Embed Size (px)
Citation preview

ORIGINAL ARTICLE
The study on minimum uncut chip thickness and cutting forcesduring laser-assisted turning of WC/NiCr clad layers
D. Przestacki1 & T. Chwalczuk1& S. Wojciechowski1
Received: 28 October 2016 /Accepted: 9 January 2017 /Published online: 1 February 2017# The Author(s) 2017. This article is published with open access at Springerlink.com
Abstract Laser cladding technology enables the regenerationor manufacturing of machine parts with the improved surfacelayer properties. The materials applied during the laser clad-ding processes very often contain hard and wear-resistanttungsten carbide (WC) particles. However, the parts obtainedafter the laser cladding have usually unsatisfactory surfacequality and thus require post-process finishing. In addition,the content ofWC particles causes that clad layers are difficultto cut. Therefore, in order to improve their machinability, thelaser-assisted machining (LAM) technology can be applied.Nevertheless, the material removal mechanisms during LAMofWC/NiCr clad layers are not recognized. Thus, this study isfocused on the estimation of minimum uncut chip thicknessand analysis of cutting forces which are important factorsdescribing the chip decohesion process. The proposed methodis based on the novel approach dedicated directly to theoblique cutting, considering the zeroth tangential force incre-ment located onto rounded cutting edge. The experimentalprocedure involves cutting force component (Fc, Ff, Fp) mea-surements in the range of variable cutting conditions, as wellas the cutting tool’s micro-geometry inspection. On the basisof the measurements carried out, the force regression equa-tions are formulated and subsequently applied to the determi-nation of tangential force expression. Subsequently, the min-imum uncut chip thickness is calculated on the basis of theequation derived from the zero tangential force increment con-dition and presented in function of cutting speed. The obtained
results enable the effective selection of the cutting parametersduring LAM of WC/NiCr clad layers.
Keywords Laser-assisted machining (LAM) .Minimumuncut chip thickness . Laser cladWC/NiCr layers . Cuttingforces
1 Introduction
Laser cladding is one of the layer manufacturing (LM) pro-cesses, applied for production of complex parts by consolidat-ing successive layers of powder material on top of each other[1]. This technology, which is commercially known as LENS(laser-engineered net shaping), involves the application ofhigh power lasers (500 W–4 kW) [2]. The primary objectiveof cladding is the regeneration or manufacturing of machineparts with the improved surface layer properties, e.g. the in-creased corrosion resistance, wear resistance and heat resis-tance [3]. Nevertheless, the parts produced by cladding tech-nology have an unsatisfactory geometric accuracy and highsurface roughness [4]. Thus, in order to produce the finishedparts with high surface quality and high productivity, the pro-cesses which perform both cladding and machining can beapplied. In example, Hur et al. [5] developed the hybridmanufacturing system consisting of deposition station andCNC machining centre. Jeng and Lin [6] designed the hybridprocesses of selective laser cladding and milling. Cus et al. [2]carried out the milling process of the laser cladded material inorder to improve the machined surface quality.
The frequently applied highly resistant materials used forcladding processes consist of WC/Co, WC/Ni, WC/Stellite,WC/W2C and WC/NiCr powder mixtures [7–10]. The partic-ipation of tungsten carbide (WC) particles in the manufacturedclads causes mainly the improvement of its hardness, wear
* S. [email protected]
1 Poznan University of Technology, Piotrowo 3,60-965 Poznan, Poland
Int J Adv Manuf Technol (2017) 91:3887–3898DOI 10.1007/s00170-017-0035-5

resistance and toughness. Unfortunately, the materials basedon hard and brittle tungsten carbide particles are extremelydifficult to cut. Therefore, the development of the productiveand economic cutting technology of these materials is of highimportance.
One of the technologies, which can be applied for thefinishing of hard and brittle materials, is ultraprecision cutting.This method is based on brittle-ductile transition of work ma-terial during the chip formation. According to Bifano et al.[11], the decohesion of the material in the ductile regime oc-curs when the selected maximum uncut chip thickness is lessthan the critical depth of cut that involves cracking. The re-search carried out by Stephenson et al. [12] proved that theapplication of ultraprecision grinding of hardened steel in theductile mode reduces the amount of cracks and damages onthe machined surface, as well as improves its geometricalaccuracy. In addition, the ductile cutting of brittle materialshas been also conducted for the tools with defined geometry.However, this process is feasible when the quotient of cuttingedge radius to uncut chip thickness is greater than unity [13].As an example, Liu et al. [14] carried out the grooving tests ofWC/Co samples, with the use of cubic boron nitride inserts.The results have shown that the transition from the brittle toductile regime cutting occurs when the uncut chip thicknesswas lower than 2.5 μm. The next research carried out by Liuet al. [15] included milling tests of tungsten carbide P30 withthe application of ultraprecision machine tool and cubic boronnitride end mill. It was observed that during ductile modemilling, the average surface roughness values were below0.2 μm and were independent of cutting speed. The ultrapre-cision diamond turning of brittle reaction-bonded silicon car-bide (RB-SiC) was carried out by Yan et al. [16]. It was statedthat mechanism for material removal induced ductile cutting,cleavage cracking and grain dislodgement. The research car-ried out by Twardowski [17] was focused on the analysis ofsurface roughness and tool wear during end milling of tung-sten carbide layers manufactured by the direct laser deposition(DLD) technology. It was shown that surface roughness afterprecision milling is comparable with that obtained after grind-ing. Nevertheless, the abrasion of hard WC particles onto thetool flank face causes rapid tool wear.
