Embed Size (px)
Citation preview

Technische Informationentechnical informations
Tech
nisc
heIn
form
atio
nen
tech
nica
linfo
rmat
ions
www.ms-armaturen.de

Tech
nisc
heIn
form
atio
nen
tech
nica
linfo
rmat
ions
www.ms-armaturen.de

www.ms-armaturen.de TI-0108/2015
Für die Anfertigung von Sonderteilen aller Art sind unsere qualifizierten Fachkräfte uner-lässlich. Sie bilden sich ständig weiter, um den hohen Anforderungen ihrer Aufgaben-stellungen gerecht zu werden. Außerdem unterliegen unsere Mitarbeiter und unsereSysteme regelmäßigen Überprüfungen durch unabhängige benannte Stellen (z. B. TÜVoder DNV GL).Alle Sonderteile werden in unserem Maschinenpark angefertigt, den wir auf die speziel-len Wünsche unserer Kunden ausgerichtet haben. Modernste Maschinen gewährleisteneine hohe und gleichbleibende Fertigungsqualität.
Selbstverständlich unterliegen unsere Prozesse der ISO 9001. Unser Qualitäts-managementsystem ist von einer unabhängigen Stelle zertifiziert.
Wir erfüllen gemäß „Druckgeräterichtlinie 97/23/EG“ und dem „AD 2000Regelwerk“ die Voraussetzungen, Druckgeräte wie Behälter, Rohrleitungenund Ausrüstungsteile der Kategorien I-IV als Standard- oder als Sonderteileherzustellen.
Wir sind Hersteller von Sicherheitsventilen gemäß der Druckgeräterichtlinie97/23/EG und dem AD 2000 Regelwerk.
Wir sind ein vom TÜV zugelassener Hersteller von kaltgeformtenAushalsungen (T-Stücke, Rohrabzweige, Behälterabzweige etc.) und vonKlöpperböden gemäß Druckgeräterichtlinie 97/23/EG, AD 2000 Regelwerk, EN13445-2 und EN 13480-2.
Zertifizierungen
M&S ist als Schweißfachbetrieb gemäß DIN EN ISO 3834-2 für die Herstellungvon Armaturen, Behälter und Rohrleitungen zugelassen.
Wir sind zum Umstempeln von Werkstoffen gemäß der Druckgeräterichtlinie97/23/EG und dem AD 2000 Regelwerk berechtigt.

www.ms-armaturen.deTI-01 08/2015
For the production of special parts of all kinds, our qualified specialists are indispensable.They are continuously trained in order to meet all increasing requirements of their tasks.Additionally, our employees and our systems are regularly checked by accrediting institu-tions (e.g. TÜV or DNV GL).All special parts are manufactured in our machine park which is designed and equippedto meet all special demands of our customers. State-of-the-art machines ensure high andconsistent manufacturing quality.
Of course, all our processes comply with ISO 9001. Our quality managementsystem is certified by an independent entity.
According to "Pressure Equipment Directive 97/23/EC" and the "AD 2000Regulations", we meet the requirements to produce pressure devices such astanks, pipelines and equipment of category I-IV as standard or special parts.
We are a manufacturer of safety valves according to the Pressure EquipmentDirective 97/23/EC and the AD 2000 regulations.
We are a TÜV-approved manufacturer of cold-formed extrusions (T-pieces, pipebranch, tank junctions etc.) and of torispherical heads according to thePressure Equipment Di-rective 97/23/EC, AD 2000 regulations, EN 13445-2 andEN 13480-2.
certifications
We are entitled to restamping materials according to the Pressure EquipmentDirective 97/23/EC and the AD 2000 regulations.
M&S is approved for contract review and welding of fittings, vessels and tubesto assure that the products fulfil all requirements of the order- and technicalspecifications.

