Embed Size (px)
DESCRIPTION
REUSE OF BREWERY WASTE
Citation preview

Desalination 273 (2011) 235–247
Contents lists available at ScienceDirect
Desalination
j ourna l homepage: www.e lsev ie r.com/ locate /desa l
The treatment of brewery wastewater for reuse: State of the art
Geoffrey S. Simate a,⁎, John Cluett a, Sunny E. Iyuke a, Evans T. Musapatika a, Sehliselo Ndlovu a,Lubinda F. Walubita b, Allex E. Alvarez c
a School of Chemical and Metallurgical Engineering, University of the Witwatersrand, Johannesburg, P/Bag 3, Wits 2050, South Africab TTI - Texas A&M University System, College Station, TX, USAc Department of Civil Engineering, University of Magdalena, Santa Marta, Magdalena, Colombia
⁎ Corresponding author. Tel.: +27 11 717 7570, +27E-mail address: [email protected] (G.S. Simate).
0011-9164/$ – see front matter © 2011 Elsevier B.V. Aldoi:10.1016/j.desal.2011.02.035
a b s t r a c t
a r t i c l e i n f oArticle history:Received 25 October 2010Received in revised form 11 February 2011Accepted 12 February 2011
Keywords:Brewery wastewaterBiological oxygen demandChemical oxygen demandPretreatmentTreatmentReuse
The beer brewing process often generates large amounts of wastewater effluent and solid wastes that must bedisposed off or treated in the least costly and safest way so as to meet the strict discharge regulations that areset by government entities to protect life (both human and animal) and the environment. It is widelyestimated that for every one liter of beer that is brewed, close to ten liters of water is used; mostly for thebrewing, rinsing, and cooling processes. Thereafter, this water must be disposed off or safely treated for reuse,which is often costly and problematic for most breweries. As a result, many brewers are today searching for:(1) ways to cut down on this water usage during the beer brewing process, and/or (2) means to cost-effectively and safely treat the brewery wastewater for reuse. Based on the available documented literature,this paper provides a review assessment of the current status of the brewery wastewater treatment processesincluding potential applications for reuse. Key challenges for both brewery wastewater treatment and reuseare also discussed in the paper and include recommendations for future developments.
76 112 6959(Cell); fax: +27 11 717 7599.
l rights reserved.
© 2011 Elsevier B.V. All rights reserved.
Contents
1. Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2362. Legislation and environmental management systems . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2363. Conventional methods of pretreating brewery wastewater . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 236
3.1. Physical methods . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2373.2. Chemical methods . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2373.3. Biological methods . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 237
3.3.1. Aerobic . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2373.3.2. Anaerobic . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 239
4. Treatment of brewery wastewater for reuse . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2394.1. Membrane filtration . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2404.2. Non-thermal quenched plasma . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2414.3. Membrane bioreactor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2424.4. Combined anaerobic and aerobic treatment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2424.5. The use of carbon nanotubes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 243
4.5.1. Nanosorbents . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2434.5.2. Nanofilters . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 244
4.6. Electrochemical methods . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2444.7. Microbial fuel cells . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2444.8. Carbon . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 244
5. Discussion and synthesis of findings . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2445.1. Comparison of processes and technologies . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2445.2. Integration of processes and technologies . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 245

236 G.S. Simate et al. / Desalination 273 (2011) 235–247
6. Summary . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 245Disclaimer . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 246References. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 246
1. Introduction
Despite discharging large volumes of highly polluting effluentsthroughout the year [1,2], the brewing industry constitute animportant economic segment of any country [3,4]. In fact, beer isthe fifth most consumed beverage in the world behind tea,carbonates, milk and coffee [3]. Beer brewing involves two mainsteps, i.e., brewing and packaging of the finished product [5]. The by-products (e.g., spent grains from mashing, yeast surplus, etc)generated from these steps are responsible for pollution whenmixed with effluents [5]. In addition, cleaning of tanks, bottles,machines, and floors produces high quantities of polluted water [5]. Itis estimated that for the production of 1 L of beer, 3–10 L of wasteeffluent is generated depending on the production and specific waterusage [1,3,6]. In other words, very large quantities of water areconsumed during the beer brewing process.
Similarly and because of voluminous water usage, the breweryindustrydischarges largevolumesofhighlypollutingeffluents throughoutthe year [1,2]. It must also be noted that effluents from individual processsteps are variable. For example, bottle washing results in a largewastewater volume, but it contains only aminor part of the total organicsdischarged from the brewery processes. On the other hand, effluents fromfermentation and filtering are high in organics/biochemical oxygendemand (BOD), but generally low in volume, accounting for about 3% ofthe total wastewater volume but 97% of the BOD [7].
Wastewater from a brewery plant may be discharged in several waysincluding the following [8,9]: (1) directly into awaterway (oceans, rivers,streams, or lakes), (2) directly into amunicipal sewer system, (3) into thewaterwayormunicipal sewer systemafter thewastewaterhasundergonesome pretreatment, and (4) into the brewery's own wastewatertreatment plant. The disposal of untreated (or partially treated) brewerywastewater intowater bodies can constitute potential or severe pollutionproblems to the water bodies since the effluents contain organiccompounds that require oxygen for degradation [10]. For example, ifwater of high organic matter content value flows into a river, the bacteriain the river will oxidize the organic matter consuming oxygen from thewater faster than the oxygen dissolves back in the river from the air.Furthermore, as regulationsbecomemoreandmore stringent and thecostof water increases, the call for water recycling is currently gaining a lot ofmomentum.
There aremany papers, such as those reviewed by Fillaudeau et al. [3],dealing with several aspects of brewerywastewater treatment. However,a review of this literature shows that only in later years has informationbecomeavailableonwater treatment for reuse. Itmustbenoted,however,that wastewater reuse is not common in this type of the industry due topublic perception and thepossible product qualitydeteriorationproblems[11]. However, the future reuse of brewery wastewater seems to beunavoidable, as the issue of water shortage has become a serious globaland environmental problem. This is particularly very critical in mostdeveloping countries such as the sub-Saharan region where droughts areperpetual, thus every drop of water must be preciously conserved.
In this paper, the potential opportunities that may be available fortreating brewery wastewater for reuse in two applications arereviewed, namely: (a) primary water used in the production ofbeer, and (b) secondary water that does not come in contact withbeer; e.g. utilities cooling, water used in the packaging process andgeneral cleaning water. Once technology improves and the percep-tions have changed regarding the use of recycled water, beer to waterratios is perceived may be reduced to the ratio of about 1:2. Pertinent
challenges as related to brewery wastewater reuse (or recycling) arealso discussed in the paper.
The treatment, recovery and applications of various brewery by-products (e.g., spent grains, spent hops, surplus yeast, kieselghursludge, trub and waste labels) have been extensively documentedelsewhere [3,6,8,12–14], thus are not discussed in this paper.Accordingly, the paper is organized as follows: a background of thelegislation and environmental management systems is presented first,followed consecutively by brewery wastewater pre- and treatment-methods. Challenges and future prospects are included in thediscussion towards the end. A summary is then provided to concludethe paper.
2. Legislation and environmental management systems
Like any other industry, the brewing industry is subject toextensive government regulations. Some of the regulations imposedinvolve production, distribution, labeling, advertising, trade andpricing practices, credit, container characteristics, and alcoholiccontent requirements [9]. Governmental entities also levy varioustaxes, license fees and other similar charges and may require bonds toensure compliance with applicable laws and regulations.
Furthermore, the management of environmental issues is ofgrowing interest nowadays. There is a need to understand theimportant environmental impacts on the community and thenconsider the advantages and disadvantages associated with variouslevels of environmental management [15]. This means that thebrewing industry must also comply with numerous environmentalprotection laws. In fact, the brewing industry has shown increasingawareness for environmental protection and the need of sustainableproduction processes [16]. Furthermore, most national governmentswhere these industries operate have signed and ratified the KyotoProtocol aimed at reducing greenhouse gas emissions [17]. Throughenvironmental management systems (EMS) such as, (1) ISO 14001,(2) Eco-Management and Audit Scheme (EMAS), and (3) Interna-tional Safety Rating System (ISRS), breweries should be able toproactively manage their impacts on the environment. In fact, EMSsshould help breweries focus on effective and efficient management ofboth current and future environmental impacts. The InternationalFinance Corporation (IFC) also has environmental, health and safety(EHS) guidelines for breweries [18].
