Embed Size (px)
Citation preview
Agricultural and Biosystems EngineeringConference Proceedings and Presentations Agricultural and Biosystems Engineering
7-2014
Techno-Economic Analysis (TEA) of Low-Moisture Anhydrous Ammonia (LMAA)Pretreatment Method for Corn StoverMinliang YangIowa State University, [email protected]
Kurt A. RosentraterIowa State University, [email protected]
Follow this and additional works at: http://lib.dr.iastate.edu/abe_eng_conf
Part of the Agriculture Commons, and the Bioresource and Agricultural Engineering Commons
The complete bibliographic information for this item can be found at http://lib.dr.iastate.edu/abe_eng_conf/391. For information on how to cite this item, please visit http://lib.dr.iastate.edu/howtocite.html.
This Conference Proceeding is brought to you for free and open access by the Agricultural and Biosystems Engineering at Iowa State University DigitalRepository. It has been accepted for inclusion in Agricultural and Biosystems Engineering Conference Proceedings and Presentations by an authorizedadministrator of Iowa State University Digital Repository. For more information, please contact [email protected].

Techno-Economic Analysis (TEA) of Low-Moisture AnhydrousAmmonia (LMAA) Pretreatment Method for Corn Stover
AbstractTechno-Economic Analysis (TEA) plays an important role in assessing economic performance and potentialmarket acceptance for new technologies. Previous work has shown that the construction and operation of acellulosic bioethanol plant can be very expensive. One of the largest cost categories is pretreatmentprocessing. The purpose of this study was to conduct a detailed cost analysis to assess low moisture anhydrousammonia (LMAA) pretreatment process at the commercial-scale, and to estimate the breakeven point inlarge-scale production. In this study, capital expenses, including annualized purchase and installation fees, andannual operating costs associated with each unit operation were determined. This research compared the unitcost per year between different scales of the LMAA process, and focused on exploring the optimal cost-effective point for this pretreatment method for bioethanol production.
KeywordsTechno-Economic Analysis, LMAA, Commercial-scale
DisciplinesAgriculture | Bioresource and Agricultural Engineering
This conference proceeding is available at Iowa State University Digital Repository: http://lib.dr.iastate.edu/abe_eng_conf/391
1
An ASABE – CSBE/ASABE Joint Meeting Presentation
Paper Number: 141910976
Techno-Economic Analysis (TEA) of Low-Moisture Anhydrous Ammonia (LMAA) Pretreatment Method for Corn Stover
Minliang Yang
Department of Agricultural and Biosystems Engineering, Iowa State University,
3326B Elings Hall, Ames, IA, 50011, [email protected]..
Kurt A. Rosentrater, Ph.D.
Department of Agricultural and Biosystems Engineering, Iowa State University,
3327 Elings Hall, Ames, IA, 50011, [email protected].
Written for presentation at the 2014 ASABE Annual International Meeting
Sponsored by ASABE Montreal, Quebec Canada
July 13 – July 16, 2014
Abstract. Techno-Economic Analysis (TEA) plays an important role in assessing economic performance and potential market acceptance for new technologies. Previous work has shown that the construction and operation of a cellulosic bioethanol plant can be very expensive. One of the largest cost categories is pretreatment processing. The purpose of this studywasto conduct a detailed cost analysis to assess low moisture anhydrous ammonia (LMAA) pretreatment process at the commercial-scale, and to estimate the breakeven point in large-scale production. In this study, capital expenses, including annualized purchase and installation fees, and annual operating costs associated with each unit operation were determined. This research compared the unit cost per year between different scales of the LMAA process, and focused on exploring the optimal cost-effective point for this pretreatment method for bioethanol production.
Keywords. Techno-Economic Analysis, LMAA, Commercial-scale
2
Introduction
Withanincreasingdemandforenergy,moreandmoreresearcheshavebeenfocused
onbioethanolproduction.Bioethanol,apromisingreplacementoffossilfuel,canbe
obtainedfromlignocellulosicbiomass,suchasenergycropsandresiduesfromarableland
(Singhetal.,2010).Typically,ethanolproductionfromlignocellulosicbiomassfollows
severalsteps:pretreatment,enzymatichydrolysis,fermentationofsugar,andethanol
recovery(Alviraetal.,2010).Amongtheethanolproductionprocess,pretreatmentis
regardedasthecriticalstepbecauseitisrequiredforefficienthydrolysis.Various
pretreatmentmethodshavebeendeveloped,suchasdiluteacid,hotwaterextraction,and
ammoniafiberexpansion(AFEX).Eachmethodhasitsownadvantagesanddisadvantages.
Ammoniahasbeenchosenbecauseofitsdelignificationeffect(Kim&Lee,2007)and
swellingeffect(Mosieetal.,2005).In2011,anewmethodnamedlowmoistureanhydrous
ammonia(LMAA)hasbeenperformedinlabscale(Yooetal.,2011).Intheirstudy,LMAA
processresultedin89%ofthemaximumtheoreticalethanolyieldandshowedthe
potentialtodecreaseammoniaandwaterinputscomparedwithotherpretreatment
methods.
ThetechnicianreportpublishedbyNRELin2010entitledTechno‐economicanalysisof
biochemicalscenariosforproductionofcellulosicethanolcomparedfourdifferentmodelsof
pretreatmentprocessing(diluteacid,two‐stagediluteacid,hotwater,andammoniafiber
expansion(AFEX))(KabirKazietal.,2010).Itwasconcludedthatwithoutanydownstream
processvariation,diluteacidprocesshadthelowestproductvalue(PV)of$3.40/galof
ethanolin2007,whichwasequivalentto$5.15/galofgasoline.Oneyearlater,in2011,
theNationalRenewableEnergyLaboratory(NREL)haspublishedanothertechnicalreport
3
entitledProcessdesignandeconomicsforbiochemicalconversionoflignocellulosicbiomass
toethanol(Humbirdetal.,2011)focusedondiluteacidpretreatmentprocess.Inthat
report,detailedbioethanolconversiondesignwasbuiltoneightspecificareas.The
minimumethanolsellingpricereportedfromNRELwas$2.15/gal,whichwasequivalent
to$3.27/galgasoline.Whenbrokedownintoprocesssections,$0.74/galwascontributed
fromthefeedstock,enzymeandwastewatertreatmenteachcontributed$0.34/gal,and
therest$0.73/galwascontributedfromtheremainingconversionprocessareas.Even
thoughthesellingpricewasstillhigherthanmarketprice,thelatteronewas$0.13/gal
lowerthanprevious.
Withtherecentdevelopmentofpretreatmenttechnologyandupdatedcostestimation,
anupdatedtechno‐economicanalysisofbiofuelproductionwasrequired.Asfarasthe
authorsknow,costanalysisbasedonlow‐moistureanhydrousammonia(LMAA)
pretreatmenthasnotbeenpublishedinanyjournalsyet.Thisresearchisfocusedon
estimatingunitcostsofbioethanolproductionbasedonLMAApretreatmentprocess,and
comparingitamongthreedifferentproductionscales.
