Embed Size (px)
Citation preview

Textile Technology FD1-FT1-TT
Innovativeness of home waste designs.
Neatness and creativity in the sewing of accessories.
Outstanding presentation.
Be sure to read the tutorial supplied.
Please refer to all web links listed below:
Vincent Stanley. 2010. The Responsible Company. available @ www.patagonia.com. 13/06/12
2010. Organic Cotton. available @ www.sustainable cotton.org. 13/06/12
2011. Green Fibres. available @ www.greenfibres.com 14/6/2012
Using the tutorial notes as well as all web links supplied,
students are expected to complete 2 tasks as stipulated in Textile Technology assignment brief.
After having read this, the designing of your outfit from home waste, should be exiting and challenging. Think outside the box.....
The accessory you will sew to compliment your designed outfit should also be made from home waste, and be creative and innovative.
have fun & enjoy!
In this Module - Textile Technology and Sustainable Design, students come away from having completed this assignment with a greater understanding of how they can make a difference in helping the WEC (water, energy & chemicals) footprint on the earth. They should also have a greater knowledge of sustainable design, and how they can harness that knowledge and use it in their future designing.
TEXTILE TECHNOLOGY - SUSTAINABLE DESIGN
To be able to practice "Sustainable Design" one needs to go right to the source, the beginning of the process, and develop it " right" from the beginning.... at the growing or extrusion stage. Eco friendly fashion needs eco friendly practices during the growing, harvesting, spinning, weaving, printing, and dyeing stages. Designers can choose to use organic materials, like cotton, grown with no pesticides, and silk made by worms fed on leaves from organic trees. Harmful bleaches and colourants must also not not be used. Designers, can also think of using clothes made from recycled clothing and even from recycled plastic bottles, reused and made into polyester fabric. Most big corporations, or organizations are trying to lessen their WEC footprint on the planet (water/energy and chemicals), by adopting or developing new techniques of production. The Cotton Industry for example has zeroed in on 5 areas where they can lessen the WEC footprint by 50%, and this is done during the fabric preparation, dyeing and finishing processes. Water reduction during these processes is of paramount importance, because a reduction in water brings about corresponding reductions in the energy needed to heat the water, plus lessens the amount of chemicals and dyes used.
The 5 areas where WEC footprint can be reduced are:- 1. Process 2. Chemicals and dyes 3. Equipment 4. System, Control and management 5. Waste water Treatment
1. Process The Cold Pad Batch (CPB) System, uses a roller pad application of highly concentrated chemicals and dyes during the fabric preparation and dyeing stages. This is followed by room temperature lagging of the impregnated fabric on the beam. During this low temperature lag time, scouring or dying actions are done more effectively. Using CPB systems, also reduces the reliance of large volumes of heated water that would otherwise have been needed for the conventional method. It is also noted that no salt is needed for reactive dying using this new system, plus it leaves the surface of the fabric with a smoother, cleaner finish, which is more esthetically appealing. the downside is that the CPB process occurs at room temperature and therefore the reaction time takes longer and it is necessary to have the rolls of fabric staged in a seperate areas to free up the machine for a new batch of fabric. A processes called "Continuous Processing" is predominantly used for knits, and reduces the processing time and increases productivity more than 10 fold over batch processing. Operating costs are also reduced by 30 - 40%. CP however requires larger batches to process to make it worthwhile, approximately 10,000 metres at a time. Wovens on the other hand have always used a 3 stage preparation (desize/scour/bleach), but reducing it to a 2 stage process of only (desize & bleach) can reduce the water, chemical and dye requirements. Advances in chemistry has enabled Cotton manufacturers to use a single bath rather that separates depending on the processing equipment and final product required. The success in this process lies in a balance between temperature and PH control to the chemicals in the bath. This process is called "Combined Scour and Bleach", and is widely used in most yarn & woven processing mills, due to the fact that no specialized equipment is needed. Sometimes shading does occur, but separate scouring and bleaching is done to rectify the fabric. There is also a process known as "Foam dying, finishing and Coating" where 1/2 the amount of water is used to that of the conventional system of dip tanks, sprays,pad mangles and suction boxes. Huge strides and advancements have been made in the foam application techniques, that are now used for knits and wovens, including denim, for pigment dying, finishing and coating. The small amount of water needed with this Foam system results in faster drying of the fabric which in turn increases production and lowers the energy needed for heating the water. The foam system is particularly useful where there are finishes on the fabric that you don't want the dye to interfere with. For example one side of the fabric is treated with a hydrophobic finish while the other side has a hydrophobic finish. The foam places the solution only where it is required.

