Embed Size (px)
Citation preview

The Dynamic Tightening of a Bolted Joint Paul Copeland
Engineering Methods, Inc. Michael Oliver, Ph.D.
Mercer Engineering Research Center Abstract
In an assembly that contains threaded fasteners, the nut or bolt needs to be physically tightened to a specific torque. This is usually performed with a torque gun operating at a specific speed to drive the fastener to the final torque target. This type of tightening process is considered “dynamic” in the fastener community. The act of dynamically tightening a fastener creates tension in a bolt, clamp-load in the jointed members, and a complex set of shear stresses in the under-head region as well as in the engaged portion of the threads of the fastener. FEA models of fasteners are usually created without these internal and external threads (without a helical thread path). The clamp-load is then created in the FEA joint with the aide of pre-tension elements and not through the application of a physical torque. Analysis conducted with the aide of these pre-tension elements thus needs to be considered “static”. These elements not only fail to produce the actual shear stresses, but also do not accurately depict the deflection and plastic deformation in both the bearing surface and engaged threads of the fastener when non-linear material properties are used. A new type of bolted joint model has been developed which allows for the dynamic tightening of a bolt into a threaded through-hole using non-linear material models and a helical thread path. This model was patterned after an actual joint created in a test laboratory. The thread and under-head coefficients of friction were measured from the actual joint and were then used as inputs for the new model. Comparison of the clamp-load results from the model and the actual joint showed a 0.15% difference when 50 deg of rotation was applied to both the actual and FEA bolts. The average plastic deformation on the bearing surface of the joint from the model matched that of the actual joint, 0.003 mm. The pretension model showed no evidence of plastic deformation on the bearing surface however.
Introduction The use of FEA software to determine the resultant forces on an assembled bolted joint has been become increasingly popular in recent years. Users of FEA code determine the affects of cyclic, thermal, and shear/axial loading on an assembly with one or more fasteners (screw or a nut and bolt) that secure an assembly together. However, the clamp-load or pre-tension in the joint had to be created prior to any external load being placed onto this joint. There are several means of creating the clamp-load. 1) A beam element is created, which represents the distribution of the clamp-load through the assembled jointed members (basically a spot weld). 2) An actual bolt is modeled, but does not contain threads. The shank of the bolt is attached to the jointed members either through the use of contacts or Boolean operations. Clamp-load is created with the use of pre-tension elements. 3) An actual bolt is modeled complete with non-helical threads. These non-helical threads are also modeled into the jointed members or into the associated nut. Clamp-load in the joint is also created with the aide of pre-tension elements.
The advantages of using the above methods are low computation time. However, there is one rather large assumption with these methods; the shear forces and resulting deflection created in both the bearing surface and in the threads of the joint, as a direct result of the torquing the fastener to a targeted torque, are negligible. The purpose of this paper was to demonstrate that this assumption is neither accurate nor prudent through the use of a new FEA bolted joint model which dynamically tightened a bolt into a threaded through hole. A comparison was made of this new model with that of model using pre-tension elements. Additionally, both models contained internal and external helical threads.

Creating the Dynamic Model The bolted joint discussed in this paper was patterned from an actual bolted joint created in a Fastener Laboratory. The joint consisted of a bolt and a nut-block, as shown in Figure 1. The bolt was ground from an ISO 10.9 property class steel material, with a hardness of approximately 36HRC. The nut-block was machined from a single piece of 6061-T6 aluminum. The external thread of the bolt was M10 x 1.5 mm 6g6g while the internal thread was M10 x 1.5 mm 6H6H. The number/letter combination for each thread created the maximum and minimum form limits; major diameter, pitch diameter, and minor diameter per ASME/ANSI B1.13M (Reference 1). The diameters for both the internal and external threads were set at their nominal conditions, midway between the maximum and minimum values.
Another nut-block was machined similar to that of Figure 1. However, the machining was carried further to allow the bearing surface and the threaded section of the nut-block to be separated from the through-hole as seen in Figure 2. The bearing surface or washer and the loose nut were then placed into a torque/tension load-cell to measure the thread and under-head coefficient of friction (CoF) values. This load-cell measures both clamp-load as well as the under-head torque developed through the act of tightening a fastener. A schematic of a typical load-cell is shown in Figure 3.
Figure 2 Drawing of the machining of a nut-block to create the nut and washer required to measure the thread and under-head CoF values.
Figure 1 Drawing of bolted joint created in the laboratory consisting of a M10 x 1.5 mm bolt and a nut-block.