The above deliberations reveal that ultraprecision cuttingcan be applied for the finishing of hard and brittle materials.However, the effective application of this technique requiresthe use of specialist machine tools characterized by the highrigidity, damping and precision of control. Furthermore, theexcessive tool wear occurring during the ultraprecision cuttingcan significantly reduce its profitability.
Therefore, another technology which can be successfullyapplied to precision cutting of hard and brittle materials islaser-assisted machining (LAM). The LAM is promising anddeveloping technology which uses a high power laser in orderto heat the workmaterial before the chip formation induced by
the single point cutting tool [18]. According to authors of[19–21], the application of laser-assisted machining leads tothe improvement in machined surface quality, growth of ma-terial removal rate, significant reduction in the tool wear andgrowth of process dynamic stability, as well as the possibilityto cut hard and brittle materials in the ductile mode. The LAMprocess has been successfully applied to improve the machin-ability of variety of hard-to-cut materials such as metals [22,23], ceramics [24, 25] and metal matrix composites [26–29].Nevertheless, the use of this technique towards the materialsconsisting tungsten carbide particles was not reported in theliterature. Therefore, the material removal mechanisms duringLAM of this group of materials are not recognized.
One of the fundamental factors describing the chipdecohesion process is minimum uncut chip thickness. Thisquantity characterizes the value of critical chip thickness,which initiates the material shearing and transition into thechip. During the precision cutting of hard-to-cut materials,the selected uncut chip thickness values are in range of min-imum uncut chip thickness, which can consequently lead tothe growth of ploughing forces and thus to the accelerated toolwear, rough surface finish and elastic recovery of the workpiece [30]. Generally, the minimum uncut chip thickness isdepended on the cutting edge radius and properties of thework material. Nevertheless, this quantity is very difficult todirectly measure during the machining process. Thus, manyauthors have estimated minimum uncut chip thickness on thebasis of the analytical, numerical and experimental predic-tions. For example, Camara et al. [31] estimated minimumuncut chip thickness during micro-milling of AA 6262-T6alloy, on the basis of the measured acoustic emission signals.F.B. de Oliveira et al. [32] empirically determined the mini-mum uncut chip thickness by combining the chip formation,work piece roughness and specific cutting force during micro-milling of AISI 1045 steel. Kragelsky et al. [33] experimen-tally stated that minimum uncut chip thickness depended oncutting edge radius, the flow stress of strain-hardened bulkmaterial and the shear strength of the adhesive joint at thetool-chip interface. Their approach has been extended andfurther applied by Liu et al. [34] to the prediction of minimumuncut chip thickness during micro end milling of 1040 steeland Al6082-T6 alloy. The minimum uncut chip thickness hasbeen also estimated on the basis of the finite elements (FE)models. This kind of approach has been adopted by Lai et al.[35] and Moriwaki et al. [36] during orthogonal micro-cuttingof copper. The alternative analytical methods are based on theidentification of the stagnation point on the cutting edge radiuswith the consideration of minimum cutting energy or mini-mum tangential force. Malekian et al. [37] predicted the min-imum uncut chip thickness during the micro-milling of theAl6061 alloy with the use of minimum cutting energy ap-proach. The necessary model parameters were experimentallyobtained from the orthogonal cutting tests. The similar method
3888 Int J Adv Manuf Technol (2017) 91:3887–3898

has been applied by Storch and Zawada-Tomkiewicz [38].The proposed model was formulated for the orthogonal turn-ing and based on the determination of critical angle in thecutting edge’s cross-section, corresponding to zeroth tangen-tial force.
The state of the art presented above reveals that there is alack of research dedicated precisely to the chip formationmechanisms and investigation of minimum uncut chip thick-ness during machining of hard clad layers, consisting tungstencarbide. In addition, the problem of minimum uncut chipthickness identification during LAM processes was also notreported in the literature. Therefore, in this paper, the mini-mum uncut chip thickness during laser-assisted machining ofWC/NiCr clad layers is estimated. The proposed approach isbased on the novel method dedicated precisely to the obliquecutting processes; however, the majority of models presentedin the literature are devoted to the orthogonal cutting. Theproposed method considers the identification of the minimaltangential force acting on the rounded cutting edge. Thus, theinvestigations presented in the paper are also focused on therelations between the cutting parameters and generated cuttingforces. The experimental procedure involves cutting forcecomponent (Fc, Ff, Fp) measurements in the range of variablecutting conditions and cutting tool’s micro-geometry inspec-tion. On the basis of the measurements carried out, the forceregression equations are formulated and subsequently appliedto the determination of tangential force expression. In the nextstep, the minimum uncut chip thickness is calculated on thebasis of the equation derived from the zero tangential forceincrement condition. The obtained results are presented infunction of cutting speed.
2 Minimum uncut chip thickness model
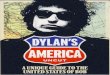
In conventional (macro) machining operations, it is usuallyassumed that the tool has an ideally sharp edge (the cuttingedge radius rn = 0) and thus the material removal mechanismis independent on elastic-plastic deformations occurring in thework material-tool’s flank interface. However, this assump-tion is not acceptable during the precision cutting of hard-to-cut materials, in which the selected uncut chip thickness valueh is usually in order of the curved cutting edge radius (rn > 0)and thus similar to minimum uncut chip thickness (Fig. 1a).Consequently, the work material which has the thickness low-er than minimum uncut chip thickness (h < hmin) is not beingcut but is ploughed and pressed under the tool’s flank face(see—Fig. 1b). This phenomenon is induced mainly by theelastic-plastic characteristic of the work material, as well asthe appearance of curved cutting edge radius rn > 0. Thisdeformed material generates ploughing force acting on thetool’s flank face Aα, which can consequently lead to the
excessive tool wear, deterioration of surface roughness andelastic recovery of the work piece.
