Embed Size (px)
Citation preview

Technologies to Monetize Gas at the
WellheadCombustion,
Heat Recovery and Power Generation
Flaring Issues, Solutions and Technologies
PTTC and EFD Workshop
Morgontown, WV.September 16th, 2014
Technologies to Monetize Gas at the
WellheadCombustion,
Heat Recovery and Power Generation
Flaring Issues, Solutions and Technologies
PTTC and EFD Workshop
Morgontown, WV.September 16th, 2014
QUESTOR TECHNOLOGY INC.QUESTOR TECHNOLOGY INC.

Why the focus on flaringWhy the focus on flaring US EPA and State regulation on emissions
Opportunities to reduced GHG’s emissions
Social cost of flaring – Public perception
Opportunities for the energy
Energy efficiency – Power, Heat, water vaporization
US EPA and State regulation on emissions
Opportunities to reduced GHG’s emissions
Social cost of flaring – Public perception
Opportunities for the energy
Energy efficiency – Power, Heat, water vaporization
1

New EPA RegulationsNew EPA RegulationsNSPS, 40 C.F.R. Part 60, Subpart OOOO(“Quad O”)NESHAP, 40 C.F.R. Part 63, Subpart HH(“HH”)
• New Control Technologies (CT) required
• Target Areas: New performance standard for VOC’s New performance standard for SO2
Hazardous Air Pollutant (HAP) standard for oil & gas production HAP standard for gas transmission & storage Recording and reporting for well completions Fugitive Emissions from compressors
• Performance test results required by EPA• Demonstration of compliance 24/7 365 days
NSPS, 40 C.F.R. Part 60, Subpart OOOO(“Quad O”)NESHAP, 40 C.F.R. Part 63, Subpart HH(“HH”)
• New Control Technologies (CT) required
• Target Areas: New performance standard for VOC’s New performance standard for SO2
Hazardous Air Pollutant (HAP) standard for oil & gas production HAP standard for gas transmission & storage Recording and reporting for well completions Fugitive Emissions from compressors
• Performance test results required by EPA• Demonstration of compliance 24/7 365 days 2

EPA Completions RequirementsEPA Completions RequirementsGas Wells
• Reduced emissions completion ‘REC’ or ‘Green Completion’
• Public notification
• Reduce VOC emissions by 95% (Reduced Emissions Completions or REC)Until Jan 1st, 2015 – still flare at some sites
After Jan 1st, 2015 – REC’s or Complete Combustions Device
Reduction of 95% in VOCs and GHGs from 25,000 well fracs
Gas Wells
• Reduced emissions completion ‘REC’ or ‘Green Completion’
• Public notification
• Reduce VOC emissions by 95% (Reduced Emissions Completions or REC)Until Jan 1st, 2015 – still flare at some sites
After Jan 1st, 2015 – REC’s or Complete Combustions Device
Reduction of 95% in VOCs and GHGs from 25,000 well fracs
3

US QUAD ‘0’ RequirementsDehydrators & Storage Tanks
US QUAD ‘0’ RequirementsDehydrators & Storage Tanks
Need Control Technology for: HAP, VOC’s, Methane
1. New Source Performance Standards (NSPS) 40 C.F.R. Part 60, Subpart 0000 (“Quad 0”) Storage Tanks VOC’s(> 6 tons/yr or > 0.82 mcfd hydrocarbon) Reduce VOC’s by 95%
2. National Emission Standards for Hazardous Air Pollutants (NESHAP) NESHAP, 40 C.F.R. Part 63, Subpart HH (“HH”) Benzene from Glycol Dehy (>3 MM scfd or Benzene > 1 Ton/yr) Reduce HAP by 95% or reduce Benzene to < 1 ton/yr
Focused on reducing smog, GHG emissions, ozone formation, PM2.5
Need Control Technology for: HAP, VOC’s, Methane
1. New Source Performance Standards (NSPS) 40 C.F.R. Part 60, Subpart 0000 (“Quad 0”) Storage Tanks VOC’s(> 6 tons/yr or > 0.82 mcfd hydrocarbon) Reduce VOC’s by 95%
2. National Emission Standards for Hazardous Air Pollutants (NESHAP) NESHAP, 40 C.F.R. Part 63, Subpart HH (“HH”) Benzene from Glycol Dehy (>3 MM scfd or Benzene > 1 Ton/yr) Reduce HAP by 95% or reduce Benzene to < 1 ton/yr
Focused on reducing smog, GHG emissions, ozone formation, PM2.5
4