The governing equation of torque, from either the ISO 16047 (Reference 2) or the DIN 946 (Reference 3) specifications, indicate that the torque applied to a joint is equal to the sum of the under-head torque and thread torque as seen in Equation 1.
thdundApplied TTT += 1
Equations 2 and 3 show the relationship between the thread torque and thread CoF as well as under-head torque and under-head CoF. Here P is the clamp-load, pitch is the pitch of the thread, dm is the nominal diameter of the thread, and Dkm is the average between the through-hole diameter of the nut-block and the diameter of the bolt flange.
m
thd
thd d
pitchPT
578.0
159.0−
=µ 2
=
km
undund PD
T2µ 3
A Teflon based lubricant was applied to the under-head region and threads of the bolt. The bolt was then inserted against the aluminum washer and then into the load-cell. The aluminum nut was then rotated onto the threads of the bolt. The bolt was tightened to torque of 45 Nm with an electric torque gun. The developed clamp-load and both the thread and under-head CoF were then plotted versus the time of data acquisition, Figure 4. Note how the CoF values are a function of the clamp-load and that the two frictional values are different from each other. Additionally, the under-head CoF is lower than that of the thread CoF. Data was obtained from the graph at a clamp-load value of 28 kN (0.148 for the thread CoF and 0.051 for the under-head CoF).
The same bolt was then inserted into the actual aluminum nut-block of Figure 1. An ultrasonic piezoelectric sensor was added to the end of the bolt to measure the amount of clamp-load developed in the joint due to the application of torque. The Teflon lubricant was again added to the thread and under-head region. The bolt was then torqued to 52 Nm with the aide of an electric toque gun rotating at 100 rpm. Data was
Figure 3 Drawing of a typical torque/tension load-cell configuration.

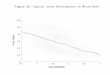
obtained from the resulting curve at an angle of 50 deg of rotation from the onset of clamp-load, Figure 5. The clamp-load measured at this amount of rotation was found to be 38,630 N. The bolt was removed from the nut-block and the maximum amount of plastic deformation on the bearing surface was measured to be approximately 0.003 mm.
Figure 4 Graph of the clamp-load, and thread and under-head CoF plotted versus time of acquisition.
Clamp-Load
Thread CoF
Under-Head CoF
Figure 5 Graph of the clamp-load and applied torque plotted versus angle of rotation for the actual joint. The angle between Points a1 and a2 is 50 deg
Torque
Clamp-Load

Development of the Dynamic Model The FEA model was created using ANSYS Mechanical v10.1. The profiles of both the internal and external threads were established first. The internal threads were defined by five key points and the external by six. These points represent the intersection of lines and curves comprising the shape of threads as per equations established by ANSI/ASME 1.13M (Reference 1) specification and were calculated for the M10 x 1.5 thread profiles. The locations of these points for both the internal and external threads are shown in Figure 5. Here, Points A to E are for the internal threads and 1 to 6 for the external threads.
The flank surfaces of the threads were created using the major and minor diameters of both internal and external threads. Initially, the angular extent of these surfaces along the path of the helix was 45°. Once established, they were then copied and stacked on top of each other to create a seamless thread helix. Both sets of threads were then truncated both at the top and bottom ends, Figure 6. This thread truncation (machining) is representative of what occurs in an actual joint, especially in the nut or internal threads.
The nut-block was created by first adding the internal threads to the inner surface of a hollow cylinder. The resulting solid was a 12 mm long nut with 1.5 mm pitch threads to provide an eight thread engagement. This internal threaded solid was then “glued” to an 18 mm long square block with 11 mm diameter hole to form the nut-block (matching the drawing from Figure 1). Note that the internal threads were created separately from the nut-block so that the three solids could be meshed at different mesh density; higher density in the threads where the critical analysis was required, and lower mesh density in the nut-block, where the analysis results were less critical.
The creation of the external threads was performed by adding the external threads to the outer surface of a hollow cylinder. A solid cylinder was then inserted inside this threaded solid. This procedure was used to generate the external threaded bolt so that a denser mesh could be generated in the threaded region, and a coarser mesh in the center section of the attached solid cylinder, where critical analysis was not required. The remaining parts of the bolt such as the shank, heavy hexagonal head and flange were added to the external-threaded cylinder. The dimensions of these volumes were calculated from the ANSI B18.2.3.4M (Reference 4), which subsequently match those of the actual bolt used in this investigation. The volumes that made up the bolt were then glued together to prevent rigid body motion when the model was executed.
Figure 6 Drawing of the base key point locations for both the
internal and external threads.