TI-0208/2015
M&S Sonderfertigung
Modulbau Paneele, komplett mit Ventiltechnik
Rohrzäune
Ventilverteilerknoten bis DN 200
Gestellbau
Behälter drucklose Behälter
Druckbehälter
Filtergehäuse
Rohrleitungsformteile Verteilerrohre bis zu einer Gesamtlänge von 6 m
FordernSie uns!
Was wirwirklichkönnen!
30Ja
hre Know-how
in Edelsta
hl
M&S produziert seit über 30 Jahren nichtnur qualitativ hochwertige Edelstahl-armaturen als Standardprodukt, sondernauch Sonderteile, die ihren Einsatz inder Getränke- und Lebensmittelindustriesowie der Pharmazie und Kosmetik fin-den.
www.ms-armaturen.de

TI-0208/2015
M&S special production
Unit manufacturing switching panels, complete with valve technology
perimeter piping
valve distribution nodes DN 200 max.
frame construction
Vessels storage vessels
pressure vessels
filter housings
Tube and pipe fittings manifolds up to a total length of 6 m
challengeus!
These areour real
strengths!
30ye
arsknow-how
instainless st
eel
For over 30 years, M&S does not only
manufacture high-quality fittings made
of stainless steel, also special parts used
for beverage and food industry as well
as for the pharmaceutical and cosmetic
sector are in produce.
www.ms-armaturen.de

Dichtungsqualitäten
Elastomer
VMQ(MVQ)
NBR
EPDM
FKM(FPM)
HNBR
Silikon-Kautschuk
Acrylnitril-Butadien-
Ethylen-Propylen-
Fluorkautschuk
HydrierterAcrylnitril-
Kautschuk(Perbunan)
Dien-Kautschuk
(Viton)
Butadien-Kautschuk(Therban)
Farb
erot
blau
schwarz
grün
schwarz
Zula
ssun
gBgVVXV.
BgVVXXI.
BgVVXXI.
BgVVXXI.
BgVVXXI.
FDA
FDA
FDA/USPclassVI
FDA/USPclassVI
FDA
Bet
riebs
tem
pera
tur:
Wasser
-30–100°C
-20–100°C
-40–130°C
-15–80°C
-25–130°C
Dam
pf(max.)
kurzzeitig120°C
kurzzeitig130°C
140°C
nichtgeeignet
kurzzeitig140°C
Säuren/Laugen
abh.vonKonzentration
abh.vonKonzentration
abh.vonKonzentration
abh.vonKonzentration
abh.vonKonzentration
Bei
spie
le:
Natronlauge
5%B
BA
BA
Salpetersäure5%
BB
AA
APhosphorsäure2%
AA
AA
AMilch<5%
Fett
AA
AA
ABier,Kaltwürze
AA
AA
AHeisswürze
CC
BC
ADestilliertesWasser
AA
Allg
emei
n:AnorganischeSalze
BB
AA
AverdünnteLaugen
BB
AB
Averdünnteanorganische
Säuren
BB
AA
BkonzentrierteLaugen
CC
AC
Bkonzentrierteanorganische
Säuren
CC
BA
CAlkohole
BC
AA
Borganische
Säuren
CC
BC
CEster
BB
AC
BEther
BB
CC
CKohlenwasserstoffe
CB
CB
CKraftstoffe
CB
CA
BmineralischeÖle/Fette
BB
CA
AtierischeÖle/Fette
BA
CA
Apflanzliche
Öle/Fette
BA
CA
AOzon
AC
AA
A
A:gutbeständig–B:bedingtbeständig–C:nichtbeständig
www.ms-armaturen.de
TI-03
08/2015

Gasketqualities
Elastomer
VMQ(MVQ)
NBR
EPDM
FKM
HNBR
siliconerubber
nitrilerubber
ethylenepropylene
fluororubber
hydrogenatedacrylonitrile
(Perbunan)
dienmonomerrubber
(Viton)
butadienerubber(Therban)
colo
urred
blue
black
green
black
allo
wan
ceBgVVXV.
BgVVXXI.
BgVVXXI.
BgVVXXI.
BgVVXXI.
FDA
FDA
FDA/USPclassVI
FDA/USPclassVI
FDA
oper
atin
gte
mpe
ratu
re:
water
-30–100°C
-20–100°C
-40–130°C
-15–80°C
-25–130°C
steam(max.)
short-time120°C
short-time130°C
140°C
notsuitable
short-time140°C
acids/lyes
dependg.on
concentr.
dependg.on
concentr.
dependg.on
concentr.
dependg.on
concentr.
dependg.on
concentr.
exam
ples
:causticsoda
solution5%
BB
AB
Anitricacid5%
BB
AA
Aphosphoricacid2%
AA
AA
Amilk<5%
fat
AA
AA
Abeer,coldwort
AA
AA
Ahotwort
CC
BC
Adestilled
water
AA
inge
nera
l:inorganicsalts
BB
AA
Adilutedlyes
BB
AB
Adilutedinorganicacids
BB
AA
Bconcentratedlyes
CC
AC
Bconcentr.inorganicacids
CC
BA
Calcohol
BC
AA
Borganicacids
CC
BC
Cester
BB
AC
Bether
BB
CC
Chydrocarbon
CB
CB
Cfuels
CB
CA
Bmineraloil/fat
BB
CA
Aanimaloil/fat
BA
CA
Avegetableoil/fat
BA
CA
Aozone
AC
AA
A
A:w
ellresistant–B:limitedresistant–
C:notresistant
www.ms-armaturen.de
TI-03
08/2015

