Embed Size (px)
Citation preview

397Pharm. Bioprocess. (2015) 3(6), 397–410 ISSN 2048-9145
PharmaceuticalReview
part of
10.4155/pbp.15.22 © 2015 Future Science Ltd
Pharm. Bioprocess.
Review 2015/09/263
6
410
2015
In today’s competitive marketplace, the biopharmaceutical industry faces an ever increasing demand to deliver cost-effective therapeutic proteins with limited resources and shrinking timelines. One strategy to increase the throughput of cell culture process development is the utilization of plug-and-play disposable mini-bioreactors (MBRs). These MBRs are capable of operating controlled bioreactor conditions similar to those at traditional bench and large-scale, but in a high-throughput manner without extensive setup or cleanup procedures. These high-throughput systems have been incorporated in various stages of cell culture process development to enable time and resource efficient workflows. This review will highlight the strengths and challenges of several MBR systems within the respective process development workflow and provide insights into the future state of cell culture process development.
Keywords: fed-batch • mammalian cell culture • mini-bioreactor • platform application • process development
There are over 400 therapeutic proteins targeting more than 100 diseases entering various stages of development [1]. Sale of biopharmaceutical products continues to grow year over year, with the majority using mammalian cells as the expression sys-tem [2]. Biopharmaceutical companies are increasingly looking at innovative solutions to quickly deliver on these products. With many biologics targeting similar clinical indications and a vast number of biosimilars in development, efficient process develop-ment to enable first to market is a key to success.
Miniaturized bioreactor systems have been created in the past few years to address such challenges in cell culture process devel-opment. The term, mini-bioreactor (MBR) or microbioreactor, has not been clearly defined or standardized across academia and the pharmaceutical industry. In this review, we consider MBR as a small-scale device with less than 100 ml working volume in which biological reactions, including cell
culture, may be carried out. Given the fact that a typical bench-top bioreactor operates at a working volume of 1200 ml or higher, we determined that an order of magnitude volume difference is required for a system to be considered in the ‘mini’ category. MBRs have been used to cultivate a number of different cell types including bacterial, yeast, insect and animal cells [3,4]. Although numerous prototypes of MBRs were devel-oped, relatively few have been successfully commercialized. As expected, the number of MBR systems developed for microorgan-isms is greater than those for mammalian cell lines. Some of these systems are inter-changeable through minor modifications to the system’s impellers and/or aeration. The major differences in bioreactor requirements for microbial and mammalian cells are sum-marized in Table 1. In-depth reviews on var-ious MBR systems for microbial culture are also available [4–6]. This review will focus on the use of MBRs in industrial mammalian cell culture process development.
The role of high-throughput mini-bioreactors in process development and process optimization for mammalian cell culture
Yao-ming Huang*,1 & Chris Kwiatkowski11Cell Culture Development, Biogen,
5000 Davis Dr, RTP, NC 27709, USA
*Author for correspondence:

398 Pharm. Bioprocess. (2015) 3(6) future science group
Review Huang & Kwiatkowski
Stages of cell culture process developmentDespite total R&D expenditures having doubled over the past decade, 25% fewer new molecular entities (NMEs) and Biologics License Applications (BLAs) were approved by the US FDA compared with the 1990s [7]. The low clinical success rate has encour-aged biopharmaceutical companies to take on a phase-appropriate approach with their investments in process and product development. The goal of early-stage process development is to rapidly supply material for animal toxicology studies and Phase I/II clinical trials. Platform application enables predictable clinical pro-duction with minimal development and engineering work. However, as the products move into late-stage development for Phase III and commercial production, the focus shifts toward improvements in process yield, scalability, process robustness and regulatory compli-ance. Optimization of the cell culture processes may involve new cell line selection, medium development and process parameter optimization. Product quality and comparability are closely monitored when these changes occur to ensure the safety and efficacy of the product. The processes also need to be further charac-terized following the Quality by Design (QbD) prin-ciple in order to gain regulatory approval [8].
Currently, mammalian cells are well studied in order to meet the commercially viable yield and large capacity demand. Fed-batch cell culture processes are still a prevalent choice over perfusion processes in both development and approved commercial biologics, as it offers many key advantages [9]. Nevertheless, every biopharmaceutical company has their own version of a cell culture platform process that fits into their target manufacturing facility. Additionally, when a platform application is integrated into cell line selection work, cell line candidates with desirable phenotypes can be selected with more predictive process performance. For many hard-to-express proteins, significant devel-
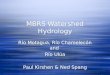
opment work may be required to achieve acceptable yield for commercialization and beyond [10]. Figure 1 illustrates the integration of the generic cell culture process development workflow within the clinical development timeline. MBRs can be utilized in cell culture development and incorporated into almost all of these workflows to various extents. We will discuss these opportunities in a later section.
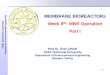
Bioreactor considerations for mammalian cell cultureMammalian cell culture technology has made great progress in the last two decades including improve-ments in expression systems, cell line engineering and medium optimization to improve overall process robustness and scalability [11]. The large-scale produc-tion of therapeutic proteins via mammalian cell cul-ture is typically carried out in fed-batch, stirred-tank reactors which have online measurements and process controls loops for maintaining pH, dissolved oxygen and temperature at specified set points or ranges. The control of these parameters is carried out through various gassing, mixing and feeding strategies that introduce variables such as mass transfer, shear forces and concentration gradients as shown in Figure 2. In a bioreactor system, agitation and aeration are always considered as critical aspects given their impact to the macro- and microenvironment cells experience. Criti-cal to process development is matching the process performance and product quality of the manufac-turing scale at the development scale. When deter-mining the appropriate gassing, mixing and feeding strategies for the scale-down model, these variables are typically calculated volume independently and are matched or leveraged for determining the appropriate scale-down strategy. Parameters used in scale-down are coefficient of mass transfer (k
La), energy dissipa-
tion (power per unit volume, P/V), aeration rate (ves-
Table 1. Comparison of typical operation parameters for bioreactors.