2/
The new "Pad/Dry" process achieves dye application and fixation without the use of salt, aided by the high humidity drying technique. This new technology has huge saving for the WEC footprint as well as reduced operation costs, and increased productivity. No steam is needed for fixing the dyes and dwell times are also significantly reduced. The Pad/Dry process is used for both knits and woven, 100%cotton and cotton blends, and its main plus is that the colour can be changed out in the machine in under 10 minutes. Most companies are keen to institute the "Right First Time" dying approach. This requires that companies pay close attention to quality control from management, supervisors and operator to ensue that each step in the process is adhered to. A quick response in time during a hick- up, ensures a smooth flow of production, which in turn saves money. The RFT approach requires that companies establish good lines of communication between all the processes in the plant, with line operator training and well maintained machines, and equipment to maintain the high standards expected. Implementing RFT can save companies over 95% in productivity.
2. Chemicals and Dyes:- One process that has been developed for cotton dyeing is "Cationization", which is the chemical modification of cotton to a positively charged state that attracts anionic dyes, which results in direct fibre, pigment dispersion without the need for large quantites of salt. An Alkali is required for dye fixation. The amount of chemicals needed with this process is reduced by as much as 50%. Enzyme technology is also being used quite extensively in most applications. Some mills have reported saving in water, time, chemicals and energy as well achieving special effects in the fabric. This method is used a lot in the dying of denim fabrics as special effects of stonewashing or bleached effects can be created, which replaces stonewashing and therefore reduces solid effluent. Enzymes are also used on knit fabrics and yarns to create a look called "bio-polishing" which removes short fibres and stops the surface fabric having fuzz, giving a better look to printed fabric. Scouring and desizing is responsible for about 60% of the waste water treatment load during the cotton textile processing. Starch and most modified starches account for over 75% of sizes used and is biodegradeable, but not reusable. PVA, Poly acrylates, CMC and other starches on the other hand do have recovery technologies in place, and are recovered and reused, but are nonbiodegradable, should they enter into streams and waterways. Mills have to therefore be extra careful to to remove this material from the waste streams at the plant level. Some dye suppliers have developed pre-reduced liquid colourants which provides significant environmental advantages for mills, and thus a huge step in helping the WEC footprint. This technology is widely used for indigo dyeing of denim fabrics. Huge advancements in the manufacture of pigments, have greatly improved the appearance and fastness of dyes. A stride has been made also into the finishing technology which allows pigment padding and resizing application to be combined, producing an excellent result for shades up to a meduim depth for woven fabric. This system is also favorable because of the fact that no steam fixation, or after washing is required after colour application.
3. Equipment:- Jet dyeing machines use high pressurized water forced through a nozzle to transport fabric. They can operate efficiently, with high quality using a small quantity of water. They have been around for about 40 years, but have improved by incorporating low friction Teflon internal coatings and advanced spray systems to speed the rinsing process, as well as using a forced airflow to convey the fabric through the machine. The remodelled Low - liquor - ratio (LLR) Jet dyeing machines are usually used in high volume piece dying of knits, as well as a few wovens, depending on fabric weight. The new modifications to existing Jet dyeing machines, are costly and therefore not widely adopted, but it can reduce the water consumption by as much as 50%. There is also a new technology called "Caustic Recovery and Reuse" which involves evaporation, at every stage, to concentrate the caustic solution and also filtration to clean the caustic solution for reuse. This caustic solution is then sold to waste water treatment centres or electroplating operations. This technology is widely used in the processing of yarn, knits and wovens, and reports an 80% saving, by recycling.