Sources of EmissionsSources of Emissions
• All processes generate waste gas acid/tail gas BTEX/HC dehydrator vapors plant and pipeline maintenance flow backs, well-testing and workovers refinery/gas plant processing operations fugitive emissions tank vapors Associated or solution gas, etc
• All processes generate waste gas acid/tail gas BTEX/HC dehydrator vapors plant and pipeline maintenance flow backs, well-testing and workovers refinery/gas plant processing operations fugitive emissions tank vapors Associated or solution gas, etc
5

COMBUSTION OF HYDROCARBONSCOMBUSTION OF HYDROCARBONSCH4 + 2 O2 = heat + CO2 + 2 H2OCH4 + 2 O2 = heat + CO2 + 2 H2O
Poor combustion results in the creation of:
CH4, CO, black carbon soot particulates Over 250 compounds Volatile organic hydrocarbons or VOC’s - benzene Sulfur compounds - H2S, carbon disulfides, mercaptans + over 250 other compounds identified in research
99.99% Combustion efficiency requires the right mixture of fuel and air
Destruction efficiency is not the same as combustion efficiency
Methane + Oxygen = heat + Carbon Dioxide + Water
6

FLARING
• Difficult to measure efficiency and varies from site to site
• Heavily influenced by crosswinds allowing gases to escape unburned
• Difficulty burning rich gases often producing soot deposits and black smoke (BTEX, VOC, PAH)
• Entrained liquid droplets decrease combustion efficiency
• Poor efficiency with low heat content gas
• Visible flameBased on ARC and U of A Findings:
FLARING
• Difficult to measure efficiency and varies from site to site
• Heavily influenced by crosswinds allowing gases to escape unburned
• Difficulty burning rich gases often producing soot deposits and black smoke (BTEX, VOC, PAH)
• Entrained liquid droplets decrease combustion efficiency
• Poor efficiency with low heat content gas
• Visible flameBased on ARC and U of A Findings:
INCINERATION
Measured independently at 99.99% consistently
Combustion occurs in a closed chamber unaffected by winds
High temperatures efficiently burn rich gas. Air pre-mixed with the waste gas prior to combustion
Not effected by liquid droplet size
Use 80% less fuel gas with 99.99% combustion efficiency
No visible flame

Greenhouse Gas EmissionsGreenhouse Gas Emissions• The Global Warming Potential (GWP) of methane is
21 times higher than that of CO2 and therefore inefficient combustion increases the greenhouse gases emitted
• For example: 19,000 sft3/d (mscfd) of waste methane gas generates the following CO2 emissions:
T/d T/yr
Vented 7.6 2,775
65% combustion efficiency 3.3 1,205
80% combustion efficiency 2.3 840
99.99% combustion efficiency 1.0 365
• The Global Warming Potential (GWP) of methane is21 times higher than that of CO2 and therefore inefficient combustion increases the greenhouse gases emitted
• For example: 19,000 sft3/d (mscfd) of waste methane gas generates the following CO2 emissions:
T/d T/yr
Vented 7.6 2,775
65% combustion efficiency 3.3 1,205
80% combustion efficiency 2.3 840
99.99% combustion efficiency 1.0 365
7

99.99% EFFICIENT COMBUSTION99.99% EFFICIENT COMBUSTION
Italy, Europe Calgary, Canada Texas, United States
Well Testing O&G Processing Acid gas
8

National Geographic September 2005National Geographic September 2005
WASTE HEAT RECOVERY
9

QUESTOR TECHNOLOGY INCQUESTOR TECHNOLOGY INCQuestor is a leading provider of
safe, clean, efficient, reliable, flared gas combustion solutions
that utilize the heat generated to provide power, water and process heat solutions.
Our products enable our clients to operate cost effectively in an
environmentally responsible and sustainable way.
Questor is a leading provider ofsafe, clean, efficient, reliable, flared gas
combustion solutionsthat utilize the heat generated to provide power, water and process heat solutions.
Our products enable our clients to operate cost effectively in an
environmentally responsible and sustainable way.
10

US And Global ExperienceUnits deployed; California
Colorado
Kentucky
Mississippi
New York
North Dakota
Ohio
Pennsylvania
Texas
West Virginia
Wyoming
Canada
Russia
Caribbean
Indonesia
Thailand
China
Germany
Netherlands
Italy11

