Embed Size (px)
Citation preview

The development of drilling and blasting practiceat Palabora Mining Company Limited
by c. C. CROSSON*, Pr. Eng., A.C.S.M. (Hons), BASe. (Min. Eng.) Toronto, M.!.M.M. (Member),M. J. H. TONKING*, Pr. Eng., A.C.S.M., BASe. (Min. Eng.) Toronto, M.I.M.M. (Member), andG. PATERSON*, B.Se. (Min. Eng.) Glasgow, M.!.M.M. (Visitor)
SYNOPSIS
Open-pit drilling and blasting practice at the Palabora Mining Company Limited is described, with particularreference to the development of aluminized slurry explosives. Rotary drilling of primary drill holes, drilling patterns,and blasting techniques for use with slurry explosives are described.
SAMEVATING
Oopgroefboor- en skietwerkpraktyk by die Palabora Mining Company Limited word beskryf met spesiale ver-wysing na die ontwikkeling van gealuminiseerde flodderplofstowwe. Die draaiboring van primere boorgate, boor-patrone en skiettegnieke word beskryf.
INTRODUCTION
,- (t'" "(-"I "i~'
Loolekop copper o:ebody. Coppgrproduction amounted to 90 346 tfor the year ending December 1974,whilst some 791 616 t of magnetitewas sold as a byproduct.
The Palabora open pit is a con-conventional truck-and-shovel oper-ation, at present producing ap-proximately 170 000 t of rock perday, of which 62000 t is ore. Thetotal daily tonnage will rise to300 000 t of rock par day during1976 in accordance with a scheduledexpansion programme. On the basis
The open pit of the PalaboraMining Company is situated 4 kmsouth of the town of Phalaborwa inthe north-eastern Transvaal. Thedistance by road from Johannesburgto Phalaborwa is 550 km.
The Company was incorporated in1956 and, during the period 1957 to1962, carried out an extensivedrilling programme to evaluato the
*Palabora Mining Company Limited.
of current planning, the final pitsize will be 1655 by 1458 m onsurface and 508 m in depth, with afinished slope of 45°.
Currently, bench heights are12,2 m; however, starting with thepresent bench 17, the design hasbeen changed to 15,2 m. Normalbench widths are maintained at100 m to allow simultaneous drilling,loading, and hauling operations.Essentially, the mining sequenceconsists of drilling, blasting, loading,and hauling. The first two operations
""" Fig. I-Photograph of a model of the final Palabora pit
JOURNAL OF THE SOUTH AFRICAN INSTITUTE OF MINING AND METALLURGY FEBRUARY 1976 325

-
-
-
-
::
0
326 FEBRUARY 1976 METALLURGYTE OF MINING ANDAFRICAN INSTITUJOURNAL OFTHE SOUTH

account, on average, for 8,2 and20 per cent respectively of the totalmining cost and, as such, are con-tinuously under review for furtherefficiencies and cost reductions.
GEOLOGY
Any consideration of drilling andblasting operations must of necessitybe related to the rock types andstructural geology of the ore bodybeing worked. The structure of theLoolekop orcbody is that of anannular vertical pipe, which inplan is elliptical in shape with thelong axis lying in an east-westdirection. The dimensions of thepipe are 1200 m along the longaxis, and 670 m north-south. Car-bonatite is the predominant rock ofthe central part of the pipe, gradingoutwards into a concentric zone inwhich phoscorite ]'Jredominates; thelatter in turn gives place tomicaceous pyroxenite, which formsthe wall rock. A number of Karroodolerite dykes, trending north-east,cut the rocks of the Palabora Com-plex. The maximum width of thesedykes is 75 m. Weathered pyroxeniteoverlies the fresh pyroxenite, butthis material presents no difficultywith regard to drilling and blasting.
The carbonatite has a compressives~rength of 137,9 MN/m3 (20000Ib/in2) and is a massive, competentrock with many shears and jointsrunning through it. Although it isnot particularly difficult to drill,blasting is a problem owing to the'rubbery' nature of the rock.
The phoscorite and pyroxeniteexhibit the same characteristics asthe carbonatite, except that thepyroxenite is inclined to break intomassive boulders.
Although the dolerite dykes havea high compressive strength - 344,8MN/m3 (50000 Ib/in2) - and aredifficult to drill, fragmentation afterblasting is usually extremely good.
ROT ARY DRILLINGEQUIPMENT
During the first five years ofoperation of the Palabora pit,primary drilling was performed withsix diesel-powered self-propelleddown-the-hole drilling machines,putting down 22,9 cm holes at 150off vertical. These drills were gradu-ally phased out and replaced with
modern electric rotary drills capableof drilling up to 38 cm holes at alower cost per metre drilled. Thepresent complement of rotary drillsconsists of the following:
Numberzn
Drill typeBucyrus Erie 60R Series IBucyrus Erie 45RBucyrus Erie 60R Series IIGardner-Denver 120
serviceII22
Total 6The modern electric rotary blast-
hole drill is designed to drill eitherangled or vertical holes using triconerotary bits. Essentially, the unitsconsist of a power source that simul-taneously applies pull-down thrustand rotary motion through a drillpipe to a tricone bit, which, by
ploughing action and/or indentation,disintegrates the rock. Rock chip-pings are removed by air flushing.Electricity is supplied to the drillat 3,3 kV via a trailing cable.Manoeuverability is no problem sincethe drills are mounted on crawlertracks and are self-propelling. Thedrill string consists of two drillpipes, a stabilizer, and a drill bit.
The two 9,9 m drill pipes are22 cm in diameter, with a wallthickness of 2,54 cm. These providesufficient length for single-pass drill-ing of the 15,2 m benches. Pipe lifeaverages 53000 m, and thisrelatively high life is due in part tothe fact that general-purpose greaselubricant is applied to the rod at theplatform deck bush. Careful recordsare kept of the pipe wear rates, andat times the pipes are changed
JOURNAL OF THE SOUTH AFRICAN INSTITUTE OF MINING AND METALLURGY
Fig. 3-Gardner-Denver Model-120 rotary drill
FEBRUARY 1976 327

