Embed Size (px)
Citation preview

The Nuts and Bolts of Well Testing
14
Marc VellaMelbourne, Australia
Tony VenerusoMelun, France
Pierre LefollTerry McEvoyAlex ReissMontrouge, France
During a field’s exploration and appraisal phases and throughout its productive
testing hardware has been developed over the years. Yet the demands made on
WELL TESTiNG
Well testing is a dynamic process. At its sim-plest, a test discovers if a formation can flowand permits sampling of the produced fluid.Analysis can yield further information likethe extent of formation damage near theborehole, reservoir permeability and hetero-geneity, and initial productivity index. Forthis, engineers induce pressure transients bychanging the rate that formation fluids enterthe borehole and recording the resultingdownhole pressure versus time. Transienttests can also reveal the reservoir’s arealextent and vertical layering (see “TestingDesign and Analysis,” page 28).
Testing hardware has to perform a rangeof tasks. First, the formation being testedmust flow. If the well has not already beencompleted, it needs to be temporarily com-pleted—that is, to have a packer set abovethe test zone to isolate it from the wellborefluid’s hydrostatic pressure.
To induce pressure transients, the engi-neer needs to control the well. The easiestmethod is surface shut-in. But during pres-sure buildup, the column of fluid betweenthe point of shut-in and the formation has tobe compressed by inflowing formation
fluid—the so-called wellbore storage effect.Data analysis usually requires that pressurebe recorded until wellbore storage nolonger dominates.
When the wellbore volume is large (as indeep or horizontal wells) or the wellborefluids highly compressible (as in gas wells),the wellbore storage effect can last a pro-hibitively long time. One way to minimizewellbore storage places a test valve down-hole, as close as possible to the formation.Pressure gauges must be located below thistest valve.
Data gathering is not an exclusivelydownhole activity. On surface, after thefluid has been controlled and separated,flow rate can be measured. Taking a sampleof the produced fluid is also important.Detailed analysis of samples not only shedslight on the composition of the producedfluid but also offers insight into the reservoiritself. The dynamic performance of a reser-voir is both a function of the formation andthe formation fluid.
This article reviews the complex array oftesting hardware now available. It examineshow highly accurate pressure data is gath-ered downhole and how, on surface, flowrate is safely measured and samples are cap-tured (next page).
Oilfield Review

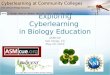
Sample Information
Pressure Data
Reverse circulation valve
Downhole test valve
Packer
Burner
Surge tank
Choke manifold
Three-phase separator
GasWater
Pressure Data
Flow head
Oil
Flow Rate
nTesting a casedwell. A test valveand pressure gaugesdownhole are com-bined with surfaceseparation and flowmeasurement equip-ment to gather for-mation drawdownand buildup pressureand flow rate data.Samples of formationfluid are taken atsurface for analysis.
life, well testing remains a vital activity. Increasingly sophisticated
testing hardware remain unchanged.
Downhole HardwareOpenhole Testing—The first tests were con-ducted in open hole with the tools con-veyed into the well on drillpipe—openholedrillstem tests (DSTs). While the earliest DSThardware dates back to the Johnston tools ofthe 1920s (see “The Birth of Downhole TestHardware,” page 21), the modern era oftesting really started in the 1950s. Then,multiflow evaluation tools were introduced,making possible repeated flow and shut-incycles rather than the single flow andbuildup offered before.
Today, multiflow evaluation tools are stillused in the majority of openhole DSTs. Ifhydrocarbons are detected in either cores orcuttings during drilling or indicated by logs,a DST may be used to rapidly assess theproduction potential of the formation.Drilling information or a wireline caliper logare used to locate a suitable packer seat—asection of openhole that is in gauge and
Pressure recorder
Formation being tested
15April 1992
In this article, COMPUTEST (Centralized Acquisition System), CQG (Combinable Quartz Gauge), DataLatch,IRIS (Intelligent Remote Implementation System), MDT(Modular Formation Dynamics Tester) and SPG (SapphirePressure Gauge) are marks of Schlumberger. For their help in preparing this article, thanks to: GavinClark, Schlumberger International Coordination, Hous-ton, Texas, USA; Adrian Douglas, Schlumberger LogelcoInc., Cairo, Egypt; Wolfgang Herrmann, Services Tech-niques Schlumberger, Montrouge, France; and YoshinobuJinzaki, Schlumberger K.K., Fuchinobe, Japan.

Ball valve operator
Annular pressure
Spring
Nitrogen
Compensating piston
Pressure trapped atoriginal annularhydrostatic
Downhole test valve
Test valve openTest valve closed
Annular hydrostatic pressure
nTesting with adownhole valvecontrolled byannular pressure.As the tool is runinto the well,hydrostatic pres-sure is transmittedinto the nitrogenchamber via acompensating pis-ton. Once thepacker is set, pres-sure ports closeand the hydraulicreference pressureis trapped withinthe tool. Thereafter,the nitrogen cham-ber cannot beaffected by anychanges in annu-lar pressure. Whenpressure is appliedin the annulus,there is a pressuredifferential push-ing down on asleeve above aspring. When thisdifferentialexceeds the forceof the spring, itcompresses andthe sleeve movesdown opening thetest valve. Whenthe annular pres-sure is bled off, thetest valve closes.
looks capable of facilitating a good seal.The test string is designed so that the packeris opposite its seat when the perforatedanchor is at the bottom of the well.
The packer is traditionally a solid unit ofrubber that expands when some of theweight of the string is set down onto theanchor. The test valve is also opened andclosed by setting down and picking up onthe string. Therefore, to ensure that pipemanipulation does not unset the packer, atool above it hydraulically maintains thedownward force. The packer can be unsetonly by an extended pull for several min-utes. After the test has been completed andthe test string pulled out of hole, drillingcontinues and the process can be repeatedon subsequent hydrocarbon shows.
If drilling is not halted when a potentialhydrocarbon-bearing zone is encountered,an alternative test method is to wait until thewell is drilled to total depth and then usestraddle packers to isolate the zone of inter-est. The recent introduction of inflatablepackers has made it possible to more effec-tively isolate and test individual zones pin-pointed using wireline logs.
