Embed Size (px)
Citation preview

UNIVERSITETI I PRISHTINËS
FAKULTETI I SHKENCAVE TEKNIKE TË APLIKUARA
FERIZAJ
Fatmir Çerkini
Ferizaj
2005

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
3
1.0. HYRJE
1.1.HISTORIKU
Lënda e parë plastike masive është paraqitë në vitin 1910 në formë të
duroplastit fenolik, të njohur me emrin “bakelit”. Të njejtin vit në të vërtetë filloi
epoka e masave plastike për të cilën jemi dëshmitar edhe të gjithë ne sot. Shumë
shpejtë u bënë të njohura anët e mira të masave plastike që bëri të domosdoshëm
rritjen intenzive të prodhimit dhe konsumimit të tyre. Zhvillimi dhe rritja e tyre shkoi
në llogari të zëvendësimit të materialeve klasike në makineritë ekzistuese ose në
industri të reja deri atëherë të panjohura. Në vitin 1926 filloi prodhimi i duroplastit në
formë kokrrizash.
Diku nga viti 1930 filloi paraqitja e termoplasteve.
Pas luftës së dytë botërore masat plastike përjetuan lulëzim të paparë. Koha e
tanishme dhe veçanërisht e ardhmja do të jenë gadi të paparamenduara pa këto
prodhime njerëzore, për dallim nga ato të cilat strukturën bazë e kanë të krijuar nga
natyra.
1.2.NDËRTIMI
Lënda kryesore për fitimin e gadi të gjitha masave plastike, përveq disa
përjashtimeve, është nafta, gjegjësisht derivatet e saja: benzina e lehtë primare, gazi,
vajrat e lehta etj.
Industria e cila mirret me prodhimin e masave plastike quhet industria
petrokimike.
Nga petroleji, gjegjësisht fraksionet e saj, ndahen me metoda të veçanta,
bashkëdyzimet e caktuara, siç janë: etileni, propileni, benzeni, etj. Këto
bashkëdyzime të quajtura monomere, si lëndë e parë për prodhimin e plastmasave, iu
nënshtrohen veprimeve speciale, ku nga gjendja e gazët ose e lëngët, kalojnë në
gjendje të brumit viskoz ose në gjendje të ngurtë. Këtu bëhet shndërrimi i
monomereve në polimere. Ky veprim quhet polimerizim. Polimerizimi kryhet në
paisjet e quajtur reaktor. Me rregullimin e kushteve të polimerizimit në reaktor
fitohen polimeret me strukturë dhe madhësi makromolekulare të ndryshme.
Ekzistojnë dy mënyra bazë për përfitimin e masave plastike: polimerizimi dhe
polikondenzimi.
Te polimerizimi produkti i fundit është polimer i pastër, ndërsa te
polikondenzimi përveq polimerit fitohen edhe disa nënprodukte, si: uji, amonjaku,
dyoksidi i karbonit, etj.
Produktet, gjegjësisht masat plastike të fituara me polimerizim, quhen
polimerizate, ndërsa masat plastike të fituara me polikondenzim quhen
polikondenzate.
Si polimerizate janë të njohura:
Polietileni, polistireni, polivinilkloridi, polipropileni, etj. ndërsa si
Polikondenzate janë të njohura:
Poliamidet, poliesteri, polieteri, etj.

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
4
Ekzistojnë polimere natyrore dhe artificiale. Masat plastike sot në pjesën më të
madhe paraqesin polimeret artificiale.
Varësisht prej ndryshimeve nga ndikimi i nxehtësisë masat plastike ndahen në
termoplaste dhe duroplaste.
1.3.Termoplastet
Termoplastet me nxemje zbuten, me ftohje ngurtësohen dhe në të njejtën pjesë
ky proqes mundet shum herë me u përsërit. Kjo dukuri shfrytëzohet te punimi i
artikujve, kur plastmasa e nxehur dhe e përzier nën presion formohet sipas vijave të
brendshme të kallëpit ashtuqë pastaj detali i ftohur dhe i ngurtësuar ta ruajë edhe më
tutje formën e fituar. Mirëpo poqese këtë detal e nxejmë mbi temperaturën e caktuar
të shkrirjes së termoplastit, do të vie përsëri deri te zbutja dhe humbja graduale e
formës së detalit. Në këtë mënyrë do të manifestohej vetia tipike e theksuar e
termoplasteve, gjegjs. mundësia e zbutjes së sërishme nga nxehtësia dhe ngurtësimit
me ftohje të të njejtit detal.
Kjo veti e termoplasteve është rezultat i strukturës në të cilën dominojnë
vargjet polimere të cilat në mes vedi nuk janë të lidhura me lidhje kimike.
Vargjet polimere të termoplasteve
Për këtë ekziston mobilizim potencial i dukshëm i vargjeve në mes vedi. Kjo
në të vërtetë edhe realizohet, p.sh. nga ndikimi i nxehtësisë, me ç’rast fitohet gjendja
e përshkruar “termoplastike”.
Struktura zingjirore e termoplasteve është shkaktare e vetive tipike të këtyre
materialeve:
- elasticitet i madh dhe me te qëndrueshmëria në goditje,
- mundësia e përpunimit të lehtë me teknikë automatike (ngase gjatë
përpunimit masa e nxehtë mbetet për kohë të gjatë e pandryshuar).
- termostabilitet i ulët për shkak të pikës së shkrirjes relativisht të ulët.
- fortësi të vogël në sipërfaqe të produktit.
Përfaqësues kryesor të termoplasteve janë Polietileni, polistireni,
polivinilkloridi, poliamidet dhe poliakrilatet.
1.4.Duroplastet
Tipike për këtë grupë të masave plastike është ajo që këto me nxemjen e parë
zbuten. Pastaj, për dallim nga termoplastet nga ndikimi i nxehtësisë fillojnë

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
5
reaksionet kimike (“termoreaktiviteti”) të masës në duroplaste molekulat e të cilës në
këtë rast lidhen kimikisht në mes vedi. Si përfundim i tërë kësaj lajmërohet formimi i
rrjetës gjigante hapsinore, e shpërndarë në tre dimensione, pjesët përbërëse të së cilës
janë fortë të lidhura me lidhje kimike.
Rrjeta hapsinore e duroplasteve
Për shkak të stabilitetit termik të rrjetës hapsinore, duroplasti i fortësuar
njëherë me nxehje më nuk mund të zbutet. Nga kjo strukturë dalin edhe vetitë e
duroplasteve. Të theksojmë këtu ato të përgjithshmet siç janë qëndrueshmëria
termike, mekanike dhe kimike dhe stabiliteti në dimensione.
Masat plastike të fituara nga reaktori, ende janë të papërpunuara dhe
munden me pas forma të ndryshme. Ose janë në formë pluhuri, ose në formë
kokrrizash dhe si të tilla nuk janë të përshtatshme për përpunim. Kështu këtyre duhet
përmirësu disa veti teknologjike dhe fizike.
Për këtë arsye, këto lëndë të para plastike më parë përpunohen, gjegjësisht pasurohen,
duke iu shtuar mjete të ndryshme për përmirësim të vetive termike dhe duke u shtuar
ngjyrna, mbushësa, antioksidues, stabilizues, etj.
Njohja, përdorimi dhe ndikimi i materialeve ndihmëse në vetitë finale të
masave plastike, për një teknolog të plastikës, është me rëndësi të madhe, sepse këto
materiale shtues(aditive) mund të përdoren jo vetëm gjatë prodhimit, por edhe gjatë
përpunimit të masave plastike, sidomos nëse përpunuesi konsideron se ndonjë veti e
lëndës së parë nuk ka qenë e theksuar sa duhet gjatë prodhimit, ose nëse lëndës së
parë nevoitet me iu dhënë ndonjë veti krejtësisht e re.
Me përdorimin e aditivit adekuat përpunuesi mundet vetinë e dëshiruar të
polimerit me potencu më shumë dhe kështu ia plotëson disa kritere të cilat kërkohen
në prodhimin e gatshëm. Në lidhje me këto në vazhdim do të flasim për disa nga
aditivët më kryesor.
1. 2.0.SHTESAT(ADITIVËT) E
MATERIALEVE POLIMERE
Lëndët kryesore ndihmëse gjatë përpunimit të masave plastike janë:
zbutësit, ngjyrat, mbushësit, mjetet për lubrifikim, antistatikët, absorbuesit antiviolet,
stabilizuesit termik dhe mjetet kundër vjetrimit.

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
6
1.Zbutësit
Detyra e zbutësve është që të rrisin rrjedhshmërinë e masës plastike, gjegjësisht
të ngrisin dhe ta lehtësojnë shkallën e përpunueshmërisë.
Përdorimi i kësaj lënde ndihmëse në sasi të tepruara jo vetëm që do të rrisë
shpenzimet materiale, por edhe mund të shkaktojë reduktim të rrezikshëm të
karakteristikave mekanike të masave plastike.
2.Ngjyrat
Ngjyrosja e masave plastike nga aspekti dekorativ ka rëndësi të thellë dhe në të
shumten e rasteve është lëmi e dizajnerëve. Proqesi i ngjyrosjes mund të kryhet ose
gjatë prodhimit ose gjatë përpunimit të masave plastike.
Teknika e ngjyrosjes së masave plastike mund të kryhet në dy forma:
a)ngjyrosja masive dhe
b)ngjyrosja sipërfaqësore
Teknika e fundit e ngjyrosjes përdoret më rrallë, zakonisht në rastet kur
temperaturat e përpunimit të masave plastike janë aq të larta sa që ngjyra nuk mund të
mbetet e pandryshuar.
Ngjyrosja masive është teknikë e cila më së shumti përdoret, ku ngjyrat në
formë pluhuri ose në formë kokrrizash, si koncentrat, i shtohen masës plastike gjatë
kohës së përpunimit.
Ngjyrat të cilat përdoren për ngjyrosje të masave plastike, me teknikën e ngjyrosjes
në masë, mund të jenë të tretshme ose transparente dhe zakonisht janë me prejardhje
organike, por mund të jenë edhe të patretëshme(pigmentet). Ngjyrat transparente
përdoren për ngjyrosjen e masave plastike nëse edhe ato janë transparente dhe kur
nga prodhimi i gatshëm kërkohet tejdukshmëri.
Ngjyrat për ngjyrosjen e masave plastike në treg gjenden në formë pluhuri, të
pastave dhe si koncentrat. Për zgjedhjen e ngjyrave, në praktikë zakonisht vendosin
kërkesat për gjallëri dhe qëndrueshmëri të ngjyrosjes ndaj dritës, ujit, kemikaljeve,
nxehtësisë etj. kështuqë duhet pasur kujdes në to.
Ngjyrosja e thatë - Ky proqes qëndron në përzierjen e përshtatshme të një
sasie lënde plastike, pa ngjyrë, me përzierje të thata të ngjyrosësave dhe të
pigmenteve.
Fig.1

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
7
Paisjet për ngjyrosjen e lëndëve plastike me metodën e thatë nuk janë të
kushtueshme, meqenëse mjafton të përziesh ngjyrosësit dhe pigmentet me lëndën
plastike pa ngjyra(kristal) në një përzierëse rrotulluese.
Këto përzierëse mund të jenë të formave të ndryshme, si konike, me dorë siç
janë govatat, ato me elikë etj. Të gjitha këto përzierëse japin afërsisht përfundime të
njejta; por praktika ka treguar se përzierset rrotulluese që quhen barabane (fig.1) janë
ato që japin përfundime më të mira. Në rastin e përdorimit të një barabani është e
domosdoshme të përdoret një peshore e saktë për peshimin e lëndës plastike, sidomos
për peshimin e ngjyrosësave dhe pigmenteve.
Është e rëndësishme të zgjidhen dhe të përdoren ngjyrosësat dhe pigmentet e
përshtatshme, që të jenë stabil në dritë dhe në temperaturë, të mos jenë toksike, të
kenë një granulometri të përshtatshme e të mos thithin lagështi.
Metoda e punës -P.sh. një baraban prej 200 kg. mund të mbushet me lëndë
plastike 25 deri 75 kg. në trajtë kokrrizash. Këtu shtohen sasirat e përshtatshme të
ngjyrosësave dhe pigmenteve të peshuara në mënyrë të saktë. Në qoftë se këto shtesa
kanë prirje të grumbullohen, është mirë të kalohen nëpër një sitë. Pasi të mbyllet,
barabani lëshohet në lëvizje me një shpejtësi prej 30 deri 40 rrotullimesh në minutë,
gjatë 25 minutave. Koha e rrotullimit të barabanit mund të rregullohet gjatë punës.
Me një shpejtësi më të madhe shpërndarja nuk bëhet e mirë nga se kokrrizat për
shkak të forcave centrifugale ngjiten nëpër muret e brendshme të barabanit. Nën 30
rrotullime në minutë, përzierja nuk bëhet e plotë, pasi lënda rrëshqet ngadalë gjatë
rrotullimeve të përzierëses. Te përzierëset me kapacitet 80 kg., përzierja më e mirë
mund të sigurohet në shpejtësinë prej 44 rrotullimesh në minutë. Përzierëset më të
vogla kanë nevojë për një shpejtësi më të madhe, ndërsa përzierëset më të mëdha për
shpejtësi më të vogla.
Në këto kushte, shumica e ngjyrave mund të përzihen për 5 deri 25 minuta.
Koha më e përshtatshme, që ka dhënë përfundime më të mira për një lëndë, duhet të
mbahet gjithmonë për lëndën e njejtë, sepse në rast se cikli ndryshohet, mund të
vërehen ndryshime në nuancat e ngjyrës.
Barabani që përdoret për ngjyrosjen e thatë, duhet të jetë prej çeliku jooksidues
ose të kromuar. Barabanet prej çeliku të butë mund të përdoren me kusht që
sipërfaqet e brendshme të tyre të jenë krejt të lëmuara, pasi sipërfaqet me viza apo
kanale shkaktojnë grumbullimin e ngjyrosësave dhe pigmenteve në brendinë e tyre,
gjë që pengon ngjyrosjen e përpiktë dhe pastrimin e brendisë së vetë barabanit.
Në rast se përdoret vetëm një baraban për të gjitha ngjyrat, është e
domosdoshme që pas çdo ndryshimi ngjyrash, të bëhet një pastrim i kujdesshëm i
brendisë së barabanit. Për këtë qëllim mund të përdoren aspiratorë për thithjen e
pluhurit.
Kur ndryshohen ngjyrat, p.sh. kur kalohet nga një ngjyrë e errët në një ngjyrë e qelët,
është mirë të vehet në rrotullim barabani me një sasi të lëndës kristale, me qëllim që
mbetjet e ngjyrosësave dhe pigmenteve të mëparshëm të pastrohen deri në fund.

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
8
Për të mënjanuar të gjitha vështirësitë e pastrimit me qëllim që proqesi i
ngjyrosjes të kryhet me cilësi të lartë, është mirë të përdoren disa barabane, të ndarë
sipas ngjyrave në mënyrë të përhershme.
Peshimi-Për të fituar ngjyra të qëndrueshme me proqesin e ngjyrosjes së thatë,
është e domosdoshme që lëndët për t’u ngjyrosë si dhe ngjyrosësat dhe pigmentet të
peshohen saktësisht. Për ngjyrosësat, është e nevojshme të përdoren peshore analize
veqanërisht për ngjyrat e tejdukshme. Për të shumtën e ngjyrave transparente mjafton
të përdoret një peshore e saktë që ka tregues me shigjetë. Për peshimin e lëndës që do
të ngjyroset mund të përdoren peshore saktësia e të cilave mund të lëvizi mbi 200 gr.
Ngjyrosësat- Për ngjyrosjen e lëndëve plastike me metodën e thatë mund të
përdoren ngjyrosësa të tipeve të ndryshme, por gjithmonë sipas lëndës që do të
ngjyroset. Është e natyrshme që ngjyrosësat për lëndët plastike të jenë të veçantë dhe,
rrjedhimisht nuk mund të mendohet përdorimi i tyre për ngjyrosjen e çfardo lënde
tjetër (p.sh. tekstilet, druri etj.). Në përgjithësi duhet treguar kujdes, se ngjyrosësat e
tretshëm në vajra janë më pak të qëndrueshëm ndaj nxehtësisë dhe dritës se sa
pigmentet minerale. Rrjedhimisht, ngjyrosësi që do të përdoret, duhet të mos jetë
toksik, të ketë një granulometri të përshtatshme dhe të mos thithë lagështirën.
Megjithkëtë, lëndët ngjyrosëse dhe pigmentet përgjithësisht thithin lagështirën
e vendit.
Në këto raste, kur për ngjyrosje përdoren ngjyrosësa me lagështi, shpesh herë
shkaktohen njolla në sipërfaqet e prodhimeve të gatshme. Prandaj është e nevojshme
që lëndët ngjyrosëse të mbahen në enë të mbyllura hermetikisht dhe në vende të thata.
Në rast se ngjyrosësat ndodhen me shumicë, sidomos kur janë të ambalazhuar jo
hermetikisht, priren të shndërrohen në topa (copa) të vegjël. Ky shndërrim shkaktohet
nga thithja e lagështirës. Në këto raste është e domosdoshme të kalohen nëpër një sitë
të imët para se të futen në baraban, d.m.th. para se të përzihen me lëndën plastike.
Në qoftë se ngjyrosësat kanë thithë një sasi të madhe të lagështirës mund të jetë
e domosdoshme tharja e lëndës së ngjyrosur para se të fillojë përpunimi i saj nëpër
makineri. Tharja e lëndës mund të bëhet duke e kaluar në një furrë me qarkullim ajri
për një kohë prej 15 minutash. Zgjedhja e lëndës ngjyrosëse është shumë e
rëndësishme, sepse dy ngjyrosësa me përbërje të ndryshme dhe tonacion të njejtë,
mund të japin lehtë njeri objekte pa të meta, tjetri objekte me njolla dhe me pjesë të
dekompozituara, veçanërisht në ngjyrat e tejdukshme. Ngjyrosësat dhe pigmentet, që
përdoren për ngjyrosjen e thatë tek përpunuesit e lëndëve plastike nuk janë të njejta
me ato që përdoren te prodhuesit e lëndëve të para plastike. Ky ndryshim i lëndëve
ngjyrosëse është i natyrshëm, sepse ngjyrosja e thatë lejon përdorimin e ngjyrosësave
ose të pigmenteve relativisht jo shumë të qëndrueshëm ndaj nxehtësisë, pasi këta nuk
kalojnë shpesh herë në temperaturat e larta. Prodhuesit e lëndës së parë janë të
detyruar ta kalojnë lëndën për ngjyrosje në temperatura të larta, qoftë në makineritë e
petëzimit, qoftë në ato të ekstrudimit.
Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
9
3.Mbushësat-janë elemente organike ose inorganike që iu shtohen masave
plastike me qëllim që tia përmirësojnë disa veti ose ta bëjnë më të lirë prodhimin. Në
mbushësat inorganik bëjnë pjesë: pluhuri i azbestit, pëlhura e qelqit, gëlqerja, etj.
Ndërsa si mbushës organik mund të përdoren: druri, byku i drurit, letra e grimcuar,
fije të tekstilit, celuloza, etj. Te përdorimi i mbushësave shtrohen kërkesat që ato të
qëndrojnë ngarkesat termike dhe mekanike të cilat paraqiten gjatë përpunimit të
masave plastike. Mbushësat inorganik shtohen në formë të pluhurit gjatë kohës së
përzierjes me shtuesit tjerë si: zbutësat, stabilizatorët, ngjyrat, që të homogjenizohen
mirë me to.
Mbushësat, masës plastike ia rrisin rezistencën ndaj fërkimit, ia rrisin peshën
vëllimore, absorbojnë ujin, e në shumicën e rasteve ia rrisin fortësinë. Zakonisht
sasia e mbushësave që u shtohen masave plastike sillet prej 10 deri 20 %.
4.Mjetet për lubrifikim. Gjatë përpunimit të masave plastike në temperatura
të larta vjen deri te një fazë kur masa plastike bëhet viskoze, kështuqë fillon të ngjitet
për sipërfaqet metalike të makinës për përpunim. Kjo dukuri e vështirëson punën
normale. Që të mënjanohen shkaktarët e ngjitjes së masës për sipërfaqet metalike,
përdoren mjetet për lubrifikim, të cilat i shtohen masës në sasi të vogël. Këto mjete
zakonisht nuk përzihen me masën plastike, por e lehtësojnë rrjedhjen dhe përcjelljen
më të mirë të masës nëpër makinë. Zgjedhja e mjeteve lubrifikuese bëhet varësisht
nga rasti (praktika). Si lubrifikues kryesisht përdoren rrëshirat polietilene, pastaj
parafina dhe sapunët e ndryshëm metalik.
Një lloj special i mjeteve lubrifikuese përdoret për lyerjen e sipërfaqeve të
zbrazëtirave në kallëpe me qëllim që më lehtë të ndahen pjesët e fituara plastike.
Këso mjetesh janë: sapuni, detergjentet, vajrat minerale, etj.
5.Antistatikët. Masat plastike janë izolator të fuqishëm elektrik, që d.t.th. nuk
e përcjellin rrymën elektrike. Për këtë arsye gjatë kohës së përpunimit të tyre, gjatë
fërkimit, orientimit dhe proqeseve të ngjajshme vjen deri te grumbullimi i
elektricitetit në sipërfaqet e prodhimit të gatshëm. Ky është elektriciteti statik i cili
pengon prodhimin normal, e krahas kësaj shkakton tërheqjen e grimcave të pluhurit
në sipërfaqet e pjesës prodhuese, që i jep pamje estetike të keqe prodhimit.
Që fenomeni i elektricitetit statik të mënjanohet duhet që sipërfaqen e masës
plastike ta bëjmë të rrjedhshme. Kjo mund të arrihet në dy mënyra dhe ate: ose ta
lyejmë sipërfaqen me tretje kryprash ose në vet masën të shtojmë substanca të
caktuara që ia rrisin përcjellshmërinë masës plastike. Elementet të cilat përdoren për
këtë qëllim quhen antistatik. Zakonisht këto janë krypërat amonjake të thartirave me
shumë yndyrë. Njihen me emrat komercial si: antistatikum, stateksan etj.
6.Absorbuesit antiviolet. Pjesët e punuara nga masat plastike nëse për kohë të
gjatë i eksponohen veprimit të dritës, fillojnë të humbin vetitë që i kanë pasur, d.t.th.
bëhen më të egra, të thyeshme dhe shpesh pëlcasin. Kjo dukuri lidhet me termin
,,vjetrimi i masës plastike’’ nga veprimi i dritës, e sidomos nga radiacioni i rrezeve
ultra violete.

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
10
Rrezet ultraviolete me gjatësi valore 300 deri 350 milimikrona janë më të
rrezikshme për masat plastike, sepse e shkatërrojnë strukturën makromolekulare të
plastmasave. Makromolekulet të rrezatuara me rrezet ultraviolete pas një kohe
fillojnë të këputen në segmente më të shkurta dhe përfundimisht të shkatërrohen
plotësisht. Ky shkatërrim makromolekular quhet fotodegradim dhe është dukuri shum
e padëshirueshme te masat plastike.
Ekzistojnë mjete të cilat kur ti shtohen masës plastike, pengojnë proqesin e
fotodegradimit ashtuqë e thithin (absorbojnë) energjinë e rrezeve ultraviolete dhe e
shndërrojnë në energji më pak të dëmshme, p.sh. në energji termike. Për këtë, këto
mjete e kanë marrë emrin absorbues antiviolet. Absorbuesit në treg gjenden në formë
pluhuri, ashtuqë përpunuesi mundet lehtë me ia shtu masës plastike para hyrjes në
makinë për përpunim, me përzierje në baraban sikur përzierjen e ngjyrave. Sasia e
shtimit të absorbuesit varet nga tipi i polimerit, vendit ku do të përdoret prodhimi i
gatshëm dhe afatshërbimi i paraparë. Zakonisht kjo sasi sillet prej 0,4 – 0,5 %.
7.Stabilizuesit termik (antioksiduesit). Masat plastike kanë prirje të oksidohet
në temperatura të larta, kjo d..t.th më së shumti gjatë kohës së përpunimit. Oksidimi i
masave plastike është shumë i padëshirueshëm, sepse ndikon negativisht në vetitë
mekanike të prodhimeve. Oksidimin e shkakton prezenca e oksigjenit në ambient. Me
qëllim që të pengohet proqesi i oksidimit të masave plastike gjatë kohës së
përpunimit përdoren elemente të përshtatshme, të cilat duhet shtu para fillimit të
përpunimit të plastmasave. Në shumicën e rasteve lënda e parë vjen me antioksidues,
por varësisht nga kushtet e përpunimit, nëse paraqitet nevoja përpunuesi mund ti
shtojë vet në sasi më të madhe. Këto elemente janë konsumues të fortë të oksigjenit
dhe për këte nuk lejojnë që ai të hargjohet në oksidim të plastmasave, por e hargjojnë
për nevoja të vehta dhe kështu e mbrojnë masën plastike nga oksidimi. Meqenëse
pengojnë oksidimin e masave plastike quhen antioksidues.
Përdorimi i antioksiduesve në sasi prej 0,2 deri 0,3 % është e mjaftueshme për
të mbrojtë çfarëdo materiali plastik nga çdo oksidim termik. Sot ekzistojnë tipe të
caktuara të antioksiduesve për mbrojtjen e masave plastike të caktuara.
8.Elementet për shkumëzim. Në shumicën e rasteve të përdorimit kërkohet që
prodhimi të ketë strukturë me zbrazëtira ose siç thuhet strukturë celulare. Me fjalë
tjera, prerja e pjesës prodhuese duhet të duket me zbrazëtira sikur sungjeri. Veprimi
me të cilin fitohet kjo strukturë njihet me emrin ekspandim ose shkumëzim,ndërsa
elementet që e mundësojnë ekspandimin –shkumëzues. Ekzistojnë elemente fizike
dhe kimike për shkumëzim. Industria e materialeve ndihmëse prodhon lëndë kimike
për shkumëzim në formë të pluhurit të cilat posedojnë vetinë që nën ndikimin e
nxehtësisë, gjegjësisht në temperatura të caktuara, kalojnë gadi përnjëherë nga
gjendja e ngurtë në gjendje të gazët. Këto lëndë termikisht shndërrohen në gaze,
kështu bëjnë zgjërimin, gjegjësisht fryerjen e masës plastike. Proqesi i shkumëzimit
fillon në cilindër të makinës, por ekspandimi i përfundimtar dhe më i madhi bëhet në
kallëp. Kur tretja e ekspanduar e masës plastike të ftohet dhe të ngurtësohet ajo e ruan
strukturën e tillë të zgjeruar. Me anë të shkumëzimit arrihet që prodhimi i gatshëm të

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
11
zvoglojë peshën e vet dhe të kursehet material. Në treg gjenden shumë preparate për
shkumëzim ndër të cilët janë të njohura Genitron dhe Porofor. Produktet gazore të
lëndëve të mësipërme ekspanduese janë: azoti, dyoksidi i karbonit, amonjaku dhe një
sasi e monoksidit të karbonit. Shkumëzuesit janë materie në formë pluhuri të cilat u
shtohen granulateve të masës plastike në fazën e përzirjes me aditivët tjerë në sasi
prej 0,2 deri 2 %, varësisht nga efekti që dëshirohet të arrihet. Me këto lëndë mund të
ekspandohen: polietileni, polistireni, PVC, polipropileni etj. Reduktimi i peshës së
prodhimit të gatshëm mund të shkojë edhe deri në 60 %.
3.0.METODAT E PËRFITIMIT TË
MATERIALEVE POLIMERE
Proqeset kryesore të përgaditjes së lëndëve plastike si dhe paisjet për këto
proqese janë:
3.1.PETËZIMI
Makinat e petëzimit me dy cilindra , të quajtura kalandra, siç dihet përdoren në
përgjithësi në industrinë e lëndëve plastike dhe në atë të kauçukut për përgaditjen e
fletëve dhe të kokrrizave: acetati i celulozës, nitroceluloza, P.V.C., polistireni etj.
Lënda plastike në formë pluhuri, përzihet më parë me të gjitha lëndët ndihmëse që
duhet të përmbajë, siç janë plastifikuesat, mbushësat, ashtu edhe me ngjyrosësat dhe
pigmentet.Vetë cilindrat duhet të kenë një ngrohje të pavarur avulli, elektrike, uji etj.
Zakonisht njëri nga cilindrat duhet të ngrohet në temperaturë më të lartë e tjetri në
temperaturë më të ulët. P.sh. në rastin e përzierjes së polistirenit, njëri nga cilindrat
duhet të ngrohet në temperaturë 175 °C dhe tjetri në temperaturë rreth 40 °C.
Cilindrat rrotullohen në kahje të kundërta njëri kundrejt tjetrit. Kjo përzierje hudhet
ndërmjet dy cilindrave të makinës petëzuese ( kalandrës),fig.2.
Fig.2
Gjatë rrotullimit të cilindrave përzierja e hedhur fillon të shkrihet dalëngadalë,
formohet një shtresë, e cila mbulon cilindrin e ngrohtë. Rrotullimi i cilindrave të
makinës jep një shpërndarje shumë të mirë të brumit. Me qëllim që përzierja të bëhet
sa më e mirë, duhet që shtresa e ngrohtë plastike të pritet me dorë ose mekanikisht
dhe të hudhet përsëri ndërmjet dy cilindrave, që gjithnjë rrotullohen. Pas një kohe
prej 10 der në 30 minutash, brumi i përzier nxirret nga makina e petëzimit, në gjendje

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
12
të ngrohtë dhe kalon në proqesin e kokrrizimit. Duhet patur parasysh se puna
zhvillohet gjithmonë në kushte të njejta për lëndë të njejtë. Kur punohet me
polistirenin, proqesi i punës është më i vështirë, sepse kjo lëndë plastike, kur të ftohet
është shumë më e ngurtë dhe e thyeshme se lëndët tjera. Puna në këto makina është e
lodhëshme dhe e rrezikshme, sepse bëhet në nxehtësi dhe me brumëra gjithmonë të
nxehta, si dhe kërkohet në çdo moment koncentrim i plotë, për të mos ardhë deri te
ndonjë lëndim.
Këto makineri janë mjaft të kushtueshme, sepse nuk mund të përzihen sasira
mbi 100 deri 120 kg. përnjëherë, pastaj edhe vetë cilindrat janë të shtrenjtë sepse
duhet të jenë të retifikuar mirë dhe të kromuar.
Paisjet tjera. Për përzierjen dhe homogjenizimin e lëndëve plastike përdoren
edhe paisje tjera, makina përzierëse të tipeve të ndryshme të cilat i përziejnë brumërat
me anë të cilindrave të profiluar.Këto makina (mikser) japin mundësinë e përzierjes
së sasirave më të mëdha të lëndëve përnjëherë. E kanë këtë përparësi ngase janë të
mbyllura dhe nuk kërkojnë punë dore gjatë proqesit të përzierjes, ndonëse paraqesin
vështirësi për pastrim, sepse në brendi të makinës janë cilindrat e profiluar. Meqenëse
gjatë përzierjes krijohet një ngritje e madhe e temperaturës, si pasojë e ngrohjes së
brumit dhe nga puna e cilindrave, duhet pasur parasyshë që puna të mos fillojë me
temperaturë shumë të ngritur përndryshe shkaktohet në mënyrë të pashmangshme
dekompozimi i lëndës plastike dhe i ngjyrave. Këto makina bëjnë një përzierje shumë
të mirë, por harxhojnë sasi të mëdha të energjisë elektrike. Kur përdoren mikserët,
prodhohet një brum i përzier, kokrrizimi i të cilit drejtpërsëdrejti është shumë i
vështirë, sepse copat e brumit janë me masa shumë të mëdha. Për këtë arsye, brumi i
ngrohtë, pas proqesit të përzierjes, dërgohet në një makinë me dy cilindra të
vendosur njëri mbi tjetrin. Hapësira e cilindrave është 2-3 mm, dhe rrotullimi i tyre
bëhet në drejtime të ndryshme. Brumi prej këtyre cilindrave del në formë flete të
pandërprerë me trashësi rreth 3 mm, dhe kalon në një paisje prerëse që e pret fletën
në copa të masave të caktuara. Këto copa nëpërmjet të një rrypi transportues pas
ftohjes së duhur kalojnë në një makinë tjetër ku bëhet kokrrizimi i tyre në përmasa të
përdorshme për përpunim të mëtejmë.
3.2.KOKRRIZIMI I LËNDËVE PLASTIKE
Lëndët plastike që pregatitin për përpunim duhet të jenë në një gjendje fizike e
në një trajtë të tillë që të jenë të përpunueshme sipas nevojës. Ato duhet t’u përshtaten
në masën më të madhe proqeseve teknologjike, të jenë sa më të afta të kalojnë këto,
deri sa të marrin trajtën përfundimtare të një gjysëm prodhimi të gatshëm. Faza
pregaditore përcaktohet sipas rrëshirës. Kur rrëshirat janë termoplastike ato duhet të
pregaditen në trajtë kokrrizash dhe kur janë termodure në trajtë pluhuri ose të
tabletave.

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
13
3.2.1.Kokrrizimi i termoplasteve
Fig.3 Lënda termoplastike duhet të përgaditet në trajtë kokrrizash, madhësia e të
cilave të jetë e saktë në masën më të madhe.
Për kokrrizimin e termoplasteve përdoren: Makinat e thjeshta të kokrrizimit
(mullinjt) ose makineritë e prerjes pa paraftohje ose me paraftohje (granulatorët).
Makinat e kokrrizimit ose mullinjtë (fig.3) janë makinat me strukturë të fortë, që
duhet të prodhojnë lëndë me kokrriza pak a shumë të njëllojta. Këto makina nuk
duhet të ngrohin lëndën që kokrrizojnë, me qëllim që të parandalohet zbutja dhe
ngjitja e lëndës nëpër detalet e makinës. Këto makina duhet të kenë mundësi të
çmontohen lehtë në çdo pjesë, me qëllim që të pastrohen dhe të mirëmbahen pa
vështirësi.
Pjesa kryesore e makinës kokrrizuese është e përbërë nga një dhomë cilindrike,
e vendosur horizontalisht, në brendinë e së cilës rrotullohet me shpejtësi të madhe një
aks i madh. Aksi rrotullues është i pajisur me thika të veçanta të vendosura
simetrikisht. Në pjesën e sipërme të makinës është shtuar depoja e furnizimit ose goja
e mbushjes së makinës.
Kjo depo në trajtë hinke, shërben për furnizimin e makinës me lëndë shkarti që
do të kokrrizohen. Në pjesën e poshtme, nën thikat rrotulluese, gjendet një sitë
metalike e cila lejon të kalojë dalëngadalë lënda me kokrriza të madhësisë së
dëshirueshme. Madhësia e vrimave të sitës përcakton madhësinë e kokrrizave të
lëndës. Nën sitën metalike vendoset një depozitë, ku grumbullohet lënda e kokrrizuar
plastike.
Këto janë makina të kokrrizimit, që zakonisht përdoren për kokrrizimin e
rrjedhjeve dhe të mbeturinave ditore të cilat teprojnë nga proqeset e ndryshme të
përpunimit të lëndëve termoplastike. Në rastet e punës me lëndë të freskëta të
porsaprodhuara si lëndë e parë, përdoret kompleksi ekstruder-makinë prerëse
(granulator), që shërben jo vetëm për kokrrizim, por edhe për proqese tjera,
plastifikimin, ngjyrosjen, etj. Në këtë fazë lënda plastike e plastifikuar detyrohet të
kalojë nëpërmjet një pllake metalike të biruar (filierë) nga ku del në trajtë të një tufe
të profileve në trajtë fijesh ose të shiritave që priten me ndihmën e një thike
rrotulluese. Shpejtësia e thikës rrotulluese sinkronizohet me shpejtësinë e ekstrudimit
të lëndës plastike që kokrrizohet. Në këtë mënyrë nxirret një lëndë e kokrrizuar e
formuar nga shumë copëza me masa të barabarta sipas dëshirës. Madhësitë e
kokrrizave lëvizin nga 1 deri 3 mm, gjatësi dhe 1,5 deri 2 mm, gjërësi.

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
14
Varësisht nga karakteristikat e lëndës plastike, kokrrizimi zhvillohet mbi
lëndën e ngrohtë ose të ftohtë. Kjo gjë ka disa dallime në mjetin dhe metodën, të cilat
duhet të zbatohen sipas rasteve praktike të kokrrizimit të lëndëve termoplastike.
P.sh. te kokrrizimi i P. V. C. lënda del nga filiera në trajtë fijesh, të cilat porsa
të dalin ende të nxehta priten në copëza cilindrike të njejta, me gjatësi të
dëshirueshme. Paisja e prerjes përbëhet prej dy ose zakonisht katër thikave, të cilat
rrotullohen në një aks paralel me aksin e ekstruderit dhe fërkohen me tehun e tyre në
sipërfaqen e jashtme të filierës (fig.4).
Fig.4-Makinë prerëse (granulator) pa sistem ftohës
1.ekstruderi, 2.paisja prerëse me thikë rrotulluese
Kokrrizimi i polistirenit nuk mund të kryhet me të njejtin sistem (pa ftohje). Në
rastin e polistirenit tufa e fijeve të lëndës plastike në të dalë nga filiera e ekstruderit,
transportohet me ndihmën e një sistemi transportues, në një dhomë ftohjeje (me takim
ose me ajër të ftohët) deri sa të arrijë te makina e kokrrizimit. Një kompleks i tillë
kokrrizimi (fig.5) përmbanë zakonisht një palë rula, të cilat kanë për detyrë të
tërheqin tufën e fijeve të ftohura, deri sa kjo tufë të arrijë në pikën ku zhvillohet
veprimi i thikave rrotulluese.
Fig.5-Makinë prerëse me sistem ftohës
1.ekstruderi, 2. banjo me ujë të ftohët, 3. ventilator, 4. paisje prerëse, 5. grumbullimi i
kokrrizave

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
15
Edhe polietileni d.m.th. kokrrizohet me sistem të ftohjes, pasi që polietileni në
gjendje të ngrohtë, me të dalë nga makina nuk mund të kokrrizohet. Në fig.6, është
treguar një formë e ftohjes së fijeve të lëndëve plastike nëpër një kadë me ujë.
Kokrrizimi i lëndëve termoplastike është proqesi i fundit i prodhimit të tyre si
lëndë e parë dhe shërben për pregaditjen përfundimtare të lëndës plastike për
përpunim. Lënda e shndërruar në kokrriza është e gatshme për përpunim me proqese
të ndryshme teknologjike, si me injektim, ekstrudim, etj. Në rast nevoje lëndët në
trajtë kokrrizash mund të qëndrojnë grumbull për t’u përdorur, sipas nevojës.
Fig.6-Pregaditja e masës plastike për granulim duke kaluar nëpër kadë me ujë (Troester)
3.3.TABLETIMI
Tabletimi i pluhurave të termodureve zakonisht kryhet në të ftohtë, me qëllim
që të shkurtohet cikli i përpunimit të lëndëve.Ky është një proqes që kryhet para se të
fillojë përpunimi efektiv i termodureve për të lehtësuar përdorimin e lëndës së parë,
proqeset e dozimit (peshimit) të saj dhe të mbushjes së formave. Shndërrimi i
pluhurave të termodureve bëhet me mbushjen e drejtpërdrejtë të foleve të formave.
Duke mos përdorur lëndën e parë në trajtë pluhuri, d.m.th. duke shndërruar pluhurin
më parë në tableta (kulaqe) të masave të dëshirueshme, (siç bëhet zakonisht me
shndërrimin e miellit të bukës në kulaçe), kryhen përfitime të shumta, ndër të cilat më
kryesore janë:
Kursimi i kohës. Me qëllim që tabletimi të japë rendimentin më të lartë, duhet
që çdo kulaç i paraformuar të përkojë saktësisht me sasinë e lëndës së nevojshme për
një prodhim të gatshëm. Gjatë mbushjes së folesë së formës, punëtori nuk ka nevojë
të sigurohet se a e ka mbushur lënda gjithë folenë e formës. Veprimet e ngrohjes
lehtësohen dhe shpejtohen. Në dhomën e shtypjes, me qenëse lënda është me

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
16
strukturë të ngjeshur sigurohet një përçushmëri më e mirë nxehtësie, lënda kalon më
me shpejtësi nga gjendja e ngurtë në gjendjen plastike.
Kursimi i lëndës së parë. Punëtori, që mbushë format ka prirje të plotësojë
mungesat e lëndës, duke shtuar peshën e pluhurit, me të cilën mbushë foletë e
formave. Kjo shtesë e panevojshme në fund të ditës sjell një humbje mjaft të madhe
të lëndës së parë. Këto mbushje të tepërta punëtori i bënë nga frika se mos gabon.
Përdorimi i tabletave parandalon krejt këtë humbje të lëndës.
Tabletimi mund të jep pjesë në trajta gjeometrike të ndryshme, të ngjajshme
me trajtën e artikujve, që do të prodhohen.
Tabletimi zhvillohet në disa paisje të thjeshta, të cilat mund të kenë ndërtim të
ndryshëm, por që kanë të njejtat pjesë, një cilindër me trajtë dhe me diametër të
tabletës që dëshirohet të pregaditet (fig.7).
Fig.7-Makinë për tabletimin e pluhurave të termodureve
A- mbushja e cilindrit, B- shtypja e pluhurit, C- nxjerrja e tabletave
Në brendinë e këtij cilindri mbushet pluhuri në sasi të ndryshme, sipas dëshirës
dhe dozimi bëhet me lëvizjen e pistonit të poshtëm, i cili mbyll cilindrin nga poshtë.
Sa më lartë të ndalet pistoni i poshtëm, aq më e vogël është hapësira e lënë për
mbushjen e pluhurit rrjedhimisht doza e pluhurit më e vogël (poz. A). Pasi të jetë
mbushur cilindri me pluhur që shndërrohet në tableta, hyn në veprim pistoni i dytë
nga sipër (poz. B), që shtyp pluhurin. Pas kësaj, pistoni i poshtëm shtyn brumin deri
sa të nxjerrë nga gryka e sipërme e cilindrit tabletën e punuar (poz. C).
Madhësia dhe pesha e tabletës është gjithmonë në vartësi të masave dhe të
peshës së artikujve të gatshëm.
Proqesi i tabletimit mund të zhvillohet paralelisht me shndërrimin e këtyre
lëndëve në artikuj të gatshëm me proqese të ndryshme teknologjike, d.m.th. nga një
anë pluhuri i një termoduri shndërrohet në tableta sipas nevojës dhe nga ana tjetër; në
vazhdim të kësaj pune këto tableta shndërrohen në artikuj të gatshëm.

