Embed Size (px)
DESCRIPTION
Tehnologija mašinske obrade, pitanja za usmeni. 2. deo
Citation preview
Masinac
Новији пост Старији постПочетна
Пријавите се на: Објављивање коментара (Atom)
петак, 27. јануар 2012.
Објавио Sreda D у 12.09
tmo drugi deo
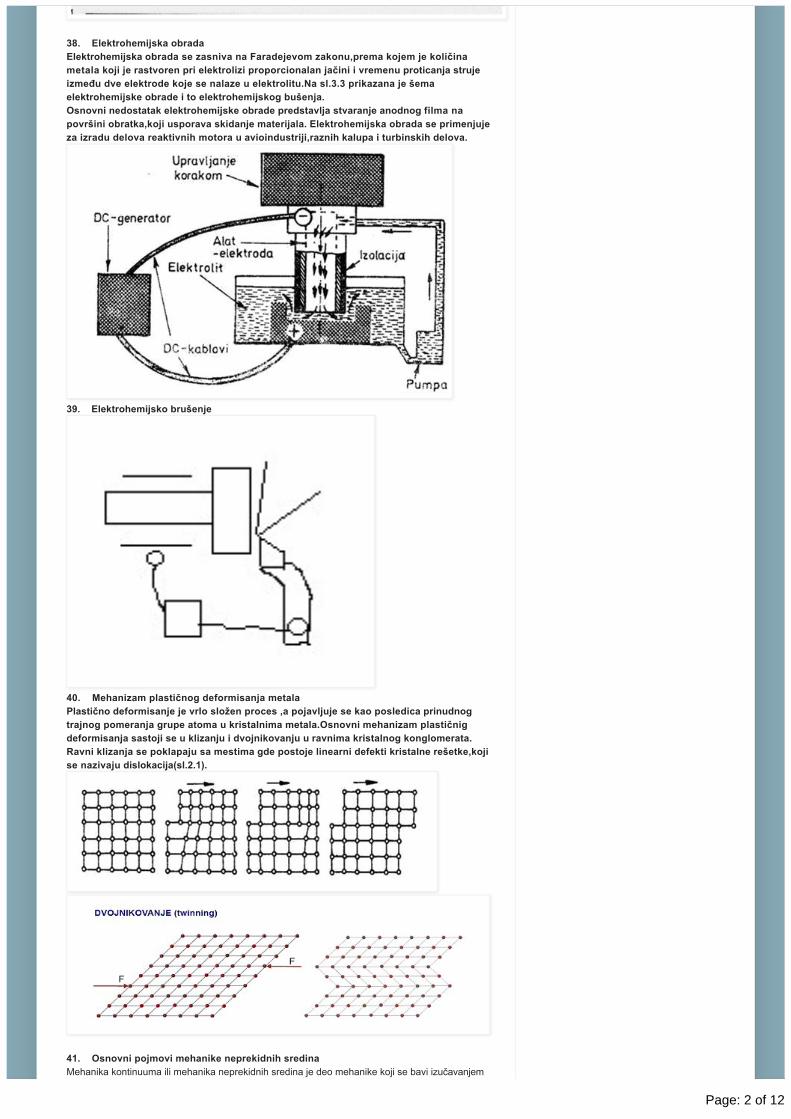
Princip rada elektroerozionemetode zasniva se na električnoj eroziji,tj.skidanju metalnih delova materijala prielektričnom pražnjenju između elektroda,tj.katodealata i anodeobratka .Elektrode senalaze na određenom razmaku u random fluidu, dielektrikumu(tehničkavoda,mineralno ulje i dr.).U toku električnog pražnjenja varnica ili električni lukizazivaju električnu eroziju na površini obradka,gde se formira krater na anodiobratkuzbog zagrevanja materijala do vrlo visoke temperatu
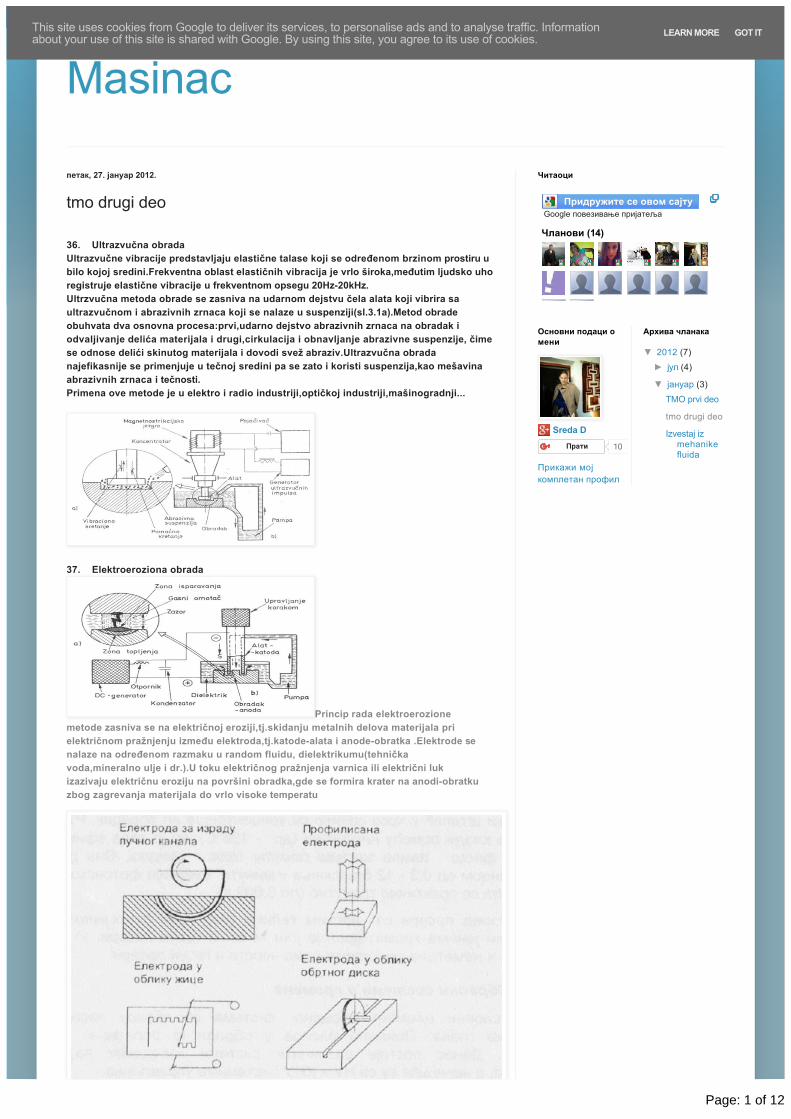
36. Ultrazvučna obradaUltrazvučne vibracije predstavljaju elastične talase koji se određenom brzinom prostiru ubilo kojoj sredini.Frekventna oblast elastičnih vibracija je vrlo široka,međutim ljudsko uhoregistruje elastične vibracije u frekventnom opsegu 20Hz20kHz.Ultrzvučna metoda obrade se zasniva na udarnom dejstvu čela alata koji vibrira saultrazvučnom i abrazivnih zrnaca koji se nalaze u suspenziji(sl.3.1a).Metod obradeobuhvata dva osnovna procesa:prvi,udarno dejstvo abrazivnih zrnaca na obradak iodvaljivanje delića materijala i drugi,cirkulacija i obnavljanje abrazivne suspenzije, čimese odnose delići skinutog materijala i dovodi svež abraziv.Ultrazvučna obradanajefikasnije se primenjuje u tečnoj sredini pa se zato i koristi suspenzija,kao mešavinaabrazivnih zrnaca i tečnosti.Primena ove metode je u elektro i radio industriji,optičkoj industriji,mašinogradnji...
37. Elektroeroziona obrada
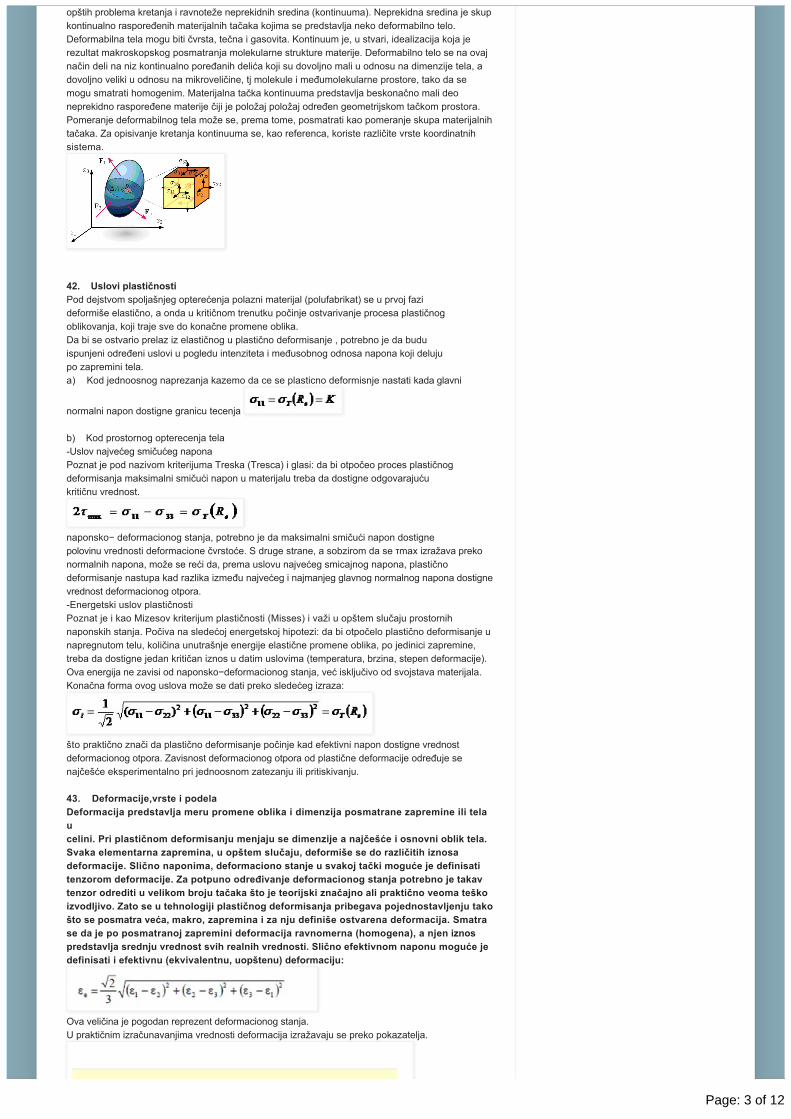
38. Elektrohemijska obradaElektrohemijska obrada se zasniva na Faradejevom zakonu,prema kojem je količinametala koji je rastvoren pri elektrolizi proporcionalan jačini i vremenu proticanja strujeizmeđu dve elektrode koje se nalaze u elektrolitu.Na sl.3.3 prikazana je šemaelektrohemijske obrade i to elektrohemijskog bušenja.Osnovni nedostatak elektrohemijske obrade predstavlja stvaranje anodnog filma napovršini obratka,koji usporava skidanje materijala. Elektrohemijska obrada se primenjujeza izradu delova reaktivnih motora u avioindustriji,raznih kalupa i turbinskih delova.
39. Elektrohemijsko brušenje
40. Mehanizam plastičnog deformisanja metalaPlastično deformisanje je vrlo složen proces ,a pojavljuje se kao posledica prinudnogtrajnog pomeranja grupe atoma u kristalnima metala.Osnovni mehanizam plastičnigdeformisanja sastoji se u klizanju i dvojnikovanju u ravnima kristalnog konglomerata.Ravni klizanja se poklapaju sa mestima gde postoje linearni defekti kristalne rešetke,kojise nazivaju dislokacija(sl.2.1).
41. Osnovni pojmovi mehanike neprekidnih sredinaMehanika kontinuuma ili mehanika neprekidnih sredina je deo mehanike koji se bavi izučavanjemopštih problema kretanja i ravnoteže neprekidnih sredina (kontinuuma). Neprekidna sredina je skupkontinualno raspoređenih materijalnih tačaka kojima se predstavlja neko deformabilno telo.Deformabilna tela mogu biti čvrsta, tečna i gasovita. Kontinuum je, u stvari, idealizacija koja jerezultat makroskopskog posmatranja molekularne strukture materije. Deformabilno telo se na ovajnačin deli na niz kontinualno poređanih delića koji su dovoljno mali u odnosu na dimenzije tela, adovoljno veliki u odnosu na mikroveličine, tj molekule i međumolekularne prostore, tako da semogu smatrati homogenim. Materijalna tačka kontinuuma predstavlja beskonačno mali deoneprekidno raspoređene materije čiji je položaj položaj određen geometrijskom tačkom prostora.Pomeranje deformabilnog tela može se, prema tome, posmatrati kao pomeranje skupa materijalnihtačaka. Za opisivanje kretanja kontinuuma se, kao referenca, koriste različite vrste koordinatnihsistema.
42. Uslovi plastičnostiPod dejstvom spoljašnjeg opterećenja polazni materijal (polufabrikat) se u prvoj fazideformiše elastično, a onda u kritičnom trenutku počinje ostvarivanje procesa plastičnogoblikovanja, koji traje sve do konačne promene oblika.Da bi se ostvario prelaz iz elastičnog u plastično deformisanje , potrebno je da buduispunjeni određeni uslovi u pogledu intenziteta i međusobnog odnosa napona koji delujupo zapremini tela.a) Kod jednoosnog naprezanja kazemo da ce se plasticno deformisnje nastati kada glavni
normalni napon dostigne granicu tecenja
b) Kod prostornog opterecenja tela Uslov najvećeg smičućeg naponaPoznat je pod nazivom kriterijuma Treska (Tresca) i glasi: da bi otpočeo proces plastičnogdeformisanja maksimalni smičući napon u materijalu treba da dostigne odgovarajućukritičnu vrednost.
naponsko− deformacionog stanja, potrebno je da maksimalni smičući napon dostignepolovinu vrednosti deformacione čvrstoće. S druge strane, a sobzirom da se τmax izražava prekonormalnih napona, može se reći da, prema uslovu najvećeg smicajnog napona, plastičnodeformisanje nastupa kad razlika između najvećeg i najmanjeg glavnog normalnog napona dostignevrednost deformacionog otpora.Energetski uslov plastičnostiPoznat je i kao Mizesov kriterijum plastičnosti (Misses) i važi u opštem slučaju prostornihnaponskih stanja. Počiva na sledećoj energetskoj hipotezi: da bi otpočelo plastično deformisanje unapregnutom telu, količina unutrašnje energije elastične promene oblika, po jedinici zapremine,treba da dostigne jedan kritičan iznos u datim uslovima (temperatura, brzina, stepen deformacije).Ova energija ne zavisi od naponsko−deformacionog stanja, već isključivo od svojstava materijala.Konačna forma ovog uslova može se dati preko sledećeg izraza:
što praktično znači da plastično deformisanje počinje kad efektivni napon dostigne vrednostdeformacionog otpora. Zavisnost deformacionog otpora od plastične deformacije određuje senajčešće eksperimentalno pri jednoosnom zatezanju ili pritiskivanju.
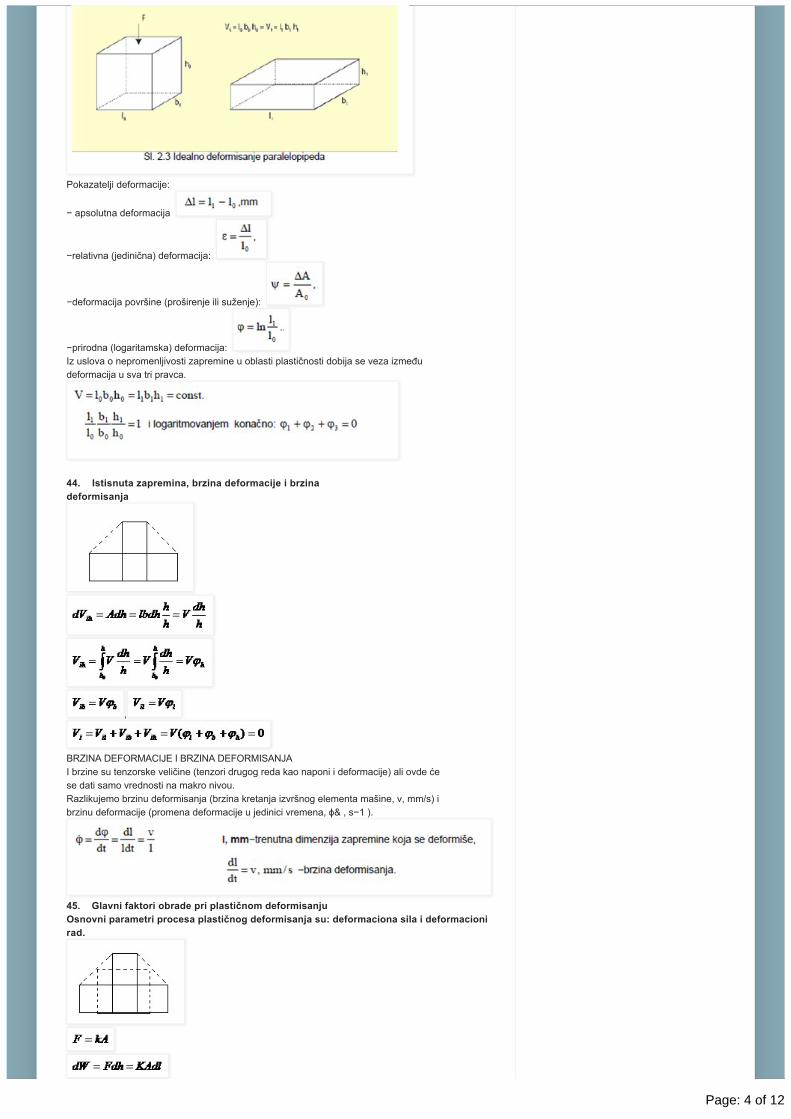
43. Deformacije,vrste i podelaDeformacija predstavlja meru promene oblika i dimenzija posmatrane zapremine ili telaucelini. Pri plastičnom deformisanju menjaju se dimenzije a najčešće i osnovni oblik tela.Svaka elementarna zapremina, u opštem slučaju, deformiše se do različitih iznosadeformacije. Slično naponima, deformaciono stanje u svakoj tački moguće je definisatitenzorom deformacije. Za potpuno određivanje deformacionog stanja potrebno je takavtenzor odrediti u velikom broju tačaka što je teorijski značajno ali praktično veoma teškoizvodljivo. Zato se u tehnologiji plastičnog deformisanja pribegava pojednostavljenju takošto se posmatra veća, makro, zapremina i za nju definiše ostvarena deformacija. Smatrase da je po posmatranoj zapremini deformacija ravnomerna (homogena), a njen iznospredstavlja srednju vrednost svih realnih vrednosti. Slično efektivnom naponu moguće jedefinisati i efektivnu (ekvivalentnu, uopštenu) deformaciju:
Ova veličina je pogodan reprezent deformacionog stanja.U praktičnim izračunavanjima vrednosti deformacija izražavaju se preko pokazatelja.
Pokazatelji deformacije:
− apsolutna deformacija
−relativna (jedinična) deformacija:
−deformacija površine (proširenje ili suženje):
−prirodna (logaritamska) deformacija: Iz uslova o nepromenljivosti zapremine u oblasti plastičnosti dobija se veza izmeđudeformacija u sva tri pravca.
44. Istisnuta zapremina, brzina deformacije i brzinadeformisanja
,
BRZINA DEFORMACIJE I BRZINA DEFORMISANJAI brzine su tenzorske veličine (tenzori drugog reda kao naponi i deformacije) ali ovde ćese dati samo vrednosti na makro nivou.Razlikujemo brzinu deformisanja (brzina kretanja izvršnog elementa mašine, v, mm/s) ibrzinu deformacije (promena deformacije u jedinici vremena, ϕ& , s−1 ).
45. Glavni faktori obrade pri plastičnom deformisanjuOsnovni parametri procesa plastičnog deformisanja su: deformaciona sila i deformacionirad.
a) oblikovanje u toplom stanjuK=const
b)oblikovanje u hladnom stanju
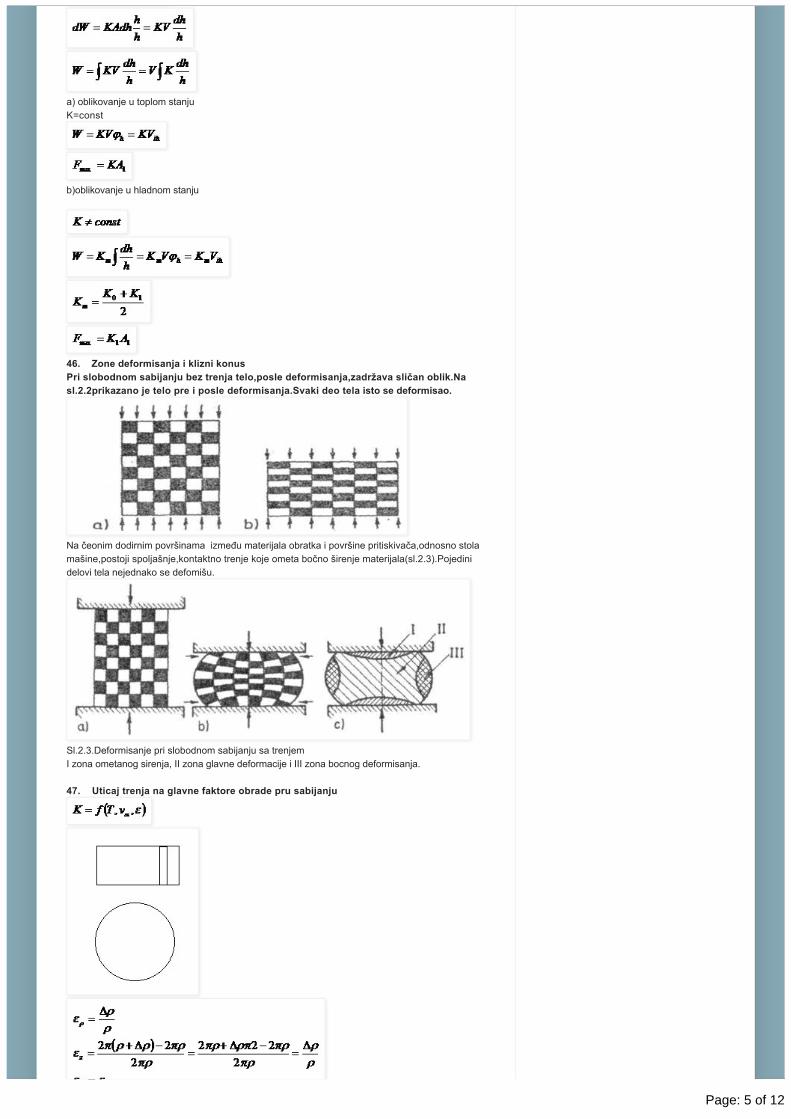
46. Zone deformisanja i klizni konusPri slobodnom sabijanju bez trenja telo,posle deformisanja,zadržava sličan oblik.Nasl.2.2prikazano je telo pre i posle deformisanja.Svaki deo tela isto se deformisao.
Na čeonim dodirnim površinama između materijala obratka i površine pritiskivača,odnosno stolamašine,postoji spoljašnje,kontaktno trenje koje ometa bočno širenje materijala(sl.2.3).Pojedinidelovi tela nejednako se defomišu.
Sl.2.3.Deformisanje pri slobodnom sabijanju sa trenjemI zona ometanog sirenja, II zona glavne deformacije i III zona bocnog deformisanja.
47. Uticaj trenja na glavne faktore obrade pru sabijanju
48. Istosmerno istiskivanje, deformaciona sila i radKod istosmernog istiskivanja ,smer kretanja istiskivača i deformisanog materijal je isti
49. Suprotnosmerno istiskivanje, deformaciona sila i rad
Pripremak se pod dejstvom deformacione sile,koja se saopštava istiskivačem,plastičnodeformiše.Smer kretanja deformisanog materijala,koji ispunjava prostor između kalupai istiskivača,je suprotan smeru kretanja istiskivača.
50. Deformacije pri izvlačenju
51. Naponi pri izvlačenju
52. Određivanje otpora trenja oko zaobljenja prstena za izvlačenje
53. Određivanje deformacione sile izvlačenja
54. Otpor bočnog sabijanja pri izvlačenju
55. Obrada savijanjemSavijanje ima značajnu primenu pri obradi lima gde se dobijaju različiti profili ili dobošiza rezervoare i kotlove.Zavisno od mera i oblika delova,savijanje limova izvodi se ualatima za savijanje na mehaničkim ili hidrauličnim presama i na specijalnim mašinamaza savijanje.U opštem slučaju,prema obliku delova dobijenih savijanjem,razlikuju se:kružno savijanjefazonsko savijanje,iispravljanje,kao obrnuti proces savijanja.Kružno savijanje limova izvodi se na specijalnim mašinama za savijanje sa tri valjka,gdeje gornji valjak obično pomerljiv radi podešavanja prečnika savijanja Ro,dok su donji
valjci fiksni.Fazonsko savijanje vrši se postepeno,obaranjem svake ivice pojedinačno za prav ilineki drugi ugao.Na sl.2.9 prikazano je fazonsko savijanje lima,a na primeru dvostranogsavijanja pod uglom od 90°.Alat je dosta skup jer je namenski.
Ispravljanje limova,kao obrnut proces savijanju,vrši se na taj način što se iskrivljene ilitalasaste trake propuštaju kroz sistem dvorednih valjaka na mašini za ispravljanje.Valjcisu obrtni i međusobno rastojanje između gornjeg i donjeg reda valjaka može sepodešavati zavisno od debljine lima.
56. Mehanički sistemi sa upravljačkim vratilomNosioci programa kod ovakvih sistema su uglavnom razni oblici krivulja i doboša,sagraničnicima koji sluţe kao komandni elementi. Jedan obrtaj upravljačkog vratiladefiniše jedan cikluszadavanog tehnološkog
procesa, u trajanju vreme radnog hoda, tp vreme praznoghoda ). Redosled itrajanjehodova, kako radnih tako i praznih, odreĎuje UV pomoću svojih komandnihelemenata.Slika 8 prikazuje tipične nosioce programa kod mehaničkih sistemasa UV.
57. Kopirni sistemiOsnovni deo svakog sistema kopirnog upravljanja je šablon. Šablon je element koji sadrţiprofilisanu površinu – uzor programa, čijim se praćenjem obezbeĎuje izrada dela sa identičnom ilivrlo sličnom površinom. Najprostiji SKU sadrţe samo jedan šablon i koriste se za kopiranje konturau jednoj ravni, a kopiranje sloţenih površina u prostoru se vrši upotrebom više šablona, koji moguda se koriste kanonički ( jedan nakon drugog do dobijanja konačne površine ) ili simultano ( npr.alat se vodi istovremeno po šablonu koji odreĎuje konturu i šablonu koji odreĎuje dubinu prodiranjaalata ). Sistemi kopirnog upravljanja spadaju u domen visoko mobilne tehnologije, jer se programvrlo lako i brzo menja – zamenom šablona se obezbeĎuje novi program u vrlo kratkomvremenskom roku. Postoje dve osnovne grupe ovih sistema. Prvoj grupi pripradaju SKU kod kojihšablon vrši funkciju prenosnog mehanizma i direktno upravlja radnim organima mašine. Drugugrupu čine SKU kod kojih šablon sluţi za definiciju kretanja radnih organa, ali nema prenosnuulogu, pa je upravljanje indirektno. SKU sa direktnim upravljanjem su obično jednostavni i izvode sekrutom vezom alata i šablona pri čemu šablon i kontrolni pipak trpe veliko površinsko opterećenje –slika 18.
58. Sistemi kontaktnog programskog upravljanjaSistemi kontaktnog programskog upravljanja mogu biti : hidraulicki, pneumatski i elektricni.Sustina sSistemi kontaktnog programskog upravljanja sastoji se u sledecem : deo programskogupravljanja (odnosi se na ciklus obrade i rezime obrade) zadaje se brojno preko upravljackog pultaili komandne table pomocu cepova ili busenih kartica ; drugi deo programa definise velicinu radnihhodova radnih organa masine preko granicnika koji se postavlja na specijalne lenjire ili dobose sazljebom. Zato se ovaj sistem upravljanja naziva jos i sistem upravljanja pomocu granicnika ilisistem upravljanja ciklusa obrade. S obzirom na vrlo malu fleksibilnost primenjuju se uglavnom naspecijalnim masinama namenjeni za serijsku ili masovnu proizvodnju.59. Vrste sistema numeričkog programskog upravljanjaNa osnovu mernog sistema ( postojanja i tipa povratne sprege ), NC sistemi se mogu podeliti naotvorene, poluotvorene, kvazizatvorene i zatvorene.Otvoreni NC sistemi ne sadrţe merni sistem usled čega imaju najjednostavniju konstrukciju. Kakonemaju merni sistem, nemaju potrebe ni za povratnom spregom, koju takoĎe ne sadrţe. Sastojese od upravljačke jedinice ( UJ ), elektrokoračnog motora ( EKM ), hidropojačivača ( HP ) i skupaprenosnih mehanizama ( slika 34 ). Veličina pomeranja se diktira brojem impulsa koji sesaopštavaju EKM. Sistem nema povratne informacije, pa na tačnost obrade utiču jedino EKM, HP i
prenosnik.Poluotvoreni NC sistemi ( slika 35 ) sadrţe merni sistem i povratnu spregu koja kontinualno vraćainformacije o toku obrade do komparatora u kome se uporeĎuju sa zadatim podacima. Bilo kojekretanje se prekida u trenutku kada se vraćene informacije o poloţaju poklope sa onima koje suzadate programom upravljanja. Umesto elektrokoračnih motora, kod ovih sistema se koristeelektromotori jednosmerne struje ( DC servomotori ). Merni sistem je povezan sa navojnimvretenom i merenjem ugaonog pomeraja indirektno meri ( preračunava ) pomeranje radnog stola.Usled povratne sprege i drugih razlika, poluotvoreni NC sistemi su sloţeniji i skuplji od otvorenih, aliobradu vrše dosta tačnije.