Methods
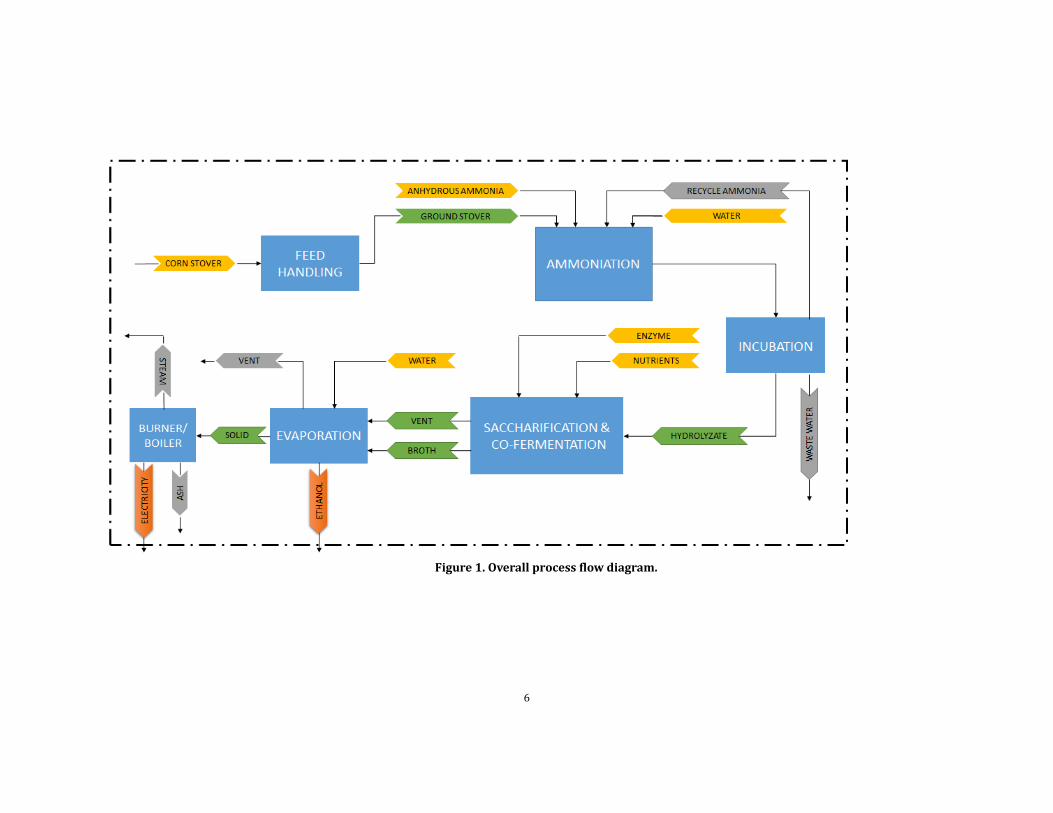
Thisstudybeganbydevelopingprocessflowdiagrams(figure1),andalltheeconomic
andenvironmentalanalysiswerethencalculatedinanexcel‐basedspreadsheetwithan
accuracyof±30%(Coker,2010).Thewholeprocesswasdividedintosixsections:
feedstockhandling,ammoniationprocess,incubationprocess,simultaneous
saccharification&co‐fermentation(SSCF)process,evaporationprocess,andcombustor/
4
burner.Wastewatertreatment,biomassandethanolstoragewerenotconsideredinthis
research.
ThisstudywasaderivativeestimationfromtheNREL’sreport(Humbirdetal.,2011).
What’smore,thecalculationwasbasedonaplantsizeof2,000metrictonne(MT)ofcorn
stoverperday;theothertwoscaleswere100MT/dand800MT/d,respectively.The
followingexponentialexpressionwasusedforscaling,inwhichtheexponentwasassumed
tobe0.6(Aden,etal.,2002).
Thisbioethanolplantwasassumedtowork24hoursperday,7daysperweek,and45
weeksannually,whichwas315onlineprocessingdayperyear.Themainproductofthe
plantwasethanol,andelectricitywasgeneratedasaby‐product.Othermajorassumptions
werelistedintable1below.
5
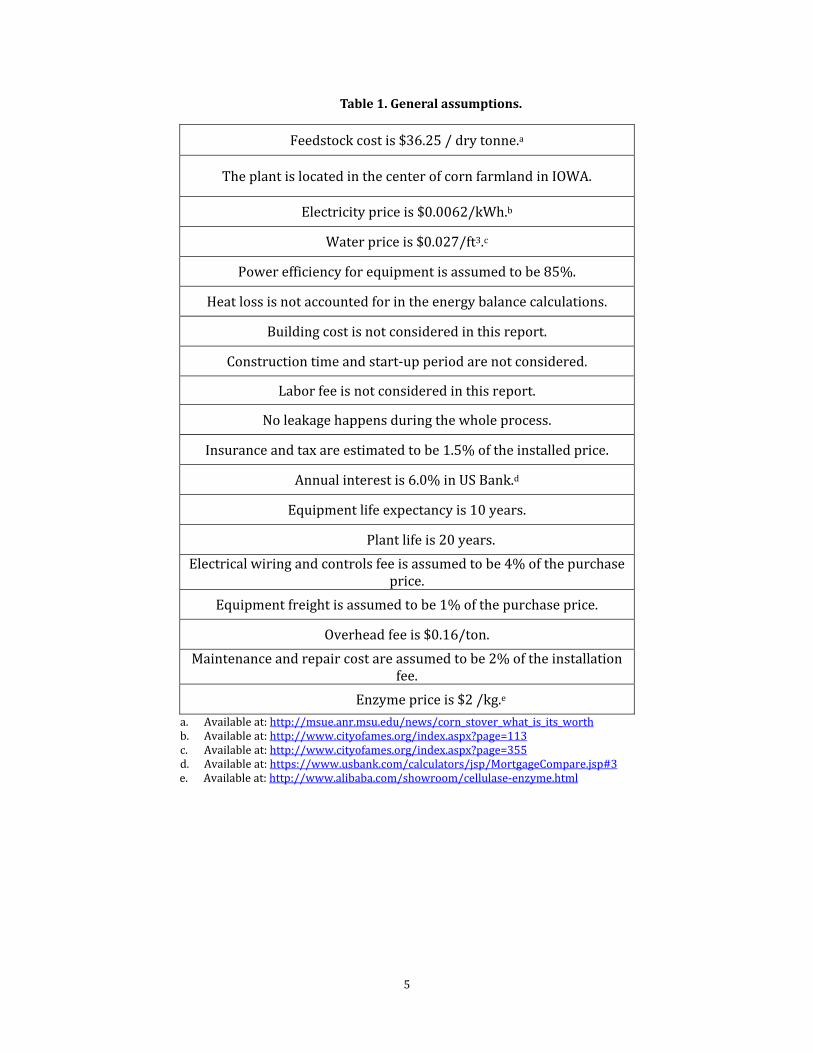
Table1.Generalassumptions.
