Embed Size (px)
Citation preview

Pg 1
The Genie in the Bottle
Implementing and Sustaining Lean

Pg 2
What We’ll Cover
1. Introduction
2. The Definition of “True North”
3. Key Philosophies Successful Lean Organizations
4. Quick review of the Toyota House
5. Discussion Activity on Why has Toyota been so successful,
and what went wrong with Toyota’s Quality?
6. Why Organizations fail in Lean Implementation
7. The Four Capabilities
8. Avoiding the 8th Waste Through Building Trust
9. Additional Tips for Sustaining your Journey

Pg 3
What is “True North”?
(1) ON DEMAND, IMMEDIATE - Pull - 0 Lead Time (2) 1 BY 1 - Batch Size of 1 - 0 Changeover Time (3) DEFECT FREE
(4) NO WASTE, LOWEST COST 1. Over production 2. Inventory 3. Defects, rework 4. Motion (Non value added) 5. Waiting 6. Conveyance, material handling 7. Processing 8. Under Utilization of People (5) SAFE - Physical - Professional (job stability, security) - Emotional (fear, threats)

Pg 4
Key Philosophies
1. The Customer always comes first (internal and external)
2. People truly are the most valuable resource
3. Kaizen (Continuous Improvement) is a way of life, not an event
4. Focus on the shop floor

Pg 5
Quick Review- The Toyota House

Pg 6
• Why has Toyota been so successful in its application of
TPS?
• Despite Toyota’s willingness to share its practices, why
do so many companies fail at Lean/TPS?
• Is there some secret to the Toyota Production System that
Toyota hasn’t shared with others?
• Is their success due to cultural differences between
Japanese and others?
• What caused Toyota’s Quality problems in recent years?
Quick Discussion…

Pg 7
• Rapid expansion in the 1980’s and 1990’s
• Technological advances in how Cars and Trucks are built.
Reasons for Toyota’s Struggle with Quality

Pg 8
The Fallen House…
l If you Google the Term “Muda” you will get 51,400,000 hits.
While at the same time, if you Google the term “Jidoka” you
only get 130,000 hits!
Just In Time: -Flow
-Takt Time
-Pull System
Leveling Standardized Work Kaizen

Pg 9
Why Organizations fail…?
-Copy lean tools only without making the work self diagnostic and
without embracing the Human side of the Lean Journey
-Working around problems even when they are recognized
-Failure to share knowledge gained throughout the Organization
-Lack of training and mentorship to enable their Teams to design
work, improve work, and implement changes based on new
knowledge

Pg 10
Reasons for Toyota’s Success
• Toyota has developed a culture where how work is performed is tightly
coupled with how that work is improved toward True North.
• Additionally, four main capabilities exist in Toyota that have allowed them
to make steady improvements over time leading to their superior
performance….
Pg 11
The Four Capabilities of the Operationally Outstanding.

Pg 12
Background
1990- The Book “The Machine that Changed the World” is
published. Based on MIT’s 5 year, 14 country study of the Auto
industry, it was the first book to examine Toyota’s Production
System.
In 1999 Steven J. Spear and H. Kent Bowen wrote a Harvard
Business Review Paper Titled: “Decoding the DNA of the Toyota
Production System.”
This paper outlined the “Four Rules” that Toyota used as the
bedrock of its production systems, and explained how these rules
are ingrained into every aspect of their organization.
“The Capabilities of the Operationally Outstanding” Are 4 key
competencies that Spear recognized as being deeply imbedded in
Toyota’s culture. These competencies are also present in other
Organizations that are successful in their Lean journey.