Kvazizatvoreni NC sistemi ( slika 36 ) imaju merni sistem povezan sa DC servomotorom, na komemeri ugaone pomeraje i tako indirektno odreĎuje veličinu pomeraja radnog stola. Primećuje sevelika sličnost sa poluotvorenim sistemom, po konstrukciji i principu rada, ali su premeštanjemmernog sistema sa mašine na motor izbegnute vibracije i potresi koji negativno utiču na tačnostmerenja. Pošto se merni sistem ne nalazi na samoj mašini, ovi sistemi se često smatraju iotvorenim.
Zatvoreni NC sistemi ( slika 37 ) koriste punu povratnu spregu i merni sistem za linearnapomeranja. Glavne mane zatvorenih sistema su vremensko kašnjenje izmeĎu ulaznog i izlaznogsignala i dinamička nestabilnost sistema, što se primećuje u vidu grešaka, naročito pri konturnomupravljanju.
60. Sistemi adaptivnog graničnog upravljanja
61. Sistemi adaptivnog optimizacionog upravljanja
62. Osnovi projektovanja tehnoloških procesa
Препоручи ово на Google-у
Унесите коментар...
Коментариши као: Google налог
ОбјавиОбјави ПрегледајПрегледај
Нема коментара:
Постави коментар
Придружите се овом сајтуGoogle повезивање пријатеља
Чланови (14)
Читаоци
Sreda D
Прати 10
Прикажи мојкомплетан профил
Основни подаци омени
2012 (7)
јул (4)
јануар (3)
TMO prvi deo
tmo drugi deo
Izvestaj izmehanikefluida
Архива чланака
Шаблон Simple. Омогућава Blogger.
0 More Next Blog» Create Blog Sign InThis site uses cookies from Google to deliver its services, to personalise ads and to analyse traffic. Informationabout your use of this site is shared with Google. By using this site, you agree to its use of cookies.
LEARN MORE GOT IT
Page: 1 of 12
Masinac
Новији пост Старији постПочетна
Пријавите се на: Објављивање коментара (Atom)
петак, 27. јануар 2012.
Објавио Sreda D у 12.09
tmo drugi deo
Princip rada elektroerozionemetode zasniva se na električnoj eroziji,tj.skidanju metalnih delova materijala prielektričnom pražnjenju između elektroda,tj.katodealata i anodeobratka .Elektrode senalaze na određenom razmaku u random fluidu, dielektrikumu(tehničkavoda,mineralno ulje i dr.).U toku električnog pražnjenja varnica ili električni lukizazivaju električnu eroziju na površini obradka,gde se formira krater na anodiobratkuzbog zagrevanja materijala do vrlo visoke temperatu
36. Ultrazvučna obradaUltrazvučne vibracije predstavljaju elastične talase koji se određenom brzinom prostiru ubilo kojoj sredini.Frekventna oblast elastičnih vibracija je vrlo široka,međutim ljudsko uhoregistruje elastične vibracije u frekventnom opsegu 20Hz20kHz.Ultrzvučna metoda obrade se zasniva na udarnom dejstvu čela alata koji vibrira saultrazvučnom i abrazivnih zrnaca koji se nalaze u suspenziji(sl.3.1a).Metod obradeobuhvata dva osnovna procesa:prvi,udarno dejstvo abrazivnih zrnaca na obradak iodvaljivanje delića materijala i drugi,cirkulacija i obnavljanje abrazivne suspenzije, čimese odnose delići skinutog materijala i dovodi svež abraziv.Ultrazvučna obradanajefikasnije se primenjuje u tečnoj sredini pa se zato i koristi suspenzija,kao mešavinaabrazivnih zrnaca i tečnosti.Primena ove metode je u elektro i radio industriji,optičkoj industriji,mašinogradnji...
37. Elektroeroziona obrada
38. Elektrohemijska obradaElektrohemijska obrada se zasniva na Faradejevom zakonu,prema kojem je količinametala koji je rastvoren pri elektrolizi proporcionalan jačini i vremenu proticanja strujeizmeđu dve elektrode koje se nalaze u elektrolitu.Na sl.3.3 prikazana je šemaelektrohemijske obrade i to elektrohemijskog bušenja.Osnovni nedostatak elektrohemijske obrade predstavlja stvaranje anodnog filma napovršini obratka,koji usporava skidanje materijala. Elektrohemijska obrada se primenjujeza izradu delova reaktivnih motora u avioindustriji,raznih kalupa i turbinskih delova.
39. Elektrohemijsko brušenje
40. Mehanizam plastičnog deformisanja metalaPlastično deformisanje je vrlo složen proces ,a pojavljuje se kao posledica prinudnogtrajnog pomeranja grupe atoma u kristalnima metala.Osnovni mehanizam plastičnigdeformisanja sastoji se u klizanju i dvojnikovanju u ravnima kristalnog konglomerata.Ravni klizanja se poklapaju sa mestima gde postoje linearni defekti kristalne rešetke,kojise nazivaju dislokacija(sl.2.1).
41. Osnovni pojmovi mehanike neprekidnih sredinaMehanika kontinuuma ili mehanika neprekidnih sredina je deo mehanike koji se bavi izučavanjemopštih problema kretanja i ravnoteže neprekidnih sredina (kontinuuma). Neprekidna sredina je skupkontinualno raspoređenih materijalnih tačaka kojima se predstavlja neko deformabilno telo.Deformabilna tela mogu biti čvrsta, tečna i gasovita. Kontinuum je, u stvari, idealizacija koja jerezultat makroskopskog posmatranja molekularne strukture materije. Deformabilno telo se na ovajnačin deli na niz kontinualno poređanih delića koji su dovoljno mali u odnosu na dimenzije tela, adovoljno veliki u odnosu na mikroveličine, tj molekule i međumolekularne prostore, tako da semogu smatrati homogenim. Materijalna tačka kontinuuma predstavlja beskonačno mali deoneprekidno raspoređene materije čiji je položaj položaj određen geometrijskom tačkom prostora.Pomeranje deformabilnog tela može se, prema tome, posmatrati kao pomeranje skupa materijalnihtačaka. Za opisivanje kretanja kontinuuma se, kao referenca, koriste različite vrste koordinatnihsistema.
42. Uslovi plastičnostiPod dejstvom spoljašnjeg opterećenja polazni materijal (polufabrikat) se u prvoj fazideformiše elastično, a onda u kritičnom trenutku počinje ostvarivanje procesa plastičnogoblikovanja, koji traje sve do konačne promene oblika.Da bi se ostvario prelaz iz elastičnog u plastično deformisanje , potrebno je da buduispunjeni određeni uslovi u pogledu intenziteta i međusobnog odnosa napona koji delujupo zapremini tela.a) Kod jednoosnog naprezanja kazemo da ce se plasticno deformisnje nastati kada glavni
normalni napon dostigne granicu tecenja
b) Kod prostornog opterecenja tela Uslov najvećeg smičućeg naponaPoznat je pod nazivom kriterijuma Treska (Tresca) i glasi: da bi otpočeo proces plastičnogdeformisanja maksimalni smičući napon u materijalu treba da dostigne odgovarajućukritičnu vrednost.
naponsko− deformacionog stanja, potrebno je da maksimalni smičući napon dostignepolovinu vrednosti deformacione čvrstoće. S druge strane, a sobzirom da se τmax izražava prekonormalnih napona, može se reći da, prema uslovu najvećeg smicajnog napona, plastičnodeformisanje nastupa kad razlika između najvećeg i najmanjeg glavnog normalnog napona dostignevrednost deformacionog otpora.Energetski uslov plastičnostiPoznat je i kao Mizesov kriterijum plastičnosti (Misses) i važi u opštem slučaju prostornihnaponskih stanja. Počiva na sledećoj energetskoj hipotezi: da bi otpočelo plastično deformisanje unapregnutom telu, količina unutrašnje energije elastične promene oblika, po jedinici zapremine,treba da dostigne jedan kritičan iznos u datim uslovima (temperatura, brzina, stepen deformacije).Ova energija ne zavisi od naponsko−deformacionog stanja, već isključivo od svojstava materijala.Konačna forma ovog uslova može se dati preko sledećeg izraza:
što praktično znači da plastično deformisanje počinje kad efektivni napon dostigne vrednostdeformacionog otpora. Zavisnost deformacionog otpora od plastične deformacije određuje senajčešće eksperimentalno pri jednoosnom zatezanju ili pritiskivanju.
43. Deformacije,vrste i podelaDeformacija predstavlja meru promene oblika i dimenzija posmatrane zapremine ili telaucelini. Pri plastičnom deformisanju menjaju se dimenzije a najčešće i osnovni oblik tela.Svaka elementarna zapremina, u opštem slučaju, deformiše se do različitih iznosadeformacije. Slično naponima, deformaciono stanje u svakoj tački moguće je definisatitenzorom deformacije. Za potpuno određivanje deformacionog stanja potrebno je takavtenzor odrediti u velikom broju tačaka što je teorijski značajno ali praktično veoma teškoizvodljivo. Zato se u tehnologiji plastičnog deformisanja pribegava pojednostavljenju takošto se posmatra veća, makro, zapremina i za nju definiše ostvarena deformacija. Smatrase da je po posmatranoj zapremini deformacija ravnomerna (homogena), a njen iznospredstavlja srednju vrednost svih realnih vrednosti. Slično efektivnom naponu moguće jedefinisati i efektivnu (ekvivalentnu, uopštenu) deformaciju:
Ova veličina je pogodan reprezent deformacionog stanja.U praktičnim izračunavanjima vrednosti deformacija izražavaju se preko pokazatelja.
Pokazatelji deformacije:
− apsolutna deformacija
−relativna (jedinična) deformacija:
−deformacija površine (proširenje ili suženje):
−prirodna (logaritamska) deformacija: Iz uslova o nepromenljivosti zapremine u oblasti plastičnosti dobija se veza izmeđudeformacija u sva tri pravca.
44. Istisnuta zapremina, brzina deformacije i brzinadeformisanja
,
BRZINA DEFORMACIJE I BRZINA DEFORMISANJAI brzine su tenzorske veličine (tenzori drugog reda kao naponi i deformacije) ali ovde ćese dati samo vrednosti na makro nivou.Razlikujemo brzinu deformisanja (brzina kretanja izvršnog elementa mašine, v, mm/s) ibrzinu deformacije (promena deformacije u jedinici vremena, ϕ& , s−1 ).
45. Glavni faktori obrade pri plastičnom deformisanjuOsnovni parametri procesa plastičnog deformisanja su: deformaciona sila i deformacionirad.
a) oblikovanje u toplom stanjuK=const
b)oblikovanje u hladnom stanju
46. Zone deformisanja i klizni konusPri slobodnom sabijanju bez trenja telo,posle deformisanja,zadržava sličan oblik.Nasl.2.2prikazano je telo pre i posle deformisanja.Svaki deo tela isto se deformisao.
Na čeonim dodirnim površinama između materijala obratka i površine pritiskivača,odnosno stolamašine,postoji spoljašnje,kontaktno trenje koje ometa bočno širenje materijala(sl.2.3).Pojedinidelovi tela nejednako se defomišu.
Sl.2.3.Deformisanje pri slobodnom sabijanju sa trenjemI zona ometanog sirenja, II zona glavne deformacije i III zona bocnog deformisanja.
47. Uticaj trenja na glavne faktore obrade pru sabijanju
48. Istosmerno istiskivanje, deformaciona sila i radKod istosmernog istiskivanja ,smer kretanja istiskivača i deformisanog materijal je isti
49. Suprotnosmerno istiskivanje, deformaciona sila i rad
Pripremak se pod dejstvom deformacione sile,koja se saopštava istiskivačem,plastičnodeformiše.Smer kretanja deformisanog materijala,koji ispunjava prostor između kalupai istiskivača,je suprotan smeru kretanja istiskivača.
50. Deformacije pri izvlačenju
51. Naponi pri izvlačenju
52. Određivanje otpora trenja oko zaobljenja prstena za izvlačenje
53. Određivanje deformacione sile izvlačenja
54. Otpor bočnog sabijanja pri izvlačenju
55. Obrada savijanjemSavijanje ima značajnu primenu pri obradi lima gde se dobijaju različiti profili ili dobošiza rezervoare i kotlove.Zavisno od mera i oblika delova,savijanje limova izvodi se ualatima za savijanje na mehaničkim ili hidrauličnim presama i na specijalnim mašinamaza savijanje.U opštem slučaju,prema obliku delova dobijenih savijanjem,razlikuju se:kružno savijanjefazonsko savijanje,iispravljanje,kao obrnuti proces savijanja.Kružno savijanje limova izvodi se na specijalnim mašinama za savijanje sa tri valjka,gdeje gornji valjak obično pomerljiv radi podešavanja prečnika savijanja Ro,dok su donji
valjci fiksni.Fazonsko savijanje vrši se postepeno,obaranjem svake ivice pojedinačno za prav ilineki drugi ugao.Na sl.2.9 prikazano je fazonsko savijanje lima,a na primeru dvostranogsavijanja pod uglom od 90°.Alat je dosta skup jer je namenski.
Ispravljanje limova,kao obrnut proces savijanju,vrši se na taj način što se iskrivljene ilitalasaste trake propuštaju kroz sistem dvorednih valjaka na mašini za ispravljanje.Valjcisu obrtni i međusobno rastojanje između gornjeg i donjeg reda valjaka može sepodešavati zavisno od debljine lima.
56. Mehanički sistemi sa upravljačkim vratilomNosioci programa kod ovakvih sistema su uglavnom razni oblici krivulja i doboša,sagraničnicima koji sluţe kao komandni elementi. Jedan obrtaj upravljačkog vratiladefiniše jedan cikluszadavanog tehnološkog
procesa, u trajanju vreme radnog hoda, tp vreme praznoghoda ). Redosled itrajanjehodova, kako radnih tako i praznih, odreĎuje UV pomoću svojih komandnihelemenata.Slika 8 prikazuje tipične nosioce programa kod mehaničkih sistemasa UV.
57. Kopirni sistemiOsnovni deo svakog sistema kopirnog upravljanja je šablon. Šablon je element koji sadrţiprofilisanu površinu – uzor programa, čijim se praćenjem obezbeĎuje izrada dela sa identičnom ilivrlo sličnom površinom. Najprostiji SKU sadrţe samo jedan šablon i koriste se za kopiranje konturau jednoj ravni, a kopiranje sloţenih površina u prostoru se vrši upotrebom više šablona, koji moguda se koriste kanonički ( jedan nakon drugog do dobijanja konačne površine ) ili simultano ( npr.alat se vodi istovremeno po šablonu koji odreĎuje konturu i šablonu koji odreĎuje dubinu prodiranjaalata ). Sistemi kopirnog upravljanja spadaju u domen visoko mobilne tehnologije, jer se programvrlo lako i brzo menja – zamenom šablona se obezbeĎuje novi program u vrlo kratkomvremenskom roku. Postoje dve osnovne grupe ovih sistema. Prvoj grupi pripradaju SKU kod kojihšablon vrši funkciju prenosnog mehanizma i direktno upravlja radnim organima mašine. Drugugrupu čine SKU kod kojih šablon sluţi za definiciju kretanja radnih organa, ali nema prenosnuulogu, pa je upravljanje indirektno. SKU sa direktnim upravljanjem su obično jednostavni i izvode sekrutom vezom alata i šablona pri čemu šablon i kontrolni pipak trpe veliko površinsko opterećenje –slika 18.
58. Sistemi kontaktnog programskog upravljanjaSistemi kontaktnog programskog upravljanja mogu biti : hidraulicki, pneumatski i elektricni.Sustina sSistemi kontaktnog programskog upravljanja sastoji se u sledecem : deo programskogupravljanja (odnosi se na ciklus obrade i rezime obrade) zadaje se brojno preko upravljackog pultaili komandne table pomocu cepova ili busenih kartica ; drugi deo programa definise velicinu radnihhodova radnih organa masine preko granicnika koji se postavlja na specijalne lenjire ili dobose sazljebom. Zato se ovaj sistem upravljanja naziva jos i sistem upravljanja pomocu granicnika ilisistem upravljanja ciklusa obrade. S obzirom na vrlo malu fleksibilnost primenjuju se uglavnom naspecijalnim masinama namenjeni za serijsku ili masovnu proizvodnju.59. Vrste sistema numeričkog programskog upravljanjaNa osnovu mernog sistema ( postojanja i tipa povratne sprege ), NC sistemi se mogu podeliti naotvorene, poluotvorene, kvazizatvorene i zatvorene.Otvoreni NC sistemi ne sadrţe merni sistem usled čega imaju najjednostavniju konstrukciju. Kakonemaju merni sistem, nemaju potrebe ni za povratnom spregom, koju takoĎe ne sadrţe. Sastojese od upravljačke jedinice ( UJ ), elektrokoračnog motora ( EKM ), hidropojačivača ( HP ) i skupaprenosnih mehanizama ( slika 34 ). Veličina pomeranja se diktira brojem impulsa koji sesaopštavaju EKM. Sistem nema povratne informacije, pa na tačnost obrade utiču jedino EKM, HP i
prenosnik.Poluotvoreni NC sistemi ( slika 35 ) sadrţe merni sistem i povratnu spregu koja kontinualno vraćainformacije o toku obrade do komparatora u kome se uporeĎuju sa zadatim podacima. Bilo kojekretanje se prekida u trenutku kada se vraćene informacije o poloţaju poklope sa onima koje suzadate programom upravljanja. Umesto elektrokoračnih motora, kod ovih sistema se koristeelektromotori jednosmerne struje ( DC servomotori ). Merni sistem je povezan sa navojnimvretenom i merenjem ugaonog pomeraja indirektno meri ( preračunava ) pomeranje radnog stola.Usled povratne sprege i drugih razlika, poluotvoreni NC sistemi su sloţeniji i skuplji od otvorenih, aliobradu vrše dosta tačnije.
Kvazizatvoreni NC sistemi ( slika 36 ) imaju merni sistem povezan sa DC servomotorom, na komemeri ugaone pomeraje i tako indirektno odreĎuje veličinu pomeraja radnog stola. Primećuje sevelika sličnost sa poluotvorenim sistemom, po konstrukciji i principu rada, ali su premeštanjemmernog sistema sa mašine na motor izbegnute vibracije i potresi koji negativno utiču na tačnostmerenja. Pošto se merni sistem ne nalazi na samoj mašini, ovi sistemi se često smatraju iotvorenim.
Zatvoreni NC sistemi ( slika 37 ) koriste punu povratnu spregu i merni sistem za linearnapomeranja. Glavne mane zatvorenih sistema su vremensko kašnjenje izmeĎu ulaznog i izlaznogsignala i dinamička nestabilnost sistema, što se primećuje u vidu grešaka, naročito pri konturnomupravljanju.
60. Sistemi adaptivnog graničnog upravljanja
61. Sistemi adaptivnog optimizacionog upravljanja
62. Osnovi projektovanja tehnoloških procesa
Препоручи ово на Google-у
Унесите коментар...
Коментариши као: Google налог
ОбјавиОбјави ПрегледајПрегледај
Нема коментара:
Постави коментар
Придружите се овом сајтуGoogle повезивање пријатеља
Чланови (14)
Читаоци
Sreda D
Прати 10
Прикажи мојкомплетан профил
Основни подаци омени
2012 (7)
јул (4)
јануар (3)
TMO prvi deo
tmo drugi deo
Izvestaj izmehanikefluida
Архива чланака
Шаблон Simple. Омогућава Blogger.
0 More Next Blog» Create Blog Sign InThis site uses cookies from Google to deliver its services, to personalise ads and to analyse traffic. Informationabout your use of this site is shared with Google. By using this site, you agree to its use of cookies.
LEARN MORE GOT IT
Page: 2 of 12
Masinac
Новији пост Старији постПочетна
Пријавите се на: Објављивање коментара (Atom)
петак, 27. јануар 2012.
Објавио Sreda D у 12.09
tmo drugi deo
Princip rada elektroerozionemetode zasniva se na električnoj eroziji,tj.skidanju metalnih delova materijala prielektričnom pražnjenju između elektroda,tj.katodealata i anodeobratka .Elektrode senalaze na određenom razmaku u random fluidu, dielektrikumu(tehničkavoda,mineralno ulje i dr.).U toku električnog pražnjenja varnica ili električni lukizazivaju električnu eroziju na površini obradka,gde se formira krater na anodiobratkuzbog zagrevanja materijala do vrlo visoke temperatu
36. Ultrazvučna obradaUltrazvučne vibracije predstavljaju elastične talase koji se određenom brzinom prostiru ubilo kojoj sredini.Frekventna oblast elastičnih vibracija je vrlo široka,međutim ljudsko uhoregistruje elastične vibracije u frekventnom opsegu 20Hz20kHz.Ultrzvučna metoda obrade se zasniva na udarnom dejstvu čela alata koji vibrira saultrazvučnom i abrazivnih zrnaca koji se nalaze u suspenziji(sl.3.1a).Metod obradeobuhvata dva osnovna procesa:prvi,udarno dejstvo abrazivnih zrnaca na obradak iodvaljivanje delića materijala i drugi,cirkulacija i obnavljanje abrazivne suspenzije, čimese odnose delići skinutog materijala i dovodi svež abraziv.Ultrazvučna obradanajefikasnije se primenjuje u tečnoj sredini pa se zato i koristi suspenzija,kao mešavinaabrazivnih zrnaca i tečnosti.Primena ove metode je u elektro i radio industriji,optičkoj industriji,mašinogradnji...
37. Elektroeroziona obrada
38. Elektrohemijska obradaElektrohemijska obrada se zasniva na Faradejevom zakonu,prema kojem je količinametala koji je rastvoren pri elektrolizi proporcionalan jačini i vremenu proticanja strujeizmeđu dve elektrode koje se nalaze u elektrolitu.Na sl.3.3 prikazana je šemaelektrohemijske obrade i to elektrohemijskog bušenja.Osnovni nedostatak elektrohemijske obrade predstavlja stvaranje anodnog filma napovršini obratka,koji usporava skidanje materijala. Elektrohemijska obrada se primenjujeza izradu delova reaktivnih motora u avioindustriji,raznih kalupa i turbinskih delova.
39. Elektrohemijsko brušenje
40. Mehanizam plastičnog deformisanja metalaPlastično deformisanje je vrlo složen proces ,a pojavljuje se kao posledica prinudnogtrajnog pomeranja grupe atoma u kristalnima metala.Osnovni mehanizam plastičnigdeformisanja sastoji se u klizanju i dvojnikovanju u ravnima kristalnog konglomerata.Ravni klizanja se poklapaju sa mestima gde postoje linearni defekti kristalne rešetke,kojise nazivaju dislokacija(sl.2.1).
41. Osnovni pojmovi mehanike neprekidnih sredinaMehanika kontinuuma ili mehanika neprekidnih sredina je deo mehanike koji se bavi izučavanjemopštih problema kretanja i ravnoteže neprekidnih sredina (kontinuuma). Neprekidna sredina je skupkontinualno raspoređenih materijalnih tačaka kojima se predstavlja neko deformabilno telo.Deformabilna tela mogu biti čvrsta, tečna i gasovita. Kontinuum je, u stvari, idealizacija koja jerezultat makroskopskog posmatranja molekularne strukture materije. Deformabilno telo se na ovajnačin deli na niz kontinualno poređanih delića koji su dovoljno mali u odnosu na dimenzije tela, adovoljno veliki u odnosu na mikroveličine, tj molekule i međumolekularne prostore, tako da semogu smatrati homogenim. Materijalna tačka kontinuuma predstavlja beskonačno mali deoneprekidno raspoređene materije čiji je položaj položaj određen geometrijskom tačkom prostora.Pomeranje deformabilnog tela može se, prema tome, posmatrati kao pomeranje skupa materijalnihtačaka. Za opisivanje kretanja kontinuuma se, kao referenca, koriste različite vrste koordinatnihsistema.
42. Uslovi plastičnostiPod dejstvom spoljašnjeg opterećenja polazni materijal (polufabrikat) se u prvoj fazideformiše elastično, a onda u kritičnom trenutku počinje ostvarivanje procesa plastičnogoblikovanja, koji traje sve do konačne promene oblika.Da bi se ostvario prelaz iz elastičnog u plastično deformisanje , potrebno je da buduispunjeni određeni uslovi u pogledu intenziteta i međusobnog odnosa napona koji delujupo zapremini tela.a) Kod jednoosnog naprezanja kazemo da ce se plasticno deformisnje nastati kada glavni
normalni napon dostigne granicu tecenja
b) Kod prostornog opterecenja tela Uslov najvećeg smičućeg naponaPoznat je pod nazivom kriterijuma Treska (Tresca) i glasi: da bi otpočeo proces plastičnogdeformisanja maksimalni smičući napon u materijalu treba da dostigne odgovarajućukritičnu vrednost.
naponsko− deformacionog stanja, potrebno je da maksimalni smičući napon dostignepolovinu vrednosti deformacione čvrstoće. S druge strane, a sobzirom da se τmax izražava prekonormalnih napona, može se reći da, prema uslovu najvećeg smicajnog napona, plastičnodeformisanje nastupa kad razlika između najvećeg i najmanjeg glavnog normalnog napona dostignevrednost deformacionog otpora.Energetski uslov plastičnostiPoznat je i kao Mizesov kriterijum plastičnosti (Misses) i važi u opštem slučaju prostornihnaponskih stanja. Počiva na sledećoj energetskoj hipotezi: da bi otpočelo plastično deformisanje unapregnutom telu, količina unutrašnje energije elastične promene oblika, po jedinici zapremine,treba da dostigne jedan kritičan iznos u datim uslovima (temperatura, brzina, stepen deformacije).Ova energija ne zavisi od naponsko−deformacionog stanja, već isključivo od svojstava materijala.Konačna forma ovog uslova može se dati preko sledećeg izraza:
što praktično znači da plastično deformisanje počinje kad efektivni napon dostigne vrednostdeformacionog otpora. Zavisnost deformacionog otpora od plastične deformacije određuje senajčešće eksperimentalno pri jednoosnom zatezanju ili pritiskivanju.
43. Deformacije,vrste i podelaDeformacija predstavlja meru promene oblika i dimenzija posmatrane zapremine ili telaucelini. Pri plastičnom deformisanju menjaju se dimenzije a najčešće i osnovni oblik tela.Svaka elementarna zapremina, u opštem slučaju, deformiše se do različitih iznosadeformacije. Slično naponima, deformaciono stanje u svakoj tački moguće je definisatitenzorom deformacije. Za potpuno određivanje deformacionog stanja potrebno je takavtenzor odrediti u velikom broju tačaka što je teorijski značajno ali praktično veoma teškoizvodljivo. Zato se u tehnologiji plastičnog deformisanja pribegava pojednostavljenju takošto se posmatra veća, makro, zapremina i za nju definiše ostvarena deformacija. Smatrase da je po posmatranoj zapremini deformacija ravnomerna (homogena), a njen iznospredstavlja srednju vrednost svih realnih vrednosti. Slično efektivnom naponu moguće jedefinisati i efektivnu (ekvivalentnu, uopštenu) deformaciju:
Ova veličina je pogodan reprezent deformacionog stanja.U praktičnim izračunavanjima vrednosti deformacija izražavaju se preko pokazatelja.
Pokazatelji deformacije:
− apsolutna deformacija
−relativna (jedinična) deformacija:
−deformacija površine (proširenje ili suženje):
−prirodna (logaritamska) deformacija: Iz uslova o nepromenljivosti zapremine u oblasti plastičnosti dobija se veza izmeđudeformacija u sva tri pravca.
44. Istisnuta zapremina, brzina deformacije i brzinadeformisanja
,
BRZINA DEFORMACIJE I BRZINA DEFORMISANJAI brzine su tenzorske veličine (tenzori drugog reda kao naponi i deformacije) ali ovde ćese dati samo vrednosti na makro nivou.Razlikujemo brzinu deformisanja (brzina kretanja izvršnog elementa mašine, v, mm/s) ibrzinu deformacije (promena deformacije u jedinici vremena, ϕ& , s−1 ).
45. Glavni faktori obrade pri plastičnom deformisanjuOsnovni parametri procesa plastičnog deformisanja su: deformaciona sila i deformacionirad.
a) oblikovanje u toplom stanjuK=const
b)oblikovanje u hladnom stanju
46. Zone deformisanja i klizni konusPri slobodnom sabijanju bez trenja telo,posle deformisanja,zadržava sličan oblik.Nasl.2.2prikazano je telo pre i posle deformisanja.Svaki deo tela isto se deformisao.
Na čeonim dodirnim površinama između materijala obratka i površine pritiskivača,odnosno stolamašine,postoji spoljašnje,kontaktno trenje koje ometa bočno širenje materijala(sl.2.3).Pojedinidelovi tela nejednako se defomišu.
Sl.2.3.Deformisanje pri slobodnom sabijanju sa trenjemI zona ometanog sirenja, II zona glavne deformacije i III zona bocnog deformisanja.
47. Uticaj trenja na glavne faktore obrade pru sabijanju
48. Istosmerno istiskivanje, deformaciona sila i radKod istosmernog istiskivanja ,smer kretanja istiskivača i deformisanog materijal je isti
49. Suprotnosmerno istiskivanje, deformaciona sila i rad
Pripremak se pod dejstvom deformacione sile,koja se saopštava istiskivačem,plastičnodeformiše.Smer kretanja deformisanog materijala,koji ispunjava prostor između kalupai istiskivača,je suprotan smeru kretanja istiskivača.
50. Deformacije pri izvlačenju
51. Naponi pri izvlačenju
52. Određivanje otpora trenja oko zaobljenja prstena za izvlačenje
53. Određivanje deformacione sile izvlačenja
54. Otpor bočnog sabijanja pri izvlačenju
55. Obrada savijanjemSavijanje ima značajnu primenu pri obradi lima gde se dobijaju različiti profili ili dobošiza rezervoare i kotlove.Zavisno od mera i oblika delova,savijanje limova izvodi se ualatima za savijanje na mehaničkim ili hidrauličnim presama i na specijalnim mašinamaza savijanje.U opštem slučaju,prema obliku delova dobijenih savijanjem,razlikuju se:kružno savijanjefazonsko savijanje,iispravljanje,kao obrnuti proces savijanja.Kružno savijanje limova izvodi se na specijalnim mašinama za savijanje sa tri valjka,gdeje gornji valjak obično pomerljiv radi podešavanja prečnika savijanja Ro,dok su donji
valjci fiksni.Fazonsko savijanje vrši se postepeno,obaranjem svake ivice pojedinačno za prav ilineki drugi ugao.Na sl.2.9 prikazano je fazonsko savijanje lima,a na primeru dvostranogsavijanja pod uglom od 90°.Alat je dosta skup jer je namenski.