Feedstockcostis$36.25/drytonne.a
TheplantislocatedinthecenterofcornfarmlandinIOWA.
Electricitypriceis$0.0062/kWh.b
Waterpriceis$0.027/ft3.c
Powerefficiencyforequipmentisassumedtobe85%.
Heatlossisnotaccountedforintheenergybalancecalculations.
Buildingcostisnotconsideredinthisreport.
Constructiontimeandstart‐upperiodarenotconsidered.
Laborfeeisnotconsideredinthisreport.
Noleakagehappensduringthewholeprocess.
Insuranceandtaxareestimatedtobe1.5%oftheinstalledprice.
Annualinterestis6.0%inUSBank.d
Equipmentlifeexpectancyis10years.
Plantlifeis20years.
Electricalwiringandcontrolsfeeisassumedtobe4%ofthepurchaseprice.
Equipmentfreightisassumedtobe1%ofthepurchaseprice.
Overheadfeeis$0.16/ton.
Maintenanceandrepaircostareassumedtobe2%oftheinstallationfee.
Enzymepriceis$2/kg.ea. Availableat:http://msue.anr.msu.edu/news/corn_stover_what_is_its_worthb. Availableat:http://www.cityofames.org/index.aspx?page=113c. Availableat:http://www.cityofames.org/index.aspx?page=355d. Availableat:https://www.usbank.com/calculators/jsp/MortgageCompare.jsp#3e. Availableat:http://www.alibaba.com/showroom/cellulase‐enzyme.html
6
Figure1.Overallprocessflowdiagram.
7
Techno‐EconomicAnalysis(TEA)
TheTEAofthewholeprocesswasanalyzedforeachofthesixsections
mentionedinpreviousstudy.Equipmentcostswereobtainedfromindustry
quotationsandpreviousNRELreport(Adenetal.,2002).
Feedstockhandling
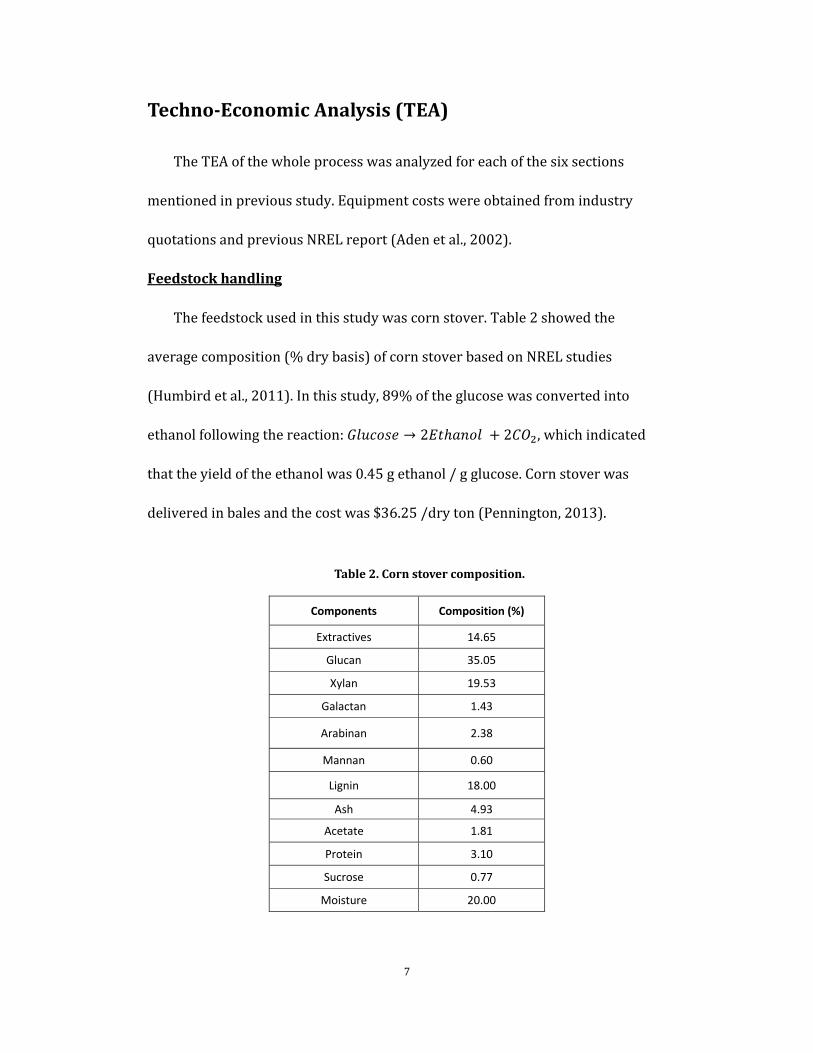
Thefeedstockusedinthisstudywascornstover.Table2showedthe
averagecomposition(%drybasis)ofcornstoverbasedonNRELstudies
(Humbirdetal.,2011).Inthisstudy,89%oftheglucosewasconvertedinto
ethanolfollowingthereaction: → 2 2 ,whichindicated
thattheyieldoftheethanolwas0.45gethanol/gglucose.Cornstoverwas
deliveredinbalesandthecostwas$36.25/dryton(Pennington,2013).
Table2.Cornstovercomposition.
