Embed Size (px)
Citation preview
TEXTILE BIOCOMPOSITES
Chapter 1
Meclzanical and Dielectrical Studies of Woven Sisal Fabric Reinforced Natural Rubber Textile Biocomposites
Abstract
Textile biocomposites were prepared by reinforcing natural rubber with woven
sisal fabric. Sisal fabric was subjected to various chemical modifications like
mercerization, sitanation and heat treatment and its influence on the mechanical
properties was analyzed. Tensile strength was seen to decrease with all chemical
modifications except for composites prepared with heat-treated sisal fabric.
Equilibrium swelling experiments were carried out to assess the extent of
interfacial adhesion. The hardness of the textile composites was analyzed. The
fracture topology of the composites was examined. The dielectric characteristics
.of the composites with reference to loading and chemical modification have also
been investigated.
Putt of ilre results in t1ti.s clrnpter l tm beet1 ctccuptetl for publicc~lion it? Jorrrnal of
3.1 .I INTRODUCTION
The interest in lignocellulosic fibres in the past few years has increased
dramatically and they are now in great demand because of their attractive
properties. They have become the focus of attention of scientists worldwide as they
exhibit a combination of high strength with low specific gravity. Plant fibre reinforced
composites are proof that it is possible lo construct high performance materials with
environmental friendly resources. While the history of natural fibre reinforced
composites dates back to several thousand years, modern need of an
environmentally friendly system has renewed the interest in this area and a new
insight is being discovered.
The development of textile technologies such as weaving, knitting and
braiding has resulted in the formation of textile biocomposites that have superior
mechanical properties, as continuous orientation of fibres is not restricted at any
point. Textile biocomposites have been investigated mainly from two points of view:
development of three dimensional textile fabrication techniques and evaluation of
mechanical properties.
Textile structural composites are findirig use in various high performance
applications recently'. The increased interest in textile reinforcements is due to the
enhanced strength, lower production cost and improved mechanical properties,
which they offer, compared to their non-woven counterparts. Additionally, textile
structural composites are associated with near net shape and cost effective
manufacturing process. Another special feature of textile reinforcement is the
interconnectivity between adjacent fibres. This interconnectivity provides additional
interface strength to supplement the relatively weak fibre-resin interface. In addition,

woven fabric composites may be more damage tolerant in the case of a
delamination. Formation of different textile performs is an important stage in
composite technology.
The development and application of advanced textile composites were
recently reported? Three-dimensional fi bre-reinforced polymer composites made by
the textile processes of weaving, braiding, stitching and knitting were found to have
tremendous potential for improving the performance of composite structures and
reducing their cost of manufacture. The current applications of three-dimensional
composites, including examples in the aerospace, maritime, automotive, civil
infrastructure and biomedical fields were also enumerated.
Twisted yarns have been reported to increase lateral cohesion of the
filaments as well as to improve the ease of handling,. In fact, fibre twist induces
normal forces between fibres and increasing in ter-fibre friction gives yam cohesion.
However, by twisting yarns, possible micro damages within the yarn can be
localized, leading to possible decrease in the failure strength of the yarn. Whatever
be the fibre material, fibre architecture has been found to influence the composite
properties based on the morphological and structural parameters4.
Xue and Ca05 developed an integrated micro- and macro-constitutive
model to predict the mechanical properties of woven composites during large
deformation based on the microstructure of composites, i .e., the dimensions of
fibres, yarns and unit cell, the material properties of composite constituents, as well
as the orien tation of yams. The proposed integrated microlmacro-model showed
excellent agreement with the experimental data and the 3D finite element results.
The mechanical properties and fracture surface morphology of woven date
palm fibre (DPF) reinforced polyester resin composites were investigated by
Wazzan6. Laminates with different orientation and volume fraction of reinforcement
were prepared using resin transfer molding (RTM) processing technique. The
woven DPF reinforced composites recorded a tensile strength of 76.9 MPa. D'
Amat07 recently proposed a numerical approach for simulation of nonlinear
behavior of textile composites. The results showed that nonlinear effects were
mainly caused by the variation of the waving of fibres under loading.
The effect of fibre surface treatments (silane and permanganate
treatments) on tensile strength and modulus of sisal textile reinforced vinyl-ester
resin composites was investigated by Li et aP. Chemical modification of fabric was
found to have not much improvement in tensile properties. Bledzki and Zhang have
reported on the usage of jute fabrics as reinforcement for the preparation of
composites? The mechanical properties of threedimensionally braided carbon fibre
epoxy composites were investigated by Wan et al.lO. The authors observed that
flexural strength and modulus were found to be dependent on the braiding angle
and are related to the presence of axial reinforcement but the shear and impact
strengths were found to be independent of axiai reinforcing fibres.
The tensile properties of jute fabric reinforced polyester composites was
analysed by Gowda et al.". They observed that there was increase of tensile
strength and flexural properties upon reinforcement with jute fabric. The hardness
of the composites was found to decrease due to the enormous differences in
hardness of jute fabric and polyester resin. The impact properties were also found
to improve considerably.

In another study concerning jute fibre, Mohanty et a1.12 have studied the
influence of chemical modification of jute fabric reinforced polyester amide
corn posi tes. They observed that mechanical properties increased as a result of
treatments and that alkali treatment and cyanoethylation resulted in superior
properties. The scanning electron microscopic investigations revealed that fibre
pull-out was minimized by chemical modification.
The tensile strength of ramie-cotton hybrid fabric reinforced polyester
composites was investigated by Junior et al, 13 The authors observed that tensile
behaviour was dominated by volume fraction of ramie fibres aligned in the test
direction. The fabric and diameter of the thread was found not to have any role in
tensile characteristics. Cotton fabric was found to have minor reinforcement effect
due to weak cottonlpolyester interface. Similar studies were performed by
Mwaikambo and Bisanda'4 on kapok- cotton fabric reinforced polyester composites.
Pothen et al.15 conducted tensile and impact studies of woven sisal fabric
reinforced polyester composites prepared by RTM technique. It was found that the
weave architecture was a crucial factor in determining the response of the
composites. Researchers have studied the micromechanics of moisture diffusion in
woven composites~6. The weave pattern of the fabric was found to have a profound
effect on the water uptake of the composites. They observed that woven
composites exhibited quicker diffusion than that of a unidirectional laminate with the
same overall fibre volume fraction. The plain weave with a lenticular tow and large
waviness was seen to exhibit the quickesl diffusion process.
Novolac type phenolic composites reinforced with jutelcotton hybrid woven
fabrics were fabricated and its properties were investigated as a function of fibre
orien talion and rovinglfabric characteristics17. Results showed that the composite
properties were strongly influenced by test direction and rovingslfabric
characteristics. The best overall mechanical properties were obtained for the
composites tested along the jute rovings direction. Composites tested at 45 and 90"
with respect to the jute roving direction exhibited a controlled brittle failure
combined with a successive fibre pullout, while those tested in the longitudinal
direction (0") exhibited a catastrophic failure mode. The researchers are of the
opinion that jute fibre promotes a higher reinforcing effect and cotton avoids
catastrophic failure. Therefore, this combination of natural fibres is suitable to
produce composites for lightweight structural applications.
The thermal diffusivity, thermal conductivity and specific heat of jutelcotton,
sisallcotton and ramielcotton hybrid fabric-reinforced unsaturated polyester
composites were investigated by Alsina el alla. The thermal properties of the
fabrics, i.e. without any resin, were also evaluated and were used to predict the
properties of the composites from the theoretical series and parallel model
equations. The effect of fabric pre-drying on the thermal properties d the
composites was also evaluated. The results showed that the drying procedure used
did not bring any relevant change in the properties evaluated.
Studies on woven sisal fabric reinforced natural rubber composites have
not been performed till date. This chapter deals with the analysis of mechanical
properties of woven sisal fabric reinforced natural rubber composites. Sisal fabric
was subjected to different chemical treatments and its influence on tensile
properties was also investigated. Swelling experiments were conducted to gel an

idea about the interfacial adhesion between rubber and sisal la.bric. The influence of
chemical modification on the dielectric properties has also been investigated.
3.1.2 RESULTS AND DISCUSSION
3.1.2.1 Sisal fabric
In this particular analysis, a unidirectional type of fabric weave having a
count of 20 is used (See Figure 3.1.1). The properties of sisal fabric are given in
Part I, Chapter 2, Table 1.2.3. The sisal fabric - natural rubber textile composites were
prepared by sandwiching a single layer of sisal fabric between two layers of pre-
weighed rubber sheets which was then compression moulded at 150" C for 8 minutes.
The formulation of different composites is given in Part I, Chapter 2, Table 1.2.5.
Figure 3.1.1 Weave pattern of sisal fabric
///// I / / / / / / / / /// / / //,/
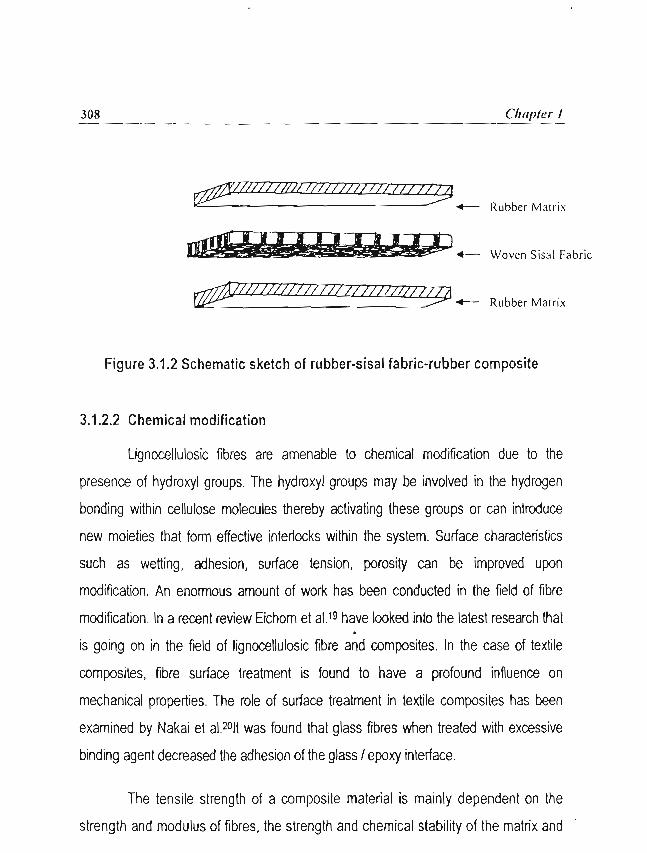
+- Rubber Matris
t-- Woven Sisal Fabric
Figure 3.1.2 Schematic sketch of rubber-sisal fabric-rubber composite
3.1.2.2 Chemical modification
L~nocellulosic fibres are amenable to chemical modification due to the
presence of hydroxyl groups. The hydroxyl groups may be involved in the hydrogen
bonding within cellulose molecules thereby activating these groups or can introduce
new moieties that form effective interlocks within the system. Surface characteristics
such as wetting, adhesion, surface tension, porosity can be improved upon
modification. An enormous amount of work has been conducted in the field of fibre
modification. In a recent review Eichorn et al.19 have looked into the latest research [hat
is going on in the field of lignocellulosic fibre and composites. In the case of textile
composites, fibre surface treatment is found to have a profound influence on
mechanical properties. The role of surface treatment in textile composites has been
examined by Nakai et al.2olt was found that glass fibres when treated with excessive
binding agent decreased the adhesion of the glass I epoxy interface.
