Embed Size (px)
Citation preview

S~tems With Applications, Vol. I, pp. 359-366, 1990 0957-4174/90 $3.00 + .00 Printed in the USA. © 1990 Pergamon Press plc
The Design of an Expert System for Inventory Control
NASIR GHIASEDDIN, KHALIL MATTA, AND DIPTENDU SINI-IA
Management Department, University of Notre Dame, Notre Dame, IN, USA
AbstractmAn expert system for inventory management is presented in this paper. The focus is on the development of a simple, user.friendly tool that can be used effectively by managers to increase the cost.effectiveness of their inventory systems. The expert system is capable of analyzing input parameters by performing statistical analyses of data bases, generating plots and graphs, implementing a set of rules for the selection of inventory models, and choosing a solution procedure. The scope of this paper is limited to the single-item, single-location problems.
1. INTRODUCTION
The problem of managing the inventory of a large number of items is encountered in many industrial and retail organizations. The managers of inventory systems in such organizations often tendto routinize their procurement decisions by specifying simple de- cision rules. These rules usually consist of a set of.in- ventory control parameters such as a reorder point (s) and a reorder quantity (Q) or an order-up-to-level (S). The subsequent placement of orders is either auto- mated through the use of a computer or entrusted to the lowest level of the decision hierarchy. A purchase order in this case is placed each time the inventory of the item reaches the reorder point. The order quantity is either equal to a fixed predetermined value or is suf- ficient enough to raise the inventory level back to S depending on the particular policy used.
This routinization of decision making means that the choice ofthe values of s, S, and Q has a significant impact on the overall inventory holding cost and cus- tomer service of the organization. If they are set too high then items will be overstocked resulting in block- age of capital and excess interest charges. On the other hand, lower values of S and Q mean frequent ordering and the consequent increase in clerical, transportation, machine set-up, and inspection costs in the organiza- tion. A smaller value ofs may cause excessive shortages and loss of sales and goodwill for the company. Faced with these trade-offs, an inventory manager must con- tinuously monitor and update inventory policies for hundreds and sometimes thousands of items in a dy- namic environment. Computationally, these may in- clude data analysis, model selection, and choice of
Requests for reprints should be sent to Nas/r Ghiaseddin, Manage- ment Department, University of Notre Dame, Notre Dame, IN 46556.
computational procedures, each of which may take up a significant amount of managerial time. In this paper we discuss some of these problems and lay the foun- dation of an expert system for decision support in the area of inventory management.
Computation of inventory control parameters de- pends upon several key attributes such as price, demand pattern, suppliers' lead times, number of stocking points within the organization, and the impact of its inventory policies on other items. These factors influ- ence inventory-operating policies significantly. Estab- lishment of optimum policies requires that they be an- alyzed and set forth in precise mathematical formulas. Such modeling knowledge generally lies within the do- main of experts in the field, such as operation research analysts, who are concerned with mathematical aspects of the inventory theory. Practicing managers on the other hand are concerned only with the operational aspects of the problem, namely: 1. Ensure that a sufficient quantity of goods and ma-
terial is always available; 2. identify excessively fast- and slow-moving items; 3. provide accurate, concise and timely reports to top
management; 4. expend the least amount of resources in accom-
plishing the above goals. Since the average inventory control decision maker
usually lacks the level of sophistication in theory to come up with the optimum solution, simplified models or heuristics are usually substituted for the actual models. This practice normally produces a suboptimal solution that in turn results in a costly inventory op- eration and limits the profit of the organization.
The objective of this paper is to narrow the gap be- tween theory and practice of inventory control oper- ations. To achieve this goal, we have designed and im- plemented the conceptual foundation ofan expert sys- tem for inventory control. This expert system can be
359
360 N. Ghiaseddin et al
used by any inventory control manaser who wants to make intellisent decisions without being burdened by the complexity and details ofinventory control theory. The user can simply consult with the expert system for advice whenever a decision needs to be made. The ad- vice given by the system will be based upon the optimal solution of the problem and unnecessary compromises will not be made. Our expert system includes all the expertise of an operation research analyst as well as the heuristic used by successful inventory control managers. In other words, the knowledge base of our expert system includes a model base containing the various models used in inventory control as well as rules governing the justification for using those models. The expert system not only includes the knowledge of mathematical modeling, but also the reasoning knowl- edge for selecting the most appropriate model for a given problem situation.