Components Composition (%)
Extractives 14.65
Glucan 35.05
Xylan 19.53
Galactan 1.43
Arabinan 2.38
Mannan 0.60
Lignin 18.00
Ash 4.93
Acetate 1.81
Protein 3.10
Sucrose 0.77
Moisture 20.00
8
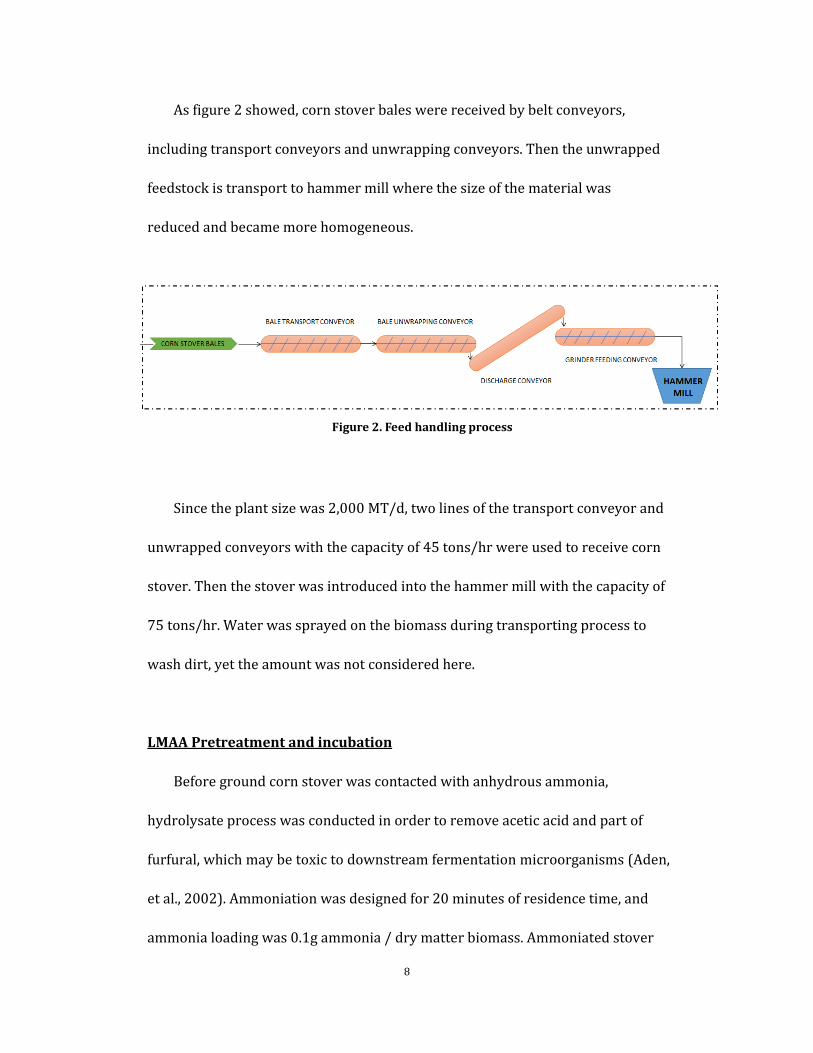
Asfigure2showed,cornstoverbaleswerereceivedbybeltconveyors,
includingtransportconveyorsandunwrappingconveyors.Thentheunwrapped
feedstockistransporttohammermillwherethesizeofthematerialwas
reducedandbecamemorehomogeneous.
Sincetheplantsizewas2,000MT/d,twolinesofthetransportconveyorand
unwrappedconveyorswiththecapacityof45tons/hrwereusedtoreceivecorn
stover.Thenthestoverwasintroducedintothehammermillwiththecapacityof
75tons/hr.Waterwassprayedonthebiomassduringtransportingprocessto
washdirt,yettheamountwasnotconsideredhere.
LMAAPretreatmentandincubation
Beforegroundcornstoverwascontactedwithanhydrousammonia,
hydrolysateprocesswasconductedinordertoremoveaceticacidandpartof
furfural,whichmaybetoxictodownstreamfermentationmicroorganisms(Aden,
etal.,2002).Ammoniationwasdesignedfor20minutesofresidencetime,and
ammonialoadingwas0.1gammonia/drymatterbiomass.Ammoniatedstover
Figure2.Feedhandlingprocess
9
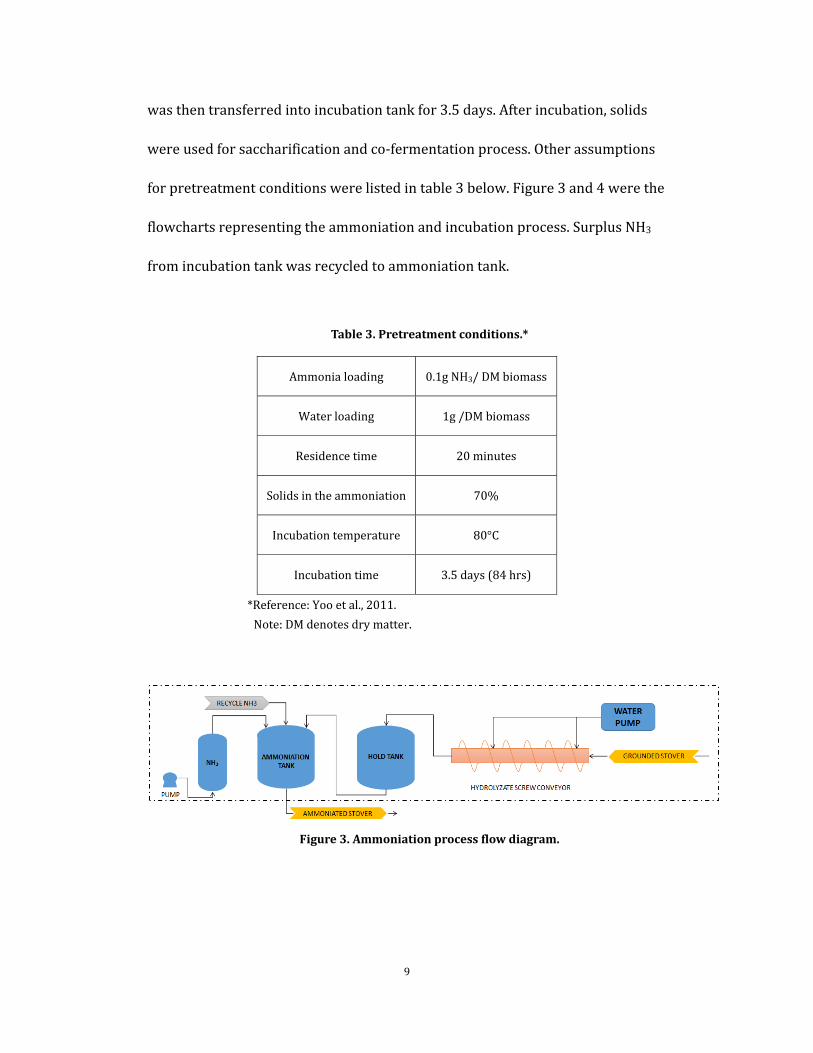
wasthentransferredintoincubationtankfor3.5days.Afterincubation,solids
wereusedforsaccharificationandco‐fermentationprocess.Otherassumptions
forpretreatmentconditionswerelistedintable3below.Figure3and4werethe
flowchartsrepresentingtheammoniationandincubationprocess.SurplusNH3
fromincubationtankwasrecycledtoammoniationtank.
Table3.Pretreatmentconditions.*
Ammonialoading 0.1gNH3/DMbiomass
Waterloading 1g/DMbiomass
Residencetime 20minutes
Solidsintheammoniation 70%
Incubationtemperature 80°C
Incubationtime 3.5days(84hrs)
*Reference:Yooetal.,2011.
Note:DMdenotesdrymatter.
Figure3.Ammoniationprocessflowdiagram.

10
Figure4.Incubationprocessflowdiagram.
Thewashedandgroundcornstoverwasfedtotwoscrewconveyorswith
fourwaterpumpsforhydrolysisinthisprocess.Thentwoholdtankwiththe
capacityof15,000galeachwereusedbecauseofammoniationresistancetime.
Foreveryhalfanhour,stoverwasfedtotheammoniationtank.Anhydrous
ammoniawasinletintothetankbytwopumps.Afterthis,ammoniatedcorn
stoverwastransferredinto10incubationtankswiththecapacityof100,000gal
each.Hydrolysatefromincubationwasdeliveredtosaccharificationprocessby
fourbeltconveyors.Wastewaterwascollectedandtreatedwithbothanaerobic
andaerobicdigester,whichwillnotbediscussedinthisstudy.