The tensile strength of a composite material is mainly dependent on the
strength and modulus of fibres, the strength and chemical stability of the matrix and
effectiveness of the bonding strength between matrix and fibres in transferring
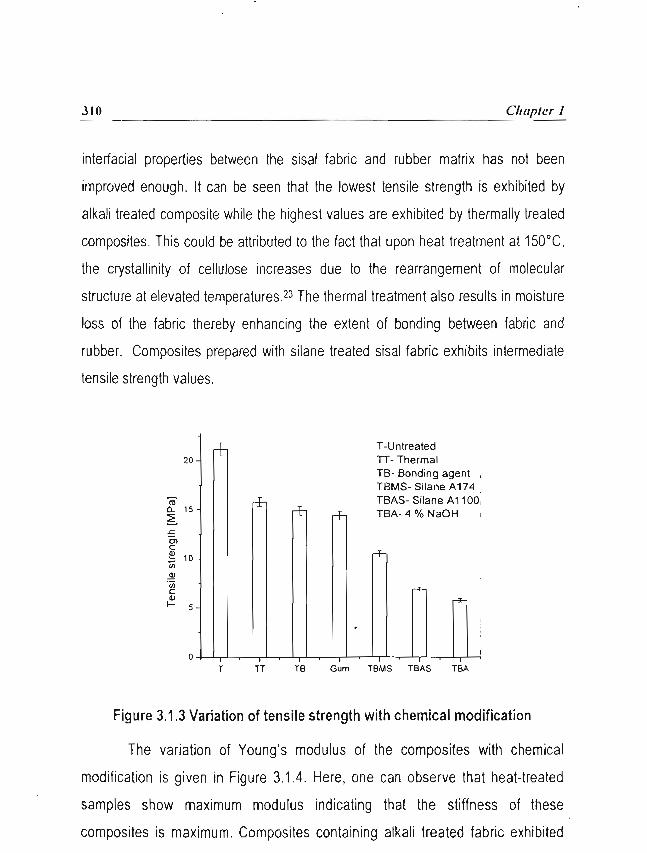
stress across the interface. The variation of tensile strength with chemical
modification is presented in Figure 3.1.3. It can be seen that the reinforcement of
natural rubber with woven sisal fabric has resulted in an increase of tensile
strength. The reinforcement of lignocellulosic fibres in natural rubber has been well
documented by Jacob et al.21. Generally it has been seen that incorporation of
fibres in natural rubber results in a decrease of tensile strength. This has been
attributed to the strain induced crystallization of natural rubber at high elongations.
In the case of hybrid systems, we have observed that the addition of sisal-oil palm
hybrid fibre reinforced in natural rubber resulted in a decrease at low fibre loading
and then an increase as fibre loading increased.22 In the case of woven fibre
reinforced rubber composites as the woven fabric is tightly bound they exhibit low
deformation at break and hence the composites exhibit high strength. Another
reason is due to the stretching nature of fabric. Strands in the fabric break at
different times as each fibre can stretch independently and break individually when
reaching their breaking stress.
Another interesting observation is that chemical modification of sisal fabric
has resulted in lowering of tensile strength. Alkali treated fabric composite (TBA)
exhibits minimum tensile strength. The mechanics of textile composites is different
from that of short fibre composites. The major contribution to strength in textile
composites is the alignment of yarns in warp and weft direction. Chemical treatment
results in the partial unwinding of yarns (as hemicellulose dissolves off) and hence
the alignment gets antagonized. This results in lowering of strength of composites.
Another reason is that as sisal fabric is composed of thick strands and knots, the
alkali and silane coupling agents did not penetrate into the fabric and therefore the
interfacial properties between the sisal fabric and rubber matrix has not been
improved enough. It can be seen that the lowest tensile strength is exhibited by
alkali treated composite while the highest values are exhibited by thermally trealed
composites. This could be attributed to the fact that upon heat treatment al 150°C,
the crystallinity of cellulose increases due to the rearrangement of molecular
structure at elevated temperatures.23 The thermal treatment also resulls in moisture
loss of the fabric thereby enhancing the extent of bonding between fabric and
rubber. Composites prepared with silane treated sisal fabric exhibits intermediate
tensile strength values.
T-Untreated Tf- Thermal TB- Bonding agent !
TBMS- Silane A174 TBAS- Silane A1 1 OOi - TBA- 4 O h NaOH I
TB Gum TBMS TBAS TBA
Figure 3.1.3 Variation of tensile strength with chemical modification
The variation of Young's modulus of the composites with chemical
modification is given in Figure 3.1.4. Here, one can observe that heat-treated
samples show maximum modulus indicating that the stiffness of these
composites is maximum. Composites containing alkali treated fabric exhibited

lowest values while the composites containing silane lreated composites
exhibited intermediale values.
T-Untreated TT- Thermal TB- Bonding agent TBMS- Silane A174 TBAS- Silane A1 100 TEA- 4 % NaOH
Figure 3.1.4 Variation of Young's modulus with chemical modification
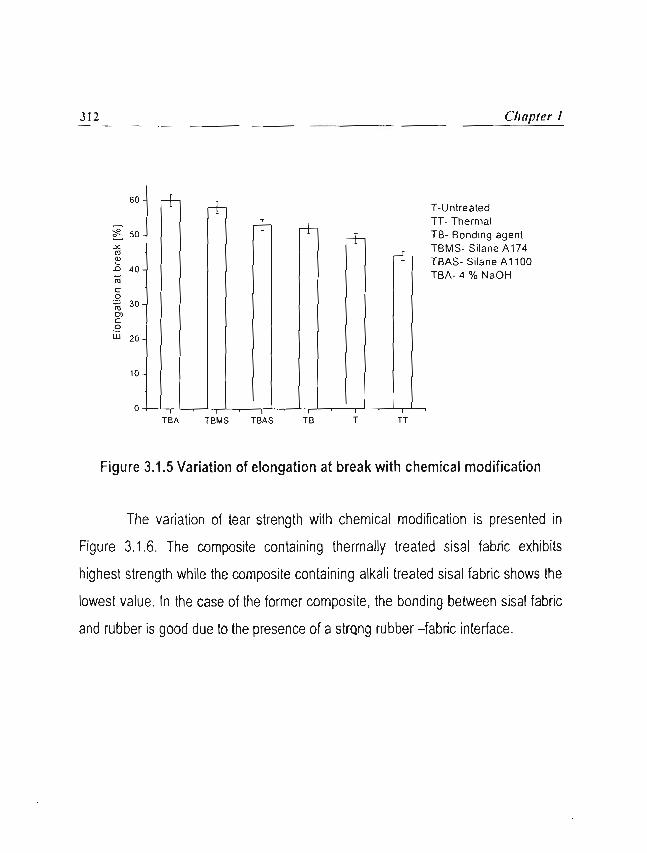
Figure 3.1.5 presents the variation of elongation at break with chemical
modification. The values are found to increase with chemical treatment. Chemical
modification of the fibre results in the composite b'ecoming harder and stiffer. This
will reduce the composites resitience and toughness leading to higher elongation at
break. The composite containing the alkali treated sisal fabric shows higher
elongation at break values indicating that the composite has low stiffness value.
T-Untreated TT- Thermal TB- Bonding agent TBMS- Silane A174 TBAS- Silane A l l 0 0 TBA- 4 % NaOH
Figure 3.1.5 Variation of elongation at break with chemical modification
The variation of tear strength with chemical modification IS presented in
Figure 3.1.6. The composite containing thermally treated sisal fabric exhibils
highest strength while the composite containing alkali treated sisal fabric shows the
lowest value. In the case of the former composite, the bonding between sisal fabric
and rubber is good due to the presence of a strqng rubber -fabric interface.
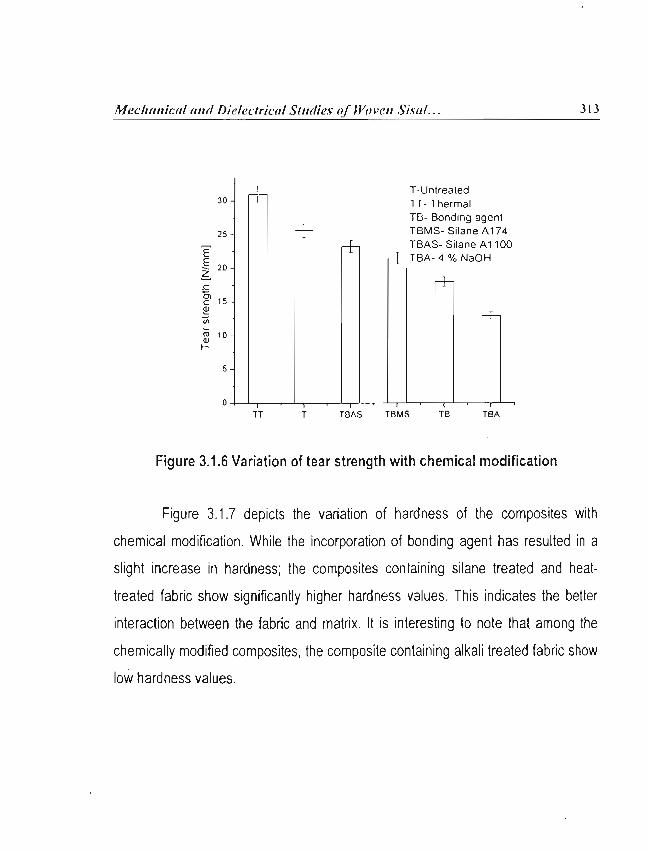
Figure 3.1.6 Variation of tear strength with chemical modification
T-Untrealed TT- Thermal TB- Bond~ng agent
Figure 3.1.7 depicts the variation of hardness of the composites with
chemical modification. While the incorporation of bonding agent has resulted in a
slight increase in hardness; the composites containing silane treated and heat-
treated fabric show significantly higher hardness values. This indicates the better
interaction between the fabric and matrix. It is interesting to note that among the
chemically modified composites, the composite containing alkali treated fabric show
low hardness values.
I 1
T TBAS TBMS TB TB A
TBMS- Silane A1 74 TBAS- Silane A1 100
~ T B A - 4 % NaOH
l s l . l ' ! - I 1
t
t

T-Untreated lT- Thermal TB- Bonding agent TBMS- Silane A174 TBAS- Silane A1 100 TBA- 4 % NaOH
TBAS TB T TBA TBMS
Figure 3.1.7 Variation of hardness with chemical modification
The fabric-matrix adhesion in textile biocomposites can be further understood
by examining the fracture topology of fracture surfaces of tensile specimens.
Scanning electron microscopy is a common method to analyze the level of fibre-
matrix adhesion. Enormous amount of studies have been conducted to evaluate the
bonding between matrix and fibre. The tensile fracture surfaces of polypropylene-
sawdust composites were investigated by means of scanning electron microscopic
studies.24 The authors observed that the adil ion of higher maleated propylene
content to the composites produced better adhesion of saw dust to polypropylene
matrix. The interfacial adhesion as a function of fibre loading of sisal-oil palm hybrid
reinforced natural rubber composites was analyzed by Jacob et a1.Z. The authors
found that at low and high levels of fibre loading, the interfacial adhesion was quite
poor while at intermediate levels of loading interfacial adhesion was found to be good
as the population of fibres was just right for uniform stress transfer.
Mcclrnnicol nn(i Dielcciriml S ~ I I ~ ~ ~ L ' S o f Woven Sistrl.. . 31 5
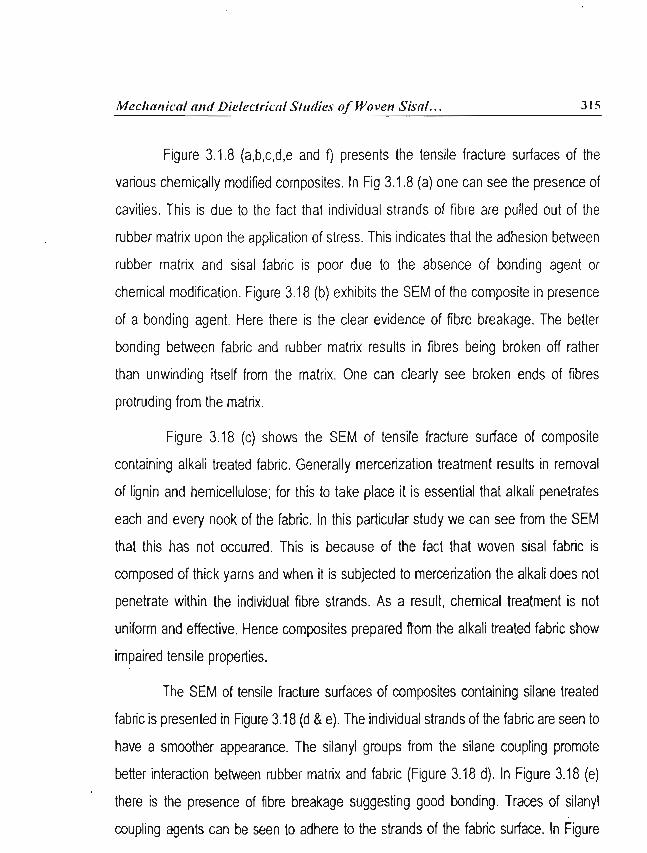
Figure 3.1.8 (a,b,c,d,e and f) presents the tensile fracture surfaces of the
various chemically modified composites. In Fig 3.1.8 (a) one can see the presence of
cavities. This is due to the fact that individual strands of fibre are pulled out of the
rubber matrix upon the application of stress. This indicates that the adhesion between
rubber matrix and sisal fabric is poor due to the absence of bonding agent or
chemical modification. Figure 3.18 (b) exhibits the SEM of the composite in presence
of a bonding agent. Here there is the clear evidence of fibre breakage. The better
bonding between fabric and rubber matrix results in fibres being broken off rather
than unwinding itself from the matrix. One can clearly see broken ends of fibres
protruding from the matrix.