3/ It has also been reported that if the dyeing machines and dryers are insulated, they find they are more energy efficient, and can save 10%. It was also found that if solar heating panels for both horizontal and vertical surfaces were installed, it could also have an energy saving of 10-20%. Solar heating is commonly used in wet-processing mills, at the first stage to pre-heat process water, but it does need large collector surfaces to make it viable.
4. Systems control and management:- Automatic dye and Chemical dispensing, has been introduced to deliver precise chemicals and dyes for production. This improves accuracy and consistency of production while reduces waste in dyes and chemical. This goes back to the "right first time" theory. Quite a few mills have tried applying systems and controls to control water, energy and chemicals. Here are a few examples that take a small investment to recover heat from water, or air streams, or simply adopting a new approach to material handling. a. Retrofitting of piping and installation of heat exchangers to recover and reuse heat from exhaust air streams and waste process water. b. using of weak and waste alkali streams to adjust PH in wastewater treatment and to neutralize acidic combustion gases. Reselling of weak alkali solutions to electroplating operations. c. Denim mills use a utrafiltration system to recycle indigo form residual baths. d. China and Indian mills have reported using biofuels and eco-fuels for boilers, and selling sludge from wastewater treatment as fuel. e. Coal Ash has also been sold to Concrete Manufacturers as a component of concrete.
5. Wastewater Treatment:- Huge water savings can be achieved by all manufacturing plants by introducing advanced filtration systems to filter and recycle wastewater. The systems are based on high-technology micro, ultra, nano, and reverse-osmosis filters. With the introduction of any of these filtration systems, 95% of water can be recycled. Dry sludge that is retrieved from wastewater treatment facilities can be burned in the plant boiler or is sold for fuel.
It is great that the Cotton Industry is making an impact on diminishing the WEC footprint on the planet, but on a Global scale, what are other companies doing themselves to make a difference for the good of our planet. On closer research I found that Nike Inc. (the big sportswear manufacturer) and a Netherlands based Dyeing company called DyeCoo Textiles have gone into partnership and have developed a revolutionary new Technology for sportswear clothing. Dyecoo has developed a waterless textile dyeing machine. Instead of the copious amounts of water needed with the conventional dyeing methods, their new technology uses recycled carbon dioxide (supercritical fluid carbon dioxide or SCF Co2) which causes the colouring to adhere to cloth. This will revolutionize the Textile dyeing industry. Another giant in the car industry.... Ford, has found a way of using recycled materials for their seat covers. Yes imagine that... they have made their car seat covers from "Repreve". A polyester fibre derived from a hybrid blend of recycled materials, including 20 plastic water bottles per seat cover. What a bonus to have found a way to rid the planet of non regenerative materials that would otherwise have sat in landfills sites for generations to come, polluting our environment.
Please read the following articles found on the internet: - http://2sustain.com/tag/sustainable-apparel - www.atindia.org/sericulture.htm - www.patagonia.com (read about the company's philosophy & the "footprint chronicles") - www.youtube.com/watch?v=6PUZRhskYNO (on air new dyeing technology)