It should be noted that work material’s flow direction to-wards the cutting edge during machining affects the directionof the tangential force increment ΔFtn (see—Fig. 1), locatedalong the curved edge radius. In addition, the stagnant pointA, located onto the curved edge radius, defines the area ofwork material’s separation and thus corresponds to the mini-mum uncut chip thickness. Therefore, the problem of mini-mum uncut chip thickness estimation can be limited to thefinding of the stagnant point A.
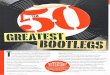
According to the authors of [37, 38], the location of stag-nant point A is described by the occurrence of the minimumcutting energy or the tangential force increment equaled tozero. In this study, the zeroth tangential force method, pro-posed by Storch and Zawada-Tomkiewicz [38], is appliedand extended to the oblique cutting of WC/NiCr clad layers.During the oblique cutting with the rounded corner ofinsert (rε > 0), the instantaneous uncut chip thickness valuesare variable in function of width of cut, which affects thedistribution of cutting force components and thus hinders theestimation of minimum uncut chip thickness. Therefore, inorder to simplify the deliberations, it was assumed that cuttingforce components and their increments (ΔFci,ΔFfi,ΔFpi) arelocated in the centre of gravity of the chip cross-section (see—Fig. 2).
The first stage of minimum uncut chip thickness calcula-tion involves the formulation of cutting force components’equations. The literature shows that cutting forces can be es-timated on the basis of the analytical and experimental ap-proaches. The first group of models consider the thermo-mechanical and tribologic phenomena occurring during thechip removal process. Nevertheless, the significant constraintof these approaches is the necessity of the accurate determi-nation of factors characterizing material decohesion process,as shear stress, shear angle and tool-chip interface frictioncoefficient, as well as chip flow angle [39]. Unfortunately,these quantities are still unidentified for the WC/NiCr mate-rials. Thus, the cutting forces during machining of this groupof materials can be estimated on the basis of the simplerexperimental-statistical methods. The application of thesemodels requires only the measurements of cutting forces forthe various input parameters. Subsequently, the force regres-sion equations can be formulated on the basis of the leastsquares method.
In this study, the experimental linear force model in func-tion of uncut chip thickness has been adapted, which is de-scribed by the following equations:
Fc ¼ Cc⋅hc þ Fce N½ � ð1aÞF f ¼ C f ⋅hc þ Ffe N½ � ð1bÞFp ¼ Cp⋅hc þ Fpe N½ � ð1cÞ
Int J Adv Manuf Technol (2017) 91:3887–3898 3889

where Cc, Cf and Cp are the empirical slope coefficients of theFc, Ff and Fp forces, hc is the uncut chip thickness defined inthe plane tangent to chip cross-section’s centre of gravity(see—Fig. 2a) and Fce, Ffe and Fpe are the interceptsof regression equations, corresponding to the edge forces.
The uncut chip thickness hc contained in Eqs. (1a)–(1c) canbe calculated from the following equation:
hc ¼ rε þ f ⋅sinφc−ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
rε2− f 2⋅cosφc
q
mm½ � ð2Þ
where rε is the corner radius of insert [mm], f is the feed perrevolution [mm/rev] and φc is the position angle of uncut chipthickness hc [rad].
In order to solve Eq. (2), one should determine the positionangle of uncut chip thickness φc. This factor can be obtainedfrom the following expression:
φc ¼2⋅lc3⋅rε
−arccos 1−f 2
8rε2
� �
rad½ � ð3Þ
The lc factor contained in Eq. (3) can be determined on thebasis of the following equation:
lc ¼ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
rε2 arccos 1−aprε
� �
þ arccos 1−f 2
8r2ε
� �� �2
−f 2
4
s
mm½ �
ð4Þ
The obtained force regression equations (1a–1c) allow thecalculation of the cutting force components’ incrementsΔFci,ΔFfi, ΔFpi for the i-th uncut chip thickness, on the basis of:
ΔFci ¼ Cc⋅Δh N½ � ð5aÞΔFfi ¼ C f ⋅Δh N½ � ð5bÞΔFpi ¼ Cp⋅Δh N½ � ð5cÞ
where Δh = hi–hi−1 is the increment of uncut chip thickness[mm].
The cutting force component increments’ΔFci,ΔFfi,ΔFpi
equations are further applied to the determination of tangentialforce increment expression, based on the geometric dependen-cies depicted in Fig. 2b:
ΔFtni ¼ ΔFfi⋅sinφc þΔFpi⋅cosφc
� �
⋅cos γnij j−ΔFci⋅sin γnij j N½ �ð6Þ
where γni is the normal rake angle obtained for the i-th uncutchip thickness [rad].