Cased-Hole Testing—The primary sellingpoint of the early test tools was the avoid-ance of unnecessary casing costs. This hasnow largely been supplanted by the needfor more data over a longer duration. Open-hole DSTs gather important early informa-tion, but in many cases reservoir engineersneed greater detail.
The extent of reservoir investigated isoften proportional to test duration. A keyfactor governing the length of time an open-hole test can be conducted is wellbore sta-bility. At some point the well may cave inon top of the packer and stick the stringdownhole. Clearly, the hazards of wellborestability are eliminated by testing after cas-ing has been set. In many sectors, particu-
16
1. Joseph J, Ehlig-Economides CA and Kuchuk F: “TheRole of Downhole Flow and Pressure Measurementsin Reservoir Testing,” paper SPE 18379, presented atthe SPE European Petroleum Conference, London,England, October 16-19, 1988.Meunier D, Wittmann MJ and Stewart G: “Interpreta-tion of Pressure Buildup Test Using In-Situ Measure-ment of Afterflow,” Journal of Petroleum Technology37 (January 1985): 143-152.Haws GW and Knight BL: “State-of-the-Art Simultane-ous Downhole Flow Rate and Pressure MeasurementEquipment,” paper SPE 20595, presented at the 65thSPE Annual Technical Conference and Exhibition, NewOrleans, Louisiana, USA, September 23-26, 1990.
larly offshore, cased-hole testing has all butreplaced traditional openhole DSTs.
On land and from fixed platforms, open-hole DST tools function effectively in casedwells by using a different type of packer thatgrips the casing rather than relying on bot-tomhole support. But as offshore drillingincreased, floating rigs became common,and vessel heave could accidently cycle tra-ditional weight-set tools and even unset thepacker. Also, offshore developments tend toemploy deviated wells, and the higher thewell angle, the harder reciprocal tools are tocontrol. New testing technology wasrequired to ensure safe operations.
In the 1970s, cased-hole testing systemswere introduced that exploit annular pres-sure to control and activate downhole tools.These eliminate the need for further pipemanipulation during the test once thepacker is set. The new hardware increasedthe number of tests made from floating rigs
and through its improved safety also foundapplication on land and fixed platforms.
The downhole valve of the pressure con-trolled test string opens when pressureabove a certain threshold—usually 1000 to1500 psi—is applied on the annulus andcloses when this pressure is bled off. It usesthe same annular pressure threshold, regard-less of depth, hydrostatic pressure and tem-perature. To do this, a chamber in the tool isprecharged at surface with nitrogen. A com-pensating piston ensures that the nitrogenacquires hydrostatic pressure as the tool isrun in hole.
Although these systems rapidly gainedwide acceptance, it soon became apparentthat in a number of cases significant advan-
Oilfield Review

tages would accrue if wireline tools orcoiled tubing could be run inside the teststring, through the downhole test valve, tothe producing zone. This became possiblein the late 1970s when fullbore pressure-controlled test equipment was introducedwith a minimum inside diameter of 21/4 in.throughout the string (previous page).
Thus, test strings now offer the benefits ofdownhole shut-in while retaining access tothe perforations for standard wireline-con-veyed equipment with an outside diameterup to 2 in. This makes possible operationslike perforating, downhole sampling andplacing/recovering gauges during testing. Italso clears the way for downhole flow ratemeasurement during the drawdown usingproduction logging tools. Flow measure-ment during testing is proving to be valu-able when testing layered reservoirs andhorizontal wells.1 Analysis of downholeflow during drawdown is also helping toreduce test duration. A further advantage ofa fullbore string is that the larger diameterminimizes plugging and reduces restriction
April 1992
nReverse circulation. Produced fluids someticase where invaded mud or spent stimulatioenables these heavy fluids to be reversed ouway the formation can be cleaned out, allow
1. Packer set, ready to open test valve and flow formation.
Packer
2. Open test valve. Formation flows.
Circulatingvalve (closed)
Test v(open
Test valve (closed)
to flow, crucial when large-volume stimula-tion is performed through the test string.
In addition to downhole shut-in, reversecirculation is an important phase of testingoperations. This requires communicationbetween the inside of the test string and theannulus just above the test valve. Mud canthen be pumped down the annulus to flushout formation fluid left in the string. Open-ing a reverse circulation valve also allowsthe string to be pulled dry—fluid drains outof the tubing downhole as the test string ispulled out of the well.
Openhole DST strings and the first pres-sure-controlled testers usually included cir-culation valves activated by dropping a baror rupturing pressure disks, usable onlyonce and not recloseable. Another advanceassociated with fullbore strings was theintroduction of circulation valves that couldbe opened and closed repeatedly. These canbe used to place fluids inside the string,above the test valve.
For example, to control the rate at whichformation fluid starts flowing once the test
mes create too high a hydrostatic pressure to n fluid are produced with the reservoir fluids. t and replaced by a lighter one—usually dieseing it to flow freely.
4. Close test valve, open circulating valve. Reverse circulate formation fluid out of the test string by pumping mud down the annulus.
3. Hydrostatic pressure of formation fluid and rathole mud kills the flow.
alve )
Circulatingvalve (open)
Test valve (closed)
valve is opened, a column of fluid with acarefully controlled hydrostatic pressure isoften put inside the string—called the cush-ion. This can be conveniently circulatedinto place using a multiple-operation circu-lation valve. The valves are also used toremove flammable wellbore fluids beforepulling the string and perform well cleanupoperations where heavy fluid preventingflow is circulated out of the well (below).
Further refinement comes with the use oftubing-conveyed perforation (TCP) gunsalong with a pressure-operated test string.This significantly cuts the rig time—andtherefore the cost—needed to shoot and test,particularly for long intervals. But the mainadvantage is that perforation can be carriedout underbalanced—when the hydrostaticpressure of fluid above the zone of interestprior to firing the guns is less than the antici-pated formation pressure. This minimizesinvasion of the formation by wellbore fluidthat normally occurs when wireline perfora-tion guns are used. The initial surge of for-mation fluid after firing TCP guns also
17
flow to surface, killing the well—often theThe multiple-operation circulation valvel oil or fluid-energized nitrogen. In this
5. Spot light fluid like diesel oil or nitrogen-energized fluid by pumping it down the test string ensuring none enters the annulus.