SUSTAINABLE SILK PRACTICES
India, after China, is the world's 2nd largest producer of silk, and they are implementing "eco friendly" practices at ground level. The Indian government, in partnership with the silk industry in India, came up with a way to conserve their oak forests and develop their silk production industry. Within small villages in parts of India there are families who make a living out rearing silkworms and harvesting the cocoons, for silk production. They do not use mulberry leaves though, but rather harvest the leaves of the oak trees to feed to their silkworms. Each cocoon rearer or family protects a pre determined number of oak saplings within the forest, and are trained to harvest only 30% of the trees leaves and twigs. This helps the forest with pruning of their trees, which regenerates the foliage. There are about 68 villages who practice this hand in hand sustainable practice, which in tern supports about 700 families. These families each earn and income of about 5500 rupees per annum, from rearing silkworms, which feed on the oak leaves of the trees they are protecting. What a wonderful symbiotic relationship. Once the cocoons are harvested, the yarn is produced mainly by women beneficiaries, who then sell the cocoons at a certain rate per kilogram. The yarn is spun at homes or small centralized enterprises. Dyeing is carried out by the men in Talla, a remote village in the Akashkamini valley, which has been in operation since 2003. These men have been trained in organic dyeing techniques at various centres throughout the valley. They use only dyes derived from natural substances found locally in India for example:- 1. Red is obtained by using Kaphal leaves. 2. Green and yellow they use Van Mara. 3. Pale yellow and grey they use dried pomegranate skins 4. Browns they use the kattha plant 5. Blues they use indigo. 6. Mustard or yellow they use the Kilmodh bush 7. Orange and rust they use the Arnatto plant The weaving of the yarn takes place at decentralized units. All the weavers have been trained with intricate knowledge of weaving styles, as well as the preparation of net on the looms. Calendaring and finishing takes place in units at Dehradun and dispatched across the country to various buyers. The conservation of a forest and the production of silk working in harmony for the greater good of the planet. How are we going to do our bit to help the WEC footprint on the planet?
Clear Image

Another Clothing Company that has embraced sustainable technology to the full, is Patagonia. It is an outdoor clothing label that that has placed sustainable technology at its core, even going as far to adopt a mantra that states: Reduce, Repair, Reuse, Recycle. Read, "The Responsible Company" - Yvon Chouinard & Vincent Stanley 1. Reduce: (don't buy what you don't need!) Patagonia designs and manufactures their garments to last, but they ask their customers not to buy from them what they do not need or cannot use. Everything that is made costs the planet more like than it gives back. We all need to do more with what we have, rather than buys more. Think how much energy is used over the course of a garments life, with regards to its laundering , drying, and ironing. 2. Repair: (fix stuff that still has life in it!) We should all purchase things that can be repaired. Clothes should be made that wear out as evently as possible. Repair and mend garments rather than purchase new ones, to lessen the impact on the environment. 3. Reuse: (Share!) We should not hoard things. Rather, if clothing is not longer suitable, or the wrong colour, donate them to a charity or sell them. Patagonia sells their seconds to activists working in the field, and older clothes are donated to people who have lost everything in natural disasters. 4. Recycle: (Only when you have exhausted the above, then resort to recycling. Annie Leonard in, The story of Stuff) Everything eventually comes to the end of its life. In nature life always has a beginning and an end. Patagonia is such a clothing company, that believes that their customers must send in their clothing so that it can be recycled into new fibre fabrics for new clothes. Since 2005 Patagonia has recycled 45 tons of clothing and has made 35 tons of new clothes. Can you believe that the United States discards 11.9 million tons of clothes & shoes per year. That is a huge drain on the planet. 5. Reimagine: (We need to re-imagine a world where we take only what nature can replace) 2/3 of our worlds economy is based on the purchase of consumer goods, but it each person had to rather purchase only what they needed, and only what was eco-friendly for the planet, we would have a " sustainable" environment. Our planet is now suffering from "un-sustainability" that cannot continue. We all need to "re-imagine" a sustainable world, to be able to leave a planet behind for our grand kids, in which we protect the land and the waters from damage and harm. We all need to concentrate on leaving a "footprint" legacy. The manufacture of clothing is a dirty business that uses lots of water, energy and chemicals. How are we each going to make a difference?
Clear Image
GREEN BUSINESS PRACTICES
What do green business practices entail? And what is design sustainability? How can we design Eco-friendly garments? These are all the questions we need to be asking ourselves on a constant basis. Sure we have the big companies who do have the biggest negative impact on planet. But we too need to start using organic materials like cotton, grown with no pesticides, and silk made by worms fed on organic leaves, grown from trees natural to their environment. We need to know that not harmful bleaches and colourants were used in the making of the fabrics we choose. If we purchase clothes from a store, lets find out if they were made from recycled clothing or were they made using recycled plastic bottles, in the case of polyester. We need to know the philosophies of the clothing companies we purchase from, and whether the manufacturers of the goods, pay their workers a fair going rate per hour for their work. We all need to develop a conscience. Big industries like the Cotton Industry are trying really hard to implement green practices into their factories, and are gearing their machines to more ethical production methods, as well as training their staff in these methods. The 1st country to implement the green cotton practices, was Turkey, in 1980. Organic cotton is now grown in over 18 countries. Crops are grown without pesticides, under strict guidelines. It was noticed that with the introduction of organic methods the cotton crop yields dropped by 14%, but the income generated was higher by 6% because production costs are lower. The use of organic fertilizers and natural controls have helped to reduce the presence of insects that usually damage the cotton crop. Many strides have been made into developing fabric from previously unheard of materials, such as pineapple leaves, and bark. Other articles of clothing have been made using other materials like, jumpers made from peat, and fleeces from 70% organic cotton and recycled plastic bottles, and shirts form organic silk, and belts from bicycle tires.
Look at the following sites for more info regarding recycling and eco fashion:- 1. www.stepin.org (eco fashion page - sustainable technology education project) 2. www.earthfashions.com 3. www.greenfibres.com 4. www.fibre2fashion.com (cotton sustainability)
Clear Image