OUR CLIENTS
12

EXPLORATION & PRODUCTIONEXPLORATION & PRODUCTION
• Portable Trailer units with Hydraulics for set up
• Well testing/workovers
• Early production testing
• Post fracturing cleanup
• Flare elimination
• Portable Trailer units with Hydraulics for set up
• Well testing/workovers
• Early production testing
• Post fracturing cleanup
• Flare elimination
Portable Q3000 13

Well Completions• Community support
• Regulatory compliance
• Gas quality not an issue
• Eliminates odor and visibility
• Low ground heat
• Minimal noise emission
Best available technology
17
Units in parallelEurope 14

Colorado Niobrara – Pad DrillingGreen Completions and Early Production Testing
Colorado Niobrara – Pad DrillingGreen Completions and Early Production Testing
15

SAFETYSAFETYWest Stoddart -75% H2S and 25% CO2West Stoddart -75% H2S and 25% CO2
16

LOW GROUND HEAT RADIATIONLOW GROUND HEAT RADIATION
Safety Facility integration
Personnel safety
Minimal heat radiation Eliminates fire hazard
Permafrost protection
Portable Q3000 17

FACILITIES – ONSHORE/OFFSHOREFACILITIES – ONSHORE/OFFSHORE• Dehydration facilities• Acid gas & tail gas• Amine facilities• In situ operations• Gas processing• Compressor blow downs• Tank vapors • Early Production tests• Maintenance
• Dehydration facilities• Acid gas & tail gas• Amine facilities• In situ operations• Gas processing• Compressor blow downs• Tank vapors • Early Production tests• MaintenanceQ500
18

• BTEX destruction (>99.99%)
• EPA Compliance
• NO condensing of vapors
• NO storage tanks
• NO water disposal costs
• Integrated package
• Reduced footprint
• Reduced piping
• Minimal fuel use
• BTEX destruction (>99.99%)
• EPA Compliance
• NO condensing of vapors
• NO storage tanks
• NO water disposal costs
• Integrated package
• Reduced footprint
• Reduced piping
• Minimal fuel use
INNOVATIVE SOLUTIONSGLYCOL DEHYDRATION HAP/VOC EMISSION DESTRUCTION
Q250 West Virginia19

NO K.O. AND NO CONDENSINGNO K.O. AND NO CONDENSING
20

DEHYDRATION ECONOMICSDEHYDRATION ECONOMICSFirst Year Economics (Actual Case)Thermal oxidizer destroys benzene (HAP) emissions and results in facility compliance (EPA)
Thermal Oxidizer
• Q250 thermal oxidizer capital cost $145,000• Annual cost1 to operate $ 16,500
Total cost of T.O. Option: $161,500
Condensing Regenerator Overheads• Condenser capital cost $100,000• Condenser operating cost (annual) $ 5,500• Trucking and disposal of fluid2 $106,600• Combustion device for the uncondensables $ 50,000
Total Condenser Option: $262,1001Fuel cost is $2.50/mcf28,200 gallons/week at $0.25/gallon for trucking and disposal
First Year Economics (Actual Case)Thermal oxidizer destroys benzene (HAP) emissions and results in facility compliance (EPA)
Thermal Oxidizer
• Q250 thermal oxidizer capital cost $145,000• Annual cost1 to operate $ 16,500
Total cost of T.O. Option: $161,500
Condensing Regenerator Overheads• Condenser capital cost $100,000• Condenser operating cost (annual) $ 5,500• Trucking and disposal of fluid2 $106,600• Combustion device for the uncondensables $ 50,000
Total Condenser Option: $262,1001Fuel cost is $2.50/mcf28,200 gallons/week at $0.25/gallon for trucking and disposal 21

TANK VAPORS TIED-IN DIRECTLY NO KNOCKOUT OR VRU NEEDED
TANK VAPORS TIED-IN DIRECTLY NO KNOCKOUT OR VRU NEEDED
22

Heat from clean combustion of typically flared gas at 99.99% efficiency – Other sources of heat
Recover and utilized the heat
Water vaporization/steam generation
Power generation
Process and utility heat
Hydrate prevention
Heating up oil and water
Benefits: Economics, Environment, Social license to operate
Conservation of the gas in an economic way
HEAT UTILIZATION
25 23

CLEARPOWER SYSTEMS INC
ClearPower’s is a leading provider Organic Rankine Cycle power
generation technology utilizing waste heat.
Integrated with QTI’s incineration solution we can provide power cost
effectively from waste streams reducing greenhouse gas emissions
at less than $1.50/tonne of CO2eq.24