Ispravljanje limova,kao obrnut proces savijanju,vrši se na taj način što se iskrivljene ilitalasaste trake propuštaju kroz sistem dvorednih valjaka na mašini za ispravljanje.Valjcisu obrtni i međusobno rastojanje između gornjeg i donjeg reda valjaka može sepodešavati zavisno od debljine lima.
56. Mehanički sistemi sa upravljačkim vratilomNosioci programa kod ovakvih sistema su uglavnom razni oblici krivulja i doboša,sagraničnicima koji sluţe kao komandni elementi. Jedan obrtaj upravljačkog vratiladefiniše jedan cikluszadavanog tehnološkog
procesa, u trajanju vreme radnog hoda, tp vreme praznoghoda ). Redosled itrajanjehodova, kako radnih tako i praznih, odreĎuje UV pomoću svojih komandnihelemenata.Slika 8 prikazuje tipične nosioce programa kod mehaničkih sistemasa UV.
57. Kopirni sistemiOsnovni deo svakog sistema kopirnog upravljanja je šablon. Šablon je element koji sadrţiprofilisanu površinu – uzor programa, čijim se praćenjem obezbeĎuje izrada dela sa identičnom ilivrlo sličnom površinom. Najprostiji SKU sadrţe samo jedan šablon i koriste se za kopiranje konturau jednoj ravni, a kopiranje sloţenih površina u prostoru se vrši upotrebom više šablona, koji moguda se koriste kanonički ( jedan nakon drugog do dobijanja konačne površine ) ili simultano ( npr.alat se vodi istovremeno po šablonu koji odreĎuje konturu i šablonu koji odreĎuje dubinu prodiranjaalata ). Sistemi kopirnog upravljanja spadaju u domen visoko mobilne tehnologije, jer se programvrlo lako i brzo menja – zamenom šablona se obezbeĎuje novi program u vrlo kratkomvremenskom roku. Postoje dve osnovne grupe ovih sistema. Prvoj grupi pripradaju SKU kod kojihšablon vrši funkciju prenosnog mehanizma i direktno upravlja radnim organima mašine. Drugugrupu čine SKU kod kojih šablon sluţi za definiciju kretanja radnih organa, ali nema prenosnuulogu, pa je upravljanje indirektno. SKU sa direktnim upravljanjem su obično jednostavni i izvode sekrutom vezom alata i šablona pri čemu šablon i kontrolni pipak trpe veliko površinsko opterećenje –slika 18.
58. Sistemi kontaktnog programskog upravljanjaSistemi kontaktnog programskog upravljanja mogu biti : hidraulicki, pneumatski i elektricni.Sustina sSistemi kontaktnog programskog upravljanja sastoji se u sledecem : deo programskogupravljanja (odnosi se na ciklus obrade i rezime obrade) zadaje se brojno preko upravljackog pultaili komandne table pomocu cepova ili busenih kartica ; drugi deo programa definise velicinu radnihhodova radnih organa masine preko granicnika koji se postavlja na specijalne lenjire ili dobose sazljebom. Zato se ovaj sistem upravljanja naziva jos i sistem upravljanja pomocu granicnika ilisistem upravljanja ciklusa obrade. S obzirom na vrlo malu fleksibilnost primenjuju se uglavnom naspecijalnim masinama namenjeni za serijsku ili masovnu proizvodnju.59. Vrste sistema numeričkog programskog upravljanjaNa osnovu mernog sistema ( postojanja i tipa povratne sprege ), NC sistemi se mogu podeliti naotvorene, poluotvorene, kvazizatvorene i zatvorene.Otvoreni NC sistemi ne sadrţe merni sistem usled čega imaju najjednostavniju konstrukciju. Kakonemaju merni sistem, nemaju potrebe ni za povratnom spregom, koju takoĎe ne sadrţe. Sastojese od upravljačke jedinice ( UJ ), elektrokoračnog motora ( EKM ), hidropojačivača ( HP ) i skupaprenosnih mehanizama ( slika 34 ). Veličina pomeranja se diktira brojem impulsa koji sesaopštavaju EKM. Sistem nema povratne informacije, pa na tačnost obrade utiču jedino EKM, HP i
prenosnik.Poluotvoreni NC sistemi ( slika 35 ) sadrţe merni sistem i povratnu spregu koja kontinualno vraćainformacije o toku obrade do komparatora u kome se uporeĎuju sa zadatim podacima. Bilo kojekretanje se prekida u trenutku kada se vraćene informacije o poloţaju poklope sa onima koje suzadate programom upravljanja. Umesto elektrokoračnih motora, kod ovih sistema se koristeelektromotori jednosmerne struje ( DC servomotori ). Merni sistem je povezan sa navojnimvretenom i merenjem ugaonog pomeraja indirektno meri ( preračunava ) pomeranje radnog stola.Usled povratne sprege i drugih razlika, poluotvoreni NC sistemi su sloţeniji i skuplji od otvorenih, aliobradu vrše dosta tačnije.
Kvazizatvoreni NC sistemi ( slika 36 ) imaju merni sistem povezan sa DC servomotorom, na komemeri ugaone pomeraje i tako indirektno odreĎuje veličinu pomeraja radnog stola. Primećuje sevelika sličnost sa poluotvorenim sistemom, po konstrukciji i principu rada, ali su premeštanjemmernog sistema sa mašine na motor izbegnute vibracije i potresi koji negativno utiču na tačnostmerenja. Pošto se merni sistem ne nalazi na samoj mašini, ovi sistemi se često smatraju iotvorenim.
Zatvoreni NC sistemi ( slika 37 ) koriste punu povratnu spregu i merni sistem za linearnapomeranja. Glavne mane zatvorenih sistema su vremensko kašnjenje izmeĎu ulaznog i izlaznogsignala i dinamička nestabilnost sistema, što se primećuje u vidu grešaka, naročito pri konturnomupravljanju.
60. Sistemi adaptivnog graničnog upravljanja
61. Sistemi adaptivnog optimizacionog upravljanja
62. Osnovi projektovanja tehnoloških procesa
Препоручи ово на Google-у
Унесите коментар...
Коментариши као: Google налог
ОбјавиОбјави ПрегледајПрегледај
Нема коментара:
Постави коментар
Придружите се овом сајтуGoogle повезивање пријатеља
Чланови (14)
Читаоци
Sreda D
Прати 10
Прикажи мојкомплетан профил
Основни подаци омени
2012 (7)
јул (4)
јануар (3)
TMO prvi deo
tmo drugi deo
Izvestaj izmehanikefluida
Архива чланака
Шаблон Simple. Омогућава Blogger.
0 More Next Blog» Create Blog Sign InThis site uses cookies from Google to deliver its services, to personalise ads and to analyse traffic. Informationabout your use of this site is shared with Google. By using this site, you agree to its use of cookies.
LEARN MORE GOT IT
Page: 3 of 12
Masinac
Новији пост Старији постПочетна
Пријавите се на: Објављивање коментара (Atom)
петак, 27. јануар 2012.
Објавио Sreda D у 12.09
tmo drugi deo
Princip rada elektroerozionemetode zasniva se na električnoj eroziji,tj.skidanju metalnih delova materijala prielektričnom pražnjenju između elektroda,tj.katodealata i anodeobratka .Elektrode senalaze na određenom razmaku u random fluidu, dielektrikumu(tehničkavoda,mineralno ulje i dr.).U toku električnog pražnjenja varnica ili električni lukizazivaju električnu eroziju na površini obradka,gde se formira krater na anodiobratkuzbog zagrevanja materijala do vrlo visoke temperatu
36. Ultrazvučna obradaUltrazvučne vibracije predstavljaju elastične talase koji se određenom brzinom prostiru ubilo kojoj sredini.Frekventna oblast elastičnih vibracija je vrlo široka,međutim ljudsko uhoregistruje elastične vibracije u frekventnom opsegu 20Hz20kHz.Ultrzvučna metoda obrade se zasniva na udarnom dejstvu čela alata koji vibrira saultrazvučnom i abrazivnih zrnaca koji se nalaze u suspenziji(sl.3.1a).Metod obradeobuhvata dva osnovna procesa:prvi,udarno dejstvo abrazivnih zrnaca na obradak iodvaljivanje delića materijala i drugi,cirkulacija i obnavljanje abrazivne suspenzije, čimese odnose delići skinutog materijala i dovodi svež abraziv.Ultrazvučna obradanajefikasnije se primenjuje u tečnoj sredini pa se zato i koristi suspenzija,kao mešavinaabrazivnih zrnaca i tečnosti.Primena ove metode je u elektro i radio industriji,optičkoj industriji,mašinogradnji...
37. Elektroeroziona obrada
38. Elektrohemijska obradaElektrohemijska obrada se zasniva na Faradejevom zakonu,prema kojem je količinametala koji je rastvoren pri elektrolizi proporcionalan jačini i vremenu proticanja strujeizmeđu dve elektrode koje se nalaze u elektrolitu.Na sl.3.3 prikazana je šemaelektrohemijske obrade i to elektrohemijskog bušenja.Osnovni nedostatak elektrohemijske obrade predstavlja stvaranje anodnog filma napovršini obratka,koji usporava skidanje materijala. Elektrohemijska obrada se primenjujeza izradu delova reaktivnih motora u avioindustriji,raznih kalupa i turbinskih delova.
39. Elektrohemijsko brušenje
40. Mehanizam plastičnog deformisanja metalaPlastično deformisanje je vrlo složen proces ,a pojavljuje se kao posledica prinudnogtrajnog pomeranja grupe atoma u kristalnima metala.Osnovni mehanizam plastičnigdeformisanja sastoji se u klizanju i dvojnikovanju u ravnima kristalnog konglomerata.Ravni klizanja se poklapaju sa mestima gde postoje linearni defekti kristalne rešetke,kojise nazivaju dislokacija(sl.2.1).
41. Osnovni pojmovi mehanike neprekidnih sredinaMehanika kontinuuma ili mehanika neprekidnih sredina je deo mehanike koji se bavi izučavanjemopštih problema kretanja i ravnoteže neprekidnih sredina (kontinuuma). Neprekidna sredina je skupkontinualno raspoređenih materijalnih tačaka kojima se predstavlja neko deformabilno telo.Deformabilna tela mogu biti čvrsta, tečna i gasovita. Kontinuum je, u stvari, idealizacija koja jerezultat makroskopskog posmatranja molekularne strukture materije. Deformabilno telo se na ovajnačin deli na niz kontinualno poređanih delića koji su dovoljno mali u odnosu na dimenzije tela, adovoljno veliki u odnosu na mikroveličine, tj molekule i međumolekularne prostore, tako da semogu smatrati homogenim. Materijalna tačka kontinuuma predstavlja beskonačno mali deoneprekidno raspoređene materije čiji je položaj položaj određen geometrijskom tačkom prostora.Pomeranje deformabilnog tela može se, prema tome, posmatrati kao pomeranje skupa materijalnihtačaka. Za opisivanje kretanja kontinuuma se, kao referenca, koriste različite vrste koordinatnihsistema.
42. Uslovi plastičnostiPod dejstvom spoljašnjeg opterećenja polazni materijal (polufabrikat) se u prvoj fazideformiše elastično, a onda u kritičnom trenutku počinje ostvarivanje procesa plastičnogoblikovanja, koji traje sve do konačne promene oblika.Da bi se ostvario prelaz iz elastičnog u plastično deformisanje , potrebno je da buduispunjeni određeni uslovi u pogledu intenziteta i međusobnog odnosa napona koji delujupo zapremini tela.a) Kod jednoosnog naprezanja kazemo da ce se plasticno deformisnje nastati kada glavni
normalni napon dostigne granicu tecenja
b) Kod prostornog opterecenja tela Uslov najvećeg smičućeg naponaPoznat je pod nazivom kriterijuma Treska (Tresca) i glasi: da bi otpočeo proces plastičnogdeformisanja maksimalni smičući napon u materijalu treba da dostigne odgovarajućukritičnu vrednost.
naponsko− deformacionog stanja, potrebno je da maksimalni smičući napon dostignepolovinu vrednosti deformacione čvrstoće. S druge strane, a sobzirom da se τmax izražava prekonormalnih napona, može se reći da, prema uslovu najvećeg smicajnog napona, plastičnodeformisanje nastupa kad razlika između najvećeg i najmanjeg glavnog normalnog napona dostignevrednost deformacionog otpora.Energetski uslov plastičnostiPoznat je i kao Mizesov kriterijum plastičnosti (Misses) i važi u opštem slučaju prostornihnaponskih stanja. Počiva na sledećoj energetskoj hipotezi: da bi otpočelo plastično deformisanje unapregnutom telu, količina unutrašnje energije elastične promene oblika, po jedinici zapremine,treba da dostigne jedan kritičan iznos u datim uslovima (temperatura, brzina, stepen deformacije).Ova energija ne zavisi od naponsko−deformacionog stanja, već isključivo od svojstava materijala.Konačna forma ovog uslova može se dati preko sledećeg izraza:
što praktično znači da plastično deformisanje počinje kad efektivni napon dostigne vrednostdeformacionog otpora. Zavisnost deformacionog otpora od plastične deformacije određuje senajčešće eksperimentalno pri jednoosnom zatezanju ili pritiskivanju.
43. Deformacije,vrste i podelaDeformacija predstavlja meru promene oblika i dimenzija posmatrane zapremine ili telaucelini. Pri plastičnom deformisanju menjaju se dimenzije a najčešće i osnovni oblik tela.Svaka elementarna zapremina, u opštem slučaju, deformiše se do različitih iznosadeformacije. Slično naponima, deformaciono stanje u svakoj tački moguće je definisatitenzorom deformacije. Za potpuno određivanje deformacionog stanja potrebno je takavtenzor odrediti u velikom broju tačaka što je teorijski značajno ali praktično veoma teškoizvodljivo. Zato se u tehnologiji plastičnog deformisanja pribegava pojednostavljenju takošto se posmatra veća, makro, zapremina i za nju definiše ostvarena deformacija. Smatrase da je po posmatranoj zapremini deformacija ravnomerna (homogena), a njen iznospredstavlja srednju vrednost svih realnih vrednosti. Slično efektivnom naponu moguće jedefinisati i efektivnu (ekvivalentnu, uopštenu) deformaciju:
Ova veličina je pogodan reprezent deformacionog stanja.U praktičnim izračunavanjima vrednosti deformacija izražavaju se preko pokazatelja.
Pokazatelji deformacije:
− apsolutna deformacija
−relativna (jedinična) deformacija:
−deformacija površine (proširenje ili suženje):
−prirodna (logaritamska) deformacija: Iz uslova o nepromenljivosti zapremine u oblasti plastičnosti dobija se veza izmeđudeformacija u sva tri pravca.
44. Istisnuta zapremina, brzina deformacije i brzinadeformisanja
,
BRZINA DEFORMACIJE I BRZINA DEFORMISANJAI brzine su tenzorske veličine (tenzori drugog reda kao naponi i deformacije) ali ovde ćese dati samo vrednosti na makro nivou.Razlikujemo brzinu deformisanja (brzina kretanja izvršnog elementa mašine, v, mm/s) ibrzinu deformacije (promena deformacije u jedinici vremena, ϕ& , s−1 ).
45. Glavni faktori obrade pri plastičnom deformisanjuOsnovni parametri procesa plastičnog deformisanja su: deformaciona sila i deformacionirad.
a) oblikovanje u toplom stanjuK=const
b)oblikovanje u hladnom stanju
46. Zone deformisanja i klizni konusPri slobodnom sabijanju bez trenja telo,posle deformisanja,zadržava sličan oblik.Nasl.2.2prikazano je telo pre i posle deformisanja.Svaki deo tela isto se deformisao.
Na čeonim dodirnim površinama između materijala obratka i površine pritiskivača,odnosno stolamašine,postoji spoljašnje,kontaktno trenje koje ometa bočno širenje materijala(sl.2.3).Pojedinidelovi tela nejednako se defomišu.
Sl.2.3.Deformisanje pri slobodnom sabijanju sa trenjemI zona ometanog sirenja, II zona glavne deformacije i III zona bocnog deformisanja.
47. Uticaj trenja na glavne faktore obrade pru sabijanju
48. Istosmerno istiskivanje, deformaciona sila i radKod istosmernog istiskivanja ,smer kretanja istiskivača i deformisanog materijal je isti
49. Suprotnosmerno istiskivanje, deformaciona sila i rad
Pripremak se pod dejstvom deformacione sile,koja se saopštava istiskivačem,plastičnodeformiše.Smer kretanja deformisanog materijala,koji ispunjava prostor između kalupai istiskivača,je suprotan smeru kretanja istiskivača.
50. Deformacije pri izvlačenju
51. Naponi pri izvlačenju
52. Određivanje otpora trenja oko zaobljenja prstena za izvlačenje
53. Određivanje deformacione sile izvlačenja
54. Otpor bočnog sabijanja pri izvlačenju
55. Obrada savijanjemSavijanje ima značajnu primenu pri obradi lima gde se dobijaju različiti profili ili dobošiza rezervoare i kotlove.Zavisno od mera i oblika delova,savijanje limova izvodi se ualatima za savijanje na mehaničkim ili hidrauličnim presama i na specijalnim mašinamaza savijanje.U opštem slučaju,prema obliku delova dobijenih savijanjem,razlikuju se:kružno savijanjefazonsko savijanje,iispravljanje,kao obrnuti proces savijanja.Kružno savijanje limova izvodi se na specijalnim mašinama za savijanje sa tri valjka,gdeje gornji valjak obično pomerljiv radi podešavanja prečnika savijanja Ro,dok su donji
valjci fiksni.Fazonsko savijanje vrši se postepeno,obaranjem svake ivice pojedinačno za prav ilineki drugi ugao.Na sl.2.9 prikazano je fazonsko savijanje lima,a na primeru dvostranogsavijanja pod uglom od 90°.Alat je dosta skup jer je namenski.
Ispravljanje limova,kao obrnut proces savijanju,vrši se na taj način što se iskrivljene ilitalasaste trake propuštaju kroz sistem dvorednih valjaka na mašini za ispravljanje.Valjcisu obrtni i međusobno rastojanje između gornjeg i donjeg reda valjaka može sepodešavati zavisno od debljine lima.
56. Mehanički sistemi sa upravljačkim vratilomNosioci programa kod ovakvih sistema su uglavnom razni oblici krivulja i doboša,sagraničnicima koji sluţe kao komandni elementi. Jedan obrtaj upravljačkog vratiladefiniše jedan cikluszadavanog tehnološkog
procesa, u trajanju vreme radnog hoda, tp vreme praznoghoda ). Redosled itrajanjehodova, kako radnih tako i praznih, odreĎuje UV pomoću svojih komandnihelemenata.Slika 8 prikazuje tipične nosioce programa kod mehaničkih sistemasa UV.
57. Kopirni sistemiOsnovni deo svakog sistema kopirnog upravljanja je šablon. Šablon je element koji sadrţiprofilisanu površinu – uzor programa, čijim se praćenjem obezbeĎuje izrada dela sa identičnom ilivrlo sličnom površinom. Najprostiji SKU sadrţe samo jedan šablon i koriste se za kopiranje konturau jednoj ravni, a kopiranje sloţenih površina u prostoru se vrši upotrebom više šablona, koji moguda se koriste kanonički ( jedan nakon drugog do dobijanja konačne površine ) ili simultano ( npr.alat se vodi istovremeno po šablonu koji odreĎuje konturu i šablonu koji odreĎuje dubinu prodiranjaalata ). Sistemi kopirnog upravljanja spadaju u domen visoko mobilne tehnologije, jer se programvrlo lako i brzo menja – zamenom šablona se obezbeĎuje novi program u vrlo kratkomvremenskom roku. Postoje dve osnovne grupe ovih sistema. Prvoj grupi pripradaju SKU kod kojihšablon vrši funkciju prenosnog mehanizma i direktno upravlja radnim organima mašine. Drugugrupu čine SKU kod kojih šablon sluţi za definiciju kretanja radnih organa, ali nema prenosnuulogu, pa je upravljanje indirektno. SKU sa direktnim upravljanjem su obično jednostavni i izvode sekrutom vezom alata i šablona pri čemu šablon i kontrolni pipak trpe veliko površinsko opterećenje –slika 18.
58. Sistemi kontaktnog programskog upravljanjaSistemi kontaktnog programskog upravljanja mogu biti : hidraulicki, pneumatski i elektricni.Sustina sSistemi kontaktnog programskog upravljanja sastoji se u sledecem : deo programskogupravljanja (odnosi se na ciklus obrade i rezime obrade) zadaje se brojno preko upravljackog pultaili komandne table pomocu cepova ili busenih kartica ; drugi deo programa definise velicinu radnihhodova radnih organa masine preko granicnika koji se postavlja na specijalne lenjire ili dobose sazljebom. Zato se ovaj sistem upravljanja naziva jos i sistem upravljanja pomocu granicnika ilisistem upravljanja ciklusa obrade. S obzirom na vrlo malu fleksibilnost primenjuju se uglavnom naspecijalnim masinama namenjeni za serijsku ili masovnu proizvodnju.59. Vrste sistema numeričkog programskog upravljanjaNa osnovu mernog sistema ( postojanja i tipa povratne sprege ), NC sistemi se mogu podeliti naotvorene, poluotvorene, kvazizatvorene i zatvorene.Otvoreni NC sistemi ne sadrţe merni sistem usled čega imaju najjednostavniju konstrukciju. Kakonemaju merni sistem, nemaju potrebe ni za povratnom spregom, koju takoĎe ne sadrţe. Sastojese od upravljačke jedinice ( UJ ), elektrokoračnog motora ( EKM ), hidropojačivača ( HP ) i skupaprenosnih mehanizama ( slika 34 ). Veličina pomeranja se diktira brojem impulsa koji sesaopštavaju EKM. Sistem nema povratne informacije, pa na tačnost obrade utiču jedino EKM, HP i
prenosnik.Poluotvoreni NC sistemi ( slika 35 ) sadrţe merni sistem i povratnu spregu koja kontinualno vraćainformacije o toku obrade do komparatora u kome se uporeĎuju sa zadatim podacima. Bilo kojekretanje se prekida u trenutku kada se vraćene informacije o poloţaju poklope sa onima koje suzadate programom upravljanja. Umesto elektrokoračnih motora, kod ovih sistema se koristeelektromotori jednosmerne struje ( DC servomotori ). Merni sistem je povezan sa navojnimvretenom i merenjem ugaonog pomeraja indirektno meri ( preračunava ) pomeranje radnog stola.Usled povratne sprege i drugih razlika, poluotvoreni NC sistemi su sloţeniji i skuplji od otvorenih, aliobradu vrše dosta tačnije.
Kvazizatvoreni NC sistemi ( slika 36 ) imaju merni sistem povezan sa DC servomotorom, na komemeri ugaone pomeraje i tako indirektno odreĎuje veličinu pomeraja radnog stola. Primećuje sevelika sličnost sa poluotvorenim sistemom, po konstrukciji i principu rada, ali su premeštanjemmernog sistema sa mašine na motor izbegnute vibracije i potresi koji negativno utiču na tačnostmerenja. Pošto se merni sistem ne nalazi na samoj mašini, ovi sistemi se često smatraju iotvorenim.
Zatvoreni NC sistemi ( slika 37 ) koriste punu povratnu spregu i merni sistem za linearnapomeranja. Glavne mane zatvorenih sistema su vremensko kašnjenje izmeĎu ulaznog i izlaznogsignala i dinamička nestabilnost sistema, što se primećuje u vidu grešaka, naročito pri konturnomupravljanju.
60. Sistemi adaptivnog graničnog upravljanja
61. Sistemi adaptivnog optimizacionog upravljanja
62. Osnovi projektovanja tehnoloških procesa
Препоручи ово на Google-у
Унесите коментар...
Коментариши као: Google налог
ОбјавиОбјави ПрегледајПрегледај
Нема коментара:
Постави коментар
Придружите се овом сајтуGoogle повезивање пријатеља
Чланови (14)
Читаоци
Sreda D
Прати 10
Прикажи мојкомплетан профил
Основни подаци омени
2012 (7)
јул (4)
јануар (3)
TMO prvi deo
tmo drugi deo
Izvestaj izmehanikefluida
Архива чланака
Шаблон Simple. Омогућава Blogger.
0 More Next Blog» Create Blog Sign InThis site uses cookies from Google to deliver its services, to personalise ads and to analyse traffic. Informationabout your use of this site is shared with Google. By using this site, you agree to its use of cookies.
LEARN MORE GOT IT
Page: 4 of 12
Masinac
Новији пост Старији постПочетна
Пријавите се на: Објављивање коментара (Atom)
петак, 27. јануар 2012.
Објавио Sreda D у 12.09
tmo drugi deo
Princip rada elektroerozionemetode zasniva se na električnoj eroziji,tj.skidanju metalnih delova materijala prielektričnom pražnjenju između elektroda,tj.katodealata i anodeobratka .Elektrode senalaze na određenom razmaku u random fluidu, dielektrikumu(tehničkavoda,mineralno ulje i dr.).U toku električnog pražnjenja varnica ili električni lukizazivaju električnu eroziju na površini obradka,gde se formira krater na anodiobratkuzbog zagrevanja materijala do vrlo visoke temperatu
36. Ultrazvučna obradaUltrazvučne vibracije predstavljaju elastične talase koji se određenom brzinom prostiru ubilo kojoj sredini.Frekventna oblast elastičnih vibracija je vrlo široka,međutim ljudsko uhoregistruje elastične vibracije u frekventnom opsegu 20Hz20kHz.Ultrzvučna metoda obrade se zasniva na udarnom dejstvu čela alata koji vibrira saultrazvučnom i abrazivnih zrnaca koji se nalaze u suspenziji(sl.3.1a).Metod obradeobuhvata dva osnovna procesa:prvi,udarno dejstvo abrazivnih zrnaca na obradak iodvaljivanje delića materijala i drugi,cirkulacija i obnavljanje abrazivne suspenzije, čimese odnose delići skinutog materijala i dovodi svež abraziv.Ultrazvučna obradanajefikasnije se primenjuje u tečnoj sredini pa se zato i koristi suspenzija,kao mešavinaabrazivnih zrnaca i tečnosti.Primena ove metode je u elektro i radio industriji,optičkoj industriji,mašinogradnji...
37. Elektroeroziona obrada
38. Elektrohemijska obradaElektrohemijska obrada se zasniva na Faradejevom zakonu,prema kojem je količinametala koji je rastvoren pri elektrolizi proporcionalan jačini i vremenu proticanja strujeizmeđu dve elektrode koje se nalaze u elektrolitu.Na sl.3.3 prikazana je šemaelektrohemijske obrade i to elektrohemijskog bušenja.Osnovni nedostatak elektrohemijske obrade predstavlja stvaranje anodnog filma napovršini obratka,koji usporava skidanje materijala. Elektrohemijska obrada se primenjujeza izradu delova reaktivnih motora u avioindustriji,raznih kalupa i turbinskih delova.
39. Elektrohemijsko brušenje
40. Mehanizam plastičnog deformisanja metalaPlastično deformisanje je vrlo složen proces ,a pojavljuje se kao posledica prinudnogtrajnog pomeranja grupe atoma u kristalnima metala.Osnovni mehanizam plastičnigdeformisanja sastoji se u klizanju i dvojnikovanju u ravnima kristalnog konglomerata.Ravni klizanja se poklapaju sa mestima gde postoje linearni defekti kristalne rešetke,kojise nazivaju dislokacija(sl.2.1).
41. Osnovni pojmovi mehanike neprekidnih sredinaMehanika kontinuuma ili mehanika neprekidnih sredina je deo mehanike koji se bavi izučavanjemopštih problema kretanja i ravnoteže neprekidnih sredina (kontinuuma). Neprekidna sredina je skupkontinualno raspoređenih materijalnih tačaka kojima se predstavlja neko deformabilno telo.Deformabilna tela mogu biti čvrsta, tečna i gasovita. Kontinuum je, u stvari, idealizacija koja jerezultat makroskopskog posmatranja molekularne strukture materije. Deformabilno telo se na ovajnačin deli na niz kontinualno poređanih delića koji su dovoljno mali u odnosu na dimenzije tela, adovoljno veliki u odnosu na mikroveličine, tj molekule i međumolekularne prostore, tako da semogu smatrati homogenim. Materijalna tačka kontinuuma predstavlja beskonačno mali deoneprekidno raspoređene materije čiji je položaj položaj određen geometrijskom tačkom prostora.Pomeranje deformabilnog tela može se, prema tome, posmatrati kao pomeranje skupa materijalnihtačaka. Za opisivanje kretanja kontinuuma se, kao referenca, koriste različite vrste koordinatnihsistema.
42. Uslovi plastičnostiPod dejstvom spoljašnjeg opterećenja polazni materijal (polufabrikat) se u prvoj fazideformiše elastično, a onda u kritičnom trenutku počinje ostvarivanje procesa plastičnogoblikovanja, koji traje sve do konačne promene oblika.Da bi se ostvario prelaz iz elastičnog u plastično deformisanje , potrebno je da buduispunjeni određeni uslovi u pogledu intenziteta i međusobnog odnosa napona koji delujupo zapremini tela.a) Kod jednoosnog naprezanja kazemo da ce se plasticno deformisnje nastati kada glavni
normalni napon dostigne granicu tecenja
b) Kod prostornog opterecenja tela Uslov najvećeg smičućeg naponaPoznat je pod nazivom kriterijuma Treska (Tresca) i glasi: da bi otpočeo proces plastičnogdeformisanja maksimalni smičući napon u materijalu treba da dostigne odgovarajućukritičnu vrednost.
naponsko− deformacionog stanja, potrebno je da maksimalni smičući napon dostignepolovinu vrednosti deformacione čvrstoće. S druge strane, a sobzirom da se τmax izražava prekonormalnih napona, može se reći da, prema uslovu najvećeg smicajnog napona, plastičnodeformisanje nastupa kad razlika između najvećeg i najmanjeg glavnog normalnog napona dostignevrednost deformacionog otpora.Energetski uslov plastičnostiPoznat je i kao Mizesov kriterijum plastičnosti (Misses) i važi u opštem slučaju prostornihnaponskih stanja. Počiva na sledećoj energetskoj hipotezi: da bi otpočelo plastično deformisanje unapregnutom telu, količina unutrašnje energije elastične promene oblika, po jedinici zapremine,treba da dostigne jedan kritičan iznos u datim uslovima (temperatura, brzina, stepen deformacije).Ova energija ne zavisi od naponsko−deformacionog stanja, već isključivo od svojstava materijala.Konačna forma ovog uslova može se dati preko sledećeg izraza:
što praktično znači da plastično deformisanje počinje kad efektivni napon dostigne vrednostdeformacionog otpora. Zavisnost deformacionog otpora od plastične deformacije određuje senajčešće eksperimentalno pri jednoosnom zatezanju ili pritiskivanju.