2. GOALS OF THE EXPERT SYSTEM
Expert systems have been successfully used as tools to aid decision making in a number of operations research applications (Bonczek et al., 1980). As early as 1980, Bullers, Nof, and Whinston (1980) used artificially in- telligent techniques in manufacturing planning and control. Later, applications of knowledge-based systems were implemented in the area of flexible manufacturing by Shaw (1988) and Kusiak (1987) for the scheduling of operations, and by Bu-Hulagia and Chakravarty (1988) for the control of tool loading. Keir and Ebsary (1988) implemented an expert system for production scheduling in a small manufacturing firm, while Ben- sana, Bel, and Dubois (1988) utilized theoretical, prac- tical, and empirical knowledge bases in their expert system to derive a feasible schedule in a job-shop en- vironment. In the area of simulation, Shannon (1988) argued that expert systems would aid in the develop- ment and validation of simulation models, and Dou- kidis and Paul (1985) developed an expert system to aid in the formulation phase of a discrete-event sim- ulation model. Of particular interest in this research, however, is the implementation of this tool for inven- tory management. Kixan and Lowenthal (1985) pre- sented a menu-driven decision support system for se- lecting inventory models. A computer program that selects some inventory models based on user input was provided. That program, however, did not address how the decision was made and, thus, cannot be considered an expert system. On the other hand, Parler (1989) developed an expert system to identify and recommend up to 30 production-inventory models. While his expert system provided an important aid to decision making in the field of inventory management, managers often encounter the following additional problems: (a) In- ventory control theory offers a number of models that can reduce their inventory costs; however, managers
usually lack the knowledge required for not only se. lecting the appropriate model, but also for identifying key parameters required in the selection process; (b'. once the model has been selected, the manager mighl lack the mathematical background required to solve it. An expert system is thus required to bridge the ga~ between theory and practitioner.
The expert system is designed to assist inventor3 managers array a large base of information about iterr demand and supplier replenishment to select the besl inventory policy given the organization's goals and ob jectives. The output generated by the expert syster~ includes when and how much to order, total inventor3 cost, turnover ratios, penalty costs, if applicable, anc so forth. To conduct such appraisals the expert systerr must address the following conditions: 1. Manager constraints: These constraints can be clas
sifted as (a) internal constraints such as budgetar3 or space constraints, (b) external constraints suct as minimum order quantity or fixed replenishmen time, and (c) marketing constraints such as mini mum tolerable service level.
2. Supplier characteristics: Items can be replenishe¢ from a number of suppliers. Each supplier's per formance must be analyzed based on lead time quality of items in terms of percentage of rejects reliability of delivery, quantity discounts, service and so forth.
3. Demand pattern: a data base containing historica item demand data.
4. Inventory knowledge base: the wide variety of in ventory control models for single-item replenish ment.
5. Interrelationships among data: the reasoning re quired for selecting those inventory control models
6. Solution knowledge base: The solution procedun varies by model from a simple algebraic expressiot to simulation. Selecting model approximations i: also an important procedure. The expert system is implemented using an exper
system shell called "Guru." An expert system shell fa cilitates the development process. Guru was selectee since it allows the user to integrate the expert systen rules with the use of a database management system spreadsheet analysis, report, and graphics generatio] tools.
3. KNOWLEDGE REPRESENTATIONS
The knowledge representations required by the exper system are contained in two separate knowledge base and in an historical data base. They are: (1) an inven tory model knowledge base that contains knowledg that associates demand, replenishment, and cost pa rameters to an inventory control model, (2) a solutiol knowledge base that contains the knowledge recluir~ to select a solution procedure and implement it; an4
Design of an Expert System for Inventory Control 361
(3) the historical data base which contains data about item demand, repleni~ment, and cost. The data is used to select an inventory model. The usefinterfaee ~ ' i~ , portant for defining all constraints, validating assump- tion and parameters, and setting goals and objectives. These goals may vary from minimizing the overall cost to selecting an acceptable service level.
3.1. Inventory Model Knowledge Base
This knowledge base is concerned with the selection of an appropriate inventory model. In order to perform the first function, an inventory model classification schema is utilized. For the sake of simplicity, we focus our attention on single-item, single-location inventory problems. These models consider each item in isolation from other items. There are six specific factors that influence the selection of items for this category of models: 1. Type of Demand: The following demand categories
are considered: (a) deterministic with a known demand mean; (b) probabilistic with a known probability dis-
tribution (i.e., normal or gamma) or an un- known distribution of demand.
2. Nature of the Supply Process: We consider. (a) all material ordered is received after a known
lead time; (b) all material ordered is received after a random
lead time, assuming mean and variance are known.