Pg 13
• All work is highly specified as to content, sequence,
timing, and outcome.
• Every customer/supplier connection must be direct, and
there must be a crystal clear way to send requests and
receive responses.
• The pathway for every product and service must be
specified, simple, and direct.
• Any improvement must be made in accordance with a
scientific method, under guidance of a teacher, at the
lowest possible level within the organization.
The Four Rules
Pg 14
• All work is designed so best practices are captured and
problems are evident immediately.
• Problems are immediately addressed, both to contain
them, and to trigger problem solving activities.
• Knowledge generated locally becomes systemic through
shared problem solving.
• The most senior management has to own the capability
development process.
Characteristics of a Lean Organization

Pg 15
PRESPECIFICATION AND
EMBEDDED TESTS
Making the work self diagnostic

Pg 16
VIBRATION WHEN GOING OFF THE ROAD
Prespecification
Embedded Test

Pg 17
ROTTEN EGG SMELL OF NATURAL GAS
Prespecification
- No Leaks
Embedded
Test

Pg 18
VISUAL & AUDIBLE LOW ON FUEL
Prespecification
Embedded Test

Pg 19
VISUAL SPEED MONITORING
Prespecification
Embedded Test

Pg 20
VISUAL COLOR CHANGE WITH TEMPERATURE
Prespecification
- Too hot for Baby!
Embedded Test

Pg 21
AUDIBLE WARNING VEHICLE HEIGHT
Prespecification
Embedded Test

Pg 22
PROCESS DESIGN
The Four Levels
(SYSTEMS, PATHWAYS, CONNECTIONS, ACTIVITIES)

Pg 23
System – Output “Pre-Specification”

Pg 24
System – Output “Embedded Tests”
Actual output can be color
coded as based upon a
deviation from the target.
Sounds or the visual can alert
T/L’s of abnormality.
Actual output can be color coded
as based upon a deviation from
the target. T/L would observe the
results x-times per shift for
abnormalities.
Ex. 1 – Electronic PC Board Ex. 2 – Manual PC Board

Pg 25
Pathway – Responsibility “Pre-Specification”
Ex. 1 - Production Process Ex. 2 - Quality Process

Pg 26
Pathway – Responsibility “Embedded Tests”
Ex. 2 – Sequence (Order) Ex. 1 – Who (Responsibility)

Pg 27
Connection– Handoff “Pre-Specification”
The customer (prod.) will
turn light on when materials
are needed. The supplier
(materials) will be clear that
a request has been made.
Ex. 1 - Light Signal Ex. 2 - Kanban Signal
Request for
material is
made by
placing the
empty rack in
the pre-
specified
location. The
response is to
fill the empty
rack with the
pre-specified
quantity and
return to
location.
Pg 28
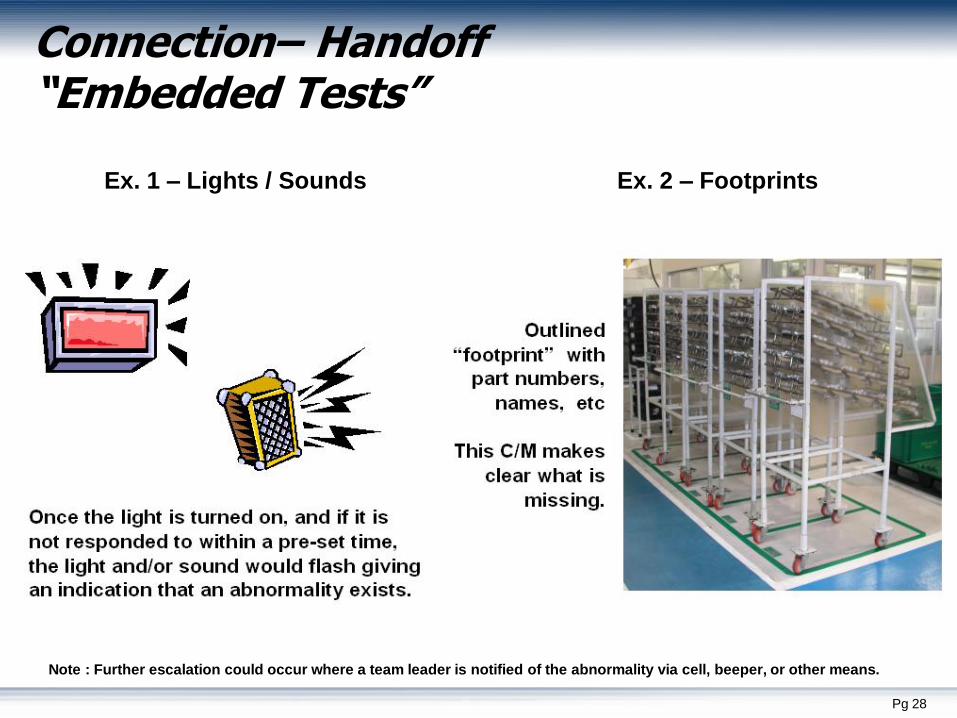
Note : Further escalation could occur where a team leader is notified of the abnormality via cell, beeper, or other means.
Ex. 1 – Lights / Sounds Ex. 2 – Footprints
Connection– Handoff “Embedded Tests”