43. Deformacije,vrste i podelaDeformacija predstavlja meru promene oblika i dimenzija posmatrane zapremine ili telaucelini. Pri plastičnom deformisanju menjaju se dimenzije a najčešće i osnovni oblik tela.Svaka elementarna zapremina, u opštem slučaju, deformiše se do različitih iznosadeformacije. Slično naponima, deformaciono stanje u svakoj tački moguće je definisatitenzorom deformacije. Za potpuno određivanje deformacionog stanja potrebno je takavtenzor odrediti u velikom broju tačaka što je teorijski značajno ali praktično veoma teškoizvodljivo. Zato se u tehnologiji plastičnog deformisanja pribegava pojednostavljenju takošto se posmatra veća, makro, zapremina i za nju definiše ostvarena deformacija. Smatrase da je po posmatranoj zapremini deformacija ravnomerna (homogena), a njen iznospredstavlja srednju vrednost svih realnih vrednosti. Slično efektivnom naponu moguće jedefinisati i efektivnu (ekvivalentnu, uopštenu) deformaciju:
Ova veličina je pogodan reprezent deformacionog stanja.U praktičnim izračunavanjima vrednosti deformacija izražavaju se preko pokazatelja.
Pokazatelji deformacije:
− apsolutna deformacija
−relativna (jedinična) deformacija:
−deformacija površine (proširenje ili suženje):
−prirodna (logaritamska) deformacija: Iz uslova o nepromenljivosti zapremine u oblasti plastičnosti dobija se veza izmeđudeformacija u sva tri pravca.
44. Istisnuta zapremina, brzina deformacije i brzinadeformisanja
,
BRZINA DEFORMACIJE I BRZINA DEFORMISANJAI brzine su tenzorske veličine (tenzori drugog reda kao naponi i deformacije) ali ovde ćese dati samo vrednosti na makro nivou.Razlikujemo brzinu deformisanja (brzina kretanja izvršnog elementa mašine, v, mm/s) ibrzinu deformacije (promena deformacije u jedinici vremena, ϕ& , s−1 ).
45. Glavni faktori obrade pri plastičnom deformisanjuOsnovni parametri procesa plastičnog deformisanja su: deformaciona sila i deformacionirad.
a) oblikovanje u toplom stanjuK=const
b)oblikovanje u hladnom stanju
46. Zone deformisanja i klizni konusPri slobodnom sabijanju bez trenja telo,posle deformisanja,zadržava sličan oblik.Nasl.2.2prikazano je telo pre i posle deformisanja.Svaki deo tela isto se deformisao.
Na čeonim dodirnim površinama između materijala obratka i površine pritiskivača,odnosno stolamašine,postoji spoljašnje,kontaktno trenje koje ometa bočno širenje materijala(sl.2.3).Pojedinidelovi tela nejednako se defomišu.
Sl.2.3.Deformisanje pri slobodnom sabijanju sa trenjemI zona ometanog sirenja, II zona glavne deformacije i III zona bocnog deformisanja.
47. Uticaj trenja na glavne faktore obrade pru sabijanju
48. Istosmerno istiskivanje, deformaciona sila i radKod istosmernog istiskivanja ,smer kretanja istiskivača i deformisanog materijal je isti
49. Suprotnosmerno istiskivanje, deformaciona sila i rad
Pripremak se pod dejstvom deformacione sile,koja se saopštava istiskivačem,plastičnodeformiše.Smer kretanja deformisanog materijala,koji ispunjava prostor između kalupai istiskivača,je suprotan smeru kretanja istiskivača.
50. Deformacije pri izvlačenju
51. Naponi pri izvlačenju
52. Određivanje otpora trenja oko zaobljenja prstena za izvlačenje
53. Određivanje deformacione sile izvlačenja
54. Otpor bočnog sabijanja pri izvlačenju
55. Obrada savijanjemSavijanje ima značajnu primenu pri obradi lima gde se dobijaju različiti profili ili dobošiza rezervoare i kotlove.Zavisno od mera i oblika delova,savijanje limova izvodi se ualatima za savijanje na mehaničkim ili hidrauličnim presama i na specijalnim mašinamaza savijanje.U opštem slučaju,prema obliku delova dobijenih savijanjem,razlikuju se:kružno savijanjefazonsko savijanje,iispravljanje,kao obrnuti proces savijanja.Kružno savijanje limova izvodi se na specijalnim mašinama za savijanje sa tri valjka,gdeje gornji valjak obično pomerljiv radi podešavanja prečnika savijanja Ro,dok su donji
valjci fiksni.Fazonsko savijanje vrši se postepeno,obaranjem svake ivice pojedinačno za prav ilineki drugi ugao.Na sl.2.9 prikazano je fazonsko savijanje lima,a na primeru dvostranogsavijanja pod uglom od 90°.Alat je dosta skup jer je namenski.
Ispravljanje limova,kao obrnut proces savijanju,vrši se na taj način što se iskrivljene ilitalasaste trake propuštaju kroz sistem dvorednih valjaka na mašini za ispravljanje.Valjcisu obrtni i međusobno rastojanje između gornjeg i donjeg reda valjaka može sepodešavati zavisno od debljine lima.
56. Mehanički sistemi sa upravljačkim vratilomNosioci programa kod ovakvih sistema su uglavnom razni oblici krivulja i doboša,sagraničnicima koji sluţe kao komandni elementi. Jedan obrtaj upravljačkog vratiladefiniše jedan cikluszadavanog tehnološkog
procesa, u trajanju vreme radnog hoda, tp vreme praznoghoda ). Redosled itrajanjehodova, kako radnih tako i praznih, odreĎuje UV pomoću svojih komandnihelemenata.Slika 8 prikazuje tipične nosioce programa kod mehaničkih sistemasa UV.
57. Kopirni sistemiOsnovni deo svakog sistema kopirnog upravljanja je šablon. Šablon je element koji sadrţiprofilisanu površinu – uzor programa, čijim se praćenjem obezbeĎuje izrada dela sa identičnom ilivrlo sličnom površinom. Najprostiji SKU sadrţe samo jedan šablon i koriste se za kopiranje konturau jednoj ravni, a kopiranje sloţenih površina u prostoru se vrši upotrebom više šablona, koji moguda se koriste kanonički ( jedan nakon drugog do dobijanja konačne površine ) ili simultano ( npr.alat se vodi istovremeno po šablonu koji odreĎuje konturu i šablonu koji odreĎuje dubinu prodiranjaalata ). Sistemi kopirnog upravljanja spadaju u domen visoko mobilne tehnologije, jer se programvrlo lako i brzo menja – zamenom šablona se obezbeĎuje novi program u vrlo kratkomvremenskom roku. Postoje dve osnovne grupe ovih sistema. Prvoj grupi pripradaju SKU kod kojihšablon vrši funkciju prenosnog mehanizma i direktno upravlja radnim organima mašine. Drugugrupu čine SKU kod kojih šablon sluţi za definiciju kretanja radnih organa, ali nema prenosnuulogu, pa je upravljanje indirektno. SKU sa direktnim upravljanjem su obično jednostavni i izvode sekrutom vezom alata i šablona pri čemu šablon i kontrolni pipak trpe veliko površinsko opterećenje –slika 18.
58. Sistemi kontaktnog programskog upravljanjaSistemi kontaktnog programskog upravljanja mogu biti : hidraulicki, pneumatski i elektricni.Sustina sSistemi kontaktnog programskog upravljanja sastoji se u sledecem : deo programskogupravljanja (odnosi se na ciklus obrade i rezime obrade) zadaje se brojno preko upravljackog pultaili komandne table pomocu cepova ili busenih kartica ; drugi deo programa definise velicinu radnihhodova radnih organa masine preko granicnika koji se postavlja na specijalne lenjire ili dobose sazljebom. Zato se ovaj sistem upravljanja naziva jos i sistem upravljanja pomocu granicnika ilisistem upravljanja ciklusa obrade. S obzirom na vrlo malu fleksibilnost primenjuju se uglavnom naspecijalnim masinama namenjeni za serijsku ili masovnu proizvodnju.59. Vrste sistema numeričkog programskog upravljanjaNa osnovu mernog sistema ( postojanja i tipa povratne sprege ), NC sistemi se mogu podeliti naotvorene, poluotvorene, kvazizatvorene i zatvorene.Otvoreni NC sistemi ne sadrţe merni sistem usled čega imaju najjednostavniju konstrukciju. Kakonemaju merni sistem, nemaju potrebe ni za povratnom spregom, koju takoĎe ne sadrţe. Sastojese od upravljačke jedinice ( UJ ), elektrokoračnog motora ( EKM ), hidropojačivača ( HP ) i skupaprenosnih mehanizama ( slika 34 ). Veličina pomeranja se diktira brojem impulsa koji sesaopštavaju EKM. Sistem nema povratne informacije, pa na tačnost obrade utiču jedino EKM, HP i
prenosnik.Poluotvoreni NC sistemi ( slika 35 ) sadrţe merni sistem i povratnu spregu koja kontinualno vraćainformacije o toku obrade do komparatora u kome se uporeĎuju sa zadatim podacima. Bilo kojekretanje se prekida u trenutku kada se vraćene informacije o poloţaju poklope sa onima koje suzadate programom upravljanja. Umesto elektrokoračnih motora, kod ovih sistema se koristeelektromotori jednosmerne struje ( DC servomotori ). Merni sistem je povezan sa navojnimvretenom i merenjem ugaonog pomeraja indirektno meri ( preračunava ) pomeranje radnog stola.Usled povratne sprege i drugih razlika, poluotvoreni NC sistemi su sloţeniji i skuplji od otvorenih, aliobradu vrše dosta tačnije.
Kvazizatvoreni NC sistemi ( slika 36 ) imaju merni sistem povezan sa DC servomotorom, na komemeri ugaone pomeraje i tako indirektno odreĎuje veličinu pomeraja radnog stola. Primećuje sevelika sličnost sa poluotvorenim sistemom, po konstrukciji i principu rada, ali su premeštanjemmernog sistema sa mašine na motor izbegnute vibracije i potresi koji negativno utiču na tačnostmerenja. Pošto se merni sistem ne nalazi na samoj mašini, ovi sistemi se često smatraju iotvorenim.
Zatvoreni NC sistemi ( slika 37 ) koriste punu povratnu spregu i merni sistem za linearnapomeranja. Glavne mane zatvorenih sistema su vremensko kašnjenje izmeĎu ulaznog i izlaznogsignala i dinamička nestabilnost sistema, što se primećuje u vidu grešaka, naročito pri konturnomupravljanju.
60. Sistemi adaptivnog graničnog upravljanja
61. Sistemi adaptivnog optimizacionog upravljanja
62. Osnovi projektovanja tehnoloških procesa
Препоручи ово на Google-у
Унесите коментар...
Коментариши као: Google налог
ОбјавиОбјави ПрегледајПрегледај
Нема коментара:
Постави коментар
Придружите се овом сајтуGoogle повезивање пријатеља
Чланови (14)
Читаоци
Sreda D
Прати 10
Прикажи мојкомплетан профил
Основни подаци омени
2012 (7)
јул (4)
јануар (3)
TMO prvi deo
tmo drugi deo
Izvestaj izmehanikefluida
Архива чланака
Шаблон Simple. Омогућава Blogger.
0 More Next Blog» Create Blog Sign InThis site uses cookies from Google to deliver its services, to personalise ads and to analyse traffic. Informationabout your use of this site is shared with Google. By using this site, you agree to its use of cookies.
LEARN MORE GOT IT
Page: 5 of 12
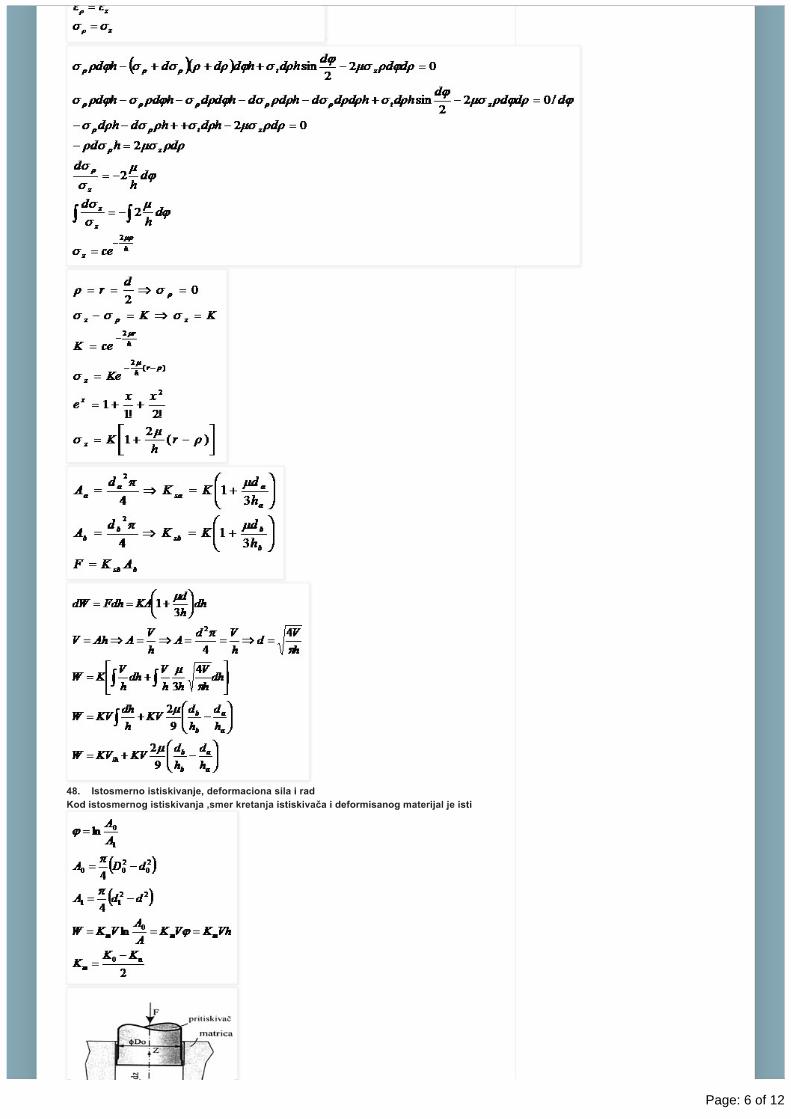
Masinac
Новији пост Старији постПочетна
Пријавите се на: Објављивање коментара (Atom)
петак, 27. јануар 2012.
Објавио Sreda D у 12.09
tmo drugi deo
Princip rada elektroerozionemetode zasniva se na električnoj eroziji,tj.skidanju metalnih delova materijala prielektričnom pražnjenju između elektroda,tj.katodealata i anodeobratka .Elektrode senalaze na određenom razmaku u random fluidu, dielektrikumu(tehničkavoda,mineralno ulje i dr.).U toku električnog pražnjenja varnica ili električni lukizazivaju električnu eroziju na površini obradka,gde se formira krater na anodiobratkuzbog zagrevanja materijala do vrlo visoke temperatu
36. Ultrazvučna obradaUltrazvučne vibracije predstavljaju elastične talase koji se određenom brzinom prostiru ubilo kojoj sredini.Frekventna oblast elastičnih vibracija je vrlo široka,međutim ljudsko uhoregistruje elastične vibracije u frekventnom opsegu 20Hz20kHz.Ultrzvučna metoda obrade se zasniva na udarnom dejstvu čela alata koji vibrira saultrazvučnom i abrazivnih zrnaca koji se nalaze u suspenziji(sl.3.1a).Metod obradeobuhvata dva osnovna procesa:prvi,udarno dejstvo abrazivnih zrnaca na obradak iodvaljivanje delića materijala i drugi,cirkulacija i obnavljanje abrazivne suspenzije, čimese odnose delići skinutog materijala i dovodi svež abraziv.Ultrazvučna obradanajefikasnije se primenjuje u tečnoj sredini pa se zato i koristi suspenzija,kao mešavinaabrazivnih zrnaca i tečnosti.Primena ove metode je u elektro i radio industriji,optičkoj industriji,mašinogradnji...
37. Elektroeroziona obrada
38. Elektrohemijska obradaElektrohemijska obrada se zasniva na Faradejevom zakonu,prema kojem je količinametala koji je rastvoren pri elektrolizi proporcionalan jačini i vremenu proticanja strujeizmeđu dve elektrode koje se nalaze u elektrolitu.Na sl.3.3 prikazana je šemaelektrohemijske obrade i to elektrohemijskog bušenja.Osnovni nedostatak elektrohemijske obrade predstavlja stvaranje anodnog filma napovršini obratka,koji usporava skidanje materijala. Elektrohemijska obrada se primenjujeza izradu delova reaktivnih motora u avioindustriji,raznih kalupa i turbinskih delova.
39. Elektrohemijsko brušenje
40. Mehanizam plastičnog deformisanja metalaPlastično deformisanje je vrlo složen proces ,a pojavljuje se kao posledica prinudnogtrajnog pomeranja grupe atoma u kristalnima metala.Osnovni mehanizam plastičnigdeformisanja sastoji se u klizanju i dvojnikovanju u ravnima kristalnog konglomerata.Ravni klizanja se poklapaju sa mestima gde postoje linearni defekti kristalne rešetke,kojise nazivaju dislokacija(sl.2.1).
41. Osnovni pojmovi mehanike neprekidnih sredinaMehanika kontinuuma ili mehanika neprekidnih sredina je deo mehanike koji se bavi izučavanjemopštih problema kretanja i ravnoteže neprekidnih sredina (kontinuuma). Neprekidna sredina je skupkontinualno raspoređenih materijalnih tačaka kojima se predstavlja neko deformabilno telo.Deformabilna tela mogu biti čvrsta, tečna i gasovita. Kontinuum je, u stvari, idealizacija koja jerezultat makroskopskog posmatranja molekularne strukture materije. Deformabilno telo se na ovajnačin deli na niz kontinualno poređanih delića koji su dovoljno mali u odnosu na dimenzije tela, adovoljno veliki u odnosu na mikroveličine, tj molekule i međumolekularne prostore, tako da semogu smatrati homogenim. Materijalna tačka kontinuuma predstavlja beskonačno mali deoneprekidno raspoređene materije čiji je položaj položaj određen geometrijskom tačkom prostora.Pomeranje deformabilnog tela može se, prema tome, posmatrati kao pomeranje skupa materijalnihtačaka. Za opisivanje kretanja kontinuuma se, kao referenca, koriste različite vrste koordinatnihsistema.
42. Uslovi plastičnostiPod dejstvom spoljašnjeg opterećenja polazni materijal (polufabrikat) se u prvoj fazideformiše elastično, a onda u kritičnom trenutku počinje ostvarivanje procesa plastičnogoblikovanja, koji traje sve do konačne promene oblika.Da bi se ostvario prelaz iz elastičnog u plastično deformisanje , potrebno je da buduispunjeni određeni uslovi u pogledu intenziteta i međusobnog odnosa napona koji delujupo zapremini tela.a) Kod jednoosnog naprezanja kazemo da ce se plasticno deformisnje nastati kada glavni
normalni napon dostigne granicu tecenja
b) Kod prostornog opterecenja tela Uslov najvećeg smičućeg naponaPoznat je pod nazivom kriterijuma Treska (Tresca) i glasi: da bi otpočeo proces plastičnogdeformisanja maksimalni smičući napon u materijalu treba da dostigne odgovarajućukritičnu vrednost.
naponsko− deformacionog stanja, potrebno je da maksimalni smičući napon dostignepolovinu vrednosti deformacione čvrstoće. S druge strane, a sobzirom da se τmax izražava prekonormalnih napona, može se reći da, prema uslovu najvećeg smicajnog napona, plastičnodeformisanje nastupa kad razlika između najvećeg i najmanjeg glavnog normalnog napona dostignevrednost deformacionog otpora.Energetski uslov plastičnostiPoznat je i kao Mizesov kriterijum plastičnosti (Misses) i važi u opštem slučaju prostornihnaponskih stanja. Počiva na sledećoj energetskoj hipotezi: da bi otpočelo plastično deformisanje unapregnutom telu, količina unutrašnje energije elastične promene oblika, po jedinici zapremine,treba da dostigne jedan kritičan iznos u datim uslovima (temperatura, brzina, stepen deformacije).Ova energija ne zavisi od naponsko−deformacionog stanja, već isključivo od svojstava materijala.Konačna forma ovog uslova može se dati preko sledećeg izraza:
što praktično znači da plastično deformisanje počinje kad efektivni napon dostigne vrednostdeformacionog otpora. Zavisnost deformacionog otpora od plastične deformacije određuje senajčešće eksperimentalno pri jednoosnom zatezanju ili pritiskivanju.
43. Deformacije,vrste i podelaDeformacija predstavlja meru promene oblika i dimenzija posmatrane zapremine ili telaucelini. Pri plastičnom deformisanju menjaju se dimenzije a najčešće i osnovni oblik tela.Svaka elementarna zapremina, u opštem slučaju, deformiše se do različitih iznosadeformacije. Slično naponima, deformaciono stanje u svakoj tački moguće je definisatitenzorom deformacije. Za potpuno određivanje deformacionog stanja potrebno je takavtenzor odrediti u velikom broju tačaka što je teorijski značajno ali praktično veoma teškoizvodljivo. Zato se u tehnologiji plastičnog deformisanja pribegava pojednostavljenju takošto se posmatra veća, makro, zapremina i za nju definiše ostvarena deformacija. Smatrase da je po posmatranoj zapremini deformacija ravnomerna (homogena), a njen iznospredstavlja srednju vrednost svih realnih vrednosti. Slično efektivnom naponu moguće jedefinisati i efektivnu (ekvivalentnu, uopštenu) deformaciju:
Ova veličina je pogodan reprezent deformacionog stanja.U praktičnim izračunavanjima vrednosti deformacija izražavaju se preko pokazatelja.
Pokazatelji deformacije:
− apsolutna deformacija
−relativna (jedinična) deformacija:
−deformacija površine (proširenje ili suženje):
−prirodna (logaritamska) deformacija: Iz uslova o nepromenljivosti zapremine u oblasti plastičnosti dobija se veza izmeđudeformacija u sva tri pravca.
44. Istisnuta zapremina, brzina deformacije i brzinadeformisanja
,
BRZINA DEFORMACIJE I BRZINA DEFORMISANJAI brzine su tenzorske veličine (tenzori drugog reda kao naponi i deformacije) ali ovde ćese dati samo vrednosti na makro nivou.Razlikujemo brzinu deformisanja (brzina kretanja izvršnog elementa mašine, v, mm/s) ibrzinu deformacije (promena deformacije u jedinici vremena, ϕ& , s−1 ).
45. Glavni faktori obrade pri plastičnom deformisanjuOsnovni parametri procesa plastičnog deformisanja su: deformaciona sila i deformacionirad.
a) oblikovanje u toplom stanjuK=const
b)oblikovanje u hladnom stanju
46. Zone deformisanja i klizni konusPri slobodnom sabijanju bez trenja telo,posle deformisanja,zadržava sličan oblik.Nasl.2.2prikazano je telo pre i posle deformisanja.Svaki deo tela isto se deformisao.
Na čeonim dodirnim površinama između materijala obratka i površine pritiskivača,odnosno stolamašine,postoji spoljašnje,kontaktno trenje koje ometa bočno širenje materijala(sl.2.3).Pojedinidelovi tela nejednako se defomišu.
Sl.2.3.Deformisanje pri slobodnom sabijanju sa trenjemI zona ometanog sirenja, II zona glavne deformacije i III zona bocnog deformisanja.
47. Uticaj trenja na glavne faktore obrade pru sabijanju
48. Istosmerno istiskivanje, deformaciona sila i radKod istosmernog istiskivanja ,smer kretanja istiskivača i deformisanog materijal je isti
49. Suprotnosmerno istiskivanje, deformaciona sila i rad
Pripremak se pod dejstvom deformacione sile,koja se saopštava istiskivačem,plastičnodeformiše.Smer kretanja deformisanog materijala,koji ispunjava prostor između kalupai istiskivača,je suprotan smeru kretanja istiskivača.
50. Deformacije pri izvlačenju
51. Naponi pri izvlačenju
52. Određivanje otpora trenja oko zaobljenja prstena za izvlačenje
53. Određivanje deformacione sile izvlačenja
54. Otpor bočnog sabijanja pri izvlačenju
55. Obrada savijanjemSavijanje ima značajnu primenu pri obradi lima gde se dobijaju različiti profili ili dobošiza rezervoare i kotlove.Zavisno od mera i oblika delova,savijanje limova izvodi se ualatima za savijanje na mehaničkim ili hidrauličnim presama i na specijalnim mašinamaza savijanje.U opštem slučaju,prema obliku delova dobijenih savijanjem,razlikuju se:kružno savijanjefazonsko savijanje,iispravljanje,kao obrnuti proces savijanja.Kružno savijanje limova izvodi se na specijalnim mašinama za savijanje sa tri valjka,gdeje gornji valjak obično pomerljiv radi podešavanja prečnika savijanja Ro,dok su donji
valjci fiksni.Fazonsko savijanje vrši se postepeno,obaranjem svake ivice pojedinačno za prav ilineki drugi ugao.Na sl.2.9 prikazano je fazonsko savijanje lima,a na primeru dvostranogsavijanja pod uglom od 90°.Alat je dosta skup jer je namenski.
Ispravljanje limova,kao obrnut proces savijanju,vrši se na taj način što se iskrivljene ilitalasaste trake propuštaju kroz sistem dvorednih valjaka na mašini za ispravljanje.Valjcisu obrtni i međusobno rastojanje između gornjeg i donjeg reda valjaka može sepodešavati zavisno od debljine lima.
56. Mehanički sistemi sa upravljačkim vratilomNosioci programa kod ovakvih sistema su uglavnom razni oblici krivulja i doboša,sagraničnicima koji sluţe kao komandni elementi. Jedan obrtaj upravljačkog vratiladefiniše jedan cikluszadavanog tehnološkog
procesa, u trajanju vreme radnog hoda, tp vreme praznoghoda ). Redosled itrajanjehodova, kako radnih tako i praznih, odreĎuje UV pomoću svojih komandnihelemenata.Slika 8 prikazuje tipične nosioce programa kod mehaničkih sistemasa UV.
57. Kopirni sistemiOsnovni deo svakog sistema kopirnog upravljanja je šablon. Šablon je element koji sadrţiprofilisanu površinu – uzor programa, čijim se praćenjem obezbeĎuje izrada dela sa identičnom ilivrlo sličnom površinom. Najprostiji SKU sadrţe samo jedan šablon i koriste se za kopiranje konturau jednoj ravni, a kopiranje sloţenih površina u prostoru se vrši upotrebom više šablona, koji moguda se koriste kanonički ( jedan nakon drugog do dobijanja konačne površine ) ili simultano ( npr.alat se vodi istovremeno po šablonu koji odreĎuje konturu i šablonu koji odreĎuje dubinu prodiranjaalata ). Sistemi kopirnog upravljanja spadaju u domen visoko mobilne tehnologije, jer se programvrlo lako i brzo menja – zamenom šablona se obezbeĎuje novi program u vrlo kratkomvremenskom roku. Postoje dve osnovne grupe ovih sistema. Prvoj grupi pripradaju SKU kod kojihšablon vrši funkciju prenosnog mehanizma i direktno upravlja radnim organima mašine. Drugugrupu čine SKU kod kojih šablon sluţi za definiciju kretanja radnih organa, ali nema prenosnuulogu, pa je upravljanje indirektno. SKU sa direktnim upravljanjem su obično jednostavni i izvode sekrutom vezom alata i šablona pri čemu šablon i kontrolni pipak trpe veliko površinsko opterećenje –slika 18.
58. Sistemi kontaktnog programskog upravljanjaSistemi kontaktnog programskog upravljanja mogu biti : hidraulicki, pneumatski i elektricni.Sustina sSistemi kontaktnog programskog upravljanja sastoji se u sledecem : deo programskogupravljanja (odnosi se na ciklus obrade i rezime obrade) zadaje se brojno preko upravljackog pultaili komandne table pomocu cepova ili busenih kartica ; drugi deo programa definise velicinu radnihhodova radnih organa masine preko granicnika koji se postavlja na specijalne lenjire ili dobose sazljebom. Zato se ovaj sistem upravljanja naziva jos i sistem upravljanja pomocu granicnika ilisistem upravljanja ciklusa obrade. S obzirom na vrlo malu fleksibilnost primenjuju se uglavnom naspecijalnim masinama namenjeni za serijsku ili masovnu proizvodnju.59. Vrste sistema numeričkog programskog upravljanjaNa osnovu mernog sistema ( postojanja i tipa povratne sprege ), NC sistemi se mogu podeliti naotvorene, poluotvorene, kvazizatvorene i zatvorene.Otvoreni NC sistemi ne sadrţe merni sistem usled čega imaju najjednostavniju konstrukciju. Kakonemaju merni sistem, nemaju potrebe ni za povratnom spregom, koju takoĎe ne sadrţe. Sastojese od upravljačke jedinice ( UJ ), elektrokoračnog motora ( EKM ), hidropojačivača ( HP ) i skupaprenosnih mehanizama ( slika 34 ). Veličina pomeranja se diktira brojem impulsa koji sesaopštavaju EKM. Sistem nema povratne informacije, pa na tačnost obrade utiču jedino EKM, HP i
prenosnik.Poluotvoreni NC sistemi ( slika 35 ) sadrţe merni sistem i povratnu spregu koja kontinualno vraćainformacije o toku obrade do komparatora u kome se uporeĎuju sa zadatim podacima. Bilo kojekretanje se prekida u trenutku kada se vraćene informacije o poloţaju poklope sa onima koje suzadate programom upravljanja. Umesto elektrokoračnih motora, kod ovih sistema se koristeelektromotori jednosmerne struje ( DC servomotori ). Merni sistem je povezan sa navojnimvretenom i merenjem ugaonog pomeraja indirektno meri ( preračunava ) pomeranje radnog stola.Usled povratne sprege i drugih razlika, poluotvoreni NC sistemi su sloţeniji i skuplji od otvorenih, aliobradu vrše dosta tačnije.