3. Shortages: We consider two treatments of shortages: (a) Unfilled demand is back ordered; (b) unfilled demand is lost.
4. Review Period: We consider the following: (a) continuous review models where the inven-
tory position of an item is reviewed after each transaction;
(b) periodic review models where the inventory position is reviewed and ordering decisions are made at periodic intervals.
5. Costs: The four types of costs frequently included in inventory models are the replacement or ordering costs, carrying costs, and cost of shortages. The unit costs are either treated as:
(a) constant (i.e., the same) for all units ordered; (b) quantity discounts offered on all or marginal
units. 6. Control procedure: We shall consider three fre-
quently used control procedures to determine when and how much to order:
(a) (s, (2) system: A fixed quantity Q is ordered as soon as the inventory level reaches s.
(b) (s, S) system: The order is placed when the inventory position is at or below s. The size of the order is chosen to increase the inven- tory level to position S.
(c) (t, S) system: An order is placed every t time i:~i~.. ,units. The order is equal to the diference be- , ~F,~', ~ ' ; ~ d the inventory posmon at the end
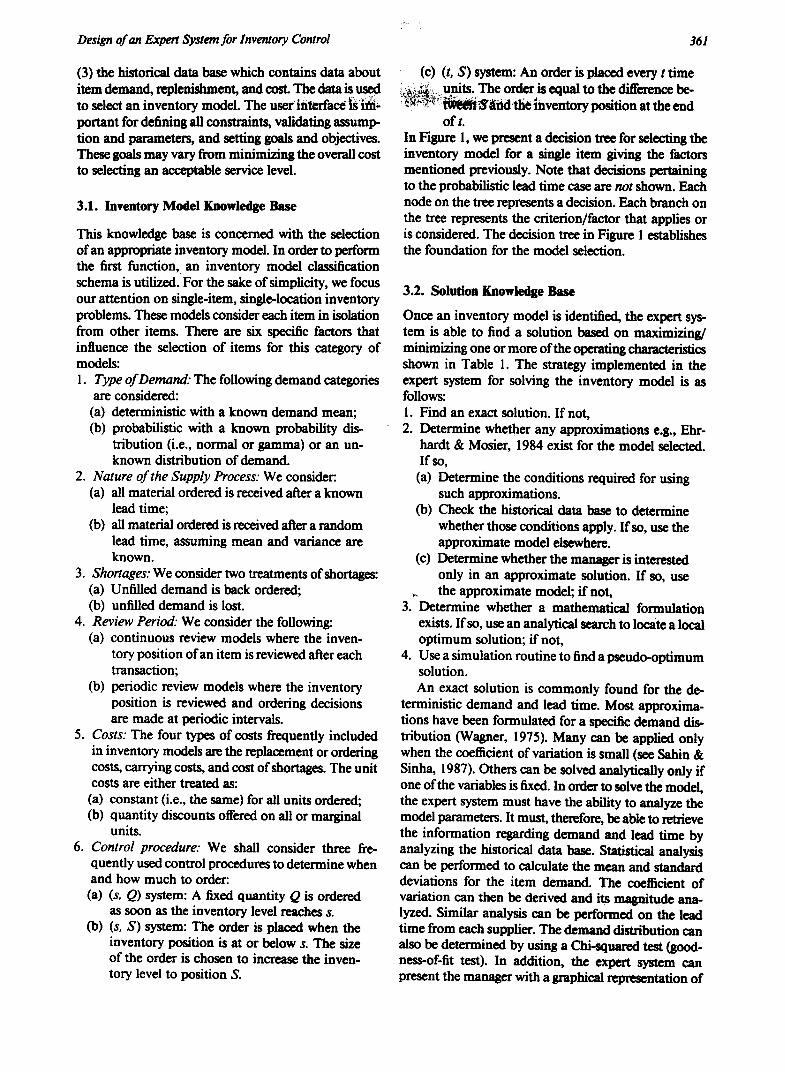
oft. In Figure 1, we present a decision tree for selecting the inventory model for a single item giving the factors mentioned previously. Note that decisions pertaining to the probabilistic lead time case are not shown. Each node on the tree represents a decision. Each branch on the tree represents the criterion/factor that applies or is considered. The decision tree in Figure 1 establishes the foundation for the model selection.