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
17
4.0.MAGAZINIMI DHE RREGULLIMI I MATERIALEVE
POLIMERE
Nga momenti kur lëndët plastike arrijnë në ndërmarrje, ambalazhet e tyre duhet
të rregullohen. Kujdes i veçantë duhet t’i kushtohet gjatë transportimit, pasi grisja e
thasëve, shpuarja e kutive etj. shkakton derdhjen e lëndëve plastike, pra humbje
lënde. Kokrrat që bien në tokë gjatë transportimit nuk duhet të përzihen me kokrrizat
e pastra, por të mblidhen me kujdes dhe, pa i përzier me pluhurat, të vendosen në enë
të veçanta. Gjatë mbledhjes së kokrrizave duhet pasur kujdes derdhjet të vendosen në
enë të veçanta, sipas llojit të lëndës plastike. Në rast se përziejmë disa lloje lëndësh
plastike në një enë, dalin jashtë përdorimit të gjitha llojet.
Të gjitha ambalazhet e lëndëve plastike duhet të vendosen mbi baza prej drurit
me qëllim që të mbrohen nga lagështia e tokës. Për të njejtën arsye, duhet të mos
mbështeten thasët apo ambalazhet tjera për muri.
Magazinat e lëndës së parë duhet të jenë ndër vende të thata, të mbrojtura nga
shiu, lëndët të jenë të sistemuara sipas llojeve, tipeve dhe ngjyrave, për ndryshe, çdo
derdhje që mund të shkaktohet gjatë rregullimit, qoftë edhe shumë e vogël, shkakton
përzierjen e tyre, nxjerrjen jashtë përdorimi të lëndëve.
Lënda e parë, që parashikohet për punë, duhet të transportohet dhe të
sistemohet në repartin e punës 24 orë para se të përdoret. Kjo është një masë shumë e
dobishme sepse në rast se gjatë qëndrimit në magazinë lënda ka pasë lagështi, jepet
mundësia që në repartet e prodhimit të thahet nga temperatura e vendit. Kur lëndët
kanë marrë lagështi të madhe, është e domosdoshme të thahen para përdorimit.
Në repart lënda e parë duhet të sistemohet sipas llojeve dhe makinerive, ku do
të përpunohet. Në rastin e ambalazheve prej letre, shtresa e jashtme e letrës duhet të
griset në qastin e fundit para përdorimit të lëndës. Ky veprim jep një ambalazh shum
të pastër nga jashtë të çliruar nga pluhurat, të cilat mund të bijnë në depot e furnizimit
të makinerive bashkë me lëndën plastike.
Në repartet e prodhimit është gjithashtu e rëndësishme të mbahet pastërti shumë
e madhe. Duart dhe veshjet e punonjësve , makineritë, të gjitha mjetet e bangot e
punës, toka dhe çdo lloj lënde që shërben për punë duhet të mbahen shumë pastër. Në
shumë raste, në veçanti ku punohet me lëndë të bardha dhe me ngjyra të tjera
delikate, është mirë që reparti i punës të pastrohet në tërësi: dritaret, dyert, tavanet,
raftet, shkallët, dyshemeja, fundi i makinerive etj...që të mos mbetet asnjë pluhur dhe
asnjë papastërti mbi sipërfaqet horizontale.
Ndër të tjera, objektet që prodhohen duhet të rregullohen me kujdesin më të
madh porsa të dalin nga makineritë dhe deri në çastin e magazinimit si prodhime të
gatshme. Në rast se pas daljes nga makineritë nuk përfundohen por grumbullohen
nëpër reparte, shkaktohet anomali gjatë seleksionimit, objektet thithin gjithë pluhurin
e vendit, gjë që kërkon punë shtojcë për pastrimin e tyre.

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
18
5.0.KRAHASIMI I MASAVE PLASTIKE ME METALET
Përparësitë e masave plastike:
Dendësia e vogël (pesha specifike). Masat plastike janë shumë më të lehta
se metalet (1:7 deri 1:8), për këtë me masa plastike më lehtë punojmë.
Përpunimi më i shpejtë dhe më ekonomik. Formim më efikas me shtypje në
të nxehtë për përpunim të posaçëm të artikujve të prodhimit masiv.
Artikujt zakonisht nuk kanë nevojë për përpunim shtesë.
Veti të mira kundër korrozionit dhe gërryerjes. Shumica e masave plastike
është rrezistente ndaj kemikaleve dhe lagështisë.
Veti të mira elektrike: rezistencë të lartë specifike, rezistenca e lartë ndaj
depërtimit të elektricitetit.
Veti të mira izoluese: kanë aftësinë absorbuese 10x më të madhe dhe
aftësinë e përcjelljes së nxehtësisë 30x më të vogël se sa të bakrit.
Pastërti të mirë të sipërfaqes: sipërfaqe të lëmueta dhe të njëllojta, me këtë
janë më të përshtatshme për tu pastru.
Ngjyrosja kundër korrozionit pas saldimit nuk është e nevojshme.
Të metat e masave plastike:
Veti të dobëta mekanike
Rezistencë të dobët ndaj nxehtësisë
Stabiliteti i dimensioneve bjen me kalimin e kohës.
Joqëndrueshmëri ndaj vjetrimit
Reparatura në artikujt nga masa plastike është e vështirë dhe e pamundur.
Ndotja më e madhe e rrethinës.
6.0. IDENTIFIKIMI I MASAVE PLASTIKE
Gjatë punës praktike me masa plastike të cilat në treg vijnë më së shpeshti në
formë të granulatit dhe me ngjyrëra të ndryshme vështirë është vizuelisht me
përcaktua prejardhjen e tyre, sidomos nëse tiketa nga ambalazha ka rënë gjatë
transportimit ose, ta zëmë se, në depo gjenden sasi të pashënuara të granulatit.
Rasti tjetër është kur masa plastike është në formë të prodhimit të gatshëm,
ndërsa për ndonjë arsye duhet të dijmë nga cila lëndë është i punuar ai detal, që është
mjaft vështirë ose e pamundur në mënyrë vizuele të konstatohet. D.t.th. ekzistojnë
situata kur patjetër duhet të bëjmë identifikimin e plastmasave.
Pa përgaditje të duhur është vështirë p.sh. të dallojmë granulatin e bardhë të
polietilenit nga granulati i polipropilenit gjithashtu i bardhë ose polikarbonatin nga
polistireni. Në laboratorët e prodhuesve dhe në shumë industri përpunuese gjinden
aparatura dhe instrumente teknike për identifikim të masave plastike (spektroskopia
infra red, rezonanca nukleare magnetike, etj.) por këto aparatura janë shumë të
shtrenjta dhe për shumicën e përpunuesve të pa arritshme.

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
19
Kështu në vazhdim do të tregohet një metodë e thjeshtë e identifikimit të
masave, e cila sigurisht që nuk mund të jetë aq e saktë si ato që cekëm më lartë, por e
cila në praktikë shumëherë përdoret.
Ky është një test i ndezjes të një modeli të vogël të masës plastike me anë të së
cilës ka mundësi shpejtë dhe deri diku saktë të përcaktohet lloji i masës plastike. Ky
test përbëhet nga nxemja e modelit të masës plastike deri në ndezje, e pastaj shiqimin
e flakës dhe produkteve të djegies dhe erës. Për tu krye ky test na duhet një burim i
nxehtësisë, një sasi e vogël e modelit dhe një mbajtës i përshtatshëm (pincetë). Si
burim nxehtësie mund të shërbejë një flakëdhënës me gaz ose një flakë me olkohol.
Veprimi është si vijon: granulatin ose një pjesë të vogël të plastikës së panjohur
e mbajmë në flakë dhe presim deri sa të fillojë ndezja me flakë. Gjatë kësaj më së
pari e konstatojmë se a bëhet fjalë për termoplaste apo për duroplaste në këtë mënyrë:
- nëse edhe pas mbajtjes për kohë të gjatë të pjesës plastike nuk vie deri te
shkrirja, por deri te shkatrrimi direkt në produkte gazore me pëlcitje eventuale,
atëherë ky është
Duroplast (termoindurent)
-nëse në flakë pjesa plastike fillon të shkrihet, d.m.th. së pari shkrihet, e pastaj
digjet, atëherë ky është
Termoplast
Në këtë mënyrë, gjegjës. me testimin e parë, supozojmë konstatimin se pjesa
është masë termoplastike. Tani marrim përsëri një mostër dhe e përsërisim testin:
a) pjesa e masës në flakë shkrihet lehtë dhe digjet me flakë të shndritshme edhe
pas largimit nga flaka, e pas fikjes ndihet erë e qiriut nga parafina. Kjo masë është:
ose polietilen ose polipropilen. Testi përsëritet, dhe nëse vërehet që pjesa digjet me
flakë të kaltër, atëherë ky është me siguri polipropilen.
b) Flaka e masës plastike është ngjyrë e verdhë-e gjelbër dhe fiket si të largohet
nga flaka. Ky në të shumten e rasteve është polivinilkloridi (PVC).
c) Te ndezja dhe djegia e pjesës formohet hiri në sasi të madhe. Ky është
polistiren ose ABS.
d) Te testi i ndezjes ndihet erë e leshit të djegur ose pendlave. Ky është
poliamid-Nylon.
e) Flakë gadi e padukshme e djegies së pjesës, por erë shum e fortë. Ky është
poliacetal.
f) Pjesa shkrihet, digjet dhe gjatë djegies ka erë të ngjajshme me të djathit:
poliacetat.
g) Shkrirja e pjesës gjatë testit formon fluska: polikarbonat.
h) Pjesa digjet me hov me erë të drurit të djegur: nitrati i celulozës, butirati
etj.

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
20
Ky test i përshkruar kualitativ i djegies guxon të kryhet në ndonjë lokal të
përshtatshëm ose laborator, por kuptohet jo në depo të lëndës së parë apo në repart.
7.0. VETITË PËRPUNUESE TË
MATERIALEVE POLIMERE
Vlera përdoruese e masave plastike lidhet me vetitë e tyre reologjike, fizike,
kimike, mekanike dhe termike.
Se si do të përdoret një termoplast, nën çfarë kushte do të përpunohet
normalisht dhe ku do të përdoret më së miri, e përcaktojnë vetitë e tij.
Në shumicën e rasteve zgjedhjen e masës plastike e definojnë kërkesat të cilat
detali i punuar nga ajo masë plastike, duhet t’i knaqë. Që të mund të bëhet zgjedhja e
drejtë e masës plastike, qoftë për ndonjë teknikë të përpunimit, qoftë për fushën e
caktuar të përdorimit duhet, në rend të parë, të dijmë cilat janë ato veti që vendosin
dhe çfarë roli kanë.
7.1. VETITË REOLOGJIKE
Vetitë reologjike ose vetitë e rrjedhjes së masave plastike në temperatura dhe
shtypje të caktuara, na japin pasqyrën e mundësive të përpunimit të tyre. Këto veti,
janë posaqërisht të rëndësishme për teknikën e përpunimit me derdhje nën presion.
Një nga kushtet fundamentale siç është cekë më sipër, të cilën masa plastike duhet ta
përmbushë, është që të tregojë aftësi të knaqëshme të rrjedhjes nëpër kanale të
makinës për ndrydhje, kur të sillet në gjendje termoplastike.
Kjo aftësi e rrjedhjes nuk është e njejtë te të gjitha termoplastet. Te disa tipe të
masave plastike është më e madhe, e te disa të tjera më e vogël, por kryesisht varet
nga forma, madhësia dhe shpërndarja e makromolekuleve.
Që të mund të bëhet krahasimi i aftësisë së rrjedhshmërisë ndërmjet llojeve të
ndryshme të termoplasteve ekzistojnë metodat e përcaktimit të rrjedhshmërisë të
shkrirjeve të plastmasave.
Për këtë qëllim më së shumti përdoret metoda e cila mbështetet në këtë: Me një
cilindër një sasi e vogël e masës plastike nxehet në temperaturë prej 190-200°C,
pastaj me ngarkesë prej 5 kp ndrydhet nëpër dizë me vrimë 2-3 mm në kohë zgjatje
prej 10 min., pas së cilës masa që ka dalë nga diza matet në një peshojë. Kjo është
metoda e matjes së indeksit të masës së shkrirë gjegjësisht përcaktimi i MFI-së (Melt
Flow Index), dhe shprehet në gram/10 min. Sa më i madh të jetë indeksi i masës
shkrirëse të ndonjë termoplasti, aq më e madhe do të jetë aftësia e rrjedhjes të asaj
mase. Të dhënat për vlerat e MFI-së duhet patjetër të ipen nëpër biltene, prospekte
ose në çertifikata të prodhuesve të masave plastike.
Mund të merret si rregull që çdo termoplast me vlerë të MFI-së më të madhe se
3 gr/10 min mund ti nënshtrohet përpunimit me ndrydhje. Produktiviteti i makinës
rritet me rritjen e vlerës MFI të masës plastike dhe ngarkesa e makinës gjatë punës do
të jetë më e vogël gjatë përpunimit të plastmasave me indeks më të madh. Me
përdorimin e plastifikatorëve adekuat përpunuesi mundet vet me ia përmirësu

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
21
rrjedhshmërinë plastmasës. Te masat termoplastike të parapara për përpunim me anë
të ndrydhjes indeksi i masës së shkrirë zakonisht sillet në kufij nga 6- 20 gr/10 min.
7.2. VETITË FIZIKE
Shumica e masave termoplastike në kushte normale janë në të shumten në
gjendje të ngurtë. Njëra nga vetitë fizike me rëndësi të plastmasave është pesha e tyre
specifike ose siq e quajmë shpesh dendësia.
Peshat specifike të masave plastike zakonisht sillen në kufij nga 0,9 deri 2,5,
që nëse krahasohen me peshat specifike të metaleve janë mjaft të ulëta. Kjo, natyrisht
është përparësi e madhe e masave plastike nga materialet klasike te të cilat peshat
specifike kanë vlerat (p.sh. alumini 2,7, çeliku 7,6, bakri 8,9, plumbi 11,4 e tj.). Pesha
specifike si e dhënë është me vlerë të rëndësishme për caktimin e origjinës,
gjegjësisht për njohjen e masave plastike. Një polimer i pastër i cili p.sh. e ka
dendësinë 1,4 sigurisht që nuk mund të jetë polietilen ose polipropilen, por PVC i
fortë ose eventualisht nitrat celuloze. Në tabelën e mëposhtme janë dhënë vlerat e
dendësisë të disa termoplasteve më të rëndësishme për përpunim me injektim, të
caktuara në temperaturë dhome: Tabela 1
Në praktikën e përditshme dendësia si e dhënë mund të na shërbejë për
llogaritjen e vëllimit ose peshës së ndonjë artikulli nga ndonjë masë plastike sipas
këtij relacioni matematik:
VSG t ku janë:
G- pesha e prodhimit,
St-pesha specifike e plastmasës nga e cila është punua pjesa
V- vëllimi i pjesës
Forma e ndonjë detali të punuar shumëherë është shumë e komplikuar
kështu që llogaritja e vëllimit të tij është vështirë me u bë. Me përdorimin e relacionit
të mësipërm është shumë lehtë me definua vëllimin e trupave me vëllim të
komplikuar. Pjesën e fituar paraprakisht duhet matur në peshojë për tia gjetur peshën,
ndërsa prej tabelave duhet nxjerrë dendësinë e masës nga e cila është punuar. Këto dy
të dhëna zavendësohen në relacionin:
MASA PLASTIKE PESHA SPECIFIKE kg/dm3
Polietilen me d. të vogël 0,92
Polietilen me d. të madhe 0,96
Polipropilen 0,90
Poliamid (nylon 6) 1,14
Poliamid (nylon 66) 1.13
Polistiren (normal) 1,06
Polistiren i modifikuar 1,04 – 1,05
Polivinilklorid (i fortë) 1,4
Polivinilklorid ( i zbutur 60:40) 1,25 -1,26

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
22
tS
GV ,
prej nga llogaritet vëllimi.
Veti tjetër me rëndësi e masave termoplastike është prirja e tyre për të
absorbu, gjegjësisht për të thithë lagështinë. Lagështia është shumë e padëshiruar
gjatë përpunimit me derdhje me presion, sepse te temperatura e injektimit krijon avull
të ujit, i cili e dëmton kualitetin e pjesës së derdhur.
Edhepse termoplastet në përgjithësi janë hidrofob, gjegjës. e refuzojnë ujin,
megjithatë ato sado pak e tërheqin lagështinë. Termoplastet të cilat më shumë e
absorbojnë lagështinë, para injektimit duhet të thahen, me ajër të nxehtë ose me
nxemje në temperaturë 70 deri 80°C, në kohëzgjatje nga 2 deri 6 orë, varësisht nga
polimeri.
Polietileni, polipropileni, PVC dhe polistireni shumicën e rasteve nuk kanë
nevojë për tharje, ndërsa poliamidet, polikarbonatet etj. patjetër duhet të thahen.
Gjatë projektimit të kallëpeve, gjegjësisht parallogaritjes së dimensioneve
përfundimtare të pjesëve të derdhura duhet llogaritë edhe në një veti fizike të
rëndësishme të masave plastike, e cila është e lidhur me ndryshimin e madhësisë në
gjatësi dhe në vëllim, me ndryshimin e temperaturës. Përveq ndonjë përjashtimi gadi
të gjitha masat termoplastike kanë rritje të vëllimit me rritje të temperaturës, disa më
pak e disa më shumë. Si njësi, gjegjësisht si masë për krahasim shërben i
ashtuquajturi koeficijenti linear i diletacionit termik. Koeficienti i diletacionit termik
tregon se sa është zgjatimi në njësi të gjatësisë të ndonjë termoplasti nëse ky nxehet
për 1°C, do të thotë për sa milimetër, p.sh. zgjatet shufra nga ndonjë plastmasë, nëse
temperatura e asaj shufre rritet për 1°C. Tabela e mëposhtme tregon vlerat e
koeficientit linear të diletacionit termik për disa termoplaste më të rëndësishme gjatë
përpunimit me injektim: Tabela 2
Çeliku (sa për krahasim) 0,4
Masa plastike Koefic.linear i diletac.termik 10-5
/ °C
Polietileni me dendësi të vogël 18- 25
Polietileni me dendësi të madhe 10- 13
Polipropileni 10- 11
Polistireni (normal) 14- 17
Polistireni (i modifikuar) 20- 23
PVC (i fortë) 18- 21
PVC ( i zbutur) Varet nga zbutësi
Polikarbonati 0,3
Poliamidi (nylon 6) 12- 15
Poliamidi (nylon 66) 11- 12
Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
23
7.3. VETITË MEKANIKE
Karakteristikat mekanike të masave plastike përcaktojnë drejtpërdrejtë fushën e
përdorimit. Karakteristikat mekanike të masave plastike varen shum nga temperatura,
shumë më tepër se te rasti i materialeve klasike. Për këte, vlera përdoruese e
shumicës së termoplasteve kufizohet nga temperatura e aplikimit e cila zakonisht
sillet deri në 80°C. Këtu ka disa përjashtime, sepse te disa termoplaste kjo
temperaturë arrin edhe deri në 300, e më tepër °C. Si më të rëndësishme janë këto
veti mekanike të termoplasteve:
-Qëndrueshmëria në tërheqje,
-Zgjatimi te këputja
-Qëndrueshmëria në lakim
-Qëndrueshmëria në shtypje
-Rrezistenca në goditje
-Fortësia
-Moduli i elasticitetit te tërheqja, etj.
-Qëndrueshmëria në tërheqje është ajo forcë e shprehur në N e cila nevoitet që
të shkaktojë këputjen e materialit me sipërfaqe të prerjes tërthore 1 cm2.
-Zgjatimi te këputja tregon se sa herë zgjatet materiali në krahasim me
gjatësinë fillestare në momentin e këputjes. Shprehet me përqindje.
- . . . etj.

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
24
8.0. METODAT PËR KONTROLLIMIN E
MATERIALEVE POLIMERE
Standardet për kotrollim të materialeve klasike, siç janë metalet nuk kanë
mund të i plotësojnë kërkesat edhe për kontrollimin e materialeve polimere. Këto
standarde edhe nuk kanë garantu sa duhet përshtatshmëri, sepse shumherë nuk kanë
qenë në gjendje të shkojnë në hap me zhvillimin e hovshëm të polimereve.
Me qëllim që të mund të përcillet zhvillimi i hovshëm i përdorimit të shumllojt
dhe të pandërpre të polimereve ka ardhë deri te themelimi dhe zhvillimi i shum
institucioneve, detyra e të cilave ka qenë dhe është zhvillimi i metodave të
kontrollimit dhe karakterizimi i masave plastike. Institucionet më të rëndësishme
sipas të cilave më së shumti bëhen provat janë:
ASTM- American Society for Testing Materials
DIN -Deutscher Industrie Normen
BS - Britisch Standards
ISO - International Standardisation Organisation
Në vazhdim do të tregojmë disa prova të materialeve polimere sipas standardit
ASTM:
PROVA SIPAS STANDARDIT – ASTM D 792
DENDËSIA: është pesha në njësi të vëllimit të materialit në 23°C dhe
shprehet në g/cm3.
Madhësia e kampionit për provë:
Për metodën A kampioni fitohet me presim ose mirret nga pjesët e prodhuara.
Për metodën B përdoret pluhuri ose granulati për presim.
Me metodën A fitohen vlera analitike më precize.
KONDICIONIMI I EPRUVETAVE PËR PROVË: Para se me iu nënshtrua
testit, epruvetat duhet për një kohë të qëndrojnë në atmosferen standardizuese në 23°
C.
Mënyra e provës-METODA A: Epruveta (kampioni) virret në një spagë dhe
matet në vagë, pastaj zhytet në ujë dhe përsëri matet. Ndryshimi në peshë mundëson
llogaritjen e dendësisë.
Mënyra e provës-METODA B: Peshohet 5 gram pluhur ose granulat, vehen
në një shishe për caktimin e dendësisë dhe atëherë përmes peshës dhe vëllimit
llogaritet vlera karakteristike në 23° C.
PROVAT SIPAS STANDARDIT—ASTM D 570
ABSORBIMI I UJIT (24 orë në 23 0C, 3,2 mm ). Uji të cilin e absorbon
materiali mund të shkaktojë ndryshimin e vetive mekanike dhe elektrike, e

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
25
njëkohsisht dimensionet e prodhimit final. Për këtë arsye është e nevojshme që gjatë
zgjedhjes së materialit me pas kujdes që të sigurohen kushtet e nevojshme, të
domosdoshme për përdorimin e atij materiali.
Madhësia e kampionit për provë: Një disk me përmasa 50 mm, me trashësi
3,2 mm.
Kondicionimi i epruvetave për provë: Para provës epruvetat duhet të teren
24 orë në 50˚C, e pastaj të ftohen.
Mënyra e provës: Pas kondicionimit epruvetat maten në peshojë, zhyten në
ujë në 23˚C për kohën prej 24 orëve, teren me leckë dhe përsëri maten në peshojë.
Vlera e absorbimit të ujit shprehet në %.
PROVAT SIPAS STANDARDIT—ASTM D 696
KOEFICIENTI I ZGJATIMIT LINEAR GJATË NXEMJES; Koeficienti
i zgjatimit linear të trupave të ngurtë është numri, i cili na tregon për sa zgjatet një cm
e atij trupi, kur e nxejmë për 10C.
Madhësia e kampionit provues: Epruvetat provuese duhet të jenë të gjata 50
deri 125 mm, me prerje tërthore rrethore, katërkëndore ose katrore dhe duhet të kenë
aso dimensione që të mos fërkohen për muret e gypit të diletometrit.
Baza e epruvetës provuese duhet të jetë normale me aksin e gypit.
Kondicionimi i epruvetave provuese: Tharja 24 h në 500C, pastaj ftohja.
Mënyra e provës: Epruveta provuese vendoset në gypin e diletometrit dhe
lidhet me numruesin i cili matë ndryshimin e gjatësisë së epruvetës. Diletometri
vendoset në komoren termostatike, ndërsa zgjatimi shenohet si dy temperatura të
ndryshme. Koeficienti i zgjatimit linear gjatë nxemjes shprehet në cm / cm / 0C.
PROVAT SIPAS STANDARDIT—ASTM D 177
PËRQUESHMËRIA E NXEHTËSISË; Përqueshmëria e nxehtësisë e
materialit mund të ndryshojë varësisht nga struktura e materialit, nga forma e
epruvetës, nga kondicionimi, etj.
Madhësia e kampionit provues: Përdoren epruveta normale provuese, të
fituara nga pllakat me trashësi 30 deri 100 mm.
Kondicionimi i epruvetave provuese: Tharja në 102 deri 1220C deri te pesha
konstante.
Mënyra e provës: Epruveta provuese vendoset në mes dy pllakave, nga të cilat
njëra është e nxehur, e tjetra e ftohët; e tëra është e izoluar nga ndikimi i rrethinës,
kështu matet kalimi i nxehtësisë nëpër epruvetën provuese.
Duke marrë parasysh këtë vlerë, trashësinë dhe sipërfaqen e epruvetës, pastaj
ndryshimin e temperaturave në mes pllakës së nxehur dhe të ftohët, përqueshmëria e
nxehtësisë llogaritet dhe shprehet në cal / sec / cm2 /
0C / cm.

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
26
PROVAT SIPAS STANDARDIT—ASTM D 785
FORTËSIA SIPAS ROCKWELL-it ; shërben për diferencimin e tipeve të
ndryshme nga materiali i njejtë.
Madhësia e kampionit provues: Trashësia minimale e kampionit është 6,3
mm. Kjo trashësi minimale mund të arrihet me vendosjen e më shum mostrave të
holla njëra mbi tjetrën.
Kondicionimi i epruvetave provuese; Tharja 24 h në 50°C, pastaj ftohja.
Mënyra e provës; Me anë të sferës prej çeliku veprohet me ngarkesë minimale
në kampion për tu stabilizu aparatura. Atëherë brenda kohës prej 15 sec. veprohet me
ngarkesë më të madhe, pastaj ndërprehet dhe pas 15 sec. lexohet vlera përfundimtare,
me lexim direkt në aparaturë. Dimensionet e sferës si dhe ngarkesat provuese mund
të varirojnë, ashtuqë fitohen shkallë të ndryshme të fortësisë.
PROVAT SIPAS STANDARDIT—ASTM D 638
QËNDRUESHMËRIA NË KËPUTJE (duke përfshirë edhe zgjatjen gjatë
këputjes, si dhe modulin e elasticitetit);
Ky test përdoret për përcaktimin e qëndrueshmërisë së materialit, i cili është i
ngarkuar në tërheqje për së gjati aksit, deri në këputje.
Me këte njëkohsisht përcaktohet edhe zgjatimi.
Testi gjithashtu përdoret për përcaktimin e MODULIT TË ELASTICITETIT, i
cili paraqet raportin në mes sforcimit dhe zgjatimit specifik, brenda një zoneje të
caktuar të ngarkuar: /E
Kjo vlerë është mjaft me rëndësi për të seleksionu materialin më elastik në mes
të materialeve të ngurta.
Madhësia e kampionit provues; Fitohet me presim ose me gdhendje nga
pllakat më të mëdha. Trashësia normale është 3 mm, ndërsa dimensionet tjera fitohen
nga tabelat e ASTM.
Kondicionimi i epruvetave provuese; Bëhet tharja 24 orë në 50°C, pastaj
ftohja, nëse nuk është ndryshe e precizuar.
Mënyra e provës; Njëri skaj i kampionit shtërngohet për kokën e palëvizshme,
ndërsa skaji tjetër për kokën e pjesës lëvizëse të makinës këputëse. Pastaj kjo pjesë e
lëvizshme me shpejtësi të caktuar lëvizë varësisht nga lloji i materialit deri në këputje
të kampionit. Në këtë mënyrë fitohet lakorja e caktuar e sforcimit dhe zgjatimit.
PROVAT SIPAS STANDARDIT—ASTM D 790
QËNDRUESHMËRIA NË LAKIM; Në testin e lakimit kampioni provues në
të njejtën kohë iu nënshtrohet dy llojeve të ngarkesave: shtypjes dhe zgjatjes. Si

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
27
ngarkesë maksimale konsiderohet vlera gjatë së cilës materialet lakohen pa u këputë,
ndërsa ngarkesa ka arrijtë në 5 % të deformimit.
Madhësia e kampionit provues; Dimensionet standarde janë 127 x 12,7 x 6,4
mm. Për trashësi tjera dimensionet ndryshojnë sipas standardit ASTM.
Kondicionimi; Tharja 24 orë në 50°C dhe pastaj ftohja.
Mënyra e provës; Kampioni provues vendoset mbi dy mbështetës dhe
veprohet me ngarkesë në mes, e cila lëvizë me shpejtësi konstante dhe varet nga
dimensionet e kampionit dhe tipi i materialit të cilin e provojmë.
PROVAT SIPAS STANDARDIT—ASTM D 695
QËNRUESHMËRIA NË SHTYPJE; Qëndrueshmëria në shtypje është veti
shum e vlefshme për krahasimin e tipeve të ndryshme të materialit të njejtë në mes
vedi.
Madhësia e kampionit provues; Prizëm katërkëndore me prerje 12,7 x 12,7
dhe lartësi 25,4 mm, ose cilindër me diametër 12,7 mm dhe lartësi 25,4 mm.
Kondicionimi; Tharja 24 orë në 50°C dhe pastaj ftohja.
Mënyra e provës; Kampioni provues vendoset në mes dy pllakave, nga të cilat
njëra është e pa lëvizshme, e tjetra e lëvizshme. Me ndihmën e pllakës së lëvizshme
shtypet njëri skaj i kampionit me shpejtësi 1,27 mm/min; gjatë ngarkimit vështrohet
deformacioni. Përcaktohet forca e nevojshme për ta shkatrru kampionin, ose në rast
se kampioni nuk plasaritet, ngarkesa (forca) te % e ndryshme të deformimit.
9.0. TERMOPLASTET MË TË NJOHURA
9.1. POLIETILENI-PE
Pesha specifike: LDPE- i butë (0,91-0,94 kg/dm3) dhe
HDPE- i fortë (0,94-0,98 kg/dm3)
HDPE-(high-density polyethylene) , LDPE- (low-density polyethylene)
Polietileni (d.v.) është polimeri më i vjetër nga grupa e poliolefinave, i fituar
me polimerizim të etilenit dhe të butanit nën presion të lartë.
Për shkak të çmimit të ulët të tijë dhe për shkak të vetive të mira , përdoret me
të madhe për punimin e gypave, profileve dhe folive, mbështjelljen e kabllove e tj.
Polietileni (d.m.) është prodhim i ri i polimereve nga grupa e poliolefineve. Për
shkak të vetive shumë të mira kimike dhe shtalbësisë, përdoret me të madhe. Ky
polietilen mundet përsëri të përpunohet me shtues të ndryshëm, siç janë stabilizatorët,
zbutësit, ngjyrërat, pigmentet, etj.

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
28
-Ka veti të mira elektrike. Lehtë përpunohet me të gjitha teknikat (me
ekstrudim, me injektim, me vakum,...)
-Shenjat dalluese: nëse e ndezim, ka erë të parafinës (qiriut të fikur),
vazhdon të digjet dhe shkrihet.
-Është rezistent ndaj të gjithë tretësve organik, thartirave, alkoholit,
benzinës, ujit, vajit, etj.
-Përdorimi: ambalazhë të gjërave ushqimore, enë për ujë, rezervoarë,
gypa të ujit.
LDPE HDPE
Pika e zbutjes oC 75-110 77-110
Shtalbësia në thyerje (kJ/m2) Nuk thehet 27-108
Qëndrueshmëria në tërheqje (N/mm2) 4-16 21,5-28,5
Moduli i elasticitetit (N/mm2) 98,5-250 420-1260
TEMPERATURAT E EKSTRUDIMIT për HDPE
Zonat Temperaturat e duhura oC
I 160-180
II 180-195
III 195-270
IV 230-280
Vegla 250-270
9.2..POLIPROPILENI-PP
Pesha specifike: (0,9-0,91 kg/dm3)
Polipropileni bie në masat termoplastike me peshë specifike më të ulët dhe
dallohet për nga vetitë e shkëlqyeshme mekanike e veçanërisht atyre kimike,
gjegjësisht ka rezistencë të lartë ndaj ndikimit të thartirave. Për këtë arsye
shfrytëzohet masovikisht në repartet e industrisë kimike, ku janë mediumet shumë
agresive.
-ka veti më të mira termike dhe mekanike, ndërsa në temperatura të ulëta më
pak i qëndrueshëm.
-është rezistent ndaj: thartirave, tretësirave të acidit klorhidrik, vajit etj.
-përdorimi: pllaka, gypa, mbështjellës të kabllove, industria e automobilave,
teknika e bardhë.
PP
Shtalbësia në thyerje (kJ/m2) 2,7-10,8
Qëndrueshmëria në tërheqje (N/mm2) 28-38
Pika e zbutjes oC 165-170
Moduli i elasticitetit (N/mm2) 1120-1500

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
29
9.3. POLIVINIL KLORIDI-PVC
Pesha specifike: (1,1-1,3 kg/dm3)
Është një nga masat plastike më të vjetra, por për shkak të vetive të mira
mekanike dhe kimike përdoret edhe sot. Prodhohet në shumë tipe si i butë, gjysëm i
fortë dhe i fortë. Dallimi kryesor në mes PVC-së në formë të zbutur dhe i PVC-së të
fortë qëndron në përmbajtjen zbutësve.
-me sukses e zëvendëson PP,
-shenjat dalluese: digjet me flakë të gjelbërt, i vie era thartirë të kryprave.
-rezistent ndaj: hidrokarbureve, vajrave minerale, alkoholit, thartirave
yndyrnave, benzinës.
-jo rezistent ndaj: benzolit,
-përdorimi: është ende i gjërë dhe shfrytëzohet për punimin e zorrëve, gypave,
profileve, për mbështjelljen e kabllove dhe telave, etj.
PVC e fortë PVC e butë
Shtalbësia në thyerje (kJ/m2) 2,1-108 Varës.nga plastifikatori
Qëndrueshmëria në tërheqje (N/mm2) 35-63 10,5-24,5
Pika e zbutjes oC 60-80 50-75
Moduli i elasticitetit (N/mm2) 2460 - 4220 Varës.nga plastifikatori
TEMPERATURAT E EKSTRUDIMIT
Zonat PVC i butë oC
granulat
PVC i butë oC
pluhur
PVC i fortë oC
pluhur
PVC i fortë oC
granulat
I 180-200 170-200 185-190 150-155
II 170-180 160-180 180-185 160-165
III 160-170 150-170 170-180 170-180
IV 160-150 150-165 170-175 165-180
Vegla 160-180 160-180 175-180 170-180
9.4. POLISTIRENI-PS
Pesha specifike: (1,0-1,1 kg/dm3)
Është polimer shumë i shpërndarë. Për përdorim në përpunim me ekstrudim,
gjatë proqesit të prodhimit pasurohet me elastomere të cilat ia rrisin viskozitetin.
Kështu më së shumti pasurohet me akrilonitril, si stirol akrilonitril (SAN) ose i
pasuruar me butadien, si butadien stirol (SB).
-i fortë, i thyeshëm, ka veti të mira elektrike dhe dielektrike, i përshtatshëm për
ngjyrosje.
-shenjat dalluese: flakë të shëndritshme, ka shije të ëmbël (stirol).
-rezistent ndaj: alkoholit, eterit, tretësirave të acidit klorhidrik.
-jorezistent në: benzin, benzol,
-përdoret: në mjekësi, në industrinë ushqimore, në industrinë e frigoriferëve në
formë pllakash, për lodra, në elektronikë, për punimin e profileve, më rrallë për gypa.