Stirred tank bioreactor parameter Microbial process (e.g., E. coli) Animal cell culture (e.g., CHO)
Vessel aspect ratio High (H:D > 3) Maximize wall surface for heat transfer, bubbles residence time and higher kLa
Low (H:D < 2) Limit hydrostatic pressure on bottom for high pCO2 to improve axial mixing
Superficial gas velocity High (24–294 m/h) [57] Much lower to minimize foaming
Power input per volume High (600–3000 W/m3) [58] Low (30–400 W/m3) [14]
Purpose of aeration Oxygen supply Oxygen supply and CO2 stripping
Shear concerns No Sublethal stress from partially covered impeller, gas entrance velocity, bubble burst in gas–liquid surface

www.future-science.com 399
Clinical timeline
Pre-clinical Phase I Phase II Phase III BLA
Development timeline
Cell line selection
Platform application
Medium development
Process definition
Scale-down modeling
Process characterization
Figure 1. Clinical timeline and cell culture development timeline for potential mini-bioreactor integration. BLA: Biologics License Application.
future science group
Mini-bioreactors in process development & optimization for mammalian cell culture Review
sel volumes per minute, VVM) and oxygen transfer rate (OTR). Table 2 overviews the physical charac-teristics of multiple systems common in cell culture process d evelopment.
Large-scale production bioreactors utilize a cylindri-cal shape in order to maximize surface area to volume ratio for efficient temperature control within the sys-tem. Mixing in these vessels can be improved with the addition of baffles. This geometry is employed within traditional glass, bench-top systems. Also to note, is the modularity of these nondisposable vessels allowing for various geometries and spargers to be implemented. In addition to vessel geometry, the system is also ame-nable to additional probes, such as spectroscopic [12], at the discretion of the end user. While this offers an advantage with regards to flexibility, the nondisposable option also requires sterilization procedures to be in place, typically utilizing an autoclave. However, dispos-able options, such as Mobius 3l Cellready Bioreactor, are available for bench-top systems, but as with other disposable MBR platforms discussed herein, these options are generally preconfigured by the supplying vendor. Identical control schemes to large-scale can be employed in these systems and they offer a robust plat-form for matching performance across scales. How-ever, these systems have a large footprint, require large resources and are relatively low throughput.
MBRs of various formatsTherapeutic proteins are subject to multiple chemi-cal and biological posttranslational modifications that
lead to product heterogeneity which impacts the phar-makinetic and the pharmadynamic properties of the molecules [13]. These modifications are susceptible to both the physiological and physical conditions of the process. While physiological conditions, such as media composition and process control set points, are scale-independent and easy to match across scales, the physi-cal environment is often more difficult to model and is the focus of much characterization work to deter-mine appropriate scale-down parameters. Given that all scale-down parameters cannot be matched simul-taneously, it is imperative to have similar control capa-bilities and model stress parameters to equate process performance and product quality across scales [14].
Microwell plate & deepwell plateThere are multiple, commercially available well geome-tries for use in cell culture in both microwell and deep-well format [15]. These disposable plates are polystyrene or polypropylene and treated for cell culture use to reduce protein and cell adsorption, which is more prev-alent than in shake flasks due to higher surface-area to volume ratios. These plates are incubated on orbital shaker platforms with low orbital diameter (3–25 mm) and various speeds (120–1000 rpm) in a temperature and CO
2-controlled incubator. Cross-sectional geom-
etries are typically circular, but square wells are also common at the larger volume wells. Funke et al. have extensively studied how well geometry and the intro-duction of baffles effect mixing and maximum oxygen transfer capacity in microtiter plates [16]. Additionally,

400 Pharm. Bioprocess. (2015) 3(6)
Process definition
AgitationWm-3
Vesselconfiguration
CO2
gassingAir & O2
gassingBasefeed
PressureTemperatureelement
Temperature
Cell growth & viability and cell lysisCulture metabolismSpecific and volumetric productivity
Protein oxidation & deamidationProteolysis and desialylationetc.
Dissolvedoxygen
Culture pHCell shearMasstransfer kLa
Mix time
Physical characteristics
Process performance&
product quality
Process parameters
Figure 2. Overview of bioreactor process characteristics.
future science group
Review Huang & Kwiatkowski
the bottoms of these vessels vary with flat-bottom, V-bottom and round-bottom options. Traditional well systems suffer from significant well-to-well variabil-ity due to poor mixing [17] and unequal evaporation rates or ‘edge effects’ [18]. However, breathable adhesive tapes can be used to improve consistency while still allowing for system gas exchange [18]. Specialized clo-sure systems have been designed that provide a sterile barrier and minimize evaporation while ensuring that gas exchange in the headspace is sufficient [19]. The number of wells generally used in cell culture develop-ment in these formats range from 4 to 96 with standard working volumes ranging from 200 to 5000 ml. How-ever, high working volumes may not be possible with some processes due to mass transfer limitations [20]. Betts et al. also show that maintaining consistent scale parameters and modeling shear stresses, even to the bench scale bioreactor, is not practical [21]. In recent years, optical sensors enabling real-time monitoring of pH and dissolved oxygen (DO) have been made avail-able and integrated in most MBR systems, including microwell plate and deepwell plate (DWP) [22]. Despite the fact that plates easily lend themselves to automa-tion, typical fed-batch operation often requires peri-odic, often daily, sampling and feeding, which can be impractical at extremely low volumes. As such, these systems are typically employed in early screening work.
Shake flasks, spin tubes & spinnersShake flasks used in cell culture are Erlenmeyer design with volumes ranging from 25 ml to 3 l and working volumes approximately 20% of the size of the flasks. Disposable shake flasks, typically made of polycarbon-ate, have reduced k
La due to the hydrophobicity of the
plastic material when compared with glass flasks. They come with vented caps to allow gas exchange within a temperature and CO
2-controlled incubator. For
mammalian cell culture with less than 100 working volume, unbaffled shake flasks are generally preferred due to less bubble-related damage [23]. Unlike a sparged bioreactor, oxygen is supplied to the system by orbital shaking. Agitation speed and orbital diameter can be adjusted to increase oxygen transfer rate and maintain cell suspension. Viable cell densities up to 30E6 vc/ml during fed-batch operation have been reported without risks of oxygen limitation with CHO cells [24]. Spin tubes are also equally popular as shake flasks, as the performance after optimization can be similar while they require a small footprint [25,26]. Spinners augment this design with the use of a submerged impeller simu-lating the design of a traditional bioreactor. However, we found very few reports utilizing spinner flasks for the purpose of process development as the k
La of shake
flask are more than adequate and much simpler in han-dling. Shake flasks containing optical sensors for DO

www.future-science.com 401future science group
Mini-bioreactors in process development & optimization for mammalian cell culture Review
and pH measurements are also commercially available. Despite the simplicity and ease of operation, these sys-tems suffer from the lack of pH and DO feedback con-trol. While these parameters can be measured offline, control often requires manual changes such as agitation shifts, CO
2 incubator adjustments or liquid additions;
none of which enable precise control. Automation of these operations is difficult and systems enabling this are relatively expensive. Therefore, shake flasks remain primarily an inoculum expansion and medium screen-ing tool for experiments that require minimal pH adjustment. The majority of screening work requir-ing very high throughput has been transferred to the microwell plate format where an automated solution is readily available via robotic liquid handlers.