Kvazizatvoreni NC sistemi ( slika 36 ) imaju merni sistem povezan sa DC servomotorom, na komemeri ugaone pomeraje i tako indirektno odreĎuje veličinu pomeraja radnog stola. Primećuje sevelika sličnost sa poluotvorenim sistemom, po konstrukciji i principu rada, ali su premeštanjemmernog sistema sa mašine na motor izbegnute vibracije i potresi koji negativno utiču na tačnostmerenja. Pošto se merni sistem ne nalazi na samoj mašini, ovi sistemi se često smatraju iotvorenim.
Zatvoreni NC sistemi ( slika 37 ) koriste punu povratnu spregu i merni sistem za linearnapomeranja. Glavne mane zatvorenih sistema su vremensko kašnjenje izmeĎu ulaznog i izlaznogsignala i dinamička nestabilnost sistema, što se primećuje u vidu grešaka, naročito pri konturnomupravljanju.
60. Sistemi adaptivnog graničnog upravljanja
61. Sistemi adaptivnog optimizacionog upravljanja
62. Osnovi projektovanja tehnoloških procesa
Препоручи ово на Google-у
Унесите коментар...
Коментариши као: Google налог
ОбјавиОбјави ПрегледајПрегледај
Нема коментара:
Постави коментар
Придружите се овом сајтуGoogle повезивање пријатеља
Чланови (14)
Читаоци
Sreda D
Прати 10
Прикажи мојкомплетан профил
Основни подаци омени
2012 (7)
јул (4)
јануар (3)
TMO prvi deo
tmo drugi deo
Izvestaj izmehanikefluida
Архива чланака
Шаблон Simple. Омогућава Blogger.
0 More Next Blog» Create Blog Sign InThis site uses cookies from Google to deliver its services, to personalise ads and to analyse traffic. Informationabout your use of this site is shared with Google. By using this site, you agree to its use of cookies.
LEARN MORE GOT IT
Page: 6 of 12
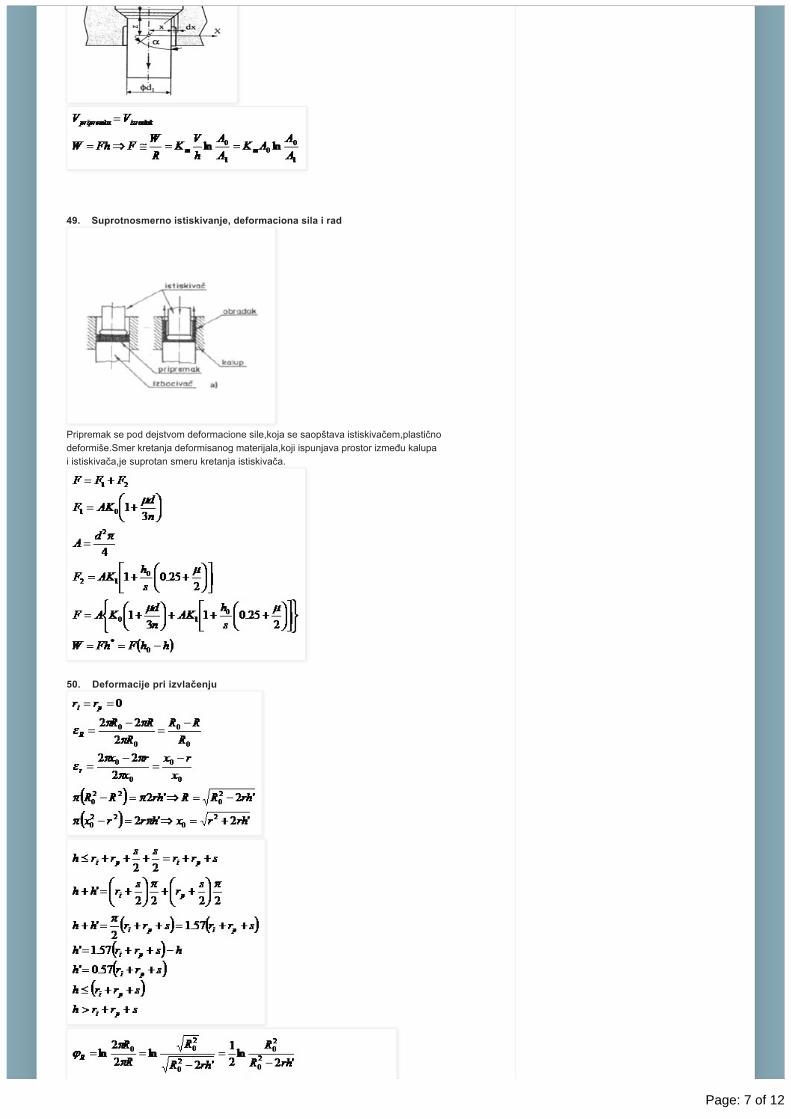
Masinac
Новији пост Старији постПочетна
Пријавите се на: Објављивање коментара (Atom)
петак, 27. јануар 2012.
Објавио Sreda D у 12.09
tmo drugi deo
Princip rada elektroerozionemetode zasniva se na električnoj eroziji,tj.skidanju metalnih delova materijala prielektričnom pražnjenju između elektroda,tj.katodealata i anodeobratka .Elektrode senalaze na određenom razmaku u random fluidu, dielektrikumu(tehničkavoda,mineralno ulje i dr.).U toku električnog pražnjenja varnica ili električni lukizazivaju električnu eroziju na površini obradka,gde se formira krater na anodiobratkuzbog zagrevanja materijala do vrlo visoke temperatu
36. Ultrazvučna obradaUltrazvučne vibracije predstavljaju elastične talase koji se određenom brzinom prostiru ubilo kojoj sredini.Frekventna oblast elastičnih vibracija je vrlo široka,međutim ljudsko uhoregistruje elastične vibracije u frekventnom opsegu 20Hz20kHz.Ultrzvučna metoda obrade se zasniva na udarnom dejstvu čela alata koji vibrira saultrazvučnom i abrazivnih zrnaca koji se nalaze u suspenziji(sl.3.1a).Metod obradeobuhvata dva osnovna procesa:prvi,udarno dejstvo abrazivnih zrnaca na obradak iodvaljivanje delića materijala i drugi,cirkulacija i obnavljanje abrazivne suspenzije, čimese odnose delići skinutog materijala i dovodi svež abraziv.Ultrazvučna obradanajefikasnije se primenjuje u tečnoj sredini pa se zato i koristi suspenzija,kao mešavinaabrazivnih zrnaca i tečnosti.Primena ove metode je u elektro i radio industriji,optičkoj industriji,mašinogradnji...
37. Elektroeroziona obrada
38. Elektrohemijska obradaElektrohemijska obrada se zasniva na Faradejevom zakonu,prema kojem je količinametala koji je rastvoren pri elektrolizi proporcionalan jačini i vremenu proticanja strujeizmeđu dve elektrode koje se nalaze u elektrolitu.Na sl.3.3 prikazana je šemaelektrohemijske obrade i to elektrohemijskog bušenja.Osnovni nedostatak elektrohemijske obrade predstavlja stvaranje anodnog filma napovršini obratka,koji usporava skidanje materijala. Elektrohemijska obrada se primenjujeza izradu delova reaktivnih motora u avioindustriji,raznih kalupa i turbinskih delova.
39. Elektrohemijsko brušenje
40. Mehanizam plastičnog deformisanja metalaPlastično deformisanje je vrlo složen proces ,a pojavljuje se kao posledica prinudnogtrajnog pomeranja grupe atoma u kristalnima metala.Osnovni mehanizam plastičnigdeformisanja sastoji se u klizanju i dvojnikovanju u ravnima kristalnog konglomerata.Ravni klizanja se poklapaju sa mestima gde postoje linearni defekti kristalne rešetke,kojise nazivaju dislokacija(sl.2.1).
41. Osnovni pojmovi mehanike neprekidnih sredinaMehanika kontinuuma ili mehanika neprekidnih sredina je deo mehanike koji se bavi izučavanjemopštih problema kretanja i ravnoteže neprekidnih sredina (kontinuuma). Neprekidna sredina je skupkontinualno raspoređenih materijalnih tačaka kojima se predstavlja neko deformabilno telo.Deformabilna tela mogu biti čvrsta, tečna i gasovita. Kontinuum je, u stvari, idealizacija koja jerezultat makroskopskog posmatranja molekularne strukture materije. Deformabilno telo se na ovajnačin deli na niz kontinualno poređanih delića koji su dovoljno mali u odnosu na dimenzije tela, adovoljno veliki u odnosu na mikroveličine, tj molekule i međumolekularne prostore, tako da semogu smatrati homogenim. Materijalna tačka kontinuuma predstavlja beskonačno mali deoneprekidno raspoređene materije čiji je položaj položaj određen geometrijskom tačkom prostora.Pomeranje deformabilnog tela može se, prema tome, posmatrati kao pomeranje skupa materijalnihtačaka. Za opisivanje kretanja kontinuuma se, kao referenca, koriste različite vrste koordinatnihsistema.
42. Uslovi plastičnostiPod dejstvom spoljašnjeg opterećenja polazni materijal (polufabrikat) se u prvoj fazideformiše elastično, a onda u kritičnom trenutku počinje ostvarivanje procesa plastičnogoblikovanja, koji traje sve do konačne promene oblika.Da bi se ostvario prelaz iz elastičnog u plastično deformisanje , potrebno je da buduispunjeni određeni uslovi u pogledu intenziteta i međusobnog odnosa napona koji delujupo zapremini tela.a) Kod jednoosnog naprezanja kazemo da ce se plasticno deformisnje nastati kada glavni
normalni napon dostigne granicu tecenja
b) Kod prostornog opterecenja tela Uslov najvećeg smičućeg naponaPoznat je pod nazivom kriterijuma Treska (Tresca) i glasi: da bi otpočeo proces plastičnogdeformisanja maksimalni smičući napon u materijalu treba da dostigne odgovarajućukritičnu vrednost.
naponsko− deformacionog stanja, potrebno je da maksimalni smičući napon dostignepolovinu vrednosti deformacione čvrstoće. S druge strane, a sobzirom da se τmax izražava prekonormalnih napona, može se reći da, prema uslovu najvećeg smicajnog napona, plastičnodeformisanje nastupa kad razlika između najvećeg i najmanjeg glavnog normalnog napona dostignevrednost deformacionog otpora.Energetski uslov plastičnostiPoznat je i kao Mizesov kriterijum plastičnosti (Misses) i važi u opštem slučaju prostornihnaponskih stanja. Počiva na sledećoj energetskoj hipotezi: da bi otpočelo plastično deformisanje unapregnutom telu, količina unutrašnje energije elastične promene oblika, po jedinici zapremine,treba da dostigne jedan kritičan iznos u datim uslovima (temperatura, brzina, stepen deformacije).Ova energija ne zavisi od naponsko−deformacionog stanja, već isključivo od svojstava materijala.Konačna forma ovog uslova može se dati preko sledećeg izraza:
što praktično znači da plastično deformisanje počinje kad efektivni napon dostigne vrednostdeformacionog otpora. Zavisnost deformacionog otpora od plastične deformacije određuje senajčešće eksperimentalno pri jednoosnom zatezanju ili pritiskivanju.
43. Deformacije,vrste i podelaDeformacija predstavlja meru promene oblika i dimenzija posmatrane zapremine ili telaucelini. Pri plastičnom deformisanju menjaju se dimenzije a najčešće i osnovni oblik tela.Svaka elementarna zapremina, u opštem slučaju, deformiše se do različitih iznosadeformacije. Slično naponima, deformaciono stanje u svakoj tački moguće je definisatitenzorom deformacije. Za potpuno određivanje deformacionog stanja potrebno je takavtenzor odrediti u velikom broju tačaka što je teorijski značajno ali praktično veoma teškoizvodljivo. Zato se u tehnologiji plastičnog deformisanja pribegava pojednostavljenju takošto se posmatra veća, makro, zapremina i za nju definiše ostvarena deformacija. Smatrase da je po posmatranoj zapremini deformacija ravnomerna (homogena), a njen iznospredstavlja srednju vrednost svih realnih vrednosti. Slično efektivnom naponu moguće jedefinisati i efektivnu (ekvivalentnu, uopštenu) deformaciju:
Ova veličina je pogodan reprezent deformacionog stanja.U praktičnim izračunavanjima vrednosti deformacija izražavaju se preko pokazatelja.
Pokazatelji deformacije:
− apsolutna deformacija
−relativna (jedinična) deformacija:
−deformacija površine (proširenje ili suženje):
−prirodna (logaritamska) deformacija: Iz uslova o nepromenljivosti zapremine u oblasti plastičnosti dobija se veza izmeđudeformacija u sva tri pravca.
44. Istisnuta zapremina, brzina deformacije i brzinadeformisanja
,
BRZINA DEFORMACIJE I BRZINA DEFORMISANJAI brzine su tenzorske veličine (tenzori drugog reda kao naponi i deformacije) ali ovde ćese dati samo vrednosti na makro nivou.Razlikujemo brzinu deformisanja (brzina kretanja izvršnog elementa mašine, v, mm/s) ibrzinu deformacije (promena deformacije u jedinici vremena, ϕ& , s−1 ).
45. Glavni faktori obrade pri plastičnom deformisanjuOsnovni parametri procesa plastičnog deformisanja su: deformaciona sila i deformacionirad.
a) oblikovanje u toplom stanjuK=const
b)oblikovanje u hladnom stanju
46. Zone deformisanja i klizni konusPri slobodnom sabijanju bez trenja telo,posle deformisanja,zadržava sličan oblik.Nasl.2.2prikazano je telo pre i posle deformisanja.Svaki deo tela isto se deformisao.
Na čeonim dodirnim površinama između materijala obratka i površine pritiskivača,odnosno stolamašine,postoji spoljašnje,kontaktno trenje koje ometa bočno širenje materijala(sl.2.3).Pojedinidelovi tela nejednako se defomišu.
Sl.2.3.Deformisanje pri slobodnom sabijanju sa trenjemI zona ometanog sirenja, II zona glavne deformacije i III zona bocnog deformisanja.
47. Uticaj trenja na glavne faktore obrade pru sabijanju
48. Istosmerno istiskivanje, deformaciona sila i radKod istosmernog istiskivanja ,smer kretanja istiskivača i deformisanog materijal je isti
49. Suprotnosmerno istiskivanje, deformaciona sila i rad
Pripremak se pod dejstvom deformacione sile,koja se saopštava istiskivačem,plastičnodeformiše.Smer kretanja deformisanog materijala,koji ispunjava prostor između kalupai istiskivača,je suprotan smeru kretanja istiskivača.
50. Deformacije pri izvlačenju
51. Naponi pri izvlačenju
52. Određivanje otpora trenja oko zaobljenja prstena za izvlačenje
53. Određivanje deformacione sile izvlačenja
54. Otpor bočnog sabijanja pri izvlačenju
55. Obrada savijanjemSavijanje ima značajnu primenu pri obradi lima gde se dobijaju različiti profili ili dobošiza rezervoare i kotlove.Zavisno od mera i oblika delova,savijanje limova izvodi se ualatima za savijanje na mehaničkim ili hidrauličnim presama i na specijalnim mašinamaza savijanje.U opštem slučaju,prema obliku delova dobijenih savijanjem,razlikuju se:kružno savijanjefazonsko savijanje,iispravljanje,kao obrnuti proces savijanja.Kružno savijanje limova izvodi se na specijalnim mašinama za savijanje sa tri valjka,gdeje gornji valjak obično pomerljiv radi podešavanja prečnika savijanja Ro,dok su donji
valjci fiksni.Fazonsko savijanje vrši se postepeno,obaranjem svake ivice pojedinačno za prav ilineki drugi ugao.Na sl.2.9 prikazano je fazonsko savijanje lima,a na primeru dvostranogsavijanja pod uglom od 90°.Alat je dosta skup jer je namenski.
Ispravljanje limova,kao obrnut proces savijanju,vrši se na taj način što se iskrivljene ilitalasaste trake propuštaju kroz sistem dvorednih valjaka na mašini za ispravljanje.Valjcisu obrtni i međusobno rastojanje između gornjeg i donjeg reda valjaka može sepodešavati zavisno od debljine lima.
56. Mehanički sistemi sa upravljačkim vratilomNosioci programa kod ovakvih sistema su uglavnom razni oblici krivulja i doboša,sagraničnicima koji sluţe kao komandni elementi. Jedan obrtaj upravljačkog vratiladefiniše jedan cikluszadavanog tehnološkog
procesa, u trajanju vreme radnog hoda, tp vreme praznoghoda ). Redosled itrajanjehodova, kako radnih tako i praznih, odreĎuje UV pomoću svojih komandnihelemenata.Slika 8 prikazuje tipične nosioce programa kod mehaničkih sistemasa UV.
57. Kopirni sistemiOsnovni deo svakog sistema kopirnog upravljanja je šablon. Šablon je element koji sadrţiprofilisanu površinu – uzor programa, čijim se praćenjem obezbeĎuje izrada dela sa identičnom ilivrlo sličnom površinom. Najprostiji SKU sadrţe samo jedan šablon i koriste se za kopiranje konturau jednoj ravni, a kopiranje sloţenih površina u prostoru se vrši upotrebom više šablona, koji moguda se koriste kanonički ( jedan nakon drugog do dobijanja konačne površine ) ili simultano ( npr.alat se vodi istovremeno po šablonu koji odreĎuje konturu i šablonu koji odreĎuje dubinu prodiranjaalata ). Sistemi kopirnog upravljanja spadaju u domen visoko mobilne tehnologije, jer se programvrlo lako i brzo menja – zamenom šablona se obezbeĎuje novi program u vrlo kratkomvremenskom roku. Postoje dve osnovne grupe ovih sistema. Prvoj grupi pripradaju SKU kod kojihšablon vrši funkciju prenosnog mehanizma i direktno upravlja radnim organima mašine. Drugugrupu čine SKU kod kojih šablon sluţi za definiciju kretanja radnih organa, ali nema prenosnuulogu, pa je upravljanje indirektno. SKU sa direktnim upravljanjem su obično jednostavni i izvode sekrutom vezom alata i šablona pri čemu šablon i kontrolni pipak trpe veliko površinsko opterećenje –slika 18.
58. Sistemi kontaktnog programskog upravljanjaSistemi kontaktnog programskog upravljanja mogu biti : hidraulicki, pneumatski i elektricni.Sustina sSistemi kontaktnog programskog upravljanja sastoji se u sledecem : deo programskogupravljanja (odnosi se na ciklus obrade i rezime obrade) zadaje se brojno preko upravljackog pultaili komandne table pomocu cepova ili busenih kartica ; drugi deo programa definise velicinu radnihhodova radnih organa masine preko granicnika koji se postavlja na specijalne lenjire ili dobose sazljebom. Zato se ovaj sistem upravljanja naziva jos i sistem upravljanja pomocu granicnika ilisistem upravljanja ciklusa obrade. S obzirom na vrlo malu fleksibilnost primenjuju se uglavnom naspecijalnim masinama namenjeni za serijsku ili masovnu proizvodnju.59. Vrste sistema numeričkog programskog upravljanjaNa osnovu mernog sistema ( postojanja i tipa povratne sprege ), NC sistemi se mogu podeliti naotvorene, poluotvorene, kvazizatvorene i zatvorene.Otvoreni NC sistemi ne sadrţe merni sistem usled čega imaju najjednostavniju konstrukciju. Kakonemaju merni sistem, nemaju potrebe ni za povratnom spregom, koju takoĎe ne sadrţe. Sastojese od upravljačke jedinice ( UJ ), elektrokoračnog motora ( EKM ), hidropojačivača ( HP ) i skupaprenosnih mehanizama ( slika 34 ). Veličina pomeranja se diktira brojem impulsa koji sesaopštavaju EKM. Sistem nema povratne informacije, pa na tačnost obrade utiču jedino EKM, HP i
prenosnik.Poluotvoreni NC sistemi ( slika 35 ) sadrţe merni sistem i povratnu spregu koja kontinualno vraćainformacije o toku obrade do komparatora u kome se uporeĎuju sa zadatim podacima. Bilo kojekretanje se prekida u trenutku kada se vraćene informacije o poloţaju poklope sa onima koje suzadate programom upravljanja. Umesto elektrokoračnih motora, kod ovih sistema se koristeelektromotori jednosmerne struje ( DC servomotori ). Merni sistem je povezan sa navojnimvretenom i merenjem ugaonog pomeraja indirektno meri ( preračunava ) pomeranje radnog stola.Usled povratne sprege i drugih razlika, poluotvoreni NC sistemi su sloţeniji i skuplji od otvorenih, aliobradu vrše dosta tačnije.
Kvazizatvoreni NC sistemi ( slika 36 ) imaju merni sistem povezan sa DC servomotorom, na komemeri ugaone pomeraje i tako indirektno odreĎuje veličinu pomeraja radnog stola. Primećuje sevelika sličnost sa poluotvorenim sistemom, po konstrukciji i principu rada, ali su premeštanjemmernog sistema sa mašine na motor izbegnute vibracije i potresi koji negativno utiču na tačnostmerenja. Pošto se merni sistem ne nalazi na samoj mašini, ovi sistemi se često smatraju iotvorenim.
Zatvoreni NC sistemi ( slika 37 ) koriste punu povratnu spregu i merni sistem za linearnapomeranja. Glavne mane zatvorenih sistema su vremensko kašnjenje izmeĎu ulaznog i izlaznogsignala i dinamička nestabilnost sistema, što se primećuje u vidu grešaka, naročito pri konturnomupravljanju.
60. Sistemi adaptivnog graničnog upravljanja
61. Sistemi adaptivnog optimizacionog upravljanja
62. Osnovi projektovanja tehnoloških procesa
Препоручи ово на Google-у
Унесите коментар...
Коментариши као: Google налог
ОбјавиОбјави ПрегледајПрегледај
Нема коментара:
Постави коментар
Придружите се овом сајтуGoogle повезивање пријатеља
Чланови (14)
Читаоци
Sreda D
Прати 10
Прикажи мојкомплетан профил
Основни подаци омени
2012 (7)
јул (4)
јануар (3)
TMO prvi deo
tmo drugi deo
Izvestaj izmehanikefluida
Архива чланака
Шаблон Simple. Омогућава Blogger.
0 More Next Blog» Create Blog Sign InThis site uses cookies from Google to deliver its services, to personalise ads and to analyse traffic. Informationabout your use of this site is shared with Google. By using this site, you agree to its use of cookies.
LEARN MORE GOT IT
Page: 7 of 12

Masinac
Новији пост Старији постПочетна
Пријавите се на: Објављивање коментара (Atom)
петак, 27. јануар 2012.
Објавио Sreda D у 12.09
tmo drugi deo
Princip rada elektroerozionemetode zasniva se na električnoj eroziji,tj.skidanju metalnih delova materijala prielektričnom pražnjenju između elektroda,tj.katodealata i anodeobratka .Elektrode senalaze na određenom razmaku u random fluidu, dielektrikumu(tehničkavoda,mineralno ulje i dr.).U toku električnog pražnjenja varnica ili električni lukizazivaju električnu eroziju na površini obradka,gde se formira krater na anodiobratkuzbog zagrevanja materijala do vrlo visoke temperatu
36. Ultrazvučna obradaUltrazvučne vibracije predstavljaju elastične talase koji se određenom brzinom prostiru ubilo kojoj sredini.Frekventna oblast elastičnih vibracija je vrlo široka,međutim ljudsko uhoregistruje elastične vibracije u frekventnom opsegu 20Hz20kHz.Ultrzvučna metoda obrade se zasniva na udarnom dejstvu čela alata koji vibrira saultrazvučnom i abrazivnih zrnaca koji se nalaze u suspenziji(sl.3.1a).Metod obradeobuhvata dva osnovna procesa:prvi,udarno dejstvo abrazivnih zrnaca na obradak iodvaljivanje delića materijala i drugi,cirkulacija i obnavljanje abrazivne suspenzije, čimese odnose delići skinutog materijala i dovodi svež abraziv.Ultrazvučna obradanajefikasnije se primenjuje u tečnoj sredini pa se zato i koristi suspenzija,kao mešavinaabrazivnih zrnaca i tečnosti.Primena ove metode je u elektro i radio industriji,optičkoj industriji,mašinogradnji...
37. Elektroeroziona obrada
38. Elektrohemijska obradaElektrohemijska obrada se zasniva na Faradejevom zakonu,prema kojem je količinametala koji je rastvoren pri elektrolizi proporcionalan jačini i vremenu proticanja strujeizmeđu dve elektrode koje se nalaze u elektrolitu.Na sl.3.3 prikazana je šemaelektrohemijske obrade i to elektrohemijskog bušenja.Osnovni nedostatak elektrohemijske obrade predstavlja stvaranje anodnog filma napovršini obratka,koji usporava skidanje materijala. Elektrohemijska obrada se primenjujeza izradu delova reaktivnih motora u avioindustriji,raznih kalupa i turbinskih delova.
39. Elektrohemijsko brušenje
40. Mehanizam plastičnog deformisanja metalaPlastično deformisanje je vrlo složen proces ,a pojavljuje se kao posledica prinudnogtrajnog pomeranja grupe atoma u kristalnima metala.Osnovni mehanizam plastičnigdeformisanja sastoji se u klizanju i dvojnikovanju u ravnima kristalnog konglomerata.Ravni klizanja se poklapaju sa mestima gde postoje linearni defekti kristalne rešetke,kojise nazivaju dislokacija(sl.2.1).
41. Osnovni pojmovi mehanike neprekidnih sredinaMehanika kontinuuma ili mehanika neprekidnih sredina je deo mehanike koji se bavi izučavanjemopštih problema kretanja i ravnoteže neprekidnih sredina (kontinuuma). Neprekidna sredina je skupkontinualno raspoređenih materijalnih tačaka kojima se predstavlja neko deformabilno telo.Deformabilna tela mogu biti čvrsta, tečna i gasovita. Kontinuum je, u stvari, idealizacija koja jerezultat makroskopskog posmatranja molekularne strukture materije. Deformabilno telo se na ovajnačin deli na niz kontinualno poređanih delića koji su dovoljno mali u odnosu na dimenzije tela, adovoljno veliki u odnosu na mikroveličine, tj molekule i međumolekularne prostore, tako da semogu smatrati homogenim. Materijalna tačka kontinuuma predstavlja beskonačno mali deoneprekidno raspoređene materije čiji je položaj položaj određen geometrijskom tačkom prostora.Pomeranje deformabilnog tela može se, prema tome, posmatrati kao pomeranje skupa materijalnihtačaka. Za opisivanje kretanja kontinuuma se, kao referenca, koriste različite vrste koordinatnihsistema.
42. Uslovi plastičnostiPod dejstvom spoljašnjeg opterećenja polazni materijal (polufabrikat) se u prvoj fazideformiše elastično, a onda u kritičnom trenutku počinje ostvarivanje procesa plastičnogoblikovanja, koji traje sve do konačne promene oblika.Da bi se ostvario prelaz iz elastičnog u plastično deformisanje , potrebno je da buduispunjeni određeni uslovi u pogledu intenziteta i međusobnog odnosa napona koji delujupo zapremini tela.a) Kod jednoosnog naprezanja kazemo da ce se plasticno deformisnje nastati kada glavni
normalni napon dostigne granicu tecenja
b) Kod prostornog opterecenja tela Uslov najvećeg smičućeg naponaPoznat je pod nazivom kriterijuma Treska (Tresca) i glasi: da bi otpočeo proces plastičnogdeformisanja maksimalni smičući napon u materijalu treba da dostigne odgovarajućukritičnu vrednost.
naponsko− deformacionog stanja, potrebno je da maksimalni smičući napon dostignepolovinu vrednosti deformacione čvrstoće. S druge strane, a sobzirom da se τmax izražava prekonormalnih napona, može se reći da, prema uslovu najvećeg smicajnog napona, plastičnodeformisanje nastupa kad razlika između najvećeg i najmanjeg glavnog normalnog napona dostignevrednost deformacionog otpora.Energetski uslov plastičnostiPoznat je i kao Mizesov kriterijum plastičnosti (Misses) i važi u opštem slučaju prostornihnaponskih stanja. Počiva na sledećoj energetskoj hipotezi: da bi otpočelo plastično deformisanje unapregnutom telu, količina unutrašnje energije elastične promene oblika, po jedinici zapremine,treba da dostigne jedan kritičan iznos u datim uslovima (temperatura, brzina, stepen deformacije).Ova energija ne zavisi od naponsko−deformacionog stanja, već isključivo od svojstava materijala.Konačna forma ovog uslova može se dati preko sledećeg izraza:
što praktično znači da plastično deformisanje počinje kad efektivni napon dostigne vrednostdeformacionog otpora. Zavisnost deformacionog otpora od plastične deformacije određuje senajčešće eksperimentalno pri jednoosnom zatezanju ili pritiskivanju.