3. Conventional methods of pretreating brewery wastewater
Brewery wastewater typically has a high chemical oxygen demand(COD) from all the organic components (sugars, soluble starch,ethanol, volatile fatty acids, etc) [9]. It usually has temperaturesranging from 25 °C to 38 °C, but occasionally reaching much highertemperatures. The pH levels can range between 2 and 12 [9] and areinfluenced by the amount and type of chemicals used in cleaning andsanitizing (e.g., caustic soda, phosphoric acid, nitric acid, etc.)[9,16,19]. Sanitizing chemicals which include chlorine compoundsensure that the surfaces are free of anymicroorganisms harmful to thebrewing industry and the public consuming the beer. Nitrogen andphosphorus levels are mainly dependent on the handling of rawmaterial and the amount of yeast present in the effluent [9,16,19].Table 1 is an example of the physicochemical characteristics ofbrewery wastewater from the United Breweries in India [20].

Table 1Characteristics of brewery wastewater [20].
Parameter Value
pH 3–12Temperature (°C) 18–40COD (mg L−1) 2000–6000BOD (mg L−1) 1200–3600COD:BOD ratio 1.667VFA (mg L−1) 1000–2500Phosphates as PO4 (mg L−1) 10–50TKN (mg L−1) 25–80TS (mg L−1) 5100–8750TSS (mg L−1) 2901–3000TDS (mg L−1) 2020–5940
237G.S. Simate et al. / Desalination 273 (2011) 235–247
In fact, the brewerywastewater is characterized by large variationsin the parameters mentioned in Table 1 [21]. As a result, most largebreweries require some degree of wastewater pretreatment. In caseswhere the brewery does not discharge to the municipal sewer, thenprimary and secondary treatment of the effluent is required. However,if the brewery is permitted to discharge into a municipal sewer,pretreatment may be required to meet municipal bylaws and/or tolessen the load on themunicipal treatment plant. In some cases, sewerdischarge fees imposed on effluent volume, and on the suspended andorganic loads, by the municipality may encourage the brewery toinstall its own treatment facility. Pretreatment is meant to alter thephysical, chemical, and/or biological properties of feed water [22],thus improving the performance of upstream processes. Therefore,pretreatment is done by physical, chemical, or biological methods, orby a combination of all thesemethods. Table 2 lists the unit operationsincluded within each category, and detailed schematic representationof a conventional wastewater treatment processes can be found inSpellman's Standard Handbook for Wastewater Operators [23].Table 3 is a summary of the generic advantages and disadvantagesof various wastewater treatment processes as shown in literature[24]. These characteristics (Table 3) generally relate to the cost ofconstruction and ease of operation. Generally, the complexity and costof wastewater treatment technologies increase with the quality of theeffluent produced. In fact, the water management and waste disposalin the brewery industry are considered as significant cost factors andimportant aspects in the operations of a brewery plant [25,26].
3.1. Physical methods
Among thefirst treatmentmethods used are physical unit operations,in which physical forces are applied to remove contaminants. Physical
Table 2Wastewater treatment unit operations and processes.
Physical unit operations - Screening- Comminution- Flow equalization- Sedimentation- Flotation- Granular-medium filtration
Chemical unit operations - Chemical precipitation- Adsorption- Disinfection- Chlorination- Other chemical applications
Biological unit operations - Activated sludge processes- Aerated lagoons- Trickling filters- Rotating biological contactors- Pond stabilization- Anaerobic digestion- Biological nutrient removal
methods remove coarse solid matter, rather than dissolved pollutants. Itmay be a passive process, such as sedimentation to allow suspendedpollutants to settle out or float to the top naturally. In general, thesemethods have yielded little success; most often resulting in incompletecontaminant removal and/or separation. For example, sedimentation hasbeen found to be unsatisfactory evenwith the addition of coagulants andother additives [27].
3.2. Chemical methods
Different chemicals can be added to the brewery wastewater toalter the water chemistry [22]. Chemical pretreatment may involvepH adjustment or coagulation and flocculation. The acidity oralkalinity of wastewater affects both wastewater treatment and theenvironment. Low pH indicates increasing acidity while a high pHindicates increasing alkalinity. The pH of wastewater needs to remainbetween 6 and 9 to protect organisms. Waste CO2 may be used toneutralize caustic effluents from clean-in-places (CIP) systems andbottle washers [28]. The waste CO2 can also be used as a cheapacidifying agent for decreasing the pH of alkaline wastewaters beforethe anaerobic reactor, thus replacing the conventionally used acids[20]. Neutralization with H2SO4 and HCl acids is usually notrecommended because of their corrosive nature and sulfate andchloride discharge limitations [29], which may add to the cost ofeffluent treatment operations [20].
Coagulation and flocculation are physicochemical processescommonly used for the removal of colloidal material or color fromwater and wastewater. In water and wastewater treatment, coagu-lation implies the step where particles are destabilized by a coagulant,and this may include the formation of small aggregates by Brownianmotion (perikinetic coagulation). On the other hand, the subsequentprocess in which larger aggregates (flocs) are formed by the action ofshear is then known as flocculation [30]. After small particles haveformed larger aggregates, colloidal material can then be more easilyremoved by physical separation processes such as sedimentation,flotation, and filtration.
3.3. Biological methods
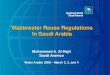
Biological waste treatment processes play a central role in the waysociety manage their wastewaters. It is based on the activity of a widerangeofmicroorganisms, converting thebiodegradable organic pollutantsin thewastewaters. In fact, brewery effluents having both chemical (withvery high organic content) and microbial contaminants are generallytreated by biological methods [31]. Therefore, after the brewerywastewater has undergone physical and chemical pretreatments, thewastewater can then undergo biological treatment. Compared tophysicochemical or chemical methods, biological methods have threeadvantages [32]: (1) the treatment technology is mature, (2) highefficiency in COD and BOD removal, ranging from 80 to 90%, and (3) lowinvestment cost. However, though biological treatment processes areparticularly effective forwastewater treatment, they require ahighenergyinput [33]. Biological treatment ofwastewater can be either aerobic (withair/oxygen supply) or anaerobic (without oxygen) [9]. The aerobic andanaerobic processes are shown graphically in Fig. 1 [34]. These processesare discussed in more details in the subsequent sections. Generally,aerobic treatment has successfully been applied for the treatment ofbrewery wastewater and recently anaerobic systems have become anattractive option [9]. Table 4 presents a general comparison betweenanaerobic and aerobic biological treatment systems such as activatedsludge.
3.3.1. AerobicAerobic biological treatment is performed in the presence of oxygen
by aerobic microorganisms (principally bacteria) that metabolizethe organic matter in the wastewater, thereby producing more

Table 3Generic advantages and disadvantages of conventional and non-conventional wastewater treatment technologies [24].
Treatment type Advantages Disadvantages
Aquatic systems Stabilization lagoons –Low capital cost Requires a large area of land–Low operation and maintenance cost –May produce undesirable odors–Low technical manpower requirements
Aerated lagoons Requires relatively little land area –Requires mechanical devices to aerate basins–Produces few Undesirable odors –Produce effluents With a high suspended solids
concentrationTerrestrial systems Septic tanks –Can be used by individual households –Provides a low treatment efficiency
–Easy to operate and maintain –Must be pumped occasionally–Can be built in rural areas –Requires a landfill for periodic disposal of sludge
and septageConstructed wetland –Removes up to 70% of solids and bacteria –Remains largely experimental
–Minimal capital cost –Requires periodic removal of excess plant material–Low operation and maintenance requirementsand costs
–Best used in areas where suitable native plantsare available
Mechanical systems Filtration systems Minimal land requirements –Requires mechanical devices–Relatively low cost–Can be used for household scale treatment–Easy to operate
Vertical biologicalreactors
–Highly efficient treatment method –High cost–Requires little land area –Complex technology–Applicable to small communities for local scaletreatment and to big cities for regional scaletreatment
–Requires technically skilled manpower for operationand maintenance–Needs spare parts availability–Has a high energy requirement
Activated sludge –Highly efficient treatment method –High cost–Requires little land area –Requires sludge disposal area (sludge usually land-spread)–Applicable to small communities for local scaletreatment and to big cities for regional scale treatment
–Requires technically skilled manpower for operation andmaintenance requirement
238 G.S. Simate et al. / Desalination 273 (2011) 235–247
microorganisms and inorganic end-products (principally CO2, NH3 andH2O). Aerobic treatment utilizes biological treatment processes, inwhich microorganisms convert non-settle-able solids to settle-ablesolids. Sedimentation typically follows; allowing the settle-able solids tosettle and separate out. Three options include:
Activated sludge process. In the activated sludge process, thewastewater flows into an aerated and agitated tank that is primedwithactivated sludge. This complexmixture containingbacteria, fungi,protozoans, and othermicroorganisms is collectively referred to as the
wastewater
AerobiprocesElectron acceptor:
O2, 1-2mg/L
Anaerobproces
Electron acceptor:SO4, PO4, organics
Fig. 1. An illustration of aerobic and a
biomass. In this process, the suspension of aerobic microorganisms inthe aeration tank is mixed vigorously by aeration devices, which alsosupply oxygen to the biological suspension.