Fig. 4-Arrangement for greasing the rotary drill rod
TABLE ITYPES OF TRICONE BIT
round to ensure even wear of bothpipes. When pipe wear has reachedapproximately 13 mm, the pipesare discarded or retained for re-building on a continuous weldingmachine.Stabilizers are used to ensure thatthe path of the tricone bit remainsconcentric about the centre line ofthe drill string. At Palabora, stabi-lizers are made up in the workshopsfrom 1,2 m long shoulder-to-shouldersubs with nine 10 by 6 by 1,5 cmblocks welded in an offset patternround the sub. Each block containseleven secondhand tungsten carbideinserts, which are recovered from dis-carded tricone bits. Stabilizers arerepaired when the wear exceeds0,635 cm and have an average lifebetween changeouts of 2675 m.
As shown in Table T, threedifferent types of tricone bit areused, depending upon the rocktype being drilled.
Table II shows the combination ofpull-down mass and rotation speedfor each bit under average con-ditions.
The combinations of mass androtation speed have been determinedby trial over the years and areconsidered to produce the mosteconomical cost per metre drilled.Discarded bits are carefully ex-amined for sipns of abnormal wear,and complete records are maintainedfor each bit.
At Palabora, the most significantdevelopment in rotary tricone bitswas the introduction in 1972 of thenormal-duty tungsten carbide insertbit suitable for the drilling ofcarbonatite rock. This bit replacedthe steel-tooth type previously usedand increased drilling speed by 36
Rock type Bit type (25,1 cm dia.)
Weathered material. . . . . . . . . . . . . .1
Steel toothBit gouges and ploughsTypical bit type Hughes H
Carbonatite-phoscorite, pyroxenite
I
Average lifeI
Average performancem
Im/h
I
2093' 19,6
1561 15,4Tungsten carbide insertsWidely spaced with intermesh of teeth for gouging and
chipping actionTypical bit type Hughes HH77
TungstencarbideinsertClos<:ly spaced inserts to provide chipping and crushing
I
actIOnTypical bit type Reed M83J
Dolerite dyke 472 10,6
JOURNAL OF THE SOUTH AFRICAN INSTITUTE OF MINING AND METALLURGY328 FEBRUARY 1976

Fig. 5-Palabora-type stabilizer
Fig. 6- Typical rotary bits used at Palabora
A = Carbonatite-phoscorite, pyroxenite, long-tooth bitB = Carbonatite-phoscorite, pyroxenite, standard bitC = Dolerite bitD = Steel-tooth bit (weathered material)E = Discarded bit
JOURNAL OF THE SOUTH AFRICAN INSTITUTE OF MINING AND METALLURGY FEBRUARY 1976 329

27 000 60
32 000 65
36000 70
-~~
TABLE ItPULL-DOWN MASS AND ROTATION SPEEI:> OF BITS
Pull-down
I
Rotationmass sJ;'eed
kg , r/mmBit type
---Steel tooth
""""""""""'".
..
"""""""""""""""""""'".
Tungsten carbide insert (normal)
Tungsten carbide insert (heavy duty)
per cent, with a reduction in costper metre drilled of 20 per cent.
The performance of the rotarydrills is continuously monitored bypen recorders, which provide arecord of the mass on the bit,rotation speed, rotary torque, airpressure, and penetration rate. Eachdrill is operated by a Black primarydriller with one Black helper work-ing between two units. Drillingoperations take place on the basis ofa three-shift six-day week.
Average drill performance cover-ing all the types of material drilledamounted to 107,94 m per drillshift in 1974, during which a totalof 430 524 m of primary blast holeswere drilled.
Planned maintenance of each drillis carried out every second week,when the unit is made available forapproximately eight hours. Drillmechanical and operational availa-bilities for 1974 averaged 92,9 and92,5 per cent respectively.
DRILL PATTERNS
During the initial mining of theweathered cap of the orebody, thepattern of drill holes varied fromblast to blast. The placing of indi-vidual holes and the make up ofblasts were dictated by the topo-graphy, and the success of theresults was dependent on the qualityand experience of the drilling andblasting officials. In this heavilyweathered ground, only verticalholes were drilled.
As benches were established andfresh rock encountered, drilling waschanged to inclined holes. Withfragmentation more sensitive tovariations in burden than to spacing,and using the general rule of burdenbeing approximately equal to 50 percent of the bench height, a range ofburdens was tested, followed byvariations in spacing, until an accept-able standard of 6,1 by 7,6 m
330 FEBRUARY 1976
staggered was reached.The introduction of rotary equip-
ment drilling 25,1 cm holes necessi-tated further experimentation withdrill patterns because the resultantconcentration of the load deeper inthe hole adversely affected frag-mentation as, conversely, increasedpowder loading produced excessiveflyroek. Patterns varying from 6,4by 7,9 m to 6,7 by 7,9 m staggeredto square patterns of 7,0 to 7,3 mwere tested. Generally, the squarepatterns gave inferior results withparticularly heavy backbreak. Themost successful pattern was a 6,7 mburden by 7,3 m spacing staggeredpattern.
The development of a suitablesub-grade drilling depth progressedthrough similar experimentation,and was carried out in conjunctionwith extensive blasting tests de-signed to achieve the same or betterfragmentation with vertical drillingas was being achieved with inclineddrilling. The change to vertical holesis discussed in some detail in thenext section of this paper. By 1972,however, the pattern for fresh car-bonatite, phoscorite, and pyroxenitewas standardized at 6,7 m burdenand 7,3 m staggered spacing, drillingvertical holes to 2,1 m below benchgrade.
For dolerite dyke, the samepattern gave excellent results be-cause dyke fragments moreeffectively than the other fresh-rock types. As it was unnecessary toachieve the same degree of frag-mentation, the burden was increaseduntil an acceptable standard of7,3 by 7,3 m was reached.
The first attempts at the miningof ramps started by the drilling of abox cut of full-depth holes blastedas one complete shot with delaysbetween every second row. This wasfollowed by the same pattern butblasted using a V cut. Neither of
these gave acceptable results, andthe ramp was divided into fivesections with increasing burden,spacing, and depth of hole from thestart to the end of the ramp. Thismeant that only the depth of thehole required to mine the ramp to itsdesired inclination was drilled. Thehole depths therefore varied from4,6 m at the start of the ramp to14,3 m at the end of the ramp for avertical bench height of 12,2 m.Each of the five sections was inde-pendently blasted and loaded insequence. This procedure of rampdevelopment is still followed, al-though, depending on the type ofground, the ramp can now usuallybe mined in three sections ratherthan five.
The laying out of drill holes in thefield was originally performed bythe Drilling and Blasting Foreman.It is now a function of the SurveySection, who accurately plot all thedrill holes. From bench plans, theMining Department TechnicalSection decide on the blast pattern tobe employed (usually standard pat-tern), the number of rows, and thedepth of sub-grade drilling. Theactual positions of the holes aresurveyed, using the back row of theprevious shot as a reference. Theyare marked by a triangular piece ofwood, called a stake, on which allthe information required for drillingis entered, the colour of the stakedenoting the type of bit to be used.The whole procedure has been simpli-fied to a degree that allows drillingto proceed with the minimum ofsupervision.
DEVELOPMENT OFSL URRIES
At the start of the Palabora pit in1964, conventional ANFO explosiveswere used for blasting operations inthe essentially weathered capping ofthe orebody. On 15th September,1965, the first aluminized ammoniumnitrate slurry blast fired outsideNorth America broke 221000 t ofunweathered rock. During the fol-lowing year, the use of aluminizedslurry completely replaced ANFO.
The aluminized ammonium nitrateslurry or dense blasting agent(D.B.A.) was developed by IRECOChemicals in the United States. Theuse of D.B.A. at Palabora went
JOURNAL OF THE SOUTH AFRICAN INSTITUTE OF MINING AND METALLURGY