43. Deformacije,vrste i podelaDeformacija predstavlja meru promene oblika i dimenzija posmatrane zapremine ili telaucelini. Pri plastičnom deformisanju menjaju se dimenzije a najčešće i osnovni oblik tela.Svaka elementarna zapremina, u opštem slučaju, deformiše se do različitih iznosadeformacije. Slično naponima, deformaciono stanje u svakoj tački moguće je definisatitenzorom deformacije. Za potpuno određivanje deformacionog stanja potrebno je takavtenzor odrediti u velikom broju tačaka što je teorijski značajno ali praktično veoma teškoizvodljivo. Zato se u tehnologiji plastičnog deformisanja pribegava pojednostavljenju takošto se posmatra veća, makro, zapremina i za nju definiše ostvarena deformacija. Smatrase da je po posmatranoj zapremini deformacija ravnomerna (homogena), a njen iznospredstavlja srednju vrednost svih realnih vrednosti. Slično efektivnom naponu moguće jedefinisati i efektivnu (ekvivalentnu, uopštenu) deformaciju:
Ova veličina je pogodan reprezent deformacionog stanja.U praktičnim izračunavanjima vrednosti deformacija izražavaju se preko pokazatelja.
Pokazatelji deformacije:
− apsolutna deformacija
−relativna (jedinična) deformacija:
−deformacija površine (proširenje ili suženje):
−prirodna (logaritamska) deformacija: Iz uslova o nepromenljivosti zapremine u oblasti plastičnosti dobija se veza izmeđudeformacija u sva tri pravca.
44. Istisnuta zapremina, brzina deformacije i brzinadeformisanja
,
BRZINA DEFORMACIJE I BRZINA DEFORMISANJAI brzine su tenzorske veličine (tenzori drugog reda kao naponi i deformacije) ali ovde ćese dati samo vrednosti na makro nivou.Razlikujemo brzinu deformisanja (brzina kretanja izvršnog elementa mašine, v, mm/s) ibrzinu deformacije (promena deformacije u jedinici vremena, ϕ& , s−1 ).
45. Glavni faktori obrade pri plastičnom deformisanjuOsnovni parametri procesa plastičnog deformisanja su: deformaciona sila i deformacionirad.
a) oblikovanje u toplom stanjuK=const
b)oblikovanje u hladnom stanju
46. Zone deformisanja i klizni konusPri slobodnom sabijanju bez trenja telo,posle deformisanja,zadržava sličan oblik.Nasl.2.2prikazano je telo pre i posle deformisanja.Svaki deo tela isto se deformisao.
Na čeonim dodirnim površinama između materijala obratka i površine pritiskivača,odnosno stolamašine,postoji spoljašnje,kontaktno trenje koje ometa bočno širenje materijala(sl.2.3).Pojedinidelovi tela nejednako se defomišu.
Sl.2.3.Deformisanje pri slobodnom sabijanju sa trenjemI zona ometanog sirenja, II zona glavne deformacije i III zona bocnog deformisanja.
47. Uticaj trenja na glavne faktore obrade pru sabijanju
48. Istosmerno istiskivanje, deformaciona sila i radKod istosmernog istiskivanja ,smer kretanja istiskivača i deformisanog materijal je isti
49. Suprotnosmerno istiskivanje, deformaciona sila i rad
Pripremak se pod dejstvom deformacione sile,koja se saopštava istiskivačem,plastičnodeformiše.Smer kretanja deformisanog materijala,koji ispunjava prostor između kalupai istiskivača,je suprotan smeru kretanja istiskivača.
50. Deformacije pri izvlačenju
51. Naponi pri izvlačenju
52. Određivanje otpora trenja oko zaobljenja prstena za izvlačenje
53. Određivanje deformacione sile izvlačenja
54. Otpor bočnog sabijanja pri izvlačenju
55. Obrada savijanjemSavijanje ima značajnu primenu pri obradi lima gde se dobijaju različiti profili ili dobošiza rezervoare i kotlove.Zavisno od mera i oblika delova,savijanje limova izvodi se ualatima za savijanje na mehaničkim ili hidrauličnim presama i na specijalnim mašinamaza savijanje.U opštem slučaju,prema obliku delova dobijenih savijanjem,razlikuju se:kružno savijanjefazonsko savijanje,iispravljanje,kao obrnuti proces savijanja.Kružno savijanje limova izvodi se na specijalnim mašinama za savijanje sa tri valjka,gdeje gornji valjak obično pomerljiv radi podešavanja prečnika savijanja Ro,dok su donji
valjci fiksni.Fazonsko savijanje vrši se postepeno,obaranjem svake ivice pojedinačno za prav ilineki drugi ugao.Na sl.2.9 prikazano je fazonsko savijanje lima,a na primeru dvostranogsavijanja pod uglom od 90°.Alat je dosta skup jer je namenski.
Ispravljanje limova,kao obrnut proces savijanju,vrši se na taj način što se iskrivljene ilitalasaste trake propuštaju kroz sistem dvorednih valjaka na mašini za ispravljanje.Valjcisu obrtni i međusobno rastojanje između gornjeg i donjeg reda valjaka može sepodešavati zavisno od debljine lima.
56. Mehanički sistemi sa upravljačkim vratilomNosioci programa kod ovakvih sistema su uglavnom razni oblici krivulja i doboša,sagraničnicima koji sluţe kao komandni elementi. Jedan obrtaj upravljačkog vratiladefiniše jedan cikluszadavanog tehnološkog
procesa, u trajanju vreme radnog hoda, tp vreme praznoghoda ). Redosled itrajanjehodova, kako radnih tako i praznih, odreĎuje UV pomoću svojih komandnihelemenata.Slika 8 prikazuje tipične nosioce programa kod mehaničkih sistemasa UV.
57. Kopirni sistemiOsnovni deo svakog sistema kopirnog upravljanja je šablon. Šablon je element koji sadrţiprofilisanu površinu – uzor programa, čijim se praćenjem obezbeĎuje izrada dela sa identičnom ilivrlo sličnom površinom. Najprostiji SKU sadrţe samo jedan šablon i koriste se za kopiranje konturau jednoj ravni, a kopiranje sloţenih površina u prostoru se vrši upotrebom više šablona, koji moguda se koriste kanonički ( jedan nakon drugog do dobijanja konačne površine ) ili simultano ( npr.alat se vodi istovremeno po šablonu koji odreĎuje konturu i šablonu koji odreĎuje dubinu prodiranjaalata ). Sistemi kopirnog upravljanja spadaju u domen visoko mobilne tehnologije, jer se programvrlo lako i brzo menja – zamenom šablona se obezbeĎuje novi program u vrlo kratkomvremenskom roku. Postoje dve osnovne grupe ovih sistema. Prvoj grupi pripradaju SKU kod kojihšablon vrši funkciju prenosnog mehanizma i direktno upravlja radnim organima mašine. Drugugrupu čine SKU kod kojih šablon sluţi za definiciju kretanja radnih organa, ali nema prenosnuulogu, pa je upravljanje indirektno. SKU sa direktnim upravljanjem su obično jednostavni i izvode sekrutom vezom alata i šablona pri čemu šablon i kontrolni pipak trpe veliko površinsko opterećenje –slika 18.
58. Sistemi kontaktnog programskog upravljanjaSistemi kontaktnog programskog upravljanja mogu biti : hidraulicki, pneumatski i elektricni.Sustina sSistemi kontaktnog programskog upravljanja sastoji se u sledecem : deo programskogupravljanja (odnosi se na ciklus obrade i rezime obrade) zadaje se brojno preko upravljackog pultaili komandne table pomocu cepova ili busenih kartica ; drugi deo programa definise velicinu radnihhodova radnih organa masine preko granicnika koji se postavlja na specijalne lenjire ili dobose sazljebom. Zato se ovaj sistem upravljanja naziva jos i sistem upravljanja pomocu granicnika ilisistem upravljanja ciklusa obrade. S obzirom na vrlo malu fleksibilnost primenjuju se uglavnom naspecijalnim masinama namenjeni za serijsku ili masovnu proizvodnju.59. Vrste sistema numeričkog programskog upravljanjaNa osnovu mernog sistema ( postojanja i tipa povratne sprege ), NC sistemi se mogu podeliti naotvorene, poluotvorene, kvazizatvorene i zatvorene.Otvoreni NC sistemi ne sadrţe merni sistem usled čega imaju najjednostavniju konstrukciju. Kakonemaju merni sistem, nemaju potrebe ni za povratnom spregom, koju takoĎe ne sadrţe. Sastojese od upravljačke jedinice ( UJ ), elektrokoračnog motora ( EKM ), hidropojačivača ( HP ) i skupaprenosnih mehanizama ( slika 34 ). Veličina pomeranja se diktira brojem impulsa koji sesaopštavaju EKM. Sistem nema povratne informacije, pa na tačnost obrade utiču jedino EKM, HP i
prenosnik.Poluotvoreni NC sistemi ( slika 35 ) sadrţe merni sistem i povratnu spregu koja kontinualno vraćainformacije o toku obrade do komparatora u kome se uporeĎuju sa zadatim podacima. Bilo kojekretanje se prekida u trenutku kada se vraćene informacije o poloţaju poklope sa onima koje suzadate programom upravljanja. Umesto elektrokoračnih motora, kod ovih sistema se koristeelektromotori jednosmerne struje ( DC servomotori ). Merni sistem je povezan sa navojnimvretenom i merenjem ugaonog pomeraja indirektno meri ( preračunava ) pomeranje radnog stola.Usled povratne sprege i drugih razlika, poluotvoreni NC sistemi su sloţeniji i skuplji od otvorenih, aliobradu vrše dosta tačnije.
Kvazizatvoreni NC sistemi ( slika 36 ) imaju merni sistem povezan sa DC servomotorom, na komemeri ugaone pomeraje i tako indirektno odreĎuje veličinu pomeraja radnog stola. Primećuje sevelika sličnost sa poluotvorenim sistemom, po konstrukciji i principu rada, ali su premeštanjemmernog sistema sa mašine na motor izbegnute vibracije i potresi koji negativno utiču na tačnostmerenja. Pošto se merni sistem ne nalazi na samoj mašini, ovi sistemi se često smatraju iotvorenim.
Zatvoreni NC sistemi ( slika 37 ) koriste punu povratnu spregu i merni sistem za linearnapomeranja. Glavne mane zatvorenih sistema su vremensko kašnjenje izmeĎu ulaznog i izlaznogsignala i dinamička nestabilnost sistema, što se primećuje u vidu grešaka, naročito pri konturnomupravljanju.
60. Sistemi adaptivnog graničnog upravljanja
61. Sistemi adaptivnog optimizacionog upravljanja
62. Osnovi projektovanja tehnoloških procesa
Препоручи ово на Google-у
Унесите коментар...
Коментариши као: Google налог
ОбјавиОбјави ПрегледајПрегледај
Нема коментара:
Постави коментар
Придружите се овом сајтуGoogle повезивање пријатеља
Чланови (14)
Читаоци
Sreda D
Прати 10
Прикажи мојкомплетан профил
Основни подаци омени
2012 (7)
јул (4)
јануар (3)
TMO prvi deo
tmo drugi deo
Izvestaj izmehanikefluida
Архива чланака
Шаблон Simple. Омогућава Blogger.
0 More Next Blog» Create Blog Sign InThis site uses cookies from Google to deliver its services, to personalise ads and to analyse traffic. Informationabout your use of this site is shared with Google. By using this site, you agree to its use of cookies.
LEARN MORE GOT IT
Page: 8 of 12
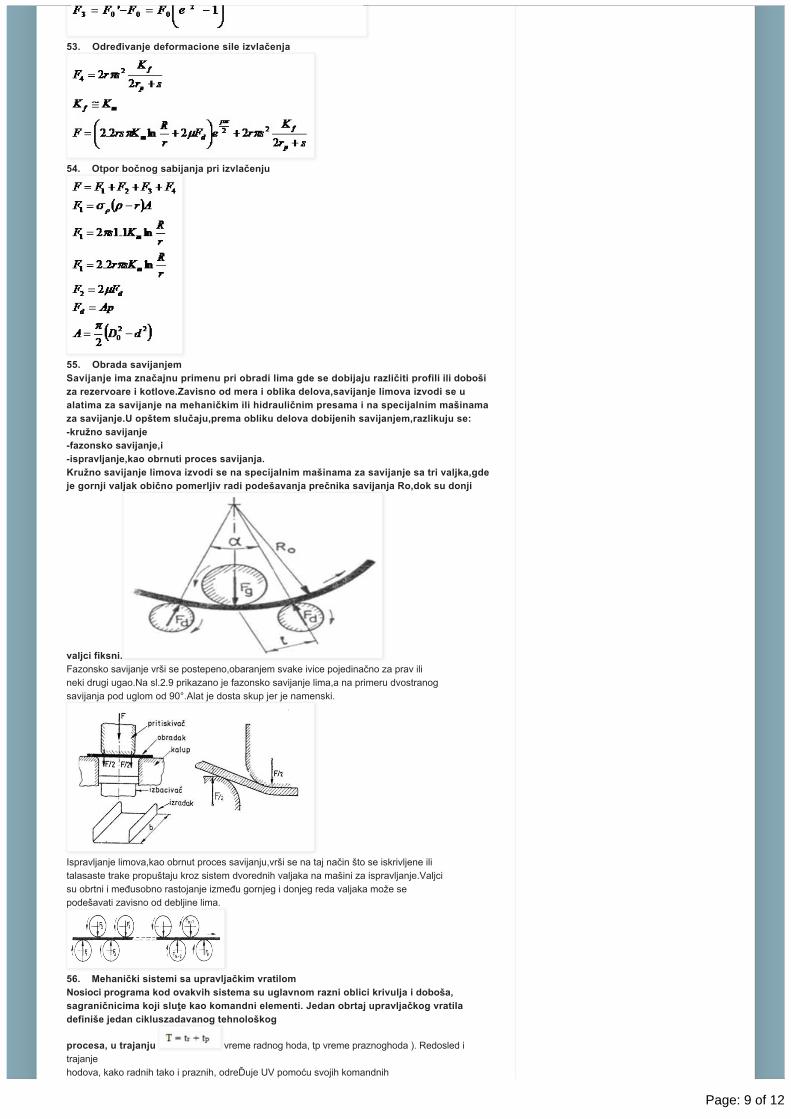
Masinac
Новији пост Старији постПочетна
Пријавите се на: Објављивање коментара (Atom)
петак, 27. јануар 2012.
Објавио Sreda D у 12.09
tmo drugi deo
Princip rada elektroerozionemetode zasniva se na električnoj eroziji,tj.skidanju metalnih delova materijala prielektričnom pražnjenju između elektroda,tj.katodealata i anodeobratka .Elektrode senalaze na određenom razmaku u random fluidu, dielektrikumu(tehničkavoda,mineralno ulje i dr.).U toku električnog pražnjenja varnica ili električni lukizazivaju električnu eroziju na površini obradka,gde se formira krater na anodiobratkuzbog zagrevanja materijala do vrlo visoke temperatu
36. Ultrazvučna obradaUltrazvučne vibracije predstavljaju elastične talase koji se određenom brzinom prostiru ubilo kojoj sredini.Frekventna oblast elastičnih vibracija je vrlo široka,međutim ljudsko uhoregistruje elastične vibracije u frekventnom opsegu 20Hz20kHz.Ultrzvučna metoda obrade se zasniva na udarnom dejstvu čela alata koji vibrira saultrazvučnom i abrazivnih zrnaca koji se nalaze u suspenziji(sl.3.1a).Metod obradeobuhvata dva osnovna procesa:prvi,udarno dejstvo abrazivnih zrnaca na obradak iodvaljivanje delića materijala i drugi,cirkulacija i obnavljanje abrazivne suspenzije, čimese odnose delići skinutog materijala i dovodi svež abraziv.Ultrazvučna obradanajefikasnije se primenjuje u tečnoj sredini pa se zato i koristi suspenzija,kao mešavinaabrazivnih zrnaca i tečnosti.Primena ove metode je u elektro i radio industriji,optičkoj industriji,mašinogradnji...
37. Elektroeroziona obrada
38. Elektrohemijska obradaElektrohemijska obrada se zasniva na Faradejevom zakonu,prema kojem je količinametala koji je rastvoren pri elektrolizi proporcionalan jačini i vremenu proticanja strujeizmeđu dve elektrode koje se nalaze u elektrolitu.Na sl.3.3 prikazana je šemaelektrohemijske obrade i to elektrohemijskog bušenja.Osnovni nedostatak elektrohemijske obrade predstavlja stvaranje anodnog filma napovršini obratka,koji usporava skidanje materijala. Elektrohemijska obrada se primenjujeza izradu delova reaktivnih motora u avioindustriji,raznih kalupa i turbinskih delova.
39. Elektrohemijsko brušenje
40. Mehanizam plastičnog deformisanja metalaPlastično deformisanje je vrlo složen proces ,a pojavljuje se kao posledica prinudnogtrajnog pomeranja grupe atoma u kristalnima metala.Osnovni mehanizam plastičnigdeformisanja sastoji se u klizanju i dvojnikovanju u ravnima kristalnog konglomerata.Ravni klizanja se poklapaju sa mestima gde postoje linearni defekti kristalne rešetke,kojise nazivaju dislokacija(sl.2.1).
41. Osnovni pojmovi mehanike neprekidnih sredinaMehanika kontinuuma ili mehanika neprekidnih sredina je deo mehanike koji se bavi izučavanjemopštih problema kretanja i ravnoteže neprekidnih sredina (kontinuuma). Neprekidna sredina je skupkontinualno raspoređenih materijalnih tačaka kojima se predstavlja neko deformabilno telo.Deformabilna tela mogu biti čvrsta, tečna i gasovita. Kontinuum je, u stvari, idealizacija koja jerezultat makroskopskog posmatranja molekularne strukture materije. Deformabilno telo se na ovajnačin deli na niz kontinualno poređanih delića koji su dovoljno mali u odnosu na dimenzije tela, adovoljno veliki u odnosu na mikroveličine, tj molekule i međumolekularne prostore, tako da semogu smatrati homogenim. Materijalna tačka kontinuuma predstavlja beskonačno mali deoneprekidno raspoređene materije čiji je položaj položaj određen geometrijskom tačkom prostora.Pomeranje deformabilnog tela može se, prema tome, posmatrati kao pomeranje skupa materijalnihtačaka. Za opisivanje kretanja kontinuuma se, kao referenca, koriste različite vrste koordinatnihsistema.
42. Uslovi plastičnostiPod dejstvom spoljašnjeg opterećenja polazni materijal (polufabrikat) se u prvoj fazideformiše elastično, a onda u kritičnom trenutku počinje ostvarivanje procesa plastičnogoblikovanja, koji traje sve do konačne promene oblika.Da bi se ostvario prelaz iz elastičnog u plastično deformisanje , potrebno je da buduispunjeni određeni uslovi u pogledu intenziteta i međusobnog odnosa napona koji delujupo zapremini tela.a) Kod jednoosnog naprezanja kazemo da ce se plasticno deformisnje nastati kada glavni
normalni napon dostigne granicu tecenja
b) Kod prostornog opterecenja tela Uslov najvećeg smičućeg naponaPoznat je pod nazivom kriterijuma Treska (Tresca) i glasi: da bi otpočeo proces plastičnogdeformisanja maksimalni smičući napon u materijalu treba da dostigne odgovarajućukritičnu vrednost.
naponsko− deformacionog stanja, potrebno je da maksimalni smičući napon dostignepolovinu vrednosti deformacione čvrstoće. S druge strane, a sobzirom da se τmax izražava prekonormalnih napona, može se reći da, prema uslovu najvećeg smicajnog napona, plastičnodeformisanje nastupa kad razlika između najvećeg i najmanjeg glavnog normalnog napona dostignevrednost deformacionog otpora.Energetski uslov plastičnostiPoznat je i kao Mizesov kriterijum plastičnosti (Misses) i važi u opštem slučaju prostornihnaponskih stanja. Počiva na sledećoj energetskoj hipotezi: da bi otpočelo plastično deformisanje unapregnutom telu, količina unutrašnje energije elastične promene oblika, po jedinici zapremine,treba da dostigne jedan kritičan iznos u datim uslovima (temperatura, brzina, stepen deformacije).Ova energija ne zavisi od naponsko−deformacionog stanja, već isključivo od svojstava materijala.Konačna forma ovog uslova može se dati preko sledećeg izraza:
što praktično znači da plastično deformisanje počinje kad efektivni napon dostigne vrednostdeformacionog otpora. Zavisnost deformacionog otpora od plastične deformacije određuje senajčešće eksperimentalno pri jednoosnom zatezanju ili pritiskivanju.
43. Deformacije,vrste i podelaDeformacija predstavlja meru promene oblika i dimenzija posmatrane zapremine ili telaucelini. Pri plastičnom deformisanju menjaju se dimenzije a najčešće i osnovni oblik tela.Svaka elementarna zapremina, u opštem slučaju, deformiše se do različitih iznosadeformacije. Slično naponima, deformaciono stanje u svakoj tački moguće je definisatitenzorom deformacije. Za potpuno određivanje deformacionog stanja potrebno je takavtenzor odrediti u velikom broju tačaka što je teorijski značajno ali praktično veoma teškoizvodljivo. Zato se u tehnologiji plastičnog deformisanja pribegava pojednostavljenju takošto se posmatra veća, makro, zapremina i za nju definiše ostvarena deformacija. Smatrase da je po posmatranoj zapremini deformacija ravnomerna (homogena), a njen iznospredstavlja srednju vrednost svih realnih vrednosti. Slično efektivnom naponu moguće jedefinisati i efektivnu (ekvivalentnu, uopštenu) deformaciju:
Ova veličina je pogodan reprezent deformacionog stanja.U praktičnim izračunavanjima vrednosti deformacija izražavaju se preko pokazatelja.
Pokazatelji deformacije:
− apsolutna deformacija
−relativna (jedinična) deformacija:
−deformacija površine (proširenje ili suženje):
−prirodna (logaritamska) deformacija: Iz uslova o nepromenljivosti zapremine u oblasti plastičnosti dobija se veza izmeđudeformacija u sva tri pravca.
44. Istisnuta zapremina, brzina deformacije i brzinadeformisanja
,
BRZINA DEFORMACIJE I BRZINA DEFORMISANJAI brzine su tenzorske veličine (tenzori drugog reda kao naponi i deformacije) ali ovde ćese dati samo vrednosti na makro nivou.Razlikujemo brzinu deformisanja (brzina kretanja izvršnog elementa mašine, v, mm/s) ibrzinu deformacije (promena deformacije u jedinici vremena, ϕ& , s−1 ).
45. Glavni faktori obrade pri plastičnom deformisanjuOsnovni parametri procesa plastičnog deformisanja su: deformaciona sila i deformacionirad.
a) oblikovanje u toplom stanjuK=const
b)oblikovanje u hladnom stanju
46. Zone deformisanja i klizni konusPri slobodnom sabijanju bez trenja telo,posle deformisanja,zadržava sličan oblik.Nasl.2.2prikazano je telo pre i posle deformisanja.Svaki deo tela isto se deformisao.
Na čeonim dodirnim površinama između materijala obratka i površine pritiskivača,odnosno stolamašine,postoji spoljašnje,kontaktno trenje koje ometa bočno širenje materijala(sl.2.3).Pojedinidelovi tela nejednako se defomišu.
Sl.2.3.Deformisanje pri slobodnom sabijanju sa trenjemI zona ometanog sirenja, II zona glavne deformacije i III zona bocnog deformisanja.
47. Uticaj trenja na glavne faktore obrade pru sabijanju
48. Istosmerno istiskivanje, deformaciona sila i radKod istosmernog istiskivanja ,smer kretanja istiskivača i deformisanog materijal je isti
49. Suprotnosmerno istiskivanje, deformaciona sila i rad
Pripremak se pod dejstvom deformacione sile,koja se saopštava istiskivačem,plastičnodeformiše.Smer kretanja deformisanog materijala,koji ispunjava prostor između kalupai istiskivača,je suprotan smeru kretanja istiskivača.
50. Deformacije pri izvlačenju
51. Naponi pri izvlačenju
52. Određivanje otpora trenja oko zaobljenja prstena za izvlačenje
53. Određivanje deformacione sile izvlačenja
54. Otpor bočnog sabijanja pri izvlačenju
55. Obrada savijanjemSavijanje ima značajnu primenu pri obradi lima gde se dobijaju različiti profili ili dobošiza rezervoare i kotlove.Zavisno od mera i oblika delova,savijanje limova izvodi se ualatima za savijanje na mehaničkim ili hidrauličnim presama i na specijalnim mašinamaza savijanje.U opštem slučaju,prema obliku delova dobijenih savijanjem,razlikuju se:kružno savijanjefazonsko savijanje,iispravljanje,kao obrnuti proces savijanja.Kružno savijanje limova izvodi se na specijalnim mašinama za savijanje sa tri valjka,gdeje gornji valjak obično pomerljiv radi podešavanja prečnika savijanja Ro,dok su donji
valjci fiksni.Fazonsko savijanje vrši se postepeno,obaranjem svake ivice pojedinačno za prav ilineki drugi ugao.Na sl.2.9 prikazano je fazonsko savijanje lima,a na primeru dvostranogsavijanja pod uglom od 90°.Alat je dosta skup jer je namenski.
Ispravljanje limova,kao obrnut proces savijanju,vrši se na taj način što se iskrivljene ilitalasaste trake propuštaju kroz sistem dvorednih valjaka na mašini za ispravljanje.Valjcisu obrtni i međusobno rastojanje između gornjeg i donjeg reda valjaka može sepodešavati zavisno od debljine lima.
56. Mehanički sistemi sa upravljačkim vratilomNosioci programa kod ovakvih sistema su uglavnom razni oblici krivulja i doboša,sagraničnicima koji sluţe kao komandni elementi. Jedan obrtaj upravljačkog vratiladefiniše jedan cikluszadavanog tehnološkog
procesa, u trajanju vreme radnog hoda, tp vreme praznoghoda ). Redosled itrajanjehodova, kako radnih tako i praznih, odreĎuje UV pomoću svojih komandnihelemenata.Slika 8 prikazuje tipične nosioce programa kod mehaničkih sistemasa UV.
57. Kopirni sistemiOsnovni deo svakog sistema kopirnog upravljanja je šablon. Šablon je element koji sadrţiprofilisanu površinu – uzor programa, čijim se praćenjem obezbeĎuje izrada dela sa identičnom ilivrlo sličnom površinom. Najprostiji SKU sadrţe samo jedan šablon i koriste se za kopiranje konturau jednoj ravni, a kopiranje sloţenih površina u prostoru se vrši upotrebom više šablona, koji moguda se koriste kanonički ( jedan nakon drugog do dobijanja konačne površine ) ili simultano ( npr.alat se vodi istovremeno po šablonu koji odreĎuje konturu i šablonu koji odreĎuje dubinu prodiranjaalata ). Sistemi kopirnog upravljanja spadaju u domen visoko mobilne tehnologije, jer se programvrlo lako i brzo menja – zamenom šablona se obezbeĎuje novi program u vrlo kratkomvremenskom roku. Postoje dve osnovne grupe ovih sistema. Prvoj grupi pripradaju SKU kod kojihšablon vrši funkciju prenosnog mehanizma i direktno upravlja radnim organima mašine. Drugugrupu čine SKU kod kojih šablon sluţi za definiciju kretanja radnih organa, ali nema prenosnuulogu, pa je upravljanje indirektno. SKU sa direktnim upravljanjem su obično jednostavni i izvode sekrutom vezom alata i šablona pri čemu šablon i kontrolni pipak trpe veliko površinsko opterećenje –slika 18.
58. Sistemi kontaktnog programskog upravljanjaSistemi kontaktnog programskog upravljanja mogu biti : hidraulicki, pneumatski i elektricni.Sustina sSistemi kontaktnog programskog upravljanja sastoji se u sledecem : deo programskogupravljanja (odnosi se na ciklus obrade i rezime obrade) zadaje se brojno preko upravljackog pultaili komandne table pomocu cepova ili busenih kartica ; drugi deo programa definise velicinu radnihhodova radnih organa masine preko granicnika koji se postavlja na specijalne lenjire ili dobose sazljebom. Zato se ovaj sistem upravljanja naziva jos i sistem upravljanja pomocu granicnika ilisistem upravljanja ciklusa obrade. S obzirom na vrlo malu fleksibilnost primenjuju se uglavnom naspecijalnim masinama namenjeni za serijsku ili masovnu proizvodnju.59. Vrste sistema numeričkog programskog upravljanjaNa osnovu mernog sistema ( postojanja i tipa povratne sprege ), NC sistemi se mogu podeliti naotvorene, poluotvorene, kvazizatvorene i zatvorene.Otvoreni NC sistemi ne sadrţe merni sistem usled čega imaju najjednostavniju konstrukciju. Kakonemaju merni sistem, nemaju potrebe ni za povratnom spregom, koju takoĎe ne sadrţe. Sastojese od upravljačke jedinice ( UJ ), elektrokoračnog motora ( EKM ), hidropojačivača ( HP ) i skupaprenosnih mehanizama ( slika 34 ). Veličina pomeranja se diktira brojem impulsa koji sesaopštavaju EKM. Sistem nema povratne informacije, pa na tačnost obrade utiču jedino EKM, HP i
prenosnik.Poluotvoreni NC sistemi ( slika 35 ) sadrţe merni sistem i povratnu spregu koja kontinualno vraćainformacije o toku obrade do komparatora u kome se uporeĎuju sa zadatim podacima. Bilo kojekretanje se prekida u trenutku kada se vraćene informacije o poloţaju poklope sa onima koje suzadate programom upravljanja. Umesto elektrokoračnih motora, kod ovih sistema se koristeelektromotori jednosmerne struje ( DC servomotori ). Merni sistem je povezan sa navojnimvretenom i merenjem ugaonog pomeraja indirektno meri ( preračunava ) pomeranje radnog stola.Usled povratne sprege i drugih razlika, poluotvoreni NC sistemi su sloţeniji i skuplji od otvorenih, aliobradu vrše dosta tačnije.
Kvazizatvoreni NC sistemi ( slika 36 ) imaju merni sistem povezan sa DC servomotorom, na komemeri ugaone pomeraje i tako indirektno odreĎuje veličinu pomeraja radnog stola. Primećuje sevelika sličnost sa poluotvorenim sistemom, po konstrukciji i principu rada, ali su premeštanjemmernog sistema sa mašine na motor izbegnute vibracije i potresi koji negativno utiču na tačnostmerenja. Pošto se merni sistem ne nalazi na samoj mašini, ovi sistemi se često smatraju iotvorenim.