Attached growth (biofilm) process. The second type of aerobicbiological treatment system is called “attached growth (biofilm)process” and deals with microorganisms that are fixed in place ona solid surface. This “attached growth type” aerobic biologicaltreatment process creates an environment that supports the
cs
sludge
ic s
Heat
sludge
methane
50%
50%
90%
10%
naerobic processes [34].

Table 4Anaerobic treatment as compared to aerobic treatment [16].
Aerobic systems Anaerobic systems
Energy consumption - High - LowEnergy production - No - YesBiosolids production - High - LowCOD removal (%) - 90–98 - 70–85Nutrients (N/P) removal - High - LowSpace requirement - High - LowDiscontinuous operation - Difficult - Easy
239G.S. Simate et al. / Desalination 273 (2011) 235–247
growth of microorganisms that prefer to remain attached to a solidmaterial.
Trickling filter process. In the trickling filter process, thewastewater issprayed over the surface of a bed of rough solids (such as gravel, rock,or plastic) and is allowed to “trickle down” through the microorgan-ism-covered media.
Biofiltration towers. A variation of a trickling filtration process is thebiofiltration tower or otherwise known as the biotower. The biotower ispacked with plastic or redwood media containing the attached microbialgrowth.
Rotating biological contactor process. The rotating biological contactorprocess consists of a series of plastic disks attached to a common shaft.
Lagoons. These are slow, cheap, and relatively inefficient, but can beused for various types of wastewater. They rely on the interaction ofsunlight, algae, microorganisms, and oxygen (sometimes aerated).
Sludge treatment and disposal. In general, aerobic treatment systemslike the activated sludge system produce relatively large quantities ofsludge, which requires disposal. The sludge can undergo a dewateringtreatment either by reconsolidated centrifugation, vacuum filtration,or in a pressure filter.
biogas
gas cap
sludge granules
influent
Fig. 2. UASB anaerob
3.3.2. AnaerobicAnaerobic wastewater treatment is the biological treatment of
wastewater without the use of air or elemental oxygen. Anaerobictreatment is characterized by biological conversion of organic compoundsby anaerobic microorganisms into biogas, which can be used as a fuel;mainlymethane55–75 vol%and carbondioxide25–40 vol%with tracesofhydrogen sulfide [35]. Inbreweries, direct utilizationof biogas in aboiler isusually the preferred solution. The reason for this is that investment costsfor a combined heat and power unit (CHP) are higher andmore extensivebiogas treatment is required [36]. In the context of decreasing fossil fuelreserves, anaerobic wastewater treatment makes a brewery moreindependent from external fuel supply. Furthermore, it contributes to amore sustainable brewing process.
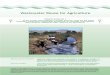
Upflow Anaerobic Sludge Blanket. One of the most popular anaerobicprocesses is the Upflow Anaerobic Sludge Blanket (UASB). In the UASBreactor, the wastewater enters a vertical tank at the bottom. Thewastewater passes upwards through a dense bed of anaerobic sludgewhere the microorganisms in the sludge come into contact withwastewater substrates [34]. This sludge is mostly of a granular nature(1–4 mm) having superior settling characteristics (i.e., at a rate ofmore than 50 m h−1). The organic materials in the solution areattacked by the microbes, which release biogas. As the biogas rises, itcarries some of the granular microbial blanket. At the top of the UASBreactor, a so called three-phase separator separates the biomass fromthe biogas and wastewater [16]. The three-phase separator is alsoknown as the gas–liquid–solid-separator [34]. Fig. 2 shows a graphicalillustration of the UASB process [34].
Fluidized Bed Reactor. In a Fluidized Bed Reactor (FBR), wastewater flowsin through the bottom of the reactor, and up through a media (usuallysand or activated carbon) that is colonized by an active bacterial biomass.The media provides a growth area for the biofilm. This media is“fluidized” by the upward flow of wastewater into the vessel, with thelowest density particles (those with highest biomass) moving to the top.
4. Treatment of brewery wastewater for reuse
The dischargedwastewater from the biological pretreatment process-es can be further treated. In this section variousmethods thatmaybeused
Sludge bed
baffles
gas bubbles
effluent three phase separator
ic process [34].

Table 5Quality standards for rinse and cooling water, and aimed value for drinking water [1].
Quality standardrinsing water
Quality standardcooling water
Quality standarddrinking water
COD (mgO2 L−1) 0–2 0–2 0–2Na+ (mg L−1) 0–200 / 20Cl− (mg L−1) 50–250 / 25pH 6.5–9.5 6.5–9.5 6.5–9.5Conductivity (μs cm−1) / / 400
/: Not specified.
Table 6Typical characteristics of membrane processes [30].
Process Operatingpressure (bar)
Pore size(nm)
Molecular weightcut-off range
Size cut-offrange (nm)
Microfiltration b4 100–3000 N500,000 50–3000Ultrafiltration 2–10 10–200 1000–1,000,000 15–200Nanofiltration 5–40 1–10 100–20,000 1–100Reverse osmosis(hyperfiltration)
15–150 b2 b200 b1
240 G.S. Simate et al. / Desalination 273 (2011) 235–247
to treat brewery wastewater for reuse are explored. It must be noted,however, that recycling of regenerated water as brewing water isconsidered inappropriate and would require that drinking waterstandards are complied with [1]. Table 5 shows the most importantstandards for rinsing, cooling and drinking water [1]. Among theparameters in Table 5, the most important parameter for recyclingwater or required to be measured is the COD [1,37]. COD is a measure ofthe oxygen equivalent of the organic matter content of a sample that issusceptible tooxidationbya strongoxidant [38]. TheCOD is consideredanappropriate index for showing the amount of organics in water [39]. TheCODvalue of awastewatermainly represents the biodegradable and non-biodegradable organic components (Fig. 3), although inorganic com-pounds may be significant in certain cases [37]. However, in general,brewery effluents are easily biodegradable with BOD/COD ratio in therange 0.6–0.7 [19,20,36]. The organic components in the brewery effluent(expressed as COD) consist of sugars, soluble starch, ethanol, volatile fattyacids, etc [1,36].
4.1. Membrane filtration
The separation by porous membranes is of great interest inenvironmental and chemical engineering processes [40–42]. In fact,filtration technology is considered as an integral component of drinkingwater and wastewater treatment applications [43]. Membrane filtrationcan be divided into four categories, depending on the effective pore size ofthe membrane, and hence the size of the impurities removed. In order ofdecreasing pore size, they are as follows: microfiltration, ultra filtration,nanofiltration, and hyperfiltration. Table 6 summarizes the essentialfeatures of these processes, such as pore size and operating pressure [30].However, the characteristics listed in Table 6 are not exhaustive, thusdifferent ranges may be quoted elsewhere.
Fig. 4 shows twoways of operating amembrane filter, i.e., dead endfiltration and cross-flow filtration. In dead-end filtration, all of thefeed water flows through the membrane (as permeate) so that allimpurities that are too large to pass through the pores accumulate inthe filter module. Some means of removing these is necessary. Cross-flow filtration involves flowing the feed water parallel to themembrane surface, with only a proportion passing through the
Non-oxidisable
Non-biologically degrada
Total Organic Carbon
(TOC)
C
Fig. 3. The relationship between the orga
membrane. The retained impurities remain in the retentate, which isnormally recirculated.
Membranes can be classified according to their material ofconstruction [34]. There is a variety of materials that are used for themanufacture of membrane filters, e.g., ceramics and polymers [30,44].Polymer materials used for membrane manufacture are, for instance,cellulose acetate, polyamides, polypropylene, and polysulfone [34].Ceramic membranes are usually manufactured from metal oxides, suchas alumina, often using some form of a sol–gel process.