~ .1AG~\~---L
-Um.;' -"fm- /:.7"'.'SPAGING---'"~
- --
Fig. 7- Typical fresh-rock drilling pattern
3 I d R l AS T
-~--151r,1 1 1Rm \'IIOE-'-----------
I 1 nd Bl A S T I I siB l A S T I-~-h~- ~-~~---t==- ~+ - - -~ -===J'" n,;"
G,1X6,1 -1- 55X5,5 -1-STAGGERER PATTERN -
--6 7 X 6 7
through five stages of developmentleading to the present formulation.
(1) In its original form the slurryconsisted of a solution made up ofammonium nitrate, sodium nitrate,and water, which was mixed with animported premix in a slurry-pumptruck prior to being pumped into theblast hole.
(2) The second stage entailed themanufacture of the premix on siteat the mine, where possible usinglocally obtainable ingredients. It wasat Palabora that the first premixproduction plant outside the directcontrol of IRECO was operated byan end-user.
(3) The third stage was the de-velopment of a solution that did notrequire sodium nitrate. Blastingresults with this formulation werenot as good as had been expected,and it was abandoned.
(4) After numerous tests, chemicalgassing of the slurry was introduced,whereby the density of the slurrycould be progressively reduced asthe blast hole was loaded.
(5) The final stage in the develop-ment of the slurry was the intro-duction of a completely new slurry.Termed the 600 Series, the newslurry comprises a simpler formu-
-1-
Fig. 8-Section showing typical ramp development
lation for the solution or oxidizingaspect of the explosive, and thereducing agent has been changedfrom a solid to a liquid fuel. Alu-minium metal in powder form, thesolution, and the fuel are carried inseparate containers on a pump truck.Mixing takes place on the truck, andit is now possible to vary thestrength of the slurry by altering theamount of aluminium powder in theslurry and/or varying the density ofthe slurry by chemical gassing.
Until 1971, all the blast holesdrilled in unweathered ground wereinclined at 150 to the vertical. Theadvantages of inclined drilling werenumerous, all mainly in connectionwith improved fragmentation result-ing from the more efficient use of theexplosive then in use. The explosiveat that time, representing the secondstage of slurry development atPalabora, was prepared in an on-siteplant and comprised two basicproducts: an ammonium nitratesolution representing the oxidizingagent and a carbon-based premixrepresenting the reducing agent.Two grades of premix were in factmade, the essential difference beingin the aluminium content. Thesolution and the two grades of
JOURNAL OF THE SOUTH AFRICAN INSTITUTE OF MINING AND METALLURGY
~ ~
IrE,1m
I, t 0
'i'11m
'I Iv-5.7m!', 1 ,
5URDEl:j
4,6 X 4,6 -I
premix were conveyed in separatecontainers on pump trucks. In thefield, a combination of the solutionwith one grade of premix gave aslurry of density 1,35 to 1,40 g/cm2and, combined with the second gradeof premix, gave a slurry of density1,25 to 1,30 g/cm2. The two slurriesof different density could then bepumped separately into the sameblast hole, the ratio of one to theother being dependent on the typeof ground, the burden, and localground conditions.
Fragmentation appeared to bevery much a function of the burden.An even burden along the fulllength of an inclined front-row holewas more readily obtained, whereasa vertical front-row hole invariablyhad very little or no burden fromthe crest of the bench to the collarof the hole and an excessive burdenat the toe of the hole. The densergrade of slurry made it possible toconcentrate sufficient explosiveenergy into the bottom portion ofthe vertical hole to satisfactorilybreak the toe without having todrill to unreasonable sub-gradedepths, but large blocks were pro-duced from the upper portion of thehole. By increasing the top load of
FEBRUARY1976 331