6. Close circulation valve, reopen test valve and allow well to flow. Repeat stages 2 to 5 until the formation flows without killing itself.
Circulatingvalve (closed)
Test valve (open)

flushes out charge debris and crushed for-mation from the perforation channel.2
Increased sophistication in testingdemands additional tools, for example anextra shut-in valve that, as a safety precau-tion, can cut wireline, a single-shot revers-ing valve and a downhole sampler. Like thefullbore test valve, and often the multiple-operation reversing valve, all these tools areannular-pressure operated, creating theneed for a complex sequence of distinguish-able pressure pulses (left).
The annular pressure has to supply notonly a discrete signal to one of a number oftools, but also the power to operate it. Forexample, opening the single-shot reversingvalve at the end of a test can typicallyrequire 2000 to 3000 psi above the hydro-static pressure. This creates significantlyhigh pressures in the annulus, and great carehas to be taken not to exceed the collapsepressure of the tubing—in which pressure isdeliberately kept to a minimum to encour-age the formation flow—nor the burst pres-sure of the casing.
There is a limit to the number of discreteannular pressure signals that can be safelyemployed to command and power down-hole equipment. A recent development—the(IRIS) Intelligent Remote Implementation Sys-tem dual-valve tool—addresses this byemploying much lower annular pressurevariations as command signals to the down-hole tools. The signals are analyzed by thetool’s controller, which uses electronics tocontrol the downhole test valve and circu-lating valve. Batteries power the electronics;annular hydrostatic pressure supplies theenergy to operate the valves.
Whereas a traditional pressure-operatedtool might require commands of up to 3000psi above hydrostatic, IRIS responds topulses of about one-tenth of that, making itimmune to casing and tubing limits. Thelow-intensity coded pulses of at least 250psi are sent down the annulus using rig mudpumps. The key recognition factor for theIRIS system’s pressure sensor is the shape ofthe pressure pulse. A threshold pressure hasto be achieved, sustained and bled offwithin specific time and pressure variationconstraints. The duration that a plateaupressure is sustained distinguishes one com-mand from another (next page, top left).3
In the tool, a microprocessor reads thecoded pressure pulses, compares them topreset operating instructions and opens orcloses solenoid valves to direct hydraulicfluid from chambers at annular hydrostaticpressure into chambers at atmospheric pres-sure. This fluid movement is used to operatethe tool’s valves—closing them with a high
Pressure below test valve
4000
2000
0
8000
6000
4000
2000
0
Tubing pressure
Annular pressure
RIH Open/close
test valve
Open/close
test valve
Open circulating
valve,reverse
out
Spotacid
Open test valve, pumpacid, closetest valve
Open reversingvalve, reverse
out
2500 psi applied to open one-shot reversingvalve and reverse out string contents
4000
2000
0
Pressure teststring against test valve
Test valve opened and acid injected intothe formation
After acid is spotted, the circulation valve is closed
Test valve closed, pressureapplied to tubing to opencirculation valve
Test valve opened,the well flowedand tubing pressure increased at surface
Annular pressure applied to open test valve
Annular pressure released to closetest valve
Cushion andformation fluidreversed out
Initial hydrostatic
First shut-in
First flow
Second flow
Second shut-in
Acidjob
When the reversing valve was opened, pressure was seen briefly below the test valve
Final hydrostatic
Psi
Time
nKeeping track of pressures during a test. Three pressure-controlled toolsare used in this test that also includes an acid stimulation job. The testvalve requires 1500 psi applied annular pressure to open it and closeswhen this pressure is bled off. The multiple-operation reversing valve isopened by tubing pressure and closed by pumping through the tool intothe annulus at sufficient rate to create a pressure drop. This pressure differ-ential is harnessed to mechanically reseal the annulus from the tubing. Theone-shot reversing valve is opened at the end of the job by 2500 psi annu-lar pressure.
18 Oilfield Review

nFeeling the pulses. Pressure pulses controlling the IRIS dualvalve have to build up to a preset value within a given length oftime, be maintained within a preset tolerance and then bled offwithin a set period of time. The duration the pressure is main-tained is a key factor distinguishing one signal from another.The pulses are generated using the rig’s mud pumps and stan-dard drillers’ controls.
nCycling the IRIS dual valve tool. Low-pressure pulses in the annulus are interpretedby a downhole controller to activate servo valves that direct the the flow of hydraulicfluid. This fluid, moving from one chamber at hydrostatic pressure into another atatmospheric pressure, powers the opening and closing of the test and circulation valves.
nAnnular pressure pulses needed to control the IRIS dual valvetool in conjunction with either pressure- or drop-bar-operatedTCP strings.
∆pdt2dt1
3 minminimum
3 minmaximum
3 minmaximum
30 sec – 3 minmaximum
± 100 psitolerance
± 100 psitolerance
250 psi
Commands
Close circulating valveOpen circulating valveClose test valveOpen test valve
dt1 dt2 min
0.51.02.02.5
∆p
19April 1992
intensity force driven by the differentialpressure rather than by just the force of aspring, as in conventional systems. Becauseclean hydraulic fluid is operating the toolsrather than mud, reliability is alsoenhanced (right).
Since the tool functions through electro-hydraulics, its mechanical construction issimplified. The 20-ft [6-m] IRIS dual valvetool replaces conventional fullbore teststrings measuring some 40-ft [12-m] long.Elimination of pressurized nitrogen cham-bers also removes a potential safety hazard.The equipment is compatible with conven-tional pressure operated test equipment. Itcan also be used in conjunction withTCP—either drop bar or pressure activated(top, right).
Although the valves can be opened orclosed by sets of double pulses, an alterna-tive is to use what is called sequentialmode. Once the tool has been opened by asingle pressure pulse, 200 psi has to bemaintained on the annulus to keep the testvalve open. It closes immediately if thispressure is bled off. It also closes if pressureis increased above a maximum. This isanalogous to the mode of operation of pre-vious generation, pressure-operated tools.Reopening the test valve requires twopulses of the correct duration (next page).
Test valve openssequential mode enabled
TCP gunsfire
Drop bar TCP guns fire
Main flow period
Disable sequential mode
Time
1200
1000
800
600
400
200
0
Test valve opens
Circulating valve opens
Test valve closes
App
lied
annu
lar
pres
sure
TCP guns fired using drop barTCP guns fired using annular pressure
2. Ayestaran L and Salsman A: “Testing and PerforationJoin Forces,” Middle East Well Evaluation Review,Special Supplement: Reservoir Testing, (January1991): 46-59.
