Embed Size (px)
Citation preview
Fax +41 61 306 12 34E-Mail [email protected]
J Mol Microbiol Biotechnol 2008;15:16–30 DOI: 10.1159/000111989
Technological Options for BiologicalFuel Ethanol
Alain A. Vertès Masayuki Inui Hideaki Yukawa
Research Institute of Innovative Technology for the Earth, Kyoto , Japan
opportunities, but also it will confer to large biorefinery structures numerous opportunities for increased process in-tegration as well as optimum reactivity to logistic and manu-facturing challenges. In turn, all these factors will interplay in synergy to contribute in shifting the economic balance in favor of the global implementation of biotechnological eth-anol. Copyright © 2008 S. Karger AG, Basel
Introduction
The wealth created by the advent of the industrial age is deeply rooted in the availability of petroleum and coal as abundant, cheap, safe, and easily transportable energy sources with high energy densities. Furthermore, the current energy model is based on the hypothesis that the invisible wastes, such as carbon dioxide, generated by the combustion of these fossil fuels can be freely and safely released into the atmosphere where they would be recy-cled by the global ecosystem. This paradigm has the obvi-ous economic advantage of decreasing for the end-user the cost of an energy unit. However, this paradigm is in-creasingly being rocked by emerging global warming threats which result from the accumulation of green-house gases in the atmosphere, as the global ecosystem is apparently ill-equipped to shift, for example, atmospher-
Key Words
Biofuel � Ethanol � White biotechnology � Biorefinery � Disruptive technology � Technology diffusion � Multiplex bioprocess � Growth-arrested bioprocess
Abstract
The current paradigm to produce biotechnological ethanol is to use the yeast Saccharomyces cerevisiae to ferment sugars derived from starch or sugar crops such as maize, sugar cane or sugar beet. Despite its current success, the global impact of this manufacturing model is restricted on the one hand by limits on the availability of these primary raw materials, and on the other hand by the maturity of baker’s yeast fer-mentation technologies. Revisiting the technical, economic, and value chain aspects of the biotechnological ethanol in-dustry points to the need for radical innovation to comple-ment the current manufacturing model. Implementation of lignocellulosic materials is clearly a key enabler to the billion-ton biofuel vision. However, realization of the full market po-tential of biofuels will be facilitated by the availability of an array of innovative technological options, as the flexibility generated by these alternative processes will not only en-able the exploitation of heretofore untapped local market
A.A. Vertès Research Institute of Innovative Technology for the Earth 9-2 Kizugawadai, Kizu-cho, Soraki-gun Kyoto 619-0292 (Japan) Tel. +81 774 75 2308, Fax +81 774 75 2321, E-Mail [email protected]
© 2008 S. Karger AG, Basel1464–1801/08/0151–0016$24.50/0
Accessible online at:www.karger.com/mmb
A.A.V. is a Sloan Fellow from the London Business School.
Dow
nloa
ded
by:
Uni
v. o
f Mic
higa
n, T
aubm
an M
ed.L
ib.
141.
213.
236.
110
- 6/
2/20
13 4
:29:
58 P
M

Ethanol Biomanufacturing Technologies J Mol Microbiol Biotechnol 2008;15:16–30 17
ic carbon dioxide into other terrestrial carbon reservoirs as fast as it is released from geological reservoirs by man-kind. What is more, supply disequilibria generated by the decreasing rates of discoveries of oil fields of significant sizes combine to an ever-increasing demand for petro-leum to suggest that, in the absence of adequate substi-tutes for fossil fuels, supply-demand imbalances will du-rably increase the cost of energy, and thus negatively im-pact the global economic output unless compensated by parallel increases in productivity [Vertès et al., 2006]. The portfolio of technologies to displace and then replace fos-sil fuels includes mature industrial technologies such as nuclear energy and hydroelectricity, technically advanced technologies that still lag in terms of industrial imple-mentation such as aeolian or geothermal power, and emerging technologies including biofuels for transporta-tion (biodiesel, ethanol, hydrogen) and photovoltaic tech-nologies [Hoffert et al., 2002]. While biodiesel (methyl/ethyl esters) is relatively straightforward to implement as no modification of diesel combustion engine is required, production capacity remains limited by the arable land surface area that can be converted to vegetable oil pro-duction. This limitation is perhaps best exemplified by the calculation that if all US 2005 production of soybean and maize were converted to biodiesel, they would re-spectively only address 6 and 12% of the US diesel and gasoline demands [Hill et al., 2006], whereas the US lig-nocellulosic biomass resources would be sufficient to meet at least a 30% fossil fuel replacement target [Perlack et al., 2005]. Clearly, non-food and non-feed feedstock that minimize soil erosion and inputs such as manpower, water, energy, fertilizers, and pesticides for their produc-tion and transport to the biotechnology plant would pro-vide greater benefits, especially if they could be produced on lands with low agricultural value and were available throughout the year to decrease operational manufactur-ing risks such as seasonality risks [Hill et al., 2006; Vertès et al., 2006]. Lignocellulosic materials derived from plants like switch-grass and short-rotation woody plants, as well as lignocellulose-rich municipal solid wastes, provide such an opportunity as these can be converted into etha-nol, at least at the bench and pilot scale [Schubert, 2006]. The key question to implement the billion-ton biofuels vision [Somerville, 2006] is whether the current technol-ogy used for ethanol production can be sufficiently adapt-ed to deliver it through essentially incremental innova-tion, or whether radical innovation needs to be applied [Vertès et al., 2007]? A portfolio of technologies to pro-vide different industrial advantages adapted to integrated multiple productions in a biorefinery complex or adapted
to local markets and farmland infrastructures is more likely to provide the adequate answer than a single tech-nological approach as is presently the case.
An Industry in Mutation
Ethanol is fast becoming a major commodity, as dem-onstrated by the recent creation of ethanol futures mar-kets. These markets constitute key mechanisms to hedge risks, such as seasonality or regional risks, and thus they help protect against exacerbated price volatility. Ethanol futures are currently traded in the US by the Chicago Mercantile Exchange (CME) since 2005, the Chicago Board of Trade (CBOT) since 2005 (like those from the CME, the CBOT ethanol contracts do not specify the feedstock used to produce the ethanol or where it is pro-duced, the only requirement is to meet defined delivery grades), and the New York Board of Trade since 2004 (only biomass-derived ethanol). This establishment of a reference price for fuel grade ethanol is an important ac-complishment that enables additional ethanol infrastruc-ture investments by lowering risk-associated financial barriers. With the increasing usage of ethanol and ex-panding worldwide manufacturing capacity, the ethanol market appears now deep and liquid enough to be sus-tainable, and thus to drive the industry forwards.
Stemming from this dynamics, market signals are nowadays plentiful that already attest of the attractive-ness of the new challenges and opportunities that are generated by the increased need for fuel ethanol. Critical examples include the opening of the investment window in the field of clean and sustainable energy [Gewin, 2006; Vertès, 2007]; or the ‘greening’ of major petrochemical companies [Anonymous, 2006] that increasingly com-municate about or invest, some less timidly than others, in renewable power and enter into transformational ini-tiatives to reshape their missions from ‘petroleum com-panies’ to ‘energy companies’, as such an adaptation is increasingly perceived as being necessary to maintain ac-quired market share or dominance. This is a welcome transformation, as its upsides will benefit not only their shareholders, but also society as a whole by keeping in check CO 2 emissions and petroleum supply and demand, thus avoiding stalling of the global economic engine [Vertès et al., 2006]. Moreover, some ‘early-technology-adopter’ companies are already committing large amounts of capital in new manufacturing plants to produce ligno-cellulosic ethanol at the 2 ! 10 6 hl scale (source: Market-Watch from Dow Jones). Notably, these investment deci-
Dow
nloa
ded
by:
Uni
v. o
f Mic
higa
n, T
aubm
an M
ed.L
ib.
141.
213.
236.
110
- 6/
2/20
13 4
:29:
58 P
M

Vertès/Inui/Yukawa
J Mol Microbiol Biotechnol 2008;15:16–30 18
sions are made despite conversion of lignocellulosic ma-terials to ethanol still to this date needs to be economi-cally demonstrated at the industrial scale [Bohlmann, 2006]. In so doing, these companies not only emulate Brazilian companies that were the first to invest in the early 1980s to establish sizable ethanol-manufacturing capacities following domestic policies and stemming from the existing sugar industry, but also act as visionar-ies as they bet on learning curve effects and first-mover strategic advantages to implement early on a significant technological change. Nevertheless, the operational risks thus taken are perhaps more limited than they might ap-pear at first glance, since logistics issues related to tradi-tional biofuel feedstocks that compete with food for farm-land, such as vegetable oil for biodiesel or sugar beet and maize for ethanol, are bound to become major concerns as the biofuel industry dramatically expands [Hill et al., 2006]. This dynamism provides the necessary impetus to set the whole industry in motion. Importantly, new in-dustry entrants further stimulate traditional fuel produc-ers to enter the biofuel arena faster, through either manu-facturing or distribution partnering, in order to defend established market shares and avoid becoming lame ducks. It is noteworthy that among these new entrants are companies from parallel industries such as the chemical industry or from industries downstream of the transpor-tation fuel value chain such as automobile companies [Anonymous, 2006; Vertès, 2007]. In addition, an array of byproducts with significant economic value and soci-etal benefits could be generated from biofuel feedstocks when a biorefinery manufacturing complex is used; that is, when biotechnological ethanol-manufacturing opera-tions are based on industrial designs that reproduce the synergies that have enabled the petrochemical refineries [Clements and van Dyne, 2006; Webb et al., 2004]. In es-sence, such complexes would aim at processing large amounts of biomass to produce an array of high-value chemical and chemical-building blocks to produce not only commodity products such as ethanol, but also fine chemicals to serve various markets, including food, feed, cosmetic, or pharmaceutical markets.