the less dense slurry, the blockymaterial from the collar zones wasreduced, but severe flyrock problemsthen arose. Backbreak of the shotwas also poor, sometimes to such anextent that it became impossible todrill the front row of vertical holesof the subsequent blast in the re-quired position without completelyoverburdening the shot.
There were disadvantages in in-clined drilling associated withoperating costs and technical prob-lems relative to the use of largerotary drills. Some of these arelisted below.
(a) When drilling in hard ground,full pull-down thrust of the drillmust be applied to the bit in order toachieve acceptable penetration rates.Although not directly proportionate,available pull-down is reduced as theinclination of the hole increases fromthe vertical, resulting in a corres-ponding reduction in the penetrationrate. Maximum penetration rates aretherefore possible only when themachine is drilling vertical holes.
(b) Tests conducted at Palaboraindicated that bit and stabilizerlife is progressively reduced as theinclination of the hole increases fromthe vertical.
(c) Owing to the longer length ofan inclined hole compared with thatof an equivalent vertical hole, andowing to the difficulty in collaring aninclined hole, drilling time is longerfor the inclined hole.
(d) It is extremely difficult tolocate a large drill unit over aninclined hole position in order toensure accurate hole alignment.Closer supervision is required, andtime-consuming checking of theangle of slope of the drilled holesmust be carried out.
The operating cost and technicaladvantages to be gained in changingto vertical drilling were very at-tractive, and it was a simple matterof economics that dictated furtherinvestigation into altering the ex-plosive to suit vertical drilling ratherthan altering the drilling to suit thethen current type of explosive.
It was clear that, if verticaldrilling was to provide fragmentationresults comparable with thoseachieved with inclined holes, agreater range of explosive strengthwould be required along the shorter
332 FEBRUARY 1976
effective length of the vertIcal hole.In the first instance, tests wereconducted in which the upper chargeof lower-strength slurry was replacedin part by a further top load ofANFEX. A range of densities from1,40 gfcm2 at the toe of the holethrough 1,25 gfcm2 in the middle ofthe hole to 0,85 gfcm2 at the top ofthe charge was then possible. Be-cause of the lower density of theANFEX, a greater powder risecould be tolerated, and consequentlythe large blocks emanating from thecollar zones were reduced as wasflyrock, throw, and backbreak.
Problems still remained with re-gard to the use of ANFEX. Approxi-mately 60 per cent of all the blastholes drilled at Palabora are filledwith water, thereby necessitatingprotection for the ANFEX charge.The task of charging holes with twotypes of explosive became onerousand labour-intensive, and additionalcapital expenditure was indicatedfor ANFEX storage facilities andemplacement equipment.
In collaboration with the IRECOCompany, a facility was developedand introduced whereby furtherdensity variations in the slurrycould be achieved by the addition ofsmall quantities of chemicalsolutioll'3. The solutions are fed at acontrolled rate into the mixinghopper at the rear of the pump truckimmediately prior to charging a hole.The solutions give rise to a chemicalreaction in the slurry, resulting in theproduction of nitrogen gas. Thenitrogen, in the form of smallbubbles, causes the slurry to rise inthe blast hole, and the density iscorrespondingly reduced. Thebubbles are fixed or entrapped in theslurry by the cross-linking action ofcontained gelling agents. Any de-sired density can be achieved byvarying the feed rate of the chemicalsolutions into the slurry-mixinghopper.
The top load of ANFEX in thetest blasts was replaced with gassedslurry, and this produced very goodfragmentation with considerably lessflyrock. The lower-strength slurrygassed to a density of 1,0 gfcm2 wasestimated to have about 90 per centof the bulk strength of free-pouredANFEX, and consequently a furtherincrease of the powder rise in the
blast hole could be tolerated. Thedensity of the gassed top load wassubsequently reduced to 0,8 andfinally to 0,6 gfcm2, which wareestimated to have 73 per cent and54 per cent respectively of the bulkstrength of ANFEX. At these lowerdensities, however, it was clear thata turning point had been reached.Fragmentation began to fall off,with large blocks from the collarzones again occurring when theslurry of 0,6 gfcm2 was utilized.
It was apparent at this stage thatoptimum fragmentation was beingachieved with a top-load slurrydensity of no less than 0,8 gfcm2 and,because of water in the blast holes,more often than not at a density of1,0 gfcm2.
By mid-1971, vertical blast-holedrilling was standardized throughoutthe operation, as was the newcharging procedure incorporatingchemical gassing. No additional per-sonnel were required nor was anycapital expenditure incurred. Al-though the fragmentation haddefinitely improved compared withthat achieved with inclined holes, itwas and still is extremely difficult toquantify the results owing to theinfluence of numerous other factors.However, a reduction in operatingcost with regard to the process ofprimary drilling, mainly the result ofchanging from inclined to verticalholes, was immediately apparent.This cost reduction is illustrated inFig.9.
In early 1973, a new series ofslurry explosive developed byIRECO was tested at Palabora. Thetest programme extended into 1974,and full-scale use of the new ex-plosive was introduced in June 1974.The new slurry, termed the 600Series, represented the fifth stage ofslurry development at Palabora. Thetype of pump truck used to convey600 Series slurry into the field isshown in Fig. 10.
The new slurry has afforded agreater flexibility of use with regardto explosive densities. Instead of onlytwo basic grades of slurry producedin the on-site plant as previously, amuch wider range can now be pro-duced by simple variation of thefeed rate of the aluminium powderinto the slurry as it is mixed at therear of the truck before being
JOURNAL OF THE SOUTH AFRICAN INSTITUTE OF MINING AND METALLURGY