Zatvoreni NC sistemi ( slika 37 ) koriste punu povratnu spregu i merni sistem za linearnapomeranja. Glavne mane zatvorenih sistema su vremensko kašnjenje izmeĎu ulaznog i izlaznogsignala i dinamička nestabilnost sistema, što se primećuje u vidu grešaka, naročito pri konturnomupravljanju.
60. Sistemi adaptivnog graničnog upravljanja
61. Sistemi adaptivnog optimizacionog upravljanja
62. Osnovi projektovanja tehnoloških procesa
Препоручи ово на Google-у
Унесите коментар...
Коментариши као: Google налог
ОбјавиОбјави ПрегледајПрегледај
Нема коментара:
Постави коментар
Придружите се овом сајтуGoogle повезивање пријатеља
Чланови (14)
Читаоци
Sreda D
Прати 10
Прикажи мојкомплетан профил
Основни подаци омени
2012 (7)
јул (4)
јануар (3)
TMO prvi deo
tmo drugi deo
Izvestaj izmehanikefluida
Архива чланака
Шаблон Simple. Омогућава Blogger.
0 More Next Blog» Create Blog Sign InThis site uses cookies from Google to deliver its services, to personalise ads and to analyse traffic. Informationabout your use of this site is shared with Google. By using this site, you agree to its use of cookies.
LEARN MORE GOT IT
Page: 9 of 12
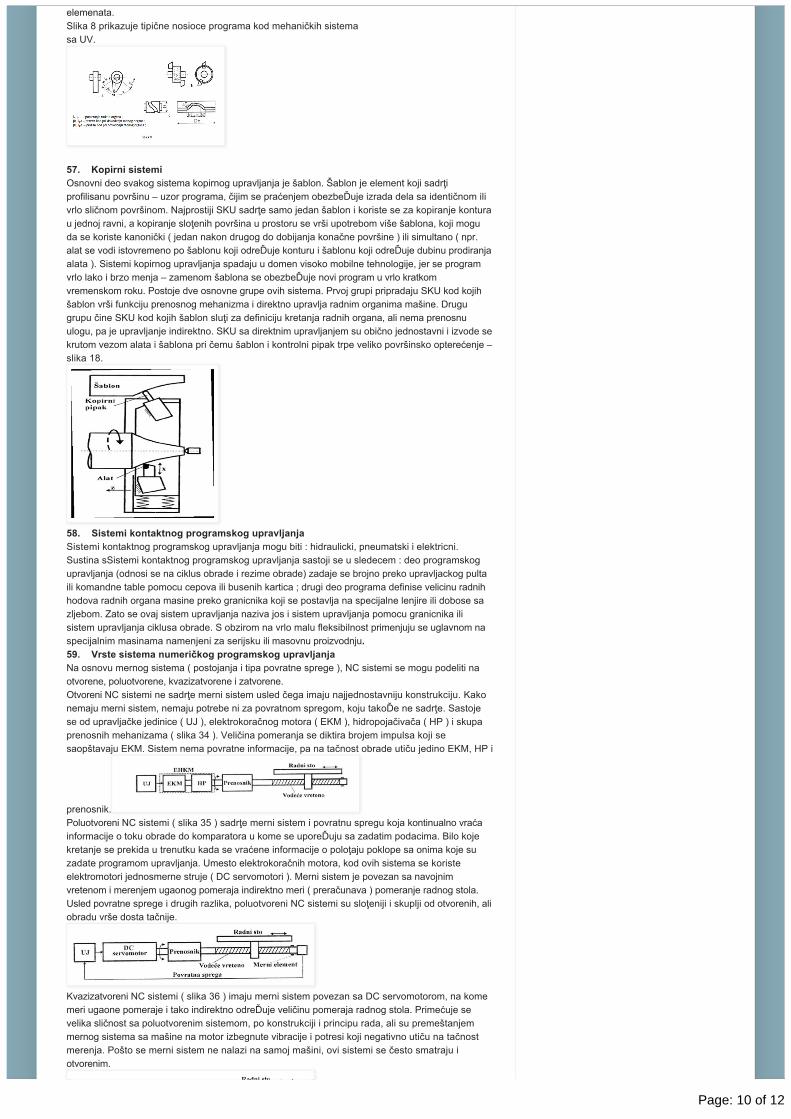
Masinac
Новији пост Старији постПочетна
Пријавите се на: Објављивање коментара (Atom)
петак, 27. јануар 2012.
Објавио Sreda D у 12.09
tmo drugi deo
Princip rada elektroerozionemetode zasniva se na električnoj eroziji,tj.skidanju metalnih delova materijala prielektričnom pražnjenju između elektroda,tj.katodealata i anodeobratka .Elektrode senalaze na određenom razmaku u random fluidu, dielektrikumu(tehničkavoda,mineralno ulje i dr.).U toku električnog pražnjenja varnica ili električni lukizazivaju električnu eroziju na površini obradka,gde se formira krater na anodiobratkuzbog zagrevanja materijala do vrlo visoke temperatu
36. Ultrazvučna obradaUltrazvučne vibracije predstavljaju elastične talase koji se određenom brzinom prostiru ubilo kojoj sredini.Frekventna oblast elastičnih vibracija je vrlo široka,međutim ljudsko uhoregistruje elastične vibracije u frekventnom opsegu 20Hz20kHz.Ultrzvučna metoda obrade se zasniva na udarnom dejstvu čela alata koji vibrira saultrazvučnom i abrazivnih zrnaca koji se nalaze u suspenziji(sl.3.1a).Metod obradeobuhvata dva osnovna procesa:prvi,udarno dejstvo abrazivnih zrnaca na obradak iodvaljivanje delića materijala i drugi,cirkulacija i obnavljanje abrazivne suspenzije, čimese odnose delići skinutog materijala i dovodi svež abraziv.Ultrazvučna obradanajefikasnije se primenjuje u tečnoj sredini pa se zato i koristi suspenzija,kao mešavinaabrazivnih zrnaca i tečnosti.Primena ove metode je u elektro i radio industriji,optičkoj industriji,mašinogradnji...
37. Elektroeroziona obrada
38. Elektrohemijska obradaElektrohemijska obrada se zasniva na Faradejevom zakonu,prema kojem je količinametala koji je rastvoren pri elektrolizi proporcionalan jačini i vremenu proticanja strujeizmeđu dve elektrode koje se nalaze u elektrolitu.Na sl.3.3 prikazana je šemaelektrohemijske obrade i to elektrohemijskog bušenja.Osnovni nedostatak elektrohemijske obrade predstavlja stvaranje anodnog filma napovršini obratka,koji usporava skidanje materijala. Elektrohemijska obrada se primenjujeza izradu delova reaktivnih motora u avioindustriji,raznih kalupa i turbinskih delova.
39. Elektrohemijsko brušenje
40. Mehanizam plastičnog deformisanja metalaPlastično deformisanje je vrlo složen proces ,a pojavljuje se kao posledica prinudnogtrajnog pomeranja grupe atoma u kristalnima metala.Osnovni mehanizam plastičnigdeformisanja sastoji se u klizanju i dvojnikovanju u ravnima kristalnog konglomerata.Ravni klizanja se poklapaju sa mestima gde postoje linearni defekti kristalne rešetke,kojise nazivaju dislokacija(sl.2.1).
41. Osnovni pojmovi mehanike neprekidnih sredinaMehanika kontinuuma ili mehanika neprekidnih sredina je deo mehanike koji se bavi izučavanjemopštih problema kretanja i ravnoteže neprekidnih sredina (kontinuuma). Neprekidna sredina je skupkontinualno raspoređenih materijalnih tačaka kojima se predstavlja neko deformabilno telo.Deformabilna tela mogu biti čvrsta, tečna i gasovita. Kontinuum je, u stvari, idealizacija koja jerezultat makroskopskog posmatranja molekularne strukture materije. Deformabilno telo se na ovajnačin deli na niz kontinualno poređanih delića koji su dovoljno mali u odnosu na dimenzije tela, adovoljno veliki u odnosu na mikroveličine, tj molekule i međumolekularne prostore, tako da semogu smatrati homogenim. Materijalna tačka kontinuuma predstavlja beskonačno mali deoneprekidno raspoređene materije čiji je položaj položaj određen geometrijskom tačkom prostora.Pomeranje deformabilnog tela može se, prema tome, posmatrati kao pomeranje skupa materijalnihtačaka. Za opisivanje kretanja kontinuuma se, kao referenca, koriste različite vrste koordinatnihsistema.
42. Uslovi plastičnostiPod dejstvom spoljašnjeg opterećenja polazni materijal (polufabrikat) se u prvoj fazideformiše elastično, a onda u kritičnom trenutku počinje ostvarivanje procesa plastičnogoblikovanja, koji traje sve do konačne promene oblika.Da bi se ostvario prelaz iz elastičnog u plastično deformisanje , potrebno je da buduispunjeni određeni uslovi u pogledu intenziteta i međusobnog odnosa napona koji delujupo zapremini tela.a) Kod jednoosnog naprezanja kazemo da ce se plasticno deformisnje nastati kada glavni
normalni napon dostigne granicu tecenja
b) Kod prostornog opterecenja tela Uslov najvećeg smičućeg naponaPoznat je pod nazivom kriterijuma Treska (Tresca) i glasi: da bi otpočeo proces plastičnogdeformisanja maksimalni smičući napon u materijalu treba da dostigne odgovarajućukritičnu vrednost.
naponsko− deformacionog stanja, potrebno je da maksimalni smičući napon dostignepolovinu vrednosti deformacione čvrstoće. S druge strane, a sobzirom da se τmax izražava prekonormalnih napona, može se reći da, prema uslovu najvećeg smicajnog napona, plastičnodeformisanje nastupa kad razlika između najvećeg i najmanjeg glavnog normalnog napona dostignevrednost deformacionog otpora.Energetski uslov plastičnostiPoznat je i kao Mizesov kriterijum plastičnosti (Misses) i važi u opštem slučaju prostornihnaponskih stanja. Počiva na sledećoj energetskoj hipotezi: da bi otpočelo plastično deformisanje unapregnutom telu, količina unutrašnje energije elastične promene oblika, po jedinici zapremine,treba da dostigne jedan kritičan iznos u datim uslovima (temperatura, brzina, stepen deformacije).Ova energija ne zavisi od naponsko−deformacionog stanja, već isključivo od svojstava materijala.Konačna forma ovog uslova može se dati preko sledećeg izraza:
što praktično znači da plastično deformisanje počinje kad efektivni napon dostigne vrednostdeformacionog otpora. Zavisnost deformacionog otpora od plastične deformacije određuje senajčešće eksperimentalno pri jednoosnom zatezanju ili pritiskivanju.
43. Deformacije,vrste i podelaDeformacija predstavlja meru promene oblika i dimenzija posmatrane zapremine ili telaucelini. Pri plastičnom deformisanju menjaju se dimenzije a najčešće i osnovni oblik tela.Svaka elementarna zapremina, u opštem slučaju, deformiše se do različitih iznosadeformacije. Slično naponima, deformaciono stanje u svakoj tački moguće je definisatitenzorom deformacije. Za potpuno određivanje deformacionog stanja potrebno je takavtenzor odrediti u velikom broju tačaka što je teorijski značajno ali praktično veoma teškoizvodljivo. Zato se u tehnologiji plastičnog deformisanja pribegava pojednostavljenju takošto se posmatra veća, makro, zapremina i za nju definiše ostvarena deformacija. Smatrase da je po posmatranoj zapremini deformacija ravnomerna (homogena), a njen iznospredstavlja srednju vrednost svih realnih vrednosti. Slično efektivnom naponu moguće jedefinisati i efektivnu (ekvivalentnu, uopštenu) deformaciju:
Ova veličina je pogodan reprezent deformacionog stanja.U praktičnim izračunavanjima vrednosti deformacija izražavaju se preko pokazatelja.
Pokazatelji deformacije:
− apsolutna deformacija
−relativna (jedinična) deformacija:
−deformacija površine (proširenje ili suženje):
−prirodna (logaritamska) deformacija: Iz uslova o nepromenljivosti zapremine u oblasti plastičnosti dobija se veza izmeđudeformacija u sva tri pravca.
44. Istisnuta zapremina, brzina deformacije i brzinadeformisanja
,
BRZINA DEFORMACIJE I BRZINA DEFORMISANJAI brzine su tenzorske veličine (tenzori drugog reda kao naponi i deformacije) ali ovde ćese dati samo vrednosti na makro nivou.Razlikujemo brzinu deformisanja (brzina kretanja izvršnog elementa mašine, v, mm/s) ibrzinu deformacije (promena deformacije u jedinici vremena, ϕ& , s−1 ).
45. Glavni faktori obrade pri plastičnom deformisanjuOsnovni parametri procesa plastičnog deformisanja su: deformaciona sila i deformacionirad.
a) oblikovanje u toplom stanjuK=const
b)oblikovanje u hladnom stanju
46. Zone deformisanja i klizni konusPri slobodnom sabijanju bez trenja telo,posle deformisanja,zadržava sličan oblik.Nasl.2.2prikazano je telo pre i posle deformisanja.Svaki deo tela isto se deformisao.
Na čeonim dodirnim površinama između materijala obratka i površine pritiskivača,odnosno stolamašine,postoji spoljašnje,kontaktno trenje koje ometa bočno širenje materijala(sl.2.3).Pojedinidelovi tela nejednako se defomišu.
Sl.2.3.Deformisanje pri slobodnom sabijanju sa trenjemI zona ometanog sirenja, II zona glavne deformacije i III zona bocnog deformisanja.
47. Uticaj trenja na glavne faktore obrade pru sabijanju
48. Istosmerno istiskivanje, deformaciona sila i radKod istosmernog istiskivanja ,smer kretanja istiskivača i deformisanog materijal je isti
49. Suprotnosmerno istiskivanje, deformaciona sila i rad
Pripremak se pod dejstvom deformacione sile,koja se saopštava istiskivačem,plastičnodeformiše.Smer kretanja deformisanog materijala,koji ispunjava prostor između kalupai istiskivača,je suprotan smeru kretanja istiskivača.
50. Deformacije pri izvlačenju
51. Naponi pri izvlačenju
52. Određivanje otpora trenja oko zaobljenja prstena za izvlačenje
53. Određivanje deformacione sile izvlačenja
54. Otpor bočnog sabijanja pri izvlačenju
55. Obrada savijanjemSavijanje ima značajnu primenu pri obradi lima gde se dobijaju različiti profili ili dobošiza rezervoare i kotlove.Zavisno od mera i oblika delova,savijanje limova izvodi se ualatima za savijanje na mehaničkim ili hidrauličnim presama i na specijalnim mašinamaza savijanje.U opštem slučaju,prema obliku delova dobijenih savijanjem,razlikuju se:kružno savijanjefazonsko savijanje,iispravljanje,kao obrnuti proces savijanja.Kružno savijanje limova izvodi se na specijalnim mašinama za savijanje sa tri valjka,gdeje gornji valjak obično pomerljiv radi podešavanja prečnika savijanja Ro,dok su donji
valjci fiksni.Fazonsko savijanje vrši se postepeno,obaranjem svake ivice pojedinačno za prav ilineki drugi ugao.Na sl.2.9 prikazano je fazonsko savijanje lima,a na primeru dvostranogsavijanja pod uglom od 90°.Alat je dosta skup jer je namenski.
Ispravljanje limova,kao obrnut proces savijanju,vrši se na taj način što se iskrivljene ilitalasaste trake propuštaju kroz sistem dvorednih valjaka na mašini za ispravljanje.Valjcisu obrtni i međusobno rastojanje između gornjeg i donjeg reda valjaka može sepodešavati zavisno od debljine lima.
56. Mehanički sistemi sa upravljačkim vratilomNosioci programa kod ovakvih sistema su uglavnom razni oblici krivulja i doboša,sagraničnicima koji sluţe kao komandni elementi. Jedan obrtaj upravljačkog vratiladefiniše jedan cikluszadavanog tehnološkog
procesa, u trajanju vreme radnog hoda, tp vreme praznoghoda ). Redosled itrajanjehodova, kako radnih tako i praznih, odreĎuje UV pomoću svojih komandnihelemenata.Slika 8 prikazuje tipične nosioce programa kod mehaničkih sistemasa UV.
57. Kopirni sistemiOsnovni deo svakog sistema kopirnog upravljanja je šablon. Šablon je element koji sadrţiprofilisanu površinu – uzor programa, čijim se praćenjem obezbeĎuje izrada dela sa identičnom ilivrlo sličnom površinom. Najprostiji SKU sadrţe samo jedan šablon i koriste se za kopiranje konturau jednoj ravni, a kopiranje sloţenih površina u prostoru se vrši upotrebom više šablona, koji moguda se koriste kanonički ( jedan nakon drugog do dobijanja konačne površine ) ili simultano ( npr.alat se vodi istovremeno po šablonu koji odreĎuje konturu i šablonu koji odreĎuje dubinu prodiranjaalata ). Sistemi kopirnog upravljanja spadaju u domen visoko mobilne tehnologije, jer se programvrlo lako i brzo menja – zamenom šablona se obezbeĎuje novi program u vrlo kratkomvremenskom roku. Postoje dve osnovne grupe ovih sistema. Prvoj grupi pripradaju SKU kod kojihšablon vrši funkciju prenosnog mehanizma i direktno upravlja radnim organima mašine. Drugugrupu čine SKU kod kojih šablon sluţi za definiciju kretanja radnih organa, ali nema prenosnuulogu, pa je upravljanje indirektno. SKU sa direktnim upravljanjem su obično jednostavni i izvode sekrutom vezom alata i šablona pri čemu šablon i kontrolni pipak trpe veliko površinsko opterećenje –slika 18.
58. Sistemi kontaktnog programskog upravljanjaSistemi kontaktnog programskog upravljanja mogu biti : hidraulicki, pneumatski i elektricni.Sustina sSistemi kontaktnog programskog upravljanja sastoji se u sledecem : deo programskogupravljanja (odnosi se na ciklus obrade i rezime obrade) zadaje se brojno preko upravljackog pultaili komandne table pomocu cepova ili busenih kartica ; drugi deo programa definise velicinu radnihhodova radnih organa masine preko granicnika koji se postavlja na specijalne lenjire ili dobose sazljebom. Zato se ovaj sistem upravljanja naziva jos i sistem upravljanja pomocu granicnika ilisistem upravljanja ciklusa obrade. S obzirom na vrlo malu fleksibilnost primenjuju se uglavnom naspecijalnim masinama namenjeni za serijsku ili masovnu proizvodnju.59. Vrste sistema numeričkog programskog upravljanjaNa osnovu mernog sistema ( postojanja i tipa povratne sprege ), NC sistemi se mogu podeliti naotvorene, poluotvorene, kvazizatvorene i zatvorene.Otvoreni NC sistemi ne sadrţe merni sistem usled čega imaju najjednostavniju konstrukciju. Kakonemaju merni sistem, nemaju potrebe ni za povratnom spregom, koju takoĎe ne sadrţe. Sastojese od upravljačke jedinice ( UJ ), elektrokoračnog motora ( EKM ), hidropojačivača ( HP ) i skupaprenosnih mehanizama ( slika 34 ). Veličina pomeranja se diktira brojem impulsa koji sesaopštavaju EKM. Sistem nema povratne informacije, pa na tačnost obrade utiču jedino EKM, HP i
prenosnik.Poluotvoreni NC sistemi ( slika 35 ) sadrţe merni sistem i povratnu spregu koja kontinualno vraćainformacije o toku obrade do komparatora u kome se uporeĎuju sa zadatim podacima. Bilo kojekretanje se prekida u trenutku kada se vraćene informacije o poloţaju poklope sa onima koje suzadate programom upravljanja. Umesto elektrokoračnih motora, kod ovih sistema se koristeelektromotori jednosmerne struje ( DC servomotori ). Merni sistem je povezan sa navojnimvretenom i merenjem ugaonog pomeraja indirektno meri ( preračunava ) pomeranje radnog stola.Usled povratne sprege i drugih razlika, poluotvoreni NC sistemi su sloţeniji i skuplji od otvorenih, aliobradu vrše dosta tačnije.
Kvazizatvoreni NC sistemi ( slika 36 ) imaju merni sistem povezan sa DC servomotorom, na komemeri ugaone pomeraje i tako indirektno odreĎuje veličinu pomeraja radnog stola. Primećuje sevelika sličnost sa poluotvorenim sistemom, po konstrukciji i principu rada, ali su premeštanjemmernog sistema sa mašine na motor izbegnute vibracije i potresi koji negativno utiču na tačnostmerenja. Pošto se merni sistem ne nalazi na samoj mašini, ovi sistemi se često smatraju iotvorenim.
Zatvoreni NC sistemi ( slika 37 ) koriste punu povratnu spregu i merni sistem za linearnapomeranja. Glavne mane zatvorenih sistema su vremensko kašnjenje izmeĎu ulaznog i izlaznogsignala i dinamička nestabilnost sistema, što se primećuje u vidu grešaka, naročito pri konturnomupravljanju.
60. Sistemi adaptivnog graničnog upravljanja
61. Sistemi adaptivnog optimizacionog upravljanja
62. Osnovi projektovanja tehnoloških procesa
Препоручи ово на Google-у
Унесите коментар...
Коментариши као: Google налог
ОбјавиОбјави ПрегледајПрегледај
Нема коментара:
Постави коментар
Придружите се овом сајтуGoogle повезивање пријатеља
Чланови (14)
Читаоци
Sreda D
Прати 10
Прикажи мојкомплетан профил
Основни подаци омени
2012 (7)
јул (4)
јануар (3)
TMO prvi deo
tmo drugi deo
Izvestaj izmehanikefluida
Архива чланака
Шаблон Simple. Омогућава Blogger.
0 More Next Blog» Create Blog Sign InThis site uses cookies from Google to deliver its services, to personalise ads and to analyse traffic. Informationabout your use of this site is shared with Google. By using this site, you agree to its use of cookies.
LEARN MORE GOT IT
Page: 10 of 12
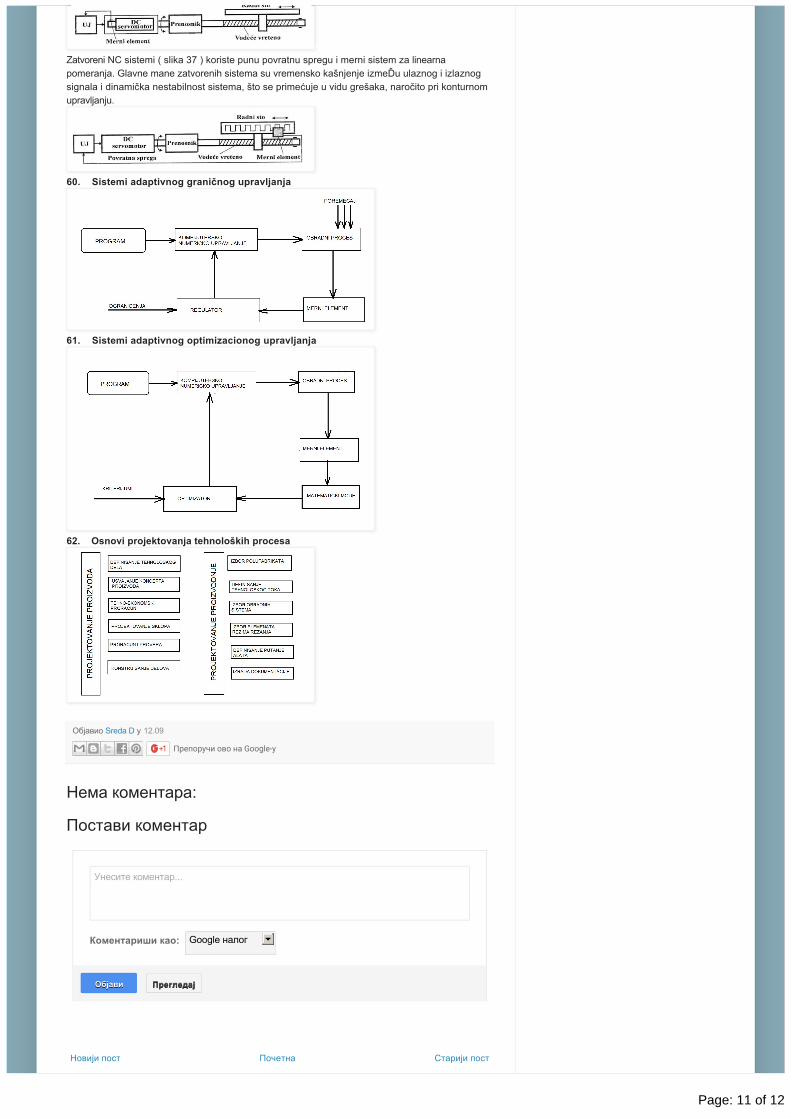
Masinac
Новији пост Старији постПочетна
Пријавите се на: Објављивање коментара (Atom)
петак, 27. јануар 2012.
Објавио Sreda D у 12.09
tmo drugi deo
Princip rada elektroerozionemetode zasniva se na električnoj eroziji,tj.skidanju metalnih delova materijala prielektričnom pražnjenju između elektroda,tj.katodealata i anodeobratka .Elektrode senalaze na određenom razmaku u random fluidu, dielektrikumu(tehničkavoda,mineralno ulje i dr.).U toku električnog pražnjenja varnica ili električni lukizazivaju električnu eroziju na površini obradka,gde se formira krater na anodiobratkuzbog zagrevanja materijala do vrlo visoke temperatu
36. Ultrazvučna obradaUltrazvučne vibracije predstavljaju elastične talase koji se određenom brzinom prostiru ubilo kojoj sredini.Frekventna oblast elastičnih vibracija je vrlo široka,međutim ljudsko uhoregistruje elastične vibracije u frekventnom opsegu 20Hz20kHz.Ultrzvučna metoda obrade se zasniva na udarnom dejstvu čela alata koji vibrira saultrazvučnom i abrazivnih zrnaca koji se nalaze u suspenziji(sl.3.1a).Metod obradeobuhvata dva osnovna procesa:prvi,udarno dejstvo abrazivnih zrnaca na obradak iodvaljivanje delića materijala i drugi,cirkulacija i obnavljanje abrazivne suspenzije, čimese odnose delići skinutog materijala i dovodi svež abraziv.Ultrazvučna obradanajefikasnije se primenjuje u tečnoj sredini pa se zato i koristi suspenzija,kao mešavinaabrazivnih zrnaca i tečnosti.Primena ove metode je u elektro i radio industriji,optičkoj industriji,mašinogradnji...
37. Elektroeroziona obrada
38. Elektrohemijska obradaElektrohemijska obrada se zasniva na Faradejevom zakonu,prema kojem je količinametala koji je rastvoren pri elektrolizi proporcionalan jačini i vremenu proticanja strujeizmeđu dve elektrode koje se nalaze u elektrolitu.Na sl.3.3 prikazana je šemaelektrohemijske obrade i to elektrohemijskog bušenja.Osnovni nedostatak elektrohemijske obrade predstavlja stvaranje anodnog filma napovršini obratka,koji usporava skidanje materijala. Elektrohemijska obrada se primenjujeza izradu delova reaktivnih motora u avioindustriji,raznih kalupa i turbinskih delova.
39. Elektrohemijsko brušenje
40. Mehanizam plastičnog deformisanja metalaPlastično deformisanje je vrlo složen proces ,a pojavljuje se kao posledica prinudnogtrajnog pomeranja grupe atoma u kristalnima metala.Osnovni mehanizam plastičnigdeformisanja sastoji se u klizanju i dvojnikovanju u ravnima kristalnog konglomerata.Ravni klizanja se poklapaju sa mestima gde postoje linearni defekti kristalne rešetke,kojise nazivaju dislokacija(sl.2.1).
41. Osnovni pojmovi mehanike neprekidnih sredinaMehanika kontinuuma ili mehanika neprekidnih sredina je deo mehanike koji se bavi izučavanjemopštih problema kretanja i ravnoteže neprekidnih sredina (kontinuuma). Neprekidna sredina je skupkontinualno raspoređenih materijalnih tačaka kojima se predstavlja neko deformabilno telo.Deformabilna tela mogu biti čvrsta, tečna i gasovita. Kontinuum je, u stvari, idealizacija koja jerezultat makroskopskog posmatranja molekularne strukture materije. Deformabilno telo se na ovajnačin deli na niz kontinualno poređanih delića koji su dovoljno mali u odnosu na dimenzije tela, adovoljno veliki u odnosu na mikroveličine, tj molekule i međumolekularne prostore, tako da semogu smatrati homogenim. Materijalna tačka kontinuuma predstavlja beskonačno mali deoneprekidno raspoređene materije čiji je položaj položaj određen geometrijskom tačkom prostora.Pomeranje deformabilnog tela može se, prema tome, posmatrati kao pomeranje skupa materijalnihtačaka. Za opisivanje kretanja kontinuuma se, kao referenca, koriste različite vrste koordinatnihsistema.
42. Uslovi plastičnostiPod dejstvom spoljašnjeg opterećenja polazni materijal (polufabrikat) se u prvoj fazideformiše elastično, a onda u kritičnom trenutku počinje ostvarivanje procesa plastičnogoblikovanja, koji traje sve do konačne promene oblika.Da bi se ostvario prelaz iz elastičnog u plastično deformisanje , potrebno je da buduispunjeni određeni uslovi u pogledu intenziteta i međusobnog odnosa napona koji delujupo zapremini tela.a) Kod jednoosnog naprezanja kazemo da ce se plasticno deformisnje nastati kada glavni
normalni napon dostigne granicu tecenja
b) Kod prostornog opterecenja tela Uslov najvećeg smičućeg naponaPoznat je pod nazivom kriterijuma Treska (Tresca) i glasi: da bi otpočeo proces plastičnogdeformisanja maksimalni smičući napon u materijalu treba da dostigne odgovarajućukritičnu vrednost.
naponsko− deformacionog stanja, potrebno je da maksimalni smičući napon dostignepolovinu vrednosti deformacione čvrstoće. S druge strane, a sobzirom da se τmax izražava prekonormalnih napona, može se reći da, prema uslovu najvećeg smicajnog napona, plastičnodeformisanje nastupa kad razlika između najvećeg i najmanjeg glavnog normalnog napona dostignevrednost deformacionog otpora.Energetski uslov plastičnostiPoznat je i kao Mizesov kriterijum plastičnosti (Misses) i važi u opštem slučaju prostornihnaponskih stanja. Počiva na sledećoj energetskoj hipotezi: da bi otpočelo plastično deformisanje unapregnutom telu, količina unutrašnje energije elastične promene oblika, po jedinici zapremine,treba da dostigne jedan kritičan iznos u datim uslovima (temperatura, brzina, stepen deformacije).Ova energija ne zavisi od naponsko−deformacionog stanja, već isključivo od svojstava materijala.Konačna forma ovog uslova može se dati preko sledećeg izraza:
što praktično znači da plastično deformisanje počinje kad efektivni napon dostigne vrednostdeformacionog otpora. Zavisnost deformacionog otpora od plastične deformacije određuje senajčešće eksperimentalno pri jednoosnom zatezanju ili pritiskivanju.
