Embed Size (px)
Citation preview

JOURNAL OF NANO- AND ELECTRONIC PHYSICS ЖУРНАЛ НАНО- ТА ЕЛЕКТРОННОЇ ФІЗИКИ
Vol. 4 No 1, 01007(7pp) (2012) Том 4 № 1, 01007(7cc) (2012)
2077-6772/2012/4(1)01007(7) 01007-1 2012 Sumy State University
The Role of Nano-sized Fraction on Spark Plasma Sintering the
Pre-Alloyed Spark-Erosion Powders
G.E. Monastyrsky1*, P. Ochin2, A.V. Gilchuk1, V.I. Kolomytsev3, Yu.N. Koval3
1 NTUU “KPI”, 37, Peremogy Av., UA-03506 Kyiv, Ukraine
2 ICMPE-CNRS, 2-8, rue Henri Dunant-94320 Thiais, France 3 IMP of NASU, 36, Vernadsky Av., UA-03142, Kyiv, Ukraine
(Received 18 October 2011; revised manuscript received 22 February 2012; published online 14 March 2012)
Ti-Ni-Hf, Ni-Al and Cu-Al-Ni shape memory materials were produced by spark plasma sintering
method from the micron and nano-sized particles prepared by spark-erosion method in cryogenic liquid
from preliminary melted master alloys. The effects of spark plasma sintering processing parameters on the
martensitic transformation and microstructure of the sintered compacts were investigated using XRD and
SEM methods. Although precipitating processes were usually not completely depressed, the intensive
grain growth was also not found in most cases. Most of the microstructure peculiarities of as processed
powder were inherited by the sintered material. The contradictory role of the nano-sized fraction of
powders is discussed: in most case this fraction promotes the rapid sintering but also the oxidation
proceses in sintered compacts.
Keywords: Shape memory alloys, Spark-erosion powders, Spark plasma sintering, Ti-Ni, Ni-Al, Cu-Al-Ni.
PACS numbers: 81.05.Bx, 81.20.Ev, 81.30.Kf, 81.30.Mh
______________ * [email protected]
1. INTRODUCTION
Attractive perspectives of the practical application
the materials with conventional and magnetic shape
memory, high-temperature shape memory stimulate
continuous searching new production and processing
methods. The direction of searching is caused by their
typical characteristics and requirements that are im-
posed to them. In most cases shape memory materials,
high temperature shape memory materials have pre-
cise composition, some of them contain or highly reac-
tive or high-cost components and moreover are a multi-
component. Thus the requirement to their compositions
is especially important. Most of these materials tend to
the decomposition during the heat treatment. In addi-
tion, they, with few exceptions, have poor ductility and
machinability.
In this communication we will focus on three mate-
rials, which are representative most of above men-
tioned peculiarities of functional materials: Cu-Al-Ni-
Ti-Cr, Ni-Al and Ti-Ni-Hf shape memory alloys (SMA).
These kinds of SMA are being developed as ones of the
alternatives for the intermediate and high temperature
applications depending on the alloying content.
Cu-Al-Ni is considered as good candidate for the in-
termediate temperature applications (100-300 C). In
Cu-Al-Ni, during the quenching the metastable phase
undergoes several types of martensitic transformation
(MT) depending on Al content. The characteristics of
the martensitic transformation MT are very sensitive
to the order degree of the phase and the precipitation
processes. Primary 1 precipitation limits the high tem-
perature applications of these alloys modifying the MT.
The eutectic decomposition takes place above 440 C
and finally the + 1 eutectoid decomposition ap-
pears at 500 C. Increasing Al content promotes the
formation 1 phase that embrittles the alloy. In addi-
tion Cu-Al-Ni alloys are brittle due to their very high
elastic anisotropy (A∼13) and large grain size and in
general show poor mechanical properties. Powder met-
allurgy is to be a good method in order to obtain finer
grain size in Cu-Al-Ni SMA.