www.ms-armaturen.de TI-0408/2015

www.ms-armaturen.deTI-04 08/2015

www.ms-armaturen.de TI-0508/2015

www.ms-armaturen.deTI-05 08/2015

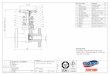
PharmCom - DatenblattMaterial geschweißtes oder nahtloses Rohr, Schmiedestücke sowie Stabstahl
δ-Ferritgehalt des Materials inkl. der Schweißnähte optional < 0,5%Werkstoff 1.4435/316LAbmessungen
Technische Liefer-bedingungen
Formteile aus Rohr gemäß DIN EN 10357 sowie EN 10216-5 und 10217-7Reduzierstücke aus Stabstahl gemäß DIN EN 10088Rohrverbindungsstücke aus Schmiedestücken bzw. Stabstahl gemäßDIN EN 10088
Toleranzen gemäß DIN 11864, DIN 11865, DIN 11866, ISO 2768AusführungRohranschlüsse
Orbitalschweißende gemäß DIN 11864 bzw. DIN 11865
AusführungRohrverbindung
gemäß DIN 11864 und DIN 32676
Innenoberflächen PharmCom0: Ra ≤ 0,8 µm / Umformbereich Ra ≈≤ 1,6 µm (=H2)PharmCom1: Ra ≤ 0,8 µm (=H3o)PharmCom2: Ra ≤ 0,4 µm (=H4o)PharmCom3: Ra ≤ 0,25 µm elektrochemisch poliert (=HE5o)optional: grundsätzlich Ra gemäß Anforderung
Außenoberflächen PharmCom0: Ra ohne Angabe (=H2)PharmCom1: Ra ≤ 1,6 µm (=H3o)PharmCom2: Ra ≤ 0,8 µm (=H4o)PharmCom3: Ra ≤ 0,8 µm (=HE5o)optional: grundsätzlich Ra gemäß Anforderung
Bearbeitung derInnenoberflächen
spanendoptional elektrochemisch poliert
Dichtungswerkstoff gemäß DIN 11864: EPDM, HNBR, FKMentsprechend FDA § 177.2600
Prüfverfahren Zeugniskontrolle des eingesetzten VormaterialsMaßkontrollevisuelle KontrolleWerkstoffprüfung mittels Röntgenfluoreszenz-AnalysatorRauheitsmessungMessung des δ-Ferritgehaltes
Kennzeichnung gemäß DIN 11864 / DIN 11865 / DIN 11866 dauerhaft gekennzeichnetmit: Herstellerkennzeichen - Werkstoff-Nr.
Abmessung - SchmelzennummerDokumentation
δδ-(Delta-)FerritgehaltesVerpackung undVersand
Anschlußenden mit PE-Kappen verschlossensämtliche Komponenten einzeln in Folie eingeschweißt
gemäß DIN 11866-Reihe A: 13 x 1,5 mm bis 154 x 2 mmentsprechend DIN EN 10357 Serie Agemäß DIN 11866-Reihe B: 13,5 x 1,6 mm bis 114,3 x 2,3 mmentsprechend DIN EN ISO 1127gemäß DIN 11866-Reihe C: 12,7 x 1,65 mm bis 101,6 x 2,11 mmentsprechend ASME-BPE 2014
optional:Abnahmeprüfzeugnis 3.1 gemäß DIN EN 10204 für VormaterialAbnahmeprüfzeugnis 3.1/AD2000-W2 gemäß DIN EN 10204und AD-Merkblatt W2 bzw. AD2000-Merkblatt W2 für VormaterialWerkstoffbescheinigungen gemäß DIN EN 10204Werksbescheinigung der OberflächenrauheitWerksbescheinigung des
www.ms-armaturen.de TI-0608/2015

