Embed Size (px)
Citation preview
Fibre Chemistry, Vol. 25, No. 4, 1993
THE FB7 UNIT FOR PREPARING FILM-TYPE TOES
The new FB7 unit for the preparation of film-type toes was developed and designed on the basis of experience in operating 600 units supplied to various countries in the world.
Thanks to the checked-out block principle, the improved FB7 unit can also be designed optimally for the customer in
conformity with the product being produced, i.e., toes intended for weaving, low-shrinkage toes, woven tapes, used as a
binding material, and cable articles. The standard working width of series FB7 units for the preparation of film-type toes may be 1000, 1300, or 1600 mm.
Component Elements of the Unit
Depending on the required capacity of the unit, high-productivity extruders, series E8, with diameters of 90, 105, or
120 ram, may be used. They are equipped with loading hoppers having easily replaceable grooves or smooth sleeves.
The new geometric features of the combined, barrier, and double-grooved worms in combination with pumps which
meter melt delivery or without them ensure good uniformity of the material processed and delivery of the melt which does not
depend on pressure at a constant melt temperature. All this creates premises for the preparation of high-quality toes.
The filters for the melt, which operate by continuous principle, are characterized by a large service life and eliminate
an increase in melt pressure on contamination of the f'dter grid; therefore the extruder always operates under constant
conditions. This has much importance in preparation of toes with identical properties corresponding to high requirements.
The Flexlip or Autoflex spinning elements for the preparation of fiat film, which have sizes respectively of the working
width of the machine, ensure an optimum distribution of the melt and an optimum processing regime, which makes it possible
to obtain toes with small deviations with respect to linear density or properties.
Depending on the purpose of the toes, for cooling of fiat film there are used water baths with a modified cooling water
circulation system or a device based on cooling rolls.
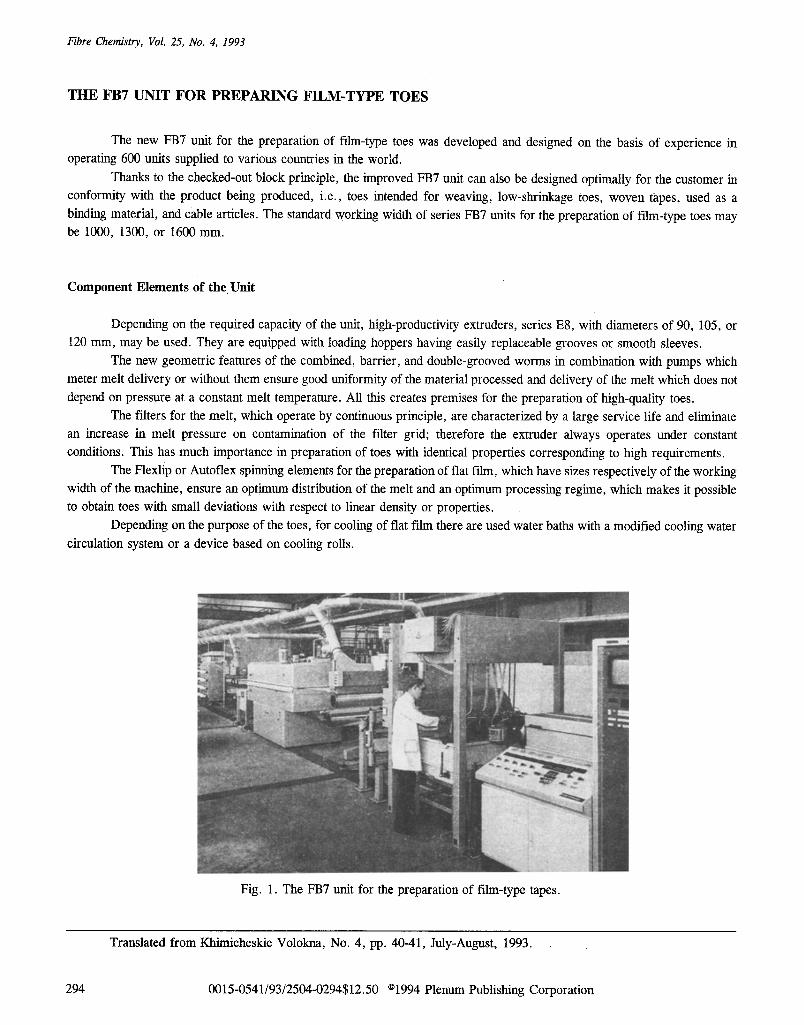
Fig. 1. The FB7 unit for the preparation of film-type tapes.
Translated from Khimicheskie Volokna, No. 4, pp. 40-41, July-August, 1993.
294 0015-0541/93/2504-0294512.50 ©1994 Plenum Publishing Corporation
In the latter case a type SWA cooling shaft having a diameter of 610 mm is used. It has a quickly replaceable outer
shell which can be replaced on damage to the shaft to the roll surface. If the channels in the cooling roll become hard, they
can be quickly and easily cleaned by removing the outer shell.
A device for measuring the linear density of the film, which is used after the water bath or after the takeup of the film
on the cooling roll, constantly monitored tolerances with respect to this figure. Based on the results of measurements which
are recorded on a screen, control of the metering pumps or extruder and, if needed, of the Autoflex spinning device, guarantees
only slight deviations with respect to the linear density of the film-type toes and a high economy of the unit.
The tested 8-position cutting unit can be additionally equipped with a vibrating device for film, which makes it possible
to increase the service life of the cutting knives.
The stretching mechanisms are equipped with rolls which are 280 nun in diameter. Depending on requirements, it is
possible to use heatable rolls, cooled rolls, or roils with a special surface. The rolls are brought into action by the use of a two-
stage cyiindrical reducer and clutch, located coaxially with an ac motor having frequency control or with a dc motor having
electronic control. This construction which is convenient in servicing ensures a uniform operation of the stretching mechanism
with only slight deviations. The heating chambers which use hot air operate in a double-loop system with a temperature
tolerance of + I ° C , and they can have a length up to 4 m.
The units for heat setting, which have up to ten rolls 400 mm in diameter with oil heating, and with a double-loop drive
and a regulatable speed, make it possible to prepare toes with a very low shrinkage at production speeds of 300 m/min.
For takeup of the toe the EKS201 winding head is used which has been improved as compared with the preceding
model; these operate with cartridges having an internal diameter of 35 or 90 ram, and at a winding speed of up to 350 m/min.
Together with the device for return of cuttings along the edges of the film which has been used up till now, the "In-
Line" system for repeated use has been developed at present, this affords the possibility of returning to process also waste
formed in startup of the unit.
The FB7 unit for the preparation of film-type toes can have the standard control which has been well known up until
now or a combined process control system. There is also opportunity to automate control of the unit by the use of a modular
unit.
295