SimCell™The SimCell™ system (Bioprocessors Corp., MA, USA) is a high-throughput system capable of run-ning up to 1260 microbioreactors. The microbiore-
actors utilize gas-permeable membranes for oxygen and CO
2 gas transfer and have a nominal volume of
800 μl [27]. Microbioreactors are loaded onto an array that rotates vertically within an incubator and have reported k
La values of 7 per hour [28] with adjustments
for both pCO2 and DO occurring at the incubator
level. Legmann et al. also reported that the system’s rotation and volume mimicked expected shear rates at larger scales. The full system utilizes a robotic arm and integrated analysis systems to enable periodic pH, DO and cell density measurements in addition to sample and feed management. While DO and pH measurements utilizing optical measurements are generally accepted, cell counting is measured via opti-cal density, which is uncommon in mammalian cell culture. Cell culture scientists also commonly rely on cell viability as a critical measurement both in terms of analyzing process performance and assessing any associated product quality impact. Thus, measure-ment of these parameters would require offline analy-
Table 2. Overview of common systems used in process development.
Parameter Bench-top bioreactor
Shake flasks ambr®15 Multiwell plates
Micro-24 SimCell™
Automation, throughput and capital cost
Manual operation 1–5 l Large footprint Very high capital
Often manual 50–1000 ml Moderate footprint Low capital
48 vessels 10–15 ml Low footprint High capital
4–96 wells 200–5000 μl Low footprint Low capital
24 vessels 3.5–7.0 ml Low footprint Moderate capital
1260 vessels 700 μl Large footprint Very high capital
Temperature control
Individual Incubator control
Controlled in units of 12
Incubator control
Individual control
Controlled in units of 252
Mixing 150–200 RPMs 30–70 W/m3 Low shear and Rushton impellers 10–100 s mix time
120 RPM, 20 mm OD 40 W/m3 Shaking 2–5 s mix time
300–1500 RPMs 3.9–419 W/m3 Pitched Blade and Rushton 5–25 s mix time
120–1000 RPMs, 3–25 mm OD 5–35 W/m3 Shaking, 2–12,900 s mix time
500–800 RPMs 5 mm OD 1–5 s mix time
20 RPMs Rotary agitation 20 s mix time
pH control Real-time monitoring and control of pCO2 and base
Real-time monitoring CO2 incubator control
Real-time monitoring and control of pCO2 and base
Real-time monitoring CO2 incubator control
Real-time monitoring and CO2 control Manual base
Periodic monitoring Auto base control Incubator CO2
Dissolved oxygen control
Real-time monitoring and control Sparged 14 per hour kLa
Real-time monitoring Surface aeration
Real-time monitoring and control Sparged 2.6–13.0 per hour
Real-time monitoring Surface aeration 1.3–29 per hour
Real-time monitoring Sparged 4–53 per hour Headspace aeration 3–22 per hour
Periodic monitoring 7 per hour
References [49,50] [20,59] [14] [20] [21,30] [27,29]

402 Pharm. Bioprocess. (2015) 3(6) future science group
Review Huang & Kwiatkowski
sis with this system. Due to low volumes, any periodic offline cell count analysis would require high dilution and subject the results to significant statistical error as has been previously reported [28]. Submilliliter vol-ume also makes time-course PQ evaluation impracti-cal. Given that DO, pCO
2 and temperature are con-
trolled at the incubator level, any extensive variability in control demands between these bioreactors would not be well modeled in this system. While the Sim-Cell offers an automated and very high-throughput option for cell culture development work and clone selection [29], industry adoption has remained rela-tively low due to the system’s high capital require-ments and complexity in automation.
Micro-24Micro-24 (Pall Corporation, NY, USA) expands on the 24-deepwell format with the addition of tempera-ture control and gassing for DO and pH control in each individual well. The Micro-24 utilizes optical sensors for real-time monitoring of DO and pH. The system can utilize up to three inlet gasses for con-trol of these parameters. Wells are capped with sev-eral options previously detailed [30] allowing for gas venting. Two type of culture cassettes offer aeration either through a hydrophobic membrane at the base of each well (REG) or headspace gassing through a central tube (PRC). Disposable well formats avail-able are standard, baffled, central vent (surface aera-tion) with the standard design being identified as optimal for high density cell culture [21]. Evaporation rates across the plate are consistent at 0.6% per day, and cell growth as high as 19.3E6 achieved with-out apparent systematic variation in performance in PERC cassette. When REG were used, it was also noted that foaming and a corresponding reduction in mass transfer in this system had a significant impact on process performance and consistency [31]. It was also noted that manufacturer lot-to-lot vari-ability had a significant impact on gassing in this sys-tem [31]. After addressing foam concerns with manual antifoam additions and lot variability through system modifications, Chen et al. reported very good scale-equivalency to bench-top bioreactors and feasibility of utilizing the Micro-24 for scale-down develop-ment. However, the system still lacks automation for routine fed-batch operations as well as liquid base addition for pH control.
