Embed Size (px)
Citation preview

Termoplastiklerin Ekstrüzyonunda Vida ve Kovanlar
Enver AYKUT1
ÖZET
Bu çalışmada; termoplastik şekillendirme yöntemlerinden ekstrüzyona, bir ekstrüderin yapısına, ekstrüder
elemanlarından vida kovana, kullanıcıların bir vida kovandan beklentilerine, bu beklentilerin karşılanması için
ne yapılması gerektiğine ve dolayısı ile vida kovan tasarımına dair bilgiler bulabilirsiniz.
Anahtar Kelimeler: Ekstrüzyon, ekstrüder, vida kovan, vida kovandan beklentiler, vida kovan tasarımı.
1 Mak. Müh., ALMAK ATEŞ MAKİNA SAN. KOLL. ŞTİ. Fabrika Müdürü

Termoplastiklerin Şekillendirme Yöntemleri
Günlük hayatta kullandığımız birçok fabrikasyon ürün cam, metal, polimer gibi hammaddelerden
üretilmektedir. Polimerler, hammaddeler arasında hacimsel olarak en çok kullanılan malzeme cinsidir
fakat yoğunluk farkından dolayı ağırlık olarak metallerinden gerisinde kalmaktadır.
Polimerler; termoplastikler (ısı altında şekillendirilebilenler) ve termosetler (ısı altında bozunanlar)
olmak üzere iki grup altında sınıflandırılır. Polimerler içerisinde termoplastiklerin kullanımı yaklaşık
%80 oranındayken, termosetlerin kullanımı %20 civarındadır.
Grafik 1 – Polimerlerin kullanımına göre oranları
Termoplastiklerin şekillendirme yöntemlerini aşağıdaki gibi sıralayabiliriz.
1. Enjeksiyon ile kalıplama
2. Ekstrüzyon ile kalıplama
2.1. Ekstrüzyonda film üretimi
2.2. Eksrüzyonda levha üretimi
2.3. Ekstrüzyonda şişirme ile üretim
2.4. Ekstrüzyonda haddeleme ile üretim
2.5. Ekstrüzyonda kaplama/tel kılıflama yöntemi
3. Basma ile kalıplama
4. Döner kalıplama
5. Isıl şekillendirme
6. Döküm kalıplama
7. Köpürtme
8. Polimer ile kaplama
9. Elyaf çekeme
10. Talaşlı şekillendirme

Ekstrüzyon
Cinsi fark etmeksizin bir malzemenin, bir ucu açık olan kalıbın içerisinden geçirilerek o kalıbın
şeklinin alması şeklinde gerçekleştirilen sürekli şekillendirilme yöntemlerinin genel adıdır. Bahse
konu malzemelerin katı olmasından dolayı bu işlemi gerçekleştirilebilmesi için proses sıcaklık ve
kuvvet altında yapılmaktadır. Aksi takdirde katı olan hammadde şeklini korumak için bir direnç
gösterecektir ve kalıp içerisinden geçmeyecektir. Termoplastiklerin ekstrüzyonu da bu temel
prensipler altında gerçekleşir.
Ekstrüzyon işlemi ile imal edilebilecek başlıca ürünler; boru, pencere profili, film, streç, levha, kablo
şeklinde örneklenebilir.
Ekstrüder
Ekstrüzyon işlemini gerçekleştirmek için kullanılan makinelere ekstrüder denilmektedir. Ekstrüderler
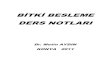
temelde sırasıyla motor, redüktör, vida, kovan ve ısıtıcılardan oluşan bir yapıdadır. Şekil 1’de basit bir
ekstrüderin şematik resmi görünmektedir. Motor ve redüktör hareket ünitesi olarak ta adlandırılabilir.
1. Hareket ünitesi
2. Besleme kovanı
3. Isıtıcılar
4. Besleme hunisi
5. Gaz alma ünitesi
6. Vida
7. Kovan
Şekil 1 - Bir ekstrüderin yapısı
Vida Kovan
Vida ve kovan takım olarak imal edilen ve bir tarafı redüktöre bağlanan ince uzun makine parçalarıdır.
Kovan redüktörün gövdesine bağlanır ve sabittir. Vida ise redüktörün fener miline bağlanır ve
motordan gelen dönme hareketini redüktör üzerinden alır. Vida yaptığı dairesel dönme hareketi ile

redüktöre yakın kısmından üzerine dökülen termoplastiği, ısıtıcılar ile ısıtılmış kovan içerisinden
geçirerek diğer taraftan şekillendirilebilir kıvama gelmiş olarak kalıba ulaştırır.
Şekil 2 – Klasik bir vida kovan tasarımı
Vida ve kovanların çalışma şartları düşünüldüğünde, vida termoplastiğin akış istikametine göre arka
tarafından redüktörün fener mili ile yataklanmış diğer tarafı ise serbest şekilde durmakta olan bir
makine parçasıdır. Kovan ise yine termoplastiğin akış yönüne göre arka tarafından redüktöre
sabitlenmiş ön tarafından ise ekstrüder şasesi ile desteklenmiş makine parçasıdır. Vida ve kovan biri
birinin içinde çalışan ince uzun makine parçaları olup arasındaki çalışma boşluğu ise anma çapına göre
değişkenlik gösterir ve çapta 0,10 mm ila 0,40 mm arasında değişir. Bu makine parçalarının boy/çap
oranı termoplastiğin cinsine ve formülasyona göre değişir. Bu oran genellikle 10 ila 37 arasında olup
daha da artabilir.
Vida ve Kovanlardan Beklenen Özellikler
Vida kovan kullanıcılarına bir vida kovandan ne bekledikleri sorulduğunda genellikle alınan cevaplar;
Vida kovanın iyi plastikleşme sağlaması, vida kovanın iyi karışım sağlaması, vida kovanın yüksek
kapasite vermesi, vida kovanın uzun ömürlü olması, vida kovanın enerji bakımında verimli olması
şeklinde sıralanabilir.
Kullanıcı Beklentilerinin Karşılanması ve Tasarım
Tarih boyunca mühendislik hep problemleri çözmeye çalışmıştır. Fakat problemler kolayda olsa
çözümlerde hep bir o kadar zor olmuştur. Örneğin bir denizcinin Atlantik Okyanusu’ndan Pasifik
Okyanusu’na Güney Amerika’yı dönemden geçmeyi istemesi ve mühendisliğin bunun için Panama
Kanalı’nı projelendirip kıtayı ikiye ayıran kanalı inşa etmeleri. Tabi bu bir uç örnektir. Her zaman
mühendislerin işi bu kadar zor olmamaktadır. Ama genelde isteklerin basit olmasına karşın çözümler
hep zor olmuştur.
Kullanıcı beklentilerinin az ve mütevazı olmasına rağmen vida kovan tasarımı oldukça zordur.
Tasarımı zorlaştıran ise çalışma şartlarının tam olarak hiçbir zaman tasarım şartları ile örtüşmemesidir.
Örneğin plastikleşme sadece vidanın marifeti midir, kapasite sadece vida tasarımıyla mı arttırılır,
verimlik denilen şey sadece vidayla mı kontrol edilir? Bu soruları arttırmak mümkündür ve cevaplar

aslında bu beklentileri karşılamada sadece vida ve kovanın değil de ekstrüderin bir bütün olarak
değerlendirilmesi gerektiğini göstermektedir.
Vida Kovanın İyi Plastikleşme Sağlaması ve İyi Karışım Yapması
Vida kovan plastikleşmenin sağlanmasında en önemli ekstrüder elemanlarındandır. Tüm katı
malzemelerin eriyik haline geçmesinde karşımıza çıkan parametreler sıcaklık, basınç ve zamandır.
Termoplastiklerin ekstrüzyonunda da yine aynı parametreler değiştirilerek plastikleşme sağlanmaya
çalışılır. İyi bir plastikleşmenin sağlanması ise bize bir aralığı tanımlamaktadır. Hammaddenin ne az
nede fazla olmamak şartı ile plastikleşmesini anlatmaktadır. Plastikleşmenin yetersiz olduğu durumlar
ürün çekmeyi imkânsız hale getirir, plastikleşmenin fazla olduğu durumlar da yine aynı şekilde ürün
çekmeyi imkânsız hale getirecektir. Hammaddenin sağlıklı bir şekilde ürün haline getirilebilmesi için
yeterli plastikleşmenin sağlanmış olması şarttır.
Peki, tamamen aynı marka, aynı model, aynı vida kovana sahip iki farklı ekstrüderde farklı
formüllerle ve aynı ayarlarla çalışmak mümkün müdür?
Peki, basınç, sıcaklık ve zaman parametreleri neye göre değişmektedir?
Anlaşılacağı üzere formülün veya hammaddenin ekstrüder çalışma şartlarına etkisi büyüktür. O zaman
tasarımcı formül ile ilgili olarak belirli kabuller yaparak tasarımını yapmalıdır. Tasarımcı için en
önemli veriler kullanıcıdan gelen verilerdir. Tasarımcı burada bir doktor gibi kullanıcı şikâyetlerini
göz önünde bulundurarak ve mevcut formül ile çalışan vidaları inceleyerek tasarımını yapmalıdır. Bu
verilerin eksikliği tasarımcının iyi bir tasarım yapabilmesini olumsuz etkilemektedir.
Örneğin kullanıcıdan gelen bilgiye göre düşük plastikleşmenin olduğu yerlerde tasarımcı vida boyunu
uzatabilir, vida sıkıştırma oranlarını arttırabilir veya vida üzerine plastikleşmeyi kolaylaştıracak
parça tasarımlar ekleyebilir ya da bunların birkaçını veya hepsini aynı anda uygulayabilir.
Plastikleşmenin yüksek olduğu durumlarda ise tam tersine tasarımını değiştirebilir.
Vida boyunun uzaması veya kısalması ne anlama gelir?
Vida kovan literatüründe vida boyunun çapına olan oranına L:D oranı denilmektedir. Burada boy
efektif boydur. Bu oran ne kadar büyük ise vidamız o kadar uzun, ne kadar küçük ise vidamız o kadar
kısadır. Bu oranın kullanılmasındaki amaç boyun çap faktöründen arındırılmasıdır.
Örneğin; Çap ölçüsü Ø50 mm olan bir vidanın efektif boyu 1500 mm ise L:D oranı 30’dur. Buna göre
aynı formül ile çalışmasını istediğimiz Ø100 çapındaki bir vidanın ise efektif boyu 3000 mm
olmalıdır.

Şekil 3 – Aynı çapta L:D oranları farklı vida kovanlar
Bu oran değişmediği sürece aslında vida boyunun plastikleşmeye etkisi değişmemiş demektir. Vida
boyunu uzun olmasının veya kısa olmasının asıl anlamı ise bize termoplastiğin kovan içersinde
geçirdiği zamanı anlatmasıdır. Tasarımcı plastikleşmenin az olduğu durumlarda bu oranı arttırabilir,
fazla olduğu durumlarda ise azaltabilir. Diğer bir değişle ısıya maruz kaldığı süreyi kontrol edebilir.
Vida sıkıştırma oranının artması veya azalması ne anlama gelir?
Klasik vidalar üç bölgelidir. Bu bölgelerin sınırları diş dibi çapları ile belirlenmiştir. Bu bölgeler
termoplastiğin akış yönüne göre sırası ile besleme bölgesi, sıkıştırma bölgesi ve dozajlama bölgesi
olarak adlandırılır.
Şekil 4 – Klasik bir vidada tanımlanan üç bölge
Vida sıkıştırma oranı klasik bir vida için tanımlanabilir. Klasik bir vidada besleme bölgesindeki
vidanın tek taraftan derinliğinin, dozajlama bölgesindeki tek taraftaki derinliğine oranıdır. C harfi ile
gösterilir. C=B1/B2 formülü ile hesaplanır.
Şekil 5 – Klasik bir vidada giriş ve çıkış derinlikleri
Örneğin; Ø70 mm dış çapındaki bir klasik vidanın, besleme bölgesindeki diş dibi çapı Ø50 mm,
dozajlama bölgesindeki diş dibi çapı Ø60 mm ise sıkıştırma oranı aşağıdaki gibi hesaplanır.

Besleme bölgesindeki tek taraftan derinlik = (70-50) / 2 = 10 mm
Dozajlama bölgesindeki tek taraftan derinlik = (70-60) / 2 = 5 mm
C=B1/B2 = 10 / 5 = 2 olarak bulunabilir.
Tasarımcı plastikleşmenin az olduğu durumlarda bu oranı arttırabilir, yanma veya bozulma olduğu
durumlarda da azaltabilir. Diğer bir deyişle kovan iç basıncını kontrol edebilir.
Sıcaklığın artması veya azalması ne anlama gelir?
Termoplastiklerin plastikleşmesinde sıcaklıkların etkisi büyüktür, optimum sıcaklıklar ayarlanmadığı
sürece mükemmel bir vida ile bile üretim yapmak imkansızlaşır. Genellikle optimum sıcaklığa kadar
sıcaklığın artışı plastikleşmeye olumlu etkirken optimum noktadan sonra yanma, sararma ve
bozunmalara neden olabilir. Bu noktada kontrol operatörün elindedir.
Parça tasarım nedir?
İstenen plastikleşmeyi sadece vida boyu, sıkıştırma oranı veya sıcaklık ile ayarlamak doğru değildir
çünkü bu değerin arttırılması veya azaltılması aynı zamanda kapasiteyi ve enerji verimliliğini de
olumsuz etkilemektedir.
Örneğin vidanın boyunun uzaması, aynı zamanda kovan içerisinde daha fazla hammadde bulunması
anlamına da gelmektedir bu da daha fazla moment ihtiyacı yani daha fazla enerji demektir. Ya da vida
boyunun uzaması aynı zamanda kovanın boyunun uzaması ve dolayısı ile daha fazla ısıtılması gereken
bölge demektir bu da ısıtma için daha fazla enerji demektir. Aynı şekilde sıcaklığın yükseltilmesi de
ısıtma için gerekli olan enerjinin arttırılması anlamına gelmektedir. İstenen plastikleşmeyi sağlamak
için sadece boyu uzatmak, sıkıştırma oranını değiştirmek veya sıcaklığı ayarlamaya çalışmak her
zaman ekonomik çözümler sunmaz. Aslında tasarımcının işi tamda bu noktada başlamaktadır.
Parça tasarımların asıl kullanılma amacı daha kısa zamanda, daha az enerji ile daha çok ve daha
kaliteli ürün elde etmektir.
Parça tasarımlar, klasik bir vida üzerine eklenen plastikleşmeyi kolaylaştıran nispeten daha karışık
geometrilere sahip bölgelerdir. Parça tasarımlar kullanım amaçlarına göre üç başlık altında
toplanabilirler. Bunları bariyerler, dispersif karıştırıcılar ve distributif karıştırıcılar olarak
sıralayabiliriz.

Bariyer nedir?
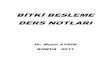
Bariyer, klasik vida tasarımlarının yetersiz kalması ile geliştirilmiştir.
Şekil 6 – Bariyerli vida
Yukarıdaki şekilde farklı renkle görünen hatve bariyer hatve olarak adlandırılır. Vida ana hatvesinin
bir turda kat ettiği ilerlemeden daha fazla ilerleme gerçekleştirir. Önünde başladığı ana hatveyi belirli
bir tur sonrasında arkasından yakalar. Aynı zamanda bariyerin önünde kalan diş dibi çapı artabilir,
bariyerin arkasında kalan diş dibi çapı da azalabilir. Bariyerin başladığı noktada hammadde bariyer
hatvenin önündedir. Bariyer hatve her turda ana hatveye arkadan yaklaşmaya çalıştığı için bariyerin
önünde hacimsel bir daralma meydana gelir. Böylelikle hammadde sıkışmaya zorlanacak ve yer
değiştirmek isteyecektir. Bariyer hatvenin diş üstü çapı ana hatvenin diş üstü çapından bir miktar daha
düşüktür. Diğer bir deyişle bariyer hatvenin diş üstü çapı ile kovanın arasında hammaddenin
geçebileceği bir boşluk vardır ve sıkışan hammadde bu boşluktan bariyer hatvenin arkasına geçer. Bu
olay aşağıdaki açık çizilmiş vida resminden daha net anlaşılabilir.
Şekil 7 – Açık çizilmiş bariyerli bir vida
Kesit görünüşünden de hammaddenin bariyerden geçişi gözlenebilir.
Şekil 8 – Hammaddenin bariyer geçişi

Şekil 9 – Granülün bariyer geçişi
Bariyer tasarımlı vidalar ile daha kısa vida boylarında daha iyi özdeşleme, daha yüksek plastikleşme
daha az enerji sarfiyatı ve daha yüksek kapasiteler mümkün olmuştur. LDPE, HDPE, PP, PPRC, S-
PVC gibi termoplastiklerin ekstrüzyonunda kullanılan vidalar için vazgeçilmez olmuşlardır.
Dispersif karıştırıcı nedir?
Dispersif karıştırıcılar partikül büyüklüklerini azaltmak amacı ile kullanılan karıştırıcılardır. Bu
karıştırıcılara giren termoplastik çıktığında daha küçük partikül yapısına ulaşır. Maddock karıştırıcılar
olarakta adlandırılan bu karıştırıcı tipleri farklı formlarda olabilirler. Bu formlara örnekler aşağıdaki
fotoğraflarda görüldüğü gibidir.
Şekil 10 – Dispersif karıştırıcı örnekleri

Dispersif karıştırıcı etkisi, aşağıdaki şekil ile kısaca özetlenebilir.
Şekil 11 – Dispersif karıştırıcı etkisi
Distributif karıştırıcı nedir?
Distributif karıştırıcılar farklı partiküllerin karışımlarını homojenleştirmek için kullanılan
karıştırıcılardır. Bu karıştırıcılara giren termoplastikler çıktığında daha homojen bir yapıya ulaşırlar.
Mikserler olarak adlandırılan bu karıştırıcı tipleri farklı formlarda olabilirler. Bu formlara örnekler
aşağıdaki fotoğraflarda görüldüğü gibidir.
Şekil 12 – Distributif karıştırıcı örnekleri

Distributif karıştırıcı etkisi, aşağıdaki şekil ile kısaca özetlenebilir.
Şekil 13 – Distributif karıştırıcı etkisi
Parça tasarımlar vida üzerinde nasıl kullanılır?
Tasarımcı tarafından icap eden durumlarda parça tasarımların biri, birkaçı, tamamı veya bazıları
birden fazla sefer olacak şekilde vida tasarımı üzerinde kullanılabilir. Bu karara tasarımcı kullanıcıdan
gelen bilgiler ışığında karar verecektir. Aşağıdaki örnekte bariyer, dispersif karıştırıcı, distributif
karıştırıcının bir arada kullanıldığı bir vida görünmektedir.
Şekil 14 – Parça tasarımların uygulandığı yeni nesil bir vida
Vida Kovanın Yüksek Kapasite Vermesi
Ekstrüderler belirli bir devirlerde, belirli kapasitelere ulaşabilirler. Klasik vida tasarımlarında, vida
besleme bölgesi derinlikleri arttırılarak kapasiteler arttırılmaya çalışılırdı fakat bu belirli mertebelerde

kapasitede iyileşmeye katkı sağlar ama genellikle mukavemet kaybından öteye geçemezdi. İstenen
kapasiteler aslında bununda ötesinde kapasitelerdir. Peki, kapasite sadece vida tasarımıyla mı
değiştirilir?
Ekstrüderin bir bütün olduğu daha önce belirtilmişti. Bu bağlamda ekstrüderin sırası ile motor, kayış
kasnak grubu, redüktör, vida kovan grubu ve rezistanslardan oluştuğu ve bu bileşenlerin bir bütün
olarak kapasiteyi etkilediği aşikârdır. Çok iyi bir vida ile diğer bileşenlerin yetersiz olması halinde
yüksek kapasite mümkün olmayacağı gibi, çok iyi bir ekstrüderin vida tasarımı yetersiz olduğunda da
aynı şekilde yüksek kapasite mümkün olmayacaktır. Bu çalışmada ekstrüder tasarımının üzerinde
durulmayacak sadece vida kovana değinilecektir.
Vida kovanın yüksek kapasiteye ulaşması daha fazla hammaddeyi taşıması ile mümkün olabilir. Daha
fazla hammaddeyi taşıyabilmesi için üzerine odaklanılması gereken en önemli yer vida ve kovanın
besleme bölgesidir. Vida kovan içine aldığından daha fazla hammadde taşıyamaz. Kapasitenin
yükselmesi öncelikle vidanın daha fazla hammadde alması ile mümkündür.
Tasarımcılar vida kovana daha fazla hammadde besleyebilmek için aslında vidadan daha çok kovan
üzerine odaklanmışlardır.
Örneğin erken plastikleşmeyi engellemek için kovan üzerinde, rezistanslar ile besleme bölgesi arasına
soğutma bölgesi yerleştirmişlerdir çünkü besle bölgesinde erken başlayan ergime beslemenin
sürekliliğini olumsuz yönde etkilemektedir. Ardından daha fazla hammadde alabilmesi için kovan
içersinde bazı geometriler ile çözüm aramışlardır ve her seferinde bir öncekinden daha iyi sonuçlara
ulaşılmıştır.
Şekil 14 – Kovan üzerinde soğutma bölgesi

Şekil 15 – Farklı kovan besleme bölgesi tasarımları
Gelinen noktada vida besleme bölgesinin derinleştirmek yerine kovan besleme bölgesi üzerinde
kapasiteyi arttıran formlar kabul görmüştür. Bu formların en yaygını kanallı formda olan ve kanallı
besleme (İng. Groove feed) olarak adlandırılanlardır. Hatta bu parçaların ömür beklentileri açısından
daha mukavim malzemelerden yapılması gerektiğinden kovandan ayrı yapılması icap etmiş ve
soğutma bölgesi bu parçanın üzerinde kalacak şekilde kovandan tasarım olarak ayrılmıştır.
Şekil 16 – Kovanlarda modern besleme bölgesi tasarımı

Şekil 17 – Kanallı beslemelerin iç yapısı
Vida Kovanın Enerji Bakımından Verimli Olması
Buraya kadar aktarılan bilgilerin tamamı yüksek plastifikasyon, yüksek kapasite, iyi bir karışım için
tasarımcının yapacaklarının bir özetiydi ama bunların tamamı enerji verimliliğinin arttırılması için
yapılabilecek şeyler fakat yapılması gerekenlerin tamam değildir.
Ekstrüder bileşenlerinin tamamı mühendislik hesapları yapılmış şekilde seçilmiş olmalıdır ancak o
zaman verimlilikte üst seviyelere ulaşılabilir.
Vida Kovanın Uzun Ömürlü Olması
Vida kovanların uzun ömürlü olması; prosese göre uygun malzemelerin seçilmiş olması ve doğru
sertleştirme işlemlerinin uygulanması ile mümkün olabilmektedir. Bu konu ile ilgili olarak
“Ekstrüzyon ve Ejeksiyon Vida-Kovanlarının İmalatında Kullanılan Çeliklerinin Seçimi ve
Mukayesesi” başlıklı çalışmamı inceleyebilirsiniz.