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
30
PS
Shtalbësia në thyerje (kJ/m2) 1,35-2,16
Qëndrueshmëria në tërheqje (N/mm2) 34-85
Pika e zbutjes oC 90-120
Moduli i elasticitetit (N/mm2) 2810-4220
TEMPERATURAT E EKSTRUDIMIT
9.5.AKRILONITRIL BUTADIEN STIREN-ABS
Pesha specifike: (1,02-1,2 kg/dm3)
Sipas vetive të tij është i ngjajshëm me polistirenin, PVC, poliamidet. Për
shkak të vetive të mira, bie në grupën e termoplasteve me kualitet të lartë. Prodhohet
në variante të ndryshme dhe për përdorime të ndryshme.
Gjatë përpunimit të ABS është e domosdoshme tharja e granulatit për të ndarë
lagështinë e cila duhet të jetë nën 0,1%.
-një version i përmirësuar i PS, i fortë, i përshtatshëm për galvanizim me
metale, përpunueshmëri të mirë në ekstruderë, viskozitet të mirë, qëndrueshmëri të
mirë në goditje, rrjedhshmëri në të ftohët.
-rezistent ndaj: thartirave, vajit, yndyrnave.
-jorezistent ndaj: acetonit, eterit, etilbenzolit, etilkloridit, etilenkloridit.
-përdoret në elektronikë.
ABS
Shtalbësia në thyerje (kJ/m2) 6-21,6
Qëndrueshmëria në tërheqje (N/mm2) 42-61
Pika e zbutjes oC 85-105
Moduli i elasticitetit (N/mm2) 2300-3000
TEMPERATURAT E EKSTRUDIMIT
Zonat Për pllaka oC Për gypa dhe profile
oC
I 160-170 200-210
II 170-180 210-215
III 180=190 210-220
IV 200-210 220-230
Vegla 210-220 230-240
Zonat PS oC SB
oC SAN
oC
I 140-150 150-165 150-170
II 160-180 160-180 160-200
III 180-230 180-210 190-230
IV 220-240 190-220 200-240
Vegla 210-250 220-250 200-250

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
31
9.6. POLIAMIDET-PA
Pesha specifike (1,02-1,15 kg/dm3)
Është i njohur nga viti 1940 me emrin Nylon 66-emër tregëtar për PA të firmës
Du Pont. Sot njihen disa tipe të PA si: PA6, PA6.6, PA12. Me shtimin e primesave të
ndryshme, lehtë fitohen nëngrupe të ndryshme.
-është viskoz kur ka lagështi (2-5%), në gjendje të thatë është i egër,
-ka fortësi të mirë, veti të mira elektrike, ngjyroset mirë, mund të saldohet,
mund të ngjitet.
-nëse granulati i PA nuk është i thatë, vështirë përpunohet, për këtë
transportohet në thasë në vakum. Prodhimet gjatë injektimit absorbojnë lagështinë,
me këte iu rritet shtalbësia, iu zvoglohet fortësia.
-shenjat dalluese: digjet pa flakë
-është rezistent ndaj: vajit, benzinës, benzolit, ujit.
-jorezistent ndaj: acideve të krypërave, peroksidit të hidrogjenit.
-përdorimi: në elektronikë, pastaj për punimin e pëlhurave, gypave, profileve,
mbështjelljen e kabllove e të ngj.
PA6 PA12
Shtalbësia në thyerje (kJ/m2) 4,3-10 10,8-30
Qëndrueshmëria në tërheqje (N/mm2) 49-85 46-58
Pika e zbutjes oC 218-221 175-178
Moduli i elasticitetit (N/mm2) 773-3000 1260-1350
9.7. POLIACETALET-POM (polioksimetilen)
Pesha specifike (1,41-1,42 kg/dm3)
-shtalbësia shumë e mirë, fortësia, stabiliteti në dimensione. Ruajtja e mirë e
vetive edhe në temperaturë edhe në lagështi.
-rezistent ndaj: tretësve, vajrave dhe hidrokarbureve, acideve. Gjithashtu
rezistent ndaj konsumit, koeficient të ulët të fërkimit, i qëndrueshëm ndaj dritës.
-jorezistent ndaj: acideve të përqendruara, elementeve oksiduese. Shkatrrohet
lehtë në formaldehid nëse mbahet shumë kohë në temperatura të larta, lehtë vie deri
te eksplodimi.
-përdorimi: në elektrikë, elektronikë, në industrinë e automobilave, të tekstilit,
farmaceutike, ushqimore dhe kimike; për prodhimin e lodrave, aparateve elektrike
shtëpiake, e të ngj.
POM
Shtalbësia në thyerje (kJ/m2) 6,5-8,6
Qëndrueshmëria në tërheqje (N/mm2) 60-70
Pika e zbutjes oC 163-175
Moduli i elasticitetit (N/mm2) 2900-3520

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
32
9.8. POLIKARBONATI-PC
Pesha specifike (1,2 kg/dm3)
Bie në grupën e masave termoplastike shumë të forta, në grupën e poliestereve.
-Ka veti të mira mekanike të ngjajshme me metalet, ka stabilitet në
dimensione, ruajtje të formës edhe nga ndikimi i nxehtësisë në temperaturë prej 100-
140 oC, veti të mira dielektrike, transparencë dhe shkëlqim të lartë të sipërfaqes.
-rezistent ndaj: vajit, benzinës, alkoholit, oksiduesëve, krypërave, yndyrnave
bimore dhe shtazore.
-jo rezistent ndaj: acideve të përqendruara, benzolit.
-përdorimi: për punimin e pëlhurave sintetike të tekstilit; me ekstrudim
prodhohet folie që përdoren për paketimin e gjërave ushqimore, si dhe për
elektroizolime.
PC
Shtalbësia në thyerje (kJ/m2) 10,8-94
Qëndrueshmëria në tërheqje (N/mm2) 56-67
Pika e zbutjes oC 220-230
Moduli i elasticitetit (N/mm2) 8000-9000
TEMPERATURAT E EKSTRUDIMIT
Zonat Temperaturat e duhura oC
I 280-290
II 260-280
III 260-280
IV 250-275
Vegla 230-250

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
33
10.0. METODAT E PËRPUNIMIT TË
MATERIALEVE POLIMERE
Shndërrimi i lëndëve plastike mund të ndahet në 6 kategori të ndryshme.
1. Modelimet pa shtypje (me derdhje të lirë, me zhytje) dhe
me shtypje (me injektim, shtypje dhe transfer).
2. Ekstrudimi,
3.Termoformimet : Parimi i fryrjes (fryrja me shtypje të lëngut, fryrja
me diafragmë, ekstrudim-fryrje),
4. Laminimi,
5. Kalandrimi,
6. Punimet mekanike : (me nxehtësi, në të ftohtë).
Në fig.8 janë paraqitë simbolet kryesore të përpunimit të lëndëve plastike :

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
34
Fig.8-Simbolet teknologjike të përpunimit të lëndëve plastike
Çdo parim pune ka metodat, lëndët e para dhe mjetet e veta karakteristike të
përpunimit. Këto metoda në fakt janë proqese pune, të cilat i përshtaten më së miri
prodhimit të artikujve të një natyre të caktuar.
10.1. MODELIMI
Modelimi është mënyra klasike e shndërrimit të lëndëve plastike. Për këtë
qëllim shfrytëzohen mjete të ndryshme, që lënda plastike të bëhet e deformueshme
nën efektin e nxehtësisë, të shtypjes ose të tretësave. Lënda vihet në brendinë e një
forme me ose pa shtypje drejtëpërsëdrejti ose duke kaluar nëpër një vrimë (kanal) me
qëllim që në fund të nxirret objekti i dëshiruar.
MODELIMET PA SHTYPJE
Metodat më të thjeshta të modelimit të lëndëve plastike janë ato që zhvillohen
pa përdorimin e shtypjes. Këto metoda janë:

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
35
a) Modelimi me derdhje të lirë
Me metodën e shndërrimit të lëndëve plastike me derdhje të lirë, duke u nisur
nga rrëshira e lëngët që hynë në brendinë e një forme, të një hapësire ose mbi
sipërfaqet e sheshta, nxirren artikuj të ngurtësuar. Kalimi i rrëshirës nga gjendja e
lëngët në gjendje të ngurtë, arrihet nëpërmjet trajtimeve të veçanta që ndryshojnë
sipas rastit. Këto trajtime shpesh herë bazohen në përdorimin e nxehtësisë, të lëndëve
ngurtësuese dhe të katalizatorëve. Nganjëherë prodhimi përfundimtar arrihet në
temperaturën e vendit. Pra gati gjithmonë përdorimi i shtypjes përjashtohet. Në të
shumten e rasteve këto rrëshira punohen (derdhen) në forma (fig.9) ose sipërfaqe të
zbuluara (fig.10).
Fig.9- Derdhja e lirë e një pllake Fig. 10-Derdhja e lirë në sipërfaqe të zbuluar
Plastike
1-forma
2-pllaka plastike
Kjo metodë e përpunimit të lëndëve plastike është mjaft ekonomike, pasi
zhvillohet me mjete pune të thjeshta e të reduktuara në minimum.
Rrëshirat që përdoren për përpunimin me këtë metodë janë të shumta. Ato që
shndërrohen me këtë metodë rregullisht dhe në sasira më të mëdha janë: rrëshirat
fenolike, metakrilike, poliestere, P.V.C.
Paisjet për përpunim me derdhje të lirë
Përpunimi i lëndëve plastike me derdhje të lirë është i thjeshtë dhe nuk kërkon
paisje të shumta. Me qenë se puna zhvillohet pa shtypje, heqja e presave nga
përdorimi jep kursim të jashtëzakonshëm. Metoda e përpunimit me derdhje të lirë
premton prodhimin e prototipeve ose seri të vogla eksperimentale të një artikulli në
kushte ekonomike (pa shpenzime të mëdha).

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
36
b) Modelimi me zhytje
Një metodë tjetër ku përdoren mjete shumë të thjeshta të punës pa shtypje,
është modelimi me zhytje (fig. 11). Për këtë proces pune pregaditen forma shumë të
thjeshta, rreth të cilave bëhet veshja (ngritja) e lëndës, e cila krijon një shtresë të
rregullt rreth formës. Ndërtimi i formave për këtë proces pune duhet të bëhet në
mënyrë të tillë,
Fig. 11- Modelim me zhytje
1. Lënda plastike në gjendje të lëngëshme
2. Forma
që prodhimi të dalë nga forma pa pengesë. Për të njejtën arsye edhe lëndët që
përdoren duhet të jenë shumë të buta.
Procesi i punës qëndron në zhytjen e formave në solucionin e rrëshirës. Pastaj
ato nxirren dhs varen në një rresht. Sipas natyrës së rrëshirës, forma e veshur me
solucion vihet në një lëng të koagulimit, ose lihet të avullohet tretësi ose vehet në një
furrë që të sigurohet zhelatimi.
Lëndët që përdoren me këtë proces pune janë celuloza e regjeneruar, acetati i
celulozës, pastat e P.V.C.
Kjo metodë pune shërben për prodhimin e kapave për fëmijë, gishtëzave të buta,
dorëzave e artikujve të tjerë të kësaj natyre.
10.1.1. PARIMET E MODELIMIT ME NXEHTËSI DHE ME
SHTYPJE
Modelimi i lëndëve plastike kryhet në përgjithësi nën efektin e kombinuar të
nxehtësisë dhe të shtypjes. Dihet se termondjeshmëria e lëndëve plastike ka bërë që të
dallohen dy grupe të mëdha të këtyre lëndëve: termoplastet dhe termoduret.
Rrëshirat termoplastike që zbuten me nxehtësi, marrin trajtë dhe ngurtësohen
me anën e ftohjes, ku ky cikël mund të përsëritet pa fund.

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
37
Rrëshirat termodure, që ngurtësohen me nxehtësi, pësojnë një shndërrim
kimik të pakthyeshëm duke u bërë të pashkrishme, të patretshme, të ngurta
përfundimisht në trajtat e tyre që njëherë kanë marrë.
Përpunimi i të gjitha lëndëve plastike me parimet e modelimit përmban këto
proqese:
a) Plastifikimi i lëndës
Lënda plastike duhet të ketë aftësi që të mbushë të gjitha imtësirat e një
forme. Për këtë arsye lënda duhet të jetë në masë të mjaftueshme e butë dhe plastike.
Në rastet e modelimit në të ftohët, lënda pregaditet dhe përpunohet në gjendje
të ftohët. Në qofë se lënda ngrohet në brendinë e një forme, e cila duhet t’i japë
trajtën e dëshiruar objektit që kërkohet, atëherë kjo mënyrë e modelimit quhet
modelim me shtypje.
Ngrohja e lëndës mund të bëhet edhe jashtë formës, në një enë nga ku
injektohet në brendinë e një forme. Kjo mënyrë quhet modelim me injektim, që
përdoret për përpunimin e termoplasteve në përgjithësi dhe më rrallë për përpunimin
e termodureve.
b) Dhënja e trajtës
Lënda e plastifikuar duhet të merr pamjen e formës.
Në mënyrën e modelimit me shtypje, dhënja e trajtës arrihet duke shtërnguar
dy pjesët e ndryshme të një forme njërën kundrejt tjetrës, në mënyrë që të zvoglohet
vendi i zënë nga lënda; në fund lënda ngjeshet deri në maksimum, deri sa të marrë
trajtën e dëshiruar.
Në mënyrën e modelimit me injektim, më parë bëhet mbyllja e formës, e
pastaj bëhet injektimi me shtypje të lartë të lëndës së zbutur përpara në një enë të
veçantë, të quajtur cilindri i injektimit.
c) Ngurtësimi
Prodhimi duhet të jetë përfundimisht i ngurtësuar në trajtën e detyruar.
Modelimi me shtypje i lëndëve plastike, që ngurtësohen me nxehtësi,
(termodureve) kërkon njëfarë kohe që forma e ngrohtë të mbetet e mbyllur me lëndë
brenda e të plotësojë shndërrimin kimik për të dhënë prodhimin përfundimisht të
ngurtë, që duhet të qëndrojë kështu si në të ngrohtë ashtu edhe në të ftohët.
Përkundrazi, modelimi me injektim i lëndëve plastike që zbuten me nxehtësi
(termoplasteve), mbasi të derdhet në brendinë e formës me shpejtësi jashtëzakonisht
të madhe kërkon një farë kohe për ftohje para se të hapet forma, që të mos nxirret
prodhimi i deformuar dhe praktikisht i papërdorshëm.

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
38
d) Nxjerrja e objektit të modeluar
Ky veprim kryhet me mënyra dhe mjete të ndryshme, sipas konfiguracionit të
objekteve. Në të shumtën e rasteve ato nxirren me ndihmën e paisjeve automatike dhe
pas kësaj cikli i punës mund të përsëritet.
Lëndët e zbutura përpara me nxehtësi (termoplastet), marrin trajtë me
injektim në brendinë e një forme të ftohët me cikël të shpejtë, të mjaftueshëm për
ngurtësimin e lëndës. Po ashtu ato mund të marrin trajtë edhe me shtypje në brendinë
e një forme të ngrohtë; por nxjerrja e prodhimit nuk mund të bëhet para ftohjes së
lëndës (ngurtësimit).
Lëndët që ngurtësohen me nxehtësi (termoduret), marrin trajtë me shtypje
në brendinë e një forme të ngrohtë, me cikël të ngadalshëm, që siguron pjekjen e tyre.
Por ato mund të modelohen edhe me injektim ose me një proqes shumë të ngjajshëm,
të quajtur transfer. Me këtë proqes pune, një lëndë që ngurtësohet me nxehtësi, në
gjendje të zbutur përpara shtyhet me shtypje në brendinë e një forme të ngrohtë, ku
bëhet ngurtësimi përfundimtar i lëndës. Prodhimi nxirret nga forma, e cila mbetet
vazhdimisht nën veprimin e nxehtësisë.
Në proqesin e punës me shtypje (presim), i njejti organ, d.m.th. forma, kryen
të tre proqeset: plastifikimin, dhënjen e trajtës dhe ngurtësimin e lëndës plastike
(fig.12).
Në proqesin e punës me injektim, proqesi i plastifikimit të lëndës plastike
bëhet në një organ të jashtëm, që quhet ena ose cilindri i injektimit. Prej këtu,
nëpërmjet një maje injektimi, lënda e shkrirë injektohet në brendinë e një forme të
mbyllur (fig. 13).
Fig.12-Formë për modelimin e Fig.13-Injektimi i lëndës së shkrirë
Termodureve 1) forma e mbyllur, 2) maja e injektimit(difuzori)
3) cilindri i injektimit

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
39
a)
b)
Fig.14-Fazat e injektimit(a) dhe (b) vegla për injektim me pjesët e ekstruderit
10.2. EKSTRUDIMI
Ekstrudimi është proqes i pandërprerë i përpunimit të masave plastike.Me
këtë veprim masa plastike, si lëndë e parë, në formë pluhuri ose granulati të formave
të ndryshme, hidhet nëpërmjet depos së furnizimit në cilindër të makinës.Në brendinë
e cilindrit lënda përzihet, ngrohet, shkrihet dhe homogjenizohet nën veprimin e
nxehtësisë dhe të rrotullimeve të vazhdueshme të një shneku (një apo dy kërmilla),
transportohet duke kaluar ndërmjet shnekut (kërmillit) dhe cilindrit dhe në fund në
veglën e makinës, formohet dhe merr formën e dëshiruar.

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
40
Kjo makinë në të cilën zhvillohet ky proqes i përpunimit të masës plastike
quhet ekstruder.
Fig.15-Ekstruderi me një kërmill. 1)kërmilli, 2)cilindri, 3)koka për lidhje me veglën, 4)zona
hyrëse e ftohur me ujë, 5)depoja e furnizimit me lëndë të parë, 6)reduktori,7)temperimi i kërmillit,
8)sistemi për ftohje dhe temperim të cilindrit, 9)elementet nxehëse për nxemjen e cilindrit.
Pjesa kryesore e ekstruderit është kërmilli, i cili është i vendosur paralel me
aksin e cilindrit. Me rrotullimin e kërmillit në cilindër, i cili më përpara është nxe,
bëhet përpunimi i masës gjatë fërkimit për sipërfaqe të kërmillit dhe murit të
brendshëm të cilindrit.Në fillim të kërmillit granulati bjen nëpër kanalet e tij të cilët e
shtyejnë masën kah koka e ekstruderit. Që të sigurohet transporti sa më i mirë,
plastifikimi, homogjenizimi, e gjithashtu edhe kompresioni, kërmilli është i punuar
ashtu që në fillim i ka kanalet më të thella, ndërsa duke shkuar nga fundi thellësia dhe
numri i dredhave shkon duke u zvogluar. Forma dhe dimensionet e kërmillit varen
nga lloji i materialit që përpunohet, gjegjs. nga karakteristikat e tyre, p.sh. nga
fortësia e granulave, temperatura e shkrirjes, viskozitetit të masës së shkrirë,
koeficientit të fërkimit etj. Sipas kësaj, del se nuk ekziston kërmill universal, që do t’i
përgjigjej përpunimit të të gjitha llojeve të masave plastike. Megjithatë, sipas
funksionit, pavarësisht nga ajo se cili tip i plastmasave ekstrudohet, çdo kërmill
ndahet në disa zona :
1. Zona hyrëse-fillon nga hyrja për furnizim dhe ka për detyrë të transportojë
materialin deri në zonën tjetër.
2. Zona e plastifikimit- ka për detyrë që masën plastike ta bëjë të shkrishme
dhe t’a përcjellë në zonën tjetër në gjendje të homogjenizuar pa prezencë të
ajrit.
3. Disa zona në vazhdim- janë pjesë e kërmillit të cilat e shtyejnë masën drejt
kokës së ekstruderit.

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
41
Veprimi homogjenizues i pjesës kërmillore varet nga shumë faktorë, por më i
rëndësishmi në këtë aspekt është raporti në mes gjatësisë së kërmillit dhe diametrit të
tij – L : D.
Ekzistojnë ekstruder me një, dy dhe më shumë kërmilla.Te ekstruderi me një
kërmill vlera maksimale e raportit L : D është 30, ndërsa te ata me shum kërmilla
është 20. Për përpunimin e polietilenit me ekstrudim mjafton raporti L : D 15 deri
18, ndërsa te ekstrudimi i polistirenit L : D është 25.
Fuqia e instaluar e ekstruderit llogaritet varësisht nga sasia, gjegjësisht nga orët
e punës të ekstruderit dhe te ekstruderët modern kjo fuqi është 0,4 KW për kp të
materialit të përpunuar. Kapaciteti në orë i ekstruderit llogaritet sipas formulës :
K = Gs∙ D2 ∙ T ∙ n ∙ 60 (gr/h)
ku janë:
Gs –pesha specifike e masës plastike
D – diametri i kërmillit në cm
T – thellësia e ecjes në cm
n – numri i rrotullimit në minutë
Për ekstrudimin e PVC-së të fortë dhe të butë L : D është zakonisht 20 dhe
kompresioni 2,8 : 1. Sipërfaqet duhet të jenë të kromuara.
Në përpunimin e masave termoplastike, teknika e ekstrudimit zen vend shumë
të rëndësishëm. Një sasi e madhe, gadi 50 % nga të gjitha plastmasat e përpunuara bie
në ekstrudim. Prodhimi i filmave, folive, pllakave, gypave, pëlhurave, rrjetave,
mbështjellja e përquesëve elektrik, etj., janë të lidhura me ekstrudimin e masave
plastike.
Fig.16-Prodhime të ndryshme me anë të ekstruderit
Ekstrudimi nuk i takon vetëm përpunimit të lëndëve plastike, por përdoret edhe
në industritë e tjera, siç janë p.sh. brumrat ushqimore, industria e sapuneve, e
porcelanit ose e metaleve.

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
42
Studimi i asaj që ndodh kur lënda ka dalë nga filiera, (ftohja e saj, kalibrimi,
transportimi) i takon teknologjive të ndryshme të ekstrudimit. Prodhimi i fletëve të
holla, i gypave, i profileve të ndryshme e artikujve tjerë të kësaj natyre, kërkojnë
aparaturë dhe paisje nga më të ndryshmet. Në çdo rast është e domosdoshme që lënda
të dalë nga cilindri i makinës e homogjenizuar dhe në gjendje viskoze në masën më të
përshtatshme për artikullin që prodhohet.
Cilësia e artikullit që prodhohet varet në masën më të madhe nga gjendja e
lëndës se si është punuar në brendinë e makinës.
Të gjithë artikujt që prodhohen me këtë parim pune quhen profile, pasi që
prodhimi i tyre bëhet me një proqes pa ndërprerje. Këto profile janë nga më të
ndryshmet. Në fig.17 janë paraqitë disa tipe. Këto mund të shërbejnë drejtpërdrejt si
prodhime të gatshme, ose mund të shërbejnë si gjysëm prodhime dhe të shndërrohen
në artikuj të tjerë me proqese teknologjike të mëvonshme.
Fig.17-Disa tipe profilesh
Ndër lëndët më të përdorshme me këtë parim pune njihen : P.V.C., acetati i
celulozës, polipropileni, polietileni dhe polistireni.

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
43
Ngrohja dhe homogjenizimi i lëndës punuese
Lënda ngrohet pjesërisht nga kontakti me faqet e ngrohta të cilindrit dhe të
shnekut. Nxehtësia që merr nga cilindri i ngrohur dhe veprimi përzierës i
shnekut(kërmillit) si dhe fenomeni i fërkimit, bëjnë që lënda të ketë temperaturë të
njëllojtë në të gjithë vëllimin e saj.
Cilindri i makinës mund të ngrohet me vaj të ngrohtë ose me avull, por në
përgjithësi është më e përshtatshme ngrohja me një sistem të rezistencave elektrike.
Sistemet e ngrohjes me vaj të ngrohtë ose me avull kanë një përparësi se janë më të
ndieshme e të gatshme për ndryshimet e temperaturës dhe sigurojnë nxehtësi të
njëllojtë. Megjithatë, këto sisteme të ngrohjes janë shumë më të kushtueshme se
sistemi i ngrohjes elektrike. Për këtë arsye , përdorimi i ngrohjes me sistemin elektrik
është bërë sistemi më i pranueshëm në praktikën e punës me parimin e ekstrudimit.
Siç mësuam më sipër , cilindri ndahet në dy, tre dhe më shumë zona të
pavarura të termorregullimit. Krahas kësaj ngrohjeje, cilindri ftohet me ujë të ftohtë e
të qarkullueshëm në pjesën e grykës së vet. Ftohja e grykës së cilindrit, d.m.th. e
pjesës që përkon me hyrjen e lëndës, parandalon grumbullimin e kokrrizave të lëndës
plastike e ngjitjen e tyre dhe rrjedhimisht ndihmon furnizimin e rregullt të cilindrit
me lëndë të parë. Ftohja e cilindrit mund të bëhet edhe gjatë gjithë gjatësisë së tij me
ujë ose me ajër (ventilim). Ky sistem ftohjeje ndihmon që temperatura e cilindrit të
mbahet e qëndrueshme gjatë gjithë kohës së punës. Për të njejtën arësye, në raste të
veçanta, edhe shneku i makinës mund të ketë ftohje të pavarur.
Fig.18-Nxehësi i cilindrit : 1) nxehësi, 2) izolatori, 3) lamarina mbrojtëse (Ihne Tesch)

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
44
Fig.19-Nxehësi i cilindrit me paisjen për ftohje me ajër(Troester)
Fig.20-principi i temperimit të cilindrit të ekstruderit (Bone) : 1) nxehja dhe ftohja e cilindrit
(këmishëza), 2) elementi nxehës, 3) hyrja e ujit të ftohtë, 4) treguesi i rrjedhjes,
5) valvola magnetike, 6) gypi kthyes, 7) hyrja për ujë të ftohtë, 8) rezervoari, 9) shndërruesi i
nxehtësisë, 10) pompa e ujit, 11) prurja e ujit të ftohtë.

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
45
10.2.1. EKSTRUDIMI I GYPAVE DHE PROFILEVE
Për prodhimin e gypave dhe profileve më së shumti përdoren materialet nga
PVC(polivinilkloridi), PE(polietileni me dendësi të vogël dhe të madhe),
PP(polipropileni), më rrallë PA(poliamidi), PMMA(polimetilmetakrilati),
PC(polikarbonati) etj.
Për prodhimin e gypave nga PVC-ja pluhur, më së shumti përdoret ekstruderi
me dy kërmilla, ndërsa për prodhimin e gypave nga poliolefina dhe termoplastet tjera,
përdoret ekstruderi me një kërmill (fig.21).
Fig.21-Ekstruderi për prodhimin e gypave me diametër të madh (Thyssen)
me një kërmill (lart) dhe me dy kërmilla (poshtë)
Masa e shkrirë hyn në veglën unazore dhe nga ajo del në paisjen për kalibrim,
ku merr dimenzionin e paraparë, e pastaj kalon në komorën për ftohje dhe paisjen për
tërheqje dhe prerje (fig.22).

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
46
Fig.22-Skica e aparaturës për prodhimin e gypave (Thyssen): 1) ekstruderi dykërmillor, 2) vegla,
3) Kalibratori, 4) vakum pompa, 5) komora për ftohjen e gypave me ujë, 6) vakum pompa për nevoja
të ftohjes së gypave, 7) paisja për tërheqjen e gypave.
Paisjet e nevojshme
Gjatë prodhimit të gypave përdoren ekstruderët të konstruksioneve të
zakonshme te të cilët raporti në mes gjatësisë dhe diametrit sillet për ekstruderët me
një kërmill deri 30 D, e për ata me dy kërmilla ky raport sillet deri në 22 D.
Kërkesa të veçanta paraqet prodhimi i gypave drejtpërdrejt nga PVC-ja pluhur
sepse në ato raste nevoitet montimi i një dozues kërmillor në depon furnizuese që të
pengohet hyrja e pakontrolluar e pluhurit në ekstruder.Por edhe ky problem në kohët
e fundit është zgjedhë me montimin e një dozuesi automatik.
Vegla për dhënjen e formës së gypit
Për prodhimin e gypave, kryesisht përdoren vegla përkatëse për secilin lloj të
materialit veçanërisht, edhepse nuk kanë ndonjë dallim të madh në konstruksion të
veglës për poliolefina ose PVC,(fig.23).
Fig.23-Skema e kokës për ekstrudim të gypave: 1) gypi plastik, 2) mbajtësi i pllakës me vrima, 3)
prurja e ajrit, 4) pllaka me vrima, 5) ekstruderi, 6) kërmilli, 7) orientuesi (therra), 8) mbajtësi i
therrës, 9) unaza e daljes së gypit, 10) nxehësat
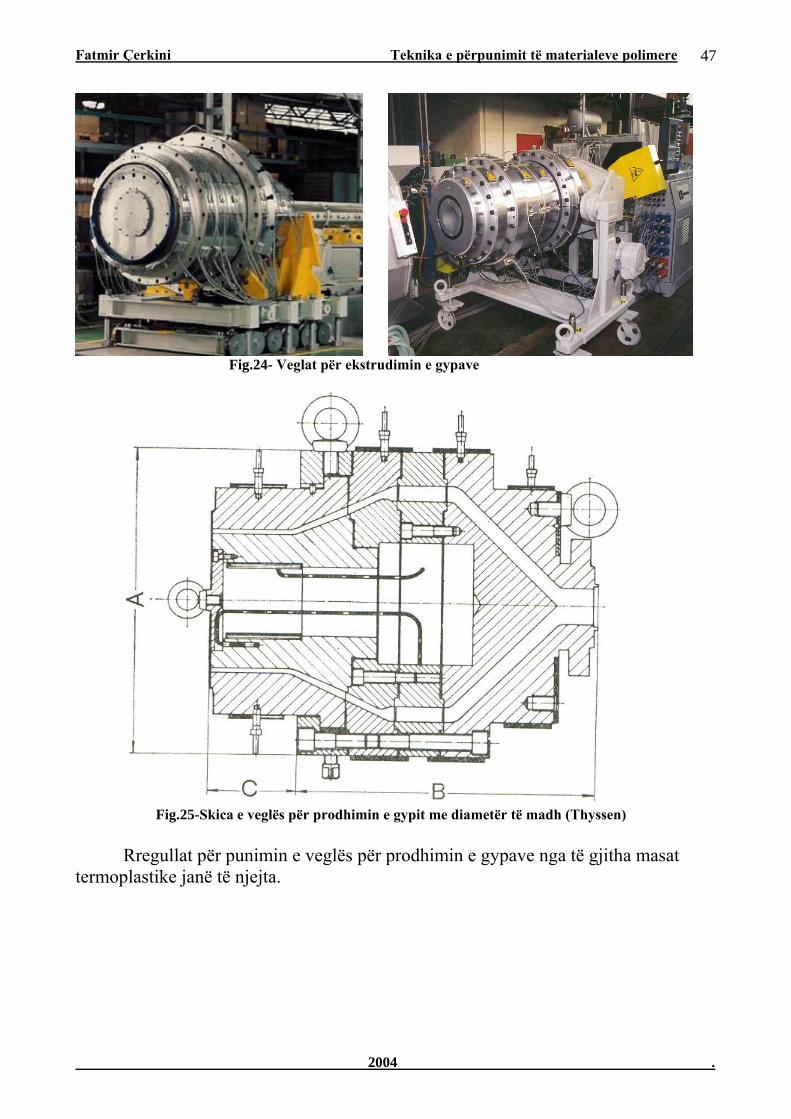
Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
47
Fig.24- Veglat për ekstrudimin e gypave
Fig.25-Skica e veglës për prodhimin e gypit me diametër të madh (Thyssen)
Rregullat për punimin e veglës për prodhimin e gypave nga të gjitha masat
termoplastike janë të njejta.

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
48
Elementet themelore të ekstruderit për prodhimin e gypave
ZGJEDHJA E EKSTRUDERIT VARËSISHT NGA DIAMETRI I GYPIT Tabela 3
Diametri i gypit mm Diametri i kërmillit mm
32
32-90
90-180
180-400
400-1200
45-60
60-90
90-120
120-150
150-200
Vegla duhet të ketë aso forme që të siguron rrjedhje të njëtrajtshme të masës së
shkrirë, dhe askund të mos vie deri te pengesa e materialit plastik. Mbajtësi i therrës
duhet të ketë profil simetrik të lëmuet.
Ekstruderi dykërmillor
Lëndët e para:
-PVC i fortë
-PVC i butë
-PVC pluhur Tabela 4 Kërmilli
mm
Raporti
L/D
Fuqia e
Motorit
kW
Fuqia e
nxemësave
kW
Kapaciteti
kg/h
Rrotullimet
e kërmillit
min-1
Momenti
nominal i
rrotullimit
m kp
Pesha
bartëse e
kushinet.
kp
1 2 3 4 5 6 7 8
77
77
98
98
150
12
16
14
18
17
25
25
33
37
133
17
17
31
36
88
120-230
200-400
300-550
450-750
650-1200
12-50
10-45
10-40
8-30
5-20
400-500
500-600
800-1000
1300-1500
2000-2500
100.000
180.000
250.000
300.000
600.000
Ekstruderi me një kërmill
Lëndët e para:
-Polietileni (me dendësi të vogël)
-Polietileni ( d. të m.)
-Polipropileni
-Poliamidi Tabela 5
1 2 3 4 5 6 7 8
45
60
80
90
120
150
25
25
25
25
25
25
11
25
40-60
60-65
100-120
140-160
5-8
8-10
20-25
30-35
32-40
45-60
30-40
60-100
70-150
80-280
120-350
280-600
15-100
20-120
20-100
10-90
6-60
6-60
140-180
300-380
400-420
600-650
1300-2000
200-2600
50.000
70.000
80.000
100.000
150.000
250.000

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
49
KUSHTET MESATARE PËR EKSTRUDIMIN E GYPAVE DHE PROFILEVE
Tabela 6
Zonat e cilindrit °C Vegla
Materiali 1 2 3 4 5 °C
PVC i butë
PVC i fortë pluhur
PVC i fortë gran.
Polietilen (dendësi të vogël)
Polietilen (dendësi të madhe)
Polipropilen
Poliamid
Poliacetol
ABS(akrilonitril-butadien-stiren)
PPO(polifenilepoksid)
180
190
150
120
145
180
280
160
210
250
170
180
160
125
160
190
260
170
220
260
160
180
170
130
160
200
240
190
220
260
160
170
185
130
165
215
240
190
230
270
150
165
180
125
165
220
235
200
220
260
160
170
180
130
170
230
230
210
240
270
10.2.2. KALIBRIMI I GYPAVE
Gypi i ekstruduar, nuk e ka të saktë prerjen tërthore në dalje nga vegla.
Menjëherë pas daljes së materialit plastik nga gryka vie deri te zgjerimi i materialit.
Zgjerimi i materialit është veçanërisht i madh gjatë punës me temperatura të ulëta të
përpunimit dhe me shpejtësi të mëdha. Ka mundësi të paraqitjes edhe të dukurisë së
kundërt, gjegj. prerja tërthore gjatë daljes nga gryka të zvoglohet. Deri te kjo dukuri
vie kur shpejtësia e tërheqjes është më e madhe se shpejtësia e ekstrudimit të
materialit nga vegla.Gjatë ekstrudimit të gypave dhe profileve tjera të zbrazëta ka
mundësi të bëhet zgjërimi i pjesës së brendshme me metoda mekanike. Gjatë këtij
zgjërimi të prerjes së brendshme fryhet ajër në gyp përmes kanaleve në mbajtësin e
therrës, i cili në fundin e tij mbyllet, ose nga pjesa e jashtme e gypit plastik veprohet
me vakum në kalibratorë. Në të dy rastet fitohet gypi me përmasa të zmadhuara dhe
me trashësi të mureve më të vogël.
Si vegla për kalibrim së jashtmi shërbejnë gypat metalik të ftohur me ujë,
ndërsa për kalibrim të brendshëm shërbejnë pjesë të shkurta cilindrike të zgjatura nga
therra ose pllaka rrethore. Vegla për kalibrim punohet nga çeliku jondryshkës ose nga
bronza, ose bëhet kromimi gjegj. niklimi. Në praktikë më së shumti përdoren paisjet
për kalibrim të gypave sipas skemave në fig.26 dhe fig.27.

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
50
Fig.26- Principi i kalibrimit me ajër: 1) vegla, 2) pllakat, 3) vrushkulli i ajrit, 4) kalibratori, 5) prurja e
ujit, 6) gypi plastik , 7) prurja e ajrit, 8) gypi për ftohje, 9) banjoja me ujë.
Për gypa të presionit të lartë përdoret kalibratori me piston (fig.27):
Fig.27-Skica e kalibruesit me piston: 1) pistoni, 2) kalibruesi, 3) dalja e ujit, 4) vegla, 5) hyrja e ajrit,
6) komora me ujë, 7) hyrja e ujit, 8) boshti i pistonit, 9) gypi plastik.
Gypi i ekstruduar vetëm pas paisjes për ftohje fiton dimensionin e vet të
vërtetë. Në fig.28 është treguar skema e paisjes për kalibrim me vakum dhe ftohjes
dhe simbolet e këtyre zonave.

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
51
Fig.28-Skema e paisjes për kalibrim me vakum dhe ftohja

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
52
Fig.29- Paraqitja skematike e ekstruderit me elemente të makinës (Kaufman)

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
53
10.2.3. EKSTRUDIMI I GYPAVE TË BRINJËZUAR
Për elektroinstalime dhe nevoja të drenazheve përdoren gypat e brinjëzuar të
cilët më së shumti prodhohen nga PVC e fortë, PE e d. së v., PP,etj.
Për shkak të qëndrueshmërisë së lartë në ruajtjen e formës në krahasim me
gypat e zakonshëm të rrafshët, kurse me shpenzime të vogla të materialit, këta gypa
gjithnjë e më shumë po përdoren në punimet nën tokë.
Te vegla për punimin e gypave të brinjëzuar gryka e veglës duhet të futet në
kalibrator, sepse kalibrimi shërben njëkohësisht edhe si tërheqës (fig.30). Gypi plastik
menjëherë pas daljes nga gryka e zgjatuar presohet (shtypet) në veglën për brinjëzim
të gypit. Rrotullimi rrethor i zingjirëve me veglat në formë të gjysëmunazave të cilat
gjatë hyrjes në vegël puthiten njëra mbi tjetrën dhe ashtu në ecje bëjnë kalibrimin.
Vakumi e detyron gypin plastik me hy nëpër hapjet e kalibratorit.
Fig.30-Skema e punimit të gypave të brinjëzuar
Gypat e brinjëzuar punohen në ekstruderët normal për PVC dhe grupën e
poliolefinave, duke ia shtu kokën dhe tërheqësin (fig.31) dhe paisjen për shpuarjen e
vrimave te gypat për drenazh.

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
54
Fig.31-Paisja shtesë pas ekstruderit për
formimin e gypave të brinjëzuar
Fig.32-Gypat e brinjëzuar dhe paisja për punimin e tyre
Në prodhimet e reja bënë pjesë edhe prodhimi i njëkohshëm i më shumë
gypave, ku nga një ekstruder dalin 2 ose më shumë gypa (fig.33).

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
55
Fig.33-Skica e veglës së dyfisht (Krauss Maffei)
Gypat të cilët përdoren për presione më të larta, përforcohen me ndihmën e
fijeve nga poliamidet dhe pas kësaj mbështillen përsëri me masë plastike. Për këtë
qëllim përdoren dy ose më shumë ekstruder.
Gabimet (të metat) gjatë ekstrudimit të gypave, shkaku dhe evitimi i gabimeve Tabela 7
Gabimi Shkaku Evitimi i gabimit
Sipërfaqja duket si e salduar
Temperatura shumë e ulët e
materialit
Të rritet temperatura e veglës dhe
sipas nevojës edhe të pjesës së zgjatur
dhe zonës së përparme të cilindrit
Në sipërfaqen e jashtme
shenjat e shtypjes(ngjitjes)
në distanca të barabarta
Ngjitje në kalibrator Ose të rritet sjellja e ujit të ftohtë në
pjesën për kalibrim ose të zvoglohet
rrjedhja e masës plastike
Via të thelluara nëpër gyp Ose ngjitje e lehtë nëpër
kalibrator ose goditje nga
presa
Të kontrollohet sjellja e ujit të ftohtë
në pjesën për kalibrim.Të zvoglohet
temperatura e pjesës së fundit të
cilindrit.Sipas nevojës të zvoglohet
rrjedhja e masës plast.
Lara të ashpra nëpër gyp Temperaturat janë shumë të
ulëta
Thera dhe vegla nuk janë të
vendosura në të njejtin aks.
Masa e lagësht
Të rritet temperatura në cilindër dhe
në pjesën e zgjatur.Të kontrollohet
pozita e kërmillit në krahasim me
grykën. Të teret më përpara lënda e
parë.
Zbrazëtira në sipërfaqen e
brendshme ose në gyp
Lagështia.(Megjithatë ky
shkak është i rrallë)
Lëndën e parë më përpara duhet
terë.Të zvoglohet rrjedhja.

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
56
10.2.4. EKSTRUDIMI I PROFILEVE
Prodhimi i profileve me ekstrudim, në princip, bëhet në paisjet identike si edhe
prodhimi i gypave. Te prodhimi i profileve punimi i veglës dhe kalibratorit është
mjaft i komplikuar. Një skicë e veglës për prodhimin e profileve është treguar në
fig.34.
Fig.34-Skica e veglës për prodhimin e profileve
Llojet e profileve
Vështirë është të gjendet ndonjë rregull, sipas të cilës profilet do të
klasifikoheshin në lloje. Në praktikë klasifikimi më i përshtatshëm bëhet sipas formës
së profileve (fig.35) me tabelën me vlera të normuara sipas DIN 7728 për 6 lloje të
profileve. Përveç dimensioneve (gjërësia, lartësia dhe trashësia e mureve) janë dhënë
për 4 lloje të polimereve, pesha dhe kapaciteti i ekstrudimit.