ambr®
The ambr®15 (TAP Biosystems, Hertfordshire, UK) uses 24 or 48 single-use microbioreactors with a working volume of 10–15 ml. Vessels are rectan-gular and come individually equipped with optical
DO and pH sensors. Each vessel has a pitched blade impeller for mixing and can either utilize a sparged or surface aeration strategy. The full system typically resides within a biosafety cabinet for aseptic process-ing by an automated liquid handler, which opens the vessels during automated execution of vessel sam-pling or feeding. Despite having automated liquid-handling capabilities, full system integration with multiple offline analysis modules has not been imple-mented, so full potential of system automation has yet to be realized. Vessel geometry shares many char-acteristics of a traditional bioreactor and it has been extensively reported that the process performance within the system matches that of large scale and it is also noted that the physical characteristics of the system are quite different from that of large scale [14]. Impeller tip speed is a common scale parameter used in this system due to significantly higher power per volume numbers. Excessive foaming is also a high concern with this system due in part because of the sparger as well as the relative surface tension at these low volumes. However, Nienow suggests that despite the physical differences, the similarity in process per-formance can be attributed to comparable control and equivalence in stress parameters. Vessel agitation rates and temperature are controlled in units of 12 thereby reducing system flexibility. System limita-tions were also noted as being the lack of continu-ous feed capability and that the control of pH, DO and temperature differs from classical systems due to the low volumes [32]. While the system is a high-throughput method that generates significant scale data, the lack of these capabilities still suggests that bench-top systems would be required for subsequent development work [33,34]. Other than protein produc-tion, ambr15 has been used in the process optimiza-tion work in producing cell products as well [35,36]. Addressing these system limitations is the recently launched AMBR250 system that comes equipped with continuous feed capability, electrochemical pH probes and parameter control highly similar to traditional systems. The system maintains the use of a liquid handler capable of automating routine fed-batch operations such as sampling and bolus feed additions [37,38]. However, the working volume in the AMBR250 is 150–250 ml and is not consid-ered an MBR system for purposes of this review. Similar in regards to volumes is the DASbox MBR system (DASGIP Information and Process Technol-ogy GmbH, an Eppendorf company) with reported working volumes in the range of 60–250 This system has similar control capabilities to the ambr250, but utilizes glass or single-use vessels and is without auto-mated liquid-handling capabilities.

www.future-science.com 403
Transfection EnrichmentSingle cloneisolation
Primary clonescreening
Final cloneselection
EDCBA
Figure 3. Simplified flow diagram showing stages of cell line selection workflow.
future science group
Mini-bioreactors in process development & optimization for mammalian cell culture Review
Applications of MBRs in process developmentCell line selectionSelection of the final production clone is largely con-sidered one of the most critical steps in both early- and late-stage cell culture process development. Cell line changes after early-stage clinical development are con-sidered undesirable as it requires significant invest-ment in both new cell line creation and intense process development and regulatory activities to demonstrate product comparability with the early-stage material. Nevertheless, platform approaches have been adopted across industry to select the cell lines of desirable phe-notype to minimize development work.
A typical workflow for generating a stable cell line is summarized in Figure 3. Due to high number of clones that are screened, culture automation has been incor-porated in steps C, D and E over the past few years with varied success. It is preferred to screen cell lines in an agitated environment [39] and in a final production process format to evaluate product quality. Warr et al. showed a relatively higher correlation in titer rank order between microtiter plates and shake flasks in a simplified fed-batch culture when cultures had already been adapted to shaking growth conditions [40].
It was quite common to employ shake flasks and bench-top bioreactors in steps D and E, respec-tively [41,42], until the integration of automated cell culture systems made available in the past two decades. Shake flasks have been gradually replaced by DWP and bench-top bioreactors have been replaced by auto-mated MBRs such as ambr15 [10]. Since it is desirable to screen as many clones as possible during the primary screening (step D) before the final cell line selection (step E), automation is often the enabling factor to take on this throughput challenges. Figure 4 shows the relative spaces various systems occupy with regards to throughput, physical similarity and control capability. Based on Monte Carlo simulations, the probability of
identifying a cell line that is 75% more productive than the mean increases greatly with increasing number of cell lines screened in a fed-batch bioreactor format [10]. Cell lines exhibiting higher lactate production in the growth phase may negatively impact the effectiveness of scale-down systems that do not have automated, real-time control mechanisms.
In addition, product quality and process yield are the primary considerations in selecting the top clone, so a fed-batch format carried out in bench-top bioreac-tors or MBRs with similar control capability is highly preferred. Due to the single-use nature and automa-tion of MBR systems, a process development scientist can explore more conditions in the same amount of time using MBRs compared with low-throughput bench-top bioreactors. There are several case studies reporting on the success of MBRs modeling the final process upon scale-up [43] for multiple CHO host cell lines. In combination with high-throughput purifica-tion development and analytical equipment, the early-stage development workflow is streamlined to support attribute-driven clone selection.
Medium developmentThe optimization of cell culture media and supple-mentation is a vital element of the cell culture process. Development may involve the screening of multiple media formulations and/or medium components to identify positive responses to productivity or specific product quality attributes. Media component screen-ing can be very time-consuming and resource-taxing without a proper small-scale system. For fed-batch culture, the resulting modifications of the basal and feed media need to be verified in the process format to confirm any positive responses. Table 3 summa-rized the approaches and MBRs used by scientists in the literatures over the past 5 years. The list is not intended to be exhaustive, but to offer a glimpse on the adoption of scale-down culture vessels in con-

404 Pharm. Bioprocess. (2015) 3(6)
Shake �asks
Mini-bioreactors
Con
trol
cap
abili
ty
Bench-top bioreactor
Well plates
Physical similarity to large-scale
Exp
erim
enta
l thr
ough
put
Figure 4. Mini-bioreactor application in process development.
future science group
Review Huang & Kwiatkowski
ducting medium development work. Surprisingly, shake flasks without pH control remains one of the most popular means due to their simplicity. While instrumented shake flasks have been made available for years, very few were reported, likely due to the
fact that manual pH adjustment is still required. The most common approaches for media component screening utilize Plackett–Burman statistical design or some other DoE design requiring 12 or more con-ditions. Repeated passages and dose titration can be easily facilitated through automation in well plate or DWP compared with manual shake flask passage. 96 DWP was an effective tool in repeated passages as well as 14-day fed-batch studies during medium blending studies supporting CHO–S cell lines up to 23E6 vc/ml, which resulted in up to a 40% improve-ment over control in the best conditions [44]. Smaller culture volumes present limitations in monitoring metabolites, thus understanding the cell phenotype (e.g., lactogenic) is critical in selecting appropriate formats during medium development.
Process definition & optimizationProcess definition and optimization aim at examin-ing the platform process and its parameters, as well as provide for opportunities to improve process yield and consistency while maintaining acceptable or com-parable product quality. If cell lines are not selected internally using an in-house platform process, process scouting work using various platform process options
Table 3. Summary of medium development and their methods in mini-bioreactors during 2010–2015.
Platform Methodology Control capability Ref.