3.2. Solution Knowledge Base
Once an inventory model is identified, the expert sys- tem is able to find a solution based on maximizing/ miniraizing one or more of the operating characteristics shown in Table 1. The strategy implemented in the expert system for solving the inventory model is as follows: 1. Find an exact solution. If not, 2. Determine whether any approximations e.g., Ehr-
hardt & Mosier, 1984 exist for the model selected. If so,
(a) Determine the conditions required for using such approximations.
(b) Cheek the historical data base to determine whether those conditions apply. If so, use the approximate model elsewhere.
(c) Determine whether the manager is interested only in an approximate solution. If so, use
~. the approximate model; if not, 3. Determine whether a mathematical formulation
exists. If so, use an analytical search to locate a local optimum solution; if not,
4. Use a simulation routine to find a pseudo-optimum solution. An exact solution is commonly found for the de-
terministic demand and lead time. Most approxima- tions have been formulated for a specific demand dis- tribution (Wagner, 1975). Many can be applied only when the coefficient of variation is small (see Sahin & Sinha, 1987). Others can be solved analytically only if one of the variables is fixed. In order to solve the model, the expert system must have the ability to analyze the model parameters. It must, therefore, be able to retrieve the information regarding demand and lead time by analyzing the historical data base. Statistical analysis can be performed to calculate the mean and standard deviations for the item demand. The coefficient of variation can then be derived and its magnitude ana- lyzed. Similar analysis can be performed on the lead time from each supplier. The demand distribution can also be determined by using a Chi-squared test (good- hess-of-fit test). In addition, the expert system can present the manager with a graphical representation of
362 N. Ghiaseddin et al.
I"IXFJ) r.F~txr l~u~
FD~.D D ~
E~t~B~BILISTIC D~J~ND
y_..~ f.,p,,~, z z, z s'Lz_v mZ~AT LF2~D TIME PRO~
UNITS
o'rz-ozsc, j zscrtm~z~m..
( d i s c o u n t )
llADLWt & ~IIITZN Iq3Dgr.
F m r T z ~Oq ( ~ ) r~PL~ISIMENT
InST~trr~DUS ~oq REPLeNIShMEnT QTY. - D I ~ .
(S.O}
s ll'41rl~'l~
R E ~
NO D I ~ ,
PE~ODIC [
LOST ~ S ~ T Z
SI~£.,L 9CI~MI.IO
SF.J~CH (2 step)
SZ)ICJLA71¢
(s,s)
c o y > .2 J
(s ,o)
COV < .2 FLXm) Dm~k~D
O~V>I I
(s,S) I COY < 1
t - f L e d ( t , s ) ]
I t - .or I
FIGURE 1. Invemmy Mmtagement Deds lon Tree.
¢OV < | ~ T I O N
I e r ~ s ~
DIS'r.
:S]ltg~Tz
,Wt=t~g]~ATION
SOLVE FOR S
so~w rm s t
s m u ~ APPig~II~T10tl
the historical demand pattern to identify cyclical pat- terns and rime-varying demands, and allow the man- alger to override calculated parameters.
In addition, this knowledge base contains the math- ematical formulation of exact and approximate models. Also included in this module is a simulation procedure written in FORTRAN that can be utilized by either the expert system or the user to solve any single-item/ single-echelon problem and, more importantly, to per- form sensitivity analyses.
33. Historical Data Base
The historical data base can be divided into two separate components: I. Item data. This contains demand information in-
cluding (a) item number, (b) demand occurrence,
TABLE 1 Ow,a , t~ Cma ,e tmm~
1. Nu,'n~ of Cyc~ (On:,ers) 2. Avenge Uwmtory 3. Average Inventory Value 4. ~ n t c r y carry~ cost 5. Number of Stock-outs 6. Average Number of Back Orders 7. shmme cost e. o r m , ~ Coet 9. TotM Cost
.
(c) rime period of occurrence, (d) desired level of service. Supplier data. This contains replenishment infor- marion including
(a) supplier number, (b) lead time(s), (c) quality (percent rejects), (d) constraints (periodic replenishment, mini-
mum lead time, minimum order quantity), (e) cost (unit, ordering, quantity discounts), (f) reliability factor.
4. SYSTEM REQUIREMENT
The expert system is designed to be user-friendly. It attempts to retrieve information required from the his- torical data base before asking the manager. The man- ager can, however, initialize any or all of the input demand and replenishment parameters. In addition, the user can impose on the system 1. constraints such as budgetary or space constraints, 2. goals such as desired level of service, 3. supplier, 4. review period.