In order to calculate the minimum uncut chip thicknesshmin, one should assume that
ΔFtn hminð Þ
¼ ΔFfi⋅sinφc þΔFpi⋅cosφc
� �
⋅cos γn hminð Þj j−ΔFci⋅sin γn hminð Þj j ¼ 0
ð7Þ
Fig. 2 The distribution of the force increments during oblique turning. a The designation of the ΔFfi, ΔFpi. b The designation of the ΔFci, ΔFtni
Fig. 1 Orthogonal cutting with rounded cutting edge, when a h > hmin and b h < hmin
3890 Int J Adv Manuf Technol (2017) 91:3887–3898

The determination of the hmin from Eq. (7) can be made,assuming that:
γn hminð Þj j ¼ arcsin 1−hmin
rn
� �
rad½ � ð8Þ
Ultimately, after the transformations, the minimum uncutchip thickness can be calculated from the following equation:
hmin ¼ rn 1−sin arctanC f ⋅sinφc þ Cp⋅cosφc
Cc
� �� �� �
μm½ �
ð9Þ
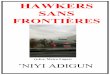
Equation (9) reveals that the estimation of minimumuncut chip thickness requires the determination of cut-ting force regression equations and the measurement ofcutting edge radius’ value rn, as well as the knowledgeof tool’s corner radius rε. The general scheme of theproposed minimum uncut chip thickness model is givenin Fig. 3.
3 Experimental details
3.1 Work and tool materials
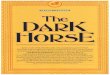
The investigations were carried out on low carbon steel sam-ples with WC/NiCr coatings produced by the laser claddingprocess. These samples were manufactured by the PlasmaSYSTEM company. The investigated material contains the88% of WC reinforcing phase and 12% of the NiCr matrix.The nominal carbide size was equaled to 40–160 μm [40].The thickness of the WC/NiCr clad layer was of 2.1 mm.The samples had cylindrical shape and d ≈ 52 mm. The chem-ical composition of the NiCr matrix is depicted in Table 1. Themicrostructure of the sample is shown in Fig. 4. The meannano-hardness values of the reinforcing WC phase and NiCrmatrix were equaled to, namely, 1316 and 859 nHV.
In order to increase laser beam absorption during the LAMprocess, the samples were painted twice with an absorptivecoating (gouache).
The laser-assisted turning tests (LAM) were carried outwith the application of the polycrystalline diamond KD100inserts with the TPGN110304F symbol and the following ge-ometry: orthogonal flank angle αo = 11°, orthogonal rakeangle γo = 0° and corner radius rε = 0.4 mm.
In order to determine the cutting edge radius rn of the cut-ting insert, the inspection of tool’s micro-geometry with theapplication of the Alicona IF-Edgemaster optical device wascarried out. The measurements were conducted for the eightdifferent sections of the cutting edge, located in the tool’scorner. The mean arithmetic value of cutting edge radiuswas obtained as rn = 7.1 μm.
3.2 Research range and method
The experiments carried out involved the longitudinal turn-ing tests of the WC/NiCr samples in the laser-assisted ma-chining (LAM) conditions. The LAM stand was equippedwith Trumpf TruDiode 3006 laser (with maximum powerP = 3000 W, wavelength λ = 900–1030 nm), KukaKR16–2 industrial robot (equipped with six axes and max-imum range 1610 mm) and DMG/Mori Seiki CTX 310 ecolathe. The laser head was connected with an industrial robot(Fig.5a), and thus, the laser beam was moving along theturning axis with the linear speed equaled to the feedratevf. The tool’s angular distance from the laser beam wasselected as θ = 35° (Fig. 5b).
The measurements of cutting forces were conducted in therange of variable feed f and cutting speed values vc. The forcemeasurements were repeated three times for each combinationof the input parameters applied during the LAM tests. Thedesign of the experiment carried out is presented in Table 2.
During the precision machining carried out with relativelylow values of cutting depth and feed, the measured forces alsoreach low values. Consequently, the applied force
Regression equa�ons of cu�ng forces: Fi= f(hc)
Cu�ng forces Fc, Ff, Fpmeasurements in func�on of feed f
Cu�ngcondi�ons, tool geometry
Measurements of cu�ng edge radiusrn
Es�ma�on of hminon the basis of equa�on derived from the zero tangen�al force condi�on
Equa�ons of cu�ng force components’ incrementsΔFci, ΔFfi, ΔFpi, ΔFtni
Fig. 3 The general scheme of theproposed minimum uncut chipthickness estimation method
Table 1 The chemical composition of the NiCr matrix
Element C Fe Si B Cr Co Ni
Content in weight [%] <0.6 2.6–3.4 3.4–3.9 1–1.3 6–8 <0.1 Bal.
Int J Adv Manuf Technol (2017) 91:3887–3898 3891

dynamometer must be characterized by a high sensitivity.Nevertheless, the measured force signals consist of the com-ponents connected directly with turning kinematics (describedby the spindle frequency fo and its harmonics 2fo), as well asthe disturbances caused by the dynamical properties of themachine-work piece-toolholder-dynamometer system (e.g.toolholder’s natural frequency, work piece’s natural frequen-cy, dynamometer’s frequency). Therefore, in order to excludethese dynamical interferences from the measured signals, thelow-pass filters can be applied. However, the identification ofthe effective cut off frequency fc requires also the
determination of the machining system’s natural frequencies.These quantities have been obtained on the basis of the con-ducted impulse test (Fig. 6).