Enriched with Ni intermetallic Ni-Al is a promising
shape memory alloy (SMA) for high-temperature appli-
cations with the start temperature of martensitic
transformation between 200 and 1200 K depending on
Ni content. Currently, its wide application is limited by
low plasticity, in particular due to the formation of in-
termetallic compounds Ni3Al and Ni5Al3 during the
preparation or heat treatment. By means of the tradi-
tional methods of the production (induction or arc melt-
ing) or by the sintering of elemental powders the ob-
taining of homogeneous alloys, free of these phases, is
not achievable.
Ti-Ni-Hf(Zr) alloys could perform reversible mar-
tensitic transformation at 100-150 C higher than the
room temperature depending on Hf content. Although
the decomposition processes modifying their properties
were not found in the working interval temperature,
the limited ductility, poor machinability and formabil-
ity restrict theirs wide practical applications. As well
as for Cu-Al-Ni and Ni-Al, the powder metallurgy (PM)
is thought to be good alternative method for their pro-
duction and allowing skip over the stages of the shap-
ing parts. Usually the PM production of Ni-Ti-based
alloys from elemental components is accompanying
with the precipitating of extra phases such as Ti2Ni,
Ni4Ti3, Ni3Ti [1], and oxide Ti4Ni2Ox [2]. Therefore the
using of pre-alloyed powders looks as preferable way
for PM processing.
It is the reason why the pre-alloyed spark erosion
(SE) powders of Ti-Ni-Hf, Ni-Al and Cu-Al-Ni-Ti-Cr
obtained in liquid argon were used [3, 4, 5]. Spark ero-
sion is probably the most versatile technique available
for the producing powders of metals, alloys, compounds
with the diameters of particles from a few nm to sever-

G.E. MONASTYRSKY, P. OCHIN, A.V. GILCHUK, ET. AL… J. NANO- ELECTRON. PHYS. 4, 01007 (2012)
01007-2
al dozen µm. Using liquid argon as working liquid, one
can obtain the powders from pre-alloyed material with
a given composition, which is vitally important for
functional material like SMA, free from large quanti-
ties of oxides.
The operation with pre-alloyed powders has unam-
biguous feedback caused by the peculiarities of the
mechanism of powder sintering. The combustion sinter-
ing passing through the eutectic reactions or consump-
tion the heat of formation of intermetallic compounds,
promoting the sintering of elemental powders, is not
available anymore. The mechanism of solid state diffu-
sion sintering between the different powders particles
of the same composition presumes the long term age-
ing. The precipitation processes are superimposed on
the sintering processes during the annealing causing a
decomposition of alloys with the formation of extra
phases. Therefore the spark plasma sintering (SPS)
method looks as a promising alternative of the conven-
tional sintering method of pre-alloyed powders.
SPS method is express method allowing the sinter-
ing powders within several minutes in vacuum or inert
gas atmosphere. It employs simultaneously the rela-
tively high pressure, high temperature of sintering and
heavy current passing through the samples that de-
stroys the oxidation film on the powder surface provid-
ing good sintering. The method is very informative. It
gives “on line” the information about the progress of
the compacting, temperature interval of degassing and
softening of the materials.
The goal of this work was to preliminary study the
applicability of SPS method for the rapid sintering of
pre-alloyed SE powders of Ti-Ni-Hf, Ni-Al and Cu-Al-
Ni-Ti-Cr shape memory alloys.
2. EXPERIMENTAL PROCEDURES
2.1 Spark erosion powder preparation
Commercially pure Ti, Ni, Cu and Hf and Zr (99.9%)
were used for the alloys production by the induction
melting. The rods of Ni49.87-Ti40.25- Hf9.44-Zr0.30-
Cu0.14at.% and Cu-13.01Al-3.91Ni-0.37Ti-0.24Crwt.%
with a diameter of 6 mm was produced by AMT (Bel-
gium). Alloy with a nominal composition Ni63Al37 arc
melted and molded into bars with a diameter of 4 mm
and the length of 12 cm. Part of the rods were used as
electrodes for SE apparatus and the remaining were
broken at 3-4 mm pieces (granules) and were used to
obtain powder by spark erosion method.