WP Screening, DOE [60]
DWP Blending, DOE, FB Automated [44,61,62]
DWP Screening, titration, B [63]
SF Screening, FB [63]
SF FB [64–66]
SF Screening, B [23,66]
SF DOE, FB [24]
ST Screening, DOE, FB [67]
SimCell Screening, DOE, FB Automated, feedback control
[68]
M24 FB Feedback control [47,69]
B: Batch; DOE: Design of experiment; DWP: Deepwell plate; FB: Fed-batch; M24: Micro24;
SF: Shake flask; ST: Spin tube; WP: Well plate.

www.future-science.com 405
Via
ble
cel
l den
sity
Pro
tein
tit
erA
mm
on
ium
Lac
tate
Run time
Platform-1 Platform-2 Platform-3 Platform-4
Run time
Figure 5. An example of process scouting work using ambr®15 prior to process definition and optimization work.
future science group
Mini-bioreactors in process development & optimization for mammalian cell culture Review
may be required. Figure 5 shows an example of using ambr15 to examine four different platform options in order to pick a baseline platform option for further process definition and optimization work. Platform-2 was eventually selected as the starting process due to the highest process yield as well as lower ammonium and lactate accumulation, while platform-4 provided insights on what to avoid in triggering lactate produc-tion for the cell line.
At this point, the nutrient supplements needed for the process have been largely defined in the medium development phase. The goal is to have a well-defined process related to all scale-up parameters and feed regimes before process lockdown. Thus, the work needs to be performed in an environment with simi-lar control capability in order to quantitatively define process parameters. A well-controlled process should perform in a consistent way with all process outputs having no more than 15% process variability [45]. If an MBR system fails to meet such criteria in one or more process parameters, it may not be a good tool to establish process definition. The utility of the sys-tem may be reduced to a screening tool to cull the
number of parameters for process definition or for other process development work such as raw material screening, cell age evaluation and process excursion testing. In addition, spent medium analysis is a com-mon approach to assessing nutritional requirements of a given fed-batch process to make any necessary changes for process optimization. Sample volumes at an adequate frequency that enable such analysis are needed in any given scale-down model system. SimCell may be a good example here to explain why its adoption rate is low despite good scalability reported [27], though volume constraints are inherent to varying degrees with each MBR platform. Many metabolite analyzers emerging recently also take aim at addressing such needs by reducing offline analyt-ics volume requirement while providing multiple metabolite readouts with accuracy and precision [46]. In the past two decades, bench-top glass-stirred tank bioreactor were utilized exclusively in this develop-ment phase. Even now, most process scientists still largely rely on bench-top bioreactors as the preferred system. However, there is an increasing trend of using MBRs in order to minimize resource constraints and

406 Pharm. Bioprocess. (2015) 3(6) future science group
Review Huang & Kwiatkowski
increase throughput. Data compilation and analysis are often resource intensive and complex. As experi-mental throughput increases, the need for cell cul-ture scientists to efficiently automate data collection, transfer and compilation will also grow making these analysis tools increasingly critical as these large, com-plex data sets grow. As these MBR systems become more commonly used, the coinciding increase in cell culture experimental throughput will also place additional demands on analytical and purification to also implement high-throughput technologies to keep pace. Volume limitations in the MBR formats will make this work difficult, particularly during late-stage development activities where product quality, spent media analysis and titer need to be monitored across multiple time points in the process.
Chen et al. made several adjustment and improve-ments on M24 system to enable it for cell culture process development. A high degree of variability was addressed by changes in the system design [31]. How-ever, there are inherent system limitations which can-not be overcome easily, leaving it less desirable as a reli-able tool for process definition. Warr et al. was able to examine four process parameters in a DOE study in the M24 for process optimization, and validated the results in 2-liter bioreactors [47]. Betts et al. [21] showed CHO culture performance in PRC plate designs of M24 outperform those in REG plate but matches those of conventional shake flasks under similar operating conditions in fed-batch culture. However, process vari-ability is still considered high by industrial standards for process definition [21].
Scale-down models & process characterization’A-Mab case study in process development’ generated by CMC Biotech Working Group in 2009 demon-strated a common approach taken by industrial par-ticipants on how they interpreted the principles of QbD contained in ICH Q8, Q9 and Q10 [48]. Due to the complexity of the products and the biological manufacturing processes, the design space represents the multivariate interactions of critical process con-trol parameters (CPPs) and critical quality attributes (CQAs). In order to assess the applicability of a scale-down model to predict large-scale production biore-actor performance, a Principal Component Analysis (PCA) model was developed to compare bioreactor performance and product quality between the 2 l and 15,000 l scales. The similar MVA approach was used to qualify bench-top bioreactors as a qualified scale-down model [49,50].
The QbD approach in process characterization DoE studies has required huge amounts of experi-mentation to map out the process design space. The
ongoing efforts in the application of MBR systems for QbD experimentation represent one of the strategies in assessing the product quality challenges during development while balancing the resource and time-line constraints. For example, a simple four-factorial central composite design requires 30 experiments, which can be typically performed in two to three blocks in bench-top bioreactors. This may span over a few months depending on the duration of the process and available resources in the lab, but it may be pos-sible to be completed in an ambr system in one run.
The majority of MBR data reported in the literature were compared side by side with bench-scale or large-scale data in a one factor at a time (OFAT) fashion when evaluating process behavior and product qual-ity [33,34,51]. MVA is considered a more holistic approach for rigorous statistical comparison of large data sets to validate a scale-down model. Using MVA as a primary approach to qualify ambr15 as an appropriate scale-down model has been implemented successfully [52,53]. The subsequent DoE studies for process characteriza-tion were carried out in both bench-top bioreactors (3 l) and ambr (15 and the control strategies were com-pared based on the results of Response Surface Model on CPPs. The resulting acceptable operating ranges in the design space differed slightly between 3 l and ambr model, but agreed fairly well in the majority of CCPs and their interactions between these two scale-down models. This further strengthens the feasibility of using MBRs as a potential scale-down model for extensive process validation work examining multiple process parameters. This can potentially be a paradigm shift in carrying out future process characterization in MBR systems.