3. Healy JC, Maratier JP and Fruge MW: “Testing GreenCanyon Wells With a Pressure Pulse-Controlled DSTSystem,” paper SPE 22720, presented at the 66th SPEAnnual Technical Conference and Exhibition, Dallas,Texas, USA, October 6-9, 1991.
Testingvalve
Circulatingvalve
Control valves
Hydrostaticoil chamber
Hydrostaticpressure
Prejobprogramming
Low-levelannular
pressure pulse
Pressure sensor Electronics Hydraulics
Intelligentcontroller
Control valves
Atmospheric oil chamber
Powersection
Powersection
Job historyfiles
p
t
Command inputs

nIRIS dual-valve tool in action. Pressuredetails from a test carried out by AGIP inthe Adriatic Sea, offshore Italy. The timeaxis is not to scale.
Testing in Permanent Completions—All testequipment described so far is for use in tem-porary completions. Testing in permanentlycompleted wells falls into two categories.The first is a variation of temporary comple-tion tests. The second occurs during the pro-ductive life of a well.
If a test will last longer than a few days, islikely to encounter high temperatures andpressures or if company safety policy dic-tates, a permanent rather than retrievablepacker is preferred. A production wellheadis also usually used rather than a temporaryflow head. The rest of the hardware is usu-ally the same as that previously described.
The second category occurs later in awell’s life. Today, this mostly involves shut-ting in the well at surface or simply chang-ing the choke size, and therefore flow rate.However, in some cases downhole shut-inis achieved using valves that are run into awell on wireline and hung in nipples in theproduction tubing. Valves are opened orclosed using either wireline manipulation ordownhole battery power. These downholevalves were developed for exactly the samereason as DST valves: reservoir engineerswanted to minimize interference from well-bore storage effects.
Wireline-operated valves are opened andclosed by reciprocating the monoconductorcable. Pressure is read out at surface (nextpage, middle). Some tools can perform pro-duction logging during the flow period.
A battery-operated valve can be hung offand left in the well. After a preset flowperiod, it closes permanently for a buildup.This type of valve is generally used for long-term tests, with buildup lastingweeks—often as part of interference testswhere pressure is monitored during draw-down from an adjacent well.
Collecting Downhole DataPressure Gauges—No matter how efficientlythe mechanical aspects of a test have beenexecuted, whether using an openhole orcased-hole DST string, it will have failed ifpressure data are inadequate for analysis.
During tests, pressure and temperaturedata are measured and stored in downholerecorders that comprise three sections:gauges, power source and memory. In gen-eral, two to four recorders are used forredundancy and to enable comparison of
20 Oilfield Review
Close CV (two pulses)
21.00
KeyCV – Circulating valveTV – Test valveSM – Sequential mode
Unseat packer, circulate through stringbelow packer with TV open
Disable SM,TV is ‘locked’ open using single short pulse
Open TV (two pulses)
Open circulating valve on a dry string
No
vem
ber
7, 1
991
Open well at surface
No
vem
ber
8, 1
991
Shut in well at surface
Bleed down annulus to SM. Close TV, below TV pressure builds up while tubing bleeds down
Pressure up annulus to open TV using SM.Repeat several SM operations to open/close TV
While well is open in SM, pressure up annulus to check SM overpressure shutdown works. TV shuts and disables SM simultaneously
Change choke at surface
Pressure annulus to 700 psi to start downhole annulus recorder
Test tubing against test valve to 300 psi
Open CV using N2 open command
Displace tubing with N2
N2 close CV (using single pulse)
Send double pulse to open TV. Pressure annulus to keep TV in SMOpen well at surface, flow well/clean up. Annulus pressure builds up due to temperature expansion from flowing well. Pressure is bled off at surface to keep CVin SM pressure range 250-800 psi
Change choke at surface
Change choke at surface (shut in)
Test packer/annulus to 400 psi
Set Packer
Run in holeN
ove
mb
er 5
, 199
1 N
ove
mb
er 6
, 199
1
Open well at surface
Shut in well at surface
Psi
Time, hr
05.00
01.40
08.57
09.12
09.38
09.40
10.47
11.04
11.20
16.50
20.00
07.04
17.10
07.55
17.58
00.00
05.00
05.55
07.15
07.55
13.44
13.55
13.56
14.05
10000 2000 3000
Downhole annular pressureBelow test valve pressureTubing pressureSurface annular pressure

results. More recently, pressure data canalso be read at surface using a wireline link.
When testing was in its infancy in the1930s, only mechanical pressure gaugeswere available. Then in the 1970s, elec-tronic gauges were introduced. The first ofthese employed strain gauge sensors whichperform adequately for most testing applica-tions. However, the need for better resolu-tion and stability gave the impetus for thedevelopment of quartz gauges (see “GaugesThrough the Ages,” page 23).4
The cost of these gauges increases fromthe least expensive mechanical to mostexpensive quartz gauges. In most cases,quality of data improves with cost. Whendeciding which gauge to deploy, the engi-neer has to know how measurement errormay affect the subsequent data analysis.5
The two key measures of gauge perfor-mance are stability and resolution. Gaugestability is indicated by its drift—the changein output value over time that is not a func-tion of the measured pressure. Resolution is
the smallest change in pressure that leads toa measurable change in a gauge’s output(expressed either as a percentage of fullscale or as psi). The performance of some ofthe available gauges is summarized in“Comparison of Pressure Gauge Perfor-mance,” next page.6
Because of their relatively low accuracyand resolution, use of mechanical gauges isgradually diminishing, particularly whenadvanced analysis techniques are employed.
(continued on page 24)
21April 1992
3. Flowing the well 1. Installing the mandrel
2. Installing the actuator and gauge
4. Shut-in
nDownhole testing in a permanentlycompleted well. First with the well shut-inat surface, a mandrel is run into the welland set in a tubing nipple. Second, a pres-sure gauge and actuator assembly arelowered into the well and then locked intothe mandrel. The surface valve is openedand the well flows. Finally, by pulling onthe slickline, the well can be closed. Pres-sure below the closure is ported to thegauge above the actuator. Slacking off onthe slickline allows the tool to reopen. Itcan be cycled nine times.