The general principle of the spark-erosion pro-
cessing was described in details in [3, 6] and involves
the application of a heavy current between two elec-
trodes and a lot of pieces (granules) that prepared from
the pre-alloyed material both being immersed in liquid
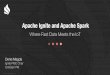
argon inside a container (Fig. 1). The key idea of the
method is the melting (evaporation) of the material by
the electric discharge with a duration of 5-100 sec
with subsequent quenching of molten droplets in liquid
argon in situ. After spark erosion treatment of 100 g of
granules of master alloys about 40 70 g of powder was
received depending on the material composition. In
order to prevent eventual explosion of finest particles of
powders they were kept in a vessel with liquid argon
during the day until all argon was evaporated followed
by were passivated in hexane. Then the powders were
sieved and divided into three fractions: the size of less
than 128 and more than 63 m, less than 63 and more
than 32 m and less than 32 m, designated hereinaf-
ter as 63/125, 32/63 and <32 respectively.
Fig. 1 – Principal scheme of the spark erosion process illus-
trating the formation mechanisms of micron sized and nano-
sized particles during spark erosion processing
Morphology studies of spark erosion powders of all
compositions have shown that micron sized particles
have usually round shape (Fig. 2a). Nano-sized parti-
cles form the agglomerates, which cover the surface of
micron sized particles (Fig. 2a, b).
a
b
Fig. 2 – Morphology of micron sized (a) and nano- sized (b)
particles of spark erosion powders
2.2 Spark plasma sintering processing
Fig. 3 shows the main components of the SPS appa-
ratus (DR.SINTER® LAB Series, Metal Processing
Systems, Inc. Japan). A 50 kN uniaxial press provides

THE ROLE OF NANO-SIZED FRACTION ON SPARK PLASMA SINTERING… J. NANO- ELECTRON. PHYS. 4, 01007 (2012)
01007-3
a mechanical load through the die plungers for densifi-
cation. Simultaneously an AC power supply applies an
alternating current through the sample placed in the
graphite die. About 1 g of powder was preliminary
slightly compacted in the die. A graphite paper was put
between the sample and the graphite plungers. Then
the die was placed inside the working chamber of the
Fig. 3 – A general scheme of spark plasma sintering appa-
ratus
apparatus and the system was evacuated. To avoid
overheating of the sample the heating rate was no
more 350°C/min. Maximum applied uniaxial pressure
was 99.5 MPa. Temperatures of the samples during the
sintering were measured by a sheathed thermocouple,
which was inserted into a small hole in one side of the
graphite mold, as illustrated on Fig. 3. The tempera-
ture, vacuum in the chamber, current applied force,
shrinkage displacements of the powder compacts, volt-
age and current were recorded during the processing.
The electric current provides a rapid Joule heating
in the compact die-sample system. The ramping exper-
iment is initiated with the heating by the application of
continuously increasing electric current together with
the continuously increasing pressure. When the tem-
perature get to preliminary setting temperature of sin-
tering (TSINT) a set constant value of the electric cur-
rent was applied for a given time, hereafter indicated
as sintering time (tS). After that, the sample was un-
loaded, cooled and removed from the die. Temperatures
of sintering were chosen according to the assessed data
of the decomposition, oxidation and others processes
carrying out in material. A typical program of the sin-
tering is shown on Fig. 4. The performed programs of
sintering are listed in Table 1. As a result of sintering a
sintered compacts with a diameter of 8 mm and height
of 4-6 mm were obtained.
Table 1 – The regimes of SPS treatment; F – applied force,
HR – heating rate, d – shrinking displacement. MT means
that sharp inflection of the shrinkage displacement curve (martensitic transformation) has been observed upon the cooling
2.3 Methods of the specimens characterization
XRD study of the compacts were carried out at room
temperature by the Debye-Sherrer method with a
CoK 1,2 radiation. Instrument Philips PW1830 with
Multi-Purpose XRD Diffraction System from PANalyti-
cal was used.