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
57
Fig.35
Tabela 8
Numri i profilit 1 2 3 4 5 6
Madhësitë A
(mm)
B
C
195 47 75 97 185 200
61,5 40 25 69 25 100
4,0 1-2,5 / 7,0 4,0 2,0 / 3,0 9,5 2,0
DIN 7728 PVC-i fortë PVC-i fortë PVC-i fortë PS PE-d.m. PMMA
Pesha (p/m) 2000 320 840 460 2000 1000
Kapaciteti i ekstrudimit
(kg/h)
120 90 60 165 230 120

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
58
10.2.5. PRODHIMI I FLETËVE DHE PLLAKAVE ME ANË TË
EKSTRUDIMIT
Proqeset e ekstrudimit në prodhimtarinë e produkteve finale mund të ndahen në
forma të ndryshme në grupe: Një këso lloj ndarje do të ishte: filma, pllaka, gypa,
profile, etj. Definicion të saktë të këtyre prodhimeve është vështirë ose e pamundur
me dhënë. P.sh. për film më të trashë thuhet fletë dhe nuk ekziston kufi i qartë në
trashësi në mes këtyre filmave. Në përgjithësi, filmi plastik nën 0,3 mm quhet film,
prej 0,3 deri në 2,5 mm quhet fletë, ndërsa mbi këtë trashësi pllakë. Ndonjëherë
përdoret edhe shprehja folie në vend të fletës, që të tregohet se pllaka është e hollë, të
themi 0,25- 1 mm.
Me shprehjen fletë(shirit) kuptohet ,,pllaka fleksibile’’ me trashësi deri në 2,5
mm, dhe në princip prodhimi i saj është identik me prodhimin e pllakave, për dallim
se fletët mund të mbështillen në makare, ndërsa pllakat vendosen në tavolina dhe
barten ashtu në rrafsh.
A
6 6 5 4 3 2 1
B
Fig.36-Skemat e paisjeve për prodhimin e pllakave (A) dhe shiritave (B);
A: 1) ekstruderi, 2) vegla me vrimë të zgjeruar, 3) kalandra me tre cilindra, 4) cilindrat transportues,
5) paisja për prerje për së gjati, 6)cilindrat tërheqës, 7) paisja për prerje tërthore, 8) paisja për largim.
B: 5) cilindrat tërheqës, 6) mekanizmi i dyfisht për mbështjelljen e shiritit. Elementet tjerë janë
identik me ato të skicës A.
Siç shihet në fig.36 prodhimi i shiritave dhe pllakave përfshinë këto paisje:
ekstruderin, kokën me vrimë të zgjatur, kalandruesin me tre cilindra, cilindrat
transportues dhe tërheqës, paisjen për prerje dhe për mbështjellje.

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
59
Materialet plastike që përpunohen në shirita ose pllaka janë: PVC i butë dhe i
fortë, polietileni me dendësi të vogël dhe të madhe, polipropileni, polimetilmetakrilati
(PMMA), polikarbonati, akrilonitril-butadien-stireni (ABS), polistireni, etilen-
vinilacetati (EVA), etj.
Shumica e materialeve të cekur më sipër të cilët përpunohen në pllaka ose
shirita, mund të përpunohen në aparaturën e njejtë por duhet të ndryshohen
temperaturat, ndërsa te disa materiale, (tabela 9 dhe 10) ndërrojnë edhe kërmillët,
nevoja për vakum ose jo, etj. I vetmi përpunimi i PVC së fortë, kërkon kushte
krejtësisht tjera të përpunimit, dhe edhepse paisjet në princip të njejta, për nga
konstruksioni dallohen.
Tabela 9
Materiali
L/D
Fuçia
kW/h
rrot.e
kërmillit
min-1
Kapaciteti
për trash.
2-10 mm
kg/h
Thithja
me vakum
Zonat e
nxemjes
Kërmilli
(ndërrimi,
përdorimi)
1 2 3 4 5 6 7 8
PVC i fortë,granulat 24-30 110 25-30 300-350 --- 4 x
PVC i butë,granulat 24-30 130 90-100 300-350 --- 4 xxx
Polietileni (d.v.)(d.m.) 24-30 170 90-100 250-300 --- 4 xxxx
Polipropileni 24-30 130 100 250-300 --- 4 xxxx
Polistireni &
stirolbutadieni
30-33 160 120 400-500 duhet 5 xx
ABS 30-33 160 110 400-450 duhet 5 xx
PMMA,granulat 30-33 170 110 280-300 duhet 5 xxxxx
Polikarbonati 30-33 170 100 280-300 duhet 5 xxxxxx
Acetobutirati i celulozës 30-33 160 90-100 350-400 duhet 5 xxxxxx Vërejtje: Numri i shenjës x tregon se sa lloje të materialeve mund të përpunohen me kërmill të njejtë.
p.sh. poletileni dhe polipropileni përpunohen me të njejtin kërmill.
Regjimi në temperatura gjatë ekstrudimit të pllakave Tabela 10
Material
Zonat e cilindrit °C Vegla
°C 1 2 3 4 5
PVC i butë 180 170 160 150 -- 160
PVC i fortë 155 165 175 190 -- 180
Polietileni me dendësi të madhe 220 190 170 165 -- 165
Polietileni me dendësi të vogël (pllaka) 220 220 230 230 -- 240
Polipropileni 190 220 245 265 -- 265
Polistiroli 175 185 200 205 205 200
ABS 190 190 215 225 225 225
Polimetilmetakrilati 160 165 170 170 170 170
Polikarbonati 200 210 210 210 210 210
Acetobutirati i celulozës 160 175 175 175 175 170
Fitimi i sipërfaqeve të lëmueta të pllakave
Shumë herë kërkohet që pllakat e punuara nga disa materiale plastike siç janë:
PS, SAN, ABS e tjerë, të jenë shumë të lëmueta dhe shkëlqyese, që nuk është e
mundur të arrihet çdo herë në paisjet klasike për pllaka, për këtë arsye aplikohet
mbështjellja (pasurimi) e pllakës me folie kristalore të materialit të ngjajshëm ose
shfrytëzimi i metodës së quajtur hekurosje me flakë (fig.37). Të dya metodat janë në

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
60
përdorim por përparësi duhet dhënë mbështjelljes, sepse te hekurosja me flakë ka
mundësi ajri i nxehtë me kaluar kufirin kritik të depërtueshmërisë në pllakë dhe të
shkaktojë depolimerizimin e padëshirueshëm dhe dëmtimin e pllakës.
Fig.37-Paraqitja skematike e dy metodave të dhënjes së shkëlqimit të pllakave :
1.Metoda e dhënjes së shkëlqimit të pllakës me ndihmën e vrushkullit të nxehtë:
2.Dhënja e shkëlqimit pllakës duke mbulua me foli:
a) ekstruderi, b) depoja e furnizimit, c) koka e eksruderit me çarje të gjërë, d) bobina ku vendoset folia
për laminim, e) trecilindrat, f) paisja për rrezatim(vrushkulli i nxehtë), g) cilindrat transportues, h)
cilindrat tërheqës, i) thika për prerje të pllakave ose të shiritave, j) pllaka (shiriti), k) transporteri për
bartjen e prodhimeve.
Koka e ekstruderit me çarje të gjërë, gjegjësisht vegla për të na dhënë formë
të sheshtë dhe të gjërë të lëndës në formë pllake është treguar në fig.38. Përbëhet nga
shumë elemente: dy pllaka bazë, katër traj, pjesë për bashkim, pjesë për nxemje dhe
rregullim të temperaturës, elemente për lëvizje horizontale etj.
Kanali shpërndarës i veglës së zgjeruar duhet të ketë aso forme që të
shpërndajë njëtrajtësisht përgjatë tërë veglës. Buzët e veglës mund të ndërrohen për

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
61
trashësi të ndryshme të pllakave.
Fig.38-Vegla me çarje të zgjeruar për prodhimin e pllakave: prerja C-C tregon pamjen
tërthore të kanalit për masë, i cili ngushtohet duke shkuar nga dalja.
Që vegla me çarje të zgjeruar të mund të lëvizë tërthorazi kah ekstruderi dhe që
saktësisht të centrohet me daljen e ekstruderit, ajo është e vendosur në rrota që lëvizin
nëpër binar (fig.39).
A B Fig.39- A) pamja e veglës me çarje të zgjeruar në rrota lëvizëse (Reifenhauser); B) elementet
kryesore të veglës me çarje të zgjeruar.

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
62
Fig.40-Vija për ekstrudimin e pllakave dhe fletëve(shiritave), me anë të ekstruderit me një
kërmill. Momenti i hyrjes së masës në trecilindrat (Thyssen)
Tre cilindrat
Me vendosjen e tre cilindrave kalandrues pas ekstruderit, gjegjësisht pas
veglës me çarje të zgjeruar, duhet që në pllakën e formuar të përpunohet sipërfaqja
dhe që me ftohje të shkallëzuar nëpërmjet cilindrave me shtypje të sigurohet forma
optimale dhe kualiteti. Distanca ndërmjet cilindrave rregullohet varësisht nga
trashësia e pllakës së ekstruduar dhe duhet të jetë 7 deri 20% më e vogël se trashësia
e pllakës gjatë daljes nga vegla.
Cilindrat rregullohen në mënyrë pneumatike, hidraulike ose mekanike.
Cilindri i mesëm është i palëvizshëm, ndërsa i poshtmi dhe i epërmi mund të
rregullohen me kufizues duke iu afruar cilindrit të mesëm.
Programi i rregullimit të temperaturave për tre cilindrat të 300 mm Tabela 11
Cilindrat kalandrues ABS PS PMMA
Cilindri i epërm 70-80°C 70-80°C 65-70°C
Cilindri i mesëm 80-95°C 75-85°C 70-85°C
Cilindri i poshtëm 105-110°C 90-100°C 90-100°C

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
63
Fig.41-Skema e lëvizjes së masës nëpër kalandër
Për punimin e shiritave të impregnuar dhe pllakave cilindri i mesëm nuk është i
lëmuet (fig.42).
Fig.42-Cilindrat në kalandrues për punimin e folive dhe pllakave të impregnuara
Trecilindërshi te punimi i pllakave dhe shiritave shërben fillimisht për ta
hekurosë(rrafshu) pllakën për t’ia dhënë dimensionet sa më precize, veç kësaj këta
duhet deri në një shkallë të bëjnë ftohjen e pllakës. Që të arrihet ftohja dhe mos të

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
64
provokohet ngjitja e masës ende të nxehtë pas daljes nga çarja e zgjeruar e veglës së
ekstruderit, cilindrat e kalandrës nxehen me vaj në temperaturë më të ulët se të masës.
Kjo nxemje e cilindrave duhet të jetë e njëtrajtshme dhe bëhet edhe me ndihmën e
avullit. Temperaturat e zakonshme në cilindra sillen prej 50 deri 150 °C, varësisht
nga materiali i cili përpunohet.
Gjërësia e cilindrave është identike me gjërësinë e veglës dhe sillet deri 3500
mm. Hapësira në mes cilindrave i përgjigjet trashësisë së pllakës dhe mund të jetë
deri në 20 mm.
Diametrat e cilindrave varen nga kapaciteti i makinave dhe nga lloji i
materialit që përpunohet, dhe sillen prej 200 deri 500 mm.

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
65
10.3. METODA E EKSTRUDIM-FRYRJES
10.3.a) Prodhimi i fletëve të holla (folive) me fryrje
Kjo metodë pune shërben për prodhimin e fletëve të holla pa ndërprerje, të
cilat në përgjithësi shërbejnë për nevoja të bujqësisë si dhe për ambalazhe të masave
dhe llojeve të ndryshme, duke filluar nga qeskat më të vogla deri tek thasët për
ambalazhimin e substancave të ndryshme qofshin edhe kimike, siç janë plehrat
kimike etj.
Proqesi i punës qëndron në prodhimin e një gypi të hollë, i cili , pasi të çahet
për së gjati, jep një fletë. Për prodhimin e këtij lloji të fletëve vihen në përdorim
ekstruderët, që janë të paisur me një kokë të veçantë, e cila siguron nxjerrjen e gypit.
Proqesi i punës zhvillohet si më poshtë:
Me ndihmën e një ekstruderi me kokë me kënd prodhohet një gyp, i cili ngjitet
si qiri lart, ose bie pingul teposht ose horizontalisht.(fig.43 a, b,).
a) b)
Fig.43-Prodhimi i fletëve me metodën e ekstrudim –fryrjes
a) Ekstrudimi vërtikal me gyp të fryr drejt lart; a) ekstruderi, b) vegla, c) hyrja e ajrit, d)
paisja për orientim, e) cilindrat tërheqës presues, f) cilindrat për shtërngim, g) rrota për mbështjelljen
e fletës dyshtresëshe, h) gypi i fryr, i) unaza për ftohje.
b) Ekstrudimi vërtikal me gyp të fryr drejt poshtë; f) dhe g) fleta e fryr
Koka e makinës në qendrën e saj përmban një mashkull, nëpërmjet të cilit arrin
dhe fryhet ajri. Ky mashkull në realitet është filiera që siguron edhe daljen e gypit në
fazën fillestare. Ardhja e ajrit rregullohet në mënyrë të tillë që fryrja e lëndës së
ngrohtë të sigurojë hollimin e mureve të gypit deri në trashësinë përfundimtare që
dëshirohet. Me të dalë nga koka e makinës, gypi duhet të ftohet me ajër të shtypur.
Në vazhdim të kokës së makinës, afërsisht 1,5 ose 2 m në largësi nga koka, vendosen
dy cilindra tërheqës, ndërmjet të cilëve kalon gypi. Cilindrat shtypin gypin dhe nga
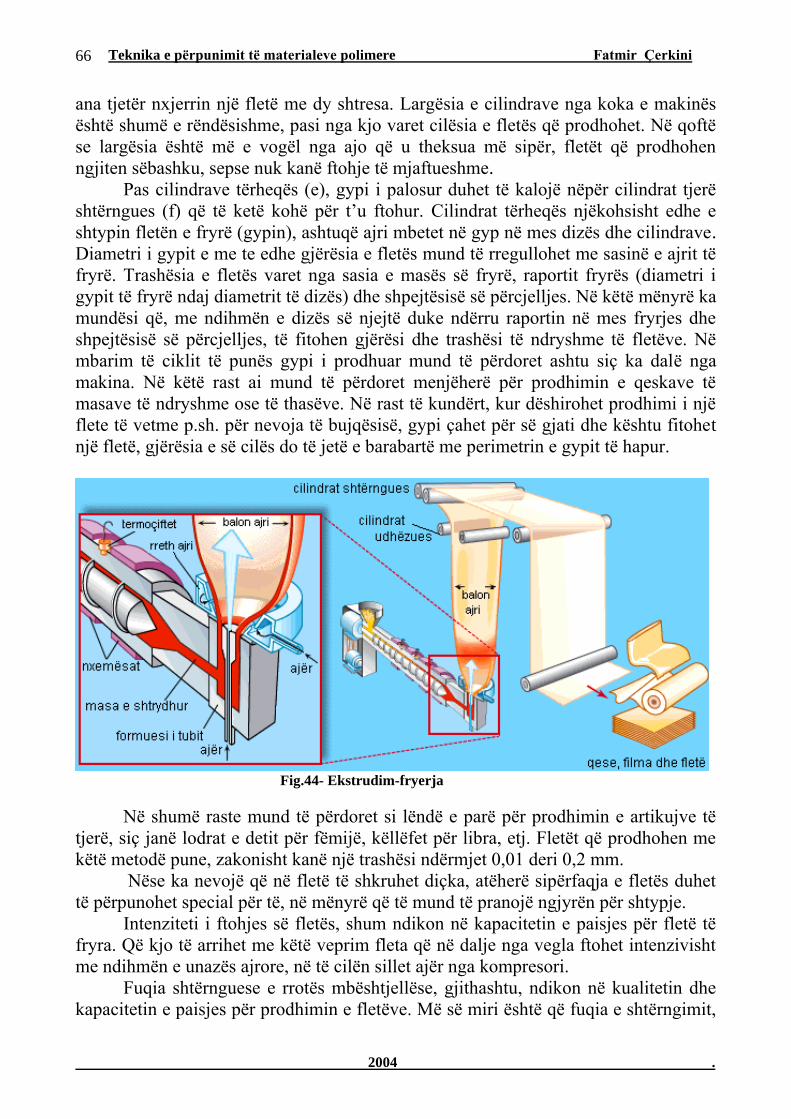
Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
66
ana tjetër nxjerrin një fletë me dy shtresa. Largësia e cilindrave nga koka e makinës
është shumë e rëndësishme, pasi nga kjo varet cilësia e fletës që prodhohet. Në qoftë
se largësia është më e vogël nga ajo që u theksua më sipër, fletët që prodhohen
ngjiten sëbashku, sepse nuk kanë ftohje të mjaftueshme.
Pas cilindrave tërheqës (e), gypi i palosur duhet të kalojë nëpër cilindrat tjerë
shtërngues (f) që të ketë kohë për t’u ftohur. Cilindrat tërheqës njëkohsisht edhe e
shtypin fletën e fryrë (gypin), ashtuqë ajri mbetet në gyp në mes dizës dhe cilindrave.
Diametri i gypit e me te edhe gjërësia e fletës mund të rregullohet me sasinë e ajrit të
fryrë. Trashësia e fletës varet nga sasia e masës së fryrë, raportit fryrës (diametri i
gypit të fryrë ndaj diametrit të dizës) dhe shpejtësisë së përcjelljes. Në këtë mënyrë ka
mundësi që, me ndihmën e dizës së njejtë duke ndërru raportin në mes fryrjes dhe
shpejtësisë së përcjelljes, të fitohen gjërësi dhe trashësi të ndryshme të fletëve. Në
mbarim të ciklit të punës gypi i prodhuar mund të përdoret ashtu siç ka dalë nga
makina. Në këtë rast ai mund të përdoret menjëherë për prodhimin e qeskave të
masave të ndryshme ose të thasëve. Në rast të kundërt, kur dëshirohet prodhimi i një
flete të vetme p.sh. për nevoja të bujqësisë, gypi çahet për së gjati dhe kështu fitohet
një fletë, gjërësia e së cilës do të jetë e barabartë me perimetrin e gypit të hapur.
Fig.44- Ekstrudim-fryerja
Në shumë raste mund të përdoret si lëndë e parë për prodhimin e artikujve të
tjerë, siç janë lodrat e detit për fëmijë, këllëfet për libra, etj. Fletët që prodhohen me
këtë metodë pune, zakonisht kanë një trashësi ndërmjet 0,01 deri 0,2 mm.
Nëse ka nevojë që në fletë të shkruhet diçka, atëherë sipërfaqja e fletës duhet
të përpunohet special për të, në mënyrë që të mund të pranojë ngjyrën për shtypje.
Intenziteti i ftohjes së fletës, shum ndikon në kapacitetin e paisjes për fletë të
fryra. Që kjo të arrihet me këtë veprim fleta që në dalje nga vegla ftohet intenzivisht
me ndihmën e unazës ajrore, në të cilën sillet ajër nga kompresori.
Fuqia shtërnguese e rrotës mbështjellëse, gjithashtu, ndikon në kualitetin dhe
kapacitetin e paisjes për prodhimin e fletëve. Më së miri është që fuqia e shtërngimit,

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
67
me rritjen e diametrit të fletës së mbështjellur në rrotë, të bie gradualisht, në mënyrë
që të pengohet shtërngimi i tepërt i shtresave të mbështjellura të fletëve.
Për prodhimin e fletëve me fryrje, zakonisht përdoren ekstruderët me një
kërmill të madhësisë 45 deri 250 mm e më tepër. Prej diametrit të gypit të cilin
dëshirojmë me prodhu varet edhe madhësia e ekstruderit.
Temperaturat orientuese për ekstrudimin e fletëve (me fryrje)
Tabela 12
Termoplasti Zonat e cilindrit °C Vegla
°C 1 2 3 4 5
Polietileni (dendësi të vogël) 120 130 135 145 140 140
Polietileni (dendësi të madhe) 150 160 160 170 180 190
Polipropileni 180 190 190 200 210 210
Etilvinilacetati 180 190 195 200 195 200
Fig.45-Një makinë për prodhimin e folive

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
68
10.3.b) Prodhimi i fletëve të holla me derdhje
Për prodhimin e fletëve të holla me derdhje kryesisht përdoren, termoplastet
me viskozitet të vogël të masës së shkrirë, si p.sh. polietileni i dend. së vogël,
polipropileni, poliamidi, acetati i celulozës. Në praktikë më së shumti me këtë metodë
prodhohen fletët me trashësi deri në 0,1 mm, gjërësi deri 2000 mm dhe me shpejtësi
të nxjerrjes deri 150 metër në minut.
Elementet kryesore të kësaj paisjeje janë ekstruderi me ose pa vrimë për fryerje
të gazrave, fytëza me çarje të zgjeruar (fig.46) dhe paisja për nxjerrje dhe
mbështjellje (fig.47).
Fig.46- Paraqitja skematike e veglës me fytëz të zgjeruar për prodhimin e fletëve me derdhje

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
69
Fig.47- Aparatura për prodhimin e fletëve me derdhje (Amut) ; 1) ekstruderi, 2) cilindrat për ftohje,
3) paisja për mbështjellje, 4) shndërruesi i nxehtësisë për temperimin e cilindrave, 5) ormani elektrik
për komandim.
Sipas kësaj metode fletët ftohen ashtu që kalojnë nëpër dy cilindra ftohës.
Temperatura e cilindrave rregullohet me ujë ose vaj. Edhe pjesa e brendshme e
cilindrave duhet të jetë mirë e punuar, me qëllim që të arrihet temperaturë e njejtë dhe
e përshtatshme. Madhësia dhe numri i cilindrave varet nga gjërësia e dëshiruar e
fletës dhe nga shpejtësia maksimale e ekstrudimit për të cilën paisja është e
konstruktuar. Zakonisht përdoren dy cilindra.
Temperaturat e ekstrudimit
Temperatura adekuate për materialin e caktuar, gjatë proqesit të ekstrudimit,
mundëson që masa plastike të tërhiqet deri në trashësinë e dëshiruar dhe në vazhdim
të ftohjes, me ndihmën e banjos me ujë ose cilindrave ftohës, të formohet në fletë
(folie) me veti të mira mekanike dhe optike.
Si rregull i përgjithshëm vlenë që temperatura e zgjedhur e ekstrudimit duhet të
jetë aso vlere sa të sigurojë veti të nevojshme optike të fletës së gatshme. Për
polietilen me dendësi të vogël temperatura e ekstrudimit është mes 200 dhe 250oC,
ndërsa për polietilen të dendësisë më të madhe nevoiten temperatura më të larta, rreth
250- 300 oC.
Temperaturat orientuese për ekstrudimin e fletëve ( me derdhje)
Tabela 13
Termoplasti
Zonat e cilindrit o C Vegla
o C 1 2 3 4 5
Polietileni me dendësi të vogël 160 170 180 185 200 200
Polipropileni 190 220 240 260 260 265
Acetati i celulozës 170 175 190 200 210 220

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
70
Distanca në mes veglës dhe paisjes ftohëse
Polietileni ka aso vetie që të mblidhet (rudhet) pas daljes nga vegla ashtu që i
zvoglohet gjërësia e folisë. Se sa do të jetë kjo rudhje e me te edhe gjërësia e teheve
të trashura të cilat duhet të priten, varet nga temperatura e ekstrudimit, shpejtësia e
përpunimit dhe distanca në mes veglës dhe cilindrave.
Gjatë zgjedhjes së distancës luajnë rol edhe faktorët tjerë. Sa më e vogël të jetë
kjo distancë aq më i madh është rreziku i lajmërimit të plasaritjeve në prodhim dhe
keqësimit të vetive optike të fletëve. Me rritjen e distancës së paisjes ftohëse nga
vegla, vie deri te përmirësimi i vetive optike dhe mekanike të fletëve. Mirëpo, nëse
gjatë temperaturës normale të ekstrudimit dhe shpejtësisë normale, distanca rritet mbi
70 mm, vie deri te ftohja e masës qysh në ajër gjë që shkakton ramjen e shpejtësisë së
ftohjes, e me te edhe rritjen e madhësisë së kristaleve. Kjo gjë zvoglon rrezistencën e
fletëve në goditje. Me fjalë tjera, për çdo material ekziston kombinim i caktuar i
temperaturës së ekstrudimit dhe të veglës.
Zakonisht, rezultati më i mirë gjatë metodës së derdhjes së fletëve arrihet në
distancën 25 deri 50 mm në mes veglës dhe cilindrave ftohës. Nuk preferohet që kjo
distancë të zvoglohet ngase fleta është ende në gjendje të butë, ndërsa këndi i ashpër,
ashtu që materiali në këtë gjendje tërhiqet nga buzët e veglës në cilindrat ftohës. Në
këtë mënyrë vie deri te grumbullimi i masës në pjesën e përparme të veglës, ashtu që
vie deri te djegia dhe shkatërrimi i materialit të folive.
Cilindrat për ftohje në kushte normale duhet të kenë temperaturën në mes 50
dhe 70 oC. Është me rëndësi që temperatura përgjatë cilindrit të jetë çdokund e njejtë.
Ftohja jo e njejtë e masës mund të jetë pasojë e trashësisë jo të njëtrajtshme të
fletës e cila mund të zvoglohet me rregullimin e buzëve të veglës. Mirëpo, këto
ndryshime të trashësisë mund të shkaktohen edhe nga përcjellja e ndryshueshme e
folisë në cilindra ftohës, që ndodhë nga elasticiteti i masës.
Vetitë krahasuese të fitimit të folive me anë të fryrjes dhe me anë të derdhjes
Përparësitë e metodës me derdhje:
a) ftohja intenzive e folive dhe pengimi i ngjitjes,
b) kontrollimi kontinual i trashësisë dhe mbështjellja e lehtë e folive,
c) produktivitet më i lartë, meqenëse punohet me shpejtësi 60-200
m/min për dallim nga metoda me fryrje ku shpejtësia është deri në 50
m/min, etj.
Të metat e metodës me derdhje:
a) gjërësia maksimale e folive është e kufizuar, deri sa te metoda me
fryrje mund të arrihet gjërësia prej 12-15 m,
b) ruajtja e gjërësisë konstante arrihet me prerje anësore, d.t.th. me
humbje, deri sa te fryrja nuk ka këso humbjesh,
Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
71
c) vetitë mekanike të folive janë më të dobëta se te ato me fryrje,
d) për prodhimin e qeseve janë shumë më të përshtatshme folitë në
formë gypi, gjegjësisht të fituara me fryrje.
10.4. PARIMI I INJEKTIMIT
Përpunimi me injektim është një proqes i shndërrimit fizik të lëndëve
plastike, të cilat në trajtë të kokrrizave, përpunohen në një makinë të quajtur ,, presa e
injektimit”.
Kokrrizat e lëndës vendosen në depon e furnizimit të kësaj prese. Nga depoja
e furnizimit kalojnë në brendinë e një cilindri, ku bëhet ngrohja dhe shkrirja e tyre.
Pasi lënda të jetë lëngëzuar nën veprimin e nxehtësisë, injektohet në një formë, ku
ftohet dhe ngurtësohet, duke mbajtur (ruajtur) konfigurimin e brendshëm të kësaj
forme. Megjithëse ky proqes duket i thjeshtë, realizimi i mirë i tij praktik kërkon një
zgjidhje dhe rregullim të përpiktë të një numri të madh faktorësh të ndryshëm
teknologjik. Këta faktorë varen nga lënda me të cilën punohet, makina ku zhvillohet
vet proqesi i injektimit, e të tjera kushte teknike, nga të cilat varen vetitë
përfundimtare të prodhimit të gatshëm, kostoja, cilësia dhe rendimenti.
Ky parim pune shërben për prodhimin e artikujve me figura të ndryshme
gjeometrike, me masë dhe peshë të caktuara.
Furnizimi i cilindrit të injektimit
Ka metoda të ndryshme për kalimin e kokrrizave nga depoja e furnizimit në
brendinë e cilindrit të injektimit. Metoda më e thjeshtë është rregullimi i pozicionit të
pistonit të injektimit në raport me hapjen e fundit të depos së furnizimit, në mënyrë
që sasia e dëshirueshme e lëndës të zbresë në brendinë e cilindrit të injektimit.
Mbushja e cilindrit mund të kontrollohet me saktësi duke përdorur një paisje të
furnizimit. Në rast se sasia e lëndës së futur në cilindër nuk është ajo që duhet të jetë,
mund të paraqiten të meta në artikullin e gatshëm dhe në qoftë se sasia është e
pamjaftueshme, forma nuk do të mbushet plotësisht. Kur ajo është e tepërt, duhet një
forcë më e madhe për lëvizjen e pistonit të injektimit. Prandaj, që një presë e
injektimit të punojë mirë, është e nevojshme para së gjithash që pesha e lëndës e vënë
në cilindrin e injektimit të jetë gjithmonë e përcaktuar.
Gjatë kohës që bëhet furnizimi i cilindrit të injektimit, lënda hap pas hapi
kalon gjithë gjatësinë e cilindrit dhe duke u ngrohur shkrihet, del nga cilindri
nëpërmjet një maje, të quajtur maje e injektimit (fig.48), e cila duke qenë në
komunikim ndërmjet cilindrit dhe formës, përcjellë lëndën e shkrirë drejtpërsëdrejti
në brendinë e formës.

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
72
Fig.48-Maje e thjeshtë injektimi
Në brendinë e cilindrit mund të vendoset një trup i zgjatur metalik, që quhet
zemër shpërndarëse, d.m.th. udhëzues i lëndës.
Cilindri ngrohet nga jashtë, zakonisht me ndihmën e rezistencave elektrike në
trajtë unazash, të cilat e rrethojnë cilindrin në disa zona në mënyrë të shkëputur.
(P.sh. një unazë në fillim, tjetra në mes dhe e treta në fund afër majës së cilindrit). Në
rast nevoje edhe maja e injektimit mund të ngrohet në mënyrë të pavarur me një
unazë elektrike. Temperatura e cilindrit përcillet edhe në trupin e zemrës
shpërndarëse, mbasi kjo është e mbështetur në muret e cilindrit nëpërmjet një pjese,
që kryen rolin e filtrimit të lëndës së shkrirë.
Lënda e ardhur nga fillimi i cilindrit, kalon nëpërmjet mureve të cilindrit dhe
zemrës shpërndarëse, duke u ngrohur në mënyrë të barabartë, të qëndrueshme dhe
duke u homogjenizuar plotësisht.
Lënda e shkrirë vihet pastaj nën një veprim mekanik të një pistoni dhe, duke
qenë e udhëzuar nga zemra shpërndarëse, përparon dhe shkallë shkallë ngjeshet në
majen e cilindrit të injektimit. Të gjitha këto veprime ndihmojnë në plastifikimin sa
më të mirë të lëndës, që të injektohet në brendinë e formës. Në fig.49 janë paraqitur
fazat e parimit të injektimit të termoplasteve.
Brendia e cilindrit si dhe profili i zemrës shpërndarëse duhet të jenë sa më të
pastërta-të retifikuara (pa viza, pa gropa, pa të dala), me qëllim që të mënjanohen
plotësisht të gjitha pengesat për rrjedhëshmërinë e lëndës plastike atje ku lënda mund
të grumbullohet, të mbingrohet dhe rrjedhimisht të dekompozohet (digjet). Pengesat e
kësaj natyre në brendinë e cilindrit apo në profilin e zemrës shpërndarëse shkaktojnë
jo vetëm dekompozimin e lëndës plastike, por edhe daljen e prodhimeve jo të sakta,
mbasi çdo sasi e dekompozuar e lëndës së grumbulluar në një pikë të cilindrit, do të
lëshojë shenja djegëjeje në mënyrë të vazhdueshme, të cilat do të reflektohen në
sipërfaqen e prodhimit të gatshëm.

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
73
Fig.49-Fazat e injektimit të termoplasteve
1-Forma e hapur
2-Injektimi
3-Nxjerrja e prodhimit
Edhe në fig.49 dhe 50 është treguar mënyra e injektimit të termoplasteve e
cila bëhet nëpërmjet të një ekstruderi. Në ekstruder nga depoja derdhet masa e ftohët
në formë granulati. Duke u rrotulluar kërmilli në cilindrër i cili nxehet nga muret e
jashtme deri në pikën e shkrirjes së asaj mase e cila plastifikohet dhe shtyhet drejtë
majes së kërmillit duke krijua një shtypje mbi 1000 bar përmes dizës duke kaluar në
formën e mbyllur. D.m.th me anë të kësaj metode, në këtë makinë nga masa e shkrirë
me një hap pune fitohet pjesa me formë të caktuar. Këto pjesë punohen në numër të
madh dhe të ngjajshme pa patur nevojë për ndonjë përmirësim të mëvonshëm.
Sipërfaqet e jashtme të këtyre pjesëve të fituara janë të njejta (të rrafshta, të lëmueta
ose të gravuara) ashtu siç janë muret e brendshme të punuara.

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
74
Fig.50-Injektimi nëpërmjet ekstruderit

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
75
Fig.51- Fazat e fitimit të detalit me injektim

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
76
Ngrohja e cilindrit të injektimit
Edhe ngrohja e cilindrit të injektimit duhet të shpërndahet gjatë gjithë
gjatësisë së tij. Pjesa e fillimit të cilindrit, që përkon me hyrjen e lëndës, nuk duhet të
jetë shumë e nxehtë. Në qoftë se kokrrizat e lëndës plastike hasin menjëherë në
temperaturën e shkrirjes, që në grykën e cilindrit, do të fillojnë të ngjiten në muret e
brendshme të cilindrit, dhe në kokën e pistonit të injektimit, duke vështirësuar kështu
furnizimin e rregullt të cilindrit të injektimit.
Temperatura e cilindrit vjen duke u ngritur në drejtim të daljes së lëndës, por
gjithmonë duke pasur parasysh që kjo lëndë të mos mbingrohet në mënyrë të
vazhdueshme, gjatë gjithë gjatësisë së tij dhe sa më afër mureve të brendshme të
cilindrit. Duhet të kihet parasysh se temperaturat që lexohen në termometra janë
gjithmonë disa gradë, ose nganjëherë disa dhjetra gradë nën temperaturat efektive të
lëndës. Kontrolli i temperaturave duhet të bëhet herë pas here me ndihmën e një
pirometri (matës temperature). Temperatura e cilindrit (në realitet e lëndës plastike)
është një tregues me shumë rëndësi, që luan një rol vendimtar në vetitë e artikullit të
injektuar. Me ngritjen e temperaturës së lëndës, ulet thyeshmëria e prodhimit të
gatshëm, përmirësohet edhe shkëlqimi i sipërfaqes së prodhimit të gatshëm. Përvoja
ka vërtetuar se duke punuar me temperaturë të lartë të lëndës (gjithmonë të përpiktë
për lëndën që punohet), rrjedhshmëria dhe drejtimi i lëndës plastike është më i mirë,
rrjedhimisht edhe vetitë e prodhimit të gatshëm do të jenë më të ekuilibruara dhe ky
do të jetë më kompakt dhe më i qëndrueshëm ndaj veprimeve mekanike. Në vetitë e
artikullit të gatshëm ndikojnë edhe dy tregues të tjerë: shtypja (presioni) e injektimit
dhe temperatura e formës.
Shtypja e injektimit
Shtypja e injektimit ndikon në vetitë e artikullit të gatshëm, në masën më të
vogël. Shumica e vetive (thyeshmëria, krijimi i tensioneve të brendshme) sadopak
ndikohen nga shtypja e injektimit.
Tkurrja e lëndës në përgjithësi pakësohet, sipas lëndës plastike me të cilën
punohet, kurse këputja ose thyeshmëria e artikullit të gatshëm pakësohet me ngritjen
e shtypjes së injektimit, pasi me këtë arrihet bashkimi më i mirë i lëndës së shkrirë.
Efekti i shtypjes së injektimit është më i madh në rastet kur punohet me temperatura
të ulëta.
Temperatura e formës
Kjo ndikon në vetitë e artikullit të gatshëm. Me ngritjen e temperaturës së
formës rritet edhe shkëlqimi i sipërfaqes së artikullit të gatshëm.. Ky faktor duhet të
zbatohet sidomos në rastet kur punohet me polietilenin. Në qoftë se forma nuk ka
nxehtësi të mjaftueshme, lënda plastike e ardhur nga cilindri i injektimit nuk do të
Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
77
ketë rrjedhshmërinë e duhur, do të ngurtësohet para se të mbushë formën, artikulli që
injektohet nuk do të jetë i plotë e vende vende nuk do të jetë i bashkuar mirë.
Temperatura e formës ndikon edhe në ciklin e punës në përgjithësi. Ky
faktorë është vendimtar në nxjerrjen e prodhimit të gatshëm. Në qoftë se temperatura
e formës është e ngritur jashtë mase, pengohet dalja e prodhimit sepse artikulli është
ende i butë. Për këtë arsye punëtori detyrohet të humbasë kohë, në pritje që prodhimi
i porsa injektuar të ngurtësohet plotësisht për të bërë nxjerrjen e tij. Raste të tilla
ndodhin më shpesh në punë me polietilenin. Prandaj është e këshillueshme që
nxehtësia e formës të mos jetë as e ulët dhe as e lartë. Një temperaturë e njëllojtë e
formës gjatë gjithë kohës së punës është zgjidhja më e mirë e problemeve të
theksuara më sipër. Me qëllim që nxehtësia e njëllojtë e formës të sigurohet, duhet që
pjesët e formës të ftohen me ujë të ftohët. Në makineritë e thjeshta ftohja e formës
mund të bëhet me zhytjen e pjesëve të saj në ujë të ftohët, kurse në makineritë
moderne në mënyrë të vazhdueshme me ujë të qarkullueshëm. Për këtë qëllim pjesët
e formës duhet të kenë kanale për kalimin e ujit.
Një e metë tjetër që ndodhë shpesh gjatë përpunimit të lëndëve plastike me
parimin e injektimit është formimi i fluskave të ajrit, të cilat mund të kenë prejardhje
të ndryshme. Mund të jenë nga lënda e parë, ose nga lagështia e saj, ose nga
temperatura shum e lartë gjatë përpunimit.
Kur temperatura e lëndës është jashtë mase e ngritur gjatë punës, vërehet
edhe një fenomen tjetër: ndryshimi i ngjyrës bazë. Fluskat mund të shkaktohen edhe
nga tkurrja e lëndës në kushtet kur temperatura dhe shtypja e injektimit nuk janë të
ekuilibruara.
Gjatë punës kur paraqiten fluskat e ajrit në artikullin që injektohet, duhet të
ngrihet temperatura e formës, gjë që arrihet pa vonesë me pakësimin e qarkullimit të
ujit nëpër formë, ose duhet të bëhet ngrohja e formës nga jashtë. Në këto raste, mund
të ngrihet edhe shtypja e injektimit. Edhe furnizimi i pamjaftueshëm ose i parregullt i
cilindrit të injektimit me lëndën që punohet, mund të shkaktojë fluskat e ajrit.
Për zhdukjen e kësaj të mete mund të ndihmojnë edhe këta faktorë: tharja dhe
ngrohja paraprake e lëndës së parë, pakësimi i temperaturës së majes së injektimit, i
të gjithë cilindrit të injektimit dhe ngrohja e formës.
Cikli i injektimit
Cikli i përgjithshëm i injektimit përbëhet nga 7 intervale të kohës së
njëpasnjëshme:
1. Mbyllja e formës,
2. Përparimi i cilindrit të injektimit drejt kanalit të injektimit të formës,
3. Koha efektive e injektimit,
4. Pushimi i pistonit në fund të ecjes së tij (mbajtja nën shtypje e lëndës së
injektuar),
5. Koha e ftohjes shtojcë (kthimi i pistonit prapa),
6. Ngurtësimi i lëndës me formë të mbyllur,
7. Hapja e formës dhe nxjerrja e prodhimit.