EVAPORATOR
CONDENSER
Clear PowerOrganic
Rankine Cycle (ORC)
Power Plant
Pump
Pump
HeatQuest Exchanger
POWER GENERATION
EXPANDER
Generator
Waste gas Combustion
Power for:• Compressor• Pumps/motors• Amine regenerator
P-Tank
Flow back/well test
Well Head
25

Organic Rankine Cycle Waste Heat to PowerOrganic Rankine Cycle Waste Heat to Power
26

CHP AND IMPACT ON GHG’SCHP AND IMPACT ON GHG’S• Power Generation from Heat50 kW from 12 MM btu/hr of waste gas in
Q500
• Each 50 kW WHP reduces GHG by 13,750 tonnes/yr
• Cost per tonne of GHG reduction is $1.24
• Compare with carbon sequestration ranging from $90 – 120/tonne1a to $300-1,100 per tonne2b
1Carbon Capture and Storage Association
2Science Magazine
• Power Generation from Heat50 kW from 12 MM btu/hr of waste gas in
Q500
• Each 50 kW WHP reduces GHG by 13,750 tonnes/yr
• Cost per tonne of GHG reduction is $1.24
• Compare with carbon sequestration ranging from $90 – 120/tonne1a to $300-1,100 per tonne2b
1Carbon Capture and Storage Association
2Science Magazine
(a) http://www.ccsassociation.org/why-ccs/affordability/
(b) http://news.sciencemag.org/2011/12/capturing-co2-too-costly-combat-climate-change
27

Waste Heat Market – Potential Sites
100s
1,000s
~100,000
10,000s
1,000,000s
Well Served by Ormat, GE, Turboden, Turbine Air Systems,Atlas Copco
Virtually Un‐Served Market
Partially Servedby GE / Calnetix
(1 – 5 MW)
(5 – 10 MW)
(>10 MW)
(100 kW – 1 MW)
(< 200 kW)ClearPower target market
Opportunity 28

29
$/kWInstalledCapacity
Relative Cost of ORCs
Generator Output Size
Opportunity

CONCLUSIONSCONCLUSIONS• Solutions needed to address regulation, landowner
issues, social license to operate.• Regulatory compliance and minimizing CO2e, VOCs and
Hazardous Air Pollutants• Clean combustion creates opportunities to utilize the
heat – especially when the stream has minimal value• Must make business sense, reliable, safe and
environmental • 3-4 year payouts on CHP in $0.10 kWh market• Demonstration sites showcasing the opportunities
• Solutions needed to address regulation, landowner issues, social license to operate.
• Regulatory compliance and minimizing CO2e, VOCs and Hazardous Air Pollutants
• Clean combustion creates opportunities to utilize the heat – especially when the stream has minimal value
• Must make business sense, reliable, safe and environmental
• 3-4 year payouts on CHP in $0.10 kWh market• Demonstration sites showcasing the opportunities
30

www.questortech.comTSXV – “QST”
#1121, 940 – 6th Avenue S.W. Calgary, AB, Canada
T2P 3T1(403) 571-1530 (Phone)
(403) 571-1539 (Fax)
Ritchie StaggDirector of Sales and Marketing
(403) 539-4374
ENVIRONMENTAL PROTECTION
PUBLIC CONFIDENCE COST REDUCTION FOR CLIENTS
QUESTOR TECHNOLOGY INC.

APPENDIX
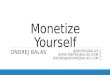
QUESTOR STOCK DESIGNSQUESTOR STOCK DESIGNS
MODEL DESIGN FLOW* HEAT CAPACITY (mscfd) (MM btu/hour)
Q20 20 1 Q50 50 2 Q100 100 4 Q250 250 10 Q500 500 20 Q1000 1000 40 Q3000 3000 120 Q5000 5000 200
MODEL DESIGN FLOW* HEAT CAPACITY (mscfd) (MM btu/hour)
Q20 20 1 Q50 50 2 Q100 100 4 Q250 250 10 Q500 500 20 Q1000 1000 40 Q3000 3000 120 Q5000 5000 200
*Methane equivalent heating value

ENGINEERED FUEL TRAINSENGINEERED FUEL TRAINS

INEFFICIENT COMBUSTIONINEFFICIENT COMBUSTION
Canada Middle East Africa
Upstream Refining Flare Pit