Saccharificationandco‐fermentationprocess
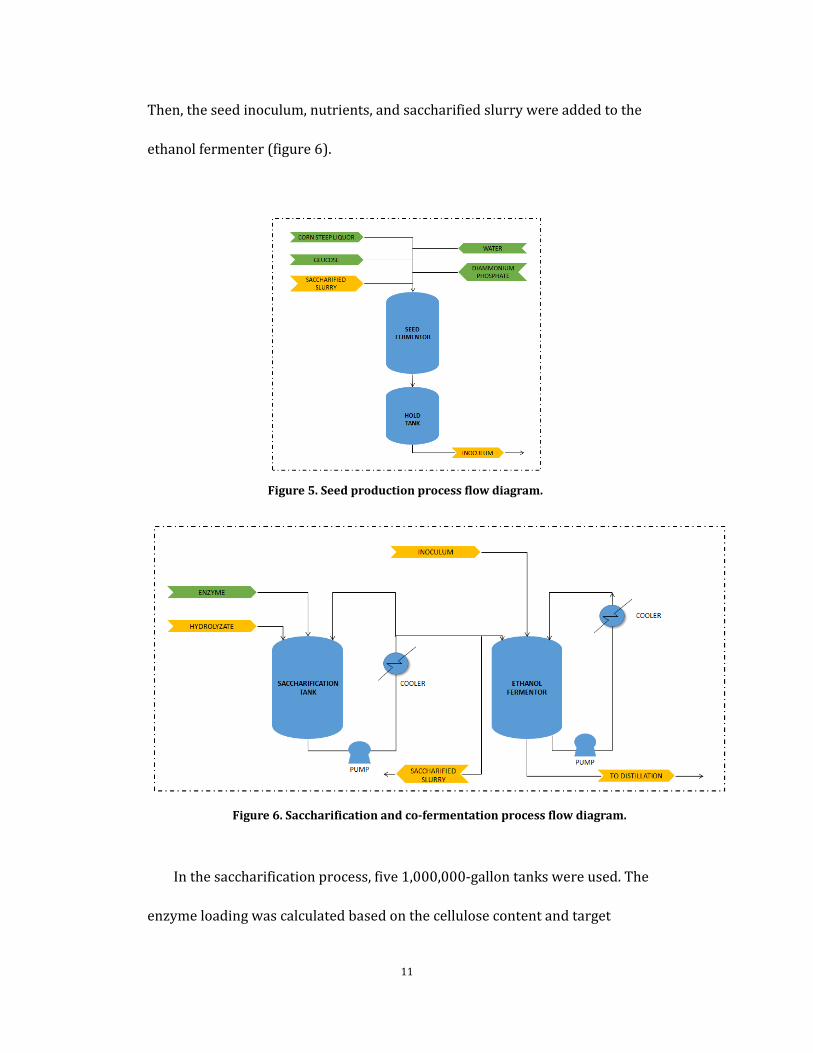
Hydrolysatefrompretreatmentwasfedtothesaccharificationtankalong
withenzymes.Aftersaccharification,themicroorganismZ.mobilis,grownina
seedtank(figure5),wasusedasthebiocatalystinthefermentationprocess.
11
Then,theseedinoculum,nutrients,andsaccharifiedslurrywereaddedtothe
ethanolfermenter(figure6).
Figure5.Seedproductionprocessflowdiagram.
Figure6.Saccharificationandco‐fermentationprocessflowdiagram.
Inthesaccharificationprocess,five1,000,000‐gallontankswereused.The
enzymeloadingwascalculatedbasedonthecellulosecontentandtarget
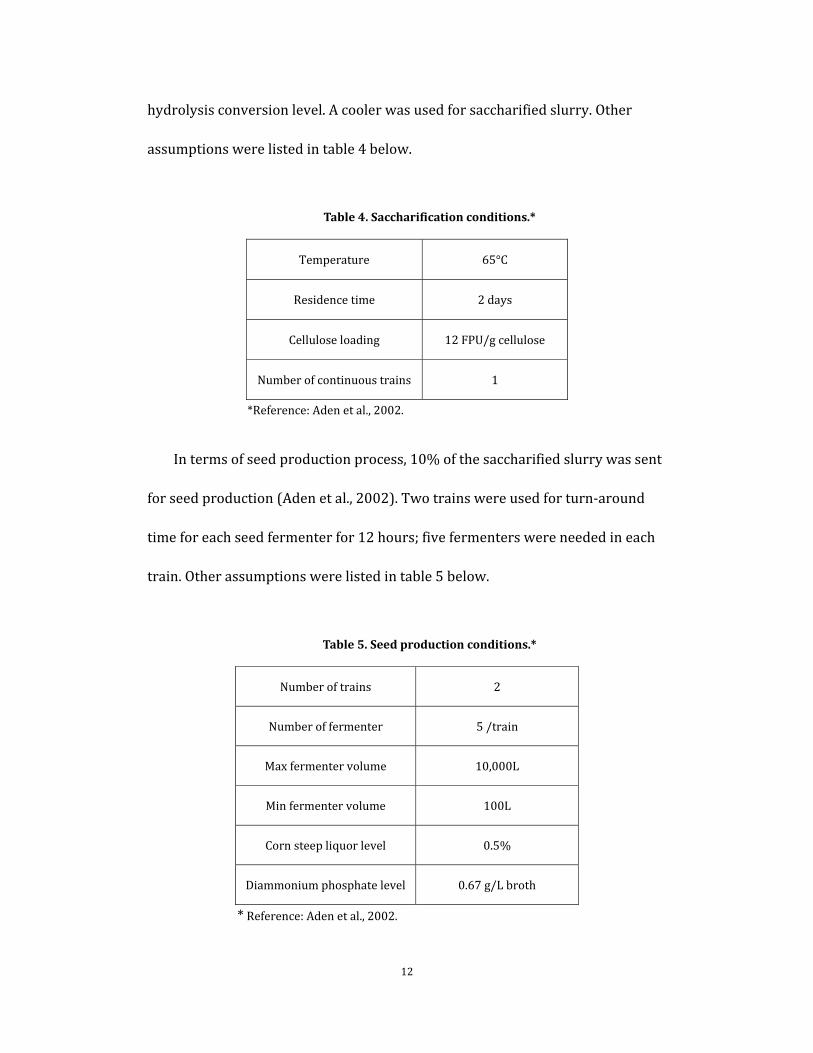
12
hydrolysisconversionlevel.Acoolerwasusedforsaccharifiedslurry.Other
assumptionswerelistedintable4below.
Table4.Saccharificationconditions.*
Temperature 65°C
Residencetime 2days
Celluloseloading 12FPU/gcellulose
Numberofcontinuoustrains 1
*Reference:Adenetal.,2002.