...
...
.-
.. ,.:».~
:eo... .':: :c!ij .
._u+ ~..i/):::L--....._.__..
0:;;~.
~.__.._.-. . . . ,. . ...-
. -. . .-.-"-'"
.. .-..
. . . . i . "'in
: ::::: . t:.::..~"0X'
.m _. ..rn-'-"--'- -.-: .
.~
. ~- .>§
g>". :=:;=--- g;,.
»'".
ii:. E. .
;t: ..
.
...
...Total Drilling Costs
...t-...:lE
...
Do
. ://""'\:
: :.. /. , \..'
.':\:-:':::--;-' .....
.\:.' : ~'-Bit.
. . \~~:':'-.~-;":-:-'-'~"~' :.!
.. .
'-'
t-wo.......
...Z.....
Costs
-'--~--'--"'--' ' '--"
. --. _H_"--"
0
1967 1968
i
1969
., .
i i
: :~ :-_:.::i_~.:.~' -_::~ :_------_.__.",'-u"'--'--'---
1970 1971 1972 1973 1974
Fig. 9-Graph showing total drilling costs
Fig. IO-Photograph of Series 600 pump truck
JOURNAL OF THE SOUTH AFRICAN INSTITUTE OF MINING AND METALLURGY FEBRUARY 1976 333

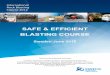
25,~GmH
8 T EMMING 4,8m
'f
~
~2,~m.
{50 Kg. SLURRY
10% AL. i~IAm
L13 8fm/cc.
WO K8. SLURRY0 % AL. iUrn.U5 rm./ee.
550 Kg. SLURRY
7 o~ AL. iD,5m.
L~O grm.Jcc.
l~,~m SUB DRILL
Fig. I I-Section showing typical blast-hole charge
pumped into the blast holes. Thealuminium is also thought to con-tribute to the heat of reaction of theexplosion, and the bottom charge ina typical blast hole now contains ahigher percentage of aluminium thanpreviously. The chemical gassingtechnique must now be applied toall grades of slurry to ensure opti-mum sensitivity, but the density is
still progressively reduced to 1,0gjcm2 or slightly higher in the collarzone of the blast holes. A charge in atypical blast hole at Palabora isshown in Fig. ll.
Since the 600 Series slurry wasintroduced, fragmentation in alltypes of ground has further improvedand powder consumption has de-creased from an average of 0,307 to
3'34 FEBRUARY 1976 JOURNAL OF THE SOUTH AFRICAN INSTITUTE OF MINING AND MET ALLURG Y
0,267 kgjt broken. The resultantcost saving that will arise on thetotal of approximately 83 milliontonnes of rock to be blasted in 1976will be very significant.
PRIMING, CHARGING, ANDTIMING PROCEDURES
When ANFO was used during theearly mining years, a conventional125 mm stick of dynamite initiatedby detonating cord was employed asthe booster. With the introduction ofslurries, 400 g pentolite boosterswere introduced. These are attachedto a double down-line of detonatingc::>rd, and two boosters are placed ineach hole both at 4,6 m from the toeof the hole.
The loading of slurries into blastholes has always been accomplishedby the use of specialized pumptrucks. The introduction of the600 Series slurry necessitated thepurchase of a new series of trucksfrom IEEGO. These have a capacityof 15 000 kg of slurry and arecapable of pumping approximately25 blast holes per truck load. In-cluding the loading and travellingtime, approximately three loads canbe pumped in an eight-hour shift.The three main containers on thetruck carry ammonium nitrate solu-tion, fuel oil, and aluminium, andmixing takes place in a hopper at therear of the truck immediately priorto pumping.
Normally, a standard blast-holecharge is used for all but the front-row holes of a blast. With these, thecharge is dependent on the toe andcrest burdens and is adjusted by theDrilling and Blasting Foreman tosuit particular conditions of thebench face. For the second andsubsequent rows of blast holes, twostandard charges are used dependingon whether a 4,8 or a 6,1 m stemmingheight is required. The stemmingheight selected is dependent on theproximity of the blast to neighbour-ing plant and property. All blastsadjacent to such plant and propertyare charged so as to incorporate thegreater stemming height as a pre-caution against freak flyrock. Blast-ing carried out in approximately25 per cent of the area of the pitfalls into this category.
Table III shows a typical blast-hole charge of various types of