HOW THEY WORKHOW THEY WORK
• Proprietary gas burner control creates a high velocity vortex
• Air is naturally drawn in
• Air and fuel is pre-mixed
• Refractory lined chamber 2350 oF stack top temperature
• High efficiency VOC and HAP destruction
• Optimal SO2 dispersion with velocity, temperature and effective height
• Proprietary gas burner control creates a high velocity vortex
• Air is naturally drawn in
• Air and fuel is pre-mixed
• Refractory lined chamber 2350 oF stack top temperature
• High efficiency VOC and HAP destruction
• Optimal SO2 dispersion with velocity, temperature and effective height

>99.99% COMBUSTION EFFICIENCY>99.99% COMBUSTION EFFICIENCYQuestor’s incinerators have been independently tested to demonstrate a combustion efficiency greater than 99.99%.
CLIENT APPLICATIONVacquero (2004) BTEX/ C1-C30+Shell Canada (2000) H2S / HCExxon/Mobil (1998) H2S / HCEncana US (2007) BTEX & VOCs TransCanada (2003) MethaneEPA US (2007) VOCsARC Resources (2002) H2S TRC (2012) VOCsEnbridge BTEX/VOCsAFAB Tire Recycling Chlorinated HC
Test results support a combustion efficiency >99.99%
Destruction efficiency is not the same as combustion efficiency
Questor’s incinerators have been independently tested to demonstrate a combustion efficiency greater than 99.99%.
CLIENT APPLICATIONVacquero (2004) BTEX/ C1-C30+Shell Canada (2000) H2S / HCExxon/Mobil (1998) H2S / HCEncana US (2007) BTEX & VOCs TransCanada (2003) MethaneEPA US (2007) VOCsARC Resources (2002) H2S TRC (2012) VOCsEnbridge BTEX/VOCsAFAB Tire Recycling Chlorinated HC
Test results support a combustion efficiency >99.99%
Destruction efficiency is not the same as combustion efficiency

• Electronically controlled Burner Management System (BMS) designed for natural draft systems Fully automated safety interlocked start-up process Continuously monitored pilot flame Manual Emergency Switch Valve proving system Excess Temperature limit interlocked
• Safety Shutdown Valves for Pilot and Main Fuel Gas• Isolated, regulated and controlled gas supply for Pilot
and Main Fuel Gas• Pressure shutdown switches on Main Fuel Gas line for
over and under pressure• Appropriate test points for pressure indication• Components are combustion gas rated for
commercial/industrial use
NFPA 86 COMPLIANCENFPA 86 COMPLIANCE

NFPA BMS COMPLIANCENFPA BMS COMPLIANCE

NEXENCALGARY34 % H2S
NEXENCALGARY34 % H2S
Oilweek Jan 3 2005
“The use of the Questor Incinerator for combusting the sour gases (35% H2S) vented from the well and the inclusive method that Nexen used when planning the project allowed for smooth passage of the workover with the EUB, the City of Calgary, the Municipal District of Rockyview and the many residential stakeholders.”
19

OIL BATTERY- SOLUTION GASCabre/Enerplus Facility
OIL BATTERY- SOLUTION GASCabre/Enerplus Facility
Sour produced gas and vapors from production tanks
• Sour rich solution gas – 1,620 btu/scf
• Formerly a smoky flare and odor at site
• Flow rates between 50 - 950 mscf/d 20 to 1 turndown
• Single thermal oxidizer combusting multiple streams at variable rates, pressures and compositions
Sour produced gas and vapors from production tanks
• Sour rich solution gas – 1,620 btu/scf
• Formerly a smoky flare and odor at site
• Flow rates between 50 - 950 mscf/d 20 to 1 turndown
• Single thermal oxidizer combusting multiple streams at variable rates, pressures and compositions
Q500

4

45
Hi Audrey
I hope you are well
I'm working on something to present to the UK shale sector as it still seems to be struggling to get off the ground and the “anti‐ frackers” seem to be gaining ground each week, recent applications to drill test wells have again been rejected by the local councils with differing reasons for the rejections.
Anyway I have an idea I want to put forward to the UK Onshore Operators but I need some real professional help and support, my idea is to create “road show” type events in the main areas where Shale is prevalent and instead of the operators supplying engineers and local councillors (who have no experience) being wheeled out to nod their heads I would like to gather together real industry experts who can address the specifics of the issues being raised.
One of the issues that keep being bandied around is the bad gases from a test well while flaring, now we both know there is a proven reliable alternative but no one seems to be aware of the technology or doesn’t see the link……..
I look forward to your response

7
NexenIn Calgary 201234 % H2S
NexenIn Calgary 201234 % H2S
COMMUNITY ACCEPTANCE

22