Pg 29
Activity – Method “Pre-Specification”
Example: STANDARDIZED WORK – Quality Inspection

Pg 30
Activity – Method “Embedded Tests”
Ex. 1 – Team Leader Ex. 2 – Sequence (Order)

Pg 31
Quiz Time!

Pg 32
ANDON CALL FOR PRODUCTION PROBLEMS
CONNECTION

Pg 33
SAFETY EXPECTATIONS FOR CELL
SYSTEM

Pg 34
PART TAGGED WITH INFORMATION FOR NEXT STATION
CONNECTION

Pg 35
DESIGNATION OF WHO IS RESPONSIBLE FOR WHAT ROLE
PATHWAY

Pg 36
STOCK MATERIAL ORDERING TAG
CONNECTION

Pg 37
OPERATOR TOOLING ORGANIZED FOR CHANGEOVER
ACTIVITY

Pg 38
MAINTENANCE PROCESS PERFORMANCE BOARD
SYSTEM

Pg 39
TAG USED TO ORDER REPLACEMENT MATERIAL
CONNECTION

Pg 40
OPERATOR CLEANING MATERIALS ORGANIZED
ACTIVITY

Pg 41
SHIPPING SCHEDULE
CONNECTION

Pg 42
SYSTEM OUTPUT BOARD WITH RESPONSIBILITIES SHOWN
PATHWAY

Pg 43
LOCATION DESIGNATION FOR MATERIAL CART
1.Activity 2.Connection

Pg 44
STANDARD WORK CHART
ACTIVITY

Pg 45
PRODUCTION PROCESS PERFORMANCE BOARD
SYSTEM

Pg 46
COMMUNICATION OF NEXT PRODUCTION JOB
CONNECTION

Pg 47
OPERATOR COLOR CODED CHANGEOVER TOOLING
ACTIVITY

Pg 48
PRODUCTION PROCESS PERFORMANCE BOARD
SYSTEM

Pg 49
SIGNAL THAT CHANGEOVER HAS STARTED
CONNECTION

Pg 50
1. MODIFICATION OF WORK FOR Operator # 3 & # 4
1. ACTIVITY 2. PATHWAY
2. REBALANCE OF WORK BETWEEN OPERATERS

Pg 51
OPERATOR TOOLS ORGANIZED FOR CHANGEOVER
ACTIVITY

Pg 52
Why is it Important to Categorize the Four Levels?

Pg 53
Problem Solving

Pg 54
Prevention vs. Detection
Preventing a
heart attack?
Which is better?
or Have a heart
attack and seek
treatment
afterwards?

Pg 55
Detection vs Prevention

Pg 56
Common Roadblocks to Problem Solving
l Common Roadblocks
l Problem not well defined
l Problem solving effort is untimely
l Poor team dynamics
l Participants – lack of understanding of problem solving and problem solving
techniques
l Inadequate resources allocated – not enough time
l Root cause not identified
l Management support

Pg 57
Key Element Number 1- “Go and See”
• When a problem surfaces, go to the actual workplace and see
for yourself what is happening.
-The Actual Product
-The Actual Process
-The Actual Place
-The Actual Person
-In a Timely Manner (rapid response)
• Treat the process or area where the problem is occurring as a
crime scene. (Just like CSI)