The critical areas such as the flank areas of both the internal and external threads, as well as the bearing surface of the nut-block and the flange of the bolt, were initially meshed with MESH200 elements. The volumes, which are attached to these areas, were then meshed with SOLID186 20-node tetrahedral elements. The remaining volumes of the bolted joint were meshed with SOLID187 10-node tetrahedral elements.
Two contact areas were created in dynamic model; between the internal and external threads as well as between the flange of the bolt and the bearing surface of the nut-block, Figure 8. Default contact setting was used in both contact areas including standard initial contact. Each contact area did have its own CoF value however, measured from the friction experiment discussed previously. The under-head of the bolt was allowed to both rotate about the z axis as well as expand radially as the bolt was tightened against the nut-block’s bearing surface. The external threads were allowed to also rotate about the z axis as well as contract radially due to the elongation of the bolt. The nut-block was held fixed in the x-y-z directions but the internal threads were allowed to expand radially as clamp-load and pressure increased due to the rotation of the bolt.
A pilot node was created inside the head of the bolt as the target with the faces of the hexagonal features of the bolt head as the contacts. A rotation was applied to the contact surfaces using the D,NODE,ROTZ,VALUE command.
The completed model had 291,981 elements, 423,772 nodes, and 1.27m degrees of freedom (DoF). There were two materials used in the model, steel and aluminum. The steel was patterned after the ISO 10.9 property class bolt material with a modulus, yield strength, tangent modulus, and Poison’s Ratio of 203,403 MPa, 830 MPa, 138,526 MPa, and 0.295 respectively. The aluminum was patterned after 6061-T6 with a modulus, yield strength, tangent modulus, and Poison’s Ratio of 68,900 MPa, 46,665 MPa, 276 MPa, and 0.29 respectively. Both materials were allowed to linearly plastic deform using the BKIN rules.
Figure 7 Internal threads following flattening or truncation of the threads on top and bottom.

The following assumptions were made in the creation of this model:
1. The threads are perfect; no thread form errors such as errors in pitch, included angle, taper, or out-of-round were present.
2. The flange of the bolt was perpendicular to the shank of the bolt.
3. The torque applied at the hexagonal head of the bolt was uniform.
One load-step, with a minimum of 20 sub-steps with ramped loading, was used to solve the dynamic model in batch mode. The clamp-load developed due to the 50 deg rotation was found to be 38,574N. This is 0.15% different than what was obtained with the actual model torqued using an electric gun (38,630 N). The average plastic Von-Mises deformation across the bearing surface of the nut-block was found to be 0.003mm. This matched the measured value on the actual model.
Development of the Pre-tension Model One of the current means of establishing clamp-load in a bolted joint is to use pre-tension elements. These elements apply a tensile or compressive load to a body along a path corresponding to the boundaries of the elements picked for the operation. When the pre-tension elements are created in the shank of the bolt, the ANSYS algorithm brings both cut sections of the shank together to the inputted load. This creates tension in the bolt and compression in the jointed members to a magnitude of the inputted load.
The purpose of this investigation was to compare the results of creating clamp-load using the pre-tension model to that of the new dynamic version. Plastic deformation and developed stress of the thread and bearing area from both models will be compared.
The APDL code used to create the dynamic model was used to create the pre-tension model. However, the pilot node with its target and contacts were deleted from the head of the bolt in this second version. In its place, a set of pre-tension elements were created on the shank of the bolt using the volume’s SOLID186 elements. The resulting clamp-load from the dynamic model, following a rotation of 50 deg (38,574 N) was used for the applied load in this pre-tension model. The model was executed and solved using a minimum of 20 sub-steps with ramped loading. The resulting clamp-load developed matched the applied value.
A B
Figure 8 Axisymmetric plot of the bolted joint showing the two areas of contact; Area A is the under-head and Area B are the threads

Comparing the Results The bolt in the dynamic model rotated 50 deg to create the clamp-load in the joint whereas the clamp-load in the pre-tension model was created by applying this same clamp-load in a tensile or static manor. Even-though the contact areas in the pre-tension model were allowed to slide in a radial manor, there was no rotation and subsequent development of associated shear forces.
The bearing surfaces from both models were isolated and the resulting volumes were plotted with the equivalent stress, Figure 9 for the dynamic model and Figure 10 for that of the pre-tension model. Note the difference in both the magnitude and extent of the stress between the two models. This is due to the fact that the dynamic model is creating shear stresses and the pre-tension model is not. Recall that the yield stress for this 6061-T6 aluminum material is 276 MPa. This indicates that the bearing surface of the dynamic model yielded whereas the pre-tension model did not. Figures 11 and 12 shows the equivalent plastic deformation on the bearing surfaces for the dynamic and pre-tension models, respectively. Note that the pre-tension model showed no evidence of plastic deformation.
Figures 13 and 14 shows the equivalent stress on the internal threaded volume for the dynamic and pre-tension models respectively. The arrow depicts the initiation point of the helical of the thread. The maximum pressure develops at a point where full contact of the flanks of the internal and external threads occurs (about 45 deg from start of the thread). Note that the magnitude of the pressure is larger for the dynamic model. Figures 15 and 16 shows the equivalent plastic deformation on the internal threaded volumes for the dynamic and pre-tension models respectively. The magnitude of the plastic deformation is larger on the dynamic model compared to that of the pre-tension model.