DESIGN HOUSES MAKING AN IMPACT ON DESIGN SUSTAINABLITY - TRASH COUTURE
Trash Couture, established in 2002, were pioneers in ethical fashion. They are based in Copenhagen, Denmark, and were the 1st Couture house to to sell at retail level and introduce, only ethical fashion to boutiques. Their fabrics that they use, are only organic silk and cotton, recycled vintage laces and couture fabric from days gone by. Their collections are hand coloured and sculptured and have a Baroque flavour, not seen before. They have also been known to make clothing out of all sorts of recycled goods, to grace the runways. Out of the top 100 retail stores, 78 of them stock Trash Couture clothing. Their popularity has been growing substantially in the music, theatre and film industry, and so much so that in 2009 they open the "Ballroom". A 250m2 private couture salon in the centre of Copenhagen. They now have offices based in Paris as well as Copenhagen, and their mantra has remained the same ..... "Saving the planet, one frock at a time!"
Please look at their web page:- www.trash-couture.com
Clear Image

Print Form
Gary Harvey - A recycledesigner specialist, takes oldjeans, newspapers, trenchcoats, wedding dresses andconverts them into stylish ballgowns. Gary Harvey was theformer director of Levi Straussand Dockers Europe designer.He had his 1st completerecycle fashion show atLondon' Fashion Week, togreat acclaim.
Nancy Judd - a trash recycleenthusiast takes goods liketapes, aluminium soda cans,crushed glass and buttons andre designs them intomemorable outfits. The silverdress left, had hand cut teardrops of aluminium cans sewnin patterns, while the blackjacket was actually knittedtape from discarded musictapes. The red dress has wasglued crushed glass pieces.