Subsequently, the cut off frequency has been calculated onthe basis of the equation
f c≈2 f o þ 10% ð10Þ
Cutting forces (Fc, Ff, Fp) were measured using a piezo-electric three-component Kistler 9257B force dynamometerconnected through the 5070A Kistler multi-channel charge
Fig. 4 Microstructure of WC/NiCr laser clad. a On thecircumference of the sample. bCross-section through coating
LLaser head
a)
c)
b)
Industrial robot
Fig. 5 The LAM of WC/NiCrclad layer. a The LAM stand. bThe designation of tool angulardistance from the laser beam. cSchematic diagram of forcemeasurement set-up
3892 Int J Adv Manuf Technol (2017) 91:3887–3898

amplifier to a data acquisition computer (see—Fig. 5c). Thesensitivity of the applied force dynamometer was of 3.7 to7.5 pC/N. The force signal sampling frequency was equaledto 1000 Hz.
The force components were defined in the tool’s coordinatesystem as cutting (main) force Fc [N], feed force Ff [N] andthrust force Fp [N]. The acquisition of the force signal wasmade with the aid of DynoWare software. This software wasalso used to calculate the signals’ mean arithmetic values,which were further applied in the carried out analyses.
3.3 Results and discussion
Figure 7 depicts the experimental values of cutting forces Fc,Ff, Fp and edge forces Fce, Ffe, Fpe expressed in function ofuncut chip thickness hc and cutting speed vc. It can be seen thatindependently of cutting speed value and force direction, thecutting forces are growing together with an increase of theuncut chip thickness. This is a typical dependency observedduring machining of metals. However, Fig. 7a–c reveal alsothat some discrepancies between the experimental forcevalues and the linear regression equations are found. Thesedifferences are also confirmed by the correlation coefficientsR2 of force regression equations (see—Table 3) with valueswhich are not exceeding 0.91. The reason of this phenomenonis connected directly with the structure of the WC/NiCr sam-ple (Fig. 4), which consists of hard reinforcing WC phase andsofter NiCr matrix. During the machining of the WC/NiCr atthe low cutting depths, the tool cuts alternately the reinforcingphase and matrix, which consequently induces force oscilla-tions, and thus nonlinearities in function of uncut chipthickness.
Figures 7a–c reveal also that independently of the selectedcutting speed value, the highest values of forces are obtainedfor the thrust component Fp, then for the cutting force Fc. Thelowest force values are observed in the case of the feed com-ponent Ff. This dependency stays in agreement with that ob-served during cutting of hardened steels [41]. The highestthrust forces values, in comparison to the remaining forcedirections, occurring during cutting with the low selected cut-ting depths are caused by the chip formation in the region ofthe tool’s corner radius, as well as the abrasion of hard WCparticles on the tool’s flank face.
The same quantitative relations between the force direc-tions can be also found in case of the edge forces Fce, Ffe,Fpe (Fig. 7d). The Fce, Ffe, Fpe components characterize thecontact conditions in the machined surface-tool flank interfaceat the zero uncut chip thickness value.
Figure 7d shows that the growth of cutting speed causes themonotonic increase in edge forces. The observed differencesbetween the forces are exceeding 290% (in case of thrustcomponent Fpe). It should be noted that the excessive edgeforces can lead to the accelerated tool wear. Therefore, duringthe LAM of WC/NiCr, the selection of lower cutting speedscan be advantageous in terms of the elongation of the tool life.
Figures 8a–c presents the measured Fc, Ff, Fp forces infunction of feed f and cutting speed vc. It can be seen thatFc, Ff, Fp forces are growing together with the growth of thefeed value, independently on the selected cutting speed.
This dependency is attributed to the proportionality of thefeed to the uncut chip thickness. In addition, the growth ofcutting speed induces the increase of Fc, Ff, Fp forces’ values,for the all investigated feeds f.
It should be noted that during conventional cutting (withoutthe laser assistance) of hard materials, the growth of cuttingspeed usually causes the growth of the temperature in thecutting zone, which in turn leads to the softening of the workpiece and thus reduction of cutting forces [42]. However, incase of LAM, the growth of the rotational speed reduces theheat transfer between the laser beam and the heated surfaceand thus causes the decline in machined surface’s temperature[43]. Consequently, the softening of the hard WC/NiCr mate-rial is limited, which can result in the growth of cutting forcecomponents’ values.
The force regression equations presented in Table 3 wereapplied to the formulation of tangential force increments’
Table 2 Design of experiment
Distance fromlaser beamθ [°]
Laser spotdiameter dl[mm]
Laser powerP [W]
Depth of cutap [mm]
Cutting lengthl [mm]
Cutting speedvc [m/min]
Sample diameterD [mm]
Rotationalspeed n[rev/min]
Feedrate vf[mm/min]
Feed f[mm/rev]
35 2 1400 0.1 10 10–30interval 10
52 60–173 1.8–34 0.03–0.2
Fig. 6 The natural frequencies measured during impulse test
Int J Adv Manuf Technol (2017) 91:3887–3898 3893

ΔFtn in function of uncut chip thickness (Fig. 9). Figure 9shows that ΔFtn force increments are distributed nonlinearlyalong the curved cutting edge. The highest values of theΔFtn
are found during LAM with the vc = 10 m/min, then for themachining with vc = 20 m/min and finally in case whenvc = 30m/min. This is an opposite trend towards that observedfor the cutting force components Fc, Ff, Fp. In addition, theanalysis of theΔFtn distribution along the curved cutting edgeallows the determination of minimum uncut chip thicknesshmin. According to Eq. (7), the hmin is defined for theΔFtn = 0. Therefore, the intersection point of theΔFtn = f(hc) curve with the hc axis corresponds precisely tothe minimum uncut chip thickness value (see the black dashedlines in Fig. 9). It should be also noted that the negativeΔFtn
force increments are correlated with the ploughing mechanismoccurring between the curved cutting edge and the deformedwork piece, whereas the positive ΔFtn force increments areconnected with the chip shearing phenomenon.