The morphology and microstructure of the sintered
samples were analyzed by LEO 1530 instrument
equipped by PGT PRISM 2000 (Ge) spectrometer with-
out the references standards. Detail composition study
were carried out with JSM-6490LV(Jeol) and JAMP-
9500F (Jeol) both equipped with EDX spectrometer
INCA PentaFETx3 (Oxford Instruments).
3. RESULTS AND DISCUSSION
3.1 SPS process
Fig. 5 illustrates the shrinkage displacement of the
powder compacts and gas pressure in the chamber dur-
ing processing. For all kinds of powders the first stage of
the sample shrinking was accompanied with the dra-
matic vacuum fall obviously related with the plungers’
Regime TSINT,
oC
tS,
min
F,
kN
HR,
oC/min
d,
mm Remark
Cu-Al-Ni
CAN-1000-1 1000 1
5
330 1.60 Melted, 32/63
CAN-700-1 700 1 280 1.97 MT, 32/63
CAN-650-1 650 1 160 1.72 MT, 32/63
CAN-600-1 600 1 150 1.72 MT, 32/63
CAN-480-1 480 1 96 1.52 32/63
CAN-440-1 440 1 88 1.07 32/63
CAN-390-1 390 1 65 1.05 MT?, 32/63
Ni-Al
NA-400-10 400 10
5
200 0.22 32/63
NA-500-10 500 10 250 0.24 32/63
NA-850-10 850 10 212 0.87 MT, 32/63
NA-850-4s 850 4.5 212 0.86 MT, 32/63
NA-900-2 900 2 225 0.92 MT, 32/63
NA-850-4b 850 4.5 212 1.40 MT, 65/125
NA-1000-1H 1000 1 250 1.53 MT, 65/125
Ti-Ni-Hf
TNH-500-0 530 0 2.5
100 0.29 <32
TNH-1000-2 980 2 100 1.20 <32
TNH-860-1H 860 1 5
250 1.19 MT, 32/63
TNH-1000-1H 1000 1 200 1.42 MT, 32/63
Fig. 4 – Typical program of sintering (TSINT 1000 C;
tS=1 min)

G.E. MONASTYRSKY, P. OCHIN, A.V. GILCHUK, ET. AL… J. NANO- ELECTRON. PHYS. 4, 01007 (2012)
01007-4
0
5
10
15
20
25
30
35
0
0.2
0.4
0.6
0.8
1
1.2
1.4
1.6
0 200 400 600 800 1000
Vacu
um
, P
a
Dis
pla
cem
en
t, m
m
Temperature, oC
Displacement, vaccuum vs time, Ni-Al
d, mm
Vacuum, Pa
Ms ?
Ts
15
17
19
21
23
25
27
29
0
0.2
0.4
0.6
0.8
1
1.2
1.4
1.6
0 200 400 600 800 1000
Vacu
um
, P
a
Dis
pla
cem
en
t, m
m
Temperature, oC
Displacement, vacuum vs T, Ti-Ni-Hf
d, mm
Vacuum, Pa
Ms ?
Ts
Fig. 5 – Shrinkage displacement of the specimens and gas pres-
sure in the chamber vs. temperature. Programs NA-1000-1,
CAN-700-1 and TNH-1000-1H respectively
motion. At the same time second shrinkage dis-
placement starting at higher temperature seems to be
true sintering of the particles. The temperature of the
first (T1) and second (TS) shrinkage displacement upon
the heating depends on the kind of powder. In case of
Ti-Ni-Hf powder there was third interval too.
Table 2 – Temperature intervals of shrinkage displacement
Material T1 start T1finish TS start TS finish T3 start T3 finish oC
Cu-Al-Ni 120 250 300 >700
Ni-Al 50 400 600-650 >1000
Ti-Ni-Hf 300 425 475 850 910 >1000
Temperature intervals of sintering are listed in Ta-
ble 2.