TABLE III
TYPICAL BLAST-HOLI<; CHAHGI<;S
--~-~----
Slurry type300 Series
(Ungassed)Pre-1971
300 Series(Top-load gassed)
1971-74--~---~--_.-
~--
Top load, kg . . . . . . .. .. 250 (0% AI)
-1--------
200 (0% AI) I 100 (0% AI)
350 (7%AI)
Single blast-hole charge
Middle load, kg
Bottom load, kg 250 (7% AI) 250 (7%AI)
Total charge, kg 700 650
Production
Brokcn per blast hole, t .. i 2387I
,II 2119I
TABLE IV
LABOUR COMPLEMENTS FOR DRILLING AND BLASTING
Present pit
--~-----Production ..................................Numberofdrills................................Numberofpumptrucks........................Labour requirements
DrillingAssistant Shift Foreman ....................Driller ..................................DrillLeadman(Primary)....................Drill Leadman (Secondary) . . . . . . . . . . . . . . . .
170 000 t/d63
12111
6
""".. Blasting
III Assistant Shift Foreman ....................11 Pump-truck Operator ......................~ Pump-truck Helper ......................~ Powderman ..............................~ PowdermanHelper ......................~ Blast-hole Tapeman ........................
'D.E.A. Plant. Supervisor ..............................Forklift Driver ..........................Helper. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Totals~~~.. . . . . ..I
63
600 Series(All gassed)
1974-present
150 (10% AI)
600
2247
Expanded pit
-------300 000 t Id
106
I24482
,------I 118I
-----
33423
4
25
108
186
113
slurry as used over the years.The development of timing of
blasts started with a sequence ofblasting row by row using a 13 msdelay between rows. Initiation wasthen changed to the long axis(see Fig. 12), which gave an effectivereduction in burden of approxi-mately 40 per cent. Owing to theoccurrence of numerous misfires, the13 ms delays wcre replaced by 20 msdelays. Better fragmentation wasachieved, but back break was ex-cessive. Next, 40 ms delays weretried between axes with furtherimprovement in fragmentation andreduced backbreak. Subsequenttrials using greater delays showedno additional improvement, so useof the 40 ms delay was standardized.
Whenever possible, shots areblasted from the point of the twofree faces. In the case of box cutsand shots with only one free face, aV cut on the long axis is used.
CONCLUSIONS
The primary objective in open-pitblasting is to fragment rock into thelargest possible size range com-patible with the type and size ofmining equipment to be used inloading, hauling, and crushing therock.
At Palabora, 4,6 m3 (6 yd3)shovels are used to load ore into90-ton trucks, hauling to two 137 by188 cm gyratory crushers. Largershovels and trucks are utilized in themining of waste rock. The frag-mentation being achieved at Pala-bora satisfies the criteria for ore
DOUBLE LINE DETONATING CORD
\/(
.~~DQUm LINE
2 fREE fACeS
Fig. 12-Plan showing sequence of firing
;"
)
JOURNAL OF THE SOUTH AFRICAN INSTITUTE OF MINING AND METALLURGY
fREE fACE
FEBRUARY 1976 335

mining. Ore boulders too large toenter the dipper of a 4,6 m3 (6 yd3)shovel are sorted for secondaryblasting, as are any waste boulderstoo large for the dippers of 7,6 m3(10 yd3) and 9,2 m3 (12 yd3) shovels.It is currently estimated that lessthan 1 per cent of the total tonnageblasted occurs in the form of over-size boulders requiring secondarybreaking.
The major expansion that Pala-bora has embarked on, leading to themining of 300000 t by 1977, neces-sitates the use of even larger miningequipment such as 15,2 m3 (20 yd3)shovels and 150-ton haul trucks. Asa result, it will be possible totolerate a coarser degree of frag-
mentation in most parts of the pit.With this objective in mind, theheight of all future pit benches hasbeen increased from 12,2 to 15,2 m,and tests have been started toevaluate the drilling of larger-diameter blast holes while simul-taneously re-examining blastpatterns, charging ratios, and timing.It is expected that the combinationof larger-diameter blast holf',S andgreater bench height will lead to areduction in the unit costs of drillingand blasting.
ACKNOWLEDGEMENTS
The authors wish to express theirappreciation to the Management of
Discussion of the above paperC. M. LOWNDS* andP. C. SELIGMANN*
The authors are to be congratu-lated on an interesting and well-presented paper. It is clear that thePalabora Mining Company deservesits reputation as an efficient large-scale operation.
The hole placing and firingpatterns employed are of particularinterest to us in the light of ourrecent paperl. Carefully controlledand systematic efforts to improvefragmentation at Palabora led tothe following conclusion on optimumhole placing: 'Generally, the squarepatterns gave inferior results withparticularly heavy backbreak. Themost successful pattcrn was a 6,7 mburden by 7,3 m spacing staggeredpattern'. This optimized hole placing,with a spacing-to-burden ratio of1,09 to 1 is very nearly an equilateral-triangular placing, which has aspacing-to-burden ratio of 1,15 to 1.The accompanying figure shows oursuggested analysis of the 6,7 by7,3 m staggered pattern. On thisbasis, the pattern is for all practicalpurposes indistinguishable from anequilateral-triangular placing ofholes, which we predict gives themost effective distribution of ex-plosives in bench mining.
*AE & Cl Limited
336 FEBRUARY 1976
The unsatisfactory results ob-tained by the placing of holes on asquare grid can also be explained interms of our hypothesis, whichleads to a theoretical performance ofexplosives in square-placed holesthat is only 77 per cent of theoptimum.
The two reported methods offiring both have effective spacing-to-
the Palabora Mining CompanyLimited for permission to publishthis paper and to thank those mem-bers of the Company staff whoassisted in its compilation.
REFERENCES
1. KUSCHKE, O. H., and TONKING,M. J. H. Geology and mining operationsat Palabora Mining Company Limited,Phalaborwa, N.E. Transvaal. J. S. Afr.Inst. Min. Metall., vol. 72, no. 1.Aug. 1971.
2. HoDGEs, P. A. Preparation of thePalabora open pit. Min. Engng,Mar. 1966.
3. CROSSON, C. C., TONKING, M. J. H.,and MoFFATT, W. G. The Palaborasystem of computerised truck control.Unpublished paper, Apr. 1974.
4. BAUER, A. Drilling and blasting atPalabora. Unpublished report, Jan.1971.
burden ratios of 3,4 to 1. The result-ing fairly wide separation of almostsimultaneously fired holes shouldallow the pattern of radial cracksfrom each hole to be well developed.However, judging from the results ofLangefors described in our paper, asmall but possibly significant im-provement in fragmentation shouldbe realized either by the intro-
0
An analysis of the 6,7 by 7,3m hole placing employed by the Palabora MiningCompany
JOURNAL OF THE SOUTH AFRICAN INSTITUTE OF MINING AND METALLURGY