Current Manufacturing Technology
Ethanol is nowadays industrially produced mainly in Brazil from sugar cane sucrose, and in the USA from maize starch. Its production is gaining momentum in the rest of the world from a variety of starch- or sugar-rich crops, including China, India, and the European Union
led by France [Herrera, 2006; Vertès, 2007]. As the world-wide ethanol production reached approximately 150 ! 10 6 hl in 2004 [Hill et al., 2006], the maize and sugar cane ethanol industries of today perform the critical role of lay-ing out the foundation from which a mature (i.e., mostly lignocellulosic) biofuel industry and carbohydrate econo-my can grow [Greene and Roth, 2006], even if ethanol produced from maize were to remain marginally energy efficient [Hill et al., 2006]. The microorganism used qua-si exclusively for the industrial production of ethanol is currently the yeast Saccharomyces cerevisiae . It appears that the use of other organisms (e.g., the bacterium Zy-momonas mobilis ) has been restricted to laboratory stud-ies and up to full-scale industrial trials, despite promising ethanol yields having been achieved [Doelle et al., 1993; Lin and Tanaka, 2006; Millichip and Doelle, 1989].
S. cerevisiae , baker’s yeast, is the industrial organism with the most extensive history of biotechnological use. Its utilization for the production of food and alcoholic beverages make this organism well researched and eco-nomically competitive [Ostergaard et al., 2000]. More-over, yeast inocula that can be derived from a large choice of tailored-designed strains are nowadays commodities that are cost-effectively mass produced in wet or dry cell formulations. In addition, the know-how acquired in conducting various S. cerevisiae food fermentations is easily transferable to the field of fuel ethanol production, where efficient manufacturing learning curves can be implemented. On the other hand, owing to the fact that baker’s yeast has been used worldwide for millennia by various human societies for food production, this organ-ism benefits not only from the GRAS (generally recog-nized as safe) status by the US Food and Drug Adminis-tration (FDA) and other similar agencies around the world, but also its acceptance by the general public for industrial biotechnological applications is very high. In turn, this high level of awareness facilitates acceptance of ethanol fermentation byproducts such as distiller’s dried grains with solubles (DDGS) for use in feed. This fact is particularly important as byproduct credits represent important parameters of the economic profitability of ethanol bioproduction processes [Shapouri and Gallagh-er, 2005]. Standard S. cerevisiae processes typically achieve final ethanol concentrations of 10–12% in 48–72 h of batch fermentation at 90–95% of the theoretical maximal productivity (0.51 g ethanol/g glucose) [Bothast and Schlicher, 2005].
Sucrose from sugar cane is readily available for fer-mentation by simple pressing techniques. Glucose on the other hand is currently extracted from maize starch in a
Dow
nloa
ded
by:
Uni
v. o
f Mic
higa
n, T
aubm
an M
ed.L
ib.
141.
213.
236.
110
- 6/
2/20
13 4
:29:
58 P
M

Ethanol Biomanufacturing Technologies J Mol Microbiol Biotechnol 2008;15:16–30 19
more complex process that involves pretreating maize in wet-mill or dry-grind processes using a combination of mechanical and enzymatic treatments. Wet-mill process-es are designed to recover higher value byproducts such as oil, gluten meal and gluten feed, and thus plants oper-ating under this mode represent true biorefineries that could also process other crops such as wheat [Webb et al., 2004]. The main drawback of wet-mill plants is that they are more complex to build and operate. Furthermore, they are more capital-intensive than dry-grind plants, a fact that can be ascribed to the narrow focus of dry-grind plants on maximizing capital return per hectoliter of eth-anol rather than on extracting the full value of the crop feedstock. What is more, the products currently derived from wet-mill processes still to this date only command relatively limited returns. As a result, ethanol derived by dry-grind processes represented in 2005 more than 70% of the ethanol produced by biotechnological conversion of maize starch [Rausch and Belyea, 2005], and this pro-portion is probably bound to increase further. Since wild-type baker’s yeast is unable to degrade starch, in both cases enzymes are used to degrade starch into individual glucose units via the action of a thermostable � -amylase (typically, this industrial step is conducted at pH 6, 100 ° C) and a glucoamylase (pH 4.5, 65 ° C). Akin to techniques used for winemaking, the alcoholic fermentation is per-formed in batch mode, either coupled or subsequent to the glucoamylase treatment step. In processes with sepa-rate hydrolysis and fermentation (SHF) steps, after cook-ing at 65 ° C, the mash is cooled to 32 ° C and subsequent-ly transferred to fermenters where yeast is added. These processes are designed to optimize the performance of the fermentation step and thus use the optimum growth temperature for yeasts [Bothast and Schlicher, 2005; Lin and Tanaka, 2006]. An important drawback of the SHF process is that the enzyme glucoamylase is subject to se-vere feedback inhibition as the mash reaches high glucose concentrations. As a result, large quantities of enzymes are typically used in SHF processes to circumvent this problem. On the other hand, in processes with simulta-neous saccharification and fermentation (SSF), glucoam-ylase and yeast are added at the same step. In addition to avoiding an initial osmotic stress resulting from the high glucose concentration typically encountered in SHF, this approach has the benefit of necessitating lower quantities of enzymes to achieve efficient saccharification. More-over, since glucose is metabolized at the same time as it is produced, contamination-related manufacturing prob-lems are less frequent. However, the SSF process is lim-ited by the need to operate at 35 ° C, a temperature that
represents a compromise between the optimal tempera-ture of glucoamylase (65 ° C) and that of yeast (32 ° C) [Bo-thast and Schlicher, 2005; Lin and Tanaka, 2006]. Active incremental improvement programs are in place to fur-ther the economic performance of both of these process-es, including particularly the search for novel uses or de-creased synthesis of byproducts such as glycerol [Oster-gaard et al., 2000] generated by the fermenting yeasts. The advantages and drawbacks of S. cerevisiae for indus-trial ethanol production, within the framework of both of these processes, are summarized in table 1 . Notably, factors impacting economic performance are critical for commodity production, and manufacturing issues such as the number of steps in a given process impact both capital and operational costs. Similarly, the amount of utility consumed and byproducts values are critical pa-
Table 1. Advantages and limitations of yeasts for ethanol produc-tion
Advantages– High ethanol tolerance (up to 15% ethanol)– High final ethanol concentration (typically 10–12%)– Glucose conversion rates reach up to 95% of the theoretical
maximum– Manufacturing operations can be conducted at a relatively large
pH range (pH 3–7). Low pH conditions inhibit the growth of numerous spoilage organisms [Leibowitz and Hestrin, 1942]
– Long history of use in industrial fermentation– Proven robustness in industrial fermentation– Off-the-shelf adapted industrial equipment– Generally recognized as safe. Baker’s yeast is largely used in
food and feed manufacturing– High public acceptance. Coproducts from maize bioprocessing
have intrinsic value as feed [Rausch and Belyea, 2005]
Drawbacks– Cannot ferment xylose or arabinose, thus limiting the use of
lignocellulosic biomass raw materials– Sensitive to temperatures greater than 35°C– Sensitive to contamination by lactic acid bacteria [Skinner and
Leathers, 2004]. Industrial streams have been observed to typ-ically contain 106–108 contaminants/ml which reduced the final ethanol concentrations by up to 7.6% [Narendranath et al., 1997]
– Growth and ethanol production are slowed by inhibitory com-pounds such as furfural and acetate that result from biomass pretreatment [Klinke et al., 2004]
– Sensitive to glucose repression– Consume as much as 6% of the available sugars for growth and
vegetative functions [Keim, 1983]– Yeast growth and alcohol production are coupled phenomena
as actively growing yeasts produce ethanol up to 33 times faster than stationary cells [Bellissimi and Ingledew, 2005]
Dow
nloa
ded
by:
Uni
v. o
f Mic
higa
n, T
aubm
an M
ed.L
ib.
141.
213.
236.
110
- 6/
2/20
13 4
:29:
58 P
M

Vertès/Inui/Yukawa
J Mol Microbiol Biotechnol 2008;15:16–30 20
rameters for cost-effective production. The long history of use of yeasts for winemaking, traditionally based on complex native microbial flora, sometimes complement-ed by dried yeast starter inocula, is an important advan-tage of the yeast system, as it gives confidence to the prac-titioner to be able to minimize and control contamina-tion issues (mostly caused by lactic acid bacteria). On the other hand, the sensitivity of yeasts to temperatures high-er than 35 ° C may result in stuck fermentations, for ex-ample during hot summer days, or make cooling opera-tions necessary. Though simple, this latter operation still represents significant manufacturing expenses due to in-creased energy usage, water usage, or the introduction of an additional heat-plate exchanger step.
Bioethanol Production Cost
The development of a biotechnology-based commod-ity industry is dependent on achieving cost competitive-ness relative to the petrochemical industry. The cost of ethanol production from a variety of sugar sources and using current industrial conversion processes was ana-lyzed in 2006. It was observed that, excluding capital costs, the ethanol production costs are lowest in Brazil from sugar cane (approximately 0.21 USD/l) [Shapouri et al., 2006]. The cost structures in Brazil greatly benefit from the fact that this country is a leading exporter of both sugar and ethanol [Shapouri et al., 2006]. Similarly, the cost of production in dry-mill ethanol plants was sur-veyed in 1998 and 2002 in the US [Shapouri et al., 2002; Shapouri and Gallagher, 2005]. These surveys demon-strated that total operating costs, including net feedstock costs and cash operating outlays, changed relatively little between 1998 and 2002 (approximately 0.25 USD/l). Nev-ertheless, significant differences in individual outlays were observed, as for example higher fuel costs in 2002 were compensated by lower expenses for labor and en-zymes. In 2002, the relative weights of the five most im-portant cost items were as follows: gross feedstock costs (66% of the cash operating expenses), fuels (11%), labor (4.5%), maintenance (3.3%), and enzymes (3.0%). Econo-mies of scales were particularly important regarding eth-anol yield and net feedstock costs, as well as fuel, waste management and water usage expenses. On the other hand, gross feedstock cost was marginally higher for larger plants, suggesting logistic issues that could perhaps be related to ownership structures or plant locations. These were nonetheless compensated by improved return on byproduct credits that represented up to 33% of the
gross feedstock cost. Larger plants also seem to face high-er expenses per liter of ethanol produced for maintenance [Shapouri et al., 2002], demonstrating the existence of diseconomies of scale and of a production capacity opti-mum. Yearly capital-related outlays depend on debt vs. equity ratios of the firms owning the manufacturing plants. Nevertheless, new plant construction expendi-tures have been shown to be dependent on plant size and vary from 0.28 to 0.79 USD/l of ethanol production ca-pacity [Gallagher et al., 2005; Shapouri and Gallagher, 2005].