PharmCom - data sheetRaw material welded or seamless pipe, forgings and bar steel
optional: δ-content of ferrite of the material including welds < 0,5%Material 1.4435/316LDimensions acc. to DIN 11866-row A: 13 x 1,5 mm to 154 x 2 mm
corresponding to DIN EN 10357 series Aacc. to DIN 11866-row B: 13,5 x 1,6 mm to 114,3 x 2,3 mmcorresponding to DIN EN ISO 1127acc. to DIN 11866-row C: 12,7 x 1,65 mm to 101,6 x 2,11 mmcorresponding to ASME-BPE 2014
Technicalconditions of supply
form parts acc. to DIN EN 10357 plus EN 10216-5 and EN 10217-7reducers made of bar steel acc. to EN 10088pipe connections made of forgings and/or bar steel acc. toEN 10088
Tolerances acc. to DIN 11864, DIN 11865, DIN 11866, ISO 2768Performance ofpipe ends
weld ends for orbital welding acc. to DIN 11864 or acc. to DIN 11865
Performance ofpipe connections
acc. to DIN 11864 A and DIN 32676
Internal surfaces PharmCom0: Ra ≤ 0,8 µm / range of deformation Ra ≈≤ 1,6 µm (=H2)PharmCom1: Ra ≤ 0,8 µm (=H3o)PharmCom2: Ra ≤ 0,4 µm (=H4o)PharmCom3: Ra ≤ 0,25 µm electrochemical polish (=HE5o)optional: basically Ra acc. to requirements
External surfaces PharmCom0: Ra without details (=H2)PharmCom1: Ra ≤ 1,6 µm (=H3o)PharmCom2: Ra ≤ 0,8 µm (=H4o)PharmCom3: Ra ≤ 0,8 µm (=HE5o)optional: basically Ra acc. to requirements
Processing ofinternal surfaces
cuttingelectrochemical polished by option
Sealing materials acc. to DIN 11864: EPDM, HNBR, FKMconforming to FDA §177.2600
Testing method check of material certificate for the raw material employeddimensional checkvisual checkmaterial test via XRF-analyzermeasurement of roughnessmeasurement of δ-content of ferrite
Marking acc. to DIN 11864 / DIN 11865 / DIN 11866 engraved with:supplier’s mark - material no.dimension – heat no.
Documentation optional:inspection certificate 3.1. acc. to EN 10204 on raw materialinspection certificate 3.1/AD2000-W2 acc. to EN 10204and AD-Merkblatt W2 and/or AD2000-Merkblatt W2 on raw materialmanufacturer’s test certificates acc. to EN 10204manufacturer’s certificate of surface roughnessmanufacturer’s certificate of δ-content of ferrite
Packing anddispatch
connection ends plugged with plastic capseach component sealed in plastic foil
www.ms-armaturen.deTI-06 08/2015