4. Kamal MM: “Expected Developments in TransientTesting,” paper SPE 20593, presented at the 65th SPEAnnual Technical Conference and Exhibition, NewOrleans, Louisiana, USA, September 23-26, 1990.
5. Veneruso AF, Ehlig-Economides C and Petitjean L:“Pressure Gauge Specification Considerations in Prac-tical Well Testing,” paper 22752, presented at the 66thSPE Annual Technical Conference and Exhibition,Dallas, Texas, USA, October 6-9, 1991.
6. Streltsova TD: “Well Testing in Heterogeneous Forma-tions,” An Exxon Monograph, New York, New York,USA: John Wiley & Sons, 1988: 32-34.
The Birth of Downhole Test Hardware
In the 1920s and 1930s, E.C. and M.O. Johnston
in Texas, USA, pioneered the modern approach to
well testing. The two brothers developed a packer
system that allowed temporary isolation of poten-
tial producing formations from the rest of the well.
The Johnston system comprised a conical
packer (allegedly first made from discarded drive
belts) and a downhole spring-controlled poppet
valve (right). This was run in hole on drillpipe with
the poppet valve closed and the drillpipe empty.
The zone to be tested at the bottom of the well
was drilled using a smaller diameter bit than in
the rest of the open hole, creating a rathole. The
tapered packer was pushed into the top of this
rathole like a cork. This expanded the packer,
nAn original advertisement for the John-ston tester, dated 1927.
sealing off the hydrostatic pressure above, and
opened the downhole valve to allow the formation
fluids to flow through the drillstring. The key sell-
ing point of the Johnston system was that a well
need not be cased until its productivity was proven.
Initially, pressure and flow rate were measured
at surface. Bottomhole pressure was calculated
by estimating the hydrostatic pressure of the fluid
in the string and adding it to the surface pres-
sure. Later, mechanical pressure gauges were
placed in the tailpipe of the test string below the
packer more accurately measuring downhole
pressure variations.

22 Oilfield Review
Vacuum Shear mode
Mechanical gauge
Conventional strain gauge
Advantages
Disadvantages
Maximumrange
Resolution
Drift 1000 psi step@ 150°C(gauge rating)
Relative cost
• Reliable• Rugged• Simple
• Poor resolution, accuracy, stability, and dynamic response
0.05% of full scale
40 psiAccuracy
Low
• Better resolution• Fast response• Rugged and small
• Medium stability, resolution and accuracy
20,000 psi175°C
0.2 psi(@ 15,000 psi; 1-sec sampling)
< 3 psi 1st day, then <1.5 psi/week(10,000 psi; 150°C)
• Higher accuracy• Lower hysteresis• Reliable and rugged
• Medium stability• Temperature sensitive
• Very sensitive to temperature change• Limited pressure range
• Higher resolution• Higher stability• Higher accuracy
• Best dynamics• Best stability• Higher pressures than standard quartz gauge
• More electronics
17,000 psi175°C
11,000 psi175°C
15,000 psi175°C
± [0.025% ofreading + 0.5 psi]
± [0.01 % ofreading + 1 psi]
± 0.2 psi in 18 days then < 0.1 psi/week(5,000 psi; 120°C)
± 0.2 psi in 7 daysthen < 0.1 psi/week(10,000 psi; 150°C)
Standard quartzgauge
Combinable quartz gauge
• Higher resolution• Lower power
• Slower sampling• Temperature and vibration sensitive• Pressure hysteresis
15,000 psi175°C
>12 psi
±1.4 psi/week(10,000 psi; 150°C)
Capacitancegauge
Sapphire strain gauge
Four-armprecision active bridge
Bonded-wire sensor
Output Power
–
+
Pressure
Sapphirecapsule
Elasticmembrane
Sensingelement
VacuumNeutral fluid
Temperaturesensor
Pressuresensor
Resonator disk
20,000 psi200°C
0.1 psi(@ 20,000 psi; 1-sec sampling)
0.01 psi(@ 10,000 psi; 10-sec sampling)
0.001 psi(@ 12,000 psi; 1-sec sampling)
0.003 psi(@ 15,000 psi; 1-sec sampling)
~10 psi 1st day then ~10 psi/week(15,000 psi; 175°C)
15 psi
< 3 psi 1st day, then <1.4 psi/week(10,000 psi; 150°C)
6 psi
10 min
10 min
Stabilizationtime5000 psi step
10°C step
30 sec
10 min
Medium Medium
~20 sec
10 min
Medium
8 min
40 min
6 min
25 min
High High
Always within 1 psi
25 sec
Notes Note 1 Note 2 Note 2 Note 1 Note 2 Note 2
Note 1: These are estimated figures based upon published literature and manufacturers’ commercial data.Note 2: These figures are based upon Schlumberger laboratory and field test data.
Comparison of Pressure Gauge Performance
Electrical connections
Pressure
End cap
Quartz cylinder
Vibrating lens
Electrode
Resonator
Pressure

1. Veneruso AF, Ehlig-Economides C and Petitjean L, refer-ence 5.
Just as the downhole test valve has evolved since
its genesis in the 1930s, so pressure gauges
have advanced. Initially, there were clock-driven
mechanical gauges. Then electronic recorders
with strain gauges, capacitance transducers and
quartz gauges became available.
Most mechanical gauges use a Bourdon tube to
convert pressure variation into mechanical move-
ment. This movement is linked to a stylus that
scratches lines on a cylinder of coated brass
foil—similar to the first Edison phonograph. A
mechanical clock rotates the cylinder and thus
provides a pressure versus time chart. Although
primitive, mechanical gauges are still used and
have a resolution of 1 to 5 psi for a 10,000-psi
gauge (see “Comparison of Pressure Gauge Per-
formance,” previous page). Some of this inaccu-
racy is intrinsic to the tool, but some limits arise
from the laborious task of translating tiny mea-
surements on the chart into a pressure history.
Electronic gauges couple the pressure-sensing
element to a transducer that converts stress and
strain into some form of electrical signal. Just
about the simplest such technique employs
strain-sensitive resistors on a metal membrane.