The fact that the greatest share of the ethanol produc-tion cost is the net cost of feedstock constitutes both an economic threat and an opportunity. On the one hand, technological breakthroughs can be expected that will enable the cost-effective utilization of cheaper feedstock, and thus it represents a true opportunity to significantly decrease the cost of ethanol. On the other hand, the de-pendence on byproduct credits suggests that unless a di-versification of these byproducts or their markets occurs, return on DDGS production, for example, might collapse as the dry-grind ethanol industry expands. Lignocellu-losic biomass thus constitutes the most promising option as an alternative raw material for two reasons. Firstly, these materials are inexpensive given their abundance and they can be produced without competing for food production; secondly, the complex organic structures they contain enable the generation of derivatives cover-ing a very large chemical space [Kamm et al., 2006]. It is this large array of fine chemicals that can be derived from these materials that should enable biorefinery managers to circumvent the economic limitations that affect wet-mill plants by opening new and more profitable mar-kets.
There is a large variety of potential sources of lignocel-lulose biomass resulting in raw materials with distinct characteristics: forestry residues, waste paper, woody and herbaceous crops with rapid growth, portions of munici-pal wastes, and corn stovers and straws from various crops provided their harvest is energy-efficient and does not lead to soil erosion [Cheung and Anderson, 1997; Howard et al., 2003; Lal, 2006; Thomsen, 2005]. Lignocel-lulose is composed of 40–50% cellulose, 25–30% hemicel-lulose (comprising the pentoses xylose and arabinose in addition to the hexoses galactose, glucose, and mannose), 10–20% lignin (non-carbohydrate polyphenolic com-pound), starch, and pectin (polysaccharides rich in ga-lacturonic acid, rhamnose, arabinose, and galactose) [Hamelinck et al., 2005]. As a result, in contrast to starch which is composed of linked glucose units, lignocellulose
Dow
nloa
ded
by:
Uni
v. o
f Mic
higa
n, T
aubm
an M
ed.L
ib.
141.
213.
236.
110
- 6/
2/20
13 4
:29:
58 P
M

Ethanol Biomanufacturing Technologies J Mol Microbiol Biotechnol 2008;15:16–30 21
constitutes a complex material that needs to undergo harsh pretreatments to enable access to its sugars, such as acid hydrolysis, steaming or steam explosion, ammonia freeze explosion, or wet oxidation [Hamelinck et al., 2005; Klinke et al., 2004; Wyman, 1999]. Lignocellulose pre-treatment remains an expensive process as it also requires expensive enzymatic hydrolysis of cellulose [Howard et al., 2003; Mielenz, 2001] and generates an array of growth inhibitors such as furans, phenolic compounds, and ac-etate [Klinke et al., 2004]. These compounds all negative-ly impact ethanol secretion by S. cerevisiae [Olsson and Hahn-Hägerdal, 1996]. What is more, wild-type S. cere-visiae cells are unable to metabolize the pentose sugars xylose and arabinose which represent up to 20 and 5%, respectively, of typical lignocellulosic carbohydrate frac-tions [Aristidou and Penttila, 2000]. It is chiefly those two technological hurdles, combined with crop selection and logistics issues for farming, collection, transport, and treatment of diverse cellulosic materials that to this date restrict the economic performance of cellulosic ethanol production.
The Lignocellulosic Biorefinery
The variable costs of dry-grind process-derived etha-nol in nominal terms have exponentially decreased from approximately 0.925 USD/l in the 1980s to a value that remained essentially unchanged between 1998 (0.251 USD/l) and 2002 (0.253 USD/l) [Shapouri et al., 2002; Shapouri and Gallagher, 2005]. It is particularly notewor-thy that the typical experience curve that can be inferred from these data suggests not only that, as expected, incre-mental improvements in ethanol biotechnological manu-facturing yield diminishing returns, but also that the in-dustry has essentially already reached its performance plateau. Most importantly, beyond the conclusion that yeast-based fermentation of maize starch into ethanol is a mature technology, these data suggest that, in order to further decrease the costs of ethanol production, disrup-tive breakthroughs are needed. As previously mentioned, given the current cost structure of ethanol production, achieving a dramatic decrease in the net cost of raw ma-terials is particularly attractive. As a result, among the possible paradigm shifts for very large scale ethanol pro-duction, developing a large number of technological op-tions to enable the use of alternative raw materials repre-sents the main strategy. As discussed earlier, this is all the more important since expansion of the current model is limited by the arable land that could globally be convert-
ed to fuel crop production [Schubert, 2006], a limitation that could very well lead to significant increases in the price of maize and sugars, which, in a domino effect, might have large impacts in other sectors also such as the food market. Notably, Brazil is relatively sheltered from these limitations [Shapouri et al., 2006], with the limita-tion that expansion of the Brazilian sugar cane industry should not lead to the destruction of the Amazonian rainforest, which constitutes both a resource of biodiver-sity unique in the world and an important natural carbon pool [Baker et al., 2004; Laurance et al., 2002]. Other con-tributing factors include the development of improved fermentation technologies, the production of byproducts of significantly higher value, and a large expansion of economies of scope through denser process integration.
All these various components can be captured by the materialization of the biorefinery concept [Clements and van Dyne, 2006; Thomsen, 2005; Webb et al., 2004] ( fig. 1 ). Since biorefineries represent integrated portfolios of production processes, they are more akin to the com-modity-manufacturing model of the petrochemical in-dustry than to the high-value production units that to this date have characterized biotechnological produc-tions. Similarly to the petrochemical refinery design, which integrates very mature technologies, the biorefin-ery concept aims at capturing both economies of scale and economies of scope, thus making it in principle a very cost-competitive industry more apt at delivering economic value from the production of commodities. Specifically, the numerous chemical building blocks that can be produced from such integrated biotechnological plants include 1,4-diacids (succinic acid, fumaric acid, acetic acid), 2,5-furan dicarboxylic acid, 3-hydroxy pro-pionic acid, aspartic acid, glucaric acid, glutamic acid, itaconic acid, levulinic acid, 3-hydroxybutyrolactone, glycerol, sorbitol, xylitol and arabinitol. These key chem-ical building blocks represent multiple functional groups that in turn enable chemical syntheses of a large tree of intermediates and products to serve multiple markets [Werpy et al., 2004]. However, to successfully implement such manufacturing integration, novel uses of biotech-nology-derived products need to be developed to make this initiative a market driving one. This can be achieved particularly by developing novel applications and materi-als. The new chemistry is perhaps best exemplified by the development of poly-1,3-propanediol, polylactate and polysuccinate. Poly-1,3-propanediol is a novel substitute for nylon or polyester, and polylactate and polysuccinate can be used for plastic films or molded plastic products [Chotani et al., 2000].
Dow
nloa
ded
by:
Uni
v. o
f Mic
higa
n, T
aubm
an M
ed.L
ib.
141.
213.
236.