The user interface is not only user-friendly but also intelli~nt. It can aid the user in the selection of a sup- plier by providing a summary of past performances. The expert system also recognizes, for instance, that if the demand rate is high and the review proces i$ man- ual, a periodic review model is applicable and prompts the user for the time between reviews. On the other
Design of on Expert System for Inventory Control
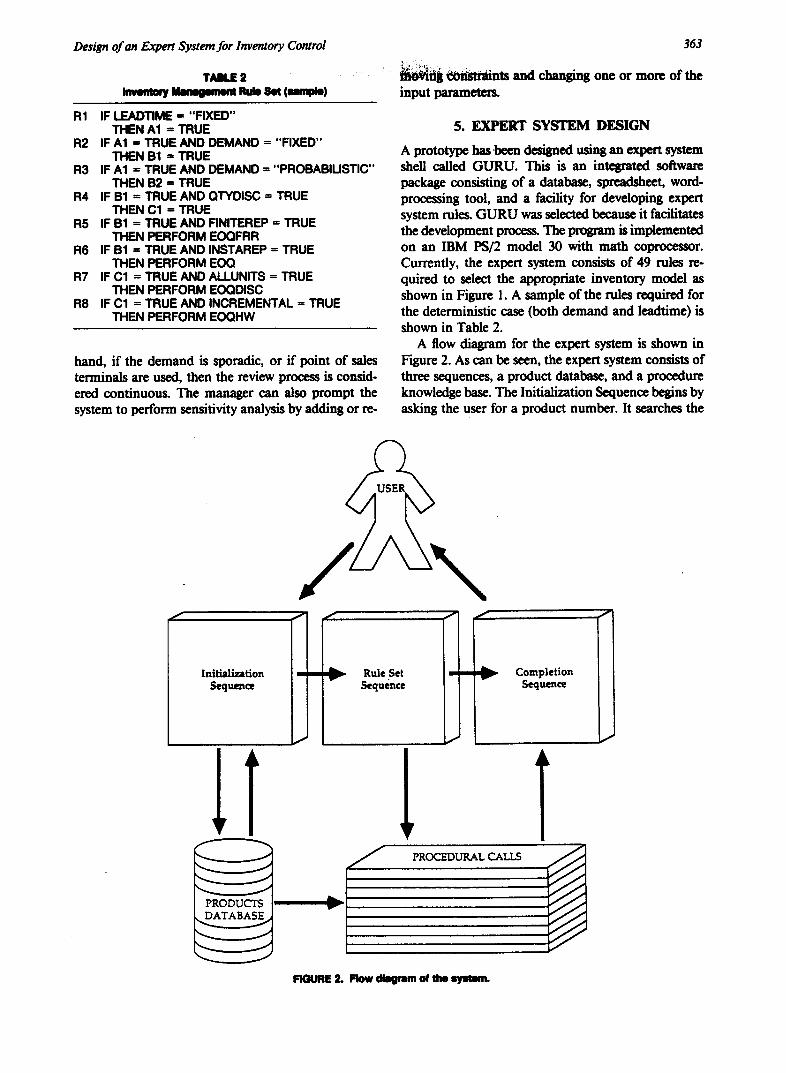
TMM~2 m m m y i~mepment R.Je Set (mmm)
R1 IF LEADTIME = "FIXED" THEN A1 = TRUE
R2 IF A1 = TRUE AND DEMAND = "FIXED" THEN B1 = TRUE
R3 IF A1 = TRUE AND DEMAND = "PROBABIUSTIC" THEN [32 = TRUE
R4 IF B1 = TRUE AND QTYDISC = TRUE THEN Cl = TRUE
R5 IF B1 = TRUE AND RNITEREP = TRUE THEN PERFORM EOQFRR
R6 IF B1 = TRUE AND INSTAREP = TRUE THEN PERFORM EOQ
R7 IF C1 = TRUE AND ALLUNITS = TRUE THEN PERFORM EOQDISC
R8 IF C1 = TRUE AND INCREMENTAL = TRUE THEN PERFORM EOQHW
hand, if the demand is sporadic, or if point of sales terminals are used, then the review process is consid- ered continuous. The manager can also prompt the system to perform sensitivity analysis by adding or re-
363
~ ~nstmints and changing one or more of the input parameters.
5. EXPERT SYSTEM DESIGN
A prototype has been designed using an expert system shell called GURU. This is an inte~ated soflware package consisting of a database, spreadsheet, word- processing tool, and a facility for developing expert system rules. GURU was selected because it facilitates the development process. The program is implemented on an IBM PS/2 model 30 with math coprocessor. Currently, the expert system consists of 49 rules re- quired to select the appropriate inventory model as shown in Figure I. A sample of the rules required for the deterministic case (both demand and leadtime) is shown in Table 2.