Pg 58
Key Element Number 2- Use a Scientific Method
• Toyota and other Successful Lean Organizations always use a
Scientific Method in their problem solving activities.
1. Analyze the Problem*
2. Determine Root Cause (Your Hypothesis)*
3. Implement a Countermeasure
4. What is the Expected Outcome?
5. What is the Actual Outcome?
6. What did we LEARN? ( Expected vs. Actual)
*The complexity of the problem typically determines the best approach for
analyzing the problem and determining root cause.
-Basic= 5 Why, Fishbone etc
-Advanced= Six Sigma, Point of Cause

Pg 59
1. Problem Description Problem Level (SPCA) 2. Root Cause 3. Countermeasure 4. Expected Outcome 5. Actual Outcome 6. Learning
Operator is not
able to complete
activity level
work within
designed cycle
time of 43
seconds per
standard work.
CURRENT OBSERVED
CONDITION
Placement of
parts
(orientation)
onto the poke-
yoka fixture is
awkward for
operator
causing
additional time
as detected by
the (embedded
test).
Switch fixtures
left to right for
easy installation
(natural
orientation) vs.
reversed as
currently done.
ACTIVITY
LEVEL
PROBLEM
Installation is
comfortable
for operator
and activity
can be done
within the
designed
cycle time of
43 seconds
per standard
work.
Experiments
should be
conducted
with operator
to achieve
best known
location and
orientation
for future
installations.
Then
documented
in standard
work.
Run
Experiment
CONDITION AFTER
EXPERIMENT
Unbolted
fixtures,
repositioned
and ran
experiment.
Operator
was able to
load device
comfortably
and
complete all
tasks within
41 seconds.
PROBLEM SOLVING USING THE SCIENTIFIC METHOD

Pg 60
Key Element Number 3- Low Cost, Rapid Trials
• You learn more by conducting fast, cheap experiments
• -Hold it >Tape it >Clamp it >Bolt it>Weld it
• We often jump right to welding something in place, making it
permanent before we even know if it is effective or what other
effects the countermeasure will have.
• This part of the process is a continuous cycle of the
PDCA>Learning>PDCA Cycle.
-Remember, 40 singles is always better than 4 homeruns

Pg 61
Key Element Number 4- Always toward True North
• Every new countermeasure should always improve the process
toward “True North” or the IDEAL condition
1. On Demand, Zero Lead Time
2. Single Piece Flow
3. No Defects
4. No Waste (Eliminating the 8 Wastes)
5. Safe (Physical, Emotional, Professional)
• Always update the Standards with the new knowledge and
repeat the process.

Pg 62
Sharing Knowledge
Pg 63
Yokoten
Yokoten is a Japanese term that means “Horizontal Deployment”
Successful Lean Organizations expect horizontal peer to peer
sharing of new knowledge on what the Kaizen idea was, how it
can be improved and implemented in another area.
Ways of accomplishing this can be in the form of:
- 5 Minute Team Meetings
-Team Leader / Supervisor Meetings
- Storyboards or Kaizen Boards that display the information.
- A Lessons Learned, or Better Practice Database.
- Field Trip! Go and See!
- Create a “Think Tank”. Experiment and learn what it will
take to sustain Lean in your organization.

Pg 64
Yokoten Example
Department “A” discovers a solution to a problem through Kaizen activities using the scientific method.
Department “A” shares its discovery with Departments “B” and “C”
so they can Understand, Adapt, and Apply the new Knowledge.

Pg 65
Knowing “WHY” is as important as knowing “HOW”
“With know-how, you can operate the system, but you won’t know
what to do should you encounter problems under changed
conditions. With know-why, you can understand why you have to
do what you are doing and hence will be able to cope with
changing situations.”
-Shigeo Shingo

Pg 66
Leaders are Teachers

Pg 67
The Leadership Structure
Organizations that are successful at Lean have Leaders that are
committed to the philosophy from the top down.
The people that are more senior in the organization are
responsible to develop the skills and abilities of those under
them in each of the four Capabilities.
This allows for a system that promotes effective lower level
process design, process improvement, and knowledge sharing
skills in a continuous cycle.
By doing this, Leaders help create a true Learning
Organization.