As these undergo displacement, their geometry,
and therefore resistance, changes creating an
analog electrical signal. Advantages of the strain
gauge are many: they are simple, robust, small,
fast and reliable. However, resolution—and ulti-
mately stability—is limited by the physical char-
acteristics of the metal used for the strain gauge
to about 0.2 psi for a 15,000-psi gauge.
The limitation of the simple strain gauge is its
metal membrane. Metals are inherently made up
of loosely interlocking microscopic crystals that
cause the gauge never to return to exactly the
same state after being subjected to pressure—a
condition called hysteresis. To improve this
response, a better substrate was required.
This line of reasoning led to the development
of the recently introduced SPG Sapphire Pressure
Gauge. In this, a miniature capsule, or box, of
sapphire crystal is constructed with a vacuum
inside. To measure pressure, a strain gauge
bridge circuit is deposited as a thin film onto the
surface of the crystal. Its operation follows the
same principle as conventional strain gauges:
Gauges Through the Ages
April 1992
pressure distorts and changes the resistivity of
the circuit on the sapphire’s surface and the elec-
trical signal is altered. Temperature is also mea-
sured using a thin-film sensor mounted on the
same crystal.
The SPG gauge’s resolution is similar to that of
conventional strain gauges (0.1 psi for a 10,000-
psi gauge), but its dynamic response and stability
are much improved. This is because rather than
having a membrane of interlocking and creeping
crystals, it comprises a single crystal which, when
pressure is reduced, returns to its original state.
Another family of sensors are capacitance
transducers. Typically, two plates separated by a
gap are coated with conductive material. As the
pressure changes, the distance between the two
plates and therefore the capacitance changes.
Difficulties with these gauges include measuring
the minute changes in capacitance and a sensi-
tivity to the environment. To achieve the desired
signal-to-noise ratio, the surface areas of the
plates have to be relatively large. This makes them
prone to transient variations under dynamic con-
ditions. Mechanical vibrations and metallurgical
effects can also upset the pressure reading. Fur-
thermore, the two plates’ position relative to
gravity can affect the minute distance between
them, making these gauges sensitive to orientation.
The most accurate pressure sensors use quartz
crystals. A correctly cut section of quartz has a
natural or resonant frequency of vibration—like a
tuning fork. As the quartz vibrates, there is a
detectable sinusoidal variation in electrical
charge on its surface. Pressure-induced stress
applied to the crystal causes the sine wave’s fre-
quency to vary in a very precise manner.
Unfortunately, the pressure sensitivity of the
resonator is low—about 1.5 Hz per psi—com-
pared with its temperature sensitivity—about 15
Hz per °C. To correct for this susceptibility to tem-
perature variations, two approaches have been
employed. In one, an accurate thermometer is
used to calibrate the pressure calculation. How-
ever, the thermal time lag between the quartz and
its thermometer compromises the measurement.
The other approach employs a second, refer-
ence quartz crystal that exhibits similar tempera-
ture behavior as the pressure transducer. By
installing it in a vacuum chamber isolated from
changes in pressure, it responds only to tempera-
ture. The frequency outputs of the two crystals
are then subtracted to give a beat frequency that
is mainly a function of the pressure.
However, this transducer also has problems
coping with changes in temperature because of a
thermal time lag between the two crystals. In
dynamic conditions, this type of gauge takes 30
minutes to an hour to reach equilibrium, creating
an error in the order of 1 to 10 psi for a 10,000-
psi gauge.
The latest development, therefore, has been to
measure temperature and pressure simultane-
ously within the same crystal in a single quartz
transducer. In the CQG Combinable Quartz
Gauge, two vibration modes at offset angles are
excited on a single quartz resonator plate. One
mode is particularly sensitive to temperature and
is used as a thermometer to correct the fre-
quency-temperature behavior of the other more
pressure-sensitive mode. Because this happens
on the same piece of quartz, there is no possibil-
ity of a temperature lag or discrepancy.
The CQG transducer consists of a quartz crystal
comprising a body and two end caps. The dual-
mode resonator is a plate inside the body in a
vacuum maintained by the end caps. Pressure
outside the transducer induces stress inside the
resonator, which changes resonant frequency.
Tests on the CQG gauges have shown it has an
accuracy of 1 psi over a range from atmospheric
pressure to 15,000 psi at temperatures 35°C to
175°C [95°F to 350 °F]. Response to changes in
temperature is extremely fast—less than a few
seconds—rather than the 30 minutes or so taken
by previous quartz gauges.1
23

nGauge carrier
24
Shock absorber
Gauge
Buffer tube
Carrier accommodatesup to six gauges
However, mechanical gauges are simple,rugged and still the only instruments capa-ble of withstanding bottomhole tempera-tures in excess of 200 °C [415 °F].
Electronic strain gauges perform muchbetter than mechanical gauges but they areaffected by significant drift, particularly dur-ing the first day downhole.
Another factor is how quickly a gauge sta-bilizes after a rapid change in temperatureand pressure. The stabilization time is usu-ally defined as the time needed to comewithin 1 psi of the actual pressure. Standardquartz gauges are very precise, but usuallytake up to 30 minutes to stabilize after largetemperature or pressure changes—30°C or1000 psi. The new CQG CombinableQuartz Gauge stabilizes virtually instanta-neously because it measures both the tem-perature and pressure within the samequartz crystal.
nIndependent downholeshut-in with surface pres-sure readout. When used incombination, the valveassembly is run in hole withthe string above the testvalve. An actuator thatincludes a pressure gaugeassembly is run on mono-conductor wireline andlatched into the valveassembly. Once latched, aflapper valve can beopened and closed simplyby picking up and slackingoff on the wireline. Pressurebelow the valve is continu-ously monitored by a sur-face computer system thatcommunicates with thegauge via the wireline. Thetool can be used for up to12 preset flow and shut-incycles. After a preset num-ber of manipulations, thetool is released andretrieved.
Flow
Finally, when TCP is to be employed, thegauges have to be capable of withstandingthe explosive shock.
The power source of mechanical gaugesis clockwork. Most other types of gauge arepowered by batteries which must survivethe anticipated downhole temperature—fewcurrently exceed a working temperature of175 °C [350°F].