Figure 3.18 (c) shows the SEM of tensile fracture surface of composite
containing alkali treated fabric. Generally mercerization treatment results in removal
of lignin and hemicellulose; for this to take place il is essential that alkali penetrates
each and every nook of the fabric. In this particular study we can see from the SEM
that this has not occurred. This is because of the fact that woven sisal fabric is
composed of thick yarns and when it is subjected to mercerization the alkali does not
penetrate within the individual fibre strands. As a result, chemical treatment is not
uniform and effective. Hence composites prepared tom the alkali treated fabric show
impaired tensile properties.
The SEM of tensile fracture surfaces of composites containing silane treated
fabric is presented in Figure 3.18 (d & e). The individual strands of the fabric are seen to
have a smoother appearance. The silanyl groups from the silane coupling promote
better interaction between rubber matrix and fabric (Figure 3.18 d). In Figure 3.18 (e)
there is the presence of fibre breakage suggesting good bonding. Traces of silanyl
coupling agents can be seen to adhere to the strands of the fabric surface. In Figure
3.18 (e) one can see the broken ends of fibre projecting from the matrix indicating a
strong interface. Upon thermal treatment the hydrophilic nature of fibres decreases
while the crystallinity of fibre increases. As a result the adhesion between rubber matrix
and sisal fabric increases giving rise to a strong interface as seen in the Figure 3.18 (0.
Figure 3.1.8 Scanning electron micrographs of tensile fracture surfaces of chemically modified textile composites (a) untreated (b) composite containing bonding agent (c) composite containing fabric treated with 4 % NaOH (d) composite containing fabric treated with silane A1100 (e) composite containing fabric treated with silane A174 (f) composite containing thermally treated fabric.
Mc.clrt~trictr/ nrrtl Dic/ccfrictrl Sfurlics of JYov~tr Sisal. . . 317
3.1.2.3 Swelling index and crosslink density determination
Swelling index which is a measure of the swelling resistance of the rubber
compound, is calculated using Ihe equation given in Part II, Chapter 1, Eqn. 2.1.9.
The diffusion mechanism in rubbers is essentially connected with the ability
of the polymer to provide pathways for the solvent to progress in the form of
randomly generated voids. Generally it is seen that as the void formation decreases
with fibre addition, the solvent uptake also decreases. In the case of hybrid system
comprising of sisal and oil palm fibre reinforced in natural rubber, it was observed
that addition of two different lignocellulosic fibres resulted in a decrease of swelling
and consequently low swelling index values26.
The swelling index values of the various textile composites are given in
Table 3.1 . I . It can be seen that swelling index value is maximum for composiles
containing alkali treated sisal fabric. This indicates that swelling is maximum in
composite TBA suggesting the level of adhesion and extent of crosslinks between
sisal fabric and rubber matrix is less. One can also see swelling index value is
minimum for composite containing thermal treated sisal fabric indicating that
swelling is minimum. This is attributed to the fact that there is a great deal of
bonding between the matrix and fabric due to the presence of larger number of
crosslinks. This shows that thermally treated composites provide better adhesion
and a stronger interface than other chemical modifications. Therefore the swelling
experiments support the findings from mechanical studies.
Table 3.1.1 Swelling index values of composites
The crosslink density can be calculated from the basic equation given in
Par1 II, Chapter 1, Eqn. 2.1.10. The volume fraction of elastomer in the solvent
Samples
T (Untreated)
T B (Bonding agent)
TBA (4 % NaOH) 1
TEAS (Silane A1 100)
TBMS (Silane A174)
TT (Thermal)
swollen filled sample is obtained from the equation given in Part II, Chapter 1, Eqn.
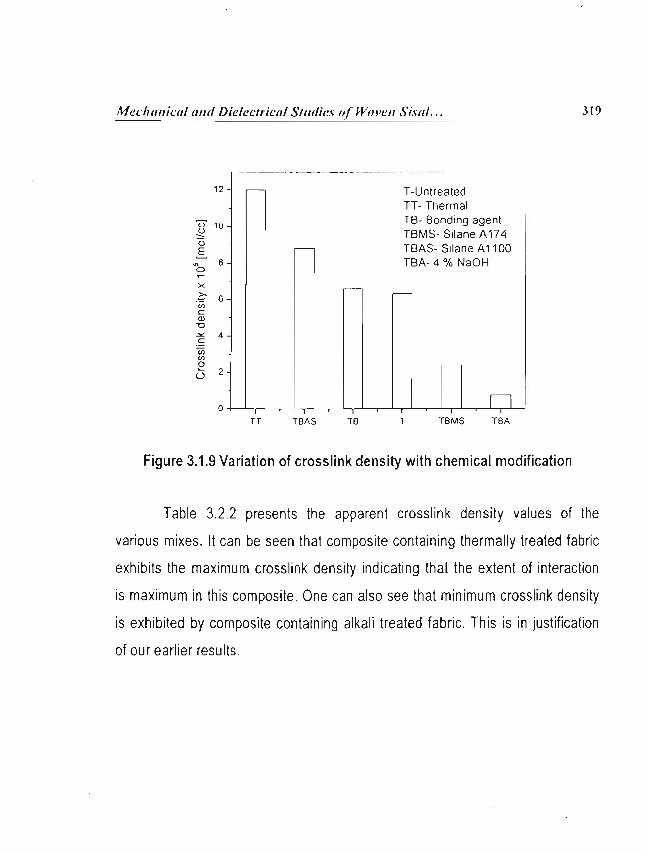
2.1.5. Figure 3.1.9 presents the crosslink density values of the various mixes. It can
be seen that composite containing thermally treated fabric exhibits maximum
crosslink density value.
A comparison of crosslink density can be measured from the reciprocal
Swelling index parameter
386
382
538
349
51 9
307
swelling values 1IQ (apparent crosslink density) where Q is defined as the amount
I
of solvent absorbed by l g of rubber and is calculated from the equation given in
Part 11, Chapter 1, Eqn. 2.1.8.
T-Untreated TT- Thermal T8- Bonding agenl TEMS- S~lane A174 TEAS- S~lane A1 100 TEA- 4 % NaOH
Figure 3.1.9 Variation of crosslink density with chemical modification
Table 3.2.2 presents the apparent crosslink density values of the
various mixes. It can be seen that composite containing thermally treated fabric
exhibits the maximum crosslink density indicating thal the extent of interaction
is maximum in this composite. One can also see that minimum crosslink density
is exhibited by composite containing alkali treated fabric. This is in justification
of our earlier results.
Table 3.2.2 Apparent crosslink density of composites
3.1.2.4 Dielectric properties
Samples
T (Untreated)
T B (Bonding agent)
TBA (4 % NaOH)
TBAS (Silane A1 100)
TBMS (Silane A174)
TT (Thermal)
Though textile composites have garnered the attention of the scientific
community, dielectric studies of textile biocomposites have been few and need to
be addressed in detail. Researchers have recently designed novel rubber
biocomposites by using a combination of leaf and fruil fibre in natural rubber27. The
incorporation of sisal and coir fibre in NR was seen to increase the dielectric
constant of the composites. These hybrid biocomposites were found to have
enormous applications as antistatic agents. In another interesting study, the
preparation of composites comprising of waste paper in natural rubber along with
boron carbide and paraffin wax, for radiation shielding applications, was
investigated?
Apparent crosslink density [ 1/Q]
0.195
0.1813
0.1 278
0.1984
0.1333
0.226

The dielectric parameters such as dielectric constant (E'), volume resistivity
(p) and dissipation factor, tan 6 are given in Part II, Chapter 5, Eqns. 2.5.1,2.5.2
and 2.5.4 respectively.
Figure 3.1.10 presents the variation of dielectric constant as a function of
chemical modification. It can be seen that dielectric constant decreases with
increase in frequency due to decrease in orientation polarization. Another
observation is that chemical modification of sisal fabric results in lowering of
dielectric constant. This is due to the decrease of orientation polarization of
composites containing treated fabric. Chemical modification results in reduction of
moisture absorption capacity of sisal fabric due to the reduction in interaction
between polar -OH groups and water molecules. The resultant decrease of
hydrophilicity of the fabric leads to lowering of orientation polarization and
subsequently dielectric constant.
The variation of volume resistivity of the composites with chemical
modification is presented in Figure 3.1 . I 1. We can see that volume resistivity
decreases with frequency. Another interesting observation is that composite
containing thermally treated fabric exhibits the highest volume resistivity. This is
because thermal treatment results in lowering of moisture content and thereby
increased interfacial adhesion leading to increased resistivity values. The
composite containing sisal fabric treated with 4 % NaOH exhibits the lowest
resistivity values.

.... - *-.... . . .... *-....a 0,. --. \ ....
-4- Bonding agenl -r- 4 % NaOH -+-- Silane A1 100 --+- Silane A1 74 -b- Thermal
3.0 3 5 4 0 4.5 5.0 5 5 6.0 G 5 7 0
log frequency [Hz]
Figure 3.1.10 Variation of dielectric constant as a function of chemical modification
-0- Bonding agenl -4- 4 % NaOH + Silane A1 100 +.- Silane A174 -4- Thermal
4.0 4.5 5.0 5.5 6.0 6.5 7.0
log frequency [Hz]
Figure 3.1.11 Variation of volume resistivity as a function of chemical modification
Meclr (rrticcrl mrt (1 Dieleciriccrl S/rmdie.r of Woven Sias(~I. . . 323
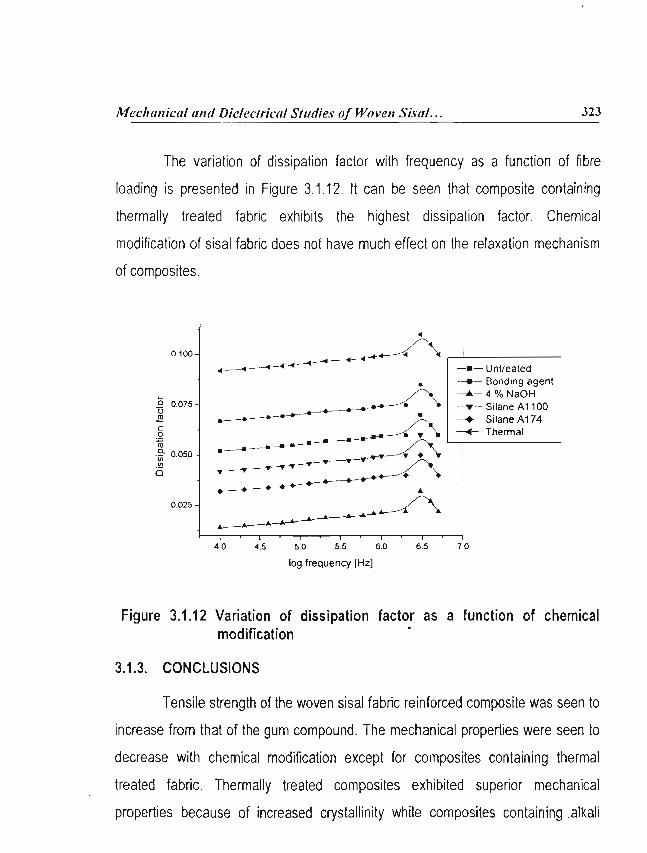
The variation of dissipation factor with frequency as a function of fibre
loading is presented in Figure 3.1.12. It can be seen that composite containing
thermally treated fabric exhibits the highest dissipation factor. Chemical
modification of sisal fabric does not have much effect on the relaxation mechanism
of composites.
0.100 - -4-4 -4-..*-- , -4 -..A 4 4
--0- Bonding agent L 4 - 4 % NaOH p 0.075 - u r - - Silane A1 100 2 + Silane A174 C 0 .- - m . - .-a--"-=---=A .% 0 050 - UI .- 0
I 0.025 -
>--
- *-~-----
log frequency [Hz]
Figure 3.1.12 Variation of dissipation factor as a Function of chemical modification
3.1.3. CONCLUSIONS
Tensile strength of the woven sisal fabric reinforced composite was seen to
increase from that of the gum compound. The mechanical properties were seen to
decrease with chemical modification except for composites containing thermal
treated fabric. Thermally treated composites exhibited superior mechanical
properties because of increased crystallinity while composites containing .alkali
treated fabric exhibited impaired properties. This was attributed to the fact that alkali
did not penetrate uniformly within the thick strands of the fabric. Chemically
modified composites exhibited high hardness values. Swelling experiments
confirmed strong bonding in composites containing thermally treated fabric.