A flow diagram for the expert system is shown in Figure 2. As can be seen, the expert system consists of three sequences, a product database, and a procedure knowledge base. The Initialization Sequence begins by asking the user for a product number. It searches the
f r
Initialization Sequence
,[l PRODUCTS
I
, ~ Rule Set Sequence
V
f f
i t
1 PROCEDURAL CALLS
Completion Sequence
T FIGURE 2. Flow diagram of the system.
L I
J
364 N. Ghiaseddin et ol.
database for the product's characteristics (i.e., demand and supply) and displays those for the item, if found. The user can then modify any of the information and add operational constraints. If the product is not in the database, the user is prompted for the required characteristics of the product. The Rule Set Sequence uses reverse reasoning to locate the appropriate control model for the product's inventory. With information provided by the Initialization Sequence, premises are validated and rules are fired until the model selection process is complete. Upon its completion, the proce- dure knowledge base is accessed to generate either a feasible or an optimal solution to the selected inventory model given the product's characteristics. The Com- pletion Sequence is then invoked to display the results of the expert system consultation. It can also be used to generate the reasoning for the selection process. Once the consultation process is completed, the user can in- voke another consultation by changing any of the product's characteristics and/or constraints, or by se- lecting a new product.
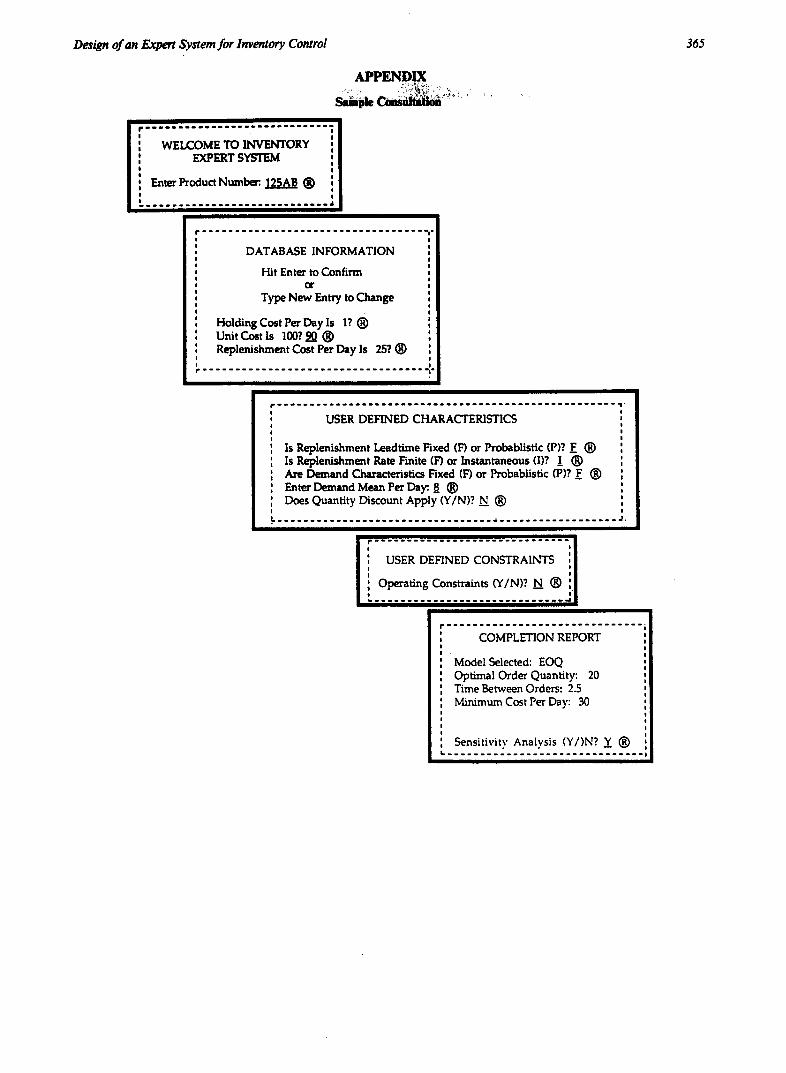
We present a sample consultation of the expert sys- tem in the Appendix.