43. Deformacije,vrste i podelaDeformacija predstavlja meru promene oblika i dimenzija posmatrane zapremine ili telaucelini. Pri plastičnom deformisanju menjaju se dimenzije a najčešće i osnovni oblik tela.Svaka elementarna zapremina, u opštem slučaju, deformiše se do različitih iznosadeformacije. Slično naponima, deformaciono stanje u svakoj tački moguće je definisatitenzorom deformacije. Za potpuno određivanje deformacionog stanja potrebno je takavtenzor odrediti u velikom broju tačaka što je teorijski značajno ali praktično veoma teškoizvodljivo. Zato se u tehnologiji plastičnog deformisanja pribegava pojednostavljenju takošto se posmatra veća, makro, zapremina i za nju definiše ostvarena deformacija. Smatrase da je po posmatranoj zapremini deformacija ravnomerna (homogena), a njen iznospredstavlja srednju vrednost svih realnih vrednosti. Slično efektivnom naponu moguće jedefinisati i efektivnu (ekvivalentnu, uopštenu) deformaciju:
Ova veličina je pogodan reprezent deformacionog stanja.U praktičnim izračunavanjima vrednosti deformacija izražavaju se preko pokazatelja.
Pokazatelji deformacije:
− apsolutna deformacija
−relativna (jedinična) deformacija:
−deformacija površine (proširenje ili suženje):
−prirodna (logaritamska) deformacija: Iz uslova o nepromenljivosti zapremine u oblasti plastičnosti dobija se veza izmeđudeformacija u sva tri pravca.
44. Istisnuta zapremina, brzina deformacije i brzinadeformisanja
,
BRZINA DEFORMACIJE I BRZINA DEFORMISANJAI brzine su tenzorske veličine (tenzori drugog reda kao naponi i deformacije) ali ovde ćese dati samo vrednosti na makro nivou.Razlikujemo brzinu deformisanja (brzina kretanja izvršnog elementa mašine, v, mm/s) ibrzinu deformacije (promena deformacije u jedinici vremena, ϕ& , s−1 ).
45. Glavni faktori obrade pri plastičnom deformisanjuOsnovni parametri procesa plastičnog deformisanja su: deformaciona sila i deformacionirad.
a) oblikovanje u toplom stanjuK=const
b)oblikovanje u hladnom stanju
46. Zone deformisanja i klizni konusPri slobodnom sabijanju bez trenja telo,posle deformisanja,zadržava sličan oblik.Nasl.2.2prikazano je telo pre i posle deformisanja.Svaki deo tela isto se deformisao.
Na čeonim dodirnim površinama između materijala obratka i površine pritiskivača,odnosno stolamašine,postoji spoljašnje,kontaktno trenje koje ometa bočno širenje materijala(sl.2.3).Pojedinidelovi tela nejednako se defomišu.
Sl.2.3.Deformisanje pri slobodnom sabijanju sa trenjemI zona ometanog sirenja, II zona glavne deformacije i III zona bocnog deformisanja.
47. Uticaj trenja na glavne faktore obrade pru sabijanju
48. Istosmerno istiskivanje, deformaciona sila i radKod istosmernog istiskivanja ,smer kretanja istiskivača i deformisanog materijal je isti
49. Suprotnosmerno istiskivanje, deformaciona sila i rad
Pripremak se pod dejstvom deformacione sile,koja se saopštava istiskivačem,plastičnodeformiše.Smer kretanja deformisanog materijala,koji ispunjava prostor između kalupai istiskivača,je suprotan smeru kretanja istiskivača.
50. Deformacije pri izvlačenju
51. Naponi pri izvlačenju
52. Određivanje otpora trenja oko zaobljenja prstena za izvlačenje
53. Određivanje deformacione sile izvlačenja
54. Otpor bočnog sabijanja pri izvlačenju
55. Obrada savijanjemSavijanje ima značajnu primenu pri obradi lima gde se dobijaju različiti profili ili dobošiza rezervoare i kotlove.Zavisno od mera i oblika delova,savijanje limova izvodi se ualatima za savijanje na mehaničkim ili hidrauličnim presama i na specijalnim mašinamaza savijanje.U opštem slučaju,prema obliku delova dobijenih savijanjem,razlikuju se:kružno savijanjefazonsko savijanje,iispravljanje,kao obrnuti proces savijanja.Kružno savijanje limova izvodi se na specijalnim mašinama za savijanje sa tri valjka,gdeje gornji valjak obično pomerljiv radi podešavanja prečnika savijanja Ro,dok su donji
valjci fiksni.Fazonsko savijanje vrši se postepeno,obaranjem svake ivice pojedinačno za prav ilineki drugi ugao.Na sl.2.9 prikazano je fazonsko savijanje lima,a na primeru dvostranogsavijanja pod uglom od 90°.Alat je dosta skup jer je namenski.
Ispravljanje limova,kao obrnut proces savijanju,vrši se na taj način što se iskrivljene ilitalasaste trake propuštaju kroz sistem dvorednih valjaka na mašini za ispravljanje.Valjcisu obrtni i međusobno rastojanje između gornjeg i donjeg reda valjaka može sepodešavati zavisno od debljine lima.
56. Mehanički sistemi sa upravljačkim vratilomNosioci programa kod ovakvih sistema su uglavnom razni oblici krivulja i doboša,sagraničnicima koji sluţe kao komandni elementi. Jedan obrtaj upravljačkog vratiladefiniše jedan cikluszadavanog tehnološkog
procesa, u trajanju vreme radnog hoda, tp vreme praznoghoda ). Redosled itrajanjehodova, kako radnih tako i praznih, odreĎuje UV pomoću svojih komandnihelemenata.Slika 8 prikazuje tipične nosioce programa kod mehaničkih sistemasa UV.
57. Kopirni sistemiOsnovni deo svakog sistema kopirnog upravljanja je šablon. Šablon je element koji sadrţiprofilisanu površinu – uzor programa, čijim se praćenjem obezbeĎuje izrada dela sa identičnom ilivrlo sličnom površinom. Najprostiji SKU sadrţe samo jedan šablon i koriste se za kopiranje konturau jednoj ravni, a kopiranje sloţenih površina u prostoru se vrši upotrebom više šablona, koji moguda se koriste kanonički ( jedan nakon drugog do dobijanja konačne površine ) ili simultano ( npr.alat se vodi istovremeno po šablonu koji odreĎuje konturu i šablonu koji odreĎuje dubinu prodiranjaalata ). Sistemi kopirnog upravljanja spadaju u domen visoko mobilne tehnologije, jer se programvrlo lako i brzo menja – zamenom šablona se obezbeĎuje novi program u vrlo kratkomvremenskom roku. Postoje dve osnovne grupe ovih sistema. Prvoj grupi pripradaju SKU kod kojihšablon vrši funkciju prenosnog mehanizma i direktno upravlja radnim organima mašine. Drugugrupu čine SKU kod kojih šablon sluţi za definiciju kretanja radnih organa, ali nema prenosnuulogu, pa je upravljanje indirektno. SKU sa direktnim upravljanjem su obično jednostavni i izvode sekrutom vezom alata i šablona pri čemu šablon i kontrolni pipak trpe veliko površinsko opterećenje –slika 18.
58. Sistemi kontaktnog programskog upravljanjaSistemi kontaktnog programskog upravljanja mogu biti : hidraulicki, pneumatski i elektricni.Sustina sSistemi kontaktnog programskog upravljanja sastoji se u sledecem : deo programskogupravljanja (odnosi se na ciklus obrade i rezime obrade) zadaje se brojno preko upravljackog pultaili komandne table pomocu cepova ili busenih kartica ; drugi deo programa definise velicinu radnihhodova radnih organa masine preko granicnika koji se postavlja na specijalne lenjire ili dobose sazljebom. Zato se ovaj sistem upravljanja naziva jos i sistem upravljanja pomocu granicnika ilisistem upravljanja ciklusa obrade. S obzirom na vrlo malu fleksibilnost primenjuju se uglavnom naspecijalnim masinama namenjeni za serijsku ili masovnu proizvodnju.59. Vrste sistema numeričkog programskog upravljanjaNa osnovu mernog sistema ( postojanja i tipa povratne sprege ), NC sistemi se mogu podeliti naotvorene, poluotvorene, kvazizatvorene i zatvorene.Otvoreni NC sistemi ne sadrţe merni sistem usled čega imaju najjednostavniju konstrukciju. Kakonemaju merni sistem, nemaju potrebe ni za povratnom spregom, koju takoĎe ne sadrţe. Sastojese od upravljačke jedinice ( UJ ), elektrokoračnog motora ( EKM ), hidropojačivača ( HP ) i skupaprenosnih mehanizama ( slika 34 ). Veličina pomeranja se diktira brojem impulsa koji sesaopštavaju EKM. Sistem nema povratne informacije, pa na tačnost obrade utiču jedino EKM, HP i
prenosnik.Poluotvoreni NC sistemi ( slika 35 ) sadrţe merni sistem i povratnu spregu koja kontinualno vraćainformacije o toku obrade do komparatora u kome se uporeĎuju sa zadatim podacima. Bilo kojekretanje se prekida u trenutku kada se vraćene informacije o poloţaju poklope sa onima koje suzadate programom upravljanja. Umesto elektrokoračnih motora, kod ovih sistema se koristeelektromotori jednosmerne struje ( DC servomotori ). Merni sistem je povezan sa navojnimvretenom i merenjem ugaonog pomeraja indirektno meri ( preračunava ) pomeranje radnog stola.Usled povratne sprege i drugih razlika, poluotvoreni NC sistemi su sloţeniji i skuplji od otvorenih, aliobradu vrše dosta tačnije.
Kvazizatvoreni NC sistemi ( slika 36 ) imaju merni sistem povezan sa DC servomotorom, na komemeri ugaone pomeraje i tako indirektno odreĎuje veličinu pomeraja radnog stola. Primećuje sevelika sličnost sa poluotvorenim sistemom, po konstrukciji i principu rada, ali su premeštanjemmernog sistema sa mašine na motor izbegnute vibracije i potresi koji negativno utiču na tačnostmerenja. Pošto se merni sistem ne nalazi na samoj mašini, ovi sistemi se često smatraju iotvorenim.
Zatvoreni NC sistemi ( slika 37 ) koriste punu povratnu spregu i merni sistem za linearnapomeranja. Glavne mane zatvorenih sistema su vremensko kašnjenje izmeĎu ulaznog i izlaznogsignala i dinamička nestabilnost sistema, što se primećuje u vidu grešaka, naročito pri konturnomupravljanju.
60. Sistemi adaptivnog graničnog upravljanja
61. Sistemi adaptivnog optimizacionog upravljanja
62. Osnovi projektovanja tehnoloških procesa
Препоручи ово на Google-у
Унесите коментар...
Коментариши као: Google налог
ОбјавиОбјави ПрегледајПрегледај
Нема коментара:
Постави коментар
Придружите се овом сајтуGoogle повезивање пријатеља
Чланови (14)
Читаоци
Sreda D
Прати 10
Прикажи мојкомплетан профил
Основни подаци омени
2012 (7)
јул (4)
јануар (3)
TMO prvi deo
tmo drugi deo
Izvestaj izmehanikefluida
Архива чланака
Шаблон Simple. Омогућава Blogger.
0 More Next Blog» Create Blog Sign InThis site uses cookies from Google to deliver its services, to personalise ads and to analyse traffic. Informationabout your use of this site is shared with Google. By using this site, you agree to its use of cookies.
LEARN MORE GOT IT
Page: 11 of 12

Masinac
Новији пост Старији постПочетна
Пријавите се на: Објављивање коментара (Atom)
петак, 27. јануар 2012.
Објавио Sreda D у 12.09
tmo drugi deo
Princip rada elektroerozionemetode zasniva se na električnoj eroziji,tj.skidanju metalnih delova materijala prielektričnom pražnjenju između elektroda,tj.katodealata i anodeobratka .Elektrode senalaze na određenom razmaku u random fluidu, dielektrikumu(tehničkavoda,mineralno ulje i dr.).U toku električnog pražnjenja varnica ili električni lukizazivaju električnu eroziju na površini obradka,gde se formira krater na anodiobratkuzbog zagrevanja materijala do vrlo visoke temperatu
36. Ultrazvučna obradaUltrazvučne vibracije predstavljaju elastične talase koji se određenom brzinom prostiru ubilo kojoj sredini.Frekventna oblast elastičnih vibracija je vrlo široka,međutim ljudsko uhoregistruje elastične vibracije u frekventnom opsegu 20Hz20kHz.Ultrzvučna metoda obrade se zasniva na udarnom dejstvu čela alata koji vibrira saultrazvučnom i abrazivnih zrnaca koji se nalaze u suspenziji(sl.3.1a).Metod obradeobuhvata dva osnovna procesa:prvi,udarno dejstvo abrazivnih zrnaca na obradak iodvaljivanje delića materijala i drugi,cirkulacija i obnavljanje abrazivne suspenzije, čimese odnose delići skinutog materijala i dovodi svež abraziv.Ultrazvučna obradanajefikasnije se primenjuje u tečnoj sredini pa se zato i koristi suspenzija,kao mešavinaabrazivnih zrnaca i tečnosti.Primena ove metode je u elektro i radio industriji,optičkoj industriji,mašinogradnji...
37. Elektroeroziona obrada
38. Elektrohemijska obradaElektrohemijska obrada se zasniva na Faradejevom zakonu,prema kojem je količinametala koji je rastvoren pri elektrolizi proporcionalan jačini i vremenu proticanja strujeizmeđu dve elektrode koje se nalaze u elektrolitu.Na sl.3.3 prikazana je šemaelektrohemijske obrade i to elektrohemijskog bušenja.Osnovni nedostatak elektrohemijske obrade predstavlja stvaranje anodnog filma napovršini obratka,koji usporava skidanje materijala. Elektrohemijska obrada se primenjujeza izradu delova reaktivnih motora u avioindustriji,raznih kalupa i turbinskih delova.
39. Elektrohemijsko brušenje
40. Mehanizam plastičnog deformisanja metalaPlastično deformisanje je vrlo složen proces ,a pojavljuje se kao posledica prinudnogtrajnog pomeranja grupe atoma u kristalnima metala.Osnovni mehanizam plastičnigdeformisanja sastoji se u klizanju i dvojnikovanju u ravnima kristalnog konglomerata.Ravni klizanja se poklapaju sa mestima gde postoje linearni defekti kristalne rešetke,kojise nazivaju dislokacija(sl.2.1).
41. Osnovni pojmovi mehanike neprekidnih sredinaMehanika kontinuuma ili mehanika neprekidnih sredina je deo mehanike koji se bavi izučavanjemopštih problema kretanja i ravnoteže neprekidnih sredina (kontinuuma). Neprekidna sredina je skupkontinualno raspoređenih materijalnih tačaka kojima se predstavlja neko deformabilno telo.Deformabilna tela mogu biti čvrsta, tečna i gasovita. Kontinuum je, u stvari, idealizacija koja jerezultat makroskopskog posmatranja molekularne strukture materije. Deformabilno telo se na ovajnačin deli na niz kontinualno poređanih delića koji su dovoljno mali u odnosu na dimenzije tela, adovoljno veliki u odnosu na mikroveličine, tj molekule i međumolekularne prostore, tako da semogu smatrati homogenim. Materijalna tačka kontinuuma predstavlja beskonačno mali deoneprekidno raspoređene materije čiji je položaj položaj određen geometrijskom tačkom prostora.Pomeranje deformabilnog tela može se, prema tome, posmatrati kao pomeranje skupa materijalnihtačaka. Za opisivanje kretanja kontinuuma se, kao referenca, koriste različite vrste koordinatnihsistema.
42. Uslovi plastičnostiPod dejstvom spoljašnjeg opterećenja polazni materijal (polufabrikat) se u prvoj fazideformiše elastično, a onda u kritičnom trenutku počinje ostvarivanje procesa plastičnogoblikovanja, koji traje sve do konačne promene oblika.Da bi se ostvario prelaz iz elastičnog u plastično deformisanje , potrebno je da buduispunjeni određeni uslovi u pogledu intenziteta i međusobnog odnosa napona koji delujupo zapremini tela.a) Kod jednoosnog naprezanja kazemo da ce se plasticno deformisnje nastati kada glavni
normalni napon dostigne granicu tecenja
b) Kod prostornog opterecenja tela Uslov najvećeg smičućeg naponaPoznat je pod nazivom kriterijuma Treska (Tresca) i glasi: da bi otpočeo proces plastičnogdeformisanja maksimalni smičući napon u materijalu treba da dostigne odgovarajućukritičnu vrednost.
naponsko− deformacionog stanja, potrebno je da maksimalni smičući napon dostignepolovinu vrednosti deformacione čvrstoće. S druge strane, a sobzirom da se τmax izražava prekonormalnih napona, može se reći da, prema uslovu najvećeg smicajnog napona, plastičnodeformisanje nastupa kad razlika između najvećeg i najmanjeg glavnog normalnog napona dostignevrednost deformacionog otpora.Energetski uslov plastičnostiPoznat je i kao Mizesov kriterijum plastičnosti (Misses) i važi u opštem slučaju prostornihnaponskih stanja. Počiva na sledećoj energetskoj hipotezi: da bi otpočelo plastično deformisanje unapregnutom telu, količina unutrašnje energije elastične promene oblika, po jedinici zapremine,treba da dostigne jedan kritičan iznos u datim uslovima (temperatura, brzina, stepen deformacije).Ova energija ne zavisi od naponsko−deformacionog stanja, već isključivo od svojstava materijala.Konačna forma ovog uslova može se dati preko sledećeg izraza:
što praktično znači da plastično deformisanje počinje kad efektivni napon dostigne vrednostdeformacionog otpora. Zavisnost deformacionog otpora od plastične deformacije određuje senajčešće eksperimentalno pri jednoosnom zatezanju ili pritiskivanju.
43. Deformacije,vrste i podelaDeformacija predstavlja meru promene oblika i dimenzija posmatrane zapremine ili telaucelini. Pri plastičnom deformisanju menjaju se dimenzije a najčešće i osnovni oblik tela.Svaka elementarna zapremina, u opštem slučaju, deformiše se do različitih iznosadeformacije. Slično naponima, deformaciono stanje u svakoj tački moguće je definisatitenzorom deformacije. Za potpuno određivanje deformacionog stanja potrebno je takavtenzor odrediti u velikom broju tačaka što je teorijski značajno ali praktično veoma teškoizvodljivo. Zato se u tehnologiji plastičnog deformisanja pribegava pojednostavljenju takošto se posmatra veća, makro, zapremina i za nju definiše ostvarena deformacija. Smatrase da je po posmatranoj zapremini deformacija ravnomerna (homogena), a njen iznospredstavlja srednju vrednost svih realnih vrednosti. Slično efektivnom naponu moguće jedefinisati i efektivnu (ekvivalentnu, uopštenu) deformaciju:
Ova veličina je pogodan reprezent deformacionog stanja.U praktičnim izračunavanjima vrednosti deformacija izražavaju se preko pokazatelja.
Pokazatelji deformacije:
− apsolutna deformacija
−relativna (jedinična) deformacija:
−deformacija površine (proširenje ili suženje):
−prirodna (logaritamska) deformacija: Iz uslova o nepromenljivosti zapremine u oblasti plastičnosti dobija se veza izmeđudeformacija u sva tri pravca.
44. Istisnuta zapremina, brzina deformacije i brzinadeformisanja
,
BRZINA DEFORMACIJE I BRZINA DEFORMISANJAI brzine su tenzorske veličine (tenzori drugog reda kao naponi i deformacije) ali ovde ćese dati samo vrednosti na makro nivou.Razlikujemo brzinu deformisanja (brzina kretanja izvršnog elementa mašine, v, mm/s) ibrzinu deformacije (promena deformacije u jedinici vremena, ϕ& , s−1 ).
45. Glavni faktori obrade pri plastičnom deformisanjuOsnovni parametri procesa plastičnog deformisanja su: deformaciona sila i deformacionirad.
a) oblikovanje u toplom stanjuK=const
b)oblikovanje u hladnom stanju
46. Zone deformisanja i klizni konusPri slobodnom sabijanju bez trenja telo,posle deformisanja,zadržava sličan oblik.Nasl.2.2prikazano je telo pre i posle deformisanja.Svaki deo tela isto se deformisao.
Na čeonim dodirnim površinama između materijala obratka i površine pritiskivača,odnosno stolamašine,postoji spoljašnje,kontaktno trenje koje ometa bočno širenje materijala(sl.2.3).Pojedinidelovi tela nejednako se defomišu.
Sl.2.3.Deformisanje pri slobodnom sabijanju sa trenjemI zona ometanog sirenja, II zona glavne deformacije i III zona bocnog deformisanja.
47. Uticaj trenja na glavne faktore obrade pru sabijanju
48. Istosmerno istiskivanje, deformaciona sila i radKod istosmernog istiskivanja ,smer kretanja istiskivača i deformisanog materijal je isti
49. Suprotnosmerno istiskivanje, deformaciona sila i rad
Pripremak se pod dejstvom deformacione sile,koja se saopštava istiskivačem,plastičnodeformiše.Smer kretanja deformisanog materijala,koji ispunjava prostor između kalupai istiskivača,je suprotan smeru kretanja istiskivača.
50. Deformacije pri izvlačenju
51. Naponi pri izvlačenju
52. Određivanje otpora trenja oko zaobljenja prstena za izvlačenje
53. Određivanje deformacione sile izvlačenja
54. Otpor bočnog sabijanja pri izvlačenju
55. Obrada savijanjemSavijanje ima značajnu primenu pri obradi lima gde se dobijaju različiti profili ili dobošiza rezervoare i kotlove.Zavisno od mera i oblika delova,savijanje limova izvodi se ualatima za savijanje na mehaničkim ili hidrauličnim presama i na specijalnim mašinamaza savijanje.U opštem slučaju,prema obliku delova dobijenih savijanjem,razlikuju se:kružno savijanjefazonsko savijanje,iispravljanje,kao obrnuti proces savijanja.Kružno savijanje limova izvodi se na specijalnim mašinama za savijanje sa tri valjka,gdeje gornji valjak obično pomerljiv radi podešavanja prečnika savijanja Ro,dok su donji
valjci fiksni.Fazonsko savijanje vrši se postepeno,obaranjem svake ivice pojedinačno za prav ilineki drugi ugao.Na sl.2.9 prikazano je fazonsko savijanje lima,a na primeru dvostranogsavijanja pod uglom od 90°.Alat je dosta skup jer je namenski.
Ispravljanje limova,kao obrnut proces savijanju,vrši se na taj način što se iskrivljene ilitalasaste trake propuštaju kroz sistem dvorednih valjaka na mašini za ispravljanje.Valjcisu obrtni i međusobno rastojanje između gornjeg i donjeg reda valjaka može sepodešavati zavisno od debljine lima.
56. Mehanički sistemi sa upravljačkim vratilomNosioci programa kod ovakvih sistema su uglavnom razni oblici krivulja i doboša,sagraničnicima koji sluţe kao komandni elementi. Jedan obrtaj upravljačkog vratiladefiniše jedan cikluszadavanog tehnološkog
procesa, u trajanju vreme radnog hoda, tp vreme praznoghoda ). Redosled itrajanjehodova, kako radnih tako i praznih, odreĎuje UV pomoću svojih komandnihelemenata.Slika 8 prikazuje tipične nosioce programa kod mehaničkih sistemasa UV.
57. Kopirni sistemiOsnovni deo svakog sistema kopirnog upravljanja je šablon. Šablon je element koji sadrţiprofilisanu površinu – uzor programa, čijim se praćenjem obezbeĎuje izrada dela sa identičnom ilivrlo sličnom površinom. Najprostiji SKU sadrţe samo jedan šablon i koriste se za kopiranje konturau jednoj ravni, a kopiranje sloţenih površina u prostoru se vrši upotrebom više šablona, koji moguda se koriste kanonički ( jedan nakon drugog do dobijanja konačne površine ) ili simultano ( npr.alat se vodi istovremeno po šablonu koji odreĎuje konturu i šablonu koji odreĎuje dubinu prodiranjaalata ). Sistemi kopirnog upravljanja spadaju u domen visoko mobilne tehnologije, jer se programvrlo lako i brzo menja – zamenom šablona se obezbeĎuje novi program u vrlo kratkomvremenskom roku. Postoje dve osnovne grupe ovih sistema. Prvoj grupi pripradaju SKU kod kojihšablon vrši funkciju prenosnog mehanizma i direktno upravlja radnim organima mašine. Drugugrupu čine SKU kod kojih šablon sluţi za definiciju kretanja radnih organa, ali nema prenosnuulogu, pa je upravljanje indirektno. SKU sa direktnim upravljanjem su obično jednostavni i izvode sekrutom vezom alata i šablona pri čemu šablon i kontrolni pipak trpe veliko površinsko opterećenje –slika 18.
58. Sistemi kontaktnog programskog upravljanjaSistemi kontaktnog programskog upravljanja mogu biti : hidraulicki, pneumatski i elektricni.Sustina sSistemi kontaktnog programskog upravljanja sastoji se u sledecem : deo programskogupravljanja (odnosi se na ciklus obrade i rezime obrade) zadaje se brojno preko upravljackog pultaili komandne table pomocu cepova ili busenih kartica ; drugi deo programa definise velicinu radnihhodova radnih organa masine preko granicnika koji se postavlja na specijalne lenjire ili dobose sazljebom. Zato se ovaj sistem upravljanja naziva jos i sistem upravljanja pomocu granicnika ilisistem upravljanja ciklusa obrade. S obzirom na vrlo malu fleksibilnost primenjuju se uglavnom naspecijalnim masinama namenjeni za serijsku ili masovnu proizvodnju.59. Vrste sistema numeričkog programskog upravljanjaNa osnovu mernog sistema ( postojanja i tipa povratne sprege ), NC sistemi se mogu podeliti naotvorene, poluotvorene, kvazizatvorene i zatvorene.Otvoreni NC sistemi ne sadrţe merni sistem usled čega imaju najjednostavniju konstrukciju. Kakonemaju merni sistem, nemaju potrebe ni za povratnom spregom, koju takoĎe ne sadrţe. Sastojese od upravljačke jedinice ( UJ ), elektrokoračnog motora ( EKM ), hidropojačivača ( HP ) i skupaprenosnih mehanizama ( slika 34 ). Veličina pomeranja se diktira brojem impulsa koji sesaopštavaju EKM. Sistem nema povratne informacije, pa na tačnost obrade utiču jedino EKM, HP i
prenosnik.Poluotvoreni NC sistemi ( slika 35 ) sadrţe merni sistem i povratnu spregu koja kontinualno vraćainformacije o toku obrade do komparatora u kome se uporeĎuju sa zadatim podacima. Bilo kojekretanje se prekida u trenutku kada se vraćene informacije o poloţaju poklope sa onima koje suzadate programom upravljanja. Umesto elektrokoračnih motora, kod ovih sistema se koristeelektromotori jednosmerne struje ( DC servomotori ). Merni sistem je povezan sa navojnimvretenom i merenjem ugaonog pomeraja indirektno meri ( preračunava ) pomeranje radnog stola.Usled povratne sprege i drugih razlika, poluotvoreni NC sistemi su sloţeniji i skuplji od otvorenih, aliobradu vrše dosta tačnije.
Kvazizatvoreni NC sistemi ( slika 36 ) imaju merni sistem povezan sa DC servomotorom, na komemeri ugaone pomeraje i tako indirektno odreĎuje veličinu pomeraja radnog stola. Primećuje sevelika sličnost sa poluotvorenim sistemom, po konstrukciji i principu rada, ali su premeštanjemmernog sistema sa mašine na motor izbegnute vibracije i potresi koji negativno utiču na tačnostmerenja. Pošto se merni sistem ne nalazi na samoj mašini, ovi sistemi se često smatraju iotvorenim.
Zatvoreni NC sistemi ( slika 37 ) koriste punu povratnu spregu i merni sistem za linearnapomeranja. Glavne mane zatvorenih sistema su vremensko kašnjenje izmeĎu ulaznog i izlaznogsignala i dinamička nestabilnost sistema, što se primećuje u vidu grešaka, naročito pri konturnomupravljanju.
60. Sistemi adaptivnog graničnog upravljanja
61. Sistemi adaptivnog optimizacionog upravljanja
62. Osnovi projektovanja tehnoloških procesa
Препоручи ово на Google-у
Унесите коментар...
Коментариши као: Google налог
ОбјавиОбјави ПрегледајПрегледај
Нема коментара:
Постави коментар
Придружите се овом сајтуGoogle повезивање пријатеља
Чланови (14)
Читаоци
Sreda D
Прати 10
Прикажи мојкомплетан профил
Основни подаци омени
2012 (7)
јул (4)
јануар (3)
TMO prvi deo
tmo drugi deo
Izvestaj izmehanikefluida
Архива чланака
Шаблон Simple. Омогућава Blogger.
0 More Next Blog» Create Blog Sign InThis site uses cookies from Google to deliver its services, to personalise ads and to analyse traffic. Informationabout your use of this site is shared with Google. By using this site, you agree to its use of cookies.
LEARN MORE GOT IT
Page: 12 of 12





