The gauge memory stores the pressureand temperature data and needs to be ofsufficient capacity to last the anticipatedduration of the test. Sometimes, data-com-pression algorithms are employed to ensurethat valuable memory is conserved. A fur-ther requirement is for the downholerecorder to retain its memory after the bat-teries are dead.
Another important element is packaging.In the beginning, mechanical gauges wereinstalled in carriers below the downhole
Oilfield Review
Closeding
Pressure gauge
Pressure seal
Sliding sleeve
Flapper

nKeeping your options open. The Data-Latch system comprises two main compo-nents: an inductive coupling section on top and a fullbore, multisensor recorderbelow. In this case, there is also a fullboreflow-control valve below the recorder.
Wirelinerunningtool
Test string
Latch
Inductivecoupling
Battery
Formation pressure port
Three pressuretransducers
Annular pressure port
Flow-controlvalve
Inductivecouplinghousing
Tubing pressure port
Fullbore multisensorrecorder
Test valve
valve and formation fluid flowed aroundthem. But in a fullbore test string, the gaugesmust be mounted in such a way as to pre-serve the 21/4-in. inside diameter while atthe same time not exceed 5-in. outsidediameter. To achieve this, most gaugestoday are packaged with 11/4-in. maximumoutside diameter (previous page, above left).
Surface Pressure Readout—The ability toread the downhole pressure at surface dur-ing the test has two virtues. First, the func-tionality of the downhole equipment can bemonitored. Second, it can be confirmed thatsufficient data have been acquired.
Surface pressure readout started with agauge suspended on electrical wireline usu-ally close to the perforations. Clearly, thistechnique does not allow a downhole testvalve to be closed.
The mid-1970s saw the introduction of asystem capable of real-time surface readoutof pressure buildup during downhole shut-in. Downhole pressure is ported through thetest valve of a pressure-operated DST stringand measured by a gauge mounted abovethe valve. Pressure data are retrieved usingan electrical wireline latch assembly.
Next came independent pressure read-out/shut-in devices used either in combina-tion with a downhole test valve or indepen-dently in a tubing string (previous page,below right).
These surface readout techniques rely onhaving the wireline in the test string whilethe well is flowing which can complicateprocedures and take up valuable rig time.The DataLatch system eliminates these dis-advantages by combining a fullbore pres-sure and temperature recorder system withoptional surface readout capabilities.
Throughout the test, the system recordspressure above and below the downholevalve and in the annulus. But at any time,wireline may be used to interrogate therecorder memory and reprogram it. The sys-tem allows surface readout during pressurebuildup and removal of the wireline prior toflow. Furthermore, the wireline can be runat a relatively convenient time—during thebuildup—and used to determine that thedesign for the rest of the well test is appro-priate and to check that acquired data meetsthe test objectives.
At the heart of this equipment is an inno-vative connection that links wireline andrecorder, allowing two-way passage of elec-tronic information. The link communicatesusing electromagnetic induction and doesnot require electrical contacts (above, right).
April 1992
The ability to read and reprogram therecorder offers the chance to alter data sam-pling rates and temporarily shut the tooldown to save battery power.
The recorder batteries have a maximumlife expectancy of about 500 hours. To bestdeploy its nonvolatile memory requires effi-cient organization of data. An algorithm isused to determine whether a new data pointdiffers enough to merit storage.
25

Lubricator valvereplaces lubricator above the flowhead
Hydraulic hosepressure keepssubsea valve open
Riser
Riser disconnect
Retainer valve
Riser disconnected
Retainer valve closed
Subsea valve
Fluted hanger
Seabed
BOP pipe rams
Latch assembly
Rig’s cellardeck
After disconnection
Rams closed
Subsea valveclosed
Winch
During test
nSubsea test tree while a well is flowing and after emergency disconnection. The sub-sea safety valve is spaced out to position it below the BOP blind and shear rams. Itrequires hydraulic pressure to hold it open and if this is interrupted, the valve automati-cally closes. If the rig has to move off station, the control valve is closed. Then thehydraulically-operated latch above the subsea safety valve disconnects the test stringand the BOP blind rams are closed. The normal riser-disconnect mechanism allows theriser to be picked up with the top of the test string still inside.
If hydrocarbon flowed to surface during the test, there is a danger that after discon-nection it will either contaminate the seawater or migrate up the riser test string annu-lus. To prevent this, a retainer valve is located at the bottom of the disconnected part ofthe test string. When this is closed, the hydrocarbons are trapped in the string.
Flow Measurement and Sampling onSurfaceOn surface, the fluids produced during atest are normally handled using temporaryequipment that has to safely and reliablyfulfill a wide range of operations:•provide a means of quickly controlling the
pressure and shutting in the well•separate produced fluid into its gas, oil
and water phases, allowing the con-stituents to be metered, and record keydata like temperature and pressure
•allow samples to be taken•dispose of the produced effluent in an
environmentally acceptable manner.
Pressure Control—Traditional safety philoso-phy seeks to maintain a minimum of twoindependent barriers between the surfaceequipment and the formation. These may belocated at three levels: downhole, subsur-face and surface. Downhole barriers includethe DST test valve itself or a special safetyvalve used only in emergencies.
Subsurface barriers are not universallyemployed on fixed rigs or onshore. In somecases, particularly high-pressure gas wells,an additional means of shutting in the wellis required—analogous to subsurface safetyvalves used in permanent completions.
Any system deployed from a floating rigmust offer rapid detachment of the string inthe event of rough weather, loss of anchoror failure of the rig’s dynamic positioningsystem. To achieve this, a subsea safetyvalve assembly is landed inside the seafloorblowout preventers (BOPs). This provides aseabed valve to close the drillstring andallow disconnection. Once disconnected,the remainder of the string below seabedlevel hangs in a fluted hanger under theBOP (right).7
Surface shutoff is usually provided by aflow control head which functions as a tem-porary christmas tree. The flowhead com-prises four valves, the master valve, swabvalve and two wing valves. The mastervalve is attached to the top of the test stringwhich it isolates from the surface equip-ment. The swab valve allows introduction ofwireline, slickline or coiled tubing. Onewing valve allows fluid to flow out of thethe well, the other allows kill fluid to bepumped into the well (page 15).
The flowline valve is equipped with anautomatic shutoff system driven by surface
26
pressure monitors. If surface pressureexceeds a preset value or suddenly drops(indicating a failure of some part of theequipment at surface), the valve closes.