6. CONCLUSION
The expert system is designed for use by a manager to obtain the desired level of service from an inventory system at the least cost. It is composed of two knowl- edge bases and a data base with a user interface for setting input constraints and goals. The goal of the ex- pert system is to bridge the gap between a manager who is basically concerned with when and how much to order to meet a specific need and the often complex inventory theory. The manager is not required to be familiar with the details of inventory-modeling tech- niques nor is it a prerequisite that the user have ex- pertise or knowledge of calculus and statistics. The ad- vantages of this system design are: 1. Input data do not require a special level of expertise. 2. A larger set of information and conditions are an-
alyzed both in forms of raw data (demand and re- plenishment) and in inventory theory.
3. Reasoning for consulting advice is provided and may be subject to further analysis.
4. The data base can be customized to the individual organization to provide a uniform tool for system- atically capturing demand and replenishment data.
5. Solution and modeling knowledge can be easily ex- panded as the research in this area generates new models and solution techniques.
6. It can be used as a teaching tool for managers to gain a better understanding of inventory control theory by tracing program logic.
7. It can provide the corporation with s~nificant cost savings and enhance service performance as a result of the use of more precise and accurate models. This expert system can be used as a basis for (a) the
more general inventory systems involving multiple items and several echelons where replenishment pro- cedures of one item can interact with others, and Co) the development of an intelligent expert system capable of learning and generating more accurate models and solutions based on historical calculations. Future re- search in this area can lead to the implementation of sophisticated operations research techniques into the workplace.
REFERENCF~
Bemana, E., Bel, O., & Dubois, D. (1988). OPAL: A multi-knowledge. based system for industrial job shop scheduling. Int. Journal of Production Research, 26(5), 795-819.
Bonczek, H.B., Hohapple, C.W., & Whinston, A.B. A generalized decision support system using predicate calculus and network data base. Journal of Operations Research, 29(2), 263-281.
Bu-Hulasia, M.I., & Chakravarty, A.IC (1988). An object-oriented knowledge repre~ntation for hierarchical real-rime control of flexible manufacturing. Int. Journal of Production Research. 26(5), 777-793.
Bullets, W.I., Nof, S.Y., & Whinston, A.H. (1980). Artificial intel- ligence in manufacturing plannins and control AIIE Transaction, 12, 351-363.
Doukidis, G.I., & Paul, R.J. (1985). Research into expert systems to aid simulation models. Journal of Operational Research Society, 36(4), 319-325.
Erhardt, R., & Mosier, C. (1984). A revision of the power approxi- marion for computing (s,S) inventory policies. Management Sci- ences, 30, 618-622.
Keir, R.M., & Ebsary, R.V. (1988). Implementation of an expert system for production schedufing. European Journal of Opera- tional Research, 33, 17-29.
Kixan, A.S., & Loewenthal, A. (1985). An integrated decision system for inventory management. Computer and Industrial Engineering, 9(4), 379-386.
Kusiak, A. (1987). Artificial intelligence and operations research in flexible manufacturing systerns~ Information Sj,stem and Oper- ations Research (INFOR), 25, 2-12.
Nilsson, N. (1971). Problem.solving methods in artificial intelligence. McGraw-Hill. New York.
Parler, M. (1989). EXPIM: A knowledge-based expert system for production management. International Journal of Production Research, 27(I), 106--I 18.
Sahin, i., & Sinha, D. (1987). Renewal approximation to optimal order quantity for a clam of continuous review inventory systen~ Naval Research Logistics Quarterly, 34, 655-667.
Shannon, R.E. (1988). Knowledge-based simulation techniques for manufacturing. Int. Journal of Production Research, 26(5), 953- 973.
Shaw, MJ. (1988). Knowledge-l~tsed scheduling in flexible manu- facturing systems: An intesrarion of pattern-directed inference and heuristic search, Int. Journal of Production Research, 26(5), 821-864.
Wagner, H.M. (1975). Principles of operations research. Englewood ClJff~_. N J: Prentice HaIL
Design of an Erpen System for Inventory Control
APPEND~ ...... ~ • ~:i:ii;~ !~.~
WELCOME TO INVENTORY EXPERT SYSTEM
Enter Product Numben 12~AB (~)
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . ,
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 o
DATABASE INFORMATION
Hit Enter to Confirm o r
Type New Entry to Change
Holding Cost Per Day Is 1? ® Unit Cost Is 100? 90 (~) Replenishment Cost Per Day Is 25? ®
365
USER DEFINED CHARACTERISTICS
Is Replenishment Leadtime Fixed (F) or Probablistic (P)? F ® Is Replenishment Rate Finite (F) or Instantaneous (I)? ! ® Are Demand Characteristics Fixed (F) or Probablistic (P)? _F ® Enter Demand Mean Per Day: 8 ® Does Quantity Discount Apply (Y/N)? N__ ®
I
• i
COMPLETION REPORT
Model Selected: EOQ Optimal Order Quantity: 20 Time Between Orders: 2.5 Minimum Cost Per Day: 30
Sensitivit.v Analysis (Y/)N? Y (~) L . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