SamanthaMurray - Is adesigner that has completelyembraced the concept of re-cycle, re-use and re-invent!She makes her own fabric bybinding fibres to a liquid base,and then pours this solutioncalled "fibre form" into a 3dimensional polystyrenemould that she hand carves.She also adds additives toenhance colour and smell, likelollipop, and blueberry.
RE-CYCLE -
FD1-FT1-TT
RE-USE
RE-INVENT
Please consult the following web sites for more information on other recycle designers:- 14/6/2012
www.greenwala.com/channels/eco-beauty/blog/6226-cool-cutting-edge-trash-couture-fashion-designers
www.inventorspot.com/articles/recycled_fashion_and_designers_g_8871
Print Form
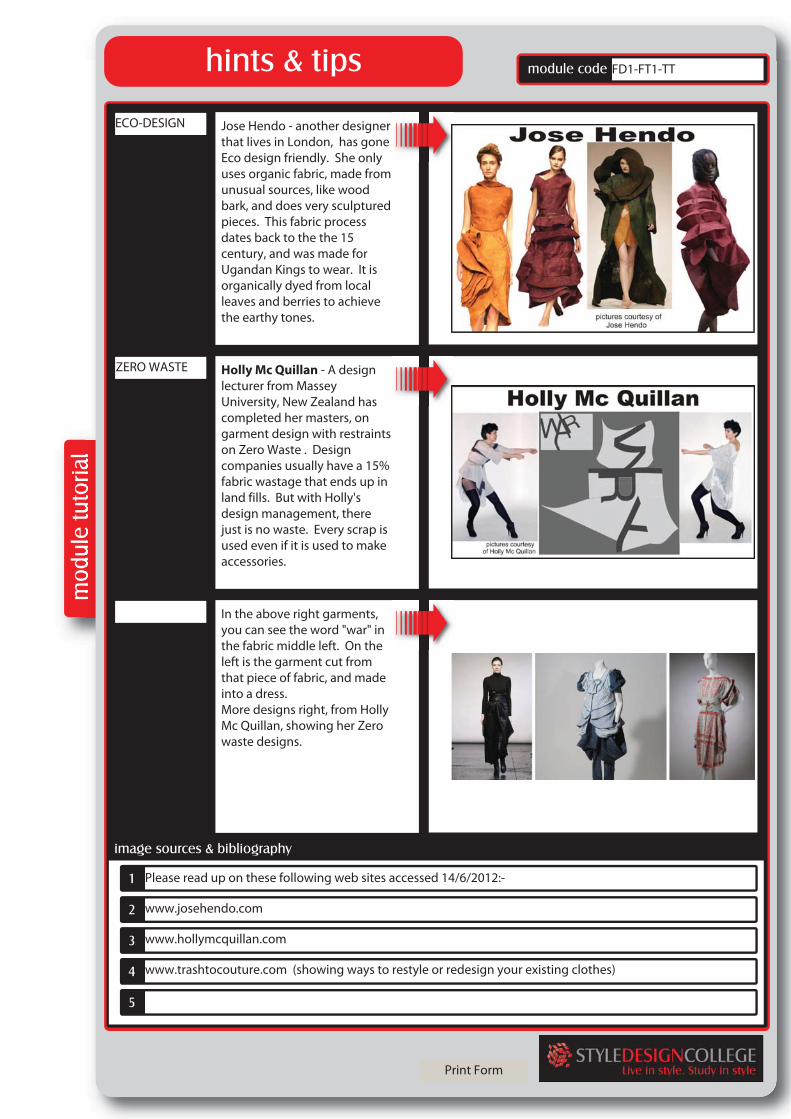
Jose Hendo - another designerthat lives in London, has goneEco design friendly. She onlyuses organic fabric, made fromunusual sources, like woodbark, and does very sculpturedpieces. This fabric processdates back to the the 15century, and was made forUgandan Kings to wear. It isorganically dyed from localleaves and berries to achievethe earthy tones.
Holly Mc Quillan - A designlecturer from MasseyUniversity, New Zealand hascompleted her masters, ongarment design with restraintson Zero Waste . Designcompanies usually have a 15%fabric wastage that ends up inland fills. But with Holly'sdesign management, therejust is no waste. Every scrap isused even if it is used to makeaccessories.
In the above right garments,you can see the word "war" inthe fabric middle left. On theleft is the garment cut fromthat piece of fabric, and madeinto a dress.More designs right, from HollyMc Quillan, showing her Zerowaste designs.
ECO-DESIGN
FD1-FT1-TT
ZERO WASTE
Please read up on these following web sites accessed 14/6/2012:-
www.josehendo.com
www.hollymcquillan.com
www.trashtocouture.com (showing ways to restyle or redesign your existing clothes)