Intermsofseedproductionprocess,10%ofthesaccharifiedslurrywassent
forseedproduction(Adenetal.,2002).Twotrainswereusedforturn‐around
timeforeachseedfermenterfor12hours;fivefermenterswereneededineach
train.Otherassumptionswerelistedintable5below.
Table5.Seedproductionconditions.*
Numberoftrains 2
Numberoffermenter 5/train
Maxfermentervolume 10,000L
Minfermentervolume 100L
Cornsteepliquorlevel 0.5%
Diammoniumphosphatelevel 0.67g/Lbroth
*Reference:Adenetal.,2002.
13
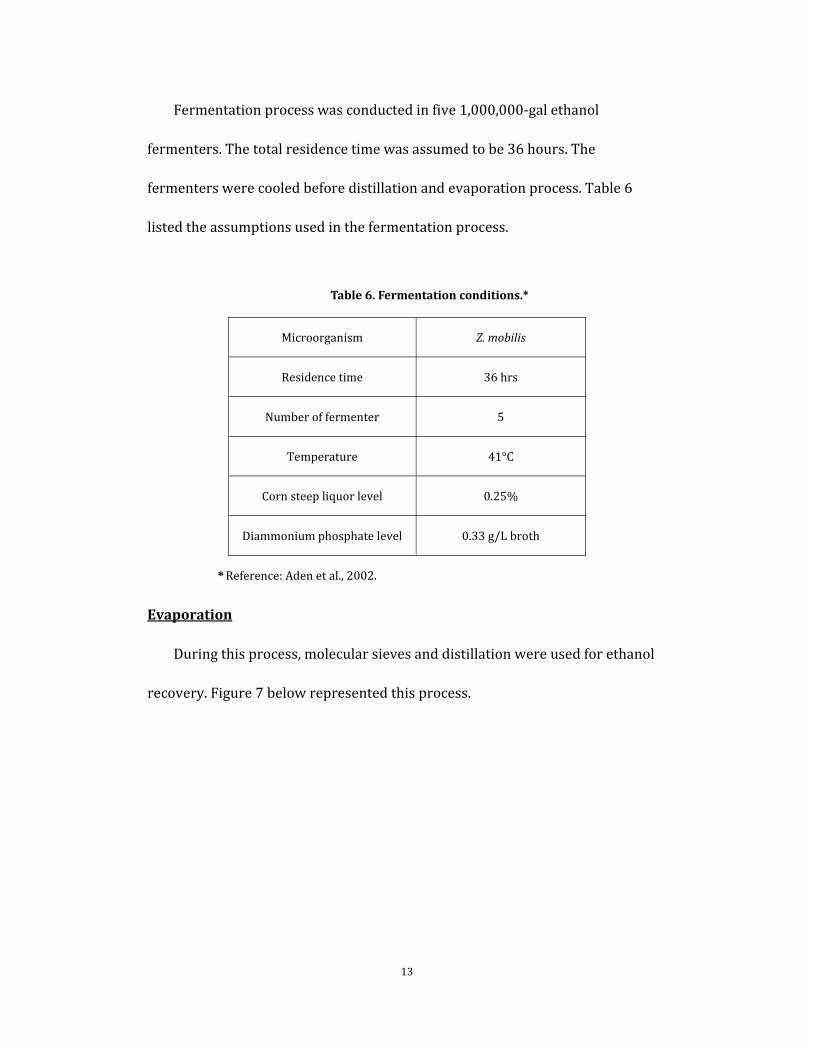
Fermentationprocesswasconductedinfive1,000,000‐galethanol
fermenters.Thetotalresidencetimewasassumedtobe36hours.The
fermenterswerecooledbeforedistillationandevaporationprocess.Table6
listedtheassumptionsusedinthefermentationprocess.
Table6.Fermentationconditions.*
Microorganism Z.mobilis
Residencetime 36hrs
Numberoffermenter 5
Temperature 41°C
Cornsteepliquorlevel 0.25%
Diammoniumphosphatelevel 0.33g/Lbroth
*Reference:Adenetal.,2002.
Evaporation
Duringthisprocess,molecularsievesanddistillationwereusedforethanol
recovery.Figure7belowrepresentedthisprocess.
14
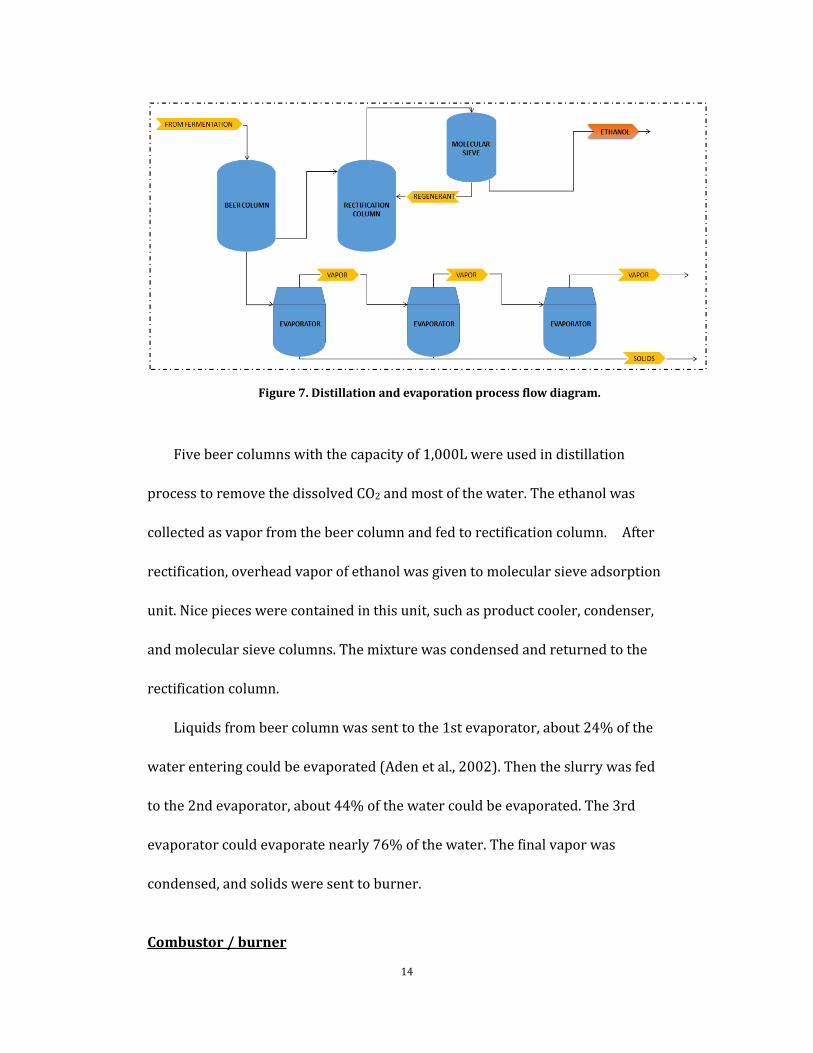
Figure7.Distillationandevaporationprocessflowdiagram.