366 N. G h ~ e d d i n et al.
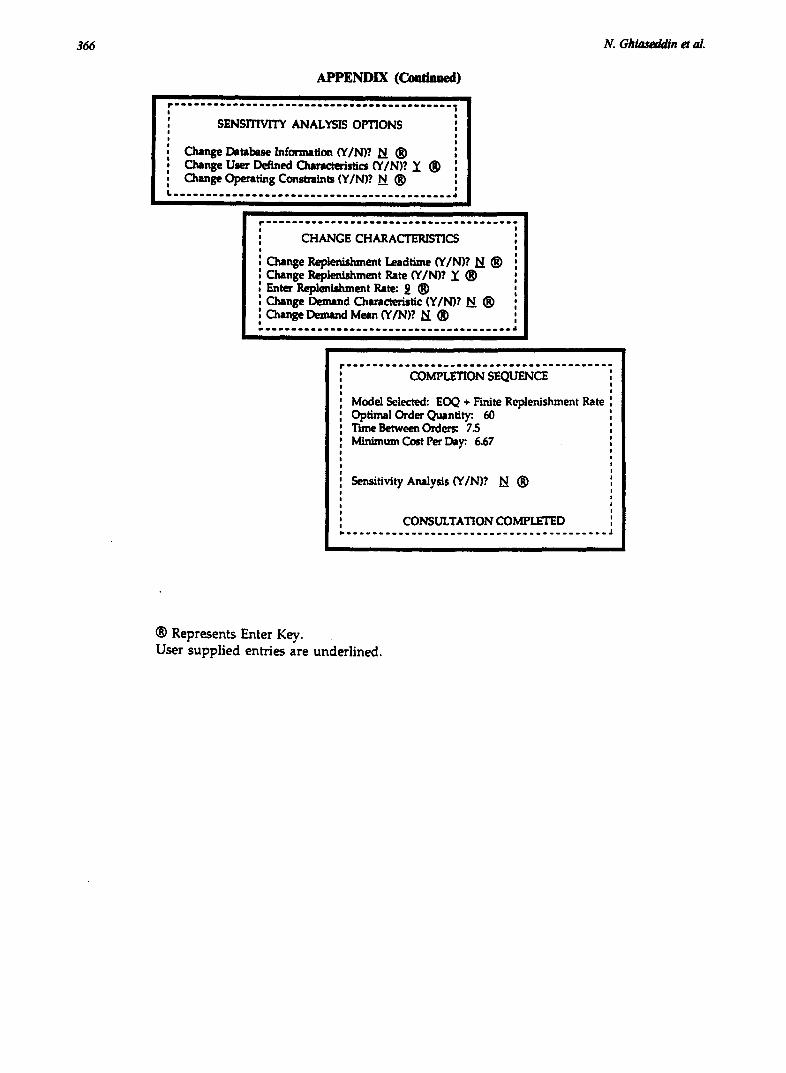
APPENDIX (Cmtinued) F IH
SENSITIVITY ANALYSIS OPTIONS
Change Database Information (Y/N)? N ® Change User Defined Cluu'acteristics (Y/N)? X ® Change Operating Constraints (Y/N)? N ®
, o o m o o l o o o m o o u o m e o e m o o o o o o o l o m u q m m o e o o g o u o
CHANGE CHARA~STI(:~5
Change Replen/shment Leadthne (Y/N)? N ® Change Replenishment Rate (Y/N)? Y ® Fatty" Repl~51ishment Rate: ~ ® Change Demand Charac~istic (Y/N)? N ® Change Demand Mean (Y/N)? N ®
l
. o o o m o o . o o o o o . o o o . o . o o . o o m o . o o o o o . . . . ~ . o . .
COMPLETION SEQUENCE
Model Selected: EOQ + Finite Replen/shment Rate Optimal Order Quantity: 60 Tune Between Orders: 7.5 Minimum Cost Per Day: 6.67
Sensitivity Analysis (Y/N)? N ®
CONSULTATION COIV~LETED
® Represents Enter Key. User supplied entries are underlined.