Pg 68
Something to Reflect On..
The needs of those lower in the
organization, should determine the work
of those above them, not the reverse.

Pg 69
Key Leadership Characteristics
Attention to Detail
Humility
A sense of urgency and speed to always improve performance
towards True North
Persistence
Natural Teacher, someone who can develop skills in others
One who can build trust, emotional safety in their team
Possesses a passion for the Shop Floor

Pg 70
Why Have Team Leaders?
Too many organizations view Team Leaders just as “indirect
labor”
Companies like Toyota and others that excel in Lean
understand the importance of Team Leaders and their critical
role in the process and use them extensively in their
Operations.
Team Leaders are an essential gear in the mechanism of a Lean
System. They must be present for the system to work properly.
If you are not prepared to have Team Leaders on your shop
floor at a low Team Leader to Operator ratio, then don’t pursue
a Toyota based system.. Because IT WILL NOT WORK!
Pg 71
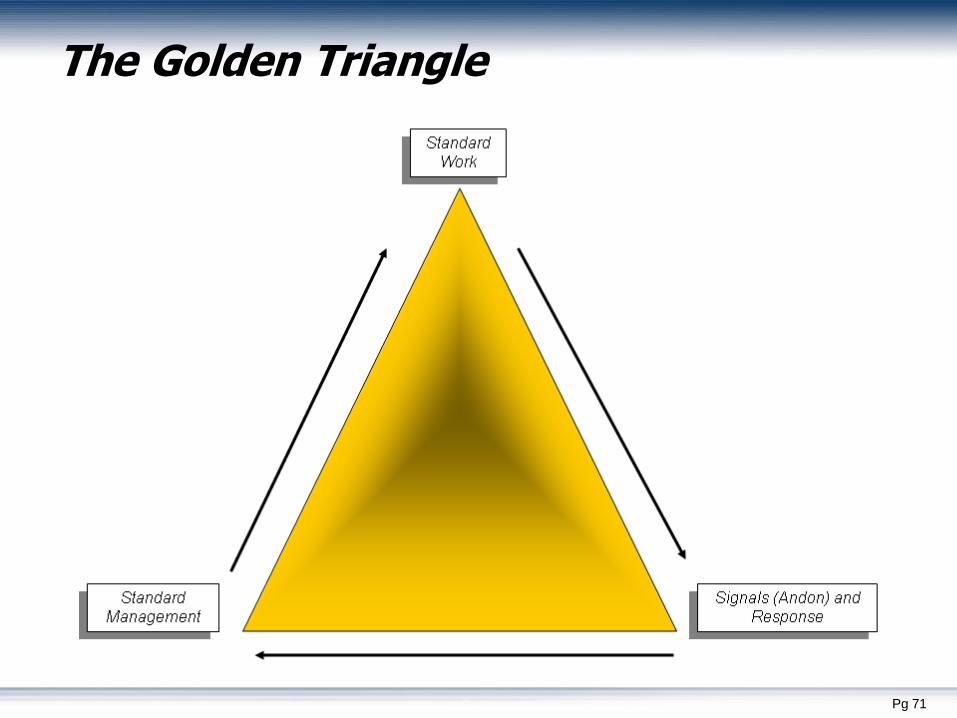
The Golden Triangle

Pg 72
The Role of the Team Leader
Team Leaders are the front line of defense in a Lean Operating
System.
Their sole mission is to support the Operator through
responding to problems, training, kaizen, and ensuring the
Operators are able to perform according to their Standardized
Work.
The ideal ratio is typically one Team Leader for every 4-5
Operators. This allows the Team Leaders to respond rapidly to
problems and address them as they are happening.