Fivebeercolumnswiththecapacityof1,000Lwereusedindistillation
processtoremovethedissolvedCO2andmostofthewater.Theethanolwas
collectedasvaporfromthebeercolumnandfedtorectificationcolumn. After
rectification,overheadvaporofethanolwasgiventomolecularsieveadsorption
unit.Nicepieceswerecontainedinthisunit,suchasproductcooler,condenser,
andmolecularsievecolumns.Themixturewascondensedandreturnedtothe
rectificationcolumn.
Liquidsfrombeercolumnwassenttothe1stevaporator,about24%ofthe
waterenteringcouldbeevaporated(Adenetal.,2002).Thentheslurrywasfed
tothe2ndevaporator,about44%ofthewatercouldbeevaporated.The3rd
evaporatorcouldevaporatenearly76%ofthewater.Thefinalvaporwas
condensed,andsolidsweresenttoburner.
Combustor/burner

15
Thepurposeofthisprocesswastoburnsolidsorby‐productsdownstream
forelectricitygeneration.Alltheremainingligninandhemicellulosefromthe
feedstockwereburntinthefluidizedbedcombustor.Ageneratorwasusedto
generateelectricity.Theflowdiagramofthisprocesswasshowninfigure8.
Figure8.Burningprocessflowdiagram.
ResultsandDiscussion
Thetechno‐economicanalysis(TEA)ofthecellulosicethanolplantwas
conductedonthreedifferentscalesbasedoncornstovercapacity:100MT/d,
800MT/dand2,000MT/d.Resultsshowedthatthelargertheplantscale,the
lowertheproductcost,whichwasillustratedinfigure9.Theapproximate
ethanolyieldperyearincompatiblewiththecornstovercapacitywas2.5
MMgal/y,20MMgal/y,and50MMgal/y,respectively.Thelowestcostofethanol
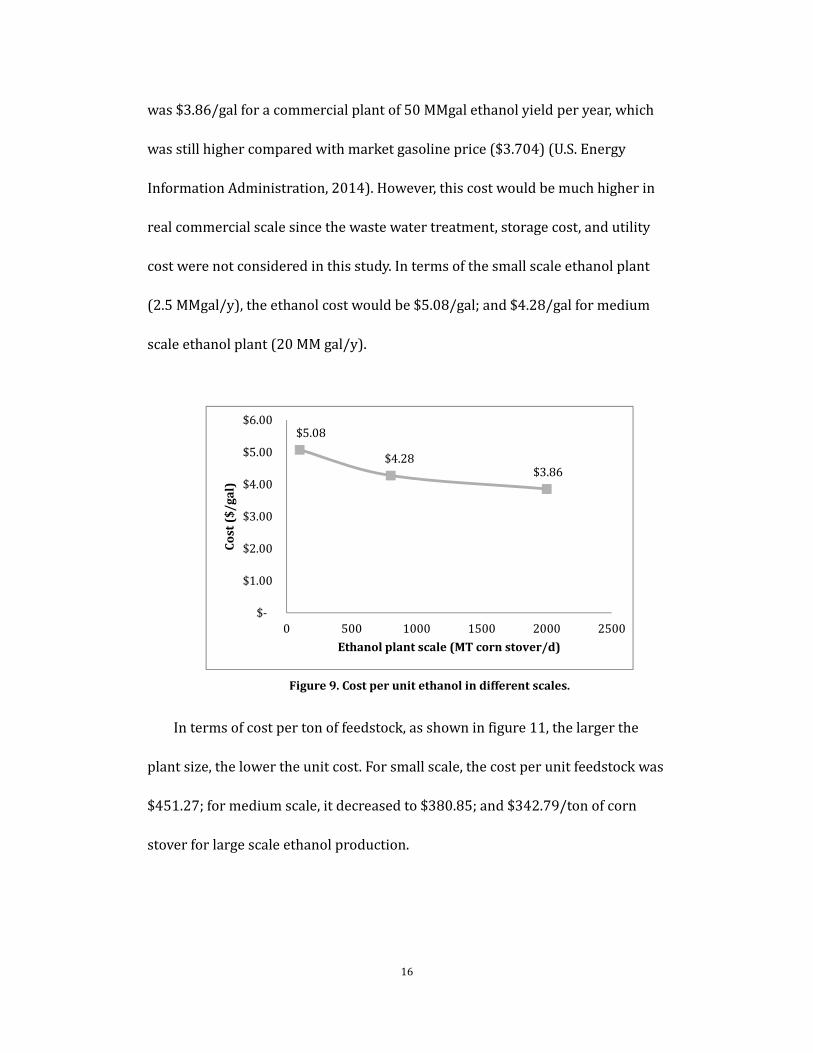
16
was$3.86/galforacommercialplantof50MMgalethanolyieldperyear,which
wasstillhighercomparedwithmarketgasolineprice($3.704)(U.S.Energy
InformationAdministration,2014).However,thiscostwouldbemuchhigherin
realcommercialscalesincethewastewatertreatment,storagecost,andutility
costwerenotconsideredinthisstudy.Intermsofthesmallscaleethanolplant
(2.5MMgal/y),theethanolcostwouldbe$5.08/gal;and$4.28/galformedium
scaleethanolplant(20MMgal/y).
Figure9.Costperunitethanolindifferentscales.
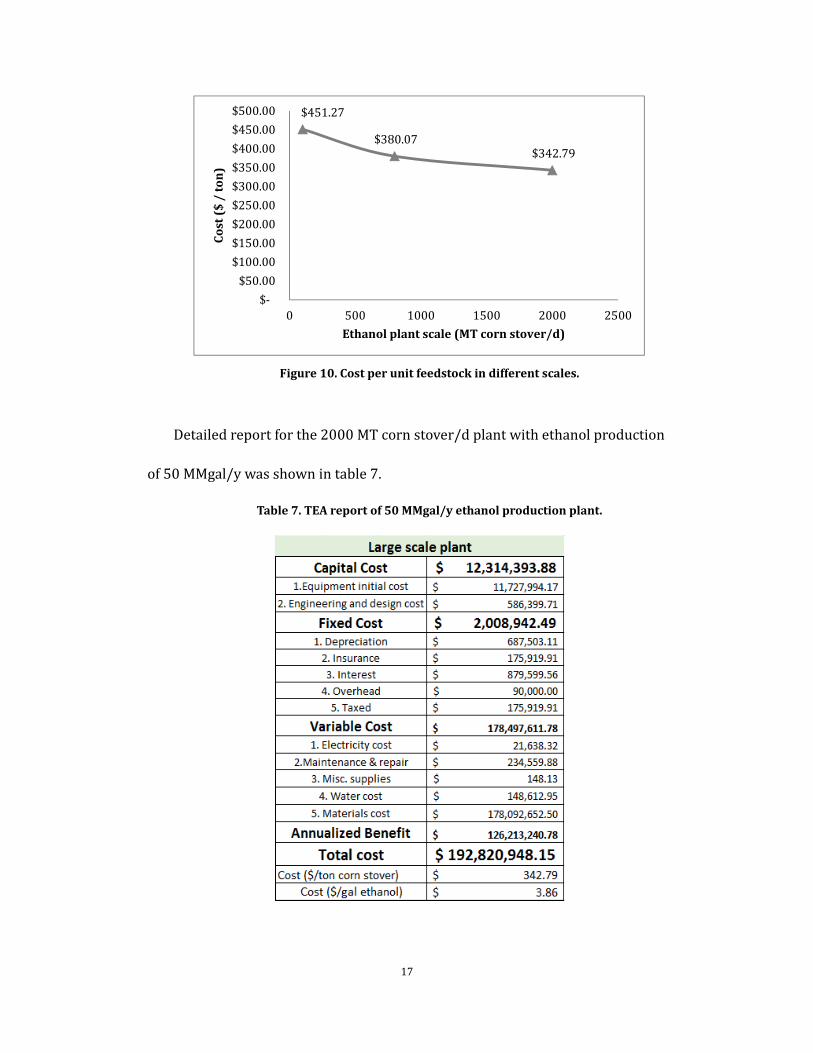
Intermsofcostpertonoffeedstock,asshowninfigure11,thelargerthe
plantsize,thelowertheunitcost.Forsmallscale,thecostperunitfeedstockwas
$451.27;formediumscale,itdecreasedto$380.85;and$342.79/tonofcorn
stoverforlargescaleethanolproduction.
