 Ri 2 to Ri 3 (0.5 - 1 %) on top and side wave tank panels, other panels maximum Ri 2 (0.5 %)
Density 2 - 3
Class C3 Ri 3 to Ri 4 (1 - 8 %) on top and side wave tank panels, other panels maximum Ri 3 (1 %)
Density 3 - 4
Class C4 Ri 4 to Ri 5 (8 – 50 %) on top and side wave tank panels, other panels maximum Ri 4 (8 %)
Density 4 - 5
Class C5 Ri 5 (40/50 %) on all panels Density 5
Class C6 More than 50 % of area rusted on all panels Density 5
Note: If under-rusting is revealed, the classification will be affected accordingly.
Page A-4 Report No. BGN-R2706374, rev.
01

DET NORSKE VERITAS
Table 2 Classification of hard coatings
Average adhesion, adhesive failure1
Average adhesion cohesive failure2
Hard coatings
Classification system
Area blistered Area rusted
Corrosion creep from scribe (average of max creep –all panels) On blast-
cleaned panels
On all other substrates
On all substrates
Class B1 No blisters Ri 0 (0 %)
Less than 8 mm
Larger than 5 MPa
Larger than 3.5 MPa
Larger than 3 MPa
Class B2 Density 1 – 2 either on any of the wave tank panels or on any of the condensation chamber panels
Ri 1 (0.05 %) on any panel
Less than 10 mm
Larger than 4 MPa
Larger than 3 MPa
Larger than 2.5 MPa
Class B3 Density 1 – 2 on any of the wave tank panels and on any of the condensation chamber panels
Ri 2 (0.5 %) on any panel
Less than 12 mm
Larger than 3 MPa
Larger than 2.5 MPa
Larger than 2 MPa
Class B4 Density 3 – 4 either on any of the wave tank panels or on any of the condensation chamber panels
Ri 3 (1 %) on any panel
Less than 15 mm
Larger than 2.5 MPa
Larger than 2 MPa
Larger than 1.5 MPa
Class B5 Density 3 – 4 on any of the wave tank panels and on any of the condensation chamber panels
Ri 4 (8 %) on any panel
Less than 20 mm
Larger than 2 MPa
Larger than 1.5 MPa
Larger than 1 MPa
Class B6 Density 4 – 5 either on any of the wave tank panels or on any of the condensation chamber panels
Ri 5 (40/50 %) on any panel
Larger than 20 mm
Less than 2 MPa
Less than 1.5 MPa
Less than 1 MPa
1 Adhesive failure between substrate and coating or between coats for 60 % or more of the area. 2 Cohesive failure in coating for 40 % or more of the area.
- o0o -
Page A-5 Report No. BGN-R2706374, rev.
01

DET NORSKE VERITAS
APPENDIX B
APPLICATION / PRODUCT DATA
Page B-1 Reference to part of this report which may lead to misinterpretation is not permissible.
22 September 2006, bsc/aacaac93.doc

DET NORSKE VERITAS
Table B-1 Application data
Coating data 1st coat 2nd coat
Paint system
Ecospeed Grey Ecospeed Grey
Producer Subsea Industries n.v.
Date 01.02.06 01.02.06 Time 10:00 13:00 Surface preparation Blast cleaned NA Blasting standard Sa 2 ½ NA Abrasive used AlSil NA Roughness (µm) Rmax 50 – 85 µm NA Batch No. curing agent UN-3105,Type D UN-3105,Type D Batch No. base 1105 1105 Thinner name (if used) NA NA Batch No. thinner(if used) NA NA
Equipment used Graco 68:1 Graco 68:1 Air pressure (bar) 170 170 Size nozzle (inches) 0.023 0.023
Fan width (º) 50 50
Mix. ratio (volume) 98:2 98:2 Volume solid (volume) 98 98 Wet film thickness (µm) 400 - 600 400 - 700 Dry film thickness (µm) 400 - 600 Ref. Table C1 Thinner (%) NA NA Air temperature (ºC) 21 28 Humidity (% RH) 34 48 Steel temp. (ºC) 21 28 Dew point (ºC) 3.5 15.5 Present at application: Ron Hearn - Subsea Industries, Jan Erik Fløysand (painter) – Dalseide & Fløysand Group, Birgith Schei - DNV
Page B-2 Reference to part of this report which may lead to misinterpretation is not permissible.
22 September 2006, bsc/aacaac93.doc

DET NORSKE VERITAS
Figure B-1 Test panels and coding
SU1CC1 SU1CC2
SU Customer code
1 DNV code
Condensation chamber
Reference
Chloride contamination
SU1BC1 SU1BC2 SU1BR
Blast cleaned
Scribe
Holiday, 8 mm diam.
Anode Scribe Scribe
U-beam U-beam
SU1BW2 SU1BW3 SU1BW4 SU1BW1
Wave tank
Page B-3 Reference to part of this report which may lead to misinterpretation is not permissible.
22 September 2006, bsc/aacaac93.doc