110
- 6/
2/20
13 4
:29:
58 P
M
Vertès/Inui/Yukawa
J Mol Microbiol Biotechnol 2008;15:16–30 22
Nevertheless, the critical test is whether the existing technology, and particularly the metabolic capability of S. cerevisiae , is sufficiently versatile to enable the synthe-sis of these various compounds, or whether it is crucial to increase the metabolic diversity available to the indus-try by developing novel microbial fermentors and path-ways [Chotani et al., 2000]? Furthermore, fermentation processing and downstream purification technologies
also might need to be revisited in order to allow more densely integrated bioconversions. For example, multi-plexing of the fermentation step can be envisaged as de-picted in figure 2 . By this design we propose that high-value products, for example proteins such as enzymes in soluble or inclusion body form, or fine chemicals such as amino acids could be produced via pure or synergistic multi-cultures and multi-step fermentations, or via the
Production ofdiverse raw
materials
Raw materialcollection and
transport
GasificationPyrolysis
Gas conditioningGas separation
Multi-sugarfermentation
Downstreamprocessing
Waste watertreatment
Ethanol
Fermentationbyproducts:
CO2, singlecell protein,amino acids,
fertilizers,biochemicals,
enzymes,chemicalsyntheses
Syntheses
Steam and powergeneration
Electricity
Fuels
Hydrogen
Multiple feedstocks to loweroperational risk
Forest and Farm Land Management
Chemistry platform Biotechnology platform
Saccharification:amylase, cellulases
Chemicalbuilding blocks
Raw materialpretreatment
Ligninbyproducts
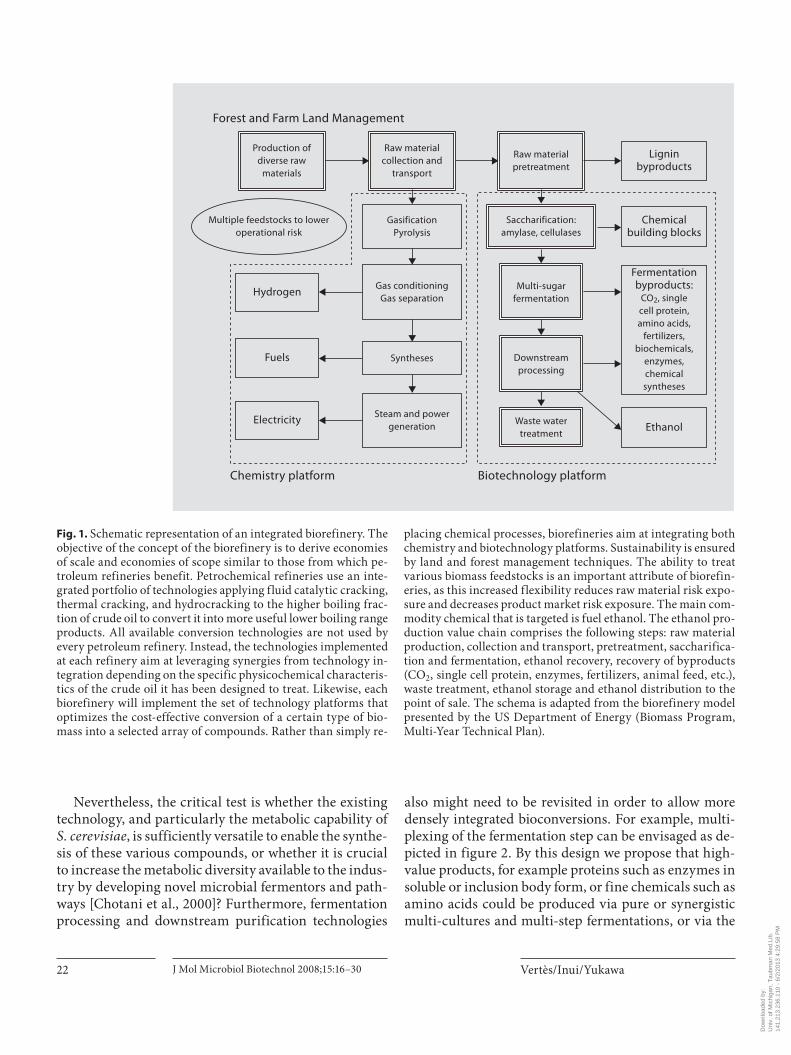
Fig. 1. Schematic representation of an integrated biorefinery. The objective of the concept of the biorefinery is to derive economies of scale and economies of scope similar to those from which pe-troleum refineries benefit. Petrochemical refineries use an inte-grated portfolio of technologies applying fluid catalytic cracking, thermal cracking, and hydrocracking to the higher boiling frac-tion of crude oil to convert it into more useful lower boiling range products. All available conversion technologies are not used by every petroleum refinery. Instead, the technologies implemented at each refinery aim at leveraging synergies from technology in-tegration depending on the specific physicochemical characteris-tics of the crude oil it has been designed to treat. Likewise, each biorefinery will implement the set of technology platforms that optimizes the cost-effective conversion of a certain type of bio-mass into a selected array of compounds. Rather than simply re-
placing chemical processes, biorefineries aim at integrating both chemistry and biotechnology platforms. Sustainability is ensured by land and forest management techniques. The ability to treat various biomass feedstocks is an important attribute of biorefin-eries, as this increased flexibility reduces raw material risk expo-sure and decreases product market risk exposure. The main com-modity chemical that is targeted is fuel ethanol. The ethanol pro-duction value chain comprises the following steps: raw material production, collection and transport, pretreatment, saccharifica-tion and fermentation, ethanol recovery, recovery of byproducts (CO 2 , single cell protein, enzymes, fertilizers, animal feed, etc.), waste treatment, ethanol storage and ethanol distribution to the point of sale. The schema is adapted from the biorefinery model presented by the US Department of Energy (Biomass Program, Multi-Year Technical Plan).
Dow
nloa
ded
by:
Uni
v. o
f Mic
higa
n, T
aubm
an M
ed.L
ib.
141.
213.
236.
110
- 6/
2/20
13 4
:29:
58 P
M

Ethanol Biomanufacturing Technologies J Mol Microbiol Biotechnol 2008;15:16–30 23
utilization for production purposes of all the cellular compartments, including the membrane, the extracel-lular space and the intracellular space, with the extracel-lular space being reserved for the production of the com-modity products of interest since it is from this produc-tion compartment that downstream processing is the most straightforward [Vertès et al., 2007].
The Need for Disruptive Technologies for Ethanol
Production
A large share of research and development (R&D) ef-forts is directed towards decreasing gross lignocellulosic feedstock costs by decreasing the cost of cellulases [Him-mel et al., 1999; Mielenz, 2001; Philippidis and Hatzis, 1997], decreasing the amounts or toxicity of growth in-hibitors in pretreated lignocellulosic mash [Olsson and Hahn-Hägerdal, 1996], and enhancing various crops as lignocellulosic material sources [Sticklen, 2006]. While achieving these aims is critical for the replacement of fos-sil fuels by ethanol for transportation purposes, relative-ly little work is being performed on improving the fer-mentation step itself.
The current process for ethanol production by way of maize or sugar cane extract fermentation by S. cerevisiae cells is characterized by the following three major traits: cellular growth and ethanol production are coupled events, fermentation feedstocks are relatively accessible sugars that derive from raw materials requiring intensive agricultural input for their production, and biotechno-logical production is limited to the extracellular com-partment. As represented in figure 2 , it is in principle conceivable that radical innovative technologies could be developed by researching a different technology spec-trum while still addressing the question of lignocellulos-ic biomass, namely: concomitantly producing ethanol in the extracellular compartment and high value added bio-chemicals in the intracellular compartment, or uncou-pling vegetative growth and ethanol production by using growth-arrested cells at very high cellular densities in continuous or cell-reuse modes.
Notably, production of commodities by biotechnolog-ical processes responds to drivers different than those that have shaped the fine chemical or biopharmaceutical manufacturing industry. These industries have typically targeted relatively low volume products with high value. In these processes, conversion costs remain essentially negligible whereas quality assurance and quality control costs represent the greatest share of the costs of manufac-turing. However, for commodity products, it is conver-sion costs, including raw material costs, that represent the greatest expense. Implementation of biocommodities will thus also require a change in mindset. Particularly, R&D efforts should take into account not only robustness (wide operational parameter ranges) and industrializa-tion parameters (de-risked scale-up, sustainability) as previously, but also economic parameters (process flexi-bility, including the ability to utilize a wide range of basic
Pure cultures or mixed cultures for synergic metabolism
Production in all compartments:membrane, intra- and extra-
cellular compartments
Uncoupling vegetative growth andcommodity production phases
Array of raw materials:sugars, starch, various sources
of lignocellulosic biomass
Fig. 2. Radical innovation perspective – the multiplex fermenta-tion concept. The multiplex fermentation concept refers to a pro-cess where more than one fermentation is performed during the same manufacturing operations. For example, proteins or amino acids could be produced during the first stage of a two-stage pro-cess where cells would be collected and reused for commodity pro-duction such as lactate, succinate, or ethanol. Notably, E. coli offers the possibility to accumulate proteins in its periplasm as inclusion bodies that could be recovered following a commodity production phase. The key implementation challenge is to develop suitable downstream purification procedures and genetic signals to turn on and off the desired productions at the adequate times. In addi-tion, the metabolism of the fermentor or the combination of prod-ucts would need to be optimized to ensure satisfactory yields via suitable intracellular energy levels and reducing equivalent bal-ances. The multiplex fermentation format essentially mimics the array format that enabled, for example, a dramatic change in throughput for DNA-DNA hybridizations by performing multiple experiments in parallel, thereby capturing economies of scope. Moreover, this format is intrinsically flexible and thus facilitates manufacturing operations management, for instance by enabling production campaign schedules to closely adapt to market de-mands or logistics constraints. In addition, this inherent flexibil-ity represents a key success factor regarding capital expenses as compared to the petrochemical industry, for biotechnological pro-ductions can be switched by a simple change of fermentor strain. Furthermore, biotechnological downstream processing units are highly flexible since a relatively limited array of purification tech-nologies is used that are in any case relatively easy to retrofit.
Dow
nloa
ded
by:
Uni
v. o
f Mic
higa
n, T
aubm
an M
ed.L
ib.
141.
213.
236.
110
- 6/
2/20
13 4
:29:
58 P
M
Vertès/Inui/Yukawa
J Mol Microbiol Biotechnol 2008;15:16–30 24
raw materials, de-risked byproduct values, and decreased production costs; fig. 3 ).
Typically, manufacturing processes are improved via incremental innovation as a means to limit operational, logistics, and economic risks. As a result, implementation of different manufacturing paradigms, such as that pre-sented in figure 2 , is likely to translate into the need to firmly validate the value potential of the radical innova-tions that are proposed. This constraint to technology adoption is perhaps best exemplified by previous failures. For example, Z. mobilis offers over S. cerevisiae higher specific rates of ethanol production, higher specific rates of sugar uptakes, and higher ethanol conversion efficien-cies [Viikari, 1988]. Moreover, it can grow at low pH (4.5) and in high density media containing up to 40% glucose. Furthermore, although it is sensitive to acetate inhibition [Doelle et al., 1993], it tolerates up to 120 g/l ethanol [Dien et al., 2003] as well as many of the inhibitors typically present in industrial feedstock. In spite of successful plant trials at approximately the 6,000-hl scale where ethanol production rates were obtained in excess of 0.3%/h and yields up to 13% v/v within 50 h [Doelle et al., 1993; Mil-lichip and Doelle, 1989;], to date, to the best of our knowl-edge, no industrial fuel ethanol fermentation is based on this organism. While the biological basis of Z. mobilis fermentation appears sound [Tao et al., 2005] (except
when using molasses or sugar cane juice as raw materials since Z. mobilis exhibits a lower yield on sucrose than on glucose), its economic dimension still needs improve-ments. Particularly, productivity gains remain marginal in light of the significant scale-up risks that still remain. What is more, while DDGS produced by Z. mobilis have been approved by the FDA, its public acceptance for feed purposes remains to be demonstrated.
Managing Technological Changes
Implementation of the biorefinery concept could be facilitated by following a dual route: on the one hand in-crementally improving existing technologies to produce ethanol using S. cerevisiae , and on the other hand devel-oping radically different production platforms enabling the production of a greater variety of compounds [Chotani et al., 2000] or promoting greater process integration [Vertès et al., 2007].