$5.08
$4.28$3.86
$‐
$1.00
$2.00
$3.00
$4.00
$5.00
$6.00
0 500 1000 1500 2000 2500
Cost($/gal)
Ethanolplantscale(MTcornstover/d)
17
Figure10.Costperunitfeedstockindifferentscales.
Detailedreportforthe2000MTcornstover/dplantwithethanolproduction
of50MMgal/ywasshownintable7.
Table7.TEAreportof50MMgal/yethanolproductionplant.
$451.27
$380.07$342.79
$‐
$50.00
$100.00
$150.00
$200.00
$250.00
$300.00
$350.00
$400.00
$450.00
$500.00
0 500 1000 1500 2000 2500
Cost($/ton)
Ethanolplantscale(MTcornstover/d)

18
Detailedreportforthe800MTcornstover/dplantwithethanolproduction
of20MMgal/ywasshownintable8.
Table8.TEAreportof20MMgal/yethanolproductionplant.
Detailedreportforthe100MTcornstover/dplantwithethanolproduction
of2.5MMgal/ywasshownintable9.

19
Table9.TEAreportof2.5MMgal/yethanolproductionplant.
Conclusions
Inthisstudy,thecellulosicbioethanolplantbasedonsixmajorprocessing
sectionswasbuiltinthreedifferentscales:100MTcornstover/d,800MTcorn
stover/d,and2,000MTcornstover/d.Afterthetechno‐economicanalysis,the
resultshowedthatthelargertheethanolplant,thelowertheunitcostbothin
$/galofethanoland$/tonoffeedstock.However,theminimumethanolselling
costobtainedfromthisstudywasstillhighcomparedwiththecurrentgasoline
price.Inordertofurtherreducetheunitcosttomakebioethanolmore
competitive,improvementsinprocessdesignandethanolconversionrateneed
tobemade.Asthedevelopmentofbiorenewableenergyindustryandthe

20
techno‐economicanalysis,lowerpriceinbioethanolcouldbeachievedinthe
nearfuture.
Acknowledgements
This study was funded by the United States Department of Transportation, under
contract DTOS59-07-G-00054.
ReferencesAden,A.,M.Ruth,K.Ibsen,J.Jechura,K.Neeves,J.Sheehan,andB.Wallace.2002.
Lignocellulosicbiomasstoethanolprocessdesignandeconomicutilizingco‐current
diluteacidprehydrolysisandenzymatichydrolysisforcornstover.
NREL/TP‐510‐32438.Golden,Colorado.
Alvira,P.,E.Tomás‐Pejó,M.Ballesteros,andM.Negro.2010.Pretreatmenttechnologiesfor
anefficientbioethanolproductionprocessbasedonenzymatichydrolysis:areview.
BioresourceTechnology101:4851‐4861.
Coker,A.K.2010.Ludwig'sappliedprocessdesignforchemicalandpetrochemicalplants.2nd
ed.ElsevierScience.
Graedel,T.E.,andB.R.Allenby.2010.Anintroductiontolifecycleassessment.InT.E.
Graedel,&B.R.Allenby,Industrialecologyandsustainableengineering:161‐174.
NewJersey:Pearson.
Humbird,D.,R.Davis,L.Tao,C.Kinchin,D.Hsu,andA.Aden.2011.Processdesignand
economicsforbiochemicalconversionoflignocellulosicbiomasstoethanol.
NREL/TP‐5100‐47764.Golden,Colorado.
ISO.2006.ISOnorm14040:lifecycleassessment:principlesandframework,environmental
management..Geneva.
Kazi,F.K.,J.Fortman,R.Anex,G.Kothandaraman,D.Hsu,A.Aden,andA.Dutta.2010.
Techno‐economicanalysisofbiochemicalscenariosforproductionofcellulosicethnaol.
NREL/TP‐6A2‐46588.Golden,Colorado.
Kim,T.,andY.Y.Lee.2007.Pretreatmentofcornstoverbysoakinginaqueousammonia.
AppliedBiochemitryandBiotechnology121:136‐140.
Mosier,N.,C.Wyman,B.E.Dale,R.Elander,Y.Y.Lee,M.Holtzapple,andM.Ladisch.2005.
Featuresofpromisingtechnologiesforpretreatmentoflignocellulosicbiomass.
BioresourceTechnology96(6):673‐686.
Pennington,D.2013.MichiganStateUniversity.Availableat:
http://msue.anr.msu.edu/news/corn_stover_what_is_its_worth
Singh,A.,D.Pant,N.E.Korres,A.S.Nizami,S.Prasad,andJ.D.Murphy.2010.Keyissuesin
lifecycleassessmentofethanolproductionfromlignocellulosicbiomass:Challenges
andperspectives.BioresoureceTechnology101(13):5003‐5012.

21
U.S.EnergyInformationAdministration.2014.Availableat:
http://www.eia.gov/petroleum/gasdiesel/
Wooley,R.,M.Ruth,J.Sheehan,K.Ibsen,H.Majdeski,andA.Galvez.1999.Lignocellulosic
biomasstoethanolprocessdesignandeconomicsutilizingco‐currentdiluteacid
prehydrolysisandenzymatichydrolysiscurrentandfuturisticscenarios.
NREL/TP‐580‐26157.Golden:Colorado.
Yoo,C.,N.P.Nghiem,K.B.Hicks,andT.H.Kim.2011.Pretreatmentofcornstoverusing
low‐moistureanhydrousammonia(LMAA)process.BioresourseTechnology121(21),
10028‐10034.