Nested Organizational Structure
Leader’s Process Design, Problem Solving, and Knowledge Sharing skills must be very high
Department Manager
Consequently
Therefore
True North
- On Demand, Immediate
- 1 x 1
- Defect Free
- No Waste, Lowest Cost
- Safe (Physical., Emotional., Professional)
T/L
Team Leaders Role (for his/her area)
Sustain & improve system KPI’s (SQDCM) (satisfy customer = next area / process)
(A) Sustain key metrics by solving problems ( Implement embedded tests)
(B) Relentlessly Maintain and improve the current condition toward True North
Because Process Design, Problem Solving, and Knowledge Sharing skills require vast practice & OJT,
Supervisors and above must teach & develop these skills in subordinates.
T/L T/L T/L
Supervisor
Group
Team
Note: Supervisors should improve connections between Team Leaders and ensure they are cross trained.
LEADERS ARE TEACHERS AND PROBLEM SOLVERS
Team Team Team

Pg 74
Avoiding the Eighth Waste
Building Trust With Your Teams

Pg 75
WARNING!
The remainder of this presentation is rated:
R Contents may not be suitable for participants who are
uncomfortable with hearing or telling the truth, unwilling to
change their minds or behaviors, or suspicious of ideas other
than their own.

Pg 76
Why Focus On Trust?
High levels of trust lead to high performance in
teams. Research shows strong links between the
level of trust in a team and:
• More effective cooperation and collaboration
• Better knowledge transfer between team members
• Increased productivity
• More effective working relationships

Pg 77
What is Trust?
Different people look for different behaviors in others
before they will trust them. These trust behaviors can
be classified as:
Ten Criteria of Trust
Swift Trust
•Competence
•Openness with Information
•Integrity
•Reciprocity
Deeper Trust
•Compatibility
•Benevolence
•Predictability
•Security
•Inclusion
•Accessibility

Pg 78
Defining Trust
• There are two parts to trust: a feeling part that indicates trust, and a
performance track record that confirms trust.
• An active feeling of trust is confidence: in leadership, in reliability.
• A passive feeling of trust is the absence of worry or suspicion.
• Our most productive relationships are already based on trust,
sometimes unrecognized and frequently taken for granted.
• Trust, then, can be defined as confidence, the absence
of suspicion, confirmed by a track record and our ability to correct
issues.
• The track record is only a confirmation of well placed trust. If we
define trust only in relation to past events, we often will get bogged
down in stubborn unforgiveness.
• It is always more productive to correct mistakes and
miscommunications to re-build trust starting NOW!

Pg 79
Building Trust for Sustained High Performance
• Trust as a foundation for high performance means
that “Trust Comes First”
• We cannot make the plan before trust issues are
resolved, we end up dealing with symptoms not
causes and repeating problems just change names.
• You can order people to do things, but you run the
risk of getting the salute and not the heart, gaining
compliance, and not the commitment.

Pg 80
The Bottom Line of Trust
• Effective Listening is the bottom line of trust!
• If you listen, people will trust you.
• You cannot establish trust if you cannot listen!
• A conversation is a relationship, both speaker and listener play a part, each influencing the other.

Pg 81
Ten Actions Leaders Can Take To Build Trust 1. To build mistrust: Talk with others about problems you are having with a peer without
doing everything reasonably possible to solve the problem through direct communication with that peer.
To build trust: Solve problems through direct communication at the lowest equivalent level: yourself and your peers; yourself and your direct manager; yourself, your manager and their manager.
2. To build mistrust: Take credit for yourself, or allow others to give you credit for an accomplishment that was not all yours.
To build trust: Share credit generously. When in doubt, share.
3. To build mistrust: Make a pretended or “soft” commitment, e.g., “I’ll respond later.”
To build trust: When in doubt about taking on a commitment, air your concerns with the relevant parties. When engaged on as ongoing commitment, communicate anticipated slippage as soon as you suspect it.
4. To build mistrust: Manage/Supervise from behind your desk only
To build trust: Spend “informed” time mingling, asking non-assumptive questions, making only promises you can keep, working through existing lines of authority.
5. To build mistrust: Be unclear or not exactly explicit about what you need or expect. Assume that anyone would knot to do/not to do that.
To build trust: Be explicit and direct. If compromise is productive, do it in communication, not in your mind alone.