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
78
Cikli i injektimit në përgjithësi lëvizë ndërmjet disa sekondave dhe ndonjë
minuti, sipas lëndës plastike që përdoret, strukturës së jashtme, masave dhe peshës së
objektit që injektohet.
Vendi prej nga bëhet injektimi
Pozita e injektimit, gjegjësisht vendi prej nga masa e shkrirë hyn në
zbrazëtirën e kallëpit, është faktor shum i rëndësishëm për vetitë e prodhimit të
gatshëm.
Gjatë zgjedhjes së pozitës injektuese shpeshëherë duhet gjendet kompromis
në mes dëshirave të shfrytëzuesit të prodhimit dhe kërkesave të lëndës. Mundësitë e
rrjedhjes, raportet e mundshme të rrugës së rrjedhjes dhe trashësisë së mureve, janë
të ndryshme për termoplaste të ndryshme. Kjo ndikon si në vendosjen ashtu edhe në
numrin e vendeve të kanaleve.
Rruga e rrjedhjes te trashësitë e mureve 2 mm për materiale të ndryshme
Tabela 14
_______________________________________________________________ Shkurtesa kimike Emri kimik Rruga e rrjedhjes (mm)
_________________________________________________________________________
PS Polistiren 220-300
ABS Akrilonitril-Butadien-Stiren 180-300
PC Polikarbonat 200-400
PE d.v. Polietilen me dendësi të vogël 100-350
PE d.m. Polietilen me dendësi të madhe 100-250
PP Polipropilen 190-250
PA Poliamid 200-300
PVC Polivinilklorid 80-280
________________________________________________________________________
Në tabelën 14 janë treguar disa vlera udhëzuese për gjatësitë e mundshme të
rrjedhjes për trashësitë e mureve të prodhimeve prej 2mm.
Është me rëndësi të ceket se termoplastet e përforcuara me fije të xhamit ose me
ndonjë mbushës tjetër sillen ndryshe, gjegjs. më vështirë rrjedhin dhe për trashësi të
njejta të mureve arrijnë rrugë më të shkurtër të rrjedhjes nga ato të cilat nuk janë të
përforcuara.
Në fig.52 janë paraqitë disa tipe të PC-LEXAN. Sipas viskozitetit arrijmë
rrugë të ndryshme të rrjedhjes, nëse marrim për bazë trashësinë e mureve 2 mm.
LEXAN 120, seria e viskozitetit shum të ulët arrin rrugë të rrjedhjes
për trashësi të mureve 2 mm, 340 mm,
LEXAN 140, seria e viskozitetit të ulët 290 mm,
LEXAN 2014 dhe 2034 me viskozitet të ulët për pjesë të
elektroindustrisë, 280 mm, dhe
LEXAN 100, seria me viskozitet të lartë, 240 mm.

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
79
Nga shënimet e dhënura shihet se duhet zgjedhë tipin me viskozitet shumë të
ulët, me të cilin arrijmë rrugë më të gjata të rrjedhjes edhe te muret e holla.
Për dallim nga tipet normale të PC-Lexan, te tipet e përforcuara nga 10-40%
me fije të xhamit, fig.53, rrugët e rrjedhjes janë më të shkurtëra:
LEXAN 500 me 10% f.xh. te trashësia e mureve 2 mm arrihet rruga e
rrjedhjes 280 mm,
LEXAN 3412 me 20% f.xh. te e njejta trashësi e mureve 260 mm, dhe
LEXAN 3414 me 40% f.xh. gjithsejtë 240mm.
PC (Lexan)- tipet normale
Presioni injektues 1400 kp/cm
2
Shpejtësia injektuese: e madhe
Temperatura e masës së shkrirë 300oC
Temperatura e kallëpit 100oC
Fig.52

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
80
PC (Lexan) i përforcuar me
fije xhami nga 10-40%
Fig.53
Llojet e kanaleve injektuese
Deri te vendi i injektimit arrihet nëpërmjet të kanaleve injektuese të cilat
mund të kenë forma të ndryshme shpërndarëse varësisht nga lloji i termoplasteve dhe
prodhimit të gatshëm. Në fig.54 a,b,c dhe d, janë treguar disa nga këto forma:
Fig.54-Disa nga format e kanaleve injektuese
a) shpërndarja qendrore ose në formë pike
b) shpërndarja anësore normale
c) shpërndarja anësore në formë filmi
d) shpërndarja qendrore në formë filmi
Gjithsesi që në praktikë na paraqiten edhe forma tjera të kanaleve injektuese,
të cilat imponohen nga lloji i prodhimit.

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
81
Në fig.55 prej A-M janë të treguara 12 forma të vend injektimit, vijave të
rrjedhjes dhe të bashkimit.
Më së miri kishte me qenë kur mundemi me përdorë shpërndarjen qendrore (A), por
më së shpeshti na lajmërohet përdorimi i shpërndarjes anësore për kallëpet me më
shum se një zbrazëtirë. Në shembujt prej C-F janë të treguara shpërndarjet që
përdoren më së shumti për prodhimet të cilat formohen në kallëpe me një zbrazëtirë.
Nga këto skema vërehet se sa më shum që të ketë kanale hyrëse, aq më shumë do të
ketë edhe via takuese. Nga kjo lehtë mund të konstatohet që masën duhet sjellur deri
te prodhimi në sa më pak vende, përveç në ato raste kur ka të bëjë me prodhimet me
mure të trasha dhe vëllim e sipërfaqe të mëdha.
Te prodhimet në të cilat vendosim pjesë metalike (H,1) duhet të kem kujdes që viat
bashkuese t’i bëjmë në sipërfaqe, të cilat nuk kërkojnë pamje të bukur. Prodhimet me
formë rrethore mund mbushen me shpërndarje rrethore anësore, si në (I,2), por te ato
me mure të trasha me këtë sistem viat bashkuese krijojnë gjurmë të dukshme (I,3).
Kur dëshirohet mos dukja e viave bashkuese, për prodhimet katërkëndore dhe me
sipërfaqe të mëdha, të cilat kanë depërtim të brendshëm (L,4), montohet një xhep
nëpër të cilin rrjedh masa dhe kështu pengohen rezistencat te bashkimi, e me këte
përmirësohen dukjet estetike të sipërfaqeve dhe kualiteti i strukturës së mureve.
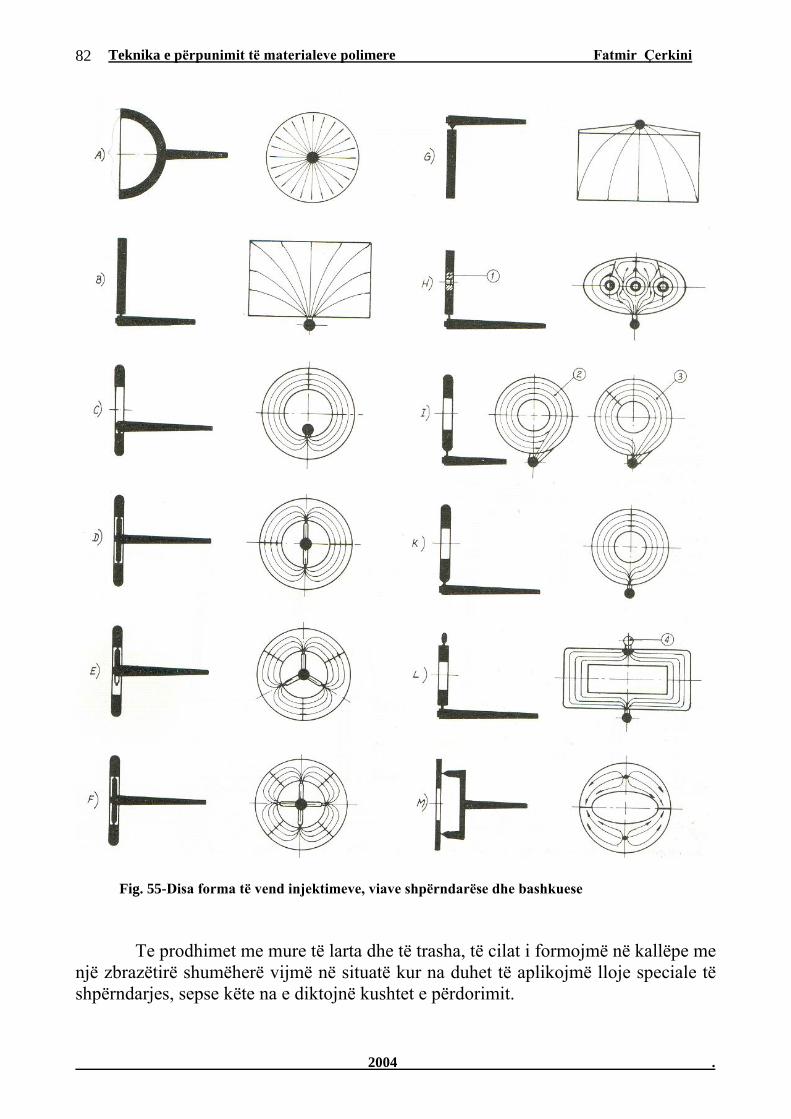
Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
82
Fig. 55-Disa forma të vend injektimeve, viave shpërndarëse dhe bashkuese
Te prodhimet me mure të larta dhe të trasha, të cilat i formojmë në kallëpe me
një zbrazëtirë shumëherë vijmë në situatë kur na duhet të aplikojmë lloje speciale të
shpërndarjes, sepse këte na e diktojnë kushtet e përdorimit.

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
83
Fig.56 Fig.57 Fig.58 Fig.59
Në figurat 57 deri në 60 janë treguar 4 shembuj të formimit të trupit të
makarave
Te prodhimet e larta shumë, duhet të përdorim shpërndarjen në formë pllake (fig.60
a) dhe në formë çadre (fig.60 b).
Fig.60

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
84
Sistemet shpërndarëse për kallëpe me më shumë zbrazëtira (strofuj)
Shpërndarja indirekte e masës nëpërmjet kanaleve përcjellëse më së shumti
përdoret në praktikë, sepse zakonisht punojmë kallëpe me dy ose më shumë
zbrazëtira.
Te këto sisteme masa e shkrirë e injektuar shpërndahet në çdo zbrazëtirë të
kallëpit nëpërmjet këtij sistemi, i cili përbëhet nga:
a) Kanalit kryesor prurës
b) Kanaleve shpërndarëse, dhe
c) Kanalet hyrëse (fig.61)
3 0
l= (7-:-20)d (max 70)
0
1 4/1min
Fig.61-Sistemet shpërndarëse
Në praktikë përdoren kryesisht tri lloje të kanaleve shpërndarëse dhe ate:
rrethor, trapezor dhe seksion gjysëm rrethor.

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
85
Fig.62-Një nga format e përcjelljes së masës
Sistemi injektues në formë tuneli
Me këtë sistem arrihet formimi që në tërësi i automatizuar, ndërsa sistemi
injektues ndahet nga prodhimi i formuar në fazën e hapjes së kallëpit. Përdorimi i
këtij sistemi është i mundur për kallëpe me një ose më shumë zbrazëtira kallëpore,
ndërsa formimi i prodhimit me këtë metodë mund të konsiderohet i kryer, sepse pas
kësaj nuk ka nevojë për heqjen e kanalit hyrës. Vetëm në raste të rralla te prodhimet
ku kërkohet dukje shum estetike, bëhet polirimi shtesë.
Sistemi tunelor i injektimit mund të aplikohet te të gjitha grupet e
termoplasteve, përveç te PVC-e butë, PE me d.v. te prodhimet me mure të larta dhe të
holla. Gjithsesi këtu vlen rregulli që për termoplaste siç janë PA, ABS, NORYL dhe
PMMA, duhet përdorë kanale harkore për tërë sistemin. Kanalet e hyrjes së masës së
shkrirë në zbrazëtirën kallëpore duhet të arrijnë vlerën e kanalit hyrës në formë pike

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
86
kapilare, në varshmëri nga lloji i termoplastit, formës së prodhimit dhe trashësisë së
mureve të tij.
Përcaktimi i dimensioneve dhe pozitës së kanaleve hyrëse dhe ndarëse,
gjithashtu kërkon, te ky sistem, që të mirren parasysh të gjithë faktorët e përmendur
te sistemet tjerë. Këtu është shumë me rëndësi që të shqyrtohen mirë rrugët e
rrjedhjes së masës nga hyrja deri te zbrazëtira kallëpore dhe te të gjithë termoplastet,
e veçanërisht te ato me veti të dobëta të rrjedhjes, ka nevojë të bëhen kanalet
rrjedhëse sa më të shkurtëra dhe me harqe.
Fig.63
Sistemi i treguar në fig.63 mund të përdoret për dimensionimin e të gjithë
termoplasteve, përveç atyre që i përmendëm më sipër, për të cilat është më i
përshtatshëm sistemi i treguar në fig. 64, sidomos për NORYL, ABS, PMMA, PC
dhe të tjerë.

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
87
Fig. 64
Te prodhimet me sipërfaqe e vëllime të mëdha, për seri më të mëdha,
përdorim gjithashtu sistemin tunelor indirekt, ashtu që vendosim më shumë kanale
tunelore, si në fig.65.
Fig. 65

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
88
Pozita e kanaleve tunelore mund të jetë e kthyer nga ana e epërme ose e
poshtme, siç është e treguar në fig. 66, që varet nga lloji i termoplastit përpunues
(elastik apo i egër) dhe nga funksioni i detalit gjatë punës më vonë.
a) Fig.66 b)
a) b)
b) d)
e) f)
Fig. 67,a,b,c,d.e,f

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
89
Te termoplastet elastike përdoret metoda e injektimit nga ana e poshtme. Kjo
tregohet në fig.67 a,b,c,e,f. Ndërsa në fig.67 d është treguar metoda e injektimit nga
ana e epërme për materialet e thyeshme (jo elastike).
Sistemet speciale të kanaleve shpërndarëse
Shumherë forma, madhësia, trashësia e mureve dhe pesha e prodhimeve
kushtëzojnë përdorimin e njërit nga sistemeve speciale të kanaleve shpërndarëse.
Për prodhime të cilat kanë mure shum të trasha dhe formë të gypit do të
përdoret te kallëpet me një zbrazëtirë shpërndarësin në formë çadre, siç është treguar
në fig.68. Te prodhimet të cilat nuk i kanë muret e larta dhe ku nuk janë të
rëndësishme vendet e bashkimit, përdoret shpërndarja rrethore, fig.69.
Fig. 68 Fig. 69
Nëse punojmë kallëpe me më shumë zbrazëtira, te prodhimet e tilla
përdorim sistemin shpërndarës të treguar në fig.70.

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
90
Fig. 70
Për prodhime me trashësi të mureve shumë të mëdha, si p.sh. dhëmbëzorët
dhe elementet tjerë përdoret injektimi disk-pllakë fig.71, gjegjësisht injektimi unazor
filmor fig.72.
Fig. 71 Fig. 72

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
91
Nëse kërkohet kualitet i lartë prej detaleve me mure të trasha dhe sipërfaqe të
mëdha, të punuara zakonisht prej PMMA, PC dhe SAN-it, përdoret metoda e
injektimit sistem-film, siç është e treguar në fig.73. Te prodhimet që kanë pjesë
anësore, përdoret sistemi i treguar në fig.74, ku kanali injektues (filmi) gjendet në
rrafshin e hapjes së kallëpit.
Fig. 73 Fig. 74
Fig.73 dhe 74- Metodat e injektimit sistem-film
Kontrolli i peshës së artikujve prej lëndësh plastike
Një nga faktorët më të rëndësishëm që ndikon në konsumin e lëndës së parë
është kontrolli i shtypjes së injektimit. Një shtypje e tepruar e injektimit shkakton
mbushjen e tepruar të foleve të formës. Në këtë mënyrë prodhohen artikuj rregullisht
me peshë më të rëndë, sepse përdoret më shumë lëndë e parë se sa nevoitet, pa asnjë
ndryshim të nevojshëm të masave të artikullit që prodhohet. Për shembëll një tepricë
e peshës vetëm prej një gjysëm ose një grami në çdo injektim, do të dalë me një
konsum mjaft të lartë të lëndës së parë, që mund të arrijë në kilograme të tëra brenda
ditës. Për këtë arsye është e domosdoshme të kontrollohet pesha e artikujve që
prodhohen dhe ajo pastaj të regjistrohet me kujdes në kartelat teknologjike sipas
artikujve. Ndryshimi i peshës së artikujve mundet poashtu të shkaktohet nga
ndryshimi i lëndës së parë, me ndryshimin e dendësisë së lëndës.
Për shembëll nëse punohet me rrjedhje të kokrrizuar dhe gjatë punës kalohet
në përdorimin e lëndës së pastër, pa patur parasysh dendësinë e lëndës, do të
shkaktohet një shtypje e tepruar e lëndës në brendinë e cilindrit të injektimit, gjë që

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
92
do të rrisë shtypjen pa patur nevojë. Kontrolli i peshës së artikujve të prodhuar mund
të bëhet edhe duke ndryshuar rrjedhjen e lëndës së shkrirë. Ky kontroll mund të
arrihet duke përmirësuar temperaturat e punës, kohën e injektimit etj. Në rastin e
përdorimit të presave moderne, ky problem nuk paraqitet me aq rëndësi, sepse në
këto makineri, doza e lëndës është e përcaktuar dhe kanë dispozitiva që ndalojnë
shtypjen e injektimit, kur forma të mbushet.
Problemet e përpunimit të termoplasteve me parimin e injektimit
Në qoftë se parimi i përpunimit të lëndëve plastike me injektim është i
thjeshtë, praktika e këtij parimi është në përgjithësi mjaft e vështirë.
Para së gjithash, duhen zgjedhur problemet teknike me qëllim që të zhduken
të metat në pjesët dhe në prodhimet që injektohen. Të metat që mund të paraqiten
gjatë punës kanë gjithmonë burimet dhe shkaqet e tyre. Natyrisht, pa zbuluar burimin
dhe shkakun, me një studim të kujdesshëm teknik, është e pamundur të mendohet
zhdukja e të metave të cilat kur paraqiten gjatë punës me parimin e injektimit në
përgjithësi, janë të ngjajshme me shumicën e termoplasteve. Megjithatë, me qenë se
secila prej tyre ka karakteristikat e veta, edhe të metat duhen parë dhe studjuar sipas
tyre. Të metat ndër të tjera mund të shkaktohen nga lënda e parë, nga makineria dhe
nga format.
Duke studjuar në mënyrë sistematike vështirësitë e punës ose të metat që
paraqiten gjatë saj, në përgjithësi është e mundur që të gjenden burimet dhe të bëhet
zhdukja e tyre. Për këtë qëllim disa nga këto probleme paraqiten në tabelën që vijon.
10.4.1. TË METAT GJATË PËRPUNIMIT TË TERMOPLASTEVE ME
PARIMIN E INJEKTIMIT DHE ZGJIDHJET PËRKATËSE
Tabela 15
E meta e vënë re Shkaku Zgjidhja
1 2 3
Mbushja jo e plotë e
formës.
Shtypja e injektimit shumë e
ulët.
Temperatura e lëndës shumë e
ulët.
Maja e injektimit shumë e ftohët
në fillim të punës.
Temperatura e formës shumë e
ulët.
Diametri i kanalit kryesor të
formës (karotës) shumë i vogël.
Tepricë ajri në foletë e formës.
Vendi i pikës së injektimit nuk
është i saktë.
Kanalet numerikisht të
pamjaftueshme.
Aftësia e makinës e
pamjaftueshme.
Të ngritet shtypja e injektimit.
Të zgjatet koha e injektimit ose të
ngritet lehtësisht temperatura e
cilindrit të injektimit.
Të ngrohet maja e injektimit.
Të ulet shpejtësia e ftohjes së
formës.
Të rritet diametri i karotës sipas
nevojës.
Të përmirësohet çfryrja e ajrit nga
forma.
Të përcaktohet saktësisht vendi i
kësaj pike.
Të rritet numri i kanaleve.
Të përdoret një makinë me aftësi
më të madhe.

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
93
1 2
3
Vështirësi për
nxjerrjen e prodhimit
nga forma
Ftohja e pamjaftueshme e
prodhimit që përpunohet.
Konicitetet e foleve të formës të
pamjaftueshme.
Tkurrja e prodhimit mbi pjesën
mashkullore të formës.
Nxjerrësit e formës ose të makinës
nuk punojnë mirë.
Sipërfaqja e prodhimit nuk është
ngurtësuar.
Shtypja e injektimit shumë e
ngritur.
Të ftohet forma për kohë më të
gjatë.
Të rriten këto konicitete sipas rastit
dhe nevojës.
Të shkurtohet koha e ftohjes, të
dallohet ftohja e dy pjesëve të formës.
Të ndreqen ose të zavendësohen
këta nxjerrësa.
Të vonohet hapja dhe të
përmirësohet ftohja e formës.
Të ulet shtypja e injektimit.
Ngecja e karotës
në kanalin e vet
Ngurtësimi i pamjaftueshëm i
prodhimit.
Diametri i karotës shumë i
madh.Koniciteti i pamjaftueshëm i
kanalit të injektimit.
Vrima e majes së injektimit është
më e madhe se kanali i injektimit.
Pa pastërti në brendinë e kanalit
të injektimit.
Pjesa fikse e formës ka
temperaturë të lartë.
Të zgjatet koha e ftohjes.
Të zvoglohet ky diametër.
Të rritet ky konicitet.
Të zvoglohet vrima e majes së
injektimit deri sa të përkojnë këto dy
vrima.
Të punohet pastër kanali i
injektimit, deri sa të mos pengojë
daljen e karotës.
Të barazohen temperaturat e
formës.
Deformimi i
prodhimit pas
nxjerrjes nga forma
Koha e ftohjes së prodhimit në
formë është shumë e shkurtë.
Prodhimi ka tensione të
brendshme.
Mungesë njëllojshmërie të
temperaturës së formës.
Vendi i pikës së injektimit nuk
është i saktë.
Paisja e nxjerrjes nuk punonin
mirë.
Të zgjatet koha e qëndrimit të
prodhimit në formë, të zgjatet cikli i
injektimit.
Të zhytet në ujë prodhimi posa të
jetë nxjerrë nga forma. Të rishikohet
ndërtimi i formës.
Të përmirësohet rregullimi i
temperaturës së formës.
Të përcaktohet saktësisht vendi i
kësaj pike.
Të kontrollohen dhe në rast nevoje
të ndreçen nxjerrësit.
Prodhimi ka fluska
Në brendinë e formës ka ajër ose
lagështi.
Temperatura e lëndës shumë e
lartë.
Sasia e lëndës së nevojshme për
këtë prodhim e pamjaftueshme.
Të sigurohet çfryrja e ajrit nga
forma, ose të thahet lënda para
përdorimit.
Të ulet kjo temperaturë.
Të rritet doza e lëndës sipas rastit
duke rritur shtypjen e injektimit.
Njolla në sipërfaqet e
prodhimit
Temperatura e cilindrit të
injektimit ose e formës shumë e lartë.
Forma ka vaj ose graso.
Graso ose vaji vijnë nga kunjat e
nxjerrësit të prodhimit.
Avullimi i substancës së ndarjes.
Të ulet temperatura e cilindrit ose e
formës.
Të pastrohet brendia e formës.
Kunjat e nxjerrësit të pastrohen
rregullisht ose të përdoret vaj vazelini.
Kjo substancë të përdoret në sasira
shumë të vogla.

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
94
1 2 3
Deformime
sipërfaqësore të
prodhimit
Temperatura e lëndës shumë e
lartë.
Shtypja e injektimit e
pamjaftueshme.
Nxjerrja e parakohshme e
prodhimit.
Shpejtësia e injektimit e pa
mjaftueshme.
Sipërfaqet e brendshme të formës
kanë të meta.
Furnizimi i makinës i pa
mjaftueshëm.
Aftësia e makinës e pa
mjaftueshme.
Të ulet kjo temperaturë.
Të ngrihet kjo shtypje.
Të vonohet hapja e formës.
Të ngrihet kjo shpejtësi.
Të ndreqet forma .
Të furnizohet makina rregullisht, të
rregullohet doza saktësisht.
Të përdoret një makinë me aftësi
më të madhe.
Sipërfaqja e
prodhimit me viza
gjatësore të
shkëlqyeshme
Lënda shumë e ftohët.
Forma shumë e ftohët.
Foletë e formës kanë[ lagështi.
Lënda ka lagështi.
Teprica substancash të ndarjes në
brendinë e formës.
Të ngrihet temperatura e lëndës.
Të ngrihet temperatura e formës.
Të thahet forma duke e ngrohur.
Të parathahet lënda.
Këto substanca të përdoren në
sasira më të vogla.
Prishja e ngjyrës së
prodhimit, prania e
pikave ose njollave të
verdha
Temperatura e injektimit shumë e
lartë.
Lënda ka qëndruar shumë kohë në
cilindrin e injektimit.
Mbingrohja lokale në cilindrin e
injektimit.
Në brendinë e cilindrit të injektimit
ka zona të vdekura.
Të ulet temperatuar e injektimit.
Të shkurtohet koha e injektimit.
Të ulet temperatura e cilindrit të
injektimit.
Të zavendësohet pistoni ose shneku
me një më të ri.
Prania e pikave ose
njollave të zeza në
pjesët anësore të
prodhimit.
Shfryrja e ajrit nga forma e pa
mjaftueshme.
Mbingrohja lokale e cilindrit të
injektimit.
Lënda ka papastërtira.
Pistoni ose cilindri i injektimit ka
papastërtira.
Të hapen kanale për shfryrjen e
ajrit ose të zgjerohen ekzistuesit.
Të sigurohet njëllojshmëria e
temperaturës së cilindrit të injektimit.
Të sigurohet pastërtia shumë e
madhe gjatë përdorimit të lëndës.
Të pastrohet pistoni ose cilindri, ose
të dyja.
Gjurmat e rrjedhjes
së lëndës mbi
sipërfaqet e
prodhimit.
Temperatura e lëndës shumë e ulët.
Forma shumë e ftohët.
Shtypja e injektimit shumë e ulët.
Shpejtësia e injektimit shumë e
vogël.
Kanalet e injektimit nuk janë në
vendet e duhura.
Shfryrja e ajrit e pamjaftueshme.
Të ngrihet kjo temperaturë.
Të ngrihet temperatura e formës.
Të rritet shtypja e injektimit.
Të rritet shpejtësia e injektimit.
Të ndreqet vendosja e këtyre
kanaleve.
Të sigurohet shfryrja e plotë e ajrit
nga forma.
Petëzime të dukshme
rreth e rrotull
karotës.
Shtresat e jashtme ngurtësohen në
çastin e hyrjes së lëndës në formë.
Të ngrihet temperatura e lëndës,
shtypja e injektimit dhe temperatura e
formës.

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
95
E meta e vënë re Shkaku Zgjidhje
1 2 3
Thyeshmëria, prirje
prishjeje e prodhimit.
Ngrohja e lëndës e parregullt.
Temperatura e injektimit shumë e
lartë.
Lënda qëndron shumë kohë në
cilindrin e injektimit.
Lënda është tharë në temperaturë
shumë të lartë.
Përpjestimi i rrjedhjeve
(i mbeturinave) shumë i lartë.
Të rregullohet shpërndarja e
tempçeraturës dhe të ulet shpejtësia e
injektimit.
Të ulet temperatura e injektimit.
Të shkurtohet koha e injektimit.
Të ulet temperatura e tharjes.
Të ulet përpjestimi i rrjedhjeve në
lëndën e parë ose të pezullohet
përdorimi i rrjedhjeve.
Forma nxjerrë
rrjedhje
Lënda shumë e ngrohët.
Shtypja e injektimit shumë e lartë.
Centrimi i pjesëve të formës nuk
është i rregullt.
Shtypja e mbylljes (shtërngimit) të
formës e pamjaftueshme.
Forma është dëmtuar.
Në sipërfaqet e brendshme
mbështetëse të formës ka lëndë të
huaja.
Të ulet temperatura e lëndës ose ajo
e formës.
Të ulet kjo shtypje, të zvoglohet
diametri ose vrima e kanalit të
injektimit.
Të përmirësohet centrimi i formës
në të dy anët.
Të ngrihet shtypja e mbylljes së
formës.
Të ndreqet forma.
Të pastrohen ose të shkëlqehen këto
sipërfaqe.
Rrjedhja e lëndës nga
maja e injektimit
ndërmjet dy
veprimeve të
injektimit.
Lënda shumë e nxehtë. Të ulet temperatura e cilindrit dhe e
majës së injektimit.
Rrjedhja e lëndës nga
maja e injektimit kur
forma është e hapët.
Mbingrohje e lëndës.
Të ulet temperatura e cilindrit dhe të
zbrazet me kujdes, duke mbajtur
formën në pozicionin e hapët.

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
96
10.5. PËRPUNIMI ME PRESIM INJEKTUES TË POLIMEREVE
SHKUMORE(TSG)
Injektimi një komponentësh
Te njëra metodë që përdoret më së shpeshti në Europë (fig.75) është e
nevojshme paisja për përzierje të thatë të elementeve për shkumëzim dhe një paisje e
thjeshtë për presim injektues. Kjo mundëson formimin e termoplastit shkumëzues me
aparaturat standarde, por të madhësisë së kufizuar.
Fig.75
Sipas kësaj metode punohen (injektohen) veglat me mure relativisht të trasha.
Detalet e fituara kanë një strukturë në formë shkume e cila nga ana e jashtme duket e
rrafshët dhe kompakte. D.t.th. masa e përdorur te kjo metodë përmbanë edhe shtesat
(elementet nxitës) për shkumëzim, ekspandim.
Për këto forma zakonisht përdoren makinat injektuese me presion të ulët < 20
bar ngase ,,elementi shtues” vepron përmes ekspanzionit në kallëp. Pas plastifikimit
dhe dozimit masa injektohet në kallëp. Masa me vëllim më të vogël se vëllimi i
pjesës që prodhohet shkumbohet në kallëp dhe pastaj aty ftohet(fig.76).

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
97
Fig.76
Sistemi tjetër me presion të ulët (fig.77) është më i specializuar, dhe shumëherë
e quajmë proqes me ajër. Me këtë metodë e cila dallohet me kapacitet më të lartë të
plastifikimit dhe forcë më të madhe të mbylljes prodhohen pjesët mbi 250 N.
Edhe pse paisja për secilin proqes dallohet, të dy proqeset kërkojnë injektimin
e përzierjes kontinuale të masës së polimerit dhe gazit inert në kallëp i cili është nën
presion shumë të ulët. Masa e përcaktuar që më parë e injektuar vetëm pjesërisht e
mbushë kallëpin. Atëherë gazi e ekspandon atë masë, ashtuqë ajo e mbushë në tërësi
kallëpin.
Formimi nën presion të ulët zvoglon kërkesat për punimin e kallëpit, ashtu që
mundësohet ndërtimi i kallëpit edhe nga giza, e cila është shumë më e lirë se çeliku.
Ulja e vërtetë e shpenzimeve në krahasim me kallëpet normale për presim injektues
varet nga madhësia e prodhimit dhe vëllimi i formës, por kursimet tipike janë 20-45
%.
Te formimi i termoplasteve shkumore munden në raste të kufizuara me u
përdorë: paisjet standarde për presim injektues, por rezultate të kënaqshme arrijmë
nëse përdorim këto:
a) Bëjmë paraplastifikimin e masës me kërmill. Me këte fitohet masa e njëllojt
dhe shpërndarja optimale e elementit për shkumëzim.
b) Të përdoret valvola për mbylljen e fytzës për injektim. Valvola mund të
vehet në lëvizje në mënyrë mekanike, pneumatike, ose më së miri me
hidraulikë.
c) Shpejtësia e injektimit duhet të jetë sa më e madhe.

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
98
Fig.77
Proqesi me elementet kimike për shkumëzim (ekspandimi)
Kjo metodë më së shumti përdoret, sepse është më e thjeshtë dhe ka mundësi te
shumica e polimereve, me anë të përzierjes së thatë të komponohet elementi i caktuar
për ekspandim. Megjithkëtë gjatë përpunimit të shum polimereve preferohet të
porositet granulati i cili e ka që më parë të komponuar elementin për shkumëzim,
përveq polimereve të cilat përpara përpunimit duhet të teren.
Në princip proqesi zhvillohet ashtu që gjatë kohës së përpunimit elementi për
ekspandim ( më së shpeshti Genitron) përpunohet nga ndikimi i nxehtësisë dhe
lëshon gazin në masën e plastifikuar. Vëllimi i caktuar për shtrydhje injektohet në
zbrazëtirën kallëpore me shpejtësi sa më të madhe, më së shpeshti për 0,2 deri 0,5
sekonda.
Proqesi fizik me ajër
Ky proqes bëhet në këtë mënyrë:
Granulati nga depoja e furnizimit plastifikohet në cilindrin me kërmill. Aty
zbutet dhe përzihet me ajër, i cili futet direkt në cilindër. Kërmilli e mbushë polimerin
me gaz në akumulator, i cili e mbanë këtë shkrirje nën presion nga 150 – 350 bar. Ky
presion pengon ekspandimin e parakohshëm gjithnjë deri sa të mos tubohet sasia e
nevojshme e masës për një shtrydhje. Kur të arrihet sasia e dëshiruar, valvola hapet
dhe pistoni i akumuluesit e shtynë masën e përgaditur në zbrazëtirën kallëpore. Në
këtë rast kallëpi është i mbushur vetëm pjesërisht.
Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
99
Meqenëse kallëpi gjendet nën presion shumë të ulët (15 – 35 bar) polimeri me
gaz, i cili më parë ishte nën presion të lartë, ekspandohet dhe plotësisht e mbushë
hapsirën e kallëpit. Valvola mbyllet dhe akumuluesi përsëri mbushet, ndërsa
prodhimi i formuar brenda kësaj kohe ftohet.
Përpunimi i polimereve shkumore me metodën shumëkomponentëshe
E meta e metodës TSG është vështirësia e përfitimit të sipërfaqeve të rrafshëta
ku nuk do të dukej struktura poroze. Për këtë arsye pjesët e fituara me strukturë
poroze iu nënshtrohen përpunimeve të mëpastajme sipërfaqësore, si:
-lyerjes me llak
-stampimit
-metalizimit, etj.
Pas përpjekjeve të shumta është arrijtë që të prodhohen pjesë të shkumëzuara
me sipërfaqe të lëmuet, duke kombinuar përparësitë e injektimit kompakt me ate në
formë shkume. Aplikim tipik të metodës shumkomponentëshe të shtrydhjes
shkumëzuese tregojnë fig.78-80. Kështu tani janë në përdorim tri metoda
shumëkomponentëshe të shtrydhjes shkumëzuese: me një kanal, me dy kanale, me tre
kanale.
Fig.78
Metoda me një kanal
Kjo metodë paraqet shkallën e parë të zhvillimit. Masat e shkrira për muret
kompakte të jashtme dhe për bërthamën me shkumë futen njëra pas tjetrës në kallëp
duke mbyllë njërën prej valvolave. E meta kryesore e metodës me një kanal është te
rastet kur vendosim parametrat për të fitu mure sa më të holla të jashtme. Në këso
raste ka mundësi që mbështjellja e jashtme në vende të ndryshme, sidomos në vend
hyrjet e masës, të bëhet jashtzakonisht e hollë. Në këto raste mundet që masa
shkumëzuese e cila rrymon në fazën e dytë në zonat hyrëse të bartë me vedi këtë
shtresë të hollë dhe kështu të vie deri te depërtimi i shkumës në këtë pjesë.

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
100
Fig.79 Fig.80
Metoda me dy kanale
Metoda me dy kanale (fig.81 dhe 82) paraqet zhvillimin e mëtutjeshëm të
teknikës njëkanalëshe. Metoda me dy kanale mundëson futjen simultane të pjesës
kompakte për muret e jashtme dhe materialit shkumor të bërthamës në fazën e fundit
të injektimit dhe në këtë mënyrë ndikon në trashësinë e shtresës së jashtme kompakte
në pjesën e kanalit hyrës të prodhimit.
Fig.81 Fig.81/1
Fig.82 Fig.82/1

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
101
Metoda me tre kanale
Kjo metodë është më e përparuar se dy metodat tjera. Te kjo metodë në
trashësinë e mureve të shtresës së jashtme kompakte mund të ndikohet nga të dy anët
e kallëpit. Shkuma depërton deri në fund të rrjedhjes që nuk ka qenë rasti te teknika
me një dhe dy kanale. Artikujt e fituar janë me peshë specifike më të lehtë. Deri tani
me metodën shumkomponentëshe janë përpunua PS, ABS, SAN, PC, PA, PE, PP,
PVC-i butë, PMMA, etj. Disa nga këto polimere mund të kombinohen ashtu që për
muret kompakte zgjedhet p.sh. plastmasa me vlerë të lartë, gjegjësisht masa me veti
të veçanta, ndërsa për bërthamën shkumore përdoret polimer më i lirë. Këtu duhet
patur kujdes që lidhja e mirë e komponenteve mund të arrihet vetëm te polimeret e të
njejtit lloj.
Fig.83 Fig.84
Në përfundim të injektimit(ndrydhjes) kanali mbyllet me masë kompakte siç
shihet në fig.84.
Mbushësat shkumëzues duhet të plotësojnë kërkesat e zakonshme për shtesat e
polimereve, d.t.th. as mbushësat as produktet e tyre nuk guxojnë me ndiku negativisht
në vetitë fiziko-mekanike dhe toksikologjike të plastmasave. Duhet të jetë
homogjenizuese me polimerin, nuk guxon të ketë veprim koroziv ose ndonjë ndikim
tjetër të dëmshëm. Sot më së shumti përdoren mbushësat shkumëzues me bazë
Azodikarbonamidi (ADC). Për dallim nga mbushësat tjerë shkumëzues këto na japin
strukturë më të imët, që njëkohsisht përmirësojnë vetitë mekanike.
Me metodën e injektimit shkumëzues me shum komponente mund të
prodhohen pjesët të cilat janë 5 deri 35 % më të lehta nga ato të punuara me lëndë
kompakte.

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
102
a) c)
b) d)
e) Fig.85-Pjesë të punuara në mënyra të ndryshme;
a)pjesë kompakte , b)pjesë shkumore me një komponentë, c)pjesë kompakte dy komponentëshe,
d)pjesë shkumore dy komponentëshe, e)pjesë shkumore dy komponentëshe me mure kompakte
10.6. PRODHIMI ARTIKUJVE ME BRENDI BOSHE ME ANË TË
FRYRJES
Ekzistojnë variacione të shumta të metodave të formimit të artikujve me brendi
boshe me anë të fryrjes. Është shumë vështirë me i sistematizu, meqenëse deri më sot
ekzistojnë mbi dhjetë sisteme të patentuara të formimit me anë të fryrjes.
Një klasifikim të mundshëm mund ta bëjmë si vijon:
-Ekstrudim-fryrja në ekstruderë me paisjen për fryrje,
-Fryrja me presim injektues
10.6.a) metoda me ekstrudim-fryrje
Metoda e ekstrudim-fryrjes siguron edhe prodhimin e objekteve të ndërlikuara
me brendi boshe, por me kusht që të veprohet me cikle të ndërprera. Kështu
prodhohen shishet, bidonat, kacat, kukullat e një trupi etj. Me këtë metodë lënda e
shkrirë e një ekstruderi, kalon nëpër kokën e kësaj makine dhe del në formë të një
gypi (fig.86a), i cili rrjedhë vazhdimisht duke kaluar ndërmjet dy pjesëve femërore të
formës me të cilën punohet (poz. A). Në këtë çast bëhet mbyllja e formës, e cila e
pickon gypin e ngrohtë në të dy ekstremitetet e tij (poz. B). Ekstremiteti i poshtëm i
gypit pjesërisht mbetet i hapur, që të lejojë kalimin e një mashkulli nëpërmjet të cilit
fryhet ajri me shtypje rreth 2 deri 6 bar. Në çastin kur forma është e mbyllur
plotësisht, ajri fryhet me forcë në brendinë e gypit të ngrohtë elastik, i cili fryhet deri
sa të takojë dhe të përshtatet nëpër sipërfaqet e brendshme të formës dhe i jep trajtën
përfundimtare objektit të fryrë. Pas një kohe të shkurtër të ftohjes, bëhet hapja e
formës dhe nxirret objekti i fryrë (poz. C). Cikli i punës vazhdon me zbritjen e një
gypi të dytë, të tretë e kështu me radhë.