The normalized minimum uncut chip thickness values,expressed as the quotient of minimum uncut chip thicknessto cutting edge radius hmin/rn, are presented in Fig. 10a. Theinvestigations carried out revealed that during LAM of WC/NiCr, the hmin/rn factor is contained in the range of 0.15–0.25.This observation is consistent with the results presented in[44] and [45], which show that the normalized minimum un-cut chip thickness values during machining of metallic mate-rials are usually within the range of 0.05–0.38. Furthermore,the hmin/rn values are lower during LAM ofWC/NiCr in com-parison to that obtained during machining of 1040 steel andAl6082-T6 alloy. Therefore, it can be also suggested that nor-malized minimum uncut chip thickness is dependent on thework piece hardness and the shear angle during cutting [34].
Figure 10b shows that the minimum uncut chip thicknessvalues generated during LAM of WC/NiCr depended on theselected cutting speed value. The hmin values are growingtogether with the growth of the cutting speed and arecontained in the range of 1.1–1.8 μm. According to Bifanoet al. [11] and Stephenson et al. [12], cutting of hard materials
0
30
60
90
120
150
180
0 0.03 0.06 0.09 0.12 0.15
F i[N
]
hc [mm]
FcFpFf
vc = 10 m/min
FcFpFf
0
40
80
120
160
200
0 0.03 0.06 0.09 0.12 0.15
F i[N
]
hc [mm]
Series2
Series1
Series3
vc = 20 m/min
FcFpFf
0
50
100
150
200
250
0 0.03 0.06 0.09 0.12 0.15
F i[N
]
hc [mm]
Series2
Series1
Series3
vc = 30 m/min
FcFpFf
0
20
40
60
80
100
120
140
160
5 10 15 20 25 30 35
F ie
[N]
vc [m/min]
Series2Series1Series3
FceFpeFfe
(a)
(b)
(c)
(d)
Fig. 7 The measured forces. a Fc, Ff, Fp = f(hc) for vc = 10 m/min. b Fc,Ff, Fp = f(hc) for vc = 20 m/min. c Fc, Ff, Fp = f(hc) for vc = 30 m/min. dEdge forces Fce, Ffe, Fpe = f(vc)
Table 3 Regression equations of forces
vc [m/min] The form of equation Coefficient R2
10 Fc = 577hc + 36 0.91
Ff = 610hc + 15 0.55
Fp = 729hc + 53 0.74
20 Fc = 556hc + 38 0.83
Ff = 479hc + 25 0.74
Fp = 591hc + 78 0.77
30 Fc = 492hc + 70 0.71
Ff = 379hc + 37 0.77
Fp = 428hc + 151 0.68
3894 Int J Adv Manuf Technol (2017) 91:3887–3898

Fig. 8 The force components infunction of cutting speed andfeed. a Cutting force Fc. b Feedforce Ff. c Thrust force Fp
Int J Adv Manuf Technol (2017) 91:3887–3898 3895

with the selection of uncut chip thicknesses corresponding tothe hmin value enables the chip formation in the ductile mode,which in turn reduces the amount of cracks and damages onthe machined surface. Nevertheless, it can also lead to theexcessive growth of the ploughing force and consequentlythe intense tool wear. Therefore, in order to soften the hardWC/NiCr material during cutting, together with the maintain-ing relatively high tool life, the laser-assisted machining canbe applied. However, this process should be carried out withcutting conditions corresponding to uncut chip thicknesseslarger than the minimum uncut chip thickness.
The reliable estimation of minimum uncut chip thicknesshas also the significant meaning in relation to the surfaceroughness prediction. According to Schultheiss et al. [46],the application of the surface roughness model consideringkinematic-geometric dependencies and elastic-plastic defor-mations of work piece (related to hmin) enables the accurateprediction of Ra and Rz roughness parameters during preci-sion turning with low feed values. Therefore, the results ob-tained in this research can be further applied to the optimalselection of cutting parameters during LAM ofWC/NiCr cladlayers, enabling the obtainment of high surface quality.
It should be also noted that the proposed method of mini-mum uncut chip thickness estimation is dedicated precisely tooblique cutting processes. However, the majority of ap-proaches reported in the literature are focused only on theorthogonal cutting. In practice, the precision machining oper-ations are usually carried out in oblique cutting conditions.
Therefore, the developed model can be also applied to theestimation of minimum uncut chip thickness during micro-milling and micro-drilling operations.
4 Conclusions
This paper was focused on the estimation of minimum uncutchip thickness and analysis of cutting forces during laser-assisted machining of WC/NiCr clad layer. The research in-volved the application of the zeroth tangential force incrementmethod, extended to the oblique cutting. Based on the exper-imental results, the following conclusions have beenformulated.
& The growth of cutting force components together with anincrease in uncut chip thickness is observed, independent-ly on the selected cutting speed value. However, somediscrepancies between the experimental forces and the lin-ear regression equations are found. It should be noted thatthese differences can affect the accuracy of the methodapplied for the estimation of minimum uncut chip thick-ness, which is based on the assumption that the uncut chipthickness has a linear effect on cutting forces.