HyCom - DatenblattMaterial geschweißtes oder nahtloses Rohr, Schmiedestücke sowie Stabstahl
δ-(Delta-)Ferritgehalt des Materials inklusive der Schweißnähte < 3%Werkstoff 1.4404/316L (1.4301/1.4307 - 304/304L)Abmessungen gemäß DIN 11866-Reihe A: 13 x 1,5 mm bis 154 x 2 mm
entsprechend DIN EN 10357 Serie Agemäß DIN 11866-Reihe B: 13,5 x 1,6 mm bis 114,3 x 2,3 mmentsprechend DIN EN ISO 1127gemäß DIN 11866-Reihe C: 12,7 x 1,65 mm bis 101,6 x 2,11 mmentsprechend ASME-BPE 2014gemäß DIN EN 10357 Serie A: 13 x 1,5 mm bis 154 x 2 mmoptional: weitere Abmessungen gemäß Anforderung
Technische Liefer-bedingungen
Formteile aus Rohr gemäß DIN EN 10357 sowie DIN EN 10216-5und DIN EN 10217-7Rohrverbindungsstücke aus Schmiedestücken bzw. Stabstahl gemäßDIN EN 10088
Toleranzen gemäß DIN EN 10357, DIN 11852, DIN 11853, DIN 11864, DIN 11865,DIN 11866, ISO 2768
AusführungRohranschlüsse
Orbitalschweißende gemäß DIN 11864 oderSchweißende gemäß DIN 11853
AusführungRohrverbindung
gemäß DIN 11864, DIN 11853 und DIN 32676
Innenoberflächen Formteile: Ra ≤ 1,6 µm / Umformbereich Ra ≤ 3,2 µm (=H1)Rohrverbindungsstücke: HyCom1: Ra ≤ 0,8 µm (=H3o)
moCyH 2: Ra ≤ 0,4 µm (=H4o)optional: grundsätzlich Ra gemäß Anforderung
Außenoberflächen Formteile: Ra ohne Angabe (=H1)Rohrverbindungsstücke: HyCom1: Ra ≤ 1,6 µm (=H3o)
moCyH 2: Ra ≤ 0,8 µm (=H4o)optional: grundsätzlich Ra gemäß Anforderung
Bearbeitung derInnenoberflächen
spanendoptional elektrochemisch poliert
Dichtungswerkstoff gemäß DIN 11864 in EPDM, HNBR, FKMentsprechend FDA §177.2600
Prüfverfahren Zeugniskontrolle des eingesetzten VormaterialsMaßkontrollevisuelle KontrolleWerkstoffprüfung mittels Röntgenfluoreszenz-AnalysatorRauheitsmessung
Kennzeichnung sämtliche Komponenten gekennzeichnet mit:Herstellerkennzeichen - Werkstoff-Nr.Abmessung – Schmelzennummer
Dokumentation optional:Abnahmeprüfzeugnis 3.1 gemäß DIN EN 10204 für VormaterialAbnahmeprüfzeugnis 3.1/AD2000-W2 gemäß DIN EN 10204 undAD-Merkblatt W2 bzw. AD2000-Merkblatt W2 für VormaterialWerkstoffbescheinigungen gemäß DIN EN 10204Werksbescheinigung der Oberflächenrauhheit
Verpackung undVersand
Anschlußenden mit PE-Kappen verschlossensämtliche Komponenten in Folie eingeschweißt
www.ms-armaturen.de TI-0708/2015

HyCom - data sheetRaw material welded or seamless pipe, forgings and bar steel
δ-(delta)content of ferrite of the material including welds < 3%Material 1.4404/316L (1.4301/1.4307 - 304/304L)Dimensions acc. to DIN 11866-row A: 13 x 1,5 mm to 154 x 2 mm
corresponding to DIN EN 10357 series Aacc. to DIN 11866-row B: 13,5 x 1,6 mm to 114,3 x 2,3 mmcorresponding to DIN EN ISO 1127acc. to DIN 11866-row C: 12,7 x 1,65 mm to 101,6 x 2,11 mmcorresponding to ASME-BPE 2014acc. to DIN EN 10357 series A: 13 x 1,5 mm to 154 x 2 mmas option: further dimensions on request
Technical condi-tions of supply
form parts made of pipe acc. to DIN EN 10357 plus EN 10216-5and EN 10217-7pipe connections made of forgings and/or bar steel acc. toEN 10088
Tolerances acc. to DIN EN 10357, DIN 11852, DIN 11853, DIN 11864, DIN 11865,DIN 11866, ISO 2768
Performance ofpipe ends
orbital welding end acc. to DIN 11864 or welding end acc. to DIN 11853
Performance ofpipe connections
acc. to DIN 11864, DIN 11853 and DIN 32676
Internal surfaces form parts: Ra ≤ 1,6 µm / range of deformation Ra ≤ 3,2 µm (=H1)pipe connections: HyCom1: Ra ≤ 0,8 µm (=H3o)
HyCom2: Ra ≤ 0,4 µm (=H4o)optional: basically Ra acc. to requirements
External surfaces form parts: Ra without details (=H1)pipe connections: HyCom1: Ra ≤ 1,6 µm (=H3o)
HyCom2: Ra ≤ 0,8 µm (=H4o)optional: basically Ra acc. to requirements
Processing of inter-nal surfaces
cuttingelectrochemical polished by option
Sealing materials acc. to DIN 11864: EPDM, HNBR, FKMconforming to FDA §177.2600
Testing method check of material certificate for the raw material employeddimensional checkvisual checkmaterial test via XRF-analyzermeasurement of roughness
Marking each component marked with: supplier’s mark – material no.dimension – heat no.
Documentation optional:inspection certificate 3.1 acc. to EN 10204 on raw materialinspection certificate 3.1/AD2000-W2 acc. to EN 10204 andAD-Merkblatt W2 and/or AD2000-Merkblatt W2 on raw materialmanufacturer’s test certificates acc. to EN 10204manufacturer’s certificate on surface roughness
Packing anddispatch
connection ends plugged with plastic capseach component sealed in plastic foil
www.ms-armaturen.deTI-07 08/2015