Conclusion & future perspectiveThe impact of high-throughput process development (HTPD) to enhance efficiency and overall process understanding is significant. It will continue to evolve over the coming years as technology and automa-tion supporting high-throughput analytics further matures. Furthermore, the implementation of the QbD paradigm will further accelerate the need for adopting MBRs to fulfill regulatory requirements in a more realistic time frame. Similar exercise to match critical process outputs (such as pCO2) upon scale-up and ensure high data quality is still required in MBRs, if not more challenges than that in traditional bench-top bioreactors. The other key consideration will be the ability of a MBR system to be integrated into an estab-lished bioprocess development platform [54].
Many antibody therapeutics require very large doses in order to achieve satisfactory efficacy, which in turn puts pressure on further increasing the cell culture

www.future-science.com 407future science group
Mini-bioreactors in process development & optimization for mammalian cell culture Review
process yield and overall throughput of the current production technology. Recently, the application of perfusion technology in disposable bioreactors to fur-ther increase biomass and volumetric productivity to an output equivalent of many large-scale bioreactors (15K) has gained much attention [55]. On the process analytical technology side, using noninvasive spectro-scopic methods (e.g., Raman, dielectric spectroscopy) to monitor and control cell growth and metabolites for further process improvements has been realized [56]. All these advanced process control tools have not been made available to the current MBR systems as of yet. Continuous processing and further process intensifica-tion will further push the burden on a HTPD solution.
In addition, it will be intriguing to see how culture automation continues to make strides to meet the ever-changing demands of upstream process development.
Financial & competing interests disclosureThe authors are employed by Biogen. The authors have no
other relevant affiliations or financial involvement with any
organization or entity with a financial interest in or financial
conflict with the subject matter or materials discussed in the
manuscript. This includes employment, consultancies, hono-
raria, stock ownership or options, expert testimony, grants or
patents received or pending, or royalties.
No writing assistance was utilized in the production of this
manuscript.
Executive summary
Background• The ability to predict large-scale process performance at the laboratory scale is critical in cell culture
development.• Matching the physical and physiological conditions of a large-scale system in a scale-down model is imperative
in equating process performance and product quality between scales.• Quick and efficient methods to perform process development is a key to success in the biopharmaceutical
industry.Mini-bioreactor systems• Mini-bioreactor (MBR) systems have been extensively characterized in order to determine appropriate
operational conditions for scale-down models. However, a lack of appropriate process controls is a barrier to generating scale-relevant data.
• Optical sensors allow for real-time monitoring of critical process parameters. Further control capabilities, such as aeration control, enable similar control of DO and pH as traditional large-scale systems.
• Automation is crucial for improving system throughput without sacrificing data quality.Application of MBRs in development• Process development demands shift from high-throughput to high data quality as the molecule moves from
early- to late-stage clinical trials.• MBRs can offer a high-throughput process development solution that does not sacrifice data quality.Future perspective• As new production modalities and technologies continue to mature the demand on and scope of high-
throughput process development solutions is set to increase. MBR systems capable of supporting these ever-changing demands will likely see increased use throughout the development cycle.
ReferencesPapers of special note have been highlighted as: • of interest; •• of considerable interest
1 Biologics research pushing frontiers of science with more than 900 medicines and vaccines in development. www.Phrma.Org/sites/default/files/pdf/biologics2013.Pdf
2 Ecker DM, Jones SD, Levine HL. The therapeutic monoclonal antibody market. Mabs-Austin 7(1), 9–14 (2015).
3 Bareither R, Pollard D. A review of advanced small-scale parallel bioreactor technology for accelerated process development: current state and future need. Biotechnol. Progr. 27(1), 2–14 (2011).
• Anoverviewofmini-bioreactor(MBR)developmentforbothmicrobialandmammaliancellculturefromendusers’
perspective.
4 Gernaey KV, Baganz F, Franco-Lara E et al. Monitoring and control of microbioreactors: an expert opinion on development needs. Biotechnol. J. 7(10), 1308–1314 (2012).
5 Kirk TV, Szita N. Oxygen transfer characteristics of miniaturized bioreactor systems. Biotechnol. Bioeng. 110(4), 1005–1019 (2013).
6 Hegab HM, Elmekawy A, Stakenborg T. Review of microfluidic microbioreactor technology for high-throughput submerged microbiological cultivation. Biomicrofluidics 7(2), 021502 (2013).
7 Hay M, Thomas DW, Craighead JL, Economides C, Rosenthal J. Clinical development success rates for investigational drugs. Nat. Biotech. 32(1), 40–51 (2014).

408 Pharm. Bioprocess. (2015) 3(6) future science group
Review Huang & Kwiatkowski
8 Rathore A. Implementation of quality by design (QbD) for biopharmaceutical products. PDA J. Pharm. Sci. Technol. 64(6), 495–496 (2010).
9 Huang YM, Kshirsagar R, Woppmann B, Ryll T. Cell-culture based production. In: Therapeutic Fc-Fusion Proteins.Chamow SM, Ryll T, Lowman HB, Farson D (Eds). Wiley-VCH Verlag GmbH & Co. KGaA, Weinheim, Germany, 67–96 (2013).
10 Alves C, Gilbert A, Dalvi S et al. Integration of cell line and process development to overcome the challenge of a difficult to express protein. Biotechnol. Progr. doi:10.1002/btpr.2091 (2015)(Epub ahead of print).
11 Zhu JW. Mammalian cell protein expression for biopharmaceutical production. Biotechnol. Adv. 30(5), 1158–1170 (2012).
• Arecentreviewonthecurrentstateofupstreamrecombinantproteinproduction.
12 Berry B, Moretto J, Matthews T, Smelko J, Wiltberger K. Cross-scale predictive modeling of CHO cell culture growth and metabolites using Raman spectroscopy and multivariate analysis. Biotechnol. Progr. 31(2), 566–577 (2015).
13 Dorai H, Ganguly S. Mammalian cell-produced therapeutic proteins: heterogeneity derived from protein degradation. Curr. Opin. Biotech. 30, 198–204 (2014).
14 Nienow AW, Rielly CD, Brosnan K et al. The physical characterisation of a microscale parallel bioreactor platform with an industrial CHO cell line expressing an IgG4. Biochem. Eng. J. 76, 25–36 (2013).
•• Acomprehensivephysicalcharacterizationofambr15withtheconceptofequivalentstressparameter.
15 Silk NJ, Denby S, Lewis G et al. Fed-batch operation of an industrial cell culture process in shaken microwells. Biotechnol. Lett. 32(1), 73–78 (2010).