For example, the ability to convert maize fiber sugars to ethanol could boost the productivity of current ethanol plants by up to 10% [Gulati et al., 1996], and thus facilitate the adoption of cellulosic ethanol technology. Perhaps most importantly, the changes necessary to capture this additional resource would be limited and thus would be
ROACE
Robustness
• Temperature range• Growth-inhibitor tolerance• Contamination tolerance• Tolerance to sugar concentration variations• Tolerance to sugar composition variations• Resistance to salts• High shear tolerance
Economics• High productivity• End-product (ethanol) tolerance• Limited secondary products• Valuable byproducts• Utilization of a variety of feedstocks• Low rate of energy dissipation through vegetative functions• Broad range of substrates
Industrialization• Demonstration of scale-up feasibility• No genetic drift (e.g., continuous production)• No diauxic phenomena• High volumetric productivity• Oxygen tolerance• No or limited oxygen requirement• Tolerates low pH• Non-spore former• Generally recognized as safe (GRAS)
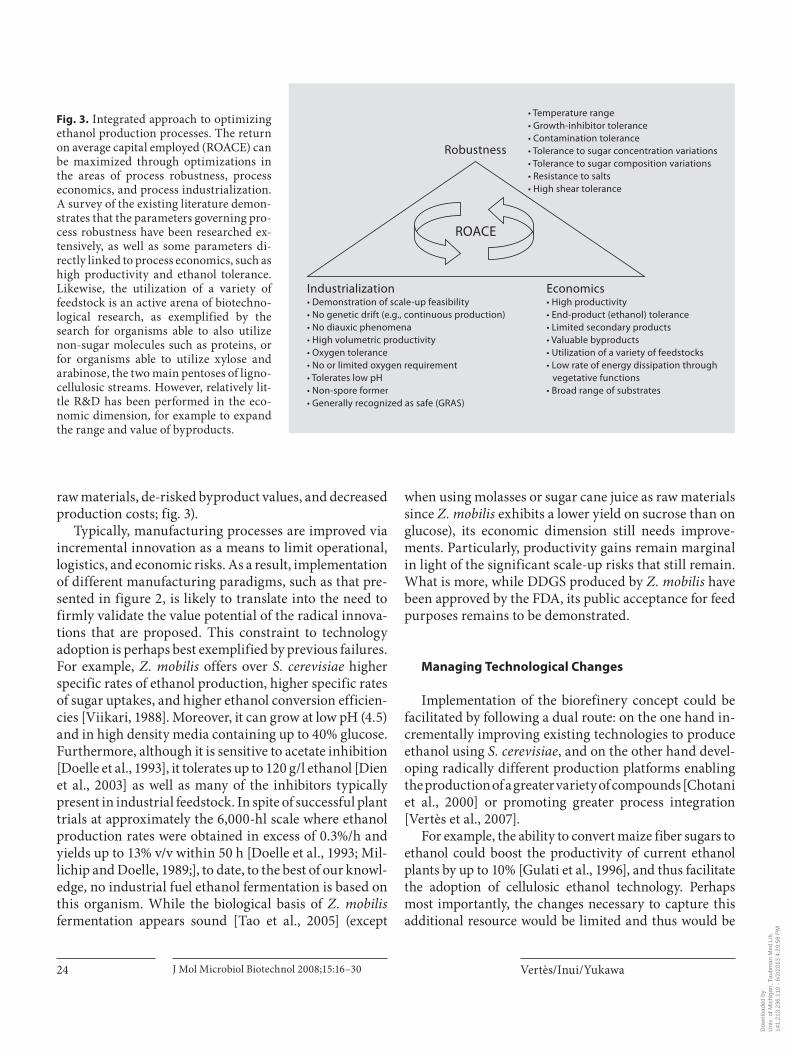
Fig. 3. Integrated approach to optimizing ethanol production processes. The return on average capital employed (ROACE) can be maximized through optimizations in the areas of process robustness, process economics, and process industrialization. A survey of the existing literature demon-strates that the parameters governing pro-cess robustness have been researched ex-tensively, as well as some parameters di-rectly linked to process economics, such as high productivity and ethanol tolerance. Likewise, the utilization of a variety of feedstock is an active arena of biotechno-logical research, as exemplified by the search for organisms able to also utilize non-sugar molecules such as proteins, or for organisms able to utilize xylose and arabinose, the two main pentoses of ligno-cellulosic streams. However, relatively lit-tle R&D has been performed in the eco-nomic dimension, for example to expand the range and value of byproducts.
Dow
nloa
ded
by:
Uni
v. o
f Mic
higa
n, T
aubm
an M
ed.L
ib.
141.
213.
236.
110
- 6/
2/20
13 4
:29:
58 P
M
Ethanol Biomanufacturing Technologies J Mol Microbiol Biotechnol 2008;15:16–30 25
easier to implement in a tight manufacturing schedule. A simple step could be added to collect and pretreat the maize fiber. Using conventional developments, S. cerevisiae could be engineered to ferment xylose [Kuyper et al., 2005] (33% of the incremental alcohol) and arabinose (24% ofthe incremental alcohol). Various other possible modifica-tions to address the limitations of the S. cerevisiae plat-form for ethanol production ( table 1 ) are listed in figure 4 .
The success factors leading to the swift implementa-tion of a biotechnological breakthrough include: price competitiveness; technological advance; reduced tech-nology risk due to reduced scale-up risk; high raw mate-
rial yields; high volumetric productivity; reduced costs of downstream processing; reduced product-related pro-cessing hurdles; high infrastructure quality including the possibility to retrofit existing equipment and waste treat-ment and disposal systems; high availability of raw ma-terials and ease of logistics; reduced capital requirements, and adequate cost structures [Wilke, 1995]. Therefore, novel fermentor paradigms for developing an array of densely integrated processes for producing a wide array of chemical compounds need to be designed along all these lines in order to make their implementation man-ageable, as any uncertainty, such as scale-up risks, trans-
R&D R&D
S. cerevisiae processAlternatives
Current
Raw materialpretreatment
Clone degradative enzymes
• Screen for resistant strains• Detoxification step
• Low pH, high gravity• High ethanol concentration
• Temperature-resistant strain• Heat-plate exchanger step
• Strain engineering• Process design (e.g., continuous process)
• Extremophile/thermophile• Thermotolerant process
• Low pH, high gravity• High ethanol concentration
• Resistant organisms• Process without growth
Cocultures
• Organisms with large sugar spectrum• Circumvent diauxic effects
• Experience curve• Process design
• Clone pentose catabolism genes• Circumvent diauxic effects
Growth inhibitors
Sugar content
Contamination
Temperature
Productivity
Fermen
tationFeed
stock
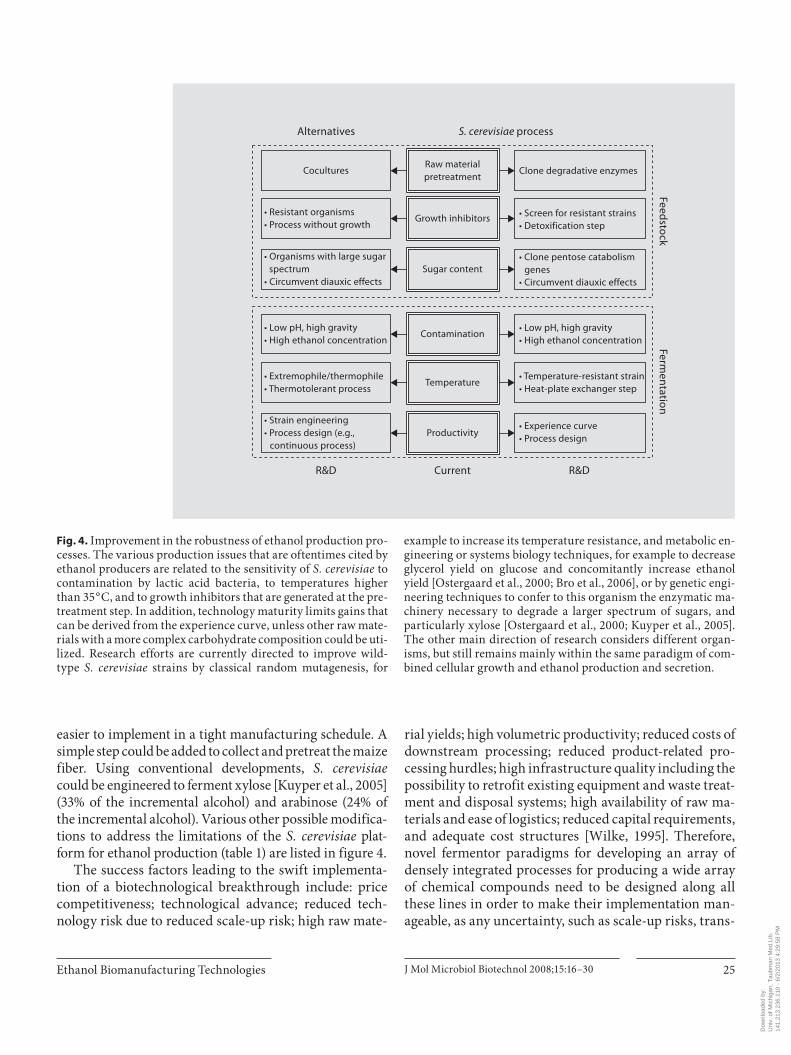
Fig. 4. Improvement in the robustness of ethanol production pro-cesses. The various production issues that are oftentimes cited by ethanol producers are related to the sensitivity of S. cerevisiae to contamination by lactic acid bacteria, to temperatures higher than 35 ° C, and to growth inhibitors that are generated at the pre-treatment step. In addition, technology maturity limits gains that can be derived from the experience curve, unless other raw mate-rials with a more complex carbohydrate composition could be uti-lized. Research efforts are currently directed to improve wild-type S. cerevisiae strains by classical random mutagenesis, for
example to increase its temperature resistance, and metabolic en-gineering or systems biology techniques, for example to decrease glycerol yield on glucose and concomitantly increase ethanol yield [Ostergaard et al., 2000; Bro et al., 2006], or by genetic engi-neering techniques to confer to this organism the enzymatic ma-chinery necessary to degrade a larger spectrum of sugars, and particularly xylose [Ostergaard et al., 2000; Kuyper et al., 2005]. The other main direction of research considers different organ-isms, but still remains mainly within the same paradigm of com-bined cellular growth and ethanol production and secretion.