Print Form
Timo Rissanen - Now alecturer at Parson School ofDesign, who previously had hisown company, then lectured inAustralia. He lectures on Zerowaste, and the importance ofusing all the fabric you chooseand not putting that 15% intothe landfills.
Carbon d' Afreeque - Makeshandbags, computer bags,chairs, and other interiordesigns, from PVC billboardadvertising posters that usuallyend up in landfills. They tooare helping the environment,one bag at a time.
Old Tin Can - reuses aluminiumsoda cans, plus has generateda thriving business for localSouth Africans in rural areasthat otherwise would bejobless. This enterprisinggroup of people take tin cansand make something usefulout of the waste that toowould have ended up inlandfills across South Africa.
ZERO WASTE
FD1-FT1-TT
RE-CYCLE
RE-USE
Please have a look at the following websites:-
www.carbondafreeque.com
zerofabricwastefashion.blogspot.com

Print Form
Mielie - Is a South Africanenterprise that was started togive people work inimpoverished areas in CapeTown. Whole communitieshave benefited from thisinitiative that was started to beable to give people pride, toprovide for their families, andputting food on the table.Lives have been changed byusing textile scraps that wouldotherwise be in landfills.
Discarded telephone wire...who would have thought whata beautiful bowl, or artworkcould have been created out ofwaste. Talented black SouthAfricans do this weaving oftelephone wire to create thesefantastic treasured pieces.
Handy shopper bags madefrom the waste that you wouldotherwise throw out. Thegrocery shopper is made fromdiscarded shower curtains,while the newsprint bag ismade from the plastic bagsthat new blankets or beddingcomes in. What fantastic waysfor each of us to help theenvironment, and re-use or re-invent things to do with ourwaste.
RE-INVENT
FD1-FT1-TT
RE-USE/INVENT
Please look at these sites for the above goods and projects to be made:-
www.mielie.com (for mielie bags made from cotton fabric off cut strips)
www.craftster.org
tlc.howstuffworks.com/home/reusable-shopping-bags-recycled.htm
candywrapperpurse.blogspot.com

Print Form
Another great innovation, anduse of a waste product inSouth Africa, is this plasticShopper that that has beenmade out of plastic washingpowder packaging that ourwashing powder comespackaged in. This person at amarket, took the plasticpackaging and cut and sewedit up to create this shopperthat would look greatanywhere.
The sides are in a contrastcolour and he has finished theoutsides edges by neatlystitching a twill tape to finish itoff. There are sturdy twillhandles to finish it off.
The inside is beautifully linedin a contrast cotton fabric, toneaten off the inside and forappeal.
RE-USE
FD1-FT1-TT
RE-THINK
RE-IMAGINE

Print Form
Who would have thought thata bunch of discard plastic bagscould make such a super lunchcarrier. By laying plastic bagstogether then laying tinfoil ontop and underneath andironing them together to fuseor melt the plastic togetherone can create a whole newlooking material to make anew product.
Jewelry made from discardedbottle caps.... how incredible.This too would end up inlandfill sites, but with a littleingenuity you have beautifuljewelry that could grace anyrun way.
WHAT CAN WE DO TO HELPOUR PLANET? WHAT CAN WEMAKE, RE-USE, RE-CYCLE, RE-INVENT, RE-IMAGINE...... TOMAKE OUR WORLD A CLEANERPLACE!!
RE-INVENT
FD1-FT1-TT
RE-CYCLE
Please visit the web sites listed below to read up more on the above items:- visited 15/6/2012
www.craftster.org
shop.littlearth.com
www.lgreenspot.com/beautiful-creations-made-from-recycled-bottle-caps/



![B.Tech [Textile Technology (Textile Chemistry)] SEMESTER ...enggedu.com/tamilnadu/university_syllabus/TC_4_8sem.pdf · LIST OF ELECTIVES FOR B.TECH TEXTILE TECHNOLOGY (TEXTILE CHEMISTRY)](https://img.pdfslide.net/doc/110x75/5fa670c560dc363f34640f1d/btech-textile-technology-textile-chemistry-semester-list-of-electives-for.jpg)






![DIPLOMA IN TEXTILE TECHNOLOGY [1060] TEXTILE TECHNOLOGY](https://img.pdfslide.net/doc/110x75/6159931b9cd0fb1e9469c514/diploma-in-textile-technology-1060-textile-technology-.jpg)


