First sintering interval contributes about 15 %, 30-
40 % and 8-15 % of the total displacement for Cu-Al-Ni,
Ni-Al and Ti-Ni-Hf powders respectively. The value of
contribution depends on the sizes of powders particles.
The more the diameters of particle sizes, the more this
contribution. It is evident that the effect of preliminary
compacting (before the processing) is the less, the more
the particles size. Thus one can assume that this first
interval seems to be connected with the mechanical
compressing and re-arrangement of powder mainly and
only partial welding. It accompanied by the emission of
gas (air), which is kept between the particles and
squeezed out by plungers’ motion. Other processes also
contribute the gas emission. It could be hexane and/or
water desorption (vacuum peak at about 200 C on Ti-
Ni-Hf chart on Fig. 4), collapse of porous in particles and
the chemical reactions realizing the excessive gas(es).
Some of the possible reactions will be discussed below.
It is seen also from Table 1 that the more the diam-
eters of particle sizes (denoted in field “Remark” of Ta-
ble 1 like 32/63 – min and max sizes of particles in
powder fraction), the more total shrinkage of the com-
pact. Thus the second and third sintering interval
doesn’t practically depend on the particles size. The
diffusion controlled processes, promoting high tempera-
ture plasticity of the materials, such as precipitation of
extra phases, decomposition, disordering contribute the
shrinkage displacement effect during the successive
heating.
It is interesting also that upon the cooling the extra
shrinkage appeared, which was displaying as sharp in-
flection on the shrinkage displacement curve (Ms on
Fig. 4, MT in Table 1). Because the position of sharp in-
flection correlate with the martensitic start point of the
respective powder, on can assume that this extra compact-
ing relates with the martensitic transformation stimulat-
ed by the external uniaxial pressure of the plungers.
Mostly powders, even sintered at relatively low
temperatures were mechanically stable. Although spe-
cial mechanical test were not carried out the compacts
were etched and polished like bulk material. Only ex-
clusion was Ni-Al compacts sintered according the pro-
gram NA-400-10 and NA-500-10. It is easy seen from
Table 2 that temperature of sintering (400 and 500oC)
were below second sintering interval, thus confirms the
assumption that after first interval the specimens were
mechanically compacted only. Contrary Cu-Al-Ni pow-
der sintered at 390oC (well above TS and start tempera-
ture of precipitation) was fairly good. However the
best quality of the samples was found for the compacts
sintered at higher temperatures within the interval
650-1000 C depending on the composition of powder.
3.2 SEM investigation
SEM investigation confirmed that after the first
stage of sintering only initial welding and partial com-
pacting appeared. The particles remained mainly non-
deformed with the typical round shape of SE powders
(Fig. 5a). Contrary, the particles after the second stage
of sintering were gathered tight and have been deformed
(Fig. 5b). EDS microanalysis has shown it is not possible
Dis
pla
cem
ent, m
m
Vacu
um
, P
a

THE ROLE OF NANO-SIZED FRACTION ON SPARK PLASMA SINTERING… J. NANO- ELECTRON. PHYS. 4, 01007 (2012)
01007-5
avoid the decomposition processes during SPS pro-
cessing even if the very short time of sintering was used.
Typical for each of powders under investigation extra
phases were found. The type of precipitates depends on
the temperature of sintering mainly. 1 or -phase or
both of them were found in the compacts of Cu-Al-Ni
after different sintering programs (Fig. 7). The X-ray
mapping analyses made for the compacts sintered ac-
cording to the programs CAN-700-1 and CAN-650-1 re-
vealed the redistribution of the alloying elements
(Fig. 8). Two phases are well recognized inside the parti-
cles: matrix phase and precipitated phase sized of sever-
al microns with the composition close to Cu9Al4. Superfi-
cial and interspaces phases between the particles are
also well recognized. The redistribution of the elements
is caused by two different mechanisms of the powder
formation by spark erosion: micron sized particles com-
ing from liquid phase and nano-sized particles coming
from vapor of species through the condensation [3]. Thus
the phase on the surface of particles (superficial) and the
phase from the interspaces between the particles are
rather the mixture of copper and aluminum oxides.