Inwastewater treatment, the use of nanofiltration/reverse osmosis fororganic/salt removal is normally practiced [45]. Nanofiltration (NF) isactually a relatively recent membrane filtration process used most oftenwith low total dissolved solids water such as surface water and freshgroundwater, with the purpose of softening (polyvalent cation removal)and removal of disinfection by-product precursors such as natural organicmatter and synthetic organic matter [46]. The nominal pore size of themembrane is typically about 1 nm. However, nanofilter membranes (justlike other membranes) are typically rated by nominal molecular weightcut-off (MWCO) rather than nominal pore size. The MWCO is anexpression of the retention characteristics of the membrane in terms ofmolecules of knownsizes [44]. ThenominalMWCOof themembranemaybe defined as the relative molecular mass of the component that isrejected by90% [47]. In otherwords,MWCO is an attribute of the pore sizeand is related to the rejection of a spherical solute of a given molecularweight [48]. The reason that the word ‘nominal’ is used is that the shapeandchargeon themoleculewill influence its rateofmigration through themembrane [44]. TheMWCO is typically less than 1000 atomic mass units(daltons). The NF is a cross-flow filtration technology which liessomewhere between ultrafiltration (UF) and reverse osmosis (RO)(Table 6). These membranes are able to remove particles below 100 nmin size. In addition, the transmembranepressure (pressuredropacross themembrane) required (up to 3 MPa) is considerably lower than the oneused for RO, thus reducing the operating cost significantly.
Braeken et al. [1] used NF in an attempt to treat brewery wastewaterfor recycling. The results of this study showed that the removal of COD,Na+, and Cl− (averaging 100%, 55% and 70% removal, respectively) withNF was sufficient for the biologically treated wastewater, whereas theother three wastewater streams (bottle rinsing water, rinsing water of
ble
hemically oxidisable
(COD)
Biologically degradable
(BOD)
nic carbon fractions in wastewater.

pressure
permeatemembranes
feed
pressure
retentate
permeate
Filte caker
(a) (b)
Fig. 4. Two forms of membrane filtration, (a) dead-end and (b) cross-flow filtration.
241G.S. Simate et al. / Desalination 273 (2011) 235–247
the bright beer reservoir, and rinsing water of the brewing room) werenot suitable for recycling using NF. These results clearly show theimportance of pretreatment processes.
Though nanofiltration is vital for the treatment of wastewaters, themajor limitation is fouling. However, coagulation/flocculation can beused to enhance nanofiltration performance towards water reuse andminimization of fouling [49]. This is because coagulation/flocculationreduce the concentration of impurities and hence improve thepermeate flux after sedimentation.
As mentioned earlier, RO is normally practiced for the removal oforganic/salt in wastewaters [45]. The RO is the tightest possiblemembrane process in liquid/liquid separation and therefore producesthe highest water quality of any pressure driven membrane process[34]. The ROmembranes are classified by percentage rejection of NaCland ranges from 95 to 99.5% [34]. The success of RO in large-scaledesalination and municipal wastewater treatment has led manyindustries to view this technology as a means of pollution abatementand cost savings through reuse [50]. In fact wastewater treatmentusing RO have been employed in chemical, textile, petrochemical,electrochemical, pulp and paper, and food industries as well as formunicipal wastewater [51]. Madaeni and Mansourpanah [39]reviewed several studies of RO applications and found that RO maydecrease the COD of the effluent by more than 90% or completely. Infact, tests to reduce COD values showed that RO is the best method toseparate organics from water. RO is also usually combined with otherphysical separation techniques, as well as biological and physiochem-ical treatment, to produce effluents suitable for reuse. For example, acombination of ultrafiltration (UF) and RO have produced high qualitywater [52,53].
In studies byMadaeni andMansourpanah [39], biologically treatedwastewater from an alcohol manufacturing plant having COD in therange of 900 to 1200 mg L−1 was treated by various polymeric RO andNF membranes. The polyethylene terphetalate RO membrane yieldedoutstanding results with higher flux (33 kg m−2 h−1) and extremeCOD removal (100%). In another study, brewery bio-effluent wasobtained using an internal aerobic membrane bioreactor (internalMEMBIOR) [54]. In this study, the COD of brewery wastewater variedstrongly from 1500 to 3500 mg L−1, but after the internal MEMBIORthe COD was around 30 mg L−1 regardless of the COD fluctuations ofthe influent. The suspended solids were completely retained by theflat plate membrane. This made the effluent perfectly suited for re-usevia reverse osmosis as process water, omitting the need for expensivepretreatment methods.
In summary, a review of several literatures has shown that RO is apreferred conditioning method for the brewing industry because ofits environmentally friendly applications, its simplicity regardingautomation, its user-friendly aspects, and the small amount of space it
requires. Furthermore, it requires no regenerating chemicals, whichmeans no additional salts have to be added for wastewaterneutralization.
4.2. Non-thermal quenched plasma
Plasma is a highly ionized gas that occurs at high temperatures.The intermolecular forces created by ionic attractions and repulsionsgive these compositions distinct properties; for this reason, plasma isdescribed as a fourth state of matter [55]. Like gas, plasma does nothave a definite shape or a definite volume unless enclosed in acontainer; unlike gas, in the influence of a magnetic field, it may formstructures such as filaments, beams and double layers. Some commonplasmas are stars and neon signs. In summary, a plasma usually resultsfrom the increase of the energy of a gas provided by various sources,such as electric, magnetic, mechanical (shock waves and ultrasound),thermal or even optical (laser) sources [56]. A part of the gaseousmatter is thus changed from the starting molecules or atoms to anelectrically neutral mixture of ions (anions and cations) and electrons,involving other heavy species and photons [56].
Doubla et al. [5] reported the use of humid air plasma created by anelectric gliding arc discharge in humid air to lower organic pollutantsin brewery wastewater. The gliding arc discharge in humid airgenerates .NO and .OH radicals, which have strong oxidizingcharacteristics. The .OH radical is a very powerful oxidizing agent[E0(.OH/H2O)=2.85 V/NHE] and thus responsible for oxidationreactions with organic targets, both due to its own properties and toits derivative and/or parent molecule H2O2 as shown in Eq. (1) [5]:
H2O2↔2�OH ð1Þ
Initially, NO leads to the formation of nitrite in neutral mediums,but is further oxidized to nitrate ions as stable species. Additionally,the high standard oxidation-reduction potentials of the HNO2/NO(1.00 V) and NO3
−/HNO2 (1.04 V) systems reflect the oxidizing powerof the nitrate ion [5]. In other words, the nitrate ions participate in theoxidizing characteristics of the humid air plasma.
In the study by Doubla et al. [5], the BOD removal efficiency of theprocess with brewery industrial waters of BOD values of 385 and1018 mg L−1 were 74 and 98%, respectively. The alkaline wastewaterswere also rapidly neutralized due to pH lowering effect of the plasmatreatment emanating from the production of nitrate ions [56]. Thisprocess can be coupled with biological process treatments to furtherlower the organic pollutant concentration more easily and rapidly toan acceptable level for reuse [5].

Fig. 5. Simplified schematic description of the MBR process [57].
Table 7Mean operating criteria of anaerobic digestion-ultrafiltration plants treating variousindustrial effluents [45].
Operating parameter/results
Brewery Winedistillery
Malting Eggprocess
Maizeprocess
Volume of digester (m3) 0.05 2.4 3.0 80 2610Operational period (month) 3 18 5 8 36Feed COD (kg/L) 6.7 37 3.5 8 4–15Permeate COD (kg/L) 0.18 0.26 0.80 0.35 0.30COD removal (%) 97 93 77 95 97Space load rates (kg COD/m3·d) 17.0 12.0 5.0 6.0 3.0Sludge load rate (kg COD/kg VSS·d) 0.7 0.58 0.5 0.33 0.24HRT (day) 0.8 3.3 0.8 1.3 5.2Temperature (°C) 35 35 35 30 35MLSS (kg/m3) 30–50 50 10 10–30 23Membrane area (m2) 0.44 1.75 9.6 200 800Flux (L/m2·h) 10–40 40–80 20–40 15–30 10–70Inlet pressure (kPa) 340 400 500 500 600Crossflow velocity (m/s) 1.5 2.0 1.8 1.8 1.6Tube diameter (mm) 9.0 12.7 9.0 12.7 9.0
242 G.S. Simate et al. / Desalination 273 (2011) 235–247
4.3. Membrane bioreactor
Depletion of water resources, increasing water price, and stringentregulation has caused the development of various combinations ofmembranes with other conventional treatment components [45].Membrane bioreactor (MBR) is becoming one of such flourishingtechnology in water and wastewater treatment fields [45]. The MBRcombines two proven technologies, i.e., enhanced biological treatmentusing activated sludge, and membrane filtration as shown in Fig. 5 [57].