DET NORSKE VERITAS
APPENDIX C
DETAILED TEST RESULTS
Page C-1 Report No. BGN-R2706374, rev.
01

DET NORSKE VERITAS
Table C-1 Dry film thickness (µm) Meas. Point
BW1 BW2 BW3 BW4 CC1 CC2 BC1 BC2 BR Total
1 964 1130 1002 1106 1057 1007 951 956 948 2 921 1025 1051 1168 950 1141 949 868 977 3 748 954 958 975 817 1056 985 948 1054 4 910 929 870 1273 786 1064 1024 911 954 5 773 903 962 1185 874 1031 977 970 963 6 782 916 935 1027 907 1120 1029 1041 963 7 927 973 1318 1388 858 1199 1109 961 1020 8 867 913 1490 1487 777 1052 1079 1018 1031 9 789 835 1201 975 853 1107 1065 947 1087
10 905 826 1543 1475 917 1069 11 820 763 1326 1140 980 1161 12 735 713 1398 1258 972 1120 13 979 741 921 1170 14 1001 710 1000 1249 15 881 712 886 1075
Max 1001 1130 1543 1487 1057 1199 1109 1041 1087 1543Min 735 710 870 975 777 1007 949 868 948 710Average 867 870 1124 1197 896 1094 1019 958 1000 1005StDev 87 127 232 162 84 57 57 51 50 170
Notes: Dry film thickness measured with Elcometer 456, calibrated on a smooth steel surface (0 point) and on a 462 µm thick foil.
30 µm have been subtracted from the measured values for substrate correction for the blast cleaned panels
Page C-2 Report No. BGN-R2706374, rev.
01

DET NORSKE VERITAS
Figure C-1 Thickness measurement locations Figure C-1 Thickness measurement locations Measurement no.
Panel no.
8 9
6
7
5 4
2 3 1
20 mg NaCl
Panel no.
12 200mg NaCl
11
10
9 100 mg NaCl
8 7
6 50 mg NaCl
5
4
3
2
1
The condensation chamber panels, without salt contamination left, with salt contamination right
15 14 13
Panel no.
12 11 10
9 7 8
4 6 5
2 3 1
The wave tank panels
Page C-3 Report No. BGN-R2706374, rev.
01 01

DET NORSKE VERITAS
Table C-2 Development of blisters and rust after exposure (according to §5, Appendix A)
Code Description Blister size
Blister density
Rust Comment
SU1BW1 Top wave tank panel with scribe 0 0 0
SU1BW2 Bottom wave tank panel with anode 0 0 0
SU1BW3 Side wave tank panel with scribe and U-beam
Cooling 0 0 0
SU1BW4 Side wave tank panel with scribe and U-beam
No cooling 0 0 0
SU1BC1 Condensation chamber 0 0 0
SU1BC2 Condensation chamber 0 0 0
SU1CC1 Chloride level test
20 mg/m2
50 mg/m2
100 mg/m2
200 mg/m2
0
0
0
0
0
0
0
0
0
SU1CC2 Chloride level test
20 mg/m2
50 mg/m2
100 mg/m2
200 mg/m2
0
0
0
0
0
0
0
0
0
Reference panel:
SU1BR: Blast cleaned reference panel
Page C-4 Report No. BGN-R2706374, rev.
01

DET NORSKE VERITAS
Table C-3 Results of the Pull-off Test (adhesion values in MPa)
Panel no. Test no.
Adhesion strength (MPa)
Fracture Average adhesion strength (MPa)
1 3.8 100 % C
2 3.8 100 % C
3 2.8 100 % C
4 3.8 100 % C
5 3.6 100 % C
Top wave tank panel
SU1BW1
6 3.0 100 % C
3.5
1 4.0 100 % C
2 3.6 100 %C
3 2.8 100 % C
4 3.0 100 % C
5 3.3 100 % C
Reference panel (not exposed) SU1BR (measurements carried out after 6 months of in door exposure)
6 3.9 100 % C
3.4
A/B Fracture between the steel surface and 1st coat
B Fracture in the 1st coat.
B/C Fracture between the 1st and 2nd coats.
C Fracture in the 2nd coat.
-/Y Fracture between the outer coat and the glue.
Page C-5 Report No. BGN-R2706374, rev.
01