Dow
nloa
ded
by:
Uni
v. o
f Mic
higa
n, T
aubm
an M
ed.L
ib.
141.
213.
236.
110
- 6/
2/20
13 4
:29:
58 P
M
Vertès/Inui/Yukawa
J Mol Microbiol Biotechnol 2008;15:16–30 26
lates into important financial hurdles that may prevent implementation of the new processes in spite of probable superior performance.
New Fermentor Paradigm
In addition to S. cerevisiae , several other organisms capable of degrading most of the sugars present in ligno-cellulosic biomass have been engineered. For example, the Gram-negative bacterium Escherichia coli was ma-nipulated to express ethanol production genes since this bacterium is naturally capable of catabolizing a wide range of sugars [de Carvalho Lima et al., 2002; Ingram et al., 1999]. However, although E. coli exhibits the advan-
tage of being able to grow at temperatures up to 42 ° C, it is less hardy that S. cerevisiae . Furthermore, it has a nar-row and neutral pH range (greater than pH 6) and a rela-tively low ethanol tolerance (53–56 g/l), characteristics which hinder its use in a process where ethanol produc-tion and growth are coupled. Moreover, it suffers from relatively poor public acceptance due to the pathogenic-ity of some strains of this species, and the use of E. coli -derived biomass for animal feed has not been document-ed which could preclude its implementation [Dien et al., 2003; Dumsday et al., 1997]. On the other hand, ethanol separation could remain cost-effective even with fermen-tation streams at final ethanol concentrations of only 5%, assuming adequate improvements in ethanol separation technology such as combining distillation with adsorp-
KluyveromycesKlebsiella
E. chrysanthemi
E. coli C. glutamicum
Lactobacilli
S. cerevisiae
Z. mobilis
• Clone ethanol production genes• Increase sugar spectrum
• Clone ethanol production genes• Increase process robustness• Increase value of byproducts
• Increase sugar spectrum• Increase process robustness
Rationale:Robust, industrialorganism generallyrecognized as safe withstrong secondarymetabolism capabilities
Rationale:Optimum nativebiomass utilization
Natural ethanolproducers
Natural large sugarspectrum
Robust industrial foodmicroorganisms
Rationale:High native ethanolproductivity
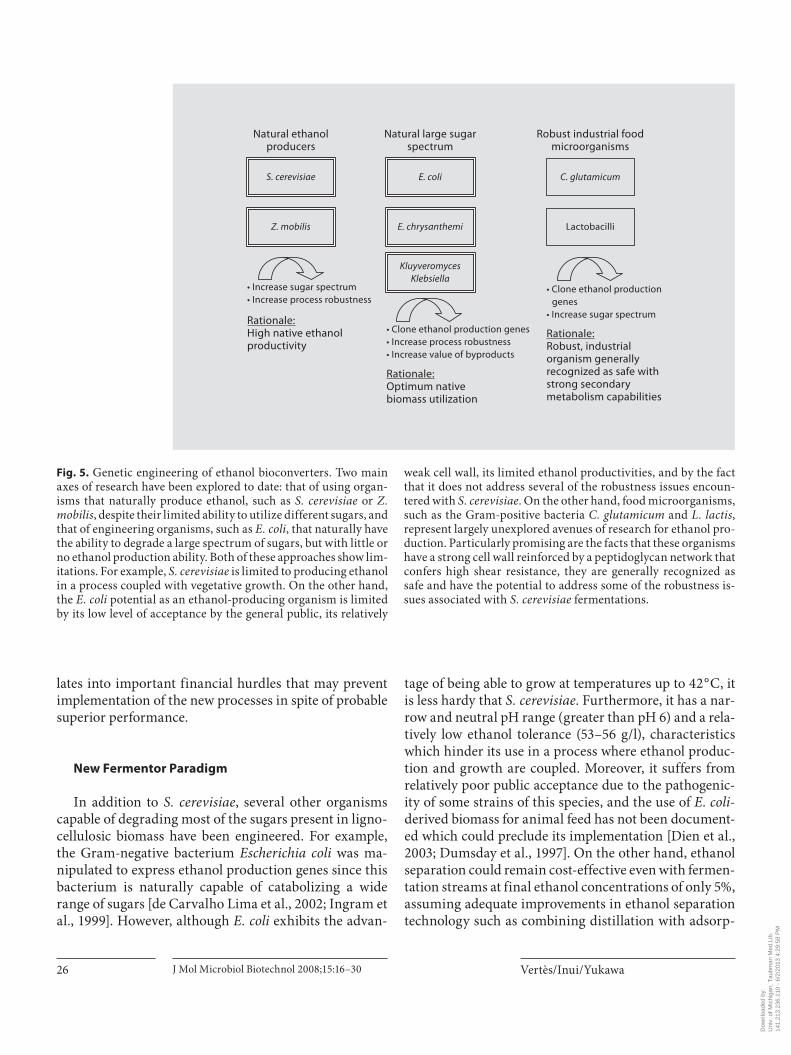
Fig. 5. Genetic engineering of ethanol bioconverters. Two main axes of research have been explored to date: that of using organ-isms that naturally produce ethanol, such as S. cerevisiae or Z. mobilis , despite their limited ability to utilize different sugars, and that of engineering organisms, such as E. coli , that naturally have the ability to degrade a large spectrum of sugars, but with little or no ethanol production ability. Both of these approaches show lim-itations. For example, S. cerevisiae is limited to producing ethanol in a process coupled with vegetative growth. On the other hand, the E. coli potential as an ethanol-producing organism is limited by its low level of acceptance by the general public, its relatively
weak cell wall, its limited ethanol productivities, and by the fact that it does not address several of the robustness issues encoun-tered with S. cerevisiae . On the other hand, food microorganisms, such as the Gram-positive bacteria C. glutamicum and L. lactis , represent largely unexplored avenues of research for ethanol pro-duction. Particularly promising are the facts that these organisms have a strong cell wall reinforced by a peptidoglycan network that confers high shear resistance, they are generally recognized as safe and have the potential to address some of the robustness is-sues associated with S. cerevisiae fermentations.
Dow
nloa
ded
by:
Uni
v. o
f Mic
higa
n, T
aubm
an M
ed.L
ib.
141.
213.
236.
110
- 6/
2/20
13 4
:29:
58 P
M

Ethanol Biomanufacturing Technologies J Mol Microbiol Biotechnol 2008;15:16–30 27
tion [Gulati et al., 1996], pervaporation [O’Brien et al., 2004], or stripping [Taylor et al., 2000]. This opens the possibility of using organisms with lower ethanol resis-tance than S. cerevisiae , but with greater biotechnological attributes such as to optimize production within an inte-grated biorefinery framework. To this date, only two main approaches have been used to develop ethanol pro-duction processes ( fig. 5 ).
The first approach is obviously to take advantage of native ethanol-producing organisms such as S. cerevisiae or Z. mobilis [Lin and Tanaka, 2006]. This is clearly a very active area of research. The second main approach is to engineer for ethanol production organisms that can use fermentatively a large spectrum of sugars, such as Klebsi-ella oxytoca or E. coli as discussed above [Dien et al., 2003; Ingram et al., 1999]. A third approach is emerging which consists of selecting industrial ethanol production organ-isms regardless of their native ethanol secretion proper-ties or sugar utilization ranges (since genetic engineering techniques can be used to transform these strains into ethanol converters or to adequately expand their sugar utilization ranges); rather, the choice of production or-ganisms is made based on a set of intrinsic industrial properties, such as outstanding robustness, rapid growth rate, hardiness, industrialization properties and public acceptance. Food organisms such as corynebacteria, lac-tic acid bacteria, or other industrial Gram-positive bacte-ria [Bothast et al., 1999; Inui et al., 2004a; Nichols et al., 2003; Talarico et al., 2005] typically exhibit all of these attributes and thus typically naturally address issues en-countered in yeast fermentation ( fig. 4 ) while also offer-ing adequate process economics. Importantly, this strat-egy builds on existing know-how, ensures that scale-up risks and operational risks are minimized, and maximiz-es know-how transfers. In addition, economic risks are reduced since byproducts thus generated are likely to benefit from good public acceptance.
Fermentation Technology Alternatives
Fermentation step design is perhaps that which offers the greatest potential for disruptive technology advances. There is however no generic answer, although biochemi-cal engineering analysis of critical process factors enables prioritizing targets to achieve in this arena [Philippidis and Hatzis, 1997]. To date, batch fermentation remains the preferred process for ethanol production in spite of the higher volumetric productivities in excess of 40 g/l/h that can be achieved in a continuous fermenter [Nigam,
2000]. The advantages of continuous fermentation in-clude decreased capital needs (fermentation vessels are reduced in size and numbers), operations can be run at a steady state with reduced requirements for manpower, re-duced downtime, and reduced utility costs. However, continuous processes are prone to contamination and ge-netic drift of the production strain when product produc-tion and growth phases are coupled. Furthermore, the economic benefits thus captured can be small compared to other parameters such as cost of feed and pre-process-ing. On the other hand, batch fermentation exhibits a higher final product concentration (and sometimes re-duced downstream processing cost) with simpler process design. Simplicity of the plant design is an important fac-tor that enables ease of its use and maintenance, as well as a lower reliance on automatic controls. In addition, losses due to contamination are limited to single batches, though routine cleaning and filling operations can typi-cally reduce the effective fermenter volume by a factor of approximately 20% [Keim, 1983].