Enriched with Ni phase (perhaps Ni3Al) was found in
Ni-Al powder after NA-850-4s program (Fig. 9a). It
seems to be inherited from the initial microstructure on
Ni-Al SE powders described elsewhere [5]. The inter-
spaces phase between the particles contains many small
a b
Fig. 7 – SE images of Cu-Al-Ni powder after the compacting
programs: (a) CAN-390-1 (arrows indicate phases) and (b)
CAN-700-1 ((arrows indicate 1 phases)
a b
Fig. 6 – SE images of Cu-Al-Ni powder after the compacting
programs CAN-390-1 (a) and CAN-700-1 (b)
Fig. 8 – X-ray elements mapping of the Cu-Al-Ni compact
sintered according to the program CAN-650-1
a b
Fig. 9 – Ni-Al powder after the program NA-850-4s; arrow
indicates the enriched with Ni precipitates (a); morphology of
interspaces’ phase (presumable Al2O3) (b)
Fig. 10 – X-ray elements mapping of the Ni-Al compact sintered according to the program NA-1000-1H
a b
Fig. 11 – Band (martensite) structure in recrystalized Ni-Al
particles program NA-1000-1H (a); band structure resembling
martensite in the Cu-Al-Ni particle (program CAN-700-1) (b)

G.E. MONASTYRSKY, P. OCHIN, A.V. GILCHUK, ET. AL… J. NANO- ELECTRON. PHYS. 4, 01007 (2012)
01007-6
pores (Fig. 9b) and consists of aluminum oxide (Fig. 10).
After NA-1000-1 program some of the particles were re-
crystallized and banded structure resembling the mar-
tensite was also found (Fig. 11a). It is interesting that
banded structure resembling the martensite was also
found in Cu-Al-Ni compacts after etching by Ar+ ions
beam (Fig. 11b).
In addition to the enriched with Ni phase (seems to
be Ti2Ni), a lot of enriched with Hf and oxygen precipi-
tates (with the composition close to HfO2) were found
into Ti-Ni-Hf powders particles as well as on their
boundaries (Fig. 12). Dramatic redistribution of Ni and
Ti was found in interspaces phase between the microns
sized particles (Fig. 13) while Hf is concentrated in mi-
crons particles.
3.3 XRD investigation
XRD study confirmed the results of SEM investiga-
tion. B2, both martensitic 2H and 18R phases, 1 and -
phase or both of them are the main phases in the Cu-
Al-Ni compacts after sintering while in the powder only
2H and B2 were found. In addition, instead of CuO
oxide in powder some noticeable quantity of Cu2O oxide
was found in the sintered compacts.
Although the sintering time was rather short (1-4
min) it does not prevent the formation of the Ni5Al3
phase below 900 C. Ni3Al phase has formed in the sam-
ples sintered at higher temperatures; the lowest amount
of this phase was found for Ni-Al powders treated ac-
cording to the program NA-1000-1. Some minute peaks
observed in sintered compacts as well as in powder could
be considered as belonging to Al2O3 phase.
In addition to the peaks of B2, Ti2Ni and B19’ (mar-
tensite) phases, which are typical for powders’ and
massive material spectra, a lot of HfO2 peaks were
found in Ti-Ni-Hf compacts.