After the flow control head, comes thechoke manifold that controls the producedfluid, imposing a constant flow rate. A chokeis simply a restriction to flow, and the chokemanifold usually contains two such restric-tions—flow can be directed via either orthrough both in parallel. One of the chokes
is usually variable, while the other incorpo-rates inserts with calibrated diameters calledflowbeans—it is important to know the exactdiameter of the choke when making pressureand flow rate measurements.
The variable choke is used to gain quickcontrol. Once flow rate is stable, a flowbeanis used for the rest of the flow period. Theaim is to impose critical flow across the
Oilfield Review

7. Ollier JP, Imrie B and Talbott: “An IntegratedApproach to the Safety of Surface Well Testing onMobile Offshore Rigs,” paper SPE 23250, presented atthe First International Conference on Health, Safetyand Environment, The Hague, The Netherlands,November 11-14, 1991.
8. Freyss H, Guieze P, Varotsis N, Khakoo A, Lestelle Kand Simper D: “PVT Analysis for Oil Reservoirs,” TheTechnical Review 37, no.1 (January 1989): 4-15
choke. When this has been achieved,changes in pressure and rate made down-stream from the choke, do not affect down-hole pressure and flow rate.
Separation and Flow Rate Measurement—Toaccurately measure flow rate, the producedfluid has to be separated into oil, gas andwater. Test separators tend to be adaptable,capable of handling all types of output: gas,gas condensate, light oil, heavy oil, foamingoil, water and spent stimulation fluids likeacid. The possibility that hydrogen sulfidecan be produced by any exploration wellnecessitates special equipment andenhanced safety precautions.
Gas often requires heating prior to separa-tion to help prevent hydrate formation.Hydrate inhibition through chemical injec-tion is also sometimes necessary. Some oils,particularly viscous ones, require heating toimprove separability.
Once the phases have been separated,their flow rates can be measured: liquid flowrate, using flowmeters; gas flow rate, usingan orifice plate—where the absolute pres-sure and the pressure drop across an orificeare proportional to the mass flow rate.
Separated oil and condensate then passinto either a gauge tank, which vents toatmosphere via a flame arrestor, or, whenhydrogen sulfide is expected, a pressurizedsurge tank. In these, volume can also bemeasured to calibrate the flowmeters.Because the pressure of the oil is furtherreduced when it reaches this stage, addi-tional gas can come out of solution, causingshrinkage, which can also be measured atthe gauge or surge tanks.
Pressure, temperature and flow rate mea-surement at surface can be combined withdownhole data using the COMPUTEST cen-tralized acquisition system. This records allthe data, and at the same time calculates anddisplays parameters in real time. Continuousremote sensing with automatic alarmsreduces the exposure of personnel to riskand improves safety, particularly duringhigh-pressure or harsh-environment testing.The data gathered by the system can be vali-dated while the test is in progress using inter-pretation software, allowing the test proce-dure to be optimized in light of experience.
April 1992
Sampling—Samples of gas, oil and waterare always taken at surface from the testseparator. Gas and liquid samples can thenbe recombined in the proportions indicatedby the volumes of the separated phasesmeasured at the separator. When the result-ing mixture is subjected to reservoir condi-tions, it should be as close as possible towhat is actually in the formation.
Once the sample has been obtained, it isthe job of the PVT (pressure-volume-temper-ature) laboratory to conduct a thoroughanalysis. Resulting information can be splitinto two categories: physical and composi-tional. Physical information includes thepressure-volume relationship, oil volumefactors (the volumes the oil occupies atreservoir and standard conditions) and vis-cosities. Compositional analysis includeschemical breakdown of the complex com-ponents in the sample. Water samples areanalyzed to determine whether they aremud filtrate or formation water.8
This information is essential not only inunderstanding the reservoir, but also indesigning surface production facilities andmaximizing recovery. For example, a crudeoil might form wax at surface or have a highhydrogen sulfide content ; the processequipment must be designed to take thisinto consideration.
However, prior to the PVT analysis, whichmay take weeks to deliver, some composi-tional data can be estimated at the wellsiteduring the test. Using gas chromatographicanalysis of the fluid composition and anequation-of-state-based thermodynamicmodel, a number of parameters can be esti-mated, including bubblepoint at reservoirconditions, reservoir fluid specific gravityand volume factor at the bubblepoint andreservoir fluid conditions as a function ofdeclining reservoir pressure.
If the flowing reservoir pressure is abovethe bubblepoint pressure, a monophasicdownhole sample can be collected andbrought to surface in a sealed container. Intheory, this has been possible since theintroduction of the first openhole DST sys-tems. In these, a double-seal system traps adownhole formation fluid sample within thetool and brings it to surface with the string.Today, fullbore test systems all include toolsto take samples.
However, the quality of samples acquiredthis way is greatly dependent on the reliabil-ity of the seals within the chamber as theyare pulled out of hole. One does not knowwhether a sample has been successfullysecured until the test string reaches the sur-
face. And if the sampler has failed, it is toolate to do anything about it.
Samples can also be taken during testingusing wireline-conveyed samplers run infront of the perforations to to trap a single-phase sample of the formation fluid. A fur-ther method of obtaining formation fluidsamples comes through the use of wirelinetools during openhole logging (see “TheMDT Tool: A Wireline Testing Break-through,” page 58).
Disposal—As environmental constraintstighten, the acceptable disposal of producedfluid presents an increasing challenge. Ingeneral, gas and oil are burned. Onshore,this usually occurs in flare pits. Offshore, theprimary concern is to avoid dropping oily orcarboniferous residue into the sea. At first,offshore testing was hampered by the needto dispose of oil which had to be stored off-shore or offloaded into a tanker. Then in thelate 1960s, Flopetrol introduced the first flar-ing system to safely and efficiently burn oil,making possible economic offshore testing.
Within a typical burner, oil flows from theseparator into a chamber where it is atom-ized by compressed air. The mixture is thenignited. Water sprayed into the flame cre-ates high turbulence, improves the effi-ciency of the burning and prevents the for-mation of carbon black.
Water is usually produced in relativelysmall volumes that can be handled withoutproblems using the rig wastewater system.
—CF
27