Depending on how the membrane is integrated with the bioreactor,two MBR process configurations can be identified: side-stream andsubmerged (Fig. 6). In side-streamsMBRs,membranemodules are placedoutside the reactor, and the reactor mixed liquor circulates over arecirculation loop that contains the membrane. In submerged MBRs, themembranes are placed inside the reactor, submerged in themixed liquor.The side-streamMBRsaremoreenergy intensive compared to submergedMBRs [34,58] due to higher operational transmembrane pressures (TMP)and the elevated volumetric flow required to achieve the desired cross-flow velocity [58]. However, submerged MBRs use more membrane areaand operate at lower flux levels [34].
The MBR has been studied not only for wastewater but also fordrinkingwater treatment [59,60], and is applied tomunicipalwastewatertreatment at full scale [61]. Li and Chu [59] found that nearly 60% ofinfluent total organic carbon (TOC) was removed by MBR, accompaniedby more than 75% reduction in trihalomethanes formation potential(THMFP). TheMBR technology is also applied to the brewerywastewaterfor reuse [32]. The COD reduction in MBR influent (i.e., UASB reactoreffluent ranging from 500 to 1000 mg O2 L−1) of up to an average of 96%was reported by Dai et al. [32]. Brewery wastewater was also conductedby various other researchers [62–64]. In most of these studies, significantamounts of COD removals (~90%) were reported. With these promisingresults, it canbe concluded that theMBRprocess is an attractive option forthe treatment and reuse of industrial andmunicipal wastewaters. Table 7shows the operating parameters and some of the results of the anaerobicdigestion-ultrafiltration process [45].
Just like other membrane separation processes, membrane fouling isthe most serious problem affecting system performance of MBRs and,
permeate
membrane unit
bioreactor
wastewater
Side-stream MBR
Fig. 6. Membrane bioreact
therefore need to be cleaned frequently [34]. Membrane fouling can beclassified as reversible and irreversible [65]. It results from interactionbetween the membrane material and the components of the activatedsludge liquor, which include biological flocs formed by a large range ofliving or dead microorganisms along with soluble and colloidalcompounds. Fouling leads to a significant increase in hydraulic resistance,manifested as permeate flux decline or TMP increase when the process isoperated under constant-TMP or constant-flux conditions respectively.The organic fouling of the membrane is mainly dependent on severalfactors including the following [65]: (1) the components of organicmattersuchas colloidal fraction anddissolved fraction, (2) organic characteristicssuch as hydrophobicity andmolecular size and configuration, (3) solutionchemistry such as pH, divalent ions concentration and ionic strength, and(4) membrane properties such as pore size and surface roughness. Inpractice,membrane fouling can be controlled by two types of approaches,i.e., (1) periodical air scouring, backwashing and chemical cleaning [67],and (2) the addition of adsorbents and pretreatment by coagulation[68,69]. A recent studyhas shown that direct additionof a coagulant in thebioreactorwas able tomitigatemembrane fouling [66]. The integration ofcoagulation into MBR is termed membrane coagulation bioreactor(MCBR). In fact, the most important trend in the development ofmembrane filtration for water treatment is the integration of differentpretreatment strategies to improve the performance of low pressuremembranes [22].
4.4. Combined anaerobic and aerobic treatment
Anaerobic and aerobic treatments are often combined in brewerywastewater treatment [16,70,71]. As shown in Fig. 7, there are essentiallyfour types of integrated anaerobic–aerobic bioreactors [72]. The attributes
bioreactor
permeate
wastewater
Submerged MBR
or configurations [57].

Integrated bioreactors with physical separation
of anaerobic-aerobic zone
Integrated bioreactors without physical
separation of anaerobic-aerobic zone
Anaerobic-aerobic Sequencing Batch
Reactor (SBR)
Combined anaerobic-aerobic culture
system
Anaerobic-aerobic system using high rate bioreactors
Conventional anaerobic-aerobic
system
Integrated anaerobic-aerobic bioreactors
Anaerobic-aerobic treatment
Fig. 7. Types of combined anaerobic-aerobic system [71].
Fig. 8. Models and representation of multi-walled CNT and single-walled CNT [82,83].
243G.S. Simate et al. / Desalination 273 (2011) 235–247
of integrated anaerobic–aerobic bioreactors are as follows [36]: Firstly, intheanaerobic reactor thebulkof theCOD,70–85%, is converted intobiogason a small surface area. Secondly, in an aerobic/anoxic post-treatmentstep, up to 98% of the COD and nutrients are removed. Furthermore, someof the important advantages of combined aerobic/anaerobic treatment ofbrewery effluent over complete aerobic include a positive energy balance,reduced (bio)sludge production and significant low space requirements[16]. Recent development of tall slender anaerobic (e.g., internalcirculation reactors) and aerobic (e.g., airlift reactors) reactors allows forextreme compact effluent treatment plant design still meeting stringentrequirements of surface water quality [16].
4.5. The use of carbon nanotubes
Since the ‘rediscovery’ of carbon nanotubes (CNTs) in 1991 [73] byIijima [74], several researchers worldwide cutting across all disciplineshave embarked on stimulating research to utilize the myriad uniqueproperties of these nanomaterials. The CNTs consist of honeycombstructures of graphene sheets rolled up into cylinderswith a diameter of afew nanometers, but length of many micron or even centimeters [75,76].A lot of methods and carbon sources for the growth of carbon nanotubeshave been actively pursued in the past few years, and these have beenoutlined in several review papers [77–82].
There are typically two forms of CNTs according to the number ofrolled up graphene layers that form the tube, i.e., single-walled carbonnanotubes (SWCNT) and multi-walled carbon nanotubes (MWCNT).The model representations of multi-walled CNT and single-walledCNT are shown in Fig. 8 [83,84]. The unique properties of CNTs arisefrom their special atomic and electronic structures [85]. Owing totheir unique structural, mechanical, and electronic properties, CNTspossess great potential in a large variety of promising applicationssuch as chemical sensors, field emission materials and catalystsupports [75,78,81,86]. Some of the important applications of CNTswith respect to water treatment are discussed below.
4.5.1. NanosorbentsCarbon nanotubes have shown exceptionally good adsorption
capability and high adsorption efficiency for various organic pollu-tants [87–91] and inorganic pollutants such as fluoride [92]. The CNTshave also been found to be superior sorbents for heavy metals[89,93,94]. The CNTs are particularly attractive as sorbents because, onthe basis of mass, they have larger surface areas than bulk particles,and can be functionalized with various chemical groups to increasetheir affinity towards target compounds [95]. The CNTs also havesmall size, and hollow and layered structures, which are veryimportant characteristic attributes for adsorption [96]. The ability of
functionalized CNTs to adsorb various impurities from wastewatercan be extended to the removal of COD from brewery wastewater.
A review of the literature has shown that although CNTs have beenproven to possess good potential as superior adsorbents, to the best ofthe authors' knowledge no publishedwork is available regarding theiruse as coagulants and/or flocculants. However, it can be theorized thatif CNTs can adsorb on separate colloidal particles, then the particlescan be drawn together; a phenomenon known as bridging floccula-tion. Furthermore, the adsorption of CNTs onto particle surfaces canalso result in charge neutralization, resulting in a near zero net charge.Once the surface charge has been neutralized, the ionic clouddissipates and the electrostatic potential disappears so that thecontact among colloidal particles occurs freely. Charge neutralizationis easily monitored and controlled using zeta potential [97]. From thetwo phenomena above (adsorption and coagulation), it can beascertained that for the treatment of wastewaters (including brewerywastewaters) containing both dissolved and suspended organics,CNTsmaywell be applied to remove dissolved organics by adsorption,and suspended solid organic by heterogeneous coagulation (bridgingand neutralization), at the same time.