3.4 Effect of nano- fraction on sintering mecha-
nism
The results obtained shown that the spark plasma
sintering method allows sinter the particles of multi
components alloys during extremely short time. Ac-
cording to Fig. 4 the stay of powders above relatively
“safety” temperature of 300 C (from decompositions
and other diffusion controlled processes point of view)
was no more 400 sec. Moreover Cu-Al-Ni and Ti-Ni-Hf
powders were sintered during 1 min even at 390 and
500 C respectively. These temperatures are too low to
provide solid state diffusion controlled sintering mech-
anism. Fig. 12 allows estimating the role of elements
diffusion in mechanism of sintering – the spatial mi-
gration of Ti, Ni, Hf and O atoms is about 1 2 mkm. At
first sight it is more than enough to make available
good adhesion between the particles and thus sintering
mechanism. However clearly observed boundaries be-
tween the particles even in well sintered compacts
(Figures 7b, 11a, 12) refute this statement.
It is considered that applying electrical current dur-
ing the spark plasma sintering produces a cleansing
plasma effect on the surface of the particles [7-10], elec-
tron wind effect (electromigration) [11], an increase in
point defect [12], a decrease in the activation of migra-
tion of the defects. All of these effects can lead to sin-
tering enhancement [13]. In case of spark erosion pow-
der the effect of nano-sized fraction of powders should
be taken into account. The nano-fraction of powders,
filling the interspaces between the micron sized parti-
cles, can enhance the sintering through the highly exo-
thermic reactions between the different species in
nano- fraction producing cohesive, coupling skeleton
from the different type of oxides and alloy.
One of the possible reactions in Ti-Ni-Zr and Ti-Ni-
Hf nano- fraction of spark erosion powders was pro-
posed in [14, 15]. It is highly exothermic redox reaction
between NiO and TiO oxides: TiO + NiO TiO2 + Ni,
which appears in nano powders. As it is seen from
Fig. 12, 13 very reactive Hf can modify the path of re-
action in case of micron sized particles however with
Fig. 12 – Ti-Ni-Hf powder after the compacting programs
TNH-1000-2. Bright spots and needles are the enriched with Hf and oxygen phase
Fig. 13 – X-ray elements mapping of the Ti-Ni-Hf powder sintered according to the program TNH-1000-2

THE ROLE OF NANO-SIZED FRACTION ON SPARK PLASMA SINTERING… J. NANO- ELECTRON. PHYS. 4, 01007 (2012)
01007-7
the same result – the formation of Hf and Ti oxides.
Also the redox reaction can take place in Cu-Al-Ni
nano- powders as was discussed in [16]. In that case
two possible type of reaction are possible:
1) – 4CuO + 2Al + 1/2O 2Cu2O + Al2O3 and
2) – 2Al + 6CuO = 3Cu2O + Al2O3. Both of reactions
are highly exothermic resulting in the mixture of ox-
ides binding the micron sized particles. It is not clear
the possible mechanism (if any) of oxide formation in
Ni-Al powder because of traces of Al2O3 oxide was
found already in powder. However this oxide is a domi-
nant phase filling the interspaces between the micron
sized particles as well produced from nano- fraction
and one can expect that similar (may be more complex)
reaction is responsible for the sintering mechanism.
As a result of above mentioned reactions complex
composite structure is formed from the oxides and oth-
er products with embedded micron sized particles.
Thus the role of the nano- spark erosion powders seems
to be double: from one hand the presence of nano- pow-
ders promotes the sintering, from the other one it is
hard to expect good shape memory characteristics from
such complex composite (alloy + oxides).
4. CONCLUSIONS
The compacts of Ni49.87-Ti40.25-Hf9.44-Zr0.3-
Cu0.14at.%, Cu-13.01Al-3.91Ni-0.37Ti-0.24Crwt.% and
Ni63Al37 shape memory alloys were elaborated by the
spark plasma sintering method from the micron, sub-
micron and nano- sized particles prepared by spark-
erosion method in liquid argon from preliminary melt-
ed master alloys.
Although the strongly shrinkage displacement has
been observed already at relatively low temperature
(< 300-400 C), true sintering has appeared in the com-
pacts sintered at higher temperatures.