Scanning electron micrographs revealed the presence of a strong interface in
thermally treated composites. Chemical modification of textile composites resulted
in lowering of dielectric constant. Composite containing thermally treated sisal fabric
exhibited the highest volume resistivity.
References:
1. Pandita S.K.,Falconet D., Verpoest I., Comp. Sci. Tech. 62 11 13 2002
2. Bannister M.K., Proceedings of the 1 MECH E Part L J. Materia1s:Design and
Applications 21 8 3 253 2004
3. Naik N.K., Kuchibhotla R., Composites Part A 33 697 2002
4 . Bueno M.A., Renner M., Pac M.J., J. Mater. Sci. 37 2965 2002
5. Xue P., Cao J., Chen J., Comp. Struc. 70 1 585 2005
6. Wauan A.A., Inter. J. Polym. Mater. 54.3 21 3 2005
7. D'Amato E., Comp. Struc. ( in press)
8. Li Y., Mai L-W., Ye L., Comp. Interf. 12 1-2 141 2005
9. Bledzki A. K., Zhang W., J. Reinf. Plast. Comp. 20 14 2001
10. Wan Y.Z., Wang Y.L., Cheng G.X., Han K.Y., J. Appl. Polym. Sci. 85 1031 2002
11. Gowda T.M., Naidu A.C.B., Chhaya R., Composites : Part A 30 277 1999
Meclrrrrriccrl rrrrrl D;elecfric(rl Strrrlie.s of Woven Sbrrl.. . -- .- - . . . . . 32.5
12. Mohanty A.K., Khan M.A., Hinrichsen G., Composites Part A 31 143 2000
13. Junior C.Z.P., Carvalho L.H., Fonseca V.M., Monteiro S.N., Almeida J.R.M.,
Polym. Test. 131 2004
14. Mwaikambo L.Y., Bisanda E.T.N., Polym. Test. 18 181 1999
15. Pothen L.A., Thomas S., Li R.K.Y., Mai Y.W., In Proceedings of International
Conference on Textile Composites, IIT Delhi February 2002
16. Tang X., Whilcomb J.D., Li Y., Sue H-J., Comp. Sci. Tech. 65 817 2005
17. De Medeiros E.S., Agnelli J.A.M., De Carvalho L.H., Mattoso L.H.C.,Polym.
Comp. 26 1 1 2004
18. Alsina O.L.S. Carvalho L.H.O., Filho F.G.R., Almeida J.R.M.D,, Polym. Test.
24 1 81 2005
19. Eichorn S.J., Baillie C.A. Zafeiropoulos N., Mwaikambo L.Y., Ansell M.P.,
Dufresne A,, Enhvistle K.M., Herrera-Franco P.J., Escamilla G.C., Groom C.,
Hughes M., Hill C., Reals T.G., Wild P.M., J. Mat. Sci. 36 2107 2001
20. Nakai A., Osada T., Hamada H., Takeda N., Composites Part A 32 487 2001
21. Jacob M . , Thomas S., Natural Fiber Composites, Kluwer Academic Press,
Edited by Peijs T. & Berglund L. ( in press)
22. Jacob M., Thomas S., Varughese K.T., Comp. Sci. Tech. 64 955 2004
23. Rong M.Z., Zhang M.Q., Liu Y., Yang G.C., Zeng HM., Comp. Sci. Tech. 61
1437 2001
24. Suarez J.C.M., Coutinho F.M.B., Sydenstricker T.H., Polym. Test. 22 819 2003
25 Jacob M., Thomas S., Varughese K.T., J. Appl. Polym. Sci. 93 5 2305 2004.
26. Jacob M., Thomas S., Varughese K.T., In proceedings of USM-JIRCAS Joint
lnlernational Symposium; 20-22 March pp. 161-163 Penang, Malaysia 2001.
27. Haseena P., Unnikrishnan G., Proceedings from International Conference on
Advances in Polymer Blends and Composites (ICBC 2005) March 21-23 ,51,2005
28. Madani M; Basta A H; Abdo A E-S; El-Saied H., Prog. Rubb. Plast. Recycl.
Tech. 20 4 287 2004
Dynamic Mechanical & Thermal Analyses of Woven Sisal Fabric Reinforced Natural Rubber Textile Biocomposites
Abstract
The viscoelastic properties of the textile rubber composites were analysed at different
frequencies (0.1, 1 & 10 Hz). Sisal fabric was subjected to different chemical
modifications like mercerization, silanation and thermal treatment and their influence on
dynamic mechanical properties was analyzed. Storage modulus was found to increase
upon reinforcement of natural rubber with woven sisal fabric. Chemical modification of
sisal fabric resulted in a decrease of storage modulus. The damping factor was found to
decrease with chemical treatment and gum compound exhibited maximum damping
characteristics. Thermal properties of the cornposifes were also analyzed. Activation
energy was calculated and compared from three methods: Horowitz and Metzger
method, Coats-Redfern method and Kamal method.
;
>
'
3.2.1 INTRODUCTION
Developmenls in textile lechnologies such as weaving, knitting and braiding
has resulted in the formation of textile composites that have superior mechanical
properties, as no discontinuous orientation of fibres is entailed at any point. Woven
fabrics are altractive as reinforcements since they provide excellent integrity and
conformability for advanced structural applications. The driving force for increased
use of woven fabrics compared to their non-woven counterparts are excellent
drapeability, reduced manufacturing costs and increased resistance to impact
damage. The non delamination characteristics of three-dimensional braided
composites under ballistic impact also make them possess considerable potential in
ballistic protection applicationsl.
The engineering properties of new types of geocomposites using nonwoven
heat-bonded and woven geotextiles were recently reportedz. Changing the
geotextile type was seen to significantly alter the performance characteristics of the
geocomposites including filtration properties, transmissivity and flow properties,
interface shear strength, ply-adhesion strength and ultraviolet resistance. A number
of emerging applications of drainage geocomposites, such as bioreactor landfills,
pavements, green roof tops, where these new drainage geocomposites may fulfill
' the performance requirements better than the traditional nonwoven needlepunched-
based drainage composites have also been enumerated.
In an interesting study, the dynamic mechanical analysis of woven sisal
fabric reinforced polyester composites were reported by PothenJ. The impact
strength of the composites increased with the number of layers and fibre volume
fraction. Storage modulus registered a dramatic increase for composites with four

layers of the fabric. The hygroscopic behavior of a woven fabric carbon-epoxy
composite and its effect on the viscoelastic properties and glass transition
temperature was investigated by Abot et al4. The viscoelastic properties were not
affected during the moisture absorption process but plasticization effect was found
to be very pronounced.
Donnell et al.5 characterized the dynamic mechanical properties of natural
fibre reinforced and acrylated epoxidized soyabean oil resin composites which were
manufactured by vacuum assisted resin transfer moulding. The different natural
fibres used were flax, hemp, cellulose and recycled newspaper. The authors
observed that recycled newspaper reinforced resin composiles exhibiled a storage
modulus value that was almost five times greater than that of the resin. The
composites were also found to possess high damping characteristics making them
a probable choice as material for anti-vibration parts in automotive industry.
The effect of alkali treatment on the dynamic mechanical properties of
kenaf and hemp fibre reinforced polyester composites was analyzed by Aziz and
Ansell.6. The authors observed that the mechanical properties of a treated fibre
composites have higher storage modulus values* and lower damping parameter
indicating greater interfacial bond strength and adhesion between polyester resin
matrix and fibre and inferior impact properties compared to the untreated fibre
composites. They have also noticed a similar pattern of results when cashew nut
shell liquid was used as mattix7.
In a study concerning'hybrid bio-fibre systems, the dynamic mechanical
properties of sisal-oil palm hybrid fibre reinforced natural rubber composites was
analyzed by Jacob et al.8 We noticed that there was an increase of storage
modulus with fibre reinforcement while damping characteristics registered a .
decrease. Chemical modification of sisal and oil palm fibres resulted in an increase
of storage modulus.
This chapter deals with the viscoelastic properties of woven sisal fabric
reinforced natural rubber biocomposites. The effect of chemical modification and
frequency on the dynamic properlies was also analyzed. The thermal stability of the
textile biocomposites has also been investigated.
3.2.2 RESULTS AND DISCUSSION
3.2.2.1 Storage Modulus
Storage modulus provides valuable insight into the stiffness of a material
with reference to temperature. It measures the elastic response of a material.
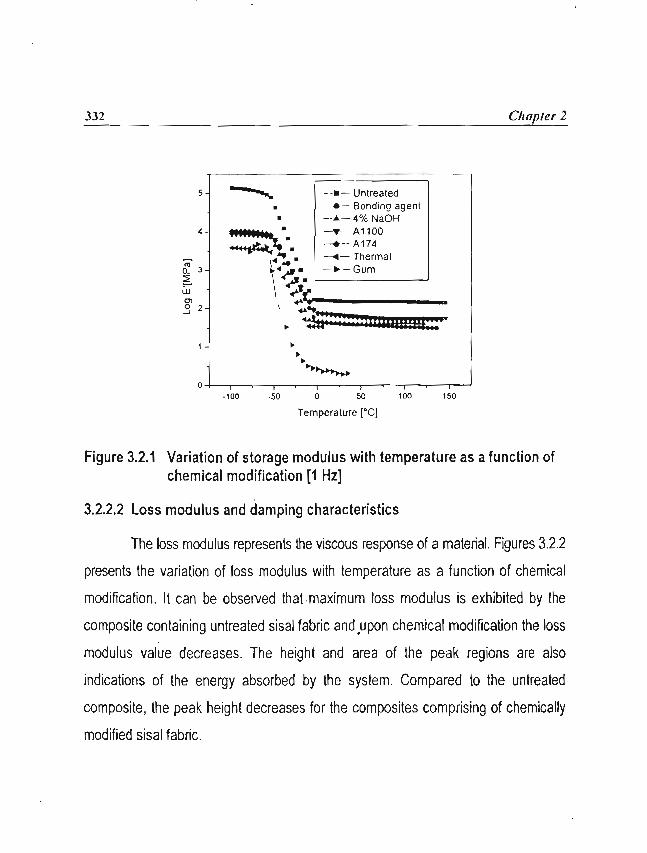
Figure 3.2.1 shows the variation of storage modulus with temperature of the gum
and untreated samples. It can be seen that the composite containing untreated sisal
fabric exhibits an increase in storage modulus as compared to the gum compound.
Storage modulus mainly depends upon stiffness and rigidily of a composite. Any
factor that increases the stiffness of the system will result in an increase of storage
modulus. The gum compound comprising of only the rubber phase gives the
.material more flexibility resulting in a low degree of stiffness and hence low storage
modulus. When sisal fabric (which is tightly knit) is incorporated in the otherwise
flexible rubber matrix, the stiffness of the composite increases resulting in high
storage modulus. Also, the addition of woven fabric allows greater stress transfer at
the interface, which consequently increases the storage modulus. It can also be
observed that storage modulus is tremendously high at the glassy region.
It can be observed that chemical modification of sisal fabric has resulted in
a decrease of storage modulus. The mechanics of textile composites is expected to
be different from short fibre composites. Generally, it has been seen that chemical
treatments increase the properties of the composite, In fact we have seen that the
incorporation of mercerized sisal and oil palm fibres increased the tensile strength
of natural rubber compositesg. The major contribution to strength in textile
composites is the alignment of yarns in warp and weft direction. Chemical treatment
results in the partial unwinding of yarns (as hemicellulose dissolves off) and hence
the alignment gets antagonized. This results in lowering of strength of composites.
Another reason is that as sisal fabric is composed of thick strands and knots, the
alkali and silane coupling agents did not penetrate into the fabric and therefore the
interfacial properties between the sisal fabric and rubber matrix has not been
improved enough. Hence chemical treatment was ineffective due to which the high
stiffness obtained in the former case was antagonized when the fabric was
subjected to conventional chemical treatment of fabric.
Among the treated composites, composite containing thermally treated
fabric exhibits the highest storage modulus. 'This was attributed to decrease in
moisture content of fabric which in turn promotis better adhesion between the
fabric and rubber. Another factor is that crystallinity increases due to adjustment of
molecular structure at elevated temperatures. It was noticed in a previous study'o
that Ihe tensile strength and modulus of the composite containing alkali treated
fabric was lower compared to the untreated composite. Another interesting
observation was that composite containing thermally treated fabric had the highest
tensile strength and modulus. This is in justification of the above results.