16 Funke M, Diederichs S, Kensy F, Müller C, Büchs J. The baffled microtiter plate: increased oxygen transfer and improved online monitoring in small scale fermentations. Biotechnol. Bioeng. 103(6), 1118–1128 (2009).
17 Wen Y, Zang R, Zhang XD, Yang ST. A 24-microwell plate with improved mixing and scalable performance for high throughput cell cultures. Proc. Biochem. 47(4), 612–618 (2012).
18 Chaturvedi K, Sun SY, O’brien T, Liu YJ, Brooks JW. Comparison of the behavior of CHO cells during cultivation in 24-square deep well microplates and conventional shake flask systems. Biotechnol. Rep. 1–2(0), 22–26 (2014).
19 Duetz WA. Microtiter plates as mini-bioreactors: miniaturization of fermentation methods. Trends Microbiol. 15(10), 469–475 (2007).
20 Barrett TA, Wu A, Zhang H, Levy MS, Lye GJ. Microwell engineering characterization for mammalian cell culture process development. Biotechnol. Bioeng. 105(2), 260–275 (2010).
• Detailedengineeringcharacterizationofliquidmixingandgas–liquidmasstransferinmicrowellsystemsandtheirimpactonsuspensioncellcultures.
21 Betts JPJ, Warr SRC, Finka GB et al. Impact of aeration strategies on fed-batch cell culture kinetics in a single-use 24-well miniature bioreactor. Biochem. Eng. J. 82, 105–116 (2014).
• MostupdatedsummariesoftheM24systemandtheimpactofaerationoncultureperformance.
22 Kensy F, John GT, Hofmann B, Buchs J. Characterisation of operation conditions and online monitoring of physiological culture parameters in shaken 24-well microtiter plates. Bioproc. Biosyst. Eng. 28(2), 75–81 (2005).
23 Peng HF, Hall KM, Clayton B et al. Development of small scale cell culture models for screening poloxamer 188 lot-to-lot variation. Biotechnol. Progr. 30(6), 1411–1418 (2014).
24 Yang WC, Lu J, Nguyen NB et al. Addition of valproic acid to CHO cell fed-batch cultures improves monoclonal antibody titers. Mol. Biotechnol. 56(5), 421–428 (2014).
25 De Jesus MJ, Girard P, Bourgeois M et al. Tubespin satellites: a fast track approach for process development with animal cells using shaking technology. Biochem. Eng. J. 17(3), 217–223 (2004).
26 Xie K, Zhang X-W, Huang L et al. On-line monitoring of oxygen in tubespin, a novel, small-scale disposable bioreactor. Cytotechnology 63(4), 345–350 (2011).
27 Amanullah A, Otero JM, Mikola M et al. Novel micro-bioreactor high throughput technology for cell culture process development: reproducibility and scalability assessment of fed-batch CHO cultures. Biotechnol. Bioeng. 106(1), 57–67 (2010).
28 Legmann R, Schreyer HB, Combs RG, Mccormick EL, Russo AP, Rodgers ST. A predictive high-throughput scale-down model of monoclonal antibody production in CHO cells. Biotechnol. Bioeng. 104(6), 1107–1120 (2009).
29 Legmann R, Benoit B, Fedechko RW et al. A strategy for clone selection under different production conditions. Biotechnol. Progr. 27(3), 757–765 (2011).
30 Ramirez-Vargasa R, Vital-Jacome M, Camacho-Perez E, Hubbard L, Thalasso F. Characterization of oxygen transfer in a 24–well microbioreactor system and potential respirometric applications. J. Biotechnol. 186, 58–65 (2014).
31 Chen A, Chitta R, Chang D, Amanullah A. Twenty-four well plate miniature bioreactor system as a scale-down model for cell culture process development. Biotechnol. Bioeng. 102(1), 148–160 (2009).
32 Rameez S, Mostafa SS, Miller C, Shukla AA. High-throughput miniaturized bioreactors for cell culture process development: reproducibility, scalability, and control. Biotechnol. Progr. 30(3), 718–727 (2014).
33 Moses S, Manahan M, Ambrogelly A, Ling WLW. Assessment of ambr™ as a model for high-throughput cell culture process development strategy. Adv. Biosci. Biotechnol. 3, 918–927 (2012).
34 Hsu WT, Aulakh RP, Traul DL, Yuk IH. Advanced microscale bioreactor system: a representative scale-down model for bench-top bioreactors. Cytotechnology 64(6), 667–678 (2012).
35 Glen KE, Workman VL, Ahmed F, Ratcliffe E, Stacey AJ, Thomas RJ. Production of erythrocytes from directly isolated

www.future-science.com 409future science group
Mini-bioreactors in process development & optimization for mammalian cell culture Review
or delta1 notch ligand expanded CD34(+) hematopoietic progenitor cells: process characterization, monitoring and implications for manufacture. Cytotherapy 15(9), 1106–1117 (2013).
36 Ratcliffe E, Glen KE, Workman VL, Stacey AJ, Thomas RJ. A novel automated bioreactor for scalable process optimisation of haematopoietic stem cell culture. J. Biotechnol. 161(3), 387–390 (2012).
37 Bareither R, Bargh N, Oakeshott R, Watts K, Pollard D. Automated disposable small scale reactor for high throughput bioprocess development: a proof of concept study. Biotechnol. Bioeng. 110(12), 3126–3138 (2013).
38 Bareither R, Goldfeld M, Kistler C et al. Automated disposable small-scale bioreactor reactor for high-throughput process development: implementation of the 24 bioreactor array. Pharm. Bioprocess. 2(1), 1–13 (2015).
39 Kondragunta B, Drew JL, Brorson KA, Moreira AR, Rao G. Advances in clone selection using high-throughput bioreactors. Biotechnol. Progr. 26(4), 1095–1103 (2010).
40 Warr S, White S, Chim Y-T, Patel J, Bosteels H. Cell line selection using the Duetz microflask system. BMC Proc. 5(Suppl 8), P15 (2011).
41 Lindgren K, Salmen A, Lundgren M et al. Automation of cell line development. Cytotechnology 59(1), 1–10 (2009).
42 Figueroa B, Ailor E, Osborne D, Hardwick JM, Reff M, Betenbaugh MJ. Enhanced cell culture performance using inducible anti-apoptotic genes e1b–19k and aven in the production of a monoclonal antibody with Chinese hamster ovary cells. Biotechnol. Bioeng. 97(4), 877–892 (2007).