Rapid sintering prevents the intensive grain growth
in most cases and provides the inheritance of most mi-
crostructure peculiarities of as-received powder by the
sintered material. Even the sintering time was rather
short (1-10 min) it does not prevent the precipitation of
extra phases.
Highly exothermic reactions between nano- frac-
tions (NiO/TiO/Hf), (CuO/Al) can promote from one
hand the sintering, from other hand the oxidation pro-
cesses during the SPS sintering.
The martensitic transformation in most of the sin-
tered compacts has been clearly indicated during the
cooling in spark-plasma apparatus; martensitic struc-
ture was confirmed by SEM and XRD study.
AKNOWLEDGEMENTS
The authors are grateful to CNRS PICS-3717,
STCU-3520 and ECONET projects for the supporting of
this work.
REFERENCES
1. G.E. Monastyrsky, J. Van Humbeeck, V.I. Kolomytsev,
Y.N. Koval, Intermetallics 10, 613 (2002).
2. M. Nishida, C.M. Wayman, T. Honma, Metall. Trans. A
17, 1505 (1986).
3. G.E. Monastyrsky, P.A. Yakovenko, V.I. Kolomytsev,
Yu.N. Koval, A.A. Shcherba, R. Portier, Mater. Sci. Eng. A
481-482, 643 (2008).
4. G.E. Monastyrsky, P. Ochin, G.Y. Wang, A.V. Gilchuk,
V.I. Kolomytsev, Yu.N. Koval, V.O. Tinkov, A.A. Shcherba,
S.M. Zaharchenko, Chem. Met. Alloys 4, 126 (2011).
5. G.E. Monastyrsky, V.V. Odnosum, V.І. Kolomitsev,
Yu.N. Koval, P. Ochіn, R. Portier, A.A. Shcherba,
S.N. Zaharchenko, Metallofiz. Novejsh. Tehnol. 30, 761
(2008).
6. A.E. Berkowitz, M.F. Hansen, F.T. Parker, K.S. Vecchio,
F.E. Spada, E.J. Lavernia, R. Rodriguez, J. Magn. Magn.
Mater. 254-255, 1 (2003).
7. M. Tokita, Mater. Sci. Forum 308-311, 83 (1999).
8. Z. Shen, M. Johnsson, Z. Zhao, M. Nygren, J. Amer. Ce-
ram. Soc. 85, 1921 (2002).
9. M. Omori, Mater. Sci. Eng. A 287, 183 (2000).
10. D. Zhang, Z. Fu, R. Yuan and J. Guo, Multiphased Ceram-
ic Materials (Ed. W.H. Tuan and J.K. Guo) (Springer: Ber-
lin: 2004).
11. H.B. Huntington, Diffusion in Solids (Ed. A.S. Nowick and
J.J. Burton (Academic Press: New York: 1975).
12. P. Asoka-Kumar, M. Alatalo, V.J. Gosh, A.C. Kruseman,
B. Nielson, K.G. Lynn, Phys. Rev. Lett. 77, 2097 (1996).
13. Z.A. Munir, U. Anselmi-Tamburini, J. Mater. Sci. 41, 763
(2006).
14. O.M. Іvanova, M.І. Danilenko, G.E. Monastyrsky,
V.І. Kolomytsev, Yu.N. Koval, A.A. Scsherba,
S.M. Zaharchenko, R. Portier, Metallofiz. Novejsh. Tehnol.
31, 603 (2009).
15. G.E. Monastyrsky, V.І. Kolomytsev, Yu.N. Koval,
P. Ochin, G. Vang, O. M. Ivanova, N.I. Danilenko,
Metallofiz. Novejsh. Tehnol. 33, 289 (2011).
16. P. Ochin, A.Yu. Pasko, G.E. Monastyrsky, A.V. Gilchuk,
V.I. Kolomytsev, Yu.N. Koval, R. Portier, Spark plasma
sintering of Cu-Al-Ni shape memory alloy, to be published
in J. Alloy Compd.