4- Untreated 4- Bonding agenl --.A- 4 % NaOH --r-A1100 -4- A174 4- Thermal +- Gum '1
Temperature ["C]
Figure 3.2.1 Variation of storage modulus with temperature as a function of chemical modification [I Hz]
3.2.2.2 Loss modulus and damping characteristics
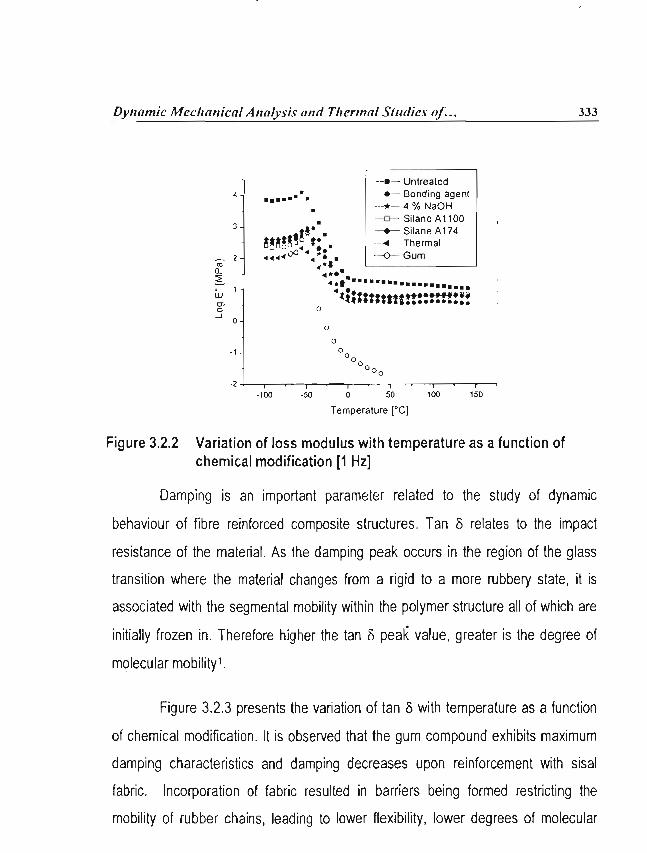
The loss modulus represents the viscous response of a material. Figures 3.2.2
presents the variation of loss modulus with temperature as a function of chemical
modification. It can be observed that .maximum loss modulus is exhibited by the
composite containing untreated sisal fabric and.upon chemical modification the loss
modulus value decreases. The height and area of the peak regions are also
indications of Ihe energy absorbed by the system. Compared to the untreated
composite, the peak height decreases for the composites comprising of chemically
modified sisal fabric.
Dyntrmic Mcc/~nr.ticnl At1nlys.i.r rrttd Tlrrrntnl Stutlies of.. . 333
--e- Bonding agent --+- 4 % NaOH U-- Silane A1 100 --t Silane A174 -4- Thermal -+ Gum
2 , . , . 7 , . , -100 -50 0 50 100 150
Temperature ["C]
Figure 3.2.2 Variation of loss modulus with temperature as a function of chemical modification [I Hz]
Damping is an important parameter related to the study of dynamic
behaviour of fibre reinforced composite structures. Tan 6 relates to the impact
resistance of the material. As the damping peak occurs in the region of the glass
transilion where the material changes from a rigid lo a more rubbery state, it is
associated with the segmental mobility within the polymer structure all of which are
initially frozen in. Therefore higher the tan 6 peak value, greater is the degree of
molecular mobility'.
Figure 3.2.3 presents the variation of tan 6 with temperature as a function
of chemical modification. It is observed that the gum compound exhibits maximum
damping characteristics and damping decreases upon reinforcement with sisal
, fabric. l ncorporation of fabric resulted in barriers being formed restricting the
mobility of rubber chains, leading to lower flexibility, lower degrees of molecular
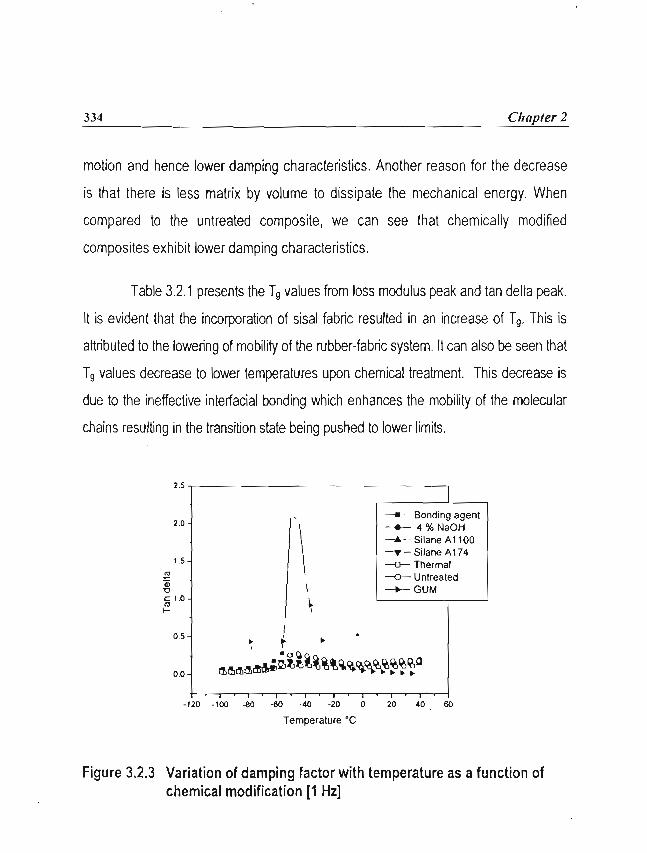
motion and hence lower damping characteristics. Another reason for the decrease
is that there is less matrix by volume to dissipate the mechanical energy. When
compared to the untreated composite, we can see that chemically modified
composites exhibit lower damping characteristics.
Table 3.2.1 presents the T, values from loss modulus peak and tan delta peak.
It is evident that the incorporation of sisal fabric resulted in an increase of T,. This is
attributed to the lowering of mobility of the rubber-fabric system. It can also be seen that
T, values decrease to lower temperatures upon chemical treatment. This decrease is
due to the ineffective interfacial bonding which enhances the mobility of the molecular
chains resulting in the transition state being pushed to lower limits.
4 - Bonding agent -+- 4 % NaOH 4- Silane A1 100 -v- Silane A1 74 --a-- Thermal U Untreated -+-GUM , 1
Temperature 'C
Figure 3.2.3 Variation of damping factor with temperature as a function of chemical modification [I Hz]
Dvttrrttric Meclrrr~ticml Atrrrlvsis rrnd Tlterttrctl Slrrr1ic.s of.. . 335
Table 3.2.1 T, values from loss modulus peak and tan delta peak
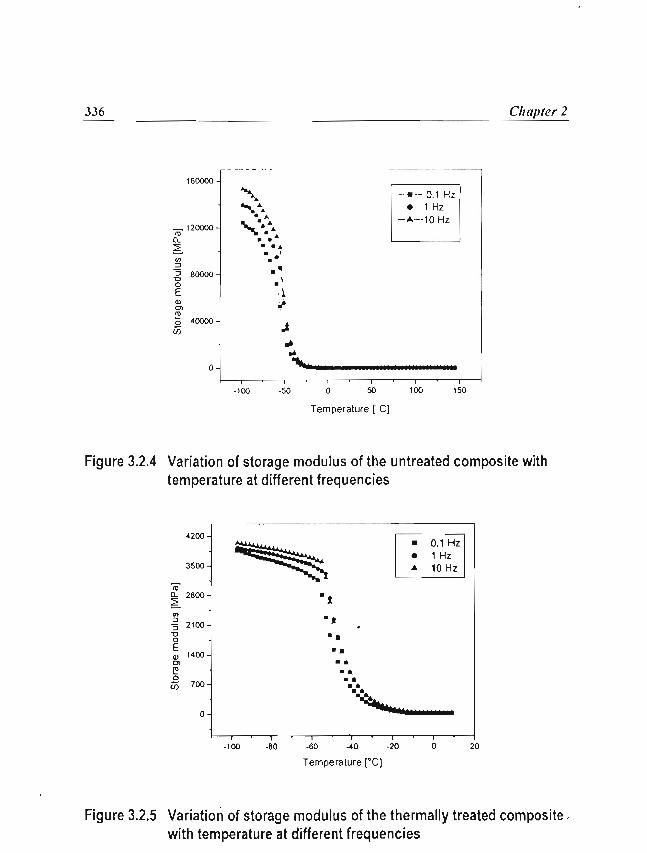
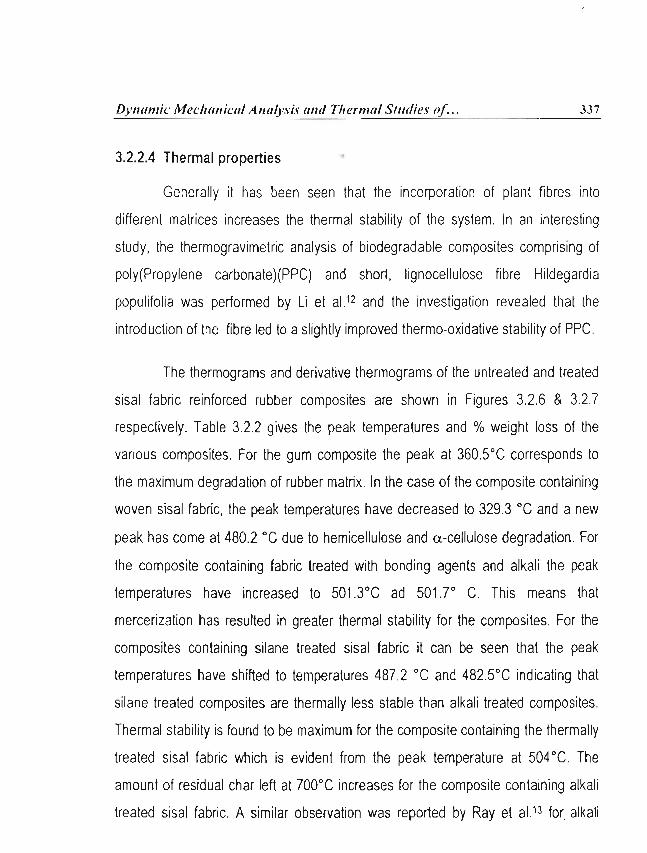
3.2.2.3 Frequency dependence of textile composites
The mechanical behavior of viscoelastic materials is dependent on time (or
frequency) as well as on temperature. The variation of dynamic properties of sisal fibre
reinforced polypropylene with frequency has been ihestigated by Joseph et al.11. The
authors observed that storage modulus increased with frequency and this increase
was prominent at higher temperatures, Figures 3.2.4 and 3.2.5 represent the
variation of storage modulus of the untreated and thermally treated composite wilh
temperature at three different frequencies 0.1, 1 and 10 Hz. It can be clearly seen
that storage modulus increases with frequency and this increase is prominent only
at low temperatures. This can be attributed to the lesser mobility of the rubber
chains when the speed of cyclic stress is too fast to bring about deformation.
Temperature PC]
Figure 3.2.4 Variation of storage modulus of the untreated composite with temperature at different frequencies
l , . l . , . l . , , l . { -100 -80 -60 -40 -20 0 20
Temperature ["C]
Figure 3.2.5 Variation of storage modulus of the thermally treated composite. with temperature at different frequencies
3.2.2.4 Thermal properties
Generally it has been seen that the incorporation of plant fibres into
different matrices increases the thermal stability of the system. In an interesting
study, the thermogravimetric analysis of biodegradable composites comprising of
poly(Propy1ene carbonale)(PPC) and short, lignocellulose fibre Hitdegardia
populifolia was performed by Li et al.12 and the investigation revealed that the
introduction of the fibre led to a slightly improved thermo-oxidative stability of PPC.