However, a lot of challenges arise in attempting to use CNTs intheir present state as coagulants or flocculants. Firstly, the CNTs lackdispersion and solubility. However, there have been several successfulattempts to prepare water soluble carbon nanotubes by varioustechniques [98–100], and improvements in their dispersivity through

244 G.S. Simate et al. / Desalination 273 (2011) 235–247
functionalization [101]. Secondly, the CNTs are very expensive, thusthey require to be regenerated after use. If the CNTs are applied in theform of slurry, an efficient separation process downstream such asmembrane filtration is needed to retain and recycle the CNTs.Retention of nanomaterials is critical not only because of the costassociated with loss of nanomaterials, but also, andmore importantly,because of the potential impacts of nanomaterials on human healthand ecosystems [102–104].
4.5.2. NanofiltersThe successful fabrication of carbon nanotube filters have been
reported [105]. These filtration membranes consist of hollow cylinderswith radially aligned carbon nanotube walls. Srivastava et al. [105]efficiently carried out filtration of heavier hydrocarbon species, CmHn
(mN12), from hydrocarboneceous oil for example, petroleum CmHn
(n=2m+2, m=1 to 12), and in the removal of Escherichia coli fromdrinking water and filtration of the nanometer-sized poliovirus. The highorganic content of brewery effluent is classified as high strength waste interms of COD, from 1000 mg L−1 to 4000 mg L−1 and BOD of up to1500 mg L−1 [6]. This makes brewery wastewater a good candidate fortreatment with these CNT filters.
Membranes that have CNTs as pores could be used in desalination anddemineralization. Billions of these tubes act as thepores in themembrane.A membrane filter possessing both super-hydrophobicity and super-oleophilicitywas synthesized fromvertically-alignedmulti-walled carbonnano-tubes on a stainless steel mesh for the possible separation of oil andwater [106]. Both super-hydrophobicity and superoleophilicity could beobtained due to the dual-scale structure, needle-like nano-tube geometryon the mesh with micro-scale pores, combined with the low surfaceenergy [106]. The nano-tube filter could separate diesel andwater layers,and even surfactant-stabilized emulsions. The successful phase separationof the high viscosity lubricating oil and water emulsions was also carriedout. The separation mechanism can be readily expanded to a variety ofdifferent hydrophobic and oleophilic liquids such as brewerywastewater.
4.6. Electrochemical methods
Electrochemicalmethod ofwastewater treatment came into existencewhen it was first used to treat sewage generated onboard by ships [107].Thereafter, the application of electrochemical treatment was widelyreceived in treating industrial wastewaters that are rich in refractoryorganics and chloride content [108,109]. The electrochemical method oftreatment is well-suited for degrading biorefractory organic pollutants,because it is possible to achieve partial or complete decomposition of theorganic substances. The electrochemical methods of treatment arefavored, because they are neither subject to failure due to variation inwastewater strength nor due to the presence of toxic substances andrequire less hydraulic retention time. Vijayaraghavan et al. [108]developed a novel brewery wastewater treatment method based on insitu hypochlorous acid generation. The generated hypochlorous acidservedas anoxidizing agent that destroyedorganic compoundspresent inthe brewery wastewater. An influent COD value of 2470 mg L-1 wasreduced to 64 mg L−1 (over 97% reduction). The hypochlorous acid wasgenerated using a graphite anode and stainless steel sheet as a cathode inundivided electrolytic reactor. Initially, during electrolysis, chlorine wasproduced at the anode and hydrogen gas at the cathode. Since the anodeand cathode were kept in an undivided electrolytic reactor, the chlorinethat was generated undergoes a disproportionation reaction, resulting inhypochlorous acid [108] as indicated in Eq. (2) below:
Cl2 þ H2O→HOCl þ HCl ð2Þ
Further disproportion of OCl− to ClO3− was accelerated at high
temperature (75 °C) and under alkaline conditions (Eq. (3)).
3OCl−→ClO
−3 þ 2Cl
− ð3Þ
4.7. Microbial fuel cells
Recently, brewery wastewater has been simultaneously treatedwhile generating electricity from organic matter in wastewater[33,110–112]. This device that treats wastewater and generateselectricity at the same time is termed microbial fuel cell (MFC)[113,114]. The MFC is a combined system with anaerobic and aerobiccharacteristics. They are designed for anaerobic treatment by bacteriain the solution near the anode, with the cathode exposed to oxygen(or an alternative chemical electron acceptor). Electrons released bybacterial oxidation of the organic matter are transferred through theexternal circuit to the cathode where they combine with oxygen toform water [33]. Consequently, a combination of anaerobic–aerobicprocesses can be constructed using a double-chamber MFC, in whichthe effluent of the anode chamber could be used directly as theinfluent of the cathode chamber so as to be treated further underaerobic conditions to improve the wastewater treatment efficiency[112].
Fenget al. [33] found thatwithan influentCODofbrewerywastewaterof 2 250±418mg L−1, the COD removal efficiency was 85% and 87% at20 °C and 30 °C, respectively. Performance of sequential anode-cathodeMFC achieved COD removal efficiency of more than 90% (e.g., COD of 1250±100mg L−1 was reduced to 60 mg L−1) [112]. Furthermore, up to94% COD removal has also been reported by other researchers with thismethod [111]. SincehighCODremoval efficiencieswere achieved in thesestudies, it can be concluded that MFCs, particularly, sequential anode–cathode type, can provide a new approach for brewery wastewatertreatment while offering a valuable alternative to energy generation.
4.8. Carbon
The characteristics of a water treatment plant have a greatinfluence on the characteristic properties of the end product. Evenwhen the incoming process water is from a municipal drinking watersource, the water may contain residual tastes, odors, disinfection by-products, and free and combined chlorine. Molecules with carbon–sulfur bonds often smell and taste bad, but these are oftenpreferentially adsorbed on carbon. The same is true of moleculeswith aromatic rings. Carbon's de-chlorinating capability results fromits ability to act as a reducing agent that reacts with strong oxidizingagents such as hypochlorous acid or chlorine dioxide.
The treatment of tannic acid for flavor and odor removal is a processapplication in brewing where carbon adsorption is used. Carbon is alsoused to remove color frommalts for use in clear beers and other flavoredmalt beverages. Several granular and powdered products can be used forthis type of application. Activated carbons are an effective treatment toassure water that is contaminant, taste, and odor free.
5. Discussion and synthesis of findings
This section provides a discussion and synthesis of the reviewfindings of this paper. This discussion includes a comparison andpossible integration of the processes and technologies. In a nutshell,the discussion primarily addresses the following two fundamentalquestions: (a) How do the processes and technologies compare witheach other? (b) Can they be integratedwith each other, and if so, whatare the potential challenges and benefits?
5.1. Comparison of processes and technologies
This review highlighted the need for treatment of brewerywastewater, and looked at various methods that may be used tosafely and cost-effectively treat brewery wastewater for reuse. Inaddition, some challenges associated with these methods werediscussed. It should be noted and emphasized herein that thetreatment of brewery wastewater effluent is a costly and relatively

245G.S. Simate et al. / Desalination 273 (2011) 235–247
complex activity; particularly with the need to meet governmentalregulations and environmental friendliness [6,115]. Conventionalseparation methods such as coagulation/flocculation, centrifugation,and gravity separation exhibit shortcomings including incompleteCOD removal. These methods are generally associated with lowseparation efficiency, high operation costs, large setup size, and thegeneration of secondary pollutants. It was also noticed that biologicaltreatment is widely applied as a pretreatment method. Generally,aerobic treatment has been applied for the treatment of brewerywastewater and recently, anaerobic systems have become anattractive option, among other advantages, because of their highCOD content removal. Though these biological methods have foundwidespread application for the treatment of the characteristically highorganic content of the brewery wastewater, further treatment isrequired for water reuse.
Nevertheless, this review has shown some promising results withquenched plasma, MBR, electrochemical methods, and microbial fuelcells. These methods have great potential to be used to treat brewerywastewater for reuse and needs to be further investigated withrespect to different challenges and opportunities involved. Forexample, beer brewery wastewater might be a good source forelectricity generation in MFCs due to its nature of high carbohydratesand low ammonium–nitrogen concentration. The authors have alsonoted that recent advances suggest that many of the recent problemsinvolving water quality could be solved or greatly ameliorated usingcarbon nanotubes as sorbents. Therefore, it is expected that thebrewery industry will also benefit from these discoveries. However,the knowledge required for the large-scale design and application ofthe processes discussed in this review is perhaps still lacking. It isfurther recommended to carry out some studies to establish estimatedcapital costs of these promising processes.