Figure 10 Von Mises stress of the static model’s nut-block bearing surface.
Figure 9 Von Mises stress of the dynamic model’s nut-block bearing surface.

Figure 11 Von Mises plastic strain of the static model’s nut-block bearing surface.
Figure 12 Von Mises plastic strain of the dynamic model’s nut-block bearing surface.

Figure 13 Von Mises stress of the dynamic model’s internal threads.
Figure 14 Von Mises stress of the static model’s internal threads.

Figure 16 Von Mises plastic strain of the static model’s internal threads.
Figure 15 Von Mises plastic strain of the dynamic model’s internal threads.

Conclusion A FEA model had been created that allowed for the physical tightening of a bolt to create clamp-load in a bolted joint. This type of tightening is deemed dynamic because it mimicked the method of tightening a fastener in reality. This new method was compared to the conventional way of establishing clamp-load in a bolted joint via the use of “pre-tension” elements. This later method was deemed static because no rotation occurred. The static and dynamic models contained internal and external threads, which allowed both to be more realistic. The bolt was steel and the threaded through-hole nut-block was aluminum.
The following are the results of this investigation:
1. The actual joint developed 38,570N of clamp-load through a physical rotation of 50 deg.
2. The bolt of the new dynamic model was rotated 50 deg and produced 38,630 N of clamp-load. This represents a 0.15% difference between the FEA model and the actual joint it was patterned after. The maximum amount of plastic deformation on the bearing surface of the nut-block in the dynamic model was measured to be 0.003 mm. This matched that of the actual joint.
3. A load of 38,570 N was applied to the shank of the bolt in the static model as pre-tensioned elements. No plastic deformation on the bearing surface was evident on this pre-tension model however.
4. The maximum Von Mises pressure on the bearing surface of the nut-block was found to be 613 MPa for the dynamic model and only 211 MPa for the static model. This represents a 66% difference between the two pressures. The difference was due to the rotational shear forces produced in the dynamic model, which were non-existent in the pre-tension model.
5. The maximum Von Mises pressure on the internal threads of the nut-block was found to be 830 MPa for the dynamic model and 771 MPa for the static model. This represents a 7% difference between the two pressures.
6. The maximum Von Mises plastic deformation on the internal threads of the nut-block was found to be 0.038 mm for the dynamic model and 0.005 mm for the static model. This represents a 18% difference between the two deformations.
Discussion The results of the bolt rotation of the dynamic model matched that of the actual joint it was patterned after with respect to clamp-load and plastic deformation of the bearing surface. This indicates that the dynamic model is an excellent representation of the actual joint. The pre-tension model matched poorly to the actual joint with respect to the bearing surface. However, the stress and plastic deformation of the internal threads of both the dynamic and static models were not all that different. This is probably due in part to the helical nature of the threads. For the pre-tension model, the standard contacts in the threads allowed for sliding and slight rotation of the bolt threads on the nut threads. This same sliding/rotating action was evident in the dynamic model, but with a larger magnitude.
Future Work Secondary analysis could be applied to either the dynamic or static model once it has been solved. This secondary task could be thermal cycling, the application of a shear force, or possibly a fatigue cycle. At the time of this writing, a thermal cycle was being applied to both models to determine how well both models follow the results of the actual joint. Additionally, the size of the model is being refined in order for the solve time can be reduced as much as possible. This model is also being examined for the possibility of incorporating the algorithm into Workbench.
References 1) ASME/ANSI B1.13M 1983 Metric Screw Threads – M Profile

2) ISO 16047 Fastener – Torque/Clamp Force Testing, 2000
3) DIN 946 German Standards (CIN-Normen), Determination of Coefficient of Friction of Bolt/Nut Assemblies Under Specified Conditions, October 1991
4) ANSI B18.2.3.4M 2001 Metric Hex Flange Screws