A second fermentation design option is to use, as sug-gested in figure 2 , growth-arrested cell catalysts. Growth-arrested cells incubated at very high cellular densities and used for several production cycles in either batch or continuous mode offer the benefit of converting most of the carbon source into the desired products, as energetic expenses for vegetative functions are minimized. Such an approach has been pioneered using Corynebacterium glutamicum [Inui et al., 2004a, b; Vertès et al., 2005a], a non-spore-former Gram-positive microbial aerobe that has a long history of use for the production of amino ac-ids mostly to serve as food and feed supplements [Vertès et al., 2005b]. In addition, the fact that it is possible to ar-rest cellular replication when C. glutamicum cells are subjected to oxygen deprivation conditions creates the opportunity to design a process where the cell biomass production phase and the product production phase can be inexpensively uncoupled [Inui et al., 2004a, b; Vertès et al., 2005a]. Notably, hypoxic conditions are very sim-ple to achieve in manufacturing environments where proper oxygenation is oftentimes costly to maintain. Moreover, the linear relationship that exists between cell density and yield, and the intrinsic simplicity of the de-sign enables its application to numerous productions by various microbial genera through processes character-ized by fast on/off responses, reduced sensitivity to the presence of growth inhibitors, and reduced heat genera-tion rates [Vertès et al., 2005a]. It is noteworthy that a variety of molecular means exist to control cellular rep-lication in addition to oxygen deprivation, such as quo-
Dow
nloa
ded
by:
Uni
v. o
f Mic
higa
n, T
aubm
an M
ed.L
ib.
141.
213.
236.
110
- 6/
2/20
13 4
:29:
58 P
M

Vertès/Inui/Yukawa
J Mol Microbiol Biotechnol 2008;15:16–30 28
rum sensing as applied to E. coli [Surette et al., 1999; Vertès et al., 2005a; Yoshida et al., 2005], or the controlled expression of the essential cellular division gene ftsZ as observed in Bacillus subtilis [Park et al., 2005]. In addi-tion to improved raw material yields, a benefit that de-rives from the decreased cellular needs for ensuring veg-etative functions, all these factors contribute to signifi-cantly improving process economics and to paving the way to achieving multiplex fermentation schemes ( fig. 2 ). Notably, S. cerevisiae is ill-suited for use in such schemes given the physiological constraints that restrict its ac-tivities in the total absence of molecular oxygen, since molecular oxygen is necessary for this organism to con-vert squalene into ergosterol and produce vital com-pounds [Rosenfeld et al., 2003]. This latter observation stresses even more the importance of developing alterna-tive ethanol-producing bioconverters.
A Look Forward
The logistics of raw material collection, transport and storage at the point of conversion represent an important operational challenge, and plant location is therefore a key strategic decision in any new manufacturing project. Given the large agricultural land surface area that is re-quired to produce raw materials for biotechnological fuel ethanol production, bioethanol plants and biorefineries are in principle most likely optimally located near their areas of raw material production rather than to their markets. This emphasizes the close link that exists be-tween biorefinery development and rural development [de la Torre Ugarte et al., 2006]. Today, this link is perhaps best demonstrated by the fact that in the US biotechno-logical ethanol manufacturers operating dry-mill plants are concentrated in the Corn Belt. On the other hand, this economic constraint imposes restrictions regarding the optimal sizes of ethanol plants, which is dependent on the influence radiuses of these plants in their respective raw
material production agro-economic landscapes. The di-versity of the world’s agricultural structures, including ownership structures, distribution channel structures, and geographical constraints suggest that business op-portunities exist at different scales for different raw ma-terials to produce different products and serve different markets. For example, pulp and paper mills or municipal solid waste treatment plants constitute opportunities of very different natures than those arising from large maize production cooperatives. In addition, the ability to con-vert wastes near their points of generation represents sig-nificant savings in landfill capacity and energy for trans-port or disposal. As a result, given the inherent flexibility, leveraging a portfolio of technological options represents the most adequate response to address the challenges of the currently unfolding energy crisis. While yeast-based technologies might to this date represent the optimal so-lution for sugar cane sucrose or maize starch batch con-version into fuel ethanol, and may be incrementally adapted to produce ethanol from lignocellulosic biomass, this technological approach might not be the most eco-nomic in every circumstances. For instance, a compact plant operating with growth-arrested cells might better fit agricultural or industrial environments where land is scarce, or might better fit land of low agricultural value with limited agricultural infrastructures including poor rural areas in developing countries [Lal, 2006]. Interest-ingly, depending on local constraints, to limit the com-plexity of operations growth-arrested cells could be ei-ther produced at the commodity chemical plant itself or delivered to it in a wet or dry formulation. Tailoring tech-nological options to business challenges and particularly to waste treatment issues and agro-economic constraints is a necessity not solely to deliver on the lignocellulosic biomass vision as a replacement of fossil fuels, but alsoto tap heretofore neglected bioconversion opportunities and thus fully exploit comparative advantages of local economies.
References
Anonymous: Steady as she goes: why the world is not about to run out of oil. The Economist, April 20, 2006, pp 65–67.
Aristidou A, Penttila M: Metabolic engineering applications to renewable resource utiliza-tion. Curr Opin Biotechnol 2000; 11: 187–198.
Baker TR, Phillips OL, Malhi Y, Almeida S, Ar-royo L, Di Fiore A, Erwin T, Higuchi N, Killeen TJ, Laurance SG, Laurance WF, Lew-is SL, Monteagudo A, Neill DA, Vargas PN, Pitman NC, Silva JN, Martinez RV: Increas-ing biomass in Amazonian forest plots. Phil Trans R Soc Lond B Biol Sci 2004; 359: 353–365.
Bellissimi E, Ingledew WM: Metabolic acclima-tization: preparing active dry yeast for fuel ethanol production. Process Biochem 2005; 40: 2205–2213.
Bohlmann GM: Process economic consider-ations for production of ethanol from bio-mass feedstocks. Ind Biotechnol 2006; 2: 14–20.
Dow
nloa
ded
by:
Uni
v. o
f Mic
higa
n, T
aubm
an M
ed.L
ib.
141.
213.
236.
110
- 6/
2/20
13 4
:29:
58 P
M
Ethanol Biomanufacturing Technologies J Mol Microbiol Biotechnol 2008;15:16–30 29
Bothast RJ, Nichols NN, Dien BS: Fermentations with new recombinant organisms. Biotech-nol Prog 1999; 15: 867–875.
Bothast RJ, Schlicher MA: Biotechnological pro-cesses for conversion of corn into ethanol. Appl Microbiol Biotechnol 2005; 67: 19–25.
Bro C, Regenberg B, Förster J, Nielsen J: In silico aided metabolic engineering of Saccharomy-ces cerevisiae for improved bioethanol pro-duction. Metab Eng 2006; 8: 102–111.
Cheung S, Anderson B: Laboratory investigation of ethanol production from municipal pri-mary wastewater solids. Bioresour Technol 1997; 59: 81–96.
Chotani G, Dodge T, Hsu A, Kumar M, LaDuca R, Trimbur D, Weyler W, Sanford K: The commercial production of chemicals using pathway engineering. Biochim Biophys Acta 2000; 1543: 434–455.
Clements LD, van Dyne DL: The lignocellulosic biorefinery – a strategy for returning to a sustainable source of fuels and industrial or-ganic chemicals; in Kamm B, Gruber PR, Kamm M (eds): Biorefineries – Industrial Processes and Products. Weinheim, Wiley-VCH, 2006, vol 1, pp 115–127.
de Carvalho Lima KG, Takahashi CM, Alter-thum F: Ethanol production from corn cob hydrolysates by Escherichia coli KO11. J Ind Microbiol Biotechnol 2002; 29: 124–128.
de la Torre Ugarte DG, English BC, Menard RJ, Walsch M: Conditions that influence the economic viability of ethanol from corn sto-ver in the midwest of the USA. Int Sugar J 2006; 108: 152–156.
Dien BS, Cotta MA, Jeffries TW: Bacteria engi-neered for fuel ethanol production: current status. Appl Microbiol Biotechnol 2003; 63: 258–266.
Doelle HW, Kirk L, Crittenden R, Toh H, Doelle MB: Zymomonas mobilis – science and in-dustrial application. Crit Rev Biotechnol 1993; 13: 57–98.
Dumsday GJ, Jones K, Stanley GA, Pamment NB: Recombinant organisms for ethanol production from hemicellulosic hydroly-zates – a review of recent progress. Austral-asian Biotechnol 1997; 7: 285–295.
Gallagher P, Brubaker H, Shapouri H: Plant size: Capital cost relationships in the dry mill eth-anol industry. Biomass Bioenerg 2005; 28: 565–571.
Gewin V: Burst of energy. Nature 2006; 441: 810–811.
Greene N, Roth R: Ethanol: energy well spent. A review of corn and cellulosic ethanol energy balances in the scientific literature to date. Ind Biotechnol 2006; 2: 36–39.
Gulati M, Kohlmann K, Ladisch MR, Hespell RB, Bothast RJ: Assessment of ethanol pro-duction options for corn products. Bioresour Technol 1996; 58: 253–264.
Hamelinck CN, van Hooijdonk G, Faaij APC: Ethanol from lignocellulosic biomass: Tech-no-economic performance in short-, mid-dle-, and long-term. Biomass Bioenerg 2005; 28: 384–410.
Herrera S: Bonkers about biofuels. Nat Biotech-nol 2006; 24: 755–760.
Hill J, Nelson E, Tilman D, Polasky S, Tiffany D: Environmental, economic, and energetic costs and benefits of biodiesel and ethanol biofuels. Proc Natl Acad Sci USA 2006; 103: 11206–11210.
Himmel ME, Ruth MF, Wyman CE: Cellulase for commodity products from cellulosic bio-mass. Curr Opin Biotechnol 1999; 10: 358–364.
Hoffert MI, Caldeira K, Benford G, Criswell DR, Green C, Herzog H, Jain AK, Kheshgi HS, Lackner KS, Lewis JS, Lightfoot HD, Man-heimer W, Mankins JC, Mauel ME, Perkins LJ, Schlesinger ME, Volk T, Wigley TM: Ad-vanced technology paths to global climate stability: energy for a greenhouse planet. Sci-ence 2002; 298: 981–987.
Howard RL, Abotsi E, Jansen van Rensburg EL, Howard S: Lignocellulose biotechnology: is-sues of bioconversion and enzyme produc-tion. Afr J Biotechnol 2003; 2: 602–619.