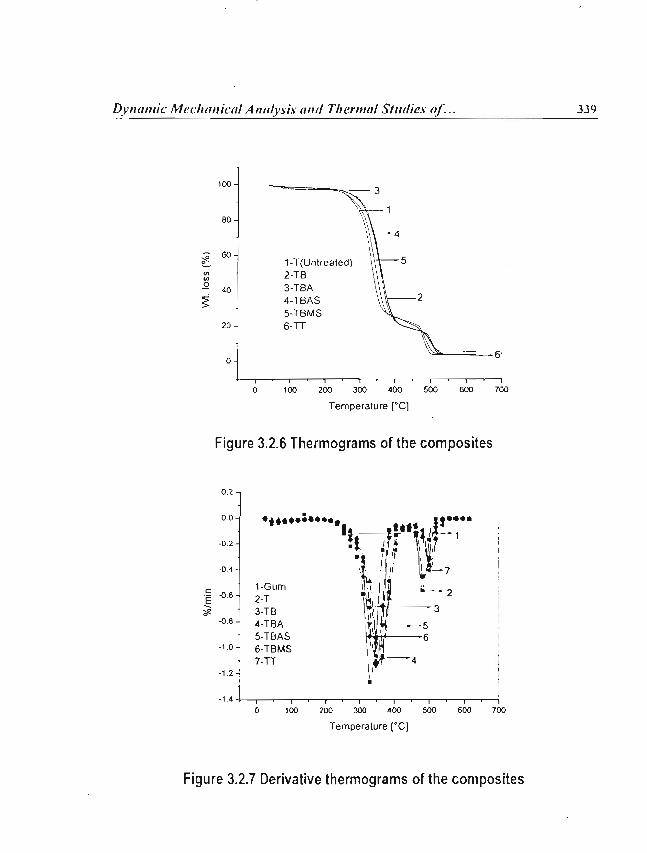
The thermograms and derivative thermograms of the untreated and treated
sisal fabric reinforced rubber composites are shown in Figures 3.2.6 & 3.2.7
respectively. Table 3.2.2 gives the peak temperatures and O/O weight loss of the
various composites. For the gum composite the peak at 3605°C corresponds to
the maximum degradation of rubber matrix. In the case of the composite containing
woven sisal fabric, the peak temperatures have decreased to 329.3 "C and a new
peak has come at 480.2 "C due to hemicellulose and a-cellulose degradation. For
the composite containing fabric treated with bonding agents and alkali the peak
temperatures have increased to 501.3"C ad 501.7" C. This means that
mercerization has resulted in greater thermal stability for the composites. For the
composites containing silane treated sisal fabric it can be seen that the peak
temperatures have shifted to temperatures 487.2 "C and 482.5"C indicating that
silane treated composites are thermally less stable than alkali treated composites.
Thermal stability is found to be maximum for the composite containing the thermally
treated sisal fabric which is evident from the peak temperature at 504°C. The
amount of residual char left at 700°C increases for the composite containing alkali
treated sisal fabric. A similar observation was reported by Ray et al.13 for, alkali
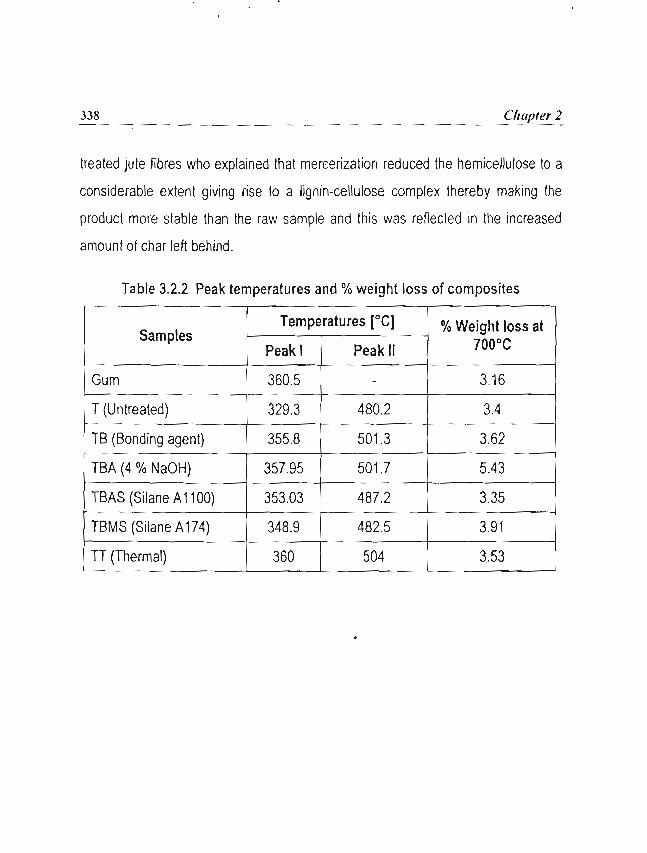
treated jute fibres who explained that mercsrization reduced the hemicellulose to a
considerable extent giving rise to a lignin-cellulose complex thereby making the
product more stable than the raw sample and this was reflected in the increased
amount of char lefl behind.
Table 3.2.2 Peak temperatures and O h weight loss of composites
Dvtrrrttric Mcclrn~ricr~I A~trlvsiv urirl Tlrcrrnol S/rrr/ies of. .. 339
0 100 200 300 400 500 600 700
Temperature rC]
Figure 3.2.6 Therrnograms of the composites
rn
l . l . l . , . l . l . l . i 0 100 200 3W 400 500 6W 700
Temperature ["C]
Figure 3.2.7 Derivative thermograms of the cornpasites
3.2.2.5 Kinetics of thermal degradation
In the present sludy kinetic parameters such as pre-exponential factor (A),
activation energy (E) and rate constant (k) for the decomposition of the various
composites have been determined using three different methods, viz. ( a) Horowitz
and Metzger method14 /Part II, Chapter 3, Eqn. 2.3.11 and (b) Coats- Redfern
methodl5 [Part II, Chapter 3, Eqn. 2.3.21 (c) Kamal method.
In the Kamal method, activation energy is obtained from the equation:
The order of decomposition reaction was determined from the best linear fit
of the kinetic curve that gives the maximum correlation coefficient. The activation
energy (E) was calculated from the slope that is obtained by a plot of
The kinetic parameters are presented in Table 3.2.3,
A look at the activation energy obtained from the Horowitz and Metzger
method reveals that the incorporation of woven sisal fabric in rubber matrix has
resulted in lowering of activation energy indicating greater stability. The chemically
modified composites show higher activation energy values when compared lo the
untreated composite. This same trend can be seen for the activation energy values .
obtained from Coats-Redfern method, On comparing these values obtained from
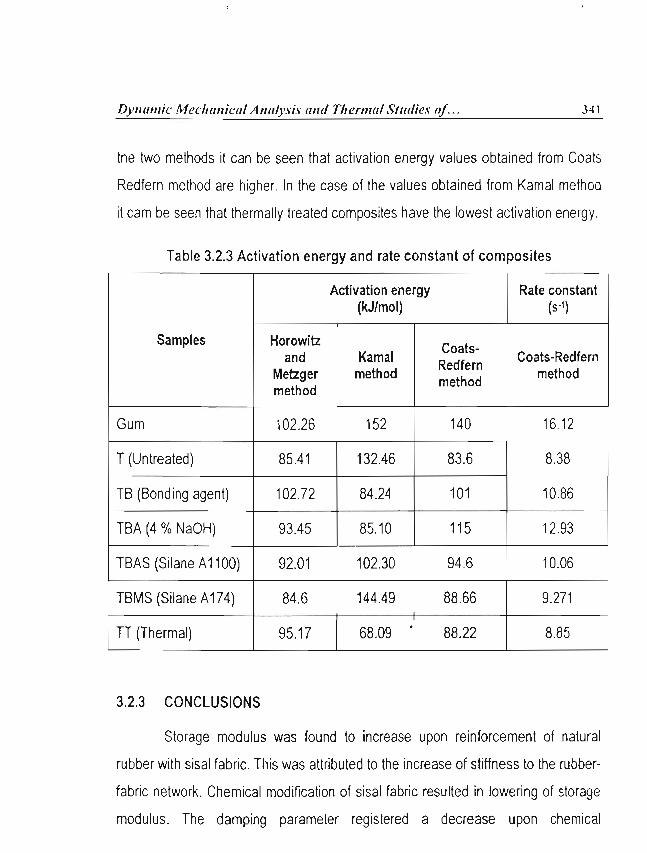
the two methods it can be seen that activation energy values obtained from Coats
Redfern method are higher. In the case of the values obtained from Kamal method
it cam be seen that thermally treated composites have the lowest activation energy.
Table 3.2.3 Activation energy and rate constant of composites
Samples
3.2.3 CONCLUSIONS
Storage modulus was found to increase upon reinforcement of natural
rubber with sisal fabric. This was attributed to the increase of stiffness to the rubber-
fabric network. Chemical modification of sisal fabric resulted in lowering of storage
modulus. The damping parameler registered a decrease upon chemical
Rate constant (s-')
Coats-Redfern method
16.12
8.38
10.86
12.93
10.06
9.271
8.85
Gum
T (Untreated)
TB (Bonding agent)
TBA (4 % NaOH)
TBAS (Silane A1 100)
TBMS (Silane A1 74)
TT (Thermal)
Activation energy (kJlmol)
Horowik and
Mefzger method
102.26
85.4 1
102.72
93.45
92.01
84.6
95.1 7
Kamal method
152
132.46
84.24
85.1 0
102.30
144.49
68.09
Coats- Redfem method
140
83.6
101
115
94.6
88.66
88.22

modification due to lowering of mobility of the polymer chains. Storage modulus
was also found to increase with frequency for the untreated as well as the treated
composites. Thermogravimelric analysis revealed that composiles containing
chemically treated fabric were thermally more stable than untreated composite.
Among the composites containing chemically treated fabric, thermally treated
composites were found to be more stable. Activation energy was calculated from
three different methods and the values were found to be in agreement.
References:
1. Gu B., Ding X., J. Comp. Mater. 39 8 685 2005
2. Ramsey B., Narejo D., Proceedings of the Sessions of the Geo-Frontiers
Congress 2005
3. Pothen L.A., Polschke P., Habler R., Thomas S., J. Comp. Mat. 39 1007
2005
4. Abot J.L., Yasmin A., Daniel I.M., J. Reinf. Plast. Comp. 24 2 195 2005
5. O'Donnell A., Dweib M.A., Wool R.P. C o i p . Sci. Tech. 64 1135 2004
6. Aziz S.H., Ansell M.P. Comp. Sci. Tech. 64 121 9 2004
7. Aziz S.H., Ansell M.P. Comp. Sci. Tech. 64 1231 2004
8. Jacob M., Thomas S., Varughese K.T., Macromol. Mat. Eng. (Communicated)
9. Jacob M., Thomas S., Varughese K.T., Comp. Sci. Tech. 64 955 2004 .

Dync~rtric Mecl~trtricrrl A nnlysis rmtl Tlrern~ trl Strrrlics of . . . 343
10. Jacob M., Thomas S., Varughese K.T., J. Comp. Mater. (in press)
11. Joseph P.V., Mathew G., Joseph K., Groeninckx G., Thomas S., Composites
Part A 34 275 2003
12. Li X.H., Meng Y.Z., Wang S.J., Rajulu A.V., Tjong S.C., J. Polyrn. Sci. Part B
- Polym. Phys. 42 4 666 2004
13. Ray D., Sarkar B.K., Basak R.K., Rana A.K., J. Appl. Polym. Sci. 85 2594 2002
15. Coats A.W., Redfern J.P., Nature 201 68 1964

Chapter 3
Sorption Studies of Woven Sisal Fabric Rein forced Natural Rubber Textile Biocomposites
I Abstract
The moisture uptake of the textile composites was investigated as a function of
chemical modification and temperature. The effect of chemical modification of sisal
fab"c on moisture uptake was also analyzed. Mercerization was seen to increase the
water uptake in the composites while thermally treated fabric reinforced composites
exhibited lower water uptake. The thermodynamic parameters of the sorption process
were also evaluated. The interaction of three different types of aromatic solvents,
namely, benzene, toluene and xylene with the textile rubber composites with reference
to chemical modification was analyzed. Swelling was found to be predominantly
dependent on the aromatic solvent used and chemical treatments. Uptake was found to
be maximum for textile composite containing sisal fabric treated with 4 % NaOH. This
was attributed to the weak interfacial adhesion due to partial disruption of the alignment
of yams in the fabric. ,. ., I ' i . ' i .: h,.' I.* . i , i < l , , + i < f 8 . * . . ' , t ' , .
P~rrt of tlre results itr tlris chapter Itas becrt conrnrrrtricnletl to Jnirrtrnl nfApp/ied Pnlvnrer Science
3.3.1 INTRODUCTION
Lignocellulosic fibres have become Ihe wonder materials of this era. Plant
fibre reinforced composites have grabbed the attention of the scienlific world for
their desirable properties like low specific gravity, enhanced mechanical properties
and biodegradability. While the history of natural fibre reinforced composites dates
back to several thousand years, modern need of an environmentally friendly system
has renewed the interest in this area and a new insight is being discovered.
A serious problem relating to the use of lignocellulosic fibres and fabrics in
composites is their affinity towards moisture. The presence of hydroxyl groups in
the cellulosic units in the fibres allows them to form hydrogen bonds with water
molecules and it is essential to examine the durability of fibre reinforced under wet
and humid conditions. Therefore it is quite imperative to realize the water sorption
characteristics of natural fibre reinforced composites.