Pg 82
Ten Actions Leaders Can Take To Build Trust 6. To build mistrust: Withhold potentially useful information, opinions or action until the
drama heightens, thus minimizing your risk of being wrong and maximizing credit to you if you’re right
To build trust: Be timely, be willing to be wrong.
7. To build mistrust: Communicate with undue abruptness when others venture new opinions or effort.
To build trust: Acknowledge the intent and risk of innovation first, then address the issue with your honest opinion.
8. To build mistrust: Withhold deserved recognition at times when you yourself are feeling under-recognized.
To build trust: Extend yourself beyond your own short-term feeling and validate success or new effort.
9. To build mistrust: Hold in your mind another department’s productivity or behavior as a reason for less cooperation.
To build trust: Get in direct, tactful communication, airing your problem and seeking win/win resolution.
10. To build mistrust: Have performance evaluation time the only, or primary time for coaching input.
To build trust: Schedule regular meetings for input and feedback for those reporting to you; develop systems for floor people to evaluate coordinators, team leaders, and managers.

Pg 83
Train Your People How To Think!
• You can train people to think quality, think customer service, but
there is a difference whether these efforts come from trust and
commitment or just compliance.
• The Concept of trust is simple: build on individual confidence and
eliminate fear as an operating principle. The process is achievable,
once we understand the emotions associated with trust and
incorporate them into the following four steps:
1. Define what we mean by trust
2. Understand our “blind spots”
3. Communicate with intention, and,
4. Produce. The conversion to a team mentality is difficult because
effective teams must be predicated on trust.

Pg 84
Results
Actions
Beliefs
Experiences
The Results Pyramid

Pg 85
The most
important factor
Hardest part of the process
Real respect for all employees
Listen and be a servant leader
Respect For People
Pg 86
Employees want*: Empowerment to Make Decisions
Opportunities for Growth & Development
Variety
Mutual Support and Respect
Sense of Purpose
Desirable Future
Be an Employer of Choice
*BusinessWeek, 2008

Pg 87
Only 21% of
employees are
willing to go the
extra distance to
help company
succeed*
Firms with most
engaged employees
increase operating
income 19% and
earnings per share
28% year to year*
Employees Are Essential
*2007 Towers Perrin survey, 18 countries, 40 companies, 90,000 employees

Pg 88
“First we build people,
then we build cars.”
—Fujio Cho, Former
Chairman, Toyota
82% say
Adopting
Significant
Culture Change
is their #1
Challenge*
Change your Culture – Change your Future
*2006, The Lean Benchmark Report, AberdeenGroup

Pg 89
Employees
Middle Management/Line
Managers
Upper Management
42% say Top
Management
Commitment is #1
Challenge*
“Grow Leaders and
Teams who
thoroughly
understand the
Work, Live the
Philosophy, and
Teach it to others.”*
Turn the Company Pyramid Upside-Down
*2006, The Lean Benchmark Report, AberdeenGroup

Pg 90
Tips and Strategies' to Help You Build the Four Capabilities in Your Organization
• Obtain Process Stability, slowly over time
• Use the Model Line concept to learn how this philosophy may
fit in your organization.
• Learn and become better at the Four Capabilities BY DOING!
-No Analysis Paralysis! Don’t think too much, do a lot!
-Get as many people from different functions such as
Production, Quality, Maintenance, Engineering etc.
-Involve all the organizational levels, from the Shop Floor
to the VP
-Design the work with “embedded tests” and add Problem
Solvers (Team Leaders) to respond.
Pg 91
Some References for Further Learning
• The Toyota Way by Jeffery Liker
• The Toyota Way Field book by Jeffery Liker and
• Toyota Culture by Jeffery Liker and Michael Hoseus
• Toyota Talent by Jeffery Liker and David Meier
• To order Steven Spear’s Harvard Case Studies:
• Go to www.harvardbusinessonline.org
•
• Click on “Harvard Business School Cases” icon
•
• Use search engine feature:
•
• Steven J. Spear – access body of work and to order:
•
• Decoding DNA of the Toyota Production System
Pg 92
Questions?