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
103
a)
b)
Fig. 86a dhe b-Prodhimi i artikujve me brendi boshe me metodën e ekstrudim-fryrjes
ku ekstrudimi bëhet prej së larti, ndërsa fryrja prej së poshtmi.
Karakteristikë esenciale e kësaj metode është se të gjitha format
metalike(kallëpet), që përdoren për prodhimin e objekteve me brendi boshe, përbëhen
vetëm prej pjesëve femërore. Rolin e pjesës mashkullore të formës e kryen ajri i
ngjeshur, pasi pjesa mashkullore e formës, pas veprimit të kryer, nuk ka mundësi të
dalë nga gryka e ngushtë e artikullit të fryrë.
Në fig.88 është treguar metoda e ekstrudim –fryrjes, ku ekstrudimi dhe fryrja
bëhen nga e njejta anë, d.m.th. pas mbylljes së kallëpit dhe ndaljes së ekstrudimit,
nëpër kokën ekstruduese fryhet me presion.

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
104
Fig. 87- Prodhimi i objekteve boshe me ekstrudim-fryrje kur ekstrudimi dhe fryrja bëhet nga e njejta
anë: a) ekstrudimi i paraformës tubulare,
b) mbyllja e kallëpit dhe prerja e fundit,
c) fryrja e gypit të ekstruduar në formën e dëshiruar
Fig.88-Fazat e prodhimit të një shisheje

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
105
Format për prodhimin e artikujve me brendi boshe duhet të ndërtohen prej
çeliku, gize ose alumini. Alumini praktikohet për objekte me masa të mëdha, me
qëllim që të mënjanohet mbingarkesa e makinës fryrëse. Gjatë projektimit të formave
duhet të kihet parasysh që të krijohet një qarkullim i mirë i ftohjes, gjë që duhet të
studjohet për çdo rast në veçanti. Ftohja duhet të bëhet e shpejtë dhe në pjesët më të
trasha të objektit që prodhohet.
Metoda e ekstrudim-fryrjes është veçanërisht ekonomike për prodhimin e
artikujve me seri të mëdha, për rendimentet e larta që siguron dhe sasirat e reduktuara
të lëndës së parë që kërkon.
Me këtë metodë të përpunimit zakonisht përpunohen: polietileni,
polivinilkloridi, polipropileni, polistireni në formë kokrrizash, etj.
10.6.b) Fryrja me presim injektues
Për dallim nga ekstrudim-fryrja te fryrja injektuese, paraforma prodhohet në
presën injektuese. Njëra anë e kallëpit për presim injektues shërben njëkohsisht edhe
si paisje kalibruese e kallëpit për fryrje, nëpër të cilën fryhet paraforma. Paisja
kalibruese përbëhet prej nofullave lëvizëse, të cilat pas hapjes së kallëpit për presim
injektues e mbyllin paraformën. Ndërsa fryrja dhe nxjerrja nga kallëpi bëhet njësoj si
te ekstrudim-fryrja. Fazat teknologjike të fryrjes injektuese janë të treguara në fig. 89
dhe 90.
Fig. 89-Fryrja injektuese : a) presimi injektues i paraformës tubulare me fundin e mbyllur
b) hapja e kallëpit
c) mbyllja e anës për fryrje
d) fryrja e paraformës së injektuar në formën e dëshiruar

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
106
Fig. 90-Fazat e fryrjes injektuese deri te nxjerrja e produktit
Metoda e fryrjes me presim injektues është kombinim i metodës së presimit
injektues dhe fryrjes. Për shkak të kualitetit shum të mirë, pjesët e punuara me këtë
metodë plotësojnë gjithnjë e më shum kërkesat për pjesët e punuara me vlerë dhe për
shkak të lëndëve me të cilat mbushen, si p.sh. kozmetike, farmaceutike, ushqimore
etj.
Lëndët plastike që përpunohen më së shumti me këtë metodë janë: PE d.v. PE
d.m. PMMA dhe PVC, PP, ABS, PC, POM, etj.
Te përpunimi i polimereve teknike të cilat përdoren për pjesë të shtrenjta,
shtrohen edhe kërkesa të rrebëta në pjesën e formuar, ndërsa me këtë metodë arrijmë
kërkesat kufitare siç janë:
-trashësia e njejtë e mureve në çdo anë
-sipërfaqet e jashtme shkëlqyese
-qëndrueshmëri e madhe në shtypje të shisheve në të gjitha drejtimet.
-nuk ka tegele
-nuk ka shkart
Fakti që nuk mbetet material shkart, është me rëndësi për komponentet e
shtrenjëta siç janë: PC, PMMA, PA të cilat duhet të teren para përpunimit.
Në fig.91 janë të treguara disa prodhime të firmës VOITH-FISCHER (a) dhe
firmës tjetër KRUPP-KAUTEX (b).

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
107
a) b)
Fig. 91- Disa artikuj të fituar me anë të përpunimit me fryrje
Ftohja e kallëpeve për fryrje
Ftohja e mirë dhe temperimi i qëlluar i kallëpit janë parakushte për kualitet të
mirë të sipërfaqes dhe për ruajtjen e dimensioneve të prodhimeve me fryrje. Ftohja e
drejtë luan rol të rëndësishëm për arritjen e kohës optimale ekonomike të ftohjes. Me
përdorimin e materialit të kallëpit i cili e përcjellë mirë nxehtësinë, konstruktori
mundet vendosmërisht me ndiku në temperim të kallëpit dhe në ekonomicitetin e
metodës së formimit me fryrje.
Si mjet ftohës përdoret uji nga ujësjellësi. Nëse është i nevojshëm edhe
temperimi i kallëpit, gjegjs. nëse kërkohen temperatura më të larta të kallëpit,
zakonisht mjafton zvoglimi i rrjedhjes së ujit ftohës ose duhet përdorë ujin e nxehtë.
Nëse është i nevojshëm temperimi i kallëpit mbi 90o
C, p.sh. te fryrja e poliacetalit
(POM-it), punohet zakonisht me mjete ftohëse të cilat e kanë temperaturën e vlimit
më të lartë se të ujit, p.sh. me përzierjen e ujit me etilenglikol në përpjesë 40:6.
Dimensionimi i drejtë dhe shpërndarja e mirë e sistemit ftohës janë kërkesa me
rëndësi për kualitet të mirë të kallëpit. Kanalet ftohëse duhet shpërnda ashtu që mos
të ndikojnë keq në kualitetin e artikullit dhe nxjerrjen e tij nga kallëpi. Shpërndarja jo
e rregullt e temperaturës në zbrazëtirën e kallëpit zakonisht sjell deri te lajmërimi i
thellimeve në prodhimin e gatshëm. Pjesët në grykë dhe në fund duhet mirë të ftohen,
sepse në këto vende mund të priten grumbullime të materialit. Preferohet që ftohja e
grykës dhe fundit të ndahet nga ftohja e zbrazëtirës së kallëpit (fig.92 a,b).

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
108
a) b)
Fig, 92-Paraqitja skemaike e ftohjes së kallëpit: a) sistemi ftohës një rrethor, b) shum rrethor
Kanalet e shpuara ftohëse japin rezultate të kënaqshme për shkak të punimit të tyre
ekonomik dhe vetive ftohëse (fig.93).
Fig.93
Është e dëshirueshme që kanalet ftohëse të jenë në distanca të barabarta dhe
sa më afër sipërfaqes së zbrazëtirës në kallëp. Nëse kanalet ftohëse janë shum të
vegjël mund të mbyllen nga mbeturinat e ujit ftohës. Mirëpo nëse kanalet janë shum
të mëdha, kalimi i njëtrajtshëm i nxehtësisë nuk është i mundur për shkak të distancës
shum të madhe në mes të kanaleve ftohëse dhe largësisë nga sipërfaqja e zbrazëtirës
kallëpore.
Në tab.16, më poshtë janë të treguara detalet për kanalet e shpuara ftohëse.
Kanalet ftohëse janë ndërmjet vedi të lidhura me thellimet e gdhendura. Këto thellime
janë të mbuluara me pllaka prej gome të cilat janë mirë të shtërnguara me anë të
pjesëve në grykë dhe në fund.

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
109
Tabela 16
Madhësia e zbrazëtirës
kallëpore
D
(mm)
Madhësia e kanaleve
ftohëse
d
(mm)
Largësia nga kanali
ftohës deri te sipërfaqja
e zbrazëtirës
Largësia në mes të
qendrave (akseve) të
dy kanaleve ftohëse
30 10
½ d
1 d—3d
50 12
75 12
100 12
150 15
200 18
mbi 250 20
10.6.1. UDHËZIME PËR PRODHIMIN E ARTIKUJVE ME BRENDI
BOSHE ME FRYRJE
Trupat plastik me brendi boshe prodhohen me fryrje në të shumten e
rasteve nga polietileni dhe polipropileni e më pak nga PVC-ja, poliamidi,
polikarbonati etj. Për këtë arësye udhëzimet që do të ipen në vazhdim kufizohen në
prodhimet nga polietileni. Në përgjithësi këto rregulla të prodhimit mund të përdoren
edhe për materialet tjera të përmendura. Në vazhdim do të ipen disa udhëzime që
kanë rëndësi të veçantë për konstruktimin e artikujve me fryrje.
Pozita e vend ndarjes së pllakave të kallëpit
Vend ndarjet e pllakave të kallëpit për fryrje duhet të jenë në pozitën më të
përshtatshme teknologjike në raport me trupin me brendi boshe. Ato varen nga forma
e trupit dhe nga pozita e ndonjë pjese shtesë eventuale metalike. Fig.94 tregon
pozitën e pllakave ndarëse te prodhimet rrotaciono- simetrike, ndërsa fig. 95 dhe 96
tregojnë pozitën më të përshtatshme të pllakave ndarëse të kallëpit te prodhimet me
fryrje me prerje eliptike dhe katërkëndore. Mbajtëset, dorezat për bartje, shtesat tjera,
çdoherë duhet vendosë ashtu që të qëndrojnë në pllakat ndarëse të kallëpit.
Formimi i pjesës fundore të prodhimeve
Që të mund të qëndrojnë më mirë prodhimet me fryrje, parashihen thellime
në pjesën e poshtme. Për të përmirësu stabilitetin e prodhimit dhe për të kompenzu
mbledhjen, pllaka fundore bëhet pak si e bombuar. Ky thellim te prodhimet me fryrje
me vëllim deri në 5 l preferohet të ketë këto vlera (sipas fig.94, 95, 96):
-prodhimet nga polietileni dhe polipropileni h = 3 deri 7 mm
- nga PVC i fortë dhe polikarbonati h = 2 deri 3 mm

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
110
Rrezet e lakesave
Të gjitha këndet, brigjet, profilet e filetave, kanalet dhe mbishkrimet e
shtypura duhet për arsye teknologjike të rrumbullaksohen mirë. Madhësia e rrezeve të
lakesave në brigje në grykë dhe në fund të prodhimeve me brendi boshe për shishet
eliptike dhe rrethore duhet të ketë vlerën e 1/5 e d (fig.94 dhe 95).
Formimi i filetave
Preferohen fileta rrethore ose trapezore mirë të rrumbullaksuara. Përfundimet
e filetave nuk guxojnë të jenë në vend takimin e pllakave ndarëse të kallëpit. Është
edhe më mirë që në vend ndarjen e pllakave fileta të ndërpritet, siç është treguar në
fig.88. Fillimi dhe fundi i filetave duhet të jenë të larguara për 2 – 3 mm. Lartësia e
filetave duhet të jetë rreth 1,5 mm.
Fig.94 Fig.95 Fig.96
a – a - vend ndarja e pllakave a – a - vend ndarja e pllakave
r = 0,2 ; h = 2 – 7 mm
(varësisht nga lloji i polimerit)
Kushtet e përpunimit—shënimet teknologjike për fryrjen e disa
polimereve
Kushtet e përpunimit për teknologji optimale dukshëm dallohen varësisht nga
vetitë specifike të polimereve dhe nga konstruksioni i paisjeve për fryrje. Për këtë
arsye kishte me qenë shum gabim me i përgjithësu kushtet e përpunimit për formimin
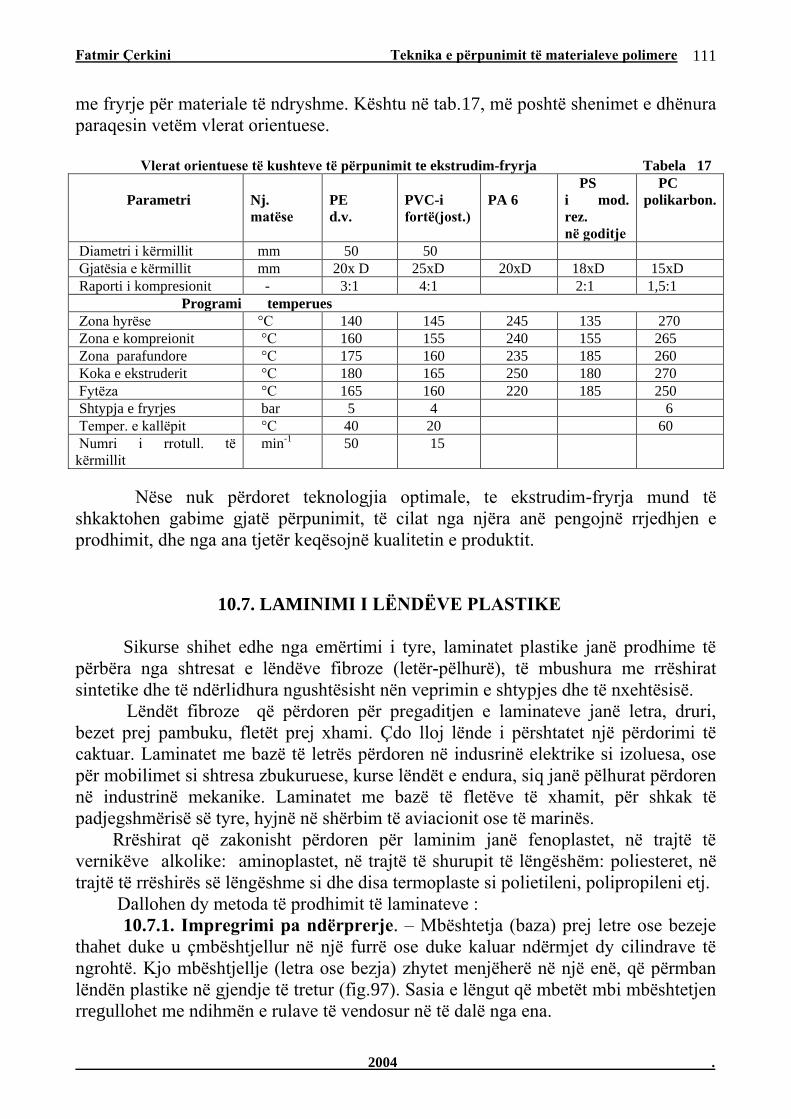
Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
111
me fryrje për materiale të ndryshme. Kështu në tab.17, më poshtë shenimet e dhënura
paraqesin vetëm vlerat orientuese.
Vlerat orientuese të kushteve të përpunimit te ekstrudim-fryrja Tabela 17
Parametri
Nj.
matëse
PE
d.v.
PVC-i
fortë(jost.)
PA 6
PS
i mod.
rez.
në goditje
PC
polikarbon.
Diametri i kërmillit mm 50 50
Gjatësia e kërmillit mm 20x D 25xD 20xD 18xD 15xD
Raporti i kompresionit - 3:1 4:1 2:1 1,5:1
Programi temperues
Zona hyrëse °C 140 145 245 135 270
Zona e kompreionit °C 160 155 240 155 265
Zona parafundore °C 175 160 235 185 260
Koka e ekstruderit °C 180 165 250 180 270
Fytëza °C 165 160 220 185 250
Shtypja e fryrjes bar 5 4 6
Temper. e kallëpit °C 40 20 60
Numri i rrotull. të
kërmillit
min-1 50 15
Nëse nuk përdoret teknologjia optimale, te ekstrudim-fryrja mund të
shkaktohen gabime gjatë përpunimit, të cilat nga njëra anë pengojnë rrjedhjen e
prodhimit, dhe nga ana tjetër keqësojnë kualitetin e produktit.
10.7. LAMINIMI I LËNDËVE PLASTIKE
Sikurse shihet edhe nga emërtimi i tyre, laminatet plastike janë prodhime të
përbëra nga shtresat e lëndëve fibroze (letër-pëlhurë), të mbushura me rrëshirat
sintetike dhe të ndërlidhura ngushtësisht nën veprimin e shtypjes dhe të nxehtësisë.
Lëndët fibroze që përdoren për pregaditjen e laminateve janë letra, druri,
bezet prej pambuku, fletët prej xhami. Çdo lloj lënde i përshtatet një përdorimi të
caktuar. Laminatet me bazë të letrës përdoren në indusrinë elektrike si izoluesa, ose
për mobilimet si shtresa zbukuruese, kurse lëndët e endura, siq janë pëlhurat përdoren
në industrinë mekanike. Laminatet me bazë të fletëve të xhamit, për shkak të
padjegshmërisë së tyre, hyjnë në shërbim të aviacionit ose të marinës.
Rrëshirat që zakonisht përdoren për laminim janë fenoplastet, në trajtë të
vernikëve alkolike: aminoplastet, në trajtë të shurupit të lëngëshëm: poliesteret, në
trajtë të rrëshirës së lëngëshme si dhe disa termoplaste si polietileni, polipropileni etj.
Dallohen dy metoda të prodhimit të laminateve :
10.7.1. Impregrimi pa ndërprerje. – Mbështetja (baza) prej letre ose bezeje
thahet duke u çmbështjellur në një furrë ose duke kaluar ndërmjet dy cilindrave të
ngrohtë. Kjo mbështjellje (letra ose bezja) zhytet menjëherë në një enë, që përmban
lëndën plastike në gjendje të tretur (fig.97). Sasia e lëngut që mbetët mbi mbështetjen
rregullohet me ndihmën e rulave të vendosur në të dalë nga ena.

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
112
Fig. 97- Impregnimi me zhytje pa ndërprerje
Tretësi i rrëshirës zhduket duke kaluar shtresën e lagur nëpër një tunel të
ngrohtë. Pas ftohjes, mbështetja (letra) e impregnuar me shtesën e lëngëshme nxirret
nga tuneli dhe bobinohet, ose në rast nevoje menjëherë pritet në fletë, që stivohen një
mbi një e pastaj vendosen nën një presë, ku bëhet ndërlidhja e shumë shtresave sipas
nevoje.
Kjo metodë përdoret edhe me shkrirjen e termoplasteve sidomos të polietilenit
me bazë letre ose tekstilesh.
10.7.2. Impregnimi me ndërprerje.-Laminatet në trajtë pllakash, që përbëjnë
përdorimet kryesore të kësaj teknologjie, pregaditen në presa të mëdha me shumë
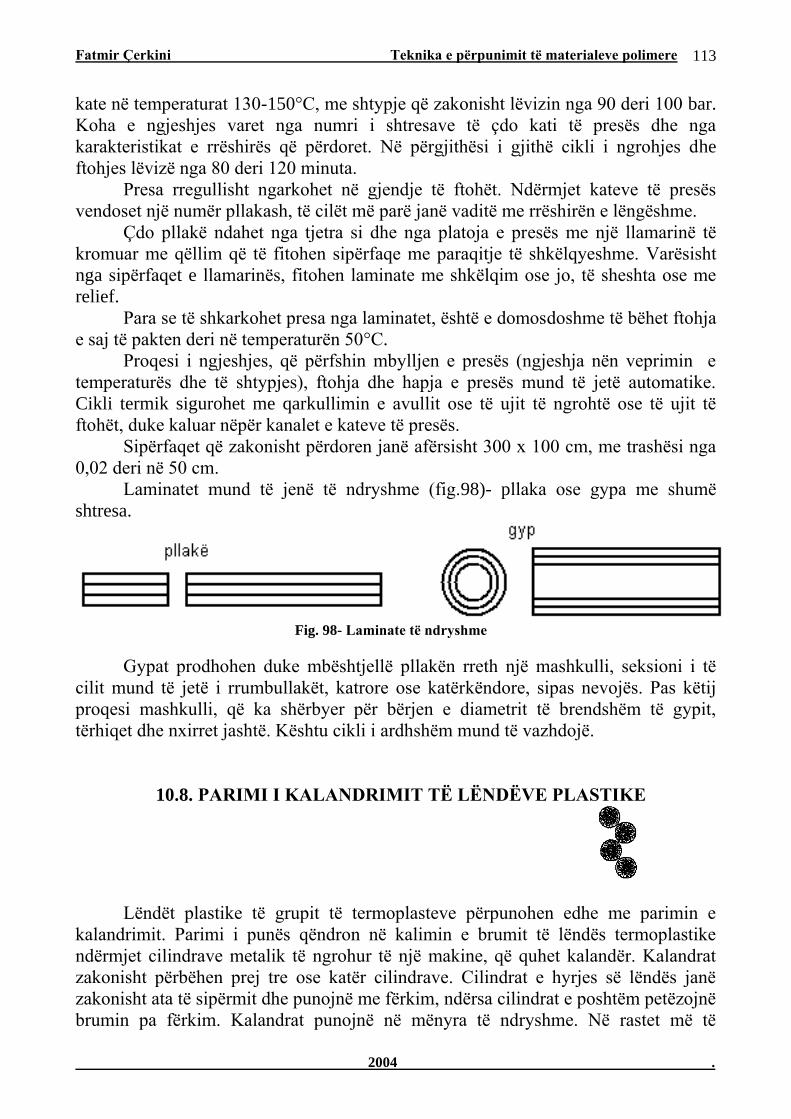
Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
113
kate në temperaturat 130-150°C, me shtypje që zakonisht lëvizin nga 90 deri 100 bar.
Koha e ngjeshjes varet nga numri i shtresave të çdo kati të presës dhe nga
karakteristikat e rrëshirës që përdoret. Në përgjithësi i gjithë cikli i ngrohjes dhe
ftohjes lëvizë nga 80 deri 120 minuta.
Presa rregullisht ngarkohet në gjendje të ftohët. Ndërmjet kateve të presës
vendoset një numër pllakash, të cilët më parë janë vaditë me rrëshirën e lëngëshme.
Çdo pllakë ndahet nga tjetra si dhe nga platoja e presës me një llamarinë të
kromuar me qëllim që të fitohen sipërfaqe me paraqitje të shkëlqyeshme. Varësisht
nga sipërfaqet e llamarinës, fitohen laminate me shkëlqim ose jo, të sheshta ose me
relief.
Para se të shkarkohet presa nga laminatet, është e domosdoshme të bëhet ftohja
e saj të pakten deri në temperaturën 50°C.
Proqesi i ngjeshjes, që përfshin mbylljen e presës (ngjeshja nën veprimin e
temperaturës dhe të shtypjes), ftohja dhe hapja e presës mund të jetë automatike.
Cikli termik sigurohet me qarkullimin e avullit ose të ujit të ngrohtë ose të ujit të
ftohët, duke kaluar nëpër kanalet e kateve të presës.
Sipërfaqet që zakonisht përdoren janë afërsisht 300 x 100 cm, me trashësi nga
0,02 deri në 50 cm.
Laminatet mund të jenë të ndryshme (fig.98)- pllaka ose gypa me shumë
shtresa.
Fig. 98- Laminate të ndryshme
Gypat prodhohen duke mbështjellë pllakën rreth një mashkulli, seksioni i të
cilit mund të jetë i rrumbullakët, katrore ose katërkëndore, sipas nevojës. Pas këtij
proqesi mashkulli, që ka shërbyer për bërjen e diametrit të brendshëm të gypit,
tërhiqet dhe nxirret jashtë. Kështu cikli i ardhshëm mund të vazhdojë.
10.8. PARIMI I KALANDRIMIT TË LËNDËVE PLASTIKE
Lëndët plastike të grupit të termoplasteve përpunohen edhe me parimin e
kalandrimit. Parimi i punës qëndron në kalimin e brumit të lëndës termoplastike
ndërmjet cilindrave metalik të ngrohur të një makine, që quhet kalandër. Kalandrat
zakonisht përbëhen prej tre ose katër cilindrave. Cilindrat e hyrjes së lëndës janë
zakonisht ata të sipërmit dhe punojnë me fërkim, ndërsa cilindrat e poshtëm petëzojnë
brumin pa fërkim. Kalandrat punojnë në mënyra të ndryshme. Në rastet më të

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
114
thjeshta, për proqeset ndihmës, shërbejnë për përzirjen ose zbutjen e brumrave
termoplastike, ose për profilimin e fletëve që më parë kanë dalë nga kalandra.
Në kalandrat me tre cilindra(fig.99) brumi hidhet në hapësirën ndërmjet dy
cilindrave të sipërm. Këtu me rrotullimin në drejtime të kundërta të cilindrave bëhet
zbrumimi i parë i lëndës. Në vazhdim të rrugës së vet brumi kalon ndërmjet dy
cilindrave të fundit, ku kryhet kalandrimi dhe pastaj del fleta e dëshëruar.
Fig.99- Kalandrimi i lëndëve plastike me 3 cilindra
Në kalandrat me katër cilindra (fig.100), të cilët zakonisht përdoren për
kalandrimin e lëndëve plastike, lënda mund të hidhet në hapsirën e dy cilindrave të
sipërm ose të poshtëm.

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
115
Fig. 100- Kalandrimi i lëndëve plastike me kalandra me 4 cilindra
Këto lloj kalandrash shërbejnë edhe për dublimin e tekstileve ose të letrës me
lëndë plastike (fig.101).
Fig. 101-Kalandrat për dublimin e letrës ose tekstilit me lëndë plastike
Ekzistojnë kalandra me pozicione të ndryshme të cilindrave dhe më të
përdorshmet janë në trajtë të germës L të kthyer dhe në atë të germës Z.
Për shkak të temperaturave të larta që kërkohen për kalandrimin e lëndëve
plastike, ngrohja e cilindrave bëhet me rezistenca elektrike ose me ujë të ngrohtë. Kjo
e fundit është mënyra më e mirë e ngrohjes, pasi rregullimi i nxehtësisë është më i
lehtë. Temperatura e cilindrave varet nga trashësia e fletës që do të prodhohet dhe
lënda plastike që do të kalandrohet.
Në bazë të parimit të kalandrimit mund të prodhohen fletët të trashësive dhe të
gjerësive të ndyshme, në gjatësi të dëshiruar. Diametri i cilindrave të një kalandre
është zakonisht 60 deri 70cm, kurse gjerësia lëvizë nga 1.5 m. deri në 2m. Është e
qartë se nga gjerësia e cilindrave të kalandrës varet edhe gjerësia e fletës që
prodhohet.
Fletët, duke dalë nga kalandrat, zakonisht pësojnë trajtime të ndryshme
profilimin ose gdhendjen. Profilimi i fletës së kalandruar është realizimi i një vizatimi
gjeometrik në relief, kurse gdhendja është riprodhimi më i saktë i mundshëm i
korrnizave të një lëkure natyrale. Kalandrat profiluese përbëhen në përgjithësi nga tre
cilindra. Në këto kalandra dy cilindrat e parë shërbejnë për ngrohjen e fletës, kurse i
treti i gdhendur me vizatimin e dëshiruar shërben për ftohjen dhe ngurtësimin e fletës
në trajtën e dëshiruar. Kalandra shtypëse e korrnizave përbëhet nga dy cilindra të
diametrit të vogël. Këto lloje kalandrash vendosen pas kalandrës prodhuese të fletës.
Në rast nevoje mund të punohet edhe në mënyrë të pavarur (fig.102).

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
116
Fig. 102- Kalandrimi profilues-gdhendës
Në saje të parimit të kalandrimit arrihet dublimi i pëlhurave, d.m.th. fiksimi i
një flete plastike në një shtresë tekstili, por në këto raste kalandra duhet të ketë katër
cilindra. Këtu fleta plastike bëhet mes dy cilindrave të parë, kurse ngjitja e fletës
plastike me shtresën e tekstilit kryhet mes dy të fundit.
Fletët plastike mund të dublohen nga një anë dhe nga të dy anët e fletës, d.m.th.
ndërmjet dy fletëve plastike mbetet e ngjitur shtresa prej tekstili. P.sh. P.V.C.-tekstil-
P.V.C., siq shihet në fig. 101.
Fletët që dalin nga kalandrat,qofshin thjeshtë plastike apo të dubluara me
shtresa të tjera, tërhiqen mekanikisht dhe duke kaluar mbi një trasportues, mbështillen
në trajtë ruli sipas nevojes ose priten në gjatësirat e kërkuara. Shpejtësia e tërheqjes
së fletëve të kalandruara mund të arrij 100 m në minut për fletët me trashësi nga 0.05
deri 1 mm. Në trashësinë e fletëve ka gjithmonë ndryshime shumë të vogla.
10.9. FRYRJA ME SHTYPJE TË LËNGUT
Kjo metodë shërben për prodhimin e objekteve me paraqitje të thjeshtë, për të
cilat nuk janë të nevojshme pajisje të kushtueshme. Në këtë rast lënda e parë nuk ka
nevojë të shkrihet më parë në ndonjë makinë por parapregaditet në trajtë të një flete
masat e së cilës varen nga madhësia dhe konfiguracioni i objektit, që do të prodhohet.
Kjo fletë zbutet më parë nën veprimin e nxehtësisë, pastaj shtërngohet ndërmjet
formës dhe mbulesës së saj (fig.103).

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
117
Fig.103-Fryrja me shtypje të lëngut: 1-Lëngu, 2-Fleta plastike, 3-Forma, 4-Kanalet e
ngrohjes dhe të ftohjes, 5-Dalja e ajrit
Mbulesa e formës duhet të ketë kanale të përshtatshme për kalimin e lëngut.
Pasi forma të jetë mbuluar, nëpërmjet kanaleve lëshohet me forcë lëngu i ngrohtë, i
cili shtyn fletën dhe e përshtat në brendinë e pjesës femrore të formës deri sa të marr
paraqitjen e plotë. Pas një kohe shumë të shkurtë hapet kapaku i formës dhe nxirret
objekti në trajtë gjysëm guaske. Kështu p.sh. prodhohen lodra të thjeshta për
fëmijë,etj. Në rast se dëshirohet, dy pjesë të njejta të këtijë prodhimi bashkohen me
anën e ngjitjes me qëllim që në fund të dalë një objekt tjetër me brendi boshe, siç janë
p.sh. rakataket për fëmijë, topat e pingpongut etj.
Për të mënjanu proqesin e ngjitjes nganjëherë është e mundur që ndërmjet dy
pjesëve femërore të një forme, të vendosen dy fletë (fig.104) të përmasave të njejta
dhe me lëshimin e lëngut ndërmjet tyre të formohet një objekt me brendi boshe, siç
është p.sh. sfera e një raketakeje për fëmijë.
Fig.104- Fryrja e dy fletëve: 1.Forma, 2.Dy fletë plastike, 3.Maja për injektimin e lëngut,
4.Kanalet e ngrohjes dhe të ftohjes
Për formimin e objekteve të kësaj natyre zakonisht përdoret avulli, uji i
ngrohtë ose ajri me shtypje.

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
118
Fig.105. Prodhime të fituara me fryrje të dy fletëve (Twin Sheet)
10.10. FRYRJA ME DIAFRAGMË
Krahas metodave të tjera të punës për prodhimin e artikujve me brendi boshe,
mund të përdoret edhe një metodë tjetër, që quhet metoda e fryrjes me
diafragmë(fig.105).
Fig.105-Fryrja me diafragmë: 1.shtypja e ajrit, 2.diafragma prej gome,
3.fleta në gjendje termoplastike
Në këtë metodë pune përdoret ajri me shtypje, i cili nuk bie në kontakt
drejtpërdrejt me fletën plastike, siç është rasti me metodën e fryerjes së një lëngu, por
një fletë prej gome futet ndërmjet fletës plastike dhe ardhjes së ajrit. Nën veprimin e
ajrit me shtypje, fleta e gomës deformohet dhe e shtyp fletën plastike në brendinë e
formës deri sa të marrë paraqitjen e dëshirueshme. Pasi të bëhet ftohja e objektit të
fryrë, ardhja e ajrit ndalohet dhe fleta e gomës, për shkak të elasticitetit të saj, rimerr
trajtën e vet fillestare. Pas kësaj nxirret objekti i fryrë dhe proqesi i punës mund të
përsëritet. Kjo metodë shërben për prodhimin e objekteve me përmasa të mëdha.

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
119
Fig.106-Skemat e formimit me fryrje
Trashësia e diafragmës nuk është e njëllojtë në të gjithë sipërfaqen. Ajo duhet
të jetë më e trashë në pjesët qendrore se sa në pjesët anësore. Trashësia jo e njëllojtë e
diafragmës bën të ulen në masë mjaft të madhe ndryshimet e trashësisë së objektit të
fryrë, pasi zgjatja e gomës është në përpjestim me trashësinë e tij.
10.11. FORMIMI ME VAKUM (ZBRAZËTIRË)
Kjo është metodë e veçantë përpunimi, ku një fletë e ngrohtë plastike
vendoset mbi një formë me ngjeshjen atmosferike që zhvillohet ballë për ballë me
zbrazëtirën. Kjo metodë pune është e njohur edhe me emrin e formimit me depresion.
Shërben për prodhimin e objekteve me spesorë shumë të hollë dhe me kosto të ulët,
siç janë ambalazhet për pemë e perime, lëngjet ushqimore(kosi),vezët e të tjerë

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
120
artikuj ushqimorë, që transportrohen në largësi të mëdha, enë të lehta shtëpiake (pjata
të ndryshme), kaushe për akullore etj...
Proqesi i punës zhvillohet si më poshtë: fleta e parangrohur plastike, që do të
formohet, vendoset mbi formën (fig.107). Ajri i mbyllur ndërmjet fletës plastike dhe
folesë së formës thithet me ndihmën e një pompe.
Fig.107-Formimi me zbrazëtirë: 1.thithja e ajrit, 2. ngjeshja atmosferike, 3.dalja e ajrit,
4.shtresa e gomës, 5. forma, 6. fleta plastike, 7. mbajtësja e formës (llamarinë)
Duke krijuar vakum (zbrazëtirë) në brendinë e formës, fleta plastike ngjeshet
mbi gjurmat e folesë së formës dhe me ngjeshjen atmosferike merr trajtën e saj.
Forma nuk duhet të nxehet as të ftohet, por mjafton të jetë e vokët. Nxjerrja e
prodhimit bëhet 5 deri 10 sekonda pas thithjes (mjafton që të ndërpritet thithja).
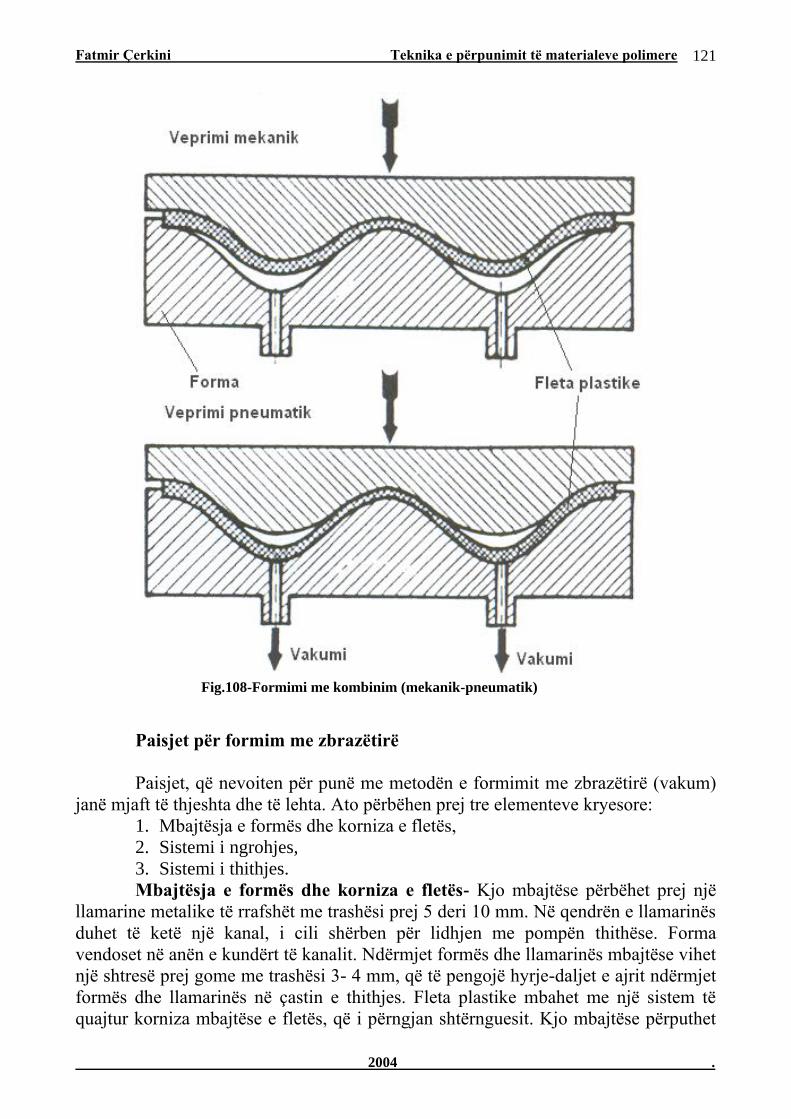
Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
121
Fig.108-Formimi me kombinim (mekanik-pneumatik)
Paisjet për formim me zbrazëtirë
Paisjet, që nevoiten për punë me metodën e formimit me zbrazëtirë (vakum)
janë mjaft të thjeshta dhe të lehta. Ato përbëhen prej tre elementeve kryesore:
1. Mbajtësja e formës dhe korniza e fletës,
2. Sistemi i ngrohjes,
3. Sistemi i thithjes.
Mbajtësja e formës dhe korniza e fletës- Kjo mbajtëse përbëhet prej një
llamarine metalike të rrafshët me trashësi prej 5 deri 10 mm. Në qendrën e llamarinës
duhet të ketë një kanal, i cili shërben për lidhjen me pompën thithëse. Forma
vendoset në anën e kundërt të kanalit. Ndërmjet formës dhe llamarinës mbajtëse vihet
një shtresë prej gome me trashësi 3- 4 mm, që të pengojë hyrje-daljet e ajrit ndërmjet
formës dhe llamarinës në çastin e thithjes. Fleta plastike mbahet me një sistem të
quajtur korniza mbajtëse e fletës, që i përngjan shtërnguesit. Kjo mbajtëse përputhet

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
122
me faqen e sipërme të formës me një forcë të mjaftueshme, aq sa ajri të mos hyjë
ndërmjet fletës plastike dhe folesë së formës në çastin kur bëhet thithja.
Sistemi i ngrohjes- Ngrohja e lëndës plastike ka një rëndësi të madhe në
punë me këtë metodë. Përfundimet e punës varen nga aftësia dhe rregullimi i
ngrohjes. Këtu fleta ngrohet, pasi të jetë vendosur mbi formën. Makineritë janë
ndërtuar në mënyrë të tillë që organi i ngrohjes është i lëvizëshëm dhe mund të
vendoset mbi fletën plastike. Pasi temperatura e dëshirueshme të arrihet, ky organ
tërhiqet (largohet) dhe kalon në vendin e vet fillestar ose vendoset mbi një fletë të
dytë ( në raste kur makineria ka disa vende për formim). Gjatë kësaj kohe kryhet
thithja, ftohja e njërës fletë plastike dhe vendosja e një flete të re. Organi që kryen
ngrohjen e fletës përbëhet zakonisht nga një radiator i pregaditur për këtë qëllim.
Ngrohja e fletës plastike, që do të formohet, duhet të plotësojë disa kushte, që
kanë rëndësi të dorës së parë. Për objektet me sipërfaqe të madhe me thellësi
relativisht të njëllojtë, ngrohja duhet të bëhet njëlloj në të gjitha pikat e fletës. Në disa
raste, kur objektet janë me thellësira të mëdha, disa zona duhet të ngrohen më shumë
se disa të tjera. Për këtë arësye radiatori duhet të jetë i ndërtuar me zona të pavarura
të ngrohjes, me qëllim që temperatura të rregullohet dhe t’i përshtatet lëndës që
përdoret dhe trashësisë së fletës plastike që do të formohet. Tani ky problem i madh i
ngrohjes së fletëve plastike për punë me metodën e formimit me zbrazëtirë është
zgjidhur me përdorimin e sistemit të ngrohjes me rreze infra të kuqe. Ky sistem
paraqet lehtësi dhe avantazhe të mëdha në punë. Përveç lehtësisë së përdorimit, ai
është i pa varur nga ngjyra e fletës plastike dhe, deri në njëfarë mase, edhe nga
trashësia e saj.
Sistemi i thithjes- Zbrazëtira e nevojshme për formim me këtë metodë lëvizë
rreth 600 mm, të kolonës së zhivës. Për të siguruar një punë të rregulltë, mjafton të
përdoret një pompë për zbrazëtirë.
Duhet theksuar që për prodhimin e objekteve me sipërfaqe të madhe 1 deri
1,5 m2 dhe për fletë të holla nën 1 mm, metoda e formimit me zbrazëtirë është e
vetmja metodë që jep përfundime të shkëlqyeshme. Nga ana tjetër, proqesi
teknologjik mund të zhvillohet si me cikle të shkëputura (fig.109), ashtu edhe me
proqes të pandërprerë, duke formuar në mënyrë të vazhdueshme një fletë, që
furnizohet pa ndërprerje. Fleta e formuar në vazhdim të punës, pritet në formate të
caktuara sipas paraqitjes së objektit të prodhuar.

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
123
Fig.109-Formimi me zbrazëtirë pa ndërprerje
10.12. FORMIMI ME ROTACION
Proqesi i përpunimit me rotacion qëndron kryesisht në kryerjen e
njëpasnjëshme të tre veprimeve:
1. Mbushja e formës. Forma e ftohtë prej alumini ose çeliku mbushet me
sasinë e caktuar të pluhurit të lëndës plastike, me të cilën do të punohet. Pesha e
lëndës së parë i përgjigjet peshës së objektit që do të formohet, pasi me këtë proqes
pune nuk ka humbje të lëndëve. Nga ky çast përcaktohet jo vetëm pesha, por edhe
trashësia e spesorit të objektit që do të formohet. Forma e mbushur me pluhurin e
ftohët mbyllet me paisjet e përshtatshme.
2. Ngrohja. Forma e mbyllur vihet në një mbajtëse formash prej çeliku ose
mbi një tavolinë dhe vendoset në një furrë, e cila ngrohet në temperaturat e
përshtatshme sipas lëndës plastike që punohet dhe trashësisë së objektit që do të
formohet, p.sh. për punë me polietilen temperatura e punës lëvizë nga 200 deri
400˚C, dhe me P.V.C. nga 220 deri 350˚C. Në brendinë e furrës mbajtësja e formës
vihet në një lëvizje rrotullimi rreth e rrotull dy akseve perpendikulare. Numri i
rrotullimeve lëvizë nga 5 deri 20 në minut, lëvizje që varet nga lënda plastike me të
cilën punohet. Ngadalësimi i rrotullimeve i jep mundësi pluhurit termoplastik të
zbresë deri në fund të folesë së formës. Me shkrirjen e vazhdueshme që pëson lënda
faqet e brendshme të folesë së formës vishen me lëndë të shkrirë.
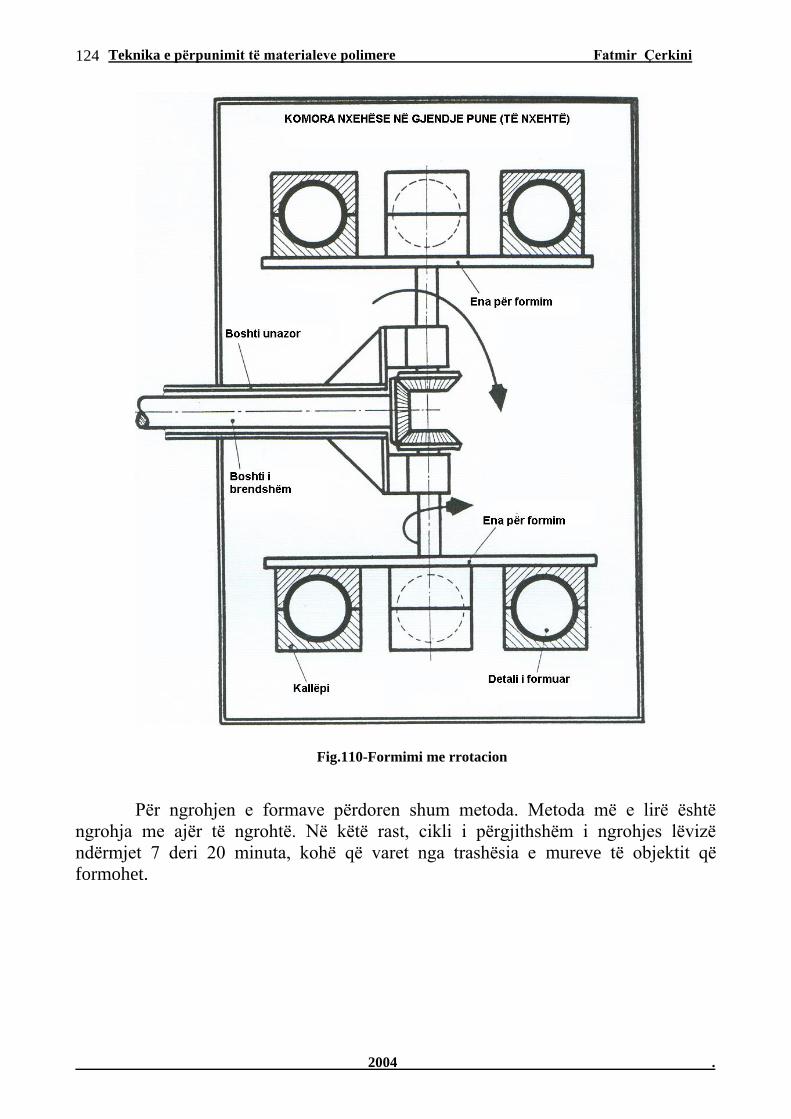
Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
124
Fig.110-Formimi me rrotacion
Për ngrohjen e formave përdoren shum metoda. Metoda më e lirë është
ngrohja me ajër të ngrohtë. Në këtë rast, cikli i përgjithshëm i ngrohjes lëvizë
ndërmjet 7 deri 20 minuta, kohë që varet nga trashësia e mureve të objektit që
formohet.

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
125
3.Ftohja. Pasi lënda të jetë shkrirë plotësisht dhe të ketë veshur faqet e
brendshme të folesë së formës në fund të ciklit të ngrohjes, forma transferohet në një
dhomë ftohjeje. Kështu, pa u ndalur rrotullimi, ulet temperatura duke u ftohur forma
me ujë të ftohët, ose me ajër të ftohët, ose duke u përdorur të dyja njëkohësisht.
Rregullimi i shpejtësisë së ftohjes së formës, ka një rëndësi të veçantë, sepse ndikon
në deformimet, tkurrjet dhe në qëndrueshmërinë e objekteve të përfunduara. Kur
ftohja të ketë përfunduar, hapet forma dhe nxirret objekti i formuar. Për të vazhduar
ciklin e ardhshëm, forma duhet të thahet me kujdes para se të mbushet me pluhurin e
lëndës termoplastike.
Në rastet kur nxjerrja e objektit të formuar paraqet vështirësi, mund të
përdoren substancat që lehtësojnë këtë veprim, p.sh. vaj silikoni.
Paisjet për përpunim me rotacion
Format për punë me këtë metodë zakonisht ndërtohen prej dy ose më shumë
pjesësh, në mënyrë që të sigurohet nxjerrja e lehtë e objekteve të formuara. Format
janë prej alumini, prej llamarine çeliku ose prej bakri të veshur me nikël. Gjatë
ndërtimit të formave duhet të kihet parasysh përçueshmëria termike e metalit që do të
përdoret, sepse format gjatë punës vihen në cikle të njëpasnjëshme të ngrohjes dhe të
ftohjes. Në rast se format punohen prej alumini, trashësia duhet të jetë rreth 6 mm,
për ato prej llamarine çeliku kjo trashësi duhet të jetë 2 mm dhe të ketë përforcime.

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
126
Si lëndë e parë për prodhimin e objekteve me rotacion përdoren me sukses
polietileni, P.V.C., polistireni, acetati i celulozës. Nga këta më i përshtatshëm është
polietileni. Këto lëndë japin mundësi për prodhimin e objekteve të shumta, në veçanti
të kazanave për ujë ose për lëngje kimike, të enëve të ndryshme, të govatave
shtëpiake, të kutive të mëdha industriale, të lodrave të fëmijëve, qofshin edhe të
përmasave të mëdha (kukullat në madhësi të njeriut, etj.), barka të vogla, etj.
Si çdo metodë tjetër, përpunimi, edhe metoda me rotacion ka anë pozitive
dhe negative.
Anët pozitive të saj janë:
-përdoren paisje dhe forma të pakushtueshme,
-nuk ka humbje lënde (rrjedhje që shkaktohen nga kanalet e injektimit, etj.),
-pasi pesha e lëndës plastike është e barabartë me peshën e prodhimit të
gatshëm, jep mundësi të prodhimit të objekteve me mure të trashë deri në 12,5 mm
dhe objekte me masa të mëdha.
Anët negative janë:
-ka nevojë më të madhe për fuçi punëtore,
-proqesi kufizohet për punë vetëm me lëndët plastike me rrjedhshmëri të
madhe,
-çmim të lartë të lëndës së parë,
-vështirësi fitimi të mureve nën 1,6 mm, dhe
-formimi përcakton vetëm sipërfaqen e jashtme të objektit të prodhuar, siç
është rasti edhe në parimin e fryrjes.
10.13. STAMPIMI
Proqesi i stampimit kryhet në presa shumë të thjeshta. Këto janë të njëllojta
me presat e përdorura për punimin e metaleve. Presat janë të ndërtuara nga dy
mbajtëse formash, nga të cilat e sipërmja është e lëvizshme, kurse e poshtmja fikse.
Ky tip presash punon me dorë ose automatikisht. Pjesët e formave në të cilat do të
bëhet stampimi, vendosen nëpër mbajtëset e formave.
Ngrohja e formave, në rast nevoje, mund të sigurohet nëpërmjet mbajtëseve
të tyre me anën e rezistencave të rregullueshme elektrike
Stampimi lejon të prodhohen pjesë të sheshta të trajtave të ndërlikuara me një
proqes të vetëm. Kjo metodë është më ekonomike për prerje fletësh ose pllakash
plastike se sa ajo e sharrimit, sidomos për pjesët me konturë të ndërlikuar. Po të
synojmë të presim një pllakë që duhet të ketë konturë të ndryshme me metodën e
sharrimit, do të dalë se e njejta punë, me metodën e stampimit mund të kryhet pa
asnjë vështirësi, pasi që prerja kryhet me forma me tehe të mprehta, duke goditur
pllakën plastike nga sipër. Me këtë metodë shumica e presave mund të japin 100 deri
200 goditje në min. Ky rendiment shkakton amortizimin e shpejtë të formave.

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
127
Fig. 111- Paisja për stampimin e fletëve termoplastike
1. fleta plastike, 2. punconi, 3. matrica, 4. platoja e sipërme e presës,
5. platoja e poshtme e presës
Paisja e stampimit është një shablon metalik, i cili përbëhet prej dy pjesësh:
një pjesë femërore dhe një pjesë mashkullore (fig.111). Shablloni pregaditet sipas
kontureve që duhet të ketë pllaka që do të pritet. Pjesa mashkullore e shabllonit
zakonisht vendoset në mbajtësen e sipërme të presës, që është e lëvizshme ndërsa
pjesa femërore e shabllonit mbi mbajtësen e poshtme-fikse të presës. Pllaka plastike
mbi të cilën bëhet prerja e objektit, verndoset mbi pjesën e poshtme të shabllonit. Me
uljen e pjesës së sipërme të tij, në çastin kur mashkulli depërton në pjesën femërore të
shabllonit, lënda gjendet e prerë. Me qenë se objekti i prerë mbetet i zhytur në pjesën
femërore të shabllonit, duhet të parashikohen nxjerrësa, me anën e të cilëve
lehtësohet dalja e objektit të prerë. Përkundrazi kur këta nxjerrësa mungojnë ose nuk
punojnë mirë, zakonisht ndodhin aksidente të rënda që përfundojnë me prerjen e
gishtave të punëtorit. Pasi të ngrihet pjesa mashkullore e shabllonit, objekti i prerë
nxirret dhe kështu vazhdon cikli i ardhshëm. Që stampimi të bëhet me cilësi të lartë,
këshillohet që puna të zhvillohet me temperaturë të ngritur me qëllim që ndërmjet
përmasave të mashkullit dhe të femrës të të njejtit shabllon të mbeten toleranca sa më
të vogla.
Një mënyrë tjetër e stampimit bëhet me zëvëndësimin e pjesës femërore të
shabllonit me një pllakë të butë plastike (fig.112) p.sh. prej polivinilkloridi të butë.
Fig.112- Paisja për prerjen e fletëve termoplastike

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
128
1. fleta plastike, 2. shablloni, 3. pllaka mbrojtëse prej P.V.C., 4. platoja e sipërme e
presës, 5. platoja e poshtme e presës
Në këtë rast shablloni përbëhet vetëm prej pjesës mashkullore, që bëhet thikë
prerëse. Pllaka për t’u prerë vendoset drejtpërdrejt mbi pllakën e polivinilkloridit që
shërben si mbështetëse gjatë veprimeve të stampimit. Natyrisht, kjo mbështetëse
dëmtohet shpesh nga tehet e shabllonit prerës dhe duhet shpesh të zëvendësohet.
11.0. PLASTIFIKIMI (MVESHJA)
Plastifikimi i telave bie në proqeset e reja të ekstrudimit. Më parë, por edhe
sot në masë të vogël, për plastifikimin e përquesëve përdorej kauçuku natyral dhe
sintetik, ndërsa pas luftës së dytë botërore, përdorimi i kauçukut pati ramje, kështuqë
fillon të përdoret më së shumti PVC i butë, më vonë polietileni, polipropileni dhe
poliamidi. Në kohët e fundit përdoren variantet me shkumëzim (PP dhe PE).
Në raport me kauçukun sintetik për izolim të përquesëve, termoplastet kanë
këto përparësi:
1. Faza e vulkanizimit të kauçukut bie.
2. Shpejtësia e përpunimit deri në 800 m / min, dhe te dimensionet më të
vogla mund të rritet.
3. Nevoja e zinktimit të telave bie.
4. Rezistenca e lartë në konsum dhe vjetrim.
5. Veti shumë të mira izoluese gjatë aplikimit te kabllot për tension të lartë.
6. Padjegëshmëria dhe pandezëshmëria.
7. Mundësi të mira të ngjyrosjes.
Proqesi i mveshjes përdoret te telat e bakrit dhe llojet tjerë të telave, diametrat
e të cilëve janë 0,1 deri 20 mm, për të cilët përdoren ekstruderët adekuat, një ose më
shumë në kombinim, me diametra të kërmillëve të të cilëve janë 20-250 mm.
Për izolim të përquesëve metalik, ndërmjet paisjes për tërheqje të telit dhe
veglës, vendoset aparati për paranxehjen e telit, i cili aparat ka për detyrë të paranxejë
telin të cilin duhet mveshë në 150- 200 gradë, me qëllim të mveshjes sa më të mirë të
materialit izolues për sipërfaqe të telit.
Këto aparate punojnë me flakë të hapur gazore, gjatë së cilës njëkohsisht
mund të thahen avujt, gjegjësisht vaji ose mbetjet tjera.
Ftohja ekstruzive e përquesëve të mveshur kryhet, kryesisht, me ujë në
govata gjatësia e të cilave duhet të jetë e dimensionuar sipas shpejtësisë së tërheqjes
dhe sipas temperaturës së paranxehjes së përquesëve metalik që kalojnë nëpër kokën
për mveshje.
Ndërmjet veglës për mveshje dhe vijës për ftohje është distanca prej 200 deri
500 mm, e cila distancë duhet të dimensionohet ashtu që të mos vie deri te
ndryshimet eventuale të prerjes tërthore ose sforcimeve gjatë ftohjes.
Stazat e ftohjes, që përdoren në vijat prodhuese për mveshjen e kabllove me
poliolefine sipas karakteristikave ftohëse të këtyre materialeve munden me arrijtë

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
129
gjatësi të madhe (deri 100 m e më tepër). Për të zvogluar hapsirën, këto staza ftohëse
vendosen në formë të U, ose forma të tjera.
Për ftohje të mirë dhe të sigurtë të kabllove të mveshura me shtresa prej
poliolefine janë treguar praktike stazat e shkallëzuara ftohëse.
Kështu, me përdorimin e polietilenit për izolimin e kabllove me diametër 15-
100 mm përdoren kadat ftohëse të shkallëzuara temperaturat e të cilave sillen:
Kada I 90o C
Kada II 70o C
Kada III 45o C
Kada IV (15-25oC)
Tolerancat e trashësive të mveshjeve ekstruzive mund të kontrollohen me
aparaturat matëse dhe rregulluese, të cilat vendosen menjëherë pas stazës ftohëse në
vijë.
Këto aparatura punojnë, sipas rregullës, me një kokë rregulluese matëse, e cila
shtjellohet në diametrin e kërkuar të veshjes dhe e cila vendosjet në dimension i
shndërron në impulse elektrike, të cilat pastaj e rregullojnë shpejtësinë tërheqëse.
Krahas aparatit për matjen e diametrit në industrinë kabllovike, përdoren
edhe paisjet matëse dhe kontrolluese për kontrollimin e trashësisë së mureve të
shtresës së mveshur plastike, pastaj paisja për matjen e devijimit të shtresës izoluese
nga qendra e telit, sepse në të kundërtën vie deri te shtresimet jo të njejta rreth
përquesit dhe ekziston mundësia e depërtimit elektrik të kabllit gjatë eksploatimit.
11.1. Vendosja me ekstrudim e masave plastike
Për vendosjen me ekstrudim të shtresave plastike përdoret ekstruderi
(njëkërmillor) i konstruksionit standard, me raport L / D = 20 dhe 25. Në disa raste
për mveshjen e telave, veçanërisht të PVC dhe PE, përdoret ekstruderi dykërmillor
me raport L / D deri 16, si dhe ekstruderi tandem i tipit “L,,. Për izolim (mveshje) të
përquesëve shfrytëzohet e ashtuquajtura kokë kryqëzuese (fig.113), ku teli (përquesi)
kalon nëpër këmishëzen e shpuar të veglës në të cilën materiali i nxehtë (termoplasti)
e përfshinë gypin e veglës dhe e izolon telin që gjendet në vegël. Pasi që masa e
shkrirë rrymon vërtikalisht në tel, ekziston mundësia e krijimit të hapsirës së vdekur,
kështuqë për këtë arsye vegla duhet të jetë e konstruktuar me precizitet dhe të ketë
sipërfaqe shumë të lëmuet.

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
130
Fig.113-Vegla kryqëzuese(kokat) për plast. e telit
Trashësia e mveshjes që duhet të vendoset në përques ndikon në shpejtësinë punuese.
Gjatë shfrytëzimit të ekstruderëve të vegjël dhe të mesëm shpejtësia mesatare
punuese është në mes 70 dhe 300 m/ min.
Me zvoglimin e diametrit të telit rritet edhe shpejtësia punuese, e cila te
izolimet e përquesëve të hollë mund të arrijë deri mbi 1000 m / min.
Në kohë të fundit është tendenca që edhe te mveshja e telave të hollë të
përdoren ekstruder për dimensione të mëdha.
Në tabelat e mëposhtme janë të treguara karakteristikat kryesore gjatë
mveshjes (izolimit) të përquesëve:
Tabela 18
Kushtet e proqesit PVC i butë Poliamidi Polietileni
Temperatura në zonën e futjes së
materialit (oC)
130-135 258-265 215-225
Temperatura në zonën e qitjes
(daljes)
145- 155 270-275 230-235
Temperatura në zonën e veglës (oC) 165-168 190-195 240-246
Potenciali shtytës në hyrje të
kërmillit (kp/cm2)
103-106 54-56 208-212
Karakteristikat tjera teknike Tabela 19

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
131
Termoplastet Kushtet procesore
PVC-i butë -parangrohja e telit në 150oC
-temperatura e ujit ftohës në mes 10 dhe 25oC,
Poliamidet -parangrohja e telit në 150oC,
-ftohja në banjo dyshkallëzore në 65 dhe 25oC,
Polietileni -parangrohja e telit në 150oC,
-ftohja në banjo treshkallëshe 90-70-45 dhe (5-20) oC.
11.2. Paisjet për plastifikimin e telave
Principi i metodës për plastifikimin me ekstrudim të telave, gjegjësisht të
kabllove shihet në fig. 120, në shembullin e një aparature për plastifikim të
seksioneve të vogla (pamja A) dhe seksioneve më të mëdha (pamja B).
Materiali termoplastik, nëpërmjet veglës për plastifikim, ekstrudohet në
sipërfaqen e përquesit në lëvizje. Shpejtësia punuese këtu është shum e madhe dhe
mund të arrijë edhe mbi 1000 m/min.
Fig.120- skema e dy tipeve të aparaturave për plastifikimin e telave (Thyssen): A. Aparatura për
plastifikimin e telave të hollë: 1) Makarat për furnizim me tel, 2) drejtuesi i telit, 3) parangrohja e telit,
4) ekstruderi, 5) ormani elektrik, 6) komorat për ftohje, 7) paisja kontrolluese për matjen e trashësisë
së shtresës izoluese, 8) kontrollimi i depërtueshmërisë elektrike, 9) paisja tërheqëse, 10) akumuluesi,
11) mbështjellësi i kabllos së plastifikuar. B. Aparatura për plastifikimin e telave të trashë: 1)
Makarat për furnizim me tel, 2) shtërngimi, 3) paisja tërheqëse, 4) ekstruderi, 5) komorat për ftohje,
6) ormani elektrik,
7) matja e trashësisë së shtresës izoluese, 8)kontrollimi i depërtueshmërisë elektrike, 9) paisja
tërheqëse, 10)paisja për mbështjellje.

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
132
12.0. PROQESI I KOEKSTRUDIMIT
Me koekstrudim nënkuptohen proqeset te të cilat brenda një paisjeje
ekstruduese me më shumë ekstruder prodhohen prodhime prej materialeve plastike të
njejta ose prej materialeve të ndryshme plastike. Në vazhdim do të paraqesim disa
nga proqeset e koekstrudimit të cilat më së shumti përdoren në përpunimin e masave
plastike.
PROQESET KOEKSTRUDUESE ME VEGLËN ME ÇARJE TË ZGJERUAR
Në fushën e koekstrudimit me vegël me çarje të zgjeruar kohët e fundit vërehet
një zhvillim i shpejtuar. Në praktikë përdoren metoda të ndryshme, të cilat kanë
përparësitë e tyre dhe të metat. Këto, para së gjithash, dallohen për nga kualiteti i
prodhimeve të fituara dhe nga investimet që kërkojnë.
12.1. Ekstrudimi i folive ose pllakave prej dy komponenteve nga dy
ekstruder dhe dy vegla me çarje të zgjeruar
Ky sistem më së shpeshti përdoret gjatë prodhimit të folive nga polistireni për
nxjerrje të thellë, të thurura me shtresë të hollë të polistirenit standard. Për prodhim
sipas këtij sistemi të koekstrudimit nevoiten dy ekstruder dhe dy vegla me çarje të
zgjeruar. Ekstruderi më i madh prodhon folinë bazë ose pllakën, nga butadien-stiroli
ndërsa ekstruderi i vogël vendosë shtresën plotësuese të polistirenit pak para daljes së
folisë nga kalandrimi. (fig.121).
Paisjet tjera të proqesit të koekstrudimit janë identike me paisjet për prodhimin
e folive ose pllakave.
Fig.121-Principi i koekstrudimit sipas parimit me dy vegla me çarje të zgjeruar: 1 dhe 2)
veglat, 3 dhe 4) ekstruderët, 5) trecilindërshi

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
133
12.2. Prodhimi me dy deri në katër ekstruder i folive me shumë shtresa
Parimi i punës për prodhimin e folive shumshtresëshe qëndron në ate se
komponentet e ndryshme përcillen të veçuara deri para daljes nga vegla për
prodhimtari shumshtresëshe.
Principi i punës së aparaturës është i ngjajshëm me principin e aparaturës
normale për prodhimin e pllakave, gjatë së cilës vegla për prodhimtari
shumështresëshe, varësisht nga numri dhe lloji i shtresave, furnizohet nga shumë
ekstruder. Varësisht nga trashësia e shtresave, ekstruderët vendosen sipas madhësisë,
nga të cilët çdonjëri është i shtjelluar për punë me materiale të ndryshme. Ekstruderët
vendosen në bazamente lëvizëse, me qëllim që të bëhet më i lehtë pastrimi dhe punët
montuese, si dhe të mundësohet lëvizja në gjendje të nxehtë.
Ekstruderët janë të vendosur në një bllok të përbashkët në të cilin është e
montuar vegla për prodhimtari shumshtresëshe e cila është e përforcuar nën një
adapter shpërndarës. Me rrotullimin e këtij adapteri mund të ndërrohet radhitja e
shtresave të prodhimit të gatshëm. Numri i kanaleve në shpërndarës përcakton
numrin e ndërrimeve të mundshme.
Përparësia e këtij veprimi koekstrudues qëndron në ate që, trashësitë e disa
shtresave saktë janë të rregulluara, ndërsa kjo trashësi e shtresës mund të korigjohet
sipas nevojës, varësisht nga preciziteti që kërkohet të arrihet. Pas daljes nga vegla
shtresat e materialeve njëra pas tjetrës hyjnë në kalandrues (fig.122).
Fig.122-Skema e proqesit koekstrudues me shumë ekstruder me një vegël me çarje të zgjeruar: I.
Koekstrudimi me 4 ekstruder dhe me trecilindërsh, ku janë: 1) levat ndalëse, 2) kanalet shpërndarëse
të veglës; II. Koekstrudimi me tre ekstruder dhe derdhja në dycilindërsh.
Sipas metodës së përshkruar mund të ekstrudohen vetëm ato materiale plastike
temperaturat përpunuese të të cilave qëndrojnë në kufij të caktuar. Për shtresat
temperaturat përpunuese të të cilave dallojnë shumë, nevoiten vegla te të cilat disa

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
134
kanale janë të izoluara termikisht në mes vedi me qëllim që të mund të mbahen në
temperatura të ndryshme. Proqesi i koekstrudimit fillon me shtresën më të trashë e
cila centrohet, gjatë së cilës trashësia regjistrohet me ndihmën e aparatit për matje të
trashësisë. Pas kësaj i shtohet shtresa tjetër, e cila gjithashtu centrohet etj. Pllaka
rrafshuese në mes cilindrave-kalandrave, vendoset në madhësi të caktuar. Me
aparatin për matjen e trashësisë mund të kontrollohet trashësia e tërë e prodhimit.
Shpërndarja e trashësisë nëpër shtresa mund të kontrollohet me mikroskop.
Fig.123- Prodhimi i pllakave me koekstrudim me katër ekstruder dhe veglën
me çarje të zgjeruar(Reifenhauser)
12.3. Prodhimi i folive me dy shtresa që bashkohen jashtë ekstruderit
Ky lloj prodhimi është një nga proceset më të vjetra të koekstrudimit. Për
prodhimin e folive sipas kësaj metode më së shpeshti përdoret kombinimi në mes
poliamideve dhe polietilenit (me d. të v.) ndërsa folitë e fituara përdoren për
ambalazhimin e artikujve ushqimor.
Sipas kësaj metode për ekstrudimin e folive përdoren dy ekstruder me
dimensione të njëjta, në të cilët gjenden materiale të ndryshme plastike. Në dalje të
tyre vendoset vegla e posaçme konstruktive. Vegla është e konstruktuar ashtu që të
formojë dy foli unazore të ndara, të cilat vetëm pas daljes nga ajo bashkohen (fig.
124).

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
135
Fig.124- Skema e dy tipeve të veglave për prodhimin e folive me koekstrudim,
me ndihmën e bashkimit(ngjitjes) së folive pas daljes nga vegla
Në buzët e veglës janë të punuara vrimat nëpër të cilat del ajri i nxehtë në mes
të dy folive dhe shërben për t’i ngjitë folitë të cilat dalin nga vegla.
13.0. PRODHIMI I GYPAVE SPIRAL
Si material ideal për gypa për presione të larta dhe pa presione siç janë
ujësjellësi, kanalizimi, konstruksionet e ndryshme e tj; përdoret polietileni.
Prodhimi i gypave spiral për kanalizime dhe për konstruksione të ndryshme
nga materiali i polietilenit me dendësi të lartë (PE-HD) mund të bëhet në diametra
prej mm2000160 (diametri i jashtëm). Prodhimi i këtyre gypave ka fillua të bëhet
edhe në Ferizaj në fabrikën “FERPLAST” me dimensionet e mësipërme, me
kapacitet 60-160 kg/h.
Prodhimi i këtyre gypave bëhet me kombinimin e tre ekstruderëve: 1)
Ekstruderi për prodhimin e shtresës së brendshme, 2)ekstruderi për prodhimin e
spirales me profil katrori, 3)ekstruderi tjetër për plotësimin e zbrazëtirave në mes
spiraleve.

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
136
Fig.125-Prerja tërthore e gypit spiral; 1)shtresa e brendshme, 2)spiralja, 3)mbushja e
zbrazëtirës në mes spiraleve
Këta gypa janë të punuar nga profili i HDPE i mbështjellur në formë spiraleje
në një baraban me diametër të caktuar(fig.126).
Nëse krahasohen me gypat nga polietileni me mure të plota, këta gypa i kanë të
gjitha përparësitë teknike, siç janë: kursim i konsiderueshëm i materialit, që
njëkohësisht i bënë shumë më të lehtë, më të qëndrueshëm ndaj ngarkesave të
jashtme dhe shumë më efikas.

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
137
Fig.126-Makina për formimin e gypit spiral (Hidroplast –Gevgelija)
Vetitë e materialit për gypa spiral Tabela 20
VETITË STANDARDI VLERA NJËSIA
Dendësia DIN 53479,ISO 1183 0,955 g/cm3
Indeksi i
rrjedhshmërisë
Melt Index(190/5)
ISO 1133 0,43-0,45 g/ 10 min
Moduli i përkuljes ISO 178 1000-1200 N/mm2
Sforcimi në tërheqje DIN 53495 38 N/mm2
Koeficienti i zgjerimit
linear termik
DIN 53752 1,8x 10-4
1/ oC
Ngurtësia e gypave
Ngurtësia e gypave është një nga parametrat kryesor për projektimin e gypave
gravitacional. Ngurtësia shprehet në kN/m2 dhe paraqet rezistencën e gypave ndaj
ngarkesave të jashtme si p.sh. presioni i dheut. Tabela e mëposhtme jep vlerat e
ngurtësisë SN (kN/m2) sipas standardit ISO:
Tabela 21
NGURTËSIA FORMULA SQARIMI
ISO 9969
SN=(Ek*Ix)/Di3 (N/mm
2)
Ek- moduli i elasticitetit pas 1
minute(N/mm2)
Ix- momenti i inercionit (mm3)
Di- diametri i brendshëm (mm)
Temperatura maksimale e lejuar e mediumit në gypa:
-Për përdorim afatshkurtë është 80oC
-Për përdorim afatgjatë është 60oC

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
138
13.1. Mënyrat e bashkimit të gypave
Ekzistojnë disa metoda për bashkimin e gypave spiral
Fig.127-saldimi elektrodifuziv
Fig.128- bashkimi me filetë
Fig.129-saldimi me ekstrudim me dorë
Metodat e saldimit:
Mund të përdoret një nga këto mënyra të saldimit:
-Saldimi ekstruziv me dorë vetëm me saldim të brendshëm
-Saldimi ekstruziv me dorë me saldim të brendshëm dhe të jashtëm dhe
-Saldimi automatik
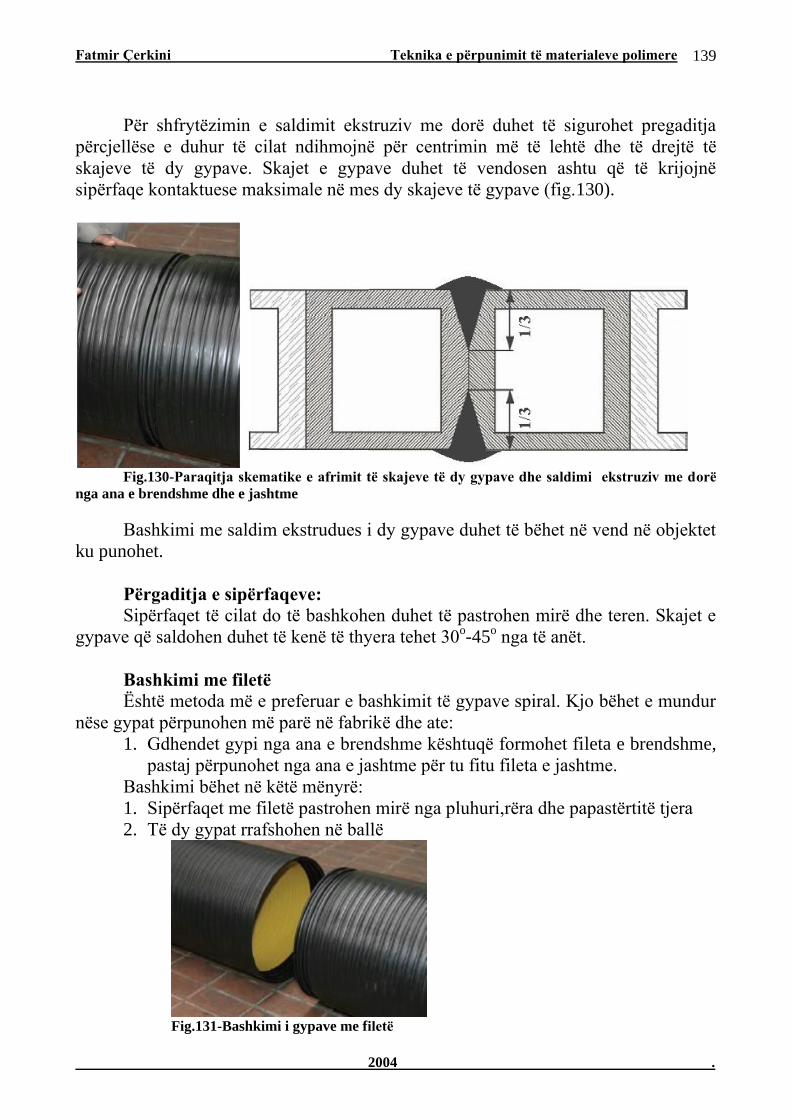
Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
139
Për shfrytëzimin e saldimit ekstruziv me dorë duhet të sigurohet pregaditja
përcjellëse e duhur të cilat ndihmojnë për centrimin më të lehtë dhe të drejtë të
skajeve të dy gypave. Skajet e gypave duhet të vendosen ashtu që të krijojnë
sipërfaqe kontaktuese maksimale në mes dy skajeve të gypave (fig.130).
Fig.130-Paraqitja skematike e afrimit të skajeve të dy gypave dhe saldimi ekstruziv me dorë
nga ana e brendshme dhe e jashtme
Bashkimi me saldim ekstrudues i dy gypave duhet të bëhet në vend në objektet
ku punohet.
Përgaditja e sipërfaqeve:
Sipërfaqet të cilat do të bashkohen duhet të pastrohen mirë dhe teren. Skajet e
gypave që saldohen duhet të kenë të thyera tehet 30o-45
o nga të anët.
Bashkimi me filetë
Është metoda më e preferuar e bashkimit të gypave spiral. Kjo bëhet e mundur
nëse gypat përpunohen më parë në fabrikë dhe ate:
1. Gdhendet gypi nga ana e brendshme kështuqë formohet fileta e brendshme,
pastaj përpunohet nga ana e jashtme për tu fitu fileta e jashtme.
Bashkimi bëhet në këtë mënyrë:
1. Sipërfaqet me filetë pastrohen mirë nga pluhuri,rëra dhe papastërtitë tjera
2. Të dy gypat rrafshohen në ballë
Fig.131-Bashkimi i gypave me filetë

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
140
3. Dy punëtorë e fillojnë shtërngimin filetor dhe nëse fileta është e pastër,
shtërngimi bëhet shpejt dhe lehtë.
Fig.132-Shtërngimi filetor i gypave
14.0. MONTIMI I ARTIKUJVE PREJ LËNDËSH PLASTIKE
Shumë artikuj prej lëndësh plastike nuk kanë mundësi të prodhohen me një
proqes të vetëm. Përbërja e një artikulli nganjëherë është e tillë që duhet, për arsye
teknologjike dhe ekonomike, të ndahet në shumë pjesë, çdo pjesë të prodhohet me
proqes të veçant. Për bashkimin e pjesëve të ndryshme të një artikulli nganjëherë
përdoren pjesët plastike. Megjithate, shpesh në pamundësi përdorimi paraqitet nevoja
për lëndë të tjera, si vidat, dadot e pjesë tjera metalike. Në shumë raste nuk mjaftojnë
as këto dhe detyrohemi t’i bashkojmë pjesët e një artikulli me anën e solucioneve të
ndryshme ose me mjete dhe mënyra të tjera, pa pasë nevojë për lëndë që u përmenden
më lart.
Çdo artikull që nuk mund të prodhohet me një pjesë të vetme dhe kërkon një
proçes përfundimtar me montim duhet të projektohet me përpikmëri para se të bëhen
pregatitjet për prodhimin e tij. P.sh. gjatë projektimit duhet të përcaktohen të githa
pjesët që duhet të vendosen format për këto pjesë, lëndët që do të përdoren për
prodhim, mjetet dhe proceset teknologjike të ndërtimit të tyre etj. Ka raste që një
lodër fëmijësh të prodhohet jo vetëm prej pjesësh, por edhe prej lëndësh të ndryshme
si p.sh. një automobil fëmijësh që ka:
- Karrocerinë- prej polietileni.
- Shasinë prej polistireni ose prej një llamarine metalike;
- Mekanizmin lëvizës-prej një grupi ingranazhesh metalike të bashkuar në
një kuti metalike ose i gjithë grupi plastik.
-Pjesët e brendëshme prej polistireni, gomat prej P.V.C...
Të gjitha këto pjesë, jo vetëm që nuk mund të bëhen me një proces të vetëm,
por as me një lëndë të vetme dhe nuk mund të bashkohen me një mënyrë të
vetme.Kështu ndodh në përgjithësi edhe në artikuj plastik, që duhet të prodhohen prej
disa pjesësh edhe me lëndë të njëjta apo të ndryshme.
Për montimin e artikujve prej lëndësh plastike ka shumë metoda. nga të cilat më
të përdorshme dhe më kryesoret janë:
Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
141
14.1. Montimi me lidhje mekanike
Shërben për bashkimin e pjesëve të ndryshme të një artikulli, qoftë me pjesë
lidhëse plastike, qoftë me pjesë metalike.
Lidhjet kryhen pasi të gjitha pjesët e artikullit të jenë prodhuar dhe të kenë
kaluar proqeset e mëparshme (qërim rrjedhjesh, lustrim, etj). Të gjitha pjesët e
përfunduara vendosen mbi bangon e punës në mënyrë të rregullt. Sipas projektit
pjesët mbërthehen njëra me tjetrën me pjesët përkatëse lidhëse. Kështu p.sh. veprohet
me çantat e grave, që janë prodhuar me dy apo më shumë pjesë, me lodrat e
fëmijëve, etj. Po ashtu kemi rastet e sandaleve plastike, që kanë një tokëz metalike, të
mbërthyer me një pjesë metalike, që montohet në vendet e caktuara të sandaleve me
një mbërthim të thjeshtë. Gjatë vendosjes së pjesëve me këtë metodë duhet të kihet
kujdes që të mos shkaktohen dëmtimet e pjesëve që bashkohen:çarjet, këputjet etj.
14.2. Montimi me ngjitje
Shërben për bashkimin e pjesëve të një artikulli plastik, të cilat janë prodhuar
prej së njëjtës lëndë p.sh. një shishe bojë shkrimi, shishe farmaceutike, stilolaps etj..
pjesët e të cilave janë prej polistireni. Këto pjesë, qoftë për arsye figurative, qoftë për
arsye përmasash, qoftë për arsye të përbërjes së lëndës me të cilën janë prodhuar, nuk
mund të bashkohen ndërmjet tyre me lidhje mekanike. Pra, në këtë rast detyrohemi që
bashkimin ta bëjmë me ngjitje.
Metoda e montimit me ngjitje është një proces i lehtë dhe i përdorur në shumë
raste. Gjatë procesit të punës, që të arrihen përfundime sa më të mira, duhet të merren
disa masa: kryesorja është pastërtia. Sipërfaqet, që do të ngjiten duhet të mos
përmbajnë papastërtira, vajra, graso ose substanca, që kanë shërbyer për nxjerrjen e
objekteve të injektuara nga format. Prania e papastërtive ose e substancave të
yndyrshme vështirëson punën, pasi me shtresën që krijojnë në sipërfaqet që do të
ngjiten nuk lejojnë që sipërfaqjet të zbuten dhe të ngjiten mirë. Për këtë arsye cënohet
edhe cilësia e prodhimeve, të gatshme, që janë montuar me ngjitje. Prandaj është e
rëndësishme që pjesët e artikujve që do të montohen, gjatë proceseve teknologjike
(injektim) të mos njollohen me substancat e lartpërmendura. Në pamundësi ato duhet
të pastrohen para montimit. Nga ana tjetër gjatë procesit të qërimit dhe të manipulimit
të tyre, duhet të kihet kujdes për ruajtjen e tyre nga papastërtitë në përgjithësi.
Natyrisht, i gjithë vendi i punës duhet të jetë i pastër jashtëzakonisht.
Lëndët ngjitëse për lëndët plastike janë të shumllojshme. Ato mund të jenë të
pregatitura nga prodhuesit ose, në rast nevoje, mund të përgaditen nga përpunuesit e
lëndëve plastike. Për ngjitjen e pjesëve të artikujve prej lëndësh plastike ndërmjet tyre
apo të një pjese plastike me një pjesë metalike, të drurit etj.. përdoren në përgjithësi
këto lloje lëndësh ngjitëse:
a) Ngjitësi i lëngëshëm. Shërben për ngjitjen e pjesëve plastike me masë të
vogla, ku kërkohet shpejtësia e proqesit të punës. Po të përdorim një ngjitës të
lëngëshëm pjesët lyhen më parë me te dhe pastaj bashkohen me njëra tjetrën, në
mënyrë që në fund të mbeten të ngjitura. Në rast nevoje mund të bashkohen dy pjesët

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
142
dhe pastaj, në vendet e bashkimit të derdhet lëngu ngjitës. Derdhja e lëngut atje mund
të bëhet me një shiringë. Atëherë pjesët e ngjitura lihen me u tha. Kur seritë janë të
mëdha, pas lyerjes me lëngun ngjitës pjesët e ngjitura vendosen mbi tavolinat e punës
në mënyrë që të mos rrëshqasë njëra pjesë nga tjetra, të ngjitura së bashku,
përndryshe ngjitja nuk është e sigurtë. Gjatë renditjes së tyre mbi tavolinën e punës
duhet të sigurohet njëfar largësie ndërmjet objekteve të ngjitura, sepse, ka mundësi që
shumë nga këto objekte të ngjiten njera me tjetrën. Kjo ngjitje e padëshirueshme, e
shkaktuar nga pakujdesia gjatë punës, prish estetikën e prodhimeve të gatshme, duke
lënë një njollë të theksueme në sipërfaqet e tyre.
Për artikuj me sipërfaqe të mëdha, ngjitja e dy pjesëve mund të bëhet duke i
zhytur në një tretës deri sa sipërfaqja të zbutet në masë të mjaftueshme. Pasi pjesët të
jenë zbutur, bashkohen dhe vihen nën shtypje të lehtë, d.m.th. mbahen të shtërnguara
me njëra tjetrën. Koha e ngjitjes fillestare është në përgjithësi e shkurtë Megjithatë,
ajo mund të shkurtohet edhe më shumë duke ngrohur pjesët në temperaturën rreth 60o
C me ajër të ngrohtë.
Pasi të jetë bërë ngjitja, duhet të pritet të kalojnë të paktën 24 orë para se
objektet të vehen në përdorim, veçanërisht kur del e nevojshme të përkulen ose të
priten.
Gjatë punës me këto lëngje duhet pasur kujdes që në pjesët e lyera të mos ketë
derdhje ose çfarëdo teprice të ngjitësit, pasi këto prishin estetikën e artikullit; për këtë
arsye, del i domosdoshëm edhe njëherë pastrimi i tyre.
b) Ngjitësat me viskozitet mesatar. Shërbejnë për ngjitjen e sipërfaqeve, që
nuk përputhen mirë me njëra tjetrën, ose për ngjitjen e sipërfaqeve me masa të
mëdha. Në këto raste një ngjitës i lëngëshëm nuk jep përfundime të mira. Për këtë
arsye përdoren ngjitësat më të trashë, që në përgjithësi pregaditen me një tretës, ku
tretet një sasie e caktuar e lëndës, nga e cila është prodhuar edhe artikulli që do të
ngjitet. P.sh. dy pjesë prej polistireni mund të ngjiten ndërmjet tyre pasi të jenë lyer
me solucionin e pregaditur nga një sasi polistireni të tretur në aceton, toluen ose
benzen.
Këto solucione vehen me ndihmën e furçeve, ruleve ose spatulave etj. Kur
përdoren solucionet e trasha, sipërfaqet duhet të lyhen me saktësi, pa shkaktuar
teprica solucioni jashtë sipërfaqeve që do të ngjiten, pasi këto teprica prishin estetikën
e artikullit të ngjitur. Në disa raste, mjafton që me solucion të lyhet vetëm njëra nga
sipërfaqet që do të ngjiten. Menjëherë pas lyerjes, pjesët që do të ngjiten bashkohen
me njëra tjetrën në mënyrë të përputhur. Pasi të jenë ngjitur radhiten mbi tavolinën e
punës në të njejtën mënyrë si në rastin e parë.
c) Ngjitësat me viskozitet të lartë. Janë në përgjithësi brumëra të trashë (si
sherbeti i trashë i sheqerit) dhe përdoren me spatulla pothuajse si në dy rastet e
sipërme. Shërbejnë për ngjitjen e pjesëve prej lëndëve të ndryshme, p.sh. një pjesë
prej polistireni me një pjesë prej qelqi, ose çeliku apo druri. Ky lloj ngjitësi, në
përgjithësi, nuk shkakton çarje dhe jep një lidhje të butë, gjë që ka shumë rëndësi.
Nuk mund të jipen detale për të tre llojet e ngjitësave. Vetëm ndër ngjitësat e
lëngëshëm, të pregaditur me një tretës, përdoren në përgjithësi metiletilacetoni,
tetrakloruri i karbonit, dikloretileni, kloruri i metilit, acetati i metilit etj.

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
143
Duhet pasur parasysh se jo çdo lëndë plastike mund të ngjitet me të njejtin
ngjitës. Ato që nuk ngjiten me ngjitësa që u përmenden më sipër, ngjiten me ngjitësa
të pregaditur veçanërisht për lëndën përkatëse. Kur lënda plastike nuk mund të ngjitet
me solucionet ngjitëse, kërkohen metoda dhe mjete të tjera të përshtatshme për këtë
qëllim.
14.3. Montimi me saldim
Shërben për bashkimin e disa pjesëve të një artikulli, që nuk bashkohen
ndërmjet tyre me dy metodat e para. Duhet të mos harrojmë se vetëm disa lloje të
termoplasteve mund të saldohen. Termoduret, me qenë se nuk shkrihen, nuk mund të
saldohen. Për saldimin e pjesëve prej lëndësh plastike ka disa metoda.
a) Saldimi me frekuencë të lartë
Qëndron në vendosjen e një trupi dielektrik (një fletë plastike) në një fushë
elektrostatike alternative me frekuencë të lartë, që ngrohet me lëvizjen e
jashtëzakonshme të molekulave. Kjo ngrohje varet nga tensioni, nga frekuenca dhe
nga karakteristikat e lëndës plastike, që duhet të ngrohet.
Kështu me anë të frekuencës së lartë arrihet pika e zbutjes së termoplasteve,
rrjedhimisht edhe saldimi i tyre.
Proqesi i saldimit me frekuencë të lartë (fig.133) zhvillohet në një makinë
saldimi e caktuar për saldimin e termoplasteve.
Fig. 133- Saldimi me frekuencë të lartë:
1.gjenerator me frekuencë të lartë
2.tavolinë pune
3.elektroda
4.pjesët që saldohen
Në këto makina vendoset një formë metalike sipas trajtës së artikullit që
saldohet. Forma quhet elektrodë, pasi kryen rolin e një elektrode. Dy fletë të artikullit
që do të saldohen, p.sh. një qeskë prej P.V.C. vendosen nën elektrodë. Elektroda ulet
dhe mbështetet me shtypje nëpër vendet ku duhet të kryhet saldimi i pjesëve. Pas një

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
144
kohe të shkurtë, ngrihet elektroda dhe vazhdohet proqesi i njejtë me një qeskë të dytë,
të tretë, e kështu me radhë.
Saldimi me frekuencë të lartë përdoret për artikuj prej P.V.C., kloroacetati i
polivinilit dhe polietilenit. Me këtë metodë saldohen qeskat me masa të ndryshme për
ambalazhet, thasët, portofolet, fletoret, librat, lodrat e detit për fëmijë, etj.Trashësia e
një flete zakonisht shkon nga 0,1 deri 0,8 mm, pasi saldimi bëhet me palosjen e dy
fletëve.
Nuk duhet harrue se ngjyrat e fletëve ndikojnë në mënyrë të theksuar në
ngjitjen e tyre. Kështu p.sh. fletët me ngjyrë të kuqe saldohen me vështirësi, pastaj
ato me ngjyrë të zezë. Fletët me ngjyrë të gjelbër saldohen më mirë nga ngjyrat tjera.
Gjatë saldimit në vijim, ndeshen shpesh herë vështirësi në punë. Vështirësia kryesore
e kësaj metode rrjedh nga që shpejtësia e përparimit të fletëve dhe energjia e
frekuencës së lartë, duhet të jenë të koordinuara me përpikëri. Këtë vështirësi e
paraqet saldimi në vijim, si : qepja e tekstileve. Për pjesët që saldohen me ndërprerje
me një goditje të vetme (qeskat, këllëfet, portofolët, etj.), një rol të rëndësishëm luan
rregullimi i shtypjes që ushtron elektroda për të siguruar kontaktin e rregullt me
lëndën që saldohet.
Në rast se elektroda nuk mbështetet në të gjitha sipërfaqet në mënyrë të
barabartë, edhe saldimi nuk bëhet i saktë.
b) Saldimi me impulsion –shërben kryesisht për saldimin e artikujve plastik,
që nuk mund të përfundohen me proqesin e frekuencës së lartë. Me këtë proqes nuk
mund të realizohen seri të mëdha të saldimit të gjatësive të shkurtëra. Praktikisht, një
rrymë elektrike me kohë të caktuar, lidhet me një ose më shumë rezistenca elektrike.
Rezistencat mbështeten nën shtypje mbi pjesët e artikullit që do të saldohet. Për të
penguar ngjitjen e lëndës plastike nëpër rezistenca, mbi këtë vihet një shirit tefloni
ose një shtresë silikoni.
Ky proqes saldimi përdoret shumë për saldimin e fletëve të holla prej
polietileni si dhe komplekset poletilen- letër. Një ndër përdorimet më të rëndësishme
aktuale është mbyllja e qeskave të ambalazhit pas mbushjes së tyre.
c) Saldimi me ajër të ngrohtë- Saldimi i termoplasteve me ajër të ngrohtë i
përngjet saldimit të metaleve; Dallohet prej këtij të fundit vetëm nga temperatura që
përdoret gjatë saldimit. Ky proqes pune shërben për bashkimin e pjesëve që nuk
mund të bashkohen me proqese të tjera, qoftë për shkak të paraqitjes që kanë, qoftë
nga lënda apo nga masat e pjesëve që duhen bashkuar. Kështu p.sh. saldohen pllakat,
brrylat e gypave etj.
Me këtë proqes pune zbutja e lëndës plastike bëhet me gaz të ngrohtë, i përbërë
shpeshë nga ajri. Por nganjëherë zbutja bëhet me gazra inerte sikur se është azoti,
pasi në këto raste duhet të largohet çdo rrezik oksidimi.Saldimi kryhet me afrimin e
buzëve të zbutura, lidhja e të cilave mund të bëhet me ose pa shtesën e një lënde
shtojcë.
Për saldim me ajër të ngrohtë përdoren aparate të thjeshta dore, siç janë ato të
saldimit me ajër, të quajtur pistoleta ose saldator me ajër (fig.134).

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
145
Fig. 134- Pistoleta për saldimin e termoplasteve me ajër të ngrohtë
Përparësitë e këtij proqesi janë lehtësia e punës dhe pavarësia e ngrohjes,
ndërsa të metat: rreziku i zjarrit dhe pamundësia e përdorimit në atmosfera të
kufizuara. Saldimi me ajër të ngrohtë bëhet në shumë mënyra, të cilat janë të treguara
në fig.135.
Fig.135- Format e bashkimit gjatë saldimit
Saldimi me ajër të ngrohtë bëhet për pjesët prej polietileni, polipropileni,
P.V.C. të plastifikuar ose të fortë. Për lëndë të plastifikuara përdoret një temperaturë
rreth 80o
C, kurse për të fortat ajo lëvizë në mes 180-200o C. Ajri i ngrohtë drejtohet
mbi pjesët që duhet të saldohen dhe në shufrën që përdoret si lëndë lidhëse ( në vend
të elektrodës), fig.136.

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
146
Fig. 136- Saldimi me ajër të ngrohtë
1. shufra (elektroda) , 2. zona e ngrohjes
Ajri i ngrohtë nuk duhet të fiksohet në një pikë, por të lëvizë në mënyrë të
lehtë dhe të vazhdueshme. Shufra që zavendëson elektrodën, duhet të jetë prej të
njejtës lëndë plastike, sikurse edhe pjesët që saldohen. Gjatësia e shufrës duhet të jetë
5 cm më e madhe se gjatësia e saldaturës. Dy pjesët që saldohen si dhe shufra duhet
të ngrohen me të njejtën shpejtësi.
Kur saldatura ka një vijë të drejtë, përparimi i saldimit duhet të bëhet rreth 12
cm, gjatësi në min. Në raste të tjera shpejtësia duhet t’i përshtatet rastit konkret.
Në fund të punës, me qëllim që të mos dëmtohet aparati i saldimit, duhet që pas
ndalimit të ngrohjes të mbahet hapur ardhja e ajrit gjatë 5-10 minutave. Kështu bëhet
e mundur ftohja e rezistencave të aparatit.
Gjatë saldimit me ajër të ngrohtë duhet të punohet me kujdes të madh.
Pakujdesitë gjatë punës, siç janë lëvizjet e shpeshta të ajrit të ngrohtë e shpejtësia e
tepruar e saldimit, në përgjithësi shkaktojnë të meta mjaft serioze.
d) Saldimi me element nxehës
Dy masa plastike të cilat dëshirojmë ti saldojmë në këtë mënyrë, i nxejmë deri
në temperaturën e saldimit, ashtu që në mes të sipërfaqeve plan paralele të salduara
me anë të rrymës elektrike vendosim pllakën e nxehur me temperaturë konstante, e
cila drejtpërdrejtë i nxehë skajet e masës plastike. Pas një kohe të caktuar kur është
arrijtë gjendja e zbutur, elementi nxehës shpejtë largohet, ndërsa sipërfaqet e salduara
nën presion të caktuar bashkohen.
Nxehja me kontakte e sipërfaqeve salduese mund të realizohet në dy mënyra:
1.Nxemësi nga ana e jashtme mbështetet për pjesën dhe ua transmeton nxehtësinë
sipërfaqeve salduese nëpër trashësinë e materialit.
2.Nxemësi është indirekt në kontakt me sipërfaqet e salduara.
Nxehja me kontakte mund të jetë:
a) Një anësore (për foli dhe pllaka të holla) (fig.137a)
b) Dy anësore (lamarina të trasha) (fig.137 b)

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
147
Fig.137- Nxehja kontaktuese
Elementi nxehës
Materiali i nxehësit zakonisht është çelik jondryshkës i cili është i poliruar me kujdes.
Sa më i poliruar që të jetë, aq më kualitativ është saldimi. Elementi nxehës mund të
jetë i konstruksioneve të ndryshme, që varet nga forma e produktit dhe llojit të
termoplastit. Kështu elementet nxehëse mund të jenë: pllakat e rrafshëta të
rrumbullakëta, cilindrat, shiriti i hollë, prizma, aparati elektrik për ngjitje (250-400 )
W, etj.
Principi i saldimit është treguar në fig.138 a dhe b.

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
148
a) b)
Fig.138 a,b- Principi i saldimit
Fig.139- Saldimi me pllakën nxehëse në teren
Shembëll i saldimit të gypave me elemente nxehëse
Për ilustrim të këtij lloj saldimi zgjedhim gypin PE Ø 140 (HDPE-100) dhe në
vijim tregohen fazat e përgatitjeve, aparaturës, parametrat për saldim dhe mënyra e
saldimit.
Tab.-Parametrat e saldimit me elemente nxehëse Masa plastike Temperatura e
nxehësit 0C
Koha e
nxehjes (sek)
Koha e
mënjanimit të
Nxehësit (sek)
Shtypja gjatë
saldimit
(N/cm2)
Fortësimi
(sek)
PE LD
PE HD
PP
PVC
180
200
220
230
20-60
30-90
30-120
20-60
10-12
10-15
10
3-5
10
15-20
10-15
20-25
5-10
5-10
10-15
20-30
Aparati për saldim funksionon me rrymë elektrike dhe kyçja e këtij aparati
bëhet te makina udhëzuese.
Aparatura për ngjitje ballore përbëhet nga :

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
149
- paisja udhëzuese
- shufra për nxemje
- paisja për lëmimin e gypit (brisku për rrafshim)
- mekanizmi për fiksimin e gypave
Fig.140- Makina udhëzuese
Paisja për lëmimin e gypit (brisku për rrafshim) dhe shufra për nxehje janë të
lidhura direkt me ftohësin dhe nxehësin ku shihet në fig.141.
Fig.141- Paisja për lëmimin e gypit (brisku për rrafshim) dhe
shufra për nxemje

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
150
Nga momenti i kyçjes së aparatit për ngjitje ballore duhet të presim deri sa të
nxehet makina e cila për të funksionu në rregull duhet të arrijë temperaturën rreth
210°C, kjo shihet në fig.142.
Fig.142-Aparati komandues
Fiksohet gypi në mekanizmin për fiskimin e gypave ku së pari bëhet
përcaktimi i profilit të gypit (d.m.th. marrim kallëpin për gypat Ø 140 dhe me anë të
veglave shtojsë (çelësit për shtrëngim dhe lirim) përgadisim mekanizmin për këtë lloj
gypash (kjo shihet në fig.143).

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
151
Fig.143- Përzgjedhja e kallëpit
Fig.144-Mekanizmi për fiksimin e gypave
Gypat janë të vendosur në mekanizëm dhe bëhet shtrëngimi me çelës ,

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
152
Fig.145- Vendosja e gypave
shtrëngimi bëhet deri në maximum në mënyrë mekanike.
Fig.146-Rregullimi i distancave
Vendosja e gypave bëhet në një distancë prej 15-20 cm (lihet një hapësirë në
mes të dy gypave që të vendoset paisja për lëmimin e gypit (fig.146).

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
153
Fig.147-Aparati komandues me pjesët përbërëse
1.Tabela për parametrat e saldimit (ngjitjes) temperatura e shufrës, presioni saldimit,
kohëzgjatja e saldimit dhe koha e ftohjes (ku varet nga profili i gypit), 2.Treguesi i shtypjes
së vajit, 3.Ora (matësi) për rregullim të ftohjes dhe të nxehjes, 4.Kyçja dhe çkyçja e aparatit,
5.Kyçësi për nxemje të gypit, 6.Kyçësi për ftohje të gypit, 7.Për shpejtësi (përdoret shumë
rallë), 8.Rregulluesi për shtypje hidraulike, 9.Treguesi i rrymës, 10.Mekanizmi për të shtyrë
në funksion makinën dhe gypin e hec mbrapa,11.Mekanizmi për të shtyrë në funksion
makinën dhe gypin e ecë para, 12.Termometri (ku për funksion duhet të arrihet temperatura
210°C).
Në figurën e mësipërme (fig.147) shihen qartë dy pulla njëra me ngjyrë të kuqe
dhe tjetra me ngjyrë të gjelbër. Pulla me ngjyë të kuqe shtin në funksion mekanizmin
për fiksim dhe bën afrimin e gypave. Pasi të kryhet lëmimi shtypet pulla e gjelbërt ku
bëhet largimi i gypave dhe hiqet mekanizmi për lëmim dhe kthehet në kallëpin e tij.
Pas proçesit të lëmimit të dy gypat i kemi në gjendje të favorshme për bashkim
(ngjitje apo saldim). Në këtë rast gypat i kemi të larguar në një distancë prej 15-20
cm.
Pas proçesit të lëmimit fillon proçesi i dytë ku vendoset pllaka për nxehje në mes të
dy gypave. Shtypim pullën me ngjyrë të kuqe dhe i ofrojmë gypat dhe i përputhim
me pllakën për nxehje.

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
154
Fig.148-Proqesi i ngrohjes
Pas vendosjes së pllakës nxehëse, aktivizojmë nxemjen e gypit.
Duke u bazuar në tabelë siç shihet në figurën 148 dhe 149 për parametrat e
saldimit kyçim orën për rregullim të nxehjes (ku secili profil ka parametër të veçant).
Në këtë rast për profilin Ø 140, ora kordinohet prej 10-16 sek.
Fig.149-Leximi i parametrave

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
155
Fig.150-Proqesi i saldimit
Në rastin tonë saldimi është kryer për 15 sekonda.
Pasi të kryhet proçesi i saldimit lirohet gypi i salduar nga kallëpi dhe hiqet nga
mekanizmi për shtrëngim (fiksim) dhe gypi është i gatshëm (salduar).

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
156
15.0. SHTOJCË:
15.1.Injektimi i elastomereve
Elastomeret janë masa që për nga elasticiteti plastik janë të ngjajshme me
kauçukun natyror. Përpunimi gjatë injektimit të kësaj mase, ngritë kualitetin e
artikujve të fituar. Proqesi i plastifikimit këtu është dominant: kërmilli rrotullohet dhe
përzien masën e cila nxehet njëtrajtshëm ashtuqë nga jasht nevoitet vetëm edhe pak të
nxehet. Gjithashtu edhe gjatë presimit të masës përmes kanalit të mbushjes krijohet
nxehtësia e fërkimit prej nga rezultojnë kohëra të shkurtëra të vulkanizimit të masës
plastike.
Në veglën e nxehtë , kanali për mbushje duhet të ftohet me qëllim që të
pengohet vulkanizimi i parakohshëm.
Fig.151-Injektimi i elastomereve

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
157
15.2. Përpunimi i duroplasteve me injektim
Fig.152-Përpunimi i duroplasteve
Injektimi me presim përmes kërmillit të duroplasteve në princip është
përpunim i ngjajshëm me përpunimin e termoplasteve. Dallimet esenciale në mes tyre
janë:
Te termoplastet masa e shkrirë nga cilindri i nxehur me rrymë elektrike
shtrydhet në kallëpin e ftohët, ku me ngurtësim gjatë ftohjes fitohet detali i fortë.
Te duroplastet masa e shkrirë nga cilindri i nxehtë dhe i temperuar (me ujë ose
vaj), shtrydhet në kallëpin (veglën) e nxehur me rrymë elektrike në të cilin nën
ndikimin e reaksioneve kimike shndërruese vjen deri te ngurtësimi i detalit të
dëshiruar.
Presimi me injektim me anë të boshtit kërmillor i termoplasteve ka filluar qysh
nga viti 1930. Ndërsa nga viti 1960 ka filluar përpunimi më modern i duroplasteve
me këtë metodë të injektimit.
Gjatë përpunimit me këtë metodë granulati i duroplasteve nga bunkeri për
furnizim hyn nëpër kërmillin rrotullues në cilindrin e nxehtë dhe transportohet drejt
majes së boshtit kërmillor,(faza a). Materiali i transportuar grumbullohet dhe e shtyen
boshtin kërmillor nga ana e kundërt. Presioni që i kundërvehet kësaj shtyerjeje dhe i
cili me sistem hidraulik mund të rregullohet quhet presion këthyes. Me të ngjeshja e
masës mundet direkt me u rregullua në cilindër, dhe me të edhe madhësia e fërkimit
dhe nxemjes së masës me rastin e dozimit. Detyrat kryesore të presionit këthyes janë:
a) Nxemja e masës
b) Homogjenizimi i shkrirjes
c) Mundësimi i çajrosjes në cilindër
Për shkak të nxehtësisë nga fërkimi dhe nxehtësisë nga muret e nxehura të
cilindrit, duroplasti gjatë rrugës së vet kah maja e cilindrit gradualisht shkrihet. Kur
materiali i transportuar ka arrijtë vëllimin e duhur për injektim, boshti kërmillor
pushon së rrotulluari- dozimi ka përfundua, (faza b). Boshti kërmillor tani vepron si
piston dhe me lëvizjen e vet përpara shtrydhë përmes veglës dhe kanalit rrjedhës të
kallëpit masën e shkrirë të duroplastit në kallëp, (faza c). Pas kësaj shtyerje të masës
boshti kërmillor edhe për një kohë të caktuar e mbanë presionin maksimal të

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
158
shtrydhjes, pastaj presioni pak bie dhe ky presion mbahet gjithnjë deri sa duroplasti të
forcohet aq sa të mos del nga kallëpi. Pas kësaj kohe cilindri ndahet nga kallëpi dhe
deri sa të zgjatë pjekja e masës në kallëp, fillon dozimi i sërishëm me rrotullimin e
boshtit kërmillor. Pas kalimit të kohës së pjekjes kallëpi hapet, detali i përfituar
nxirret, (faza d), kallëpi përsëri mbyllet dhe tani materiali i dozuar që më parë
shtrydhet përsëri nga cilindri. Koha e kaluar nga momenti i mbylljes së kallëpit deri
në mbylljen e ardhshme quhet koha e ciklit të injektimit.
Fig.153-Fazat kryesore të përpunimit me injektim të duroplasteve

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
159
15.3. Presimi injektues me presion të brendshëm të gazit
Fig.154-Fazat e përpunimit me injektim dhe presion të brenshëm të gazit
Principi i këtij përpunimi qëndron në atë që nga fundi i fazës së mbushjes së
kallëpit me sasinë e nevojshme të masës plastike të shkrirë, do të injektohet një gaz
inert.
Injektimi bëhet përmes dizës së makinës nëpër sistemin e mbushjes (kanalit) apo
përmes një gjilpëreje drejtëpërdrejtë brenda masës së shkrirë në kallëp. Ky gaz është
me presion dhe bënë që masa e shkrirë të zgjerohet brenda në kallëp.

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
160
15.4. Stampimi me injektim
Fig.155- Fitimi i detaleve me stampim

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
161
15.5. Presimi injektues
Ky presim mund të bëhet në tri forma:
1.me piston nga ana e sipërme
2.me piston nga ana e poshtme
3.me injektim përmes gjilpëres presuese
a) b)
c) Fig. 156-Presimi injektues me piston nga ana e poshtme
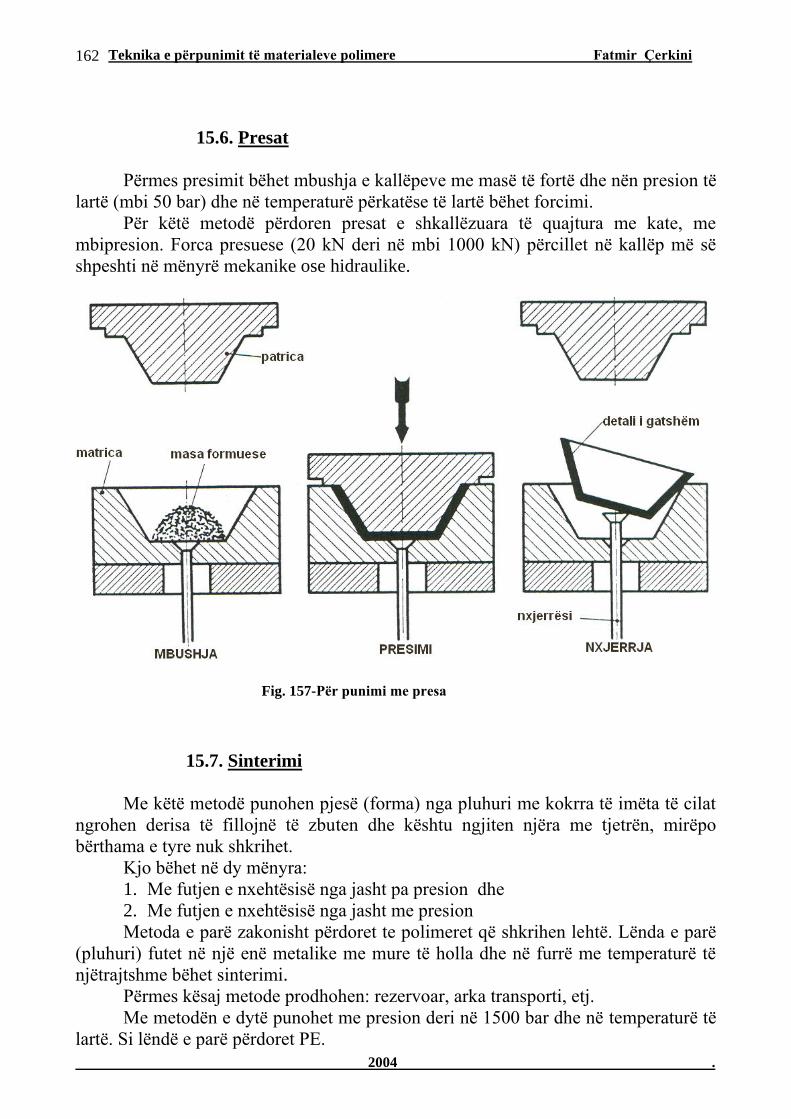
Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
162
15.6. Presat
Përmes presimit bëhet mbushja e kallëpeve me masë të fortë dhe nën presion të
lartë (mbi 50 bar) dhe në temperaturë përkatëse të lartë bëhet forcimi.
Për këtë metodë përdoren presat e shkallëzuara të quajtura me kate, me
mbipresion. Forca presuese (20 kN deri në mbi 1000 kN) përcillet në kallëp më së
shpeshti në mënyrë mekanike ose hidraulike.
Fig. 157-Për punimi me presa
15.7. Sinterimi
Me këtë metodë punohen pjesë (forma) nga pluhuri me kokrra të imëta të cilat
ngrohen derisa të fillojnë të zbuten dhe kështu ngjiten njëra me tjetrën, mirëpo
bërthama e tyre nuk shkrihet.
Kjo bëhet në dy mënyra:
1. Me futjen e nxehtësisë nga jasht pa presion dhe
2. Me futjen e nxehtësisë nga jasht me presion
Metoda e parë zakonisht përdoret te polimeret që shkrihen lehtë. Lënda e parë
(pluhuri) futet në një enë metalike me mure të holla dhe në furrë me temperaturë të
njëtrajtshme bëhet sinterimi.
Përmes kësaj metode prodhohen: rezervoar, arka transporti, etj.
Me metodën e dytë punohet me presion deri në 1500 bar dhe në temperaturë të
lartë. Si lëndë e parë përdoret PE.

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
163
Fig.158- Fitimi i detaleve me anë të sinterimit

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
164
LITERATURA
1. Fatmir Çerkini ,,TEKNIKA E PËRPUNIMIT TË MATERIALEVE POLIMERE”
(Ligjerata të autorizuara), Ferizaj 2004
2. Teuta Çarçani ,,TEKNOLOGJIA KIMIKE ORGANIKE”, Tiranë 1988
3. Ing.Miroslav Nadj,,POLIMERNI MATERIJALI”, Zagreb
4. Dipl.inž.Bogdan Rapajič,,PRERADA PLASTIČNIH MASA EKSTRUDIRANJEM” ,
Beograd
5. ENCYCLOPEDIA BRITANNICA 2003
6. Kemijski Kombinat ,,CHROMOS” -PLASTIČNE MASE -Katalog, Zagreb
7. FERPLAST- Katalog, Ferizaj
8. HIDROPLAST- Katalog, Gevgelija
9. http://www.Plastics Machinery Technology, Corrugated W Pipe Line
10. http://www.corrugated polyethylene pipe
11. http://www.kunststoff+kautschuk produkte
12. http://www.chinasuppliers.alibaba.com/wall-pipe-extrusion-line
13. http://www.ktf-split.hr

Fatmir Çerkini Teknika e përpunimit të materialeve polimere
2004 .
165
PËRMBAJTJA
Faqe
1.0. HYRJE...........................................................................................................................................3
1.1. Historiku........................................................................................................................................3
1.2. Ndërtimi.........................................................................................................................................3
1.3.Termoplastet................................................................................................................................. .4
1.4.Duroplastet............................................................................................................................ .........4
2.0. SHTESAT(aditivët) e materialeve polimere..................................................................................5
3.0. METODAT E PËRFITIMIT TË MATERIALEVE POLIMERE................................................11
3.1. PETËZIMI....................................................................................................................................11
3.2. KOKRRIZIMI..............................................................................................................................12
3.2.1. Kokrrizimi i termoplasteve.................................................................................................. .....13
3.3.TABLETIMI..................................................................................................................................15
4.0. MAGAZINIMI DHE RREGULLIMI I MATERIALEVE POLIMERE............................... .....17
5.0. KRAHASIMI I MASAVE PLASTIKE ME METALET.............................................................18
6.0. IDENTIFIKIMI I MASAVE PLASTIKE....................................................................................18
7.0. VETITË PËRPUNUESE TË MATERIALEVE POLIMERE.....................................................20
7.1. VETITË REOLOGJIKE..............................................................................................................20
7.2. VETITË FIZIKE..........................................................................................................................21
7.3. VETITË MEKANIKE.................................................................................................................23
8.0. METODAT PËR KONTROLLIMIN E MATERIALEVE POLIMERE....................................24
9.0. TERMOPLASTET MË TË NJOHURA................................................................................... ..27
9.1. POLIETILENI (PE).................................................................................................................. ..27
9.2. POLIPROPILENI(PP).................................................................................................................28
9.3. POLIVINILKLORIDI(PVC).......................................................................................................28
9.4. POLISTIRENI(PS)......................................................................................................................29
9.5. AKRILONITRIL BUTADIEN STIRENI(ABS).........................................................................30
9.6. POLIAMIDET(PA).....................................................................................................................30
9.7. POLIACETALET (POM)...........................................................................................................31
9.8. POLIKARBONATI (PC)............................................................................................................31
10.0. METODAT E PËRPUNIMIT TË MATERIALEVE POLIMERE..................................... .....33
10.1. MODELIMI...............................................................................................................................34
10.1.1. PARIMET E MODELIMIT ME NXEHTËSI DHE SHTYPJE.............................................36
10.2. EKSTRUDIMI..........................................................................................................................39
10.2.1. EKSTRUDIMI I GYPAVE DHE PROFILEVE....................................................................44
10.2.2. KALIBRIMI I GYPAVE.......................................................................................................50
10.2.3. EKSTRUDIMI I GYPAVE TË BRINJËZUAR....................................................................54
Gabimet(të metat) gjatë ekstrudimit të gypave......................................................................56
10.2.4. EKSTRUDIMI I PROFILEVE..............................................................................................57
10.2.5. PRODHIMI I FLETËVE DHE PLLAKAVE ME ANË TË EKSTRUDIMIT......................59
10.3. METODA E EKSTRUDIM-FRYRJES....................................................................................66
10.3.a) Prodhimi i fletëve të holla (folive) me fryrje.........................................................................66
10.3.b) Prodhimi i fletëve të holla me derdhje...................................................................................68
10.4. PARIMI I INJEKTIMIT...........................................................................................................71
10.4.1. TË METAT GJATË PËRPUNIMIT TË TERMOPLASTEVE ME PARIMIN E
INJEKTIMIT DHE ZGJIDHJET..........................................................................92
10.5. PËRPUNIMI ME PRESIM INJEKTUES TË POLIMEREVE SHKUMORE (TSG)..............96
10.6. PRODHIMI I ARTIKUJVE ME BRENDI BOSHE ME ANË TË FRYRJES.......................102
10.6.a) Metoda me ekstrudim-fryerje...............................................................................................102
10.6.b) Fryerja me presim injektues.................................................................................................105
10.6.1.UDHËZIME PËR PRODHIMIN E ARTIKUJVE ME BRENDI BOSHE ME FRYERJE..109
10.7. LAMINIMI I LËNDËVE PLASTIKE....................................................................................111
10.7.1. Impregnimi pa ndërprerje.....................................................................................................111
10.7.2. Impregnimi me ndërprerje....................................................................................................112
10.8. PARIMI I KALANDRIMIT TË LËNDËVE PLASTIKE................................................. .....113

Teknika e përpunimit të materialeve polimere Fatmir Çerkini
2004 .
166
10.9. FRYERJA ME SHTYPJE TË LËNGUT................................................................................116
10.10. FRYERJA ME DIAFRAGMË..............................................................................................117
10.11. FORMIMI ME VAKUM......................................................................................................118
10.12. FORMIMI ME ROTACION.............................................................................................. ..122
10.13. STAMPIMI............................................................................................................................124
11.0. PLASTIFIKIMI.......................................................................................................................126
11.1. Vendosja me ekstrudim e masave plastike..............................................................................127
11.2. Paisjet për plastifikimin e telave......................................................................................... ....129
12.0. PROQESI I KOEKSTRUDIMIT (BASHKEKSTRUDIMIT)............................................ ...130
12.1. Ekstrudimi i folive ose pllakave prej dy komponenteve nga dy ekstruder dhe dy
vegla me çarje të zgjeruar................................................................... ..130
12.2. Prodhimi me dy deri në katër ekstruder i folive me shumë shtresa.........................................131
12.3. Prodhimi i folive me dy shtresa që bashkohen jashtë ekstruderit.............................................132
13.0. PRODHIMI I GYPAVE SPIRAL............................................................................................133
13.1. Mënyrat e bashkimit të gypave.................................................................................................136
14.0. MONTIMI I ARTIKUJVE PREJ LËNDËVE PLASTIKE......................................................138
14.1. Montimi me lidhje mekanike....................................................................................................139
14.2. Montimi me ngjitje................................................................................................................ ...139
14.3. Montimi me saldim...................................................................................................................141
15.0. SHTOJCË..................................................................................................................................145
15.1. Injektimi i elastomereve............................................................................................................145
15.2. Përpunimi i duroplasteve me injektim......................................................................................146
15.3. Presimi injektues me presion të brendshëm të gazit.................................................................148
15.4. Stampimi me injektim..............................................................................................................149
15.5. Presimi injektues......................................................................................................................150
15.6. Presat........................................................................................................................................151
15.7. Sinterimi...................................................................................................................................151
LITERATURA.............................................................................................................................153