Recently researchers reported on the water sorption behaviour of raw and
treated flax fibres'. The effects of conventional pretreatment processes on the
sorption ability of flax fibres were compared Lo environmentally friendly enzymatic
procedures. In another interesting report con~erning flax fibres, the influence of
absorbed water on the tensile strength of fibres was investigated by Baley et aI2.
The authors observed that drying of flax fibres resulted in modification of adhesion
between cellulose microfibrils and matrix. This modification was believed to be due
to evolution of components ensuring the transfer of load between microfibrils and
thus enhancing the strength of the cellular wall.
Sorp tior1 Strrdies of Wovcn Sisal Fuhric Reirlforcecl. . . 347
In an interesting sludy using braided synthetic libre composites, the
moisture absorption of threedimensionally braided carbon fibre epoxy composites
were investigated by Wan et al.3. The authors observed that moisture uptake
reduced the mechanical properties of the composites. Also the moisture uptake of
epoxy resin was found to be much higher than the reinforced composite as braided
carbon fibre did not absorb water. The experimental values were also found to be
higher than the theoretical data. This was attributed to the wicking effect of fibre-
matrix interfaces and micro-cracks within the composites.
The micromechanics modeling of moisture diffusion in woven composites
was reported by Tang et al4. The authors observed that woven composites
exhibited quicker diffusion than that of a unidirectional laminate with the same
overall fibre volume fraction. The plain weave with a lenticular tow and large
waviness was seen to exhibit the quickest diffusion process. Pothen et al.5
investigated the water sorption characteristics of woven sisal fabric reinforced
polyester composites. The authors observed that the diffusion mechanism in the
textile composites followed a fickian pattern.
While studies on water sorption behaviour of short fibre reinforced
composites are prevalent, those of lignocellulosic fabric reinforced composites are
limited and therefore need to be addressed in detail. This chapter explores the
moisture uptake characteristics of woven sisal fabric reinforced natural rubber
composites. The water uptake at three different temperatures viz. 30, 50 & 70°C
are analyzed. The thermodynamic parameters of the sorption process have also
been evaluated. The interaction of three different types of aromatic solvents,

348 Clt np fer 3
namely, benzene, toluene and xylene with the textile rubber composites with
reference to chemical modification was also analyzed.
3.3.2 RESULTS AND DISCUSSION
The details of sisal fabric and fabrication technique are elaborated in Part
Ill, Chapler 1, Section 3.1.2.1.
3.3.2.1 Moisture uptake in textile biocomposites
Figures 3.3.1, 3.3.2 and 3.3.3 give the sorption behaviour of untreated and
treated sisal fabric reinforced natural rubber biocomposites in distilled water at 30,
50 and 700C. The amount of water absorbed by specimen at 300C was closely
followed. It can be seen from Figure 3.3.1 that all the samples show a fickian mode
of diffusion i.e. the process takes place by simple diffusion with out any physical as
well as chemical reactionss.
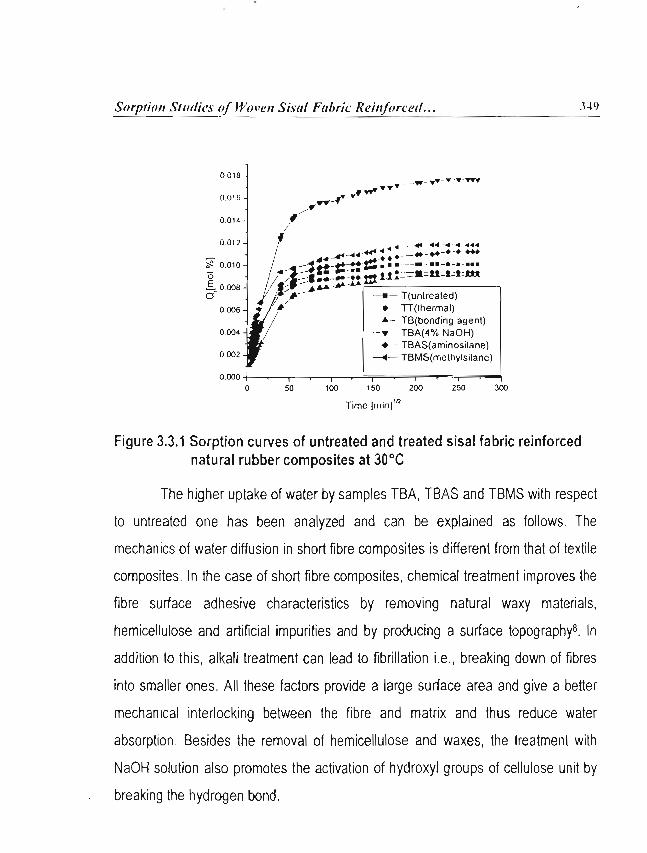
It can also be seen that minimum water sorption is shown by sample
containing bonding agent alone [rB] and maximum uptake is exhibited by
composite containing alkali treated sisal fabric FBA]. Generally it has been seen
that chemical modification of fibres results. in lowering of water uptake in
composites. In fact, in a previous study7 it was found that composites containing
' alkali treated sisal and oil palm fibres exhibited minimum water uptake compared to
untreated composite. But in the present case, contrary to expectations, alkali and
silane treated textile composiles exhibit higher water uptake than the untreated
composite. Only the thermally treated composite VT] shows lower water uptake
than the untreated sample.
Sorp fiotr Sfrrtlics (,/ Woven Si.sl~f Frrbric Reittfiorcetl.. . 349 - .-
4 . 4 - 4 4 + . 4 444 ,,.d* -,-..-* .* *w .-,-e.:::: --I-. .. -. -. -... - . , , ~ ~ . ~ : ~ ~ m = t t = l = ¶ - ~ ~ 1 E t ¶ . .
. - 0- TT(tt1ermal) -- A- TB(bonding agent) .-r -- TBA(4% NaOH). +- TBAS(aminosi1ane) 4- TBMS(melhylsilane)
0.000; . , , , . , 1 , . I 0 50 100 150 200 250 300
Time ~rnin]'~
Figure 3.3.1 Sorption curves of untreated and treated sisal fabric reinforced natural rubber composites at 30°C
The higher uptake of water by samples TBA, TBAS and TBMS with respect
to untreated one has been analyzed and can be explained as follows. The
mechanics of water diffusion in short fibre composites is different from that of textile
composites. In the case of short fibre composites, chemical treatment improves the
fibre surface adhesive characteristics by removing natural waxy materials,
hemicellulose and artificial impurities and by producing a surface topographp. In
addition lo this, alkali treatment can lead to fibrillation i.e., breaking down of fibres
into smaller ones. All these factors provide a large surface area and give a better
mechanical interlocking between the fibre and matrix and thus reduce water
absorption. Besides the removal of hemicellulose and waxes, the treatment with
NaOH solution also promotes the activation of hydroxyl groups of cellulose unit by
. breaking the hydrogen bond.
In the case of textile composites, chemical treatment of sisal fabric results in
the partial unwinding of yams (as hemicellulose dissolves off) and hence the alignment
of the yams gets antagonized. Another aspect is that as sisal fabric is composed of
thick strands and knots, the alkali and silane coupling agents cannot penetrate into the
fabric and therefore Ihe interfacial properties between the sisal fabric and rubber matrix
has not been improved enough.9 As there is nol good bonding between fabric and
rubber matrix, water can easily penetrate into the voids and interfacial gaps that are
present in the interfacial area causing higher water uptake.
Another feature is that when the fibres are made into yarn form, the
hydrophilic character comparalively gets reduced. Due to the twisted struclure,
some of the hydrophilic -OH groups may not be much activated to form H-bonds
with water. This can further explain the lower water uptake shown by the untreated
composite. However, on treatment with NaOH, there may be a chance of activation
of all the hydroxyl groups which is now able to form ti-bonds with water and
increase the uptake of water significantly.
Aminosilane treated (TBAS) composite shows lower uptake than methyl
silane treated (TBMS) composite due to the strgng bond formed between the matrix
and fibre (See Part 11, Chapter 11, Scheme 2.2.1). Such a possibility does not exist
in TBMS due to the non-polar nature of methyl group; the bond formed between
fabric and matrix in this case is very weak.
From Figure 3.3.1, it can be seen that thermally treated sample shows a
lower uptake then untreated one. This could be attributed to the fact that upon
lhermal treatment the crystallinity of cellulose increases due to the rearrangement
of molecular structures at elevated temperatures. Thermal treatment also results in
Sorprion S111die.v of Wovetr Si.vd Fnhric Rein forcetl. . . 35 1
moisture loss of the fabric thereby enhancing the extent of bonding between fabric
and rubber leading to a more compact rubber-fabric network. This increases fabric-
matrix adhesion and leads to lower water uptake.
The minimum water uptake exhibited by sample TB can be attributed to the
improved adhesion between rubber and sisal fabric in the presence of bonding
agents. The same result has been observed from the calculation of diffusion
coefficient (See Table 3.3.1).
Table 3.3.1 Diffusion coefficient, Sorption coefficient and Permeability coefficient of composites
TBA (4 % NaOH)
TBAS (Silane A1 100)
TBMS (Silane A1 74)
TT (Thermal)
50 70 30 50 70 30 50 70 30 50 70
4 595 x 103 1,687 x 10." 5.5 x 10.'" 1.46 x 10-9 1.188 x 10-9 7.713 x 1 0 ' 0 1.2017 x 10.9 1 .I726 x 10-8
2.64 x 1O10 8.324 x 10-9
7.4172 x 10-8
0.34801 .76307
0.20218 0.2023 1.2025
0.21286 0.29589 1.0574
0.16885 0.21831 0.9739
1.5226 x lo-* 2.995 x 10-l1 1.1122 x 1010 2.9535 x 10." 1.4292 x 1011 2.1286 x 101° 2.3504 x lo-" 1.2399 x 4.457 x 10-11 2.2704 x 10-10 7.2236 x'10-12
Figure 3.3.2 presents the water uptake of textile composites at 50°C. The
maximum water uptake is exhibited by TBA sample while minimum water uptake is
shown by TB sample. An interesting feature in this graph is the anomalous
behaviour shown by TT sample which shows higher water uptake than untreated
composite. This can be explained as follows. At higher temperatures like 50°C,
there may be chance of breakage of the additional H-bonds created in the cellulosic
network and this paves way for diffusion through these additional sites. Thus, the
diffusion through the normal sites as well as through the additional sites increases
the uptake of water compared lo all other samples.
The results are also apparent from the diffusion coefficient calculated
i.e., diffusion increases with increase in temperature. The rate of diffusion of water
is time and temperature dependent. As temperature increases, activation of
diffusion increases and hence uptake of water also increases. Diffusion is related to
the velocity of the diffusing molecules by the equation given in Part 11, Chapter 4,
Eqn. 2.4.1. Since the mean velocity increases with lemperature, diffusion also
increases with temperature.
In the case of amino silane treated (TBAS) and methyl silane treated
samples (TBMS), the water absorption becomes lower than that of untreated
composite. Also the uptake of water in TBMS is lesser than TBAS which is reverse
to the sorption curve of the sample at 300C. This may be due to weaker fabric-
matrix adhesion in TBMS. Water will easily penetrate into the interfacial gaps in the
initial stages. This causes the yarns to swell, reducing the distance between the
fibre bundles or interstitial positions which will gradually result in decreased water
uptake by the sample.