& During LAM of WC/NiCr clad layers, cutting speed is animportant factor affecting cutting mechanics. The growthof its value causes the growth of cutting forces Fc, Ff, Fp
and minimum uncut chip thicknesses hmin, as well as the
Fig. 9 The tangential forceincrements’ ΔFtn in function ofuncut chip thickness
Fig. 10 Minimum uncut chipthickness. a The comparison ofthe normalized minimum uncutchip thickness. bMinimum uncutchip thickness during LAM ofWC/NiCr for the various cuttingspeed values
3896 Int J Adv Manuf Technol (2017) 91:3887–3898

decline of tangential force increments ΔFtn along thecurved cutting edge.
& The minimum uncut chip thicknesses, estimated for theWC/NiCr clad layer fit into the range specified for themetallic materials. The estimated hmin/rn factor valuesare contained in the range of 0.15–0.25, and thus theirvalues are lower than that obtained during machining of1040 steel and Al6082-T6 alloy. The knowledge of hmin
value has a significant meaning in terms of the selection ofcutting conditions during machining of WC/NiCr. Theapplication of LAM enables the softening of hard andbrittle work piece and thus facilitates the chip decohesionin the ductile regime. Therefore, during LAM of WC/NiCr, the selected cutting conditions’ values should behigher than those applied in the ultraprecision machining,i.e. uncut chip thickness h larger thanminimum uncut chipthickness hmin.
& The proposed method can be successfully applied to theestimation of minimum uncut chip thickness during vari-ous oblique cutting methods (e.g. milling, drilling) and forthe diversified materials.
Acknowledgements This work was supported by National Centre forResearch and Development (NCBiR) of Poland grant no. LIDER/005/141/L-5/NCBR/2014, project: “Laser-assisted machining of sintering car-bide deposited by laser cladding”.
Open Access This article is distributed under the terms of the CreativeCommons At t r ibut ion 4 .0 In te rna t ional License (h t tp : / /creativecommons.org/licenses/by/4.0/), which permits unrestricted use,distribution, and reproduction in any medium, provided you give appro-priate credit to the original author(s) and the source, provide a link to theCreative Commons license, and indicate if changes were made.
References
1. Bartkowska A, Przestacki D, Chwalczuk T (2016) Microstructure,phase composition and corrosion resistance of Ni2O3 coatings pro-duced using laser alloying method. Arch Mech Tech Mater.doi:10.1515/amtm-2016-0005
2. Cus F, Zuperl U, Irgolic T (2002) Effects of laser cladding param-eters on microstructure properties and surface roughness of gradedmaterial. Proceedings in Manufacturing Systems 10(2):77–82
3. Nieslony P, Cichosz P, Krolczyk GM, Legutko S, Smyczek D,Kolodziej M (2016) Experimental studies of the cutting force andsurface morphology of explosively clad Ti–steel plates.Measurement 78:129–137
4. Wojciechowski S, Twardowski P, Chwalczuk T (2014) Surfaceroughness analysis after machining of direct laser deposited tung-sten carbide. J Phys Conf Ser 483(1). doi:10.1088/1742-6596/483/1/012018
5. Hur J, Lee K, Zhu-hu KJ (2002) Hybrid rapid prototyping systemusing machining and deposition. Comput Aided Des 34:741–754
6. Jeng J-Y, Lin M-C (2001) Mold fabrication and modification usinghybrid processes of selective laser cladding and milling. J MaterProcess Technol 110:98–103
7. Paul CP, Alemohammad H, Toyserkani E, Khajepour A, Corbin S(2007) Cladding of WC–12 Co on low carbon steel using a pulsedNd:YAG laser. Mater Sci Eng A 464:170–176
8. Guo C, Chen J, Zhou J, Zhao J, Wang L, Yu Y, Zhou H (2012)Effects of WC–Ni content on microstructure and wear resistance oflaser cladding Ni-based alloys coating. Surface & CoatingsTechnology 206:2064–2071
9. Chiang KA, Chen YC (2007) Microstructural characterization andmicroscopy analysis of laser cladding Stellite12 and tungsten car-bide. J Mater Process Technol 182:297–302
10. GisarioA PM, Venettacci S, Veniali F (2015) Improvement of ther-mally sprayed WC–Co/NiCr coatings by surface laser processing.Int Journal of Refractory Metals and Hard Materials 52:123–130
11. Bifano TG, Dow TA, Scattergood RO (1991) Ductile-regime grind-ing: a new technology for machining brittle materials. ASME J EngInd 113(5):184–189
12. Stephenson DJ, Vaselovac D, Manley S, Corbett J (2001) Ultra-precision grinding of hard steels. Precis Eng 25(4):336–345
13. Liu K, Li XP (2001) Modelling of ductile cutting of tungsten car-bide. Trans NAMRI/SME 29:251–258
14. Liu K, Li XP (2001) Ductile cutting of tungsten carbide. J MaterProcess Technol 113:348–354
15. Liu K, Li XP, RahmanM, Liu XD (2003) CBN tool wear in ductilecutting of tungsten carbide. Wear 255:1344–1351
16. Yan J, Zhang Z, Kuriyagawa T (2009) Mechanism for materialremoval in diamond turning of reaction-bonded silicon carbide.International Journal ofMachine Tools &Manufacture 49:366–374
17. Twardowski P (2011) Surface roughness analysis in milling oftungsten carbide with CBN cutters. MetrolMeasSystXVIII 1:105–114