r----II,IIIII
E +
1
... I-"'" I
I If)
I.....If)0
I u
TIIIII
+IIL__-
I.. IS,2m.1
duction of delays between adjacentholes in the rows (as fired) or by thetying-in of the holes on the nextdiagonal to achieve an effectiveburden-to-spacing ratio of 7,7 to 1.
Reference
1. LOWNDS, C. M., and SELIGMANN, P. C.Primary fracture from an array ofshotholes. J. S. Air. Inst. Min. Metall.,vo!. 76, no. 6. Jan. 1976. pp. 307-310.
B. G. FORDYCE*
The theme of this contribution ishow a systems point of view can beapplied to the Management Controlprocess in an open-pit mine system,with a view to better control via arapid practical feedback method ofaccounting.
The sub-systems of drilling, blast-
*Iscor.
Blast area =1400m:l
Borehole diameter =500mmNumber of holes = 4
Total bore hole area = O,81m2
Burden = 15,2mSpacinq =22,9m
ing, loading, hauling, breaking, and.crushing can be identified as themine component of a continuousproduction systeml. The other com-ponent is the beneficiation plant.These sub-systems are interrelated,interacting, and interdependent.
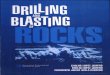
In a recent article, Dick and0lsen2 showed the systemic relation-ships between drilling, blasting, load-ing, hauling, breaking, and crushing(and grinding where practised). Thisis shown in Fig. 1. The cost effectsof two extremes of borehole size areillustrated. Each pattern has thesame area of excavation, and eachpattern is loaded with the samemass of explosives. If both patternsare fired in the same rock formation,the results from the pattern on theleft are
- low drilling and blasting costs- muckpile bloeky and non-uniform
DRilliNG AND BLASTING COSTS
. .In sIze
- higher loading, hauling, breaking,and crushing costs.
In contrast, the results from thepattern on the right are- higher drilling and blasting costs- lower loading, hauling, breaking,
and crushing costs.Bauer3 has shown how shovel
production is affected by diggingconditions in the muckpile resultingfrom blasting. He also shows therelationship between blasting andthe number of shovels and trucksrequired (Fig. 2).
These concepts, although quiteacceptable, have up to now beenextremely difficult to quantify be-cause the focus has been on isolatingindividual sub-system costs. Theonly real way is to conceptualize thesystem as a whole and see the totaleffect on the interrelationships, inter-
1
r.wo;ttt............................... . . ..+:.:.:.:....................................................................
:.:.:.:. :.....................t. ...................... t...........t.........1. . . ..1.&."...
:.:.:.:.:.....................................:.:.:.:...t..t..........t
'.. t
~
E...;;;
~§
Blast area=I/,OOnfBorehole diameter =SOmm
Number of holes =400Total tJorehole area = 0,81m2
Burden = I,SrnSpacinq = 2,3m
Fig. I-Illustration 2 showing two extremes of borehole size. The pattern on theleft contains four 500 mm boreholes, and that on the right 400 50 mm boreholes
JOURNAL OF THE SOUTH AFRICAN INSTITUTE OF MINING AND METALLURGY FEBRUARY 1976 337

1(XX)
800
)-
~000-(/)
0<0 400...J
...J<{
~200f2
00 2
POOR DIGGING
5 SHOVELS
2 SHOVELS
1 SHOVEL
4 6 8 10
TRUCK FLEET SIZE12 14 16 18
1000GOOD DIGGING
3 OR 4 SHOVELS800
1 SHOVEL
>-<0 600-(/)
0
< 4009...J
<.- 200f2
02 4 6 8 10 12 14 16
TRUCK FLEET SIZE
Fig. 2-0utputs3 for different combinations of shovels, trucks, and a singlecrusher under poor and good digging conditions
re~ctor decidingwhen there is~ need foracHon
comparatort~rget orstandard
measurement
inputsproce s s orsitu~tion to becontrolled
outputs
Fig. 3-A feedback control circuit"
338 FEBRUARY 1976 JOURNAL OF THE SOUTH AFRICAN INSTITUTE OF MINING AND METALLURGY

Cost variance Re3ponsibility
R
XI
Pit Super. .X
I
Pit Maintenance Engineer
I
xxx xx X I Pit Super.,
XXX X XI
Pit Maintenance Engineer
I
xxx xx XI
Pit Super.
XXX xx XI
Pit Maintenance Engineer
I
XXX xx xxI
Pit Super.
xxx xx xxI
Pit Maintenance Engineer
I
xxx xx x Pit Super.
xxx I X xI
Pit Maintenance EngineerI
1
---
1
xxxI
x x Pit Super.
xxxI
x xI
Pit Maintenance Engineer
1
II
xxx1
xxx I xxI
Manager Mining
xxx I xxx I xxI
Manager Mining
I
----
I
xxxI
xxx xx Manager Mining
FEBRUARY 1976 339
Actual unit Target unitcosts costs
R R
xxx xx
xxx x
OperationsI
MaintenancoI
I
actions, and interdependencies ofthe sub-systems.
In an organization there are threedecision hierarchies4: strategic plan-ning, management control, and oper-ational control. Briefly, strategic plan-ning is highly innovative and ismainly concerned with long-rangepolicies. Management control is theprocess by which managers use theresources (provided by strategicplanning) efficiently and effectivelyaccording to the organization's goals.Operational control, the lowest level,is concerned with efficient completionof a task.
Management control, which is ourprimary concern, is practically al-ways built round a financial struct-ure, where resources and outputs areexpressed in monetary units. Thus,the annual profit plan is an im-
portant activity in managementcontrol.
System costs are controlled bymanagement actions directed at thesources from which the costs areincurred. A simple feedback controlmodel is shown in Table I.
The direct consting method 5 isthe accounting method that willbest reveal the systemic relation-ships between the system parts.Direct costs are those that varyreasonably accurately with productionvolume (e.g., direct labour, directmaterials) and can be allocated to agroup of products reasonably ac-curately. Associated with the termdirect costs is the term period costs,which are costs required to maintainthe system irrespective of whetherproducts are actually produced ornot. Direct costs are thus the
TABLE I
'manageable' costs and, as such, arethe most important to ManagementControl. '
A very simplified proposed layoutof the presentation format of themonthly costs is shown in Fig. 3,which illustrates how direct costingcan be used in Management Control.The whole mine component is seennow in a digestible format. Variancesbetween target and actual are easilyappreciated, and responsibility foreach sub-system is clearly delegated.Thus, in a typical mine the bestdrilling and blasting sub-systems(as well as other sub-systems) canbe developed because it will soon beobvious how changes in these affectthe mine component as a whole.
To sum up, I feel I have explainedwhy it is important to understandthat an open-pit mine is a con-
DffiECT COSTS OF THE OPEN -PIT MINE COMPONENT OF THE CONTINUOUS PRODUCTION SYSTEMMONTH: MAY 1975
Direct costs per unitm3 or t
Division
OperationsDrilling ..1II
I
Maintenance
Blasting ..
OperationsLoading
"1
I
Maintenance
Hauling Operations
Maintenance
Breaking Operations
Maintenance
Crushing Operations
Maintenance
Total direct costs per unit. . . . . .1
Period costs per unit. . . . . . . . . .1
Total component unit costs 1
JOURNAL OF THE SOUTH AFRICAN INSTITUTE OF MINING AND METALLURGY