DET NORSKE VERITAS
Table C-4 Results of physical testing
Panel Corrosion creep from scribe
(mm)1)
Flexibility2) Comment
Top wave tank panel
SU1BW1 5.0 260 mm ≤ 1.15%
elongation
Cooled side wave tank panel
SU1BW3 0 NA NA
Not cooled side wave tank panel
SU1BW4 0 NA NA
Reference panel (not exposed)
SU1BR NA 260 mm ≤ 1.15%
elongation
1) Evaluated by scraping with knife.
2) Flexibility: Minimum diameter of mandrel for which any cracking in the coating occurs.
The diameter of the mandrels used is 260 mm, 150 mm, 75 mm and 40 mm
Table C-5 Results of Cathodic Protection (CP).
Panel Cathodic disbondment 1)
(mm)
Blisters / rust
Rating
Zinc anode
weight loss (g) 2)
Current demand
(mA/ m2) 2)
SU1BW2 0 0 0.6387 1.72
Exposure time: 120 days (Total time 180 days. Each cycle consists of 2 weeks seawater immersion and 1 week exposure in air (See Appendix A))
Utilisation factor: 0.8
Consumption rate for Zn-anodes: 11.3 kg/A year 1) The cathodic disbondment is at present not used in the classification of the coating system. The parameter is being evaluated for inclusion in an upcoming revision 03, and is reported for future reference. 2) During 2002 (due to implementation of revision 02 of the test procedure, Appendix A) a holiday (8 mm diameter) was introduced to ballast tank coat panels with CP, as a part of the development of the test. This causes a higher current demand, as compared to previous measurements where no holiday was created in the coat.
- o0o -
Page C-6 Report No. BGN-R2706374, rev.
01

DET NORSKE VERITAS
APPENDIX D
PHOTO DOCUMENTATION
Page D-1 Report No. BGN-R2706374, rev.
01

DET NORSKE VERITAS
Fig. D1 The wave tank top panel, panel no. SU1BW1 - Corrosion creep from scribe
Fig. D2 The wave tank cooled side panel, panel no. SU1BW3 - Corrosion creep from scribe
Fig. D3 The wave tank uncooled side panel, panel no. SU1BW4 - Corrosion creep from scribe
Page D-2 Report No. BGN-R2706374, rev.
01

DET NORSKE VERITAS
Fig. D4 The wave tank bottom panel, panel no. SU1BW2 – Cathodic disbondment
Page D-3 Report No. BGN-R2706374, rev.
01

DET NORSKE VERITAS
Panel
FF
FF
FF
R
Dolly
. D5 The wave tank top panel, panel no. SU1BW1 af. D5 The wave tank top panel, panel no. SU1BW1 af
Panel
ig. D6 The wave tank top panel, panel no. SU1BW1 afig. D6 The wave tank top panel, panel no. SU1BW1 af
Panel
ig. D7 The wave tank top panel, panel no. SU1BW1 afig. D7 The wave tank top panel, panel no. SU1BW1 af
eport No. BGN-R2706374, rev. 01 01
ter adhesion testing (adhesion test 1) ter adhesion testing (adhesion test 1)
Dolly
igig
ter adhesion testing (adhesion test 2) ter adhesion testing (adhesion test 2)
Dolly
ter adhesion testing (adhesion test 3) ter adhesion testing (adhesion test 3)
Page D-4

DET NORSKE VERITAS
Dolly
PanelDolly
Fig. D8 The wave tank top panel, panel no. SU1BW1 after adhesion testing (adhesion test 4) Fig. D8 The wave tank top panel, panel no. SU1BW1 after adhesion testing (adhesion test 4)
Panel Dolly
Fig. D9 The wave tank top panel, panel no. SU1BFig. D9 The wave tank top panel, panel no. SU1B
Panel
Fig. D10 The wave tank top panel, panel no. SU1BFig. D10 The wave tank top panel, panel no. SU1B
Report No. BGN-R2706374, rev. 01 01
W1 after adhesion testing (adhesion test 5) W1 after adhesion testing (adhesion test 5)
Dolly
W1 after adhesion testing (adhesion test 6) W1 after adhesion testing (adhesion test 6)
Page D-5

DET NORSKE VERITAS
PanelDolly
ig. D11 The not exposed reference panel, panel no. SU1BR after adhesion testing (adhesion test 1) ig. D11 The not exposed reference panel, panel no. SU1BR after adhesion testing (adhesion test 1)
FF Panelig. D12 The not exposed reference panel, panel noig. D12 The not exposed reference panel, panel no
Panel
Fig. D13 The not exposed reference panel, panel noFig. D13 The not exposed reference panel, panel no
Report No. BGN-R2706374, rev. 01 01
Dolly
. SU1BR after adhesion testing (adhesion test 2) . SU1BR after adhesion testing (adhesion test 2)
FFDolly
. SU1BR after adhesion testing (adhesion test 3) . SU1BR after adhesion testing (adhesion test 3)
Page D-6

DET NORSKE VERITAS
Panel
DollyFig. D14 The not exposed reference panel, panel no. SU1BFig. D14 The not exposed reference panel, panel no. SU1B
Fig. D15 The not exposed reference panel, panel no. SU1BFig. D15 The not exposed reference panel, panel no. SU1B
Panel
Fig. D16 The not exposed reference panel, panel no. SU1BFig. D16 The not exposed reference panel, panel no. SU1B
Report No. BGN-R2706374, rev. 01 01
R after adhesion testing (adhesion test 4) R after adhesion testing (adhesion test 4)
Dolly
R after adhesion testing (adhesion test 5) R after adhesion testing (adhesion test 5)
Panel
Dolly
R after adhesion testing (adhesion test 6) R after adhesion testing (adhesion test 6)
Page D-7