18. Dumitrescu P, Koshy P, Stenekes J, Elbestawi MA (2006) High-power diode laser assisted hard turning of AISI D2 tool steel.International Journal of Machine Tools & Manufacture 46:2009–2016
19. Novak JW, Shin YC, Incropera FP (1997) Assessment ofplasmaenhanced machining for improved machinability ofInconel 718. ASME Journal of Manufacturing Science andEngineering 119:125–129
20. Leshock CE, Kim JN, Shin YC (2001) Plasma enhancedmachiningof Inconel 718: modeling of workpiece temperature with plasmaheating and experimental results. Int J Mach Tools Manuf 41:877–897
21. Sun S, Brandt M, Dargusch MS (2010) Thermally enhanced ma-chining of hard-to-machine materials-a review. InternationalJournal of Machine Tools & Manufacture 50:663–680
22. Sun S, Harris J, Q (2008) Parametric investigation of laser-assistedmachining of commercially pure titanium. Adv EngMater 10:565–572
23. Germain G, Morel F, Lebrun J-L, Morel A (2007) Machinabilityand surface integrity for a bearing steel and a titanium alloy in laserassisted machining (optimisation on LAMon twomaterials). Lasersin Engineering 17:329–344
24. Lei S, Shin YC, Incropera FP (2001) Experimental investigation ofthermo-mechanical characteristics in laser assisted machining ofsilicon nitride ceramics. Journal of Manufacturing Science andEngineering Transactions of the ASME 123:639–646
25. Pfefferkorn FE, Shin YC, Incropera FP, Tian Y (2004) Laser-assisted machining of magnesia-partially-stabilized zirconia.Journal of Manufacturing Science and Engineering. Transactionsof the ASME 126:42–51
26. Wang Y, Yang LJ, Wang NJ (2002) An investigation of laser-assisted machining of Al2O3 particle reinforced aluminum matrixcomposite. J Mater Process Technol 129:268–272
27. Dandekar CR, Shin YC (2013)Multi-scale modeling to predict sub-surface damage applied to laser-assisted machining of a particulate
Int J Adv Manuf Technol (2017) 91:3887–3898 3897

reinforced metal matrix composite. J Mater Process Technol 213:153–160
28. Przestacki D, Szymanski P, Wojciechowski S (2016) Formation ofsurface layer in metal matrix composite A359/20SiCP during laserassisted turning. Compos A: Appl Sci Manuf 91 1:370–379
29. Przestacki D (2014) Conventional and laser assisted machining ofcomposite A359/20SiCp. Procedia CIRP 14:229–233
30. Chae J, Park SS, Freiheit T (2006) Investigation of micro-cuttingoperations. International Journal of Machine Tools & Manufacture46:313–332
31. Camara MA, Abrao AM, Rubio JCC, Godoy GCD, Cordeiro BS(2016) Determination of the critical undeformed chip thickness inmicromilling by means of the acoustic emission signal. Precis Eng46:377–382
32. de Oliveira FB, Rodrigues AS, Coelho RT, de Souza AF (2015)Size effect and minimum chip thickness in micromilling.International Journalof Machine Tools & Manufacture 89:39–54
33. Kragelsky IV, Dobychin MN, Kombalov VS (1977) Friction andwear—calculation methods. PergamonPress, New York
34. Liu X, DeVor RE, Kapoor SG (2006) An analytical model for theprediction of minimum chip thickness in micromachining.Transactions of the ASME 128:474–481
35. Lai X, Li H, Li C, Lin Z, Ni J (2008) Modelling and analysis ofmicro scale milling considering size effect, micro cutter edge radiusand minimum chip thickness. International Journal of MachineTools & Manufacture 48:1–14
36. Moriwaki T, Sugimura N, Luan S (1993) Combined stress materialflow and heat analysis of orthogonal micromachining of copper.Annals of CIRP 42:75–78
37. Malekian M, Mostofa MG, Park SS, Jun MBG (2012) Modeling ofminimum uncut chip thickness in micro machining of aluminium. JMater Process Technol 212:553–559
38. Storch B, Zawada-Tomkiewicz A (2012) Distribution of unit forceson the tool edge rounding in the case of finishing turning. Int JAdvManufTechno l60:453–461
39. Wojciechowski S, Maruda RW, Nieslony P, Krolczyk GM (2016)Investigation on the edge forces in ball end milling of inclinedsurfaces. Int J Mech Sci 119:360–369
40. Amado JM, Tobar MJ, Yanez A, Amigo V, Candel JJ (2011) Crackfree tungsten carbide reinforced Ni(Cr) layers obtained by lasercladding. Phys Procedia 12:338–344
41. Tonshoff HK, Arendt C, Ben Amor R (2000) Cutting of hardenedsteel. Annals of the CIRP 49(2):546–566
42. Dewes RC, Aspinwall DK (1997) A review of ultra high speedmilling of hardened steels. J Mater Process Technol 69:1–17
43. Przestacki D, JankowiakM (2014) Surface roughness analysis afterlaser assistedmachining of hard to cut materials. Journal of Physics:Conference Series 483
44. Weule H, Huntrup V, Tritschle H (2001) Micro-cutting of steel tomeet new requirements in miniaturization. CIRPAnn 50:61–64
45. Filiz S, Conley CM, Wasserman MB, Ozdoganlar OB (2007) Anexperimental investigation of micro-machinability of copper 101using tungsten carbide micro-endmills. Int J Mach Tools Manuf47(7–8):1088–1100
46. Schultheiss F, Hagglund S, Bushlya V, Zhou J, Stahl J-E (2014)Influence of the minimum chip thickness on the obtained surfaceroughness during turning operations. Procedia CIRP 13:67–71
3898 Int J Adv Manuf Technol (2017) 91:3887–3898