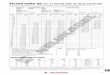
Fakt
enFe
der
sich
erhe
itsve
ntile
Flui
de
Öff
nung
s-N
ennw
eite
Dru
ckb
erei
chA
nlüf
tein
rich
tung
Ste
llung
s-H
eiz-
Gru
pp
eII
char
akte
rist
ik[D
N]
[bar
](p
neum
atis
ch)
rück
mel
dun
gei
nric
htu
ng
Art
.-N
r.10
901
-10
909
D/G
/FNormal-
25-50
0,5-
8,0(D/G
)•
••
TypFH
CSV02
Siche
rheits-
65-80
0,5-10
,0(D/G
)d 0
24mm
-d 0
94mm
ventil
25-80
0,5-10
,0(F)/G
100
0,5-3,5(D/G
/F)
D/G
/FNormal-
250,7-12
,0(D/G
)•
••
Siche
rheits-
400,5-
8,0(D/G
)ventil
500,5-
7,0(D/G
)A
rt.-
Nr.
9201
0-
9202
065
0,5-
3,5(D/G
)TypFS
V20
0080
0,5-
3,1(D/G
)d 0
25mm
-d 0
94mm
100
0,5-
3,5(D/G
)25
2,0-12
,0(F)/G
401,0-
9,0(F)/G
500,5-
8,0(F)/G
65-10
00,5-
5,0(F)/G
Art
.-N
r.92
030
-92
040
FNormal-
151,0-
8,0(F)/G
Typ02
0Siche
rheits-
d 014
mm
ventil
Art
.-N
r.92
050
-92
060
D/G
Normal-
241,0,
-8,0(D/G
)Typ01
9Siche
rheits-
d 024
mm
ventil
•-op
tiona
lerhältlich
,d0-Eng
ster
Ström
ungs
querschn
ittFluide
:D-Däm
pfe,
G-Gase,
F-Flüs
sigk
eiten
www.ms-armaturen
.de
TI-08
08/201
5

Fact
sS
afet
yva
lve
spri
nglo
aded
fluid
so
pen
ing
size
pre
ssur
era
nge
liftin
gd
evic
ep
osi
tion
hea
ting
gro
upII
char
acte
rist
ic[D
N]
[bar
](p
neum
atic
)re
ply
dev
ice
item
no.1
0901
-10
909
D/G
/Fno
rmal
25-50
0,5-
8,0(D/G
)•
••
type
FHCSV02
safety
65-80
0,5-10
,0(D/G
)d 0
24mm
-d 0
94mm
valve
25-80
0,5-10
,0(F)/G
100
0,5-3,5(D/G
/F)
D/G
/Fno
rmal
250,7-12
,0(D/G
)•
••
safety
400,5-
8,0(D/G
)valve
500,5-
7,0(D/G
)ite
mno
.920
10-
9202
065
0,5-
3,5(D/G
)type
FSV20
0080
0,5-
3,1(D/G
)d 0
25mm
-d 0
94mm
100
0,5-
3,5(D/G
)25
2,0-12
,0(F)/G
401,0-
9,0(F)/G
500,5-
8,0(F)/G
65-10
00,5-
5,0(F)/G
item
no.9
2030
-92
040
Fno
rmal
151,0-
8,0(F)/G
type
020
safety
d 014
mm
valve
item
no.9
2050
-92
060
D/G
norm
al24
1,0,
-8,0(D/G
)type
019
safety
d 024
mm
valve
•-op
tiona
lavailable,
d 0-na
rrow
estflowarea
fluids:
D-stea
m,G
-ga
s,F-liquids
www.ms-armaturen
.de
TI-08
08/201
5