Somtiort Strrrlics of Woven Sisrrl fihric Rrinfi)rccrl.. . 353
0 . . , , . ! . , . , I
0 50 100 150 200 250 300
Time [min]'"
Figure 3.3.2 Sorption cuwe of untreated and treated sisal fabric reinforced natural rubber composite at 50°C
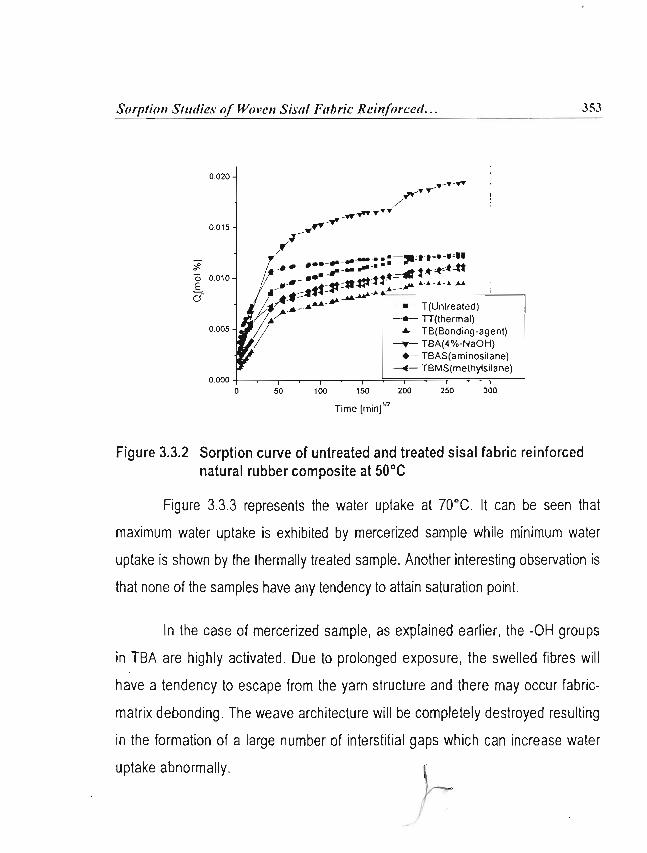
Figure 3.3.3 represents the water uptake at 70°C. It can be seen that
maximum water uptake is exhibited by mercerized sample while minimum water
uptake is shown by the thermally treated sample. Another interesting observation is
that none of the samples have any tendency to attain saturation point.
In Ihe case of mercerized sample, as explained earlier, the -OH groups
in TBA are highly activated. Due to prolonged exposure, the swelled fibres will
have a tendency to escape from the yarn structure and there may occur fabric-
matrix debonding. The weave architecture will be completely destroyed resulting
in the formation of a large number of interstitial gaps which can increase water
uptake abnormally. I 1- /
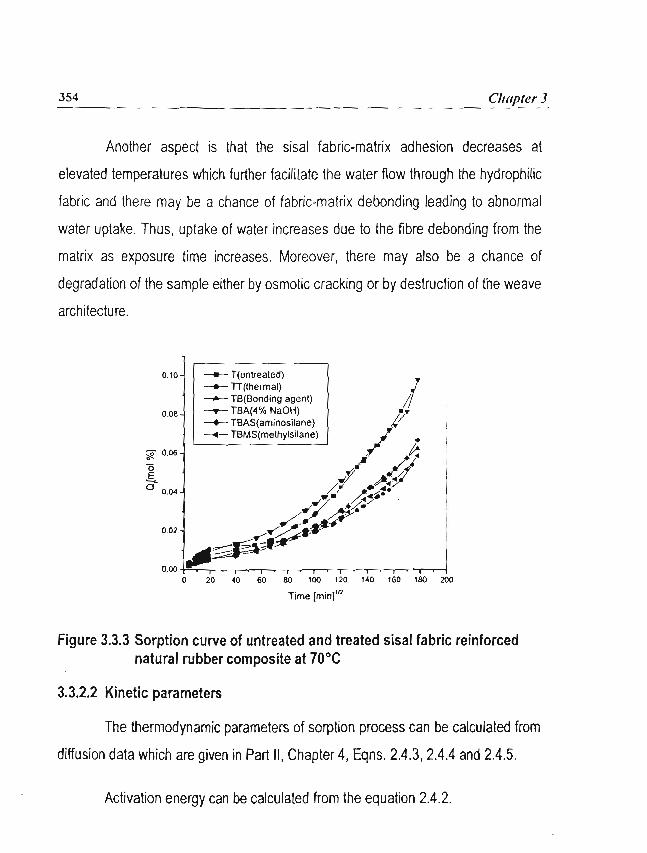
Another aspect is that the sisal fabric-matrix adhesion decreases at
elevated temperatures which further facililate the water flow through the hydrophilic
fabric and there may be a chance of fabric-matrix debonding leading to abnormal
water uptake. Thus, uptake of water increases due to the fibre debonding from the
matrix as exposure time increases. Moreover, there may also be a chance of
degradation of the sample either by osmotic cracking or by destruction of the weave
architecture.
Time [min]'"
Figure 3.3.3 Sorption curve of untreated and treated sisal fabric reinforced natural rubber composite at 70°C
3.3.2.2 Kinetic parameters
The thermodynamic parameters of sorption process can be calculated from
diffusion data which are given in Part 11, Chapter 4, Eqns. 2.4.3,2.4.4 and 2.4.5.
Activation energy can be calculated from the equation 2.4.2.
3.3.2.2.1 Diffusion coefficient
Diffusion coefficient explains the rate at which a diffusion process takes
place. It is the rate of transfer of the diffusing substance across unit area of section
divided by the space gradient of concentration. Diffusion coefficient characterizes
the ability of water molecules to diffuse into the fibre.
Diffusion coefficient can be calculated by the equalion 2.4.3
3.3.2.2.2 Sorption coefficient
Sorption coefficient (S) is calculated by the equation 2.4.4. It gives a
measure of the extent of sorption.
3.3.2.2.3 Permeability coefficient
Permeability coefficient gives an idea about the amount of water
permeating through uniform area of the sample per second. The permeability
coefficient is given by equation 2.4.5.
The calculated diffusion and permeability coefficient are in agreement with
the results obtained by analyzing the graph (Table 3.3.1).
Thermodynamic functions AS, AH and AG were calculated by linear-
regression analysis using the Van't Hoff equation which is given in Part II, Chapter
4, Eqn. 2.4.6.
The thermodynamic parameters are presented in Table 3.3.2. The enthalpy
and entropy of sorption are positive indicating that the process is endothermic. It
can also be seen that for the composites containing chemically treated fabric, AS

and AH values are lower. The free energy values are found to be negative for all
the systems indicating that diffusion process is a spontaneous reaction due to the
presence of hydrophilic sisal fabric.
Table 3.3.2 Thermodynamic parameters of composites
3.3.2.3 Solvent uptake in textile biocomposites
Figure 3.3.4 presents the variation of toluene uptake of untreated and
treated composites at room temperature. Contrary to expectations, it can be seen
that composites containing chemically modified fabric show higher solvent uptake
than untreated, indicating that poor interfacial adhesion is present in the
composites. The minimum solvent uptake is exhibited by composite containing
thermally treated sisal fabric. This suggests that there is better interfacial bonding in
the composite due to removal of water and increased crystallinity of fabric.
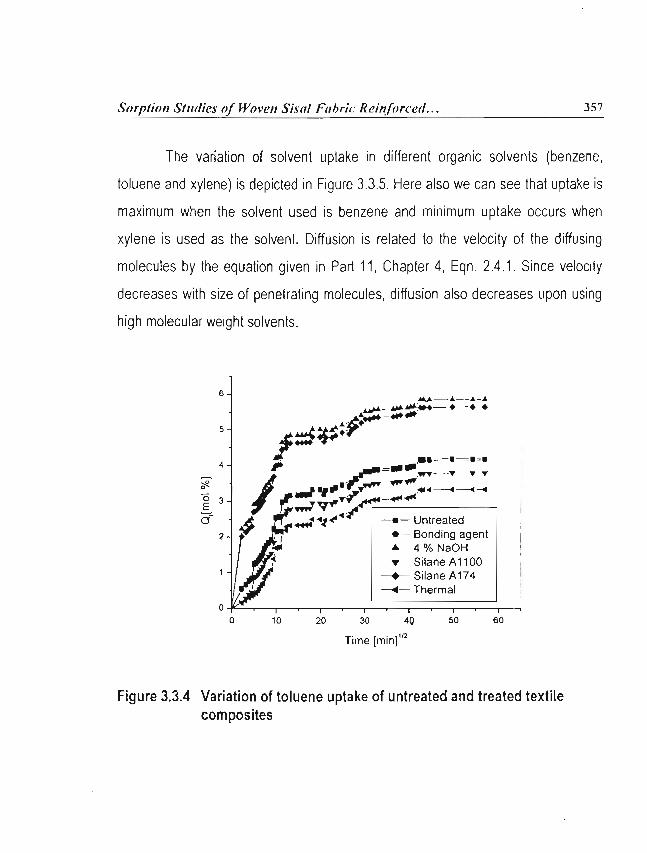
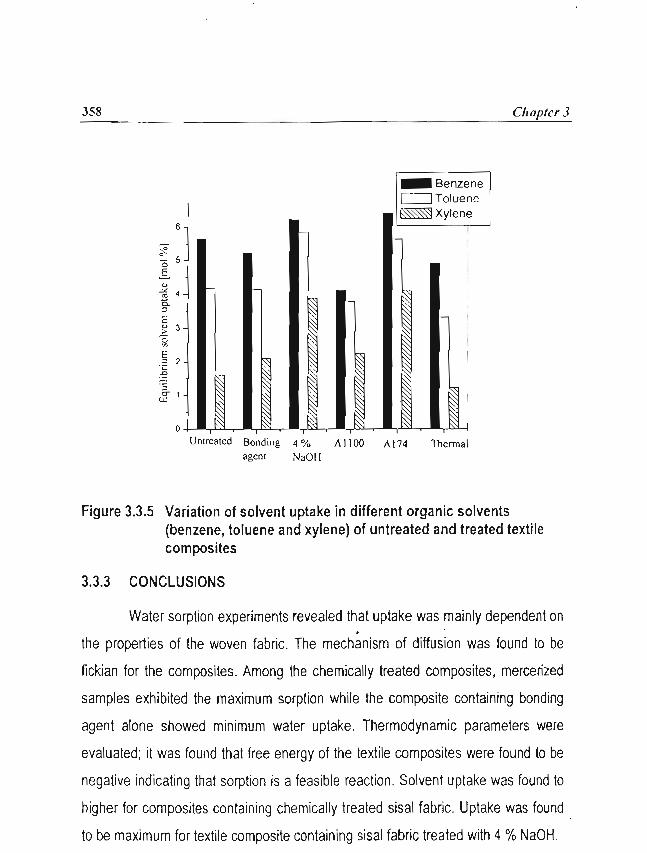
The variation of solvent uptake in different organic solvents (benzene,
toluene and xylene) is depicted in Figure 3.3.5. Here also we can see that uptake is
maximum when the solvent used is benzene and minimum uptake occurs when
xylene is used as the solvent. Diffusion is related to the velocity of the diffusing
molecules by the equation given in Part 11, Chapter 4, Eqn. 2.4.1. Since velocity
decreases with size of penetrating molecules, diffusion also decreases upon using
high molecular weight solvents.
j # p4-C'° 1 -I-- Untreated -*- Bonding agent
Time fmin]''
Figure 3.3.4 Variation of toluene uptake of untreated and treated textile composites
I Benzene 1
Untreated Bonding 4 % A l I00 A 174 Thcrmal agent NaOlI
Figure 3.3.5 Variation of solvent uptake in different organic solvents (benzene, toluene and xylene) of untreated and treated textile composites
CONCLUSIONS
Water sorption experiments revealed that uptake was mainly dependent on
the properties of the woven fabric. The mechinism of diffusion was found to be
fickian for the composites. Among the chemically treated composites, mercerized
samples exhibited the maximum sorption while the composite containing bonding
agent alone showed minimum water uptake. Thermodynamic parameters were
evaluated; it was found that free energy of the textile composites were found to be
negative indicating that sorption is a feasible reaction. Solvent uptake was found to
higher for composites containing chemically treated sisal fabric. Uptake was found
to be maximum for textile composite containing sisal fabric treated with 4 % NaOH.
References:
--
1. Kreze T., lskrae S., Smole S.S., Stana-Kleinschek K., Strnad S., Fakin D., J.
Nat. Fib. 2 3 23 2005
2. Baley C., Morvan C., Grohens Y., Macromol. Symp. 222 195 2005
3. Wan Y.Z., Wang Y.L., Cheng G.X., Han K.Y., J. of App. Polym. Sci. 85 1031
2002
4. Tang X., Whitcomb J.D., Li Y ., Sue H-J., Comp. Sci. Tech. 65 81 7 2005
5. Pothen L.A., Potschke P., Habler R., Thomas S., J. Comp. Mat. 39 1007
2005
6. Liao K., Schultheisz C.R., Hunston D.L., Composites Part B 30 485 1999
7 . Jacob M., Varughese K.T., Thomas S., Biomacromolecules 6 (6) 2969-2005
8. Bledzki A.K., Gassan J., Prog. Polymer Science 24 221-274 1999
9. Jacob M., Varughese K.T., Thomas S., J. Comp. Maier. ( in press)
























![Biocomposites Draft Report[1]](https://img.pdfslide.net/doc/110x75/552d7ca24a7959395b8b46fc/biocomposites-draft-report1.jpg)