tinuous production system, and thave presented a systems approachfor integrated decision-making andcontrol.
References
l. FORDYCE, B. G. Management planningfor a continuous production system.University of South Africa, MBL dis-
sertation, 1974. p. 211.2. DICK, R. A., and OLSEN, J. J. Choosing
the proper borehole size for benchblasting. Min. Engng,. vo!. 24, no. 3.1972. p. 41.
3. BAUER, A. Current drilling andblasting practices in open pit mines.Min. Congo J., vo!. 58, no. 3. 1973.pp. 25-27.
4. ANTHONY, R. N. Planning and controlsystems,. a framework for analysis.
Graduate School of Bus. Admin.,Harvard University Press, 1965. pp. 16-18.
5. NATIONAL ASSOCIATION OF ACCOUNT-ANTS. Current application of directcosting. Research report No. 37. NewYork, 1961. p. 58.
6. SCHUTTE, F. G. Directive management.Pretoria, School of Business Leader-ship, University of South Africa, 1971.p. 10.
Company AffiliatesThe following members have beenadmitted to the Institute as Com-pany Affiliates.
AE & Cl Limited.AfroxjDowson and Dobson Limited.Amalgamated Collieries ofS.A. Limit-
ed.Apex Mines Limited.Associated Manganese Mines of S.A.
Limited.Blackwood Hodge (SA) Limited.Blyvo()ruitzicht G.M. Co. Ltd.Boart & Hard Metal Products S.A.
Limited.Bracke:l Mines Limited.Buffelsfontein G.M. Co. Limited.Cape Asbestos South Africa (Pty) Ltd.Compair SA (Pty) Limited.Consolidated Murchison (Tvl) Gold-
fields & Development Co. Limited.Deelkraal Gold Mining Co. Ltd.Doornfontein G.M. Co. Limited.Durban Roodepoort Deep Limited.East Driefontein G.M. Co. Limited.East Rand Prop. Mines Limited.Envirotech (Pty) Ltd.Free State SaaiplaasG.M. Co. Limited.Fraser & Chalmers S.A. (Pty) Limited.
Gardner-Denver Co. Africa (Pty) Ltd.Goldfields of S.A. Limited.The Grootvlei (Pty) Mines Limited.Harmony Gold Mining Co. Limited.Hartebeesfontein G.M. Co. Limited.Highveld Steel and Vanadium Corpo-
ration Limited.Hudemmco (Pty) Limited.Impala Platinum Limited.Ingersoll Rand Co. SA (Pty) Ltd.Kinross Mines Limited.Kloof Gold Mining Co. Limited.Lennings Holdings Limited.Leslie G.M. Limited.Libanon G.M. Co. Limited.Lonrho S.A. Limited.Loraine Gold Mines Limited.Marievale Consolidated Mines Limit-
ed.Matte Smelters (Pty) Limited.Northern Lime Co. Limited.O'okiep Copper Company Limited.Palabora Mining Co. Limited.Placer Development S.A. (Pty) Ltd.President Stern G.M. Co. Limited.Pretoria Portland Cement Co. Limit-
ed.Prieska Copper Mines (Pty) Limited.Rand Mines Limited.
Rooiberg Minerals Development CoLimited.
Rustenburg Platinum Mines Limited(Union Section).
Rustenburg Platinum Mines Limited(Rustenburg Section).
St. Helena Gold Mines Limited.Shaft Sinkers (Pty) Limited.S.A. Land Exploration Co. Limited.Stilfontein G.M. Co. Limited.The Griqualand Exploration and Fi-
nance Co. Limited.The Messina (Transvaal) Develop-
ment Co. Limited.The Steel Engineering Co. Ltd.Trans-Natal Coal Corporation Limic-
ed.Tvl Cons. Land & Exploration Co.Tsumeb Corporation Li mited.Union Corporation Limited.Vaal Reefs Exploration & Mining Co.
Limited.Venters post G.M. Co. Limited.Vergenoeg MiningCo. (Pty) Limited.Vlakfontein G.M. Co. Limited.Welkom Gold Mining Co. Limited.West Driefontein G.M. Co. Limited.Western Deep Levels Limited.Western Holdings Limited.Winkelhaak Mines Limited.
340 FEBRUARY 1976 JOURNAL OF THE SOUTH AFRICAN INSTITUTE OF MINING AND METALLURGY