43 Siva S, Koepf E, Conley L et al. Leverage high throughput technology to accelerate the time to clinic. Engineering in Life Sciences (2015). doi:10.1002/elsc.201500028, (Epub ahead of print).
44 Rouiller Y, Perilleux A, Collet N, Jordan M, Stettler M, Broly H. A high-throughput media design approach for high performance mammalian fed-batch cultures. Mabs-Austin 5(3), 501–511 (2013).
45 Gilbert A, Huang Y-M, Ryll T. Identifying and eliminating cell culture process variability. Pharm. Bioprocess. 2(6), 519–534 (2014).
46 Kurtz C, Smelko JP. Which factors to consider when selecting an analytical method for cell culture fermentation: a comparison of four different metabolic analyzer instruments. BioProc. J. 13(3), 12–31 (2014).
47 Warr S, Betts J, Ahmad S, Newell K, Finka G. Streamlined process development using the micro24 bioreactor system. BMC Proc. 7(Suppl. 6), P36 (2013).
48 Cmc Biotech Working Group. A mAb: a case study in bioprocess development. CASSS and ISPE (2009).
49 Tsang VL, Wang AX, Yusuf-Makagiansar H, Ryll T. Development of a scale down cell culture model using multivariate analysis as a qualification tool. Biotechnol. Progr. 30(1), 152–160 (2014).
50 Tescione L, Lambropoulos J, Paranandi MR, Makagiansar H, Ryll T. Application of bioreactor design principles and multivariate analysis for development of cell culture scale down models. Biotechnol. Bioeng. 112(1), 84–97 (2015).
51 Delouvroy F, Le Reverend G, Fessler B et al. Evaluation of the advanced micro-scale bioreactor (ambr™) as a high throughput tool for cell culture process development. BMC Proc. 7(Suppl. 6), P73 (2013).
52 Janakiraman V, Kwiatkowski C, Kshirsagar R, Ryll T, Huang Y-M. Application of high-throughput mini-bioreactor system for systematic scale-down modeling, process characterization and control strategy development. Biotechnol. Progr. doi:10.1002/btpr.2162 (2015) (Epub ahead of print).
53 Kwiatkowski C, Huang Y-M, Kshirsagar R, Ryll T. Traversing six logs in scale-down modeling: two case studies in developing a scale-down model for the advanced microscale bioreactor system from a 15,000l production bioreactor. Presented at: 2013 AIChE Annual Meeting, San Francisco, CA, 3–8 November 2013.
54 Estes S, Melville M. Mammalian cell line developments in speed and efficiency. In: Mammalian Cell Cultures For Biologics Manufacturing. Zhou W, Kantardjieff A (Eds). Springer Berlin Heidelberg, 11–33 (2014).
55 Thomas J. Cell culture technology in the 21st century: from empiricism to predictive modeling. Presented at: Cell Culture Engineering XIV Quebec, Canada, 4–9 May 2014.
56 Abu-Absi NR, Martel RP, Lanza AM, Clements SJ, Borys MC, Li ZJ. Application of spectroscopic methods for monitoring of bioprocesses and the implications for the manufacture of biologics. Pharm. Bioprocess. 2(3), 267–284 (2014).
57 Junker BH. Scale-up methodologies for Escherichia coli and yeast fermentation processes. J. Biosci. Bioeng. 97(6), 347–364 (2004).
58 Gill NK, Appleton M, Baganz F, Lye GJ. Quantification of power consumption and oxygen transfer characteristics of a stirred miniature bioreactor for predictive fermentation scale-up. Biotechnol. Bioeng. 100(6), 1144–1155 (2008).
59 Tan RK, Eberhard W, Buchs J. Measurement and characterization of mixing time in shake flasks. Chem. Eng. Sci. 66(3), 440–447 (2011).
60 Gonzalez-Leal IJ, Carrillo-Cocom LM, Ramirez-Medrano A et al. Use of a Plackett-Burman statistical design to determine the effect of selected amino acids on monoclonal antibody production in CHO cells. Biotechnol. Progr. 27(6), 1709–1717 (2011).
61 Rouiller Y, Perilleux A, Vesin MN, Stettler M, Jordan M, Broly H. Modulation of mAb quality attributes using microliter scale fed-batch cultures. Biotechnol. Progr. 30(3), 571–583 (2014).
62 Jordan M, Voisard D, Berthoud A et al. Cell culture medium improvement by rigorous shuffling of components using media blending. Cytotechnology 65(1), 31–40 (2013).
63 Bai YL, Wu CJ, Zhao J, Liu YH, Ding W, Ling WLW. Role of iron and sodium citrate in animal protein-free CHO cell culture medium on cell growth and monoclonal antibody production. Biotechnol. Progr. 27(1), 209–219 (2011).
64 Yuk IH, Zhang JD, Ebeling M et al. Effects of copper on CHO cells: insights from gene expression analyses. Biotechnol. Progr. 30(2), 429–442 (2014).

410 Pharm. Bioprocess. (2015) 3(6)
65 Xu P, Dai XP, Graf E, Martel R, Russell R. Effects of glutamine and asparagine on recombinant antibody production using CHO-GS cell lines. Biotechnol. Progr. 30(6), 1457–1468 (2014).
66 Huang YM, Hu W, Rustandi E, Chang K, Yusuf-Makagiansar H, Ryll T. Maximizing productivity of CHO cell-based fed-batch culture using chemically defined media conditions and typical manufacturing equipment. Biotechnol. Progr. 26(5), 1400–1410 (2010).
67 Sun YT, Zhao L, Liu XP, Hu DD, Fan L, Tan WS. Application of improved top-down approach in maximizing CHO cell mass and productivity in fed-batch culture. J. Chem. Technol. Biot. 88(7), 1237–1247 (2013).
68 Xiao Z, Sabourin M, Piras G, Gorfien S. Screening and optimization of chemically defined media and feeds with integrated and statistical approaches. In: Animal Cell Biotechnology. Pörtner R (Ed.). Humana Press, Totowa, NJ, 117–135 (2014).
69 Kim DY, Chaudhry MA, Kennard ML et al. Fed-batch CHO cell t-pa production and feed glutamine replacement to reduce ammonia production. Biotechnol. Progr. 29(1), 165–175 (2013).
future science group
Review Huang & Kwiatkowski