On the other hand, the application of membrane filtration (e.g., NFand RO) to drinking water treatment and wastewater reuse, thoughwell established, has undergone accelerated development in the pastdecade with the improvement in membrane quality and the decreasein membrane cost. A very important trend in the development ofmembrane filtration for water treatment is the integration of differentpretreatment strategies to improve their performance. The RO, inparticular, has been shown to be an efficient and cost effective processfor the treatment of brewery wastewater for reuse.
Table 8 shows a summary of some of the studies conducted onbrewery wastewater, showing the COD reductions, and whether theeffluent is suitable as a primary or secondary water based on thecriteria listed in Table 5. It must be noted, however, that these studieshad different experimental designs.
5.2. Integration of processes and technologies
It can be been seen in Table 8 that none of themethods (apart fromRO) can be used individually in brewery wastewater treatment
Table 8Summary of brewery wastewater treatment processes.
Process Initial COD(mg/L)
Final COD(mg/L)
CODreducti(%)
Quenched plasma 1018a 18a 98UASB (*1) 1947–3079 Not given 73–91Aerobic reactor Not given Not given 90–98Combined bioreactor (*1) Not given Not given 98Membrane bioreactor 500–1000 40 96Electrochemical method 2470 64 97Microbial fuel cells (*2) 1710 105 94Nanofiltration 3692 143 96Reverse osmosis 850 0 100
a BOD figures; (*1) has added value of energy production from biogas; (*2) has added va
applications with good economics and high degree of energyefficiency. Coupling these processes together as two or three stageprocesses would bemore appropriate. Subsequently, different processcombinations are proposed and discussed.
The demand for renewable energy in our society is ever increasing[111]. Therefore, the MFCs is recommended to be the first pretreat-ment stage of every integrated process particularly with filtrationtechniques. MFCs have operational and functional advantages overthe technologies currently used for generating energy from organicmatter [111]. First, the direct conversion of substrate energy toelectricity enables high conversion efficiency, unlike the biologicalprocesses reactors where themetabolized products (e.g., NH3) have tobe used in boilers for energy generation. Second, MFCs operateefficiently at ambient temperature. Third, anMFC does not require gastreatment because the off-gasses of MFCs are enriched in carbondioxide and normally have no useful energy content. Fourth, MFCs donot need energy input for aeration provided the cathode is passivelyaerated [116]. Fifth, MFCs have potential for widespread application inlocations lacking electrical infrastructures and can also operate withdiverse fuels to satisfy energy requirements. The high COD removalefficiency (see Table 8) could also reduce the load in other coupledstages. The uses of other techniques as first stages in an integratedprocess do not offer any foreseeable benefits.
Electrochemical methods can be well suited to be coupled in thelatter stages of the integrated process. Sanitizing agents (often calleddisinfectants) which are present in brewery wastewater containchlorine compounds. These compounds produce chlorine duringelectrolysis and, thereafter, chlorine generates hypochlorous acidwhich oxidizes organic compounds. Chlorine is one of themost widelyused disinfectants. It is very applicable and very effective for thedeactivation of pathogenic microorganisms. Therefore, electrochem-ical methods if coupled in the latter stages can serve as an organicoxidation and disinfecting stage.
Plasma methods though very effective (see Table 8), the process isexpensive because of the high energy requirements by the gas, andthe cost of energy sources such as laser. Therefore, if coupled withother methods, the processes can be very expensive.
CNTs have shown remarkable adsorption power. Combining CNTswith UF will result in substantial removal of organics. However, theaddition of CNTs would rapidly increase the transmembrane pressurerapidly due to the formation of CNT cake on the membrane surface. Inthis case, CNTs may need to be of large enough diameters to reducethe transmembrane pressure effect. As for the MBR or filtration ingeneral, fouling mitigation can potentially be done by couplingcoagulation and flocculation to the process [117].
6. Summary
Water is a common element in the lives of all people and societies.Water has been the foundation and sometimes, the undoing of many
onPotential use Reference
Primary(process water)
Secondary(non-process water)
No No [5]No No [21]No No [16]No No [36]No No [32]No No [107]No No [110]No No [1]Yes Yes [39]
lue of electricity production.

246 G.S. Simate et al. / Desalination 273 (2011) 235–247
great civilizations. Today, water continues to be essential for lifesustenance (both human and animals), agricultural, economic andindustrial activities that help society to develop. Less than a centuryago, it was widely assumed that there were enough freshwatersupplies in the world for everyone. Yet today, increased use offreshwater for industrial, agricultural, and domestic use has createdacute water shortages in some areas of the world, particularly thedeveloping countries. These shortages are stimulating or worseninginternational conflicts over water, which has joined oil as a majorcommodity triggering wars. The presence of pollutants in raw waterdue to human activities has also exacerbated the situation. On theother hand, wastewater reclamation and reuse has become animportant option, since industrialization and urbanization haveaccelerated environmental water pollution, making it a limitedresource for water supply [118]. When properly treated and recycled,wastewater can be an alternative water source that can beneficiallyand cost-effectively reduce the demands for fresh water.
It can be concluded that, along with the growing world populationand industrial activities coupled with stringent environmentalrequirements, the cost of water is increasing. As a result, the demandfor water reuse in the brewery industry is expected to increase at anunprecedented rate. Consequently, an increasing need of processescapable of achieving an efficient treatment under extreme operationalconditions that simultaneously optimize operational costs can beexpected in the future. Information obtained from this review showsthat in order to remove impurities efficiently, integration of differentprocesses is recommended.
Disclaimer
The contents of this paper reflect the views of the authors who areresponsible for the facts and accuracy of the data presented herein anddo not necessarily reflect the official views or policies of any agency orinstitute. This paper does not constitute a standard, specification, noris it intended for design, construction, bidding, contracting, or permitpurposes.
References
[1] L. Braeken, B. Van der Bruggen, C. Vandecasteele, Regeneration of brewery wastewater using nanofiltration, Water Research 38 (13) (2004) 3075–3082.
[2] W. Parawira, I. Kudita, M.G. Nyandoroh, A study of industrial anaerobictreatment of opaque beer brewery wastewater in a tropical climate using afull-scale UASB reactor seeded with activated sludge, Process Biochemistry 40(2) (2005) 593–599.
[3] L. Fillaudeau, P. Blanpain-Avet, G. Daufin, Water, wastewater and wastemanagement in brewing industries, Journal of Cleaner Production 14 (2006)463–471.
[4] L. Fillaudeau, B. Boissier, A. Moreau, P. Blanpain-Avet, S. Ermolaev, N. Jitariouk, A.Gourdon, Investigation of rotating and vibrating filtration for clarification ofrough beer, Journal of Food Engineering 80 (2007) 206–217.
[5] A. Doubla, A. Laminsi, A. Nzali, E. Njoyim, J. Kamsu-Kom, J.-L. Brisset, Organicpollutants abatement and biodecontamination of brewery effluents by a non-thermal quenched plasma at atmospheric pressure, Chemosphere 69 (2007)332–337.
[6] K. Kanagachandran, R. Jayerantene, Utilisation potential of brewery wastewatersludge as an organic fertilizer, Journal of the Institute of Brewing 112 (2) (2006)92–96.
[7] Institute of Brewing and Distilling, Examiners reports 2005 to 2009, Diploma inBrewing Module One, 2005–2009.
[8] N.J. Huige, Brewery by-products and effluents, in: F.G. Priest, G.G. Stewart (Eds.),Handbook of Brewing, CRC Press, Boca Raton, 2006.
[9] T. Goldammer, The Brewers' Handbook, 2nd editionApex Publishers, Clifton, 2008.[10] Y. Sarfo-Afriye, 1999, A Study of Industrial Waste Management in Kumasi (Case
Study), Kumasi Breweries Limited, The Coca-Cola Bottling Company of Ghana, 2009.[11] T. Janhom, S. Wattanachira, P. Pavasant, Characterisation of brewery wastewater
with spectrofluorometry analysis, Journal of Environmental Management 90(2009) 1184–1190.
[12] W. Fischer, Reprocessing or disposal of kieselguhr? Brauwelt International 1(1992) 60–65.
[13] G. Hrycyk, The recovery and disposal of diatomaceous earth in breweries, MBAATechnical Quarterly 34 (1) (1997) 293–298.
[14] V.I. Kaur, Incorporation of brewery waste in supplementary feed and its impacton growth in some carps, Biosource Technology 91 (2004) 101–104.
[15] D. Norman, Norman environmental management systems, Glass Technology 38(5) (1997) 146–149.
[16] W. Driessen, T. Vereijken, Recent developments in biological treatment ofbrewery effluent, The Institute and Guild of Brewing Convention, Livingstone,Zambia, March 2–7, 2003.
[17] UN, Kyoto Protocol to the United Nations Framework Convention on ClimateChange, 19928 http://unfccc.int/resource/docs/convkp/kpeng.html.
[18] IFC, Environmental, Health and Safety Guidelines for Breweries, 20078 http://www.ifc.org/ifcext/enviro.nsf/AttachmentsByTitle/gui_EHSGuidelines2007_Breweries/$FILE/Final+−+Breweries.pdf.
[19] A.G. Brito, J. Peixoto, J.M. Oliveira, J.A. Oliveira, C. Costa, R. Nogueira, A.Rodrigues, Brewery and winery wastewater treatment: some focal points ofdesign and operation, in: V. Oreopoulous, W. Russ (Eds.), Utilisation of By-products and Treatment of Waste in the Food Industry, Vol. 3, Springer, NewYork, 2007.
[20] A.G. Rao, T.S.K. Reddy, S.S. Prakash, J. Vanajakshi, J. Joseph, P.N. Sarma, pHregulation of alkaline wastewater with carbon dioxide: a case study of treatmentof brewery wastewater in UASB reactor coupled with absorber, BioresourceTechnology 98 (2007) 2131–2136.
[21] C. Cronin, K.V. Lo, Anaerobic treatment of brewery wastewater using UASBreactors seeded with activated sludge, Bioresource Technology 64 (1998) 33–38.
[22] H. Huang, K. Schwab, J.G. Jacangelo, The pretreatment for low pressuremembranes in water treatment: a review, Environmental Science andTechnology 43 (9) (2009) 3011–3019.
[23] F.R. Spellman, Spellman's Standard Handbook for Wastewater Operators, Vol. 1,Technomic Publishers, Lancaster, 1999.
[24] United Nations Environment Programme, Source Book of Alternative Technol-ogies for Fresh Water Augmentation in Latin America and the Caribbean,Organisation of America States, Washington DC, 19978 http://www.oas.org/DSD/publications/Unit/oea59e/ch25.htm.
[25] K. Unterstein, Energy and water go to make beer, Brauwelt International 18 (5)(2000) 368–370.
[26] M. Perry, G. De Villiers, Modeling the consumption of water and other utilities,Brauwelt International 5 (3) (2003) 286–290.
[27] G.J. Sheehan, P.F. Greenfield, Utilisation, treatment and disposal of distillerywastewater, Water Research 14 (1980) 257–277.
[28] L. Lampinen, F. Quirt, Effluent neutralizing with flue gas, Technical QuarterlyMaster Brewers Association of the Americas 24 (3) (1987) 86–89.
[29] T. Lom, A new trend in the treatment of alkaline brewery effluents, TechnicalQuarterly Master Brewers Association of the Americas 14 (1977) 50–58.
[30] J. Gregory, Particles in Water: Properties and Processes, IWA Publishing/CRCPress, London, 2006.
[31] Degrémont, Water Technical Handbook, 9th edition, Degrémont, Paris, 1989.[32] H. Dai, X. Yang, T. Dong, Y. Ke, T. Wang, Engineering application of MBR process
to the treatment of beer brewing wastewater, Modern Applied Science 4 (9)(2010) 103–109.
[33] Y. Feng, X. Wang, B.E. Logan, H. Lee, Brewery wastewater treatment using air-cathode microbial fuel cells, Applied Microbiology and Biotechnology 78 (2008)873–880.
[34] M. Seneviratne, A Practical Approach to Water Conservation for Commercial andIndustrial Facilities, Elsevier, Oxford, 2007.
[35] D.E. Briggs, C.A. Boulton, P.A. Brookes, R. Stevens, Brewing: Science and Practice,Woodhead Publishing Limited, Cambridge, 2004.
[36] Biothane, Biogas Production in Breweries, 20108 http://www.biothane.com/en/articles/ 14856.htm.
[37] B.K. Ince, O. Ince, P.J. Sallis, G.K. Anderson, Inert COD production in a membraneanaerobic reactor treating brewery wastewater, Water Research 34 (16) (2000)3943–3948.
[38] APHA, Standard Methods for the Examination of Water and Wastewater, 20thedition, American Public Health Association/Water Environment Federation,Washington DC, 1996.
[39] S.S. Madaeni, Y. Mansourpanah, Screening membranes for COD removal fromdilute wastewater, Desalination 197 (1–3) (2006) 23–32.
[40] J.K. Holt, H.G. Park, Y. Wang, M. Stadermann, A.B. Artyukhin, C.P. Grigoropoulos,A. Noy, O. Bakajin, Fast mass transport through sub-2-nanometer carbonnanotubes, Science 312 (5776) (2006) 1034–1037.
[41] M.A. Shannon, P.W. Bohn, M. Elimelech, J.G. Georgiadis, B.J. Marinas, A.M. Mayes,Science and technology for water purification in the coming decades, Nature 452(7185) (2008) 301–310.
[42] X. Peng, J. Jin, Y. Nakamura, T. Ohno, I. Ichinose, Ultrafast permeation of waterthrough protein-based membranes, Nature Nanotechnology 4 (2009) 353–357.
[43] V.K. Gupta, Suhas, Application of low-cost adsorbents for dye removal—a review,Journal of Environmental Management 90 (8) (2009) 2313–2342.
[44] T.D. Brock, Membrane Filtration: A User's Guide and Reference Manual,Springer-Verlag, New York, 1983.
[45] C. Visvanathan, D. Pokhrel, Role of membrane bioreactors in environmentalengineering applications, in: S. Roussos, C.R. Soccol, A. Pandey, C. Augur (Eds.),New Horizons in Biotechnology, Kluwer Academic Publishers, Dordrecht, TheNetherlands, 2003.
[46] R.D. Letterman (Ed.), Water Quality and Treatment, 5th ed., American WaterWorks Association and McGraw-Hill, New York, 1999.
[47] S. Lee, G. Parka, G. Amy, S.-K. Hong, S.-H. Moon, D.-H. Lee, J. Cho, Determination ofmembraneporesizedistributionusing the fractional rejectionofnonionic andchargedmacromolecules, Journal of Membrane Science 201 (1–2) (2002) 191–201.
[48] L. Malaeb, G.M. Ayoub, Reverse osmosis technology for water treatment: state ofthe art review, Desalination 267 (2011) 1–8.

247G.S. Simate et al. / Desalination 273 (2011) 235–247
[49] A.Y. Zahrim, C. Tizaoui, N. Hilal, Coagulation with polymers for nanofiltrationpre-treatment of highly concentrated dyes: A review, Desalination 266 (1–3)(2011) 1–16.
[50] C.S. Slater, R.C. Ahlert, C.G. Uchrin, Applications of reverse osmosis to complexindustrial wastewater treatment, Desalination 48 (1983) 171–187.
[51] A. Ghabris, M. Abdel-Jawad, J. Aly, Municipal wastewater renovation by reverseosmosis: state of the art, Desalination 75 (1989) 213–240.
[52] I. Koyuncu, F. Yalcin, I. Ozturk, Color removal of high strength paper andfermentation industry effluents with membrane technology, Water Science andTechnology 40 (11–12) (1999) 241–248.
[53] F. Yalcin, I. Koyuncu, I. Oztürk, D. Topacik, Pilot scale UF and RO studies on waterreuse in Corrugated Board Industry, Water Science and Technology 40 (4–5)(1999) 303–310.
[54] E.R. Cornelissen, W. Janse, J. Koning, Wastewater treatment with the internalMEMBIOR, Desalination 146 (2002) 463–466.
[55] A.P. Sutton, Electronic Structure of Materials, Clarendon Press, Oxford, 1993.[56] B. Benstaali, D. Moussa, A. Addou, J.-L. Brisset, Plasma treatment of aqueous
solutes: some chemical properties of a gliding arc in humid air, EuropeanPhysical Journal Applied Physics 4 (1998) 171–179.
[57] http://www.iwawaterwiki.org/xwiki/bin/view/Articles/MembraneBioreactor.[58] D. Jeison, Anaerobic membrane bioreactors for wastewater treatment: feasibility
and potential applications. PhD Thesis. Wageningen University, Wageningen, TheNetherlands, 2007.
[59] X.Y. Li, H.P. Chu, Membrane bioreactor for drinking water treatment of pollutedsurface water supplies, Water Research 37 (19) (2003) 