Ingram LO, Aldrich HC, Borges AC, Causey TB, Martinez A, Morales F, Saleh A, Underwood SA, Yomano LP, York SW, Zaldivar J, Zhou S: Enteric bacterial catalysts for fuel ethanol production. Biotechnol Prog 1999; 15: 855–866.
Inui M, Kawaguchi H, Murakami S, Vertès AA, Yukawa H: Metabolic engineering of Cory-nebacterium glutamicum for fuel ethanol production under oxygen-deprivation con-ditions. J Mol Microbiol Biotechnol 2004a;8: 243–254.
Inui M, Murakami S, Okino S, Kawaguchi H, Vertès AA, Yukawa H: Metabolic analysis of Corynebacterium glutamicum during lactate and succinate productions under oxygen de-privation conditions. J Mol Microbiol Bio-technol 2004b;7: 182–196.
Kamm B, Kamm M, Schmidt M, Hirth T, Schul-ze M: Lignocellulose-based chemical prod-ucts and product family trees; in Kamm B, Gruber PR, Kamm M, (eds): Biorefineries – Industrial Processes and Products. Wein-heim, Wiley-VCH, 2006, vol 2, pp 97–150.
Keim CR: Technology and economics of fermen-tation alcohol – an update. Enzyme Micro-biol Technol 1983; 5: 103–114.
Klinke HB, Thomsen AB, Ahring BK: Inhibition of ethanol-producing yeast and bacteria by degradation products produced during pre-treatment of biomass. Appl Microbiol Bio-technol 2004; 66: 10–26.
Kuyper M, Toirkens MJ, Diderich JA, Winkler AA, van Dijken JP, Pronk JT: Evolutionary engineering of mixed-sugar utilization by a xylose-fermenting Saccharomyces cerevisiae strain. FEMS Yeast Res 2005; 5: 925–934.
Lal R: Soil and environmental implications of using crop residues as biofuel feedstock. Int Sugar J 2006; 108: 161–167.
Laurance WF, Lovejoy TE, Vasconcelos HL, Bruna EM, Didham RK, Stouffer PC, Gascon C, Bierregaard RO, Laurance SG, Sampaio E: Ecosystem decay of Amazonian forest frag-ments: a 22-year investigation. Conserv Biol 2002; 16: 605–618.
Leibowitz J, Hestrin S: The direct fermentation of maltose by yeast. 2. Biochem J 1942; 36: 772–785.
Lin Y, Tanaka S: Ethanol fermentation from bio-mass resources: current state and prospects. Appl Microbiol Biotechnol 2006; 69: 627–642.
Mielenz JR: Ethanol production from biomass: technology and commercialization status. Curr Opin Microbiol 2001; 4: 324–329.
Millichip RJ, Doelle HW: Large-scale ethanol production from milo (sorghum) using Zy-momonas mobilis . Process Biochem 1989;Au-gust:141–145.
Narendranath NV, Hynes SH, Thomas KC, In-gledew WM: Effects of lactobacilli on yeast-catalyzed ethanol fermentations. Appl Envi-ron Microbiol 1997; 63: 4158–4163.
Nichols NN, Dien BS, Bothast RJ: Engineering lactic acid bacteria with pyruvate decarbox-ylase and alcohol dehydrogenase genes for ethanol production from Zymomonas mobi-lis . J Ind Microbiol Biotechnol 2003; 30: 315–321.
Nigam JN: Continuous ethanol production from pineapple cannery waste using immobilized yeast cells. J Biotechnol 2000; 80: 189–193.
O’Brien DJ, Senske GE, Kurantz MJ, Craig JC Jr: Ethanol recovery from corn fiber hydroly-sate fermentations by pervaporation. Biore-sour Technol 2004; 92: 15–19.
Olsson L, Hahn-Hägerdal B: Fermentation of lignocellulosic hydrolysates for ethanol pro-duction. Enzyme Microbiol Technol 1996: 312–331.
Ostergaard S, Olsson L, Nielsen J: Metabolic en-gineering of Saccharomyces cerevisiae . Mi-crobiol Mol Biol Rev 2000; 64: 34–50.
Park IS, Kim JH, Kim BG: The effects of ftsz mu-tation on the production of recombinant protein in Bacillus subtilis . Appl Microbiol Biotechnol 2005; 69: 57–64.
Perlack RD, Wright LL, Turhollow AF, Graham RL, Stokes BJ, Erbach DC: Biomass as Feed-stock for a Bioenergy and Bioproducts In-dustry: The Technical Feasibility of a Billion-Ton Annual Supply. Oak Ridge, Oak Ridge National Laboratory, 2005.
Philippidis GP, Hatzis C: Biochemical engineer-ing analysis of critical process factors in the biomass-to-ethanol technology. Biotechnol Prog 1997; 13: 222–231.
Rausch KD, Belyea RL: Coproducts from Bio-processing of Corn. ASAE Annual Interna-tional Meeting, 2005, paper 057041.
Rosenfeld E, Beauvoit B, Blondin B, Salmon JM: Oxygen consumption by anaerobic Saccha-romyces cerevisiae under enological condi-tions: effect on fermentation kinetics. Appl Environ Microbiol 2003; 69: 113–121.
Dow
nloa
ded
by:
Uni
v. o
f Mic
higa
n, T
aubm
an M
ed.L
ib.
141.
213.
236.
110
- 6/
2/20
13 4
:29:
58 P
M

Vertès/Inui/Yukawa
J Mol Microbiol Biotechnol 2008;15:16–30 30
Schubert C: Can biofuels finally take center stage? Nat Biotechnol 2006; 24: 777–784.
Shapouri H, Gallagher P: USDA’s 2002 Ethanol Cost-of-Production Survey. Washington, United States Department of Agriculture, 2005.
Shapouri H, Gallagher P, Graboski MS: USDA’s 1998 Ethanol Cost-of-Production Survey. Washington, United States Department of Agriculture, 2002.
Shapouri H, Salassi M, Fairbanks JN: The Eco-nomic Feasibility of Ethanol Production from Sugar in the United States. Washing-ton, Office of Energy Policy and New Uses, Office of the Chief Economist, United States Department of Agriculture/Baton Rouge, Louisiana State University, 2006.
Skinner KA, Leathers TD: Bacterial contami-nants of fuel ethanol production. J Ind Mi-crobiol Biotechnol 2004; 31: 401–408.
Somerville C: The billion-ton biofuels vision. Science 2006; 312: 1277.
Sticklen M: Plant genetic engineering to improve biomass characteristics for biofuels. Curr Opin Biotechnol 2006; 17: 315–319.
Surette MG, Miller MB, Bassler BL: Quorum sensing in Escherichia coli , Salmonella ty-phimurium , and Vibrio harveyi : a new fam-ily of genes responsible for autoinducer pro-duction. Proc Natl Acad Sci USA 1999; 96: 1639–1644.
Talarico LA, Gil MA, Yomano LP, Ingram LO, Maupin-Furlow JA: Construction and ex-pression of an ethanol production operon in gram-positive bacteria. Microbiology 2005; 151: 4023–4031.
Tao F, Miao JY, Shi GY, Zhang KC: Ethanol fer-mentation by an acid-tolerant Zymomonas mobilis under non-sterilized condition. Pro-cess Biochem 2005; 40: 183–187.
Taylor F, Kurantz MJ, Goldberg N, McAloon AJ, Craig JC Jr: Dry-grind process for fuel etha-nol by continuous fermentation and strip-ping. Biotechnol Prog 2000; 16: 541–547.
Thomsen MH: Complex media from processing of agricultural crops for microbial fermenta-tion. Appl Microbiol Biotechnol 2005; 68: 598–606.
Vertès AA: Toward the renewable energy vision: partnership opportunities between the Eu-ropean Union and Japan in the Biofuel Are-na. Tokyo, Research Project for the Delega-tion of the European Union to Japan, 2007.
Vertès AA, Inui M, Yukawa H: Fueling the en-ergy revolution: biohydrogen, bioethanol, and commodity chemicals production for commercialization. 14th European Biomass Conference and Exhibition Biomass for En-ergy, Industry, and Climate Protection. ETA Renewable Energies, 2005a, pp 1068–1071.
Vertès AA, Inui M, Yukawa H: Manipulating co-rynebacteria, from individual genes to chro-mosomes. Appl Environ Microbiol 2005b;71: 7633–7642.
Vertès AA, Inui M, Yukawa H: Implementing biofuels on a global scale. Nat Biotechnol 2006; 24: 761–764.
Vertès AA, Inui M, Yukawa H: Alternative tech-nologies for biotechnological fuel ethanol manufacturing. J Chem Technol Biotechnol 2007;82:693–697.
Viikari L: Carbohydrate metabolism in Zymo-monas . CRC Crit Rev Biotechnol 1988; 7: 237–261.
Webb C, Koutinas WR, Wang R: Developing a sustainable bioprocessing strategy based on a generic feedstock. Adv Biochem Eng Bio-technol 2004; 87: 195–268.
Werpy T, Petersen G, Aden A, Bozell J, Holladay J, White J, Manheim A: Top Value Added Chemicals from Biomass. Golden, National Renewable Energy Laboratory, 2004.
Wilke D: What should and what can biotechnol-ogy contribute to chemical bulk production? FEMS Microbiol Lett 1995; 16: 89–100.
Wyman CE: Production of low cost sugars from biomass: progress, opportunities, and chal-lenges; in Overend RP, Chornet E (eds): Bio-mass: Proceedings of the 4th Biomass Con-ference of the Americas. Oxford, Pergamon Press, 1999, pp 867–873.
Yoshida A, Nishimura T, Kawaguchi H, Inui M, Yukawa H: Enhanced hydrogen production from formic acid by formate hydrogen lyase-overexpressing Escherichia coli strains. Appl Environ Microbiol 2005; 71: 6762–6768.
Dow
nloa
ded
by:
Uni
v. o
f Mic
higa
n, T
aubm
an M
ed.L
ib.
141.
213.
236.
110
- 6/
2/20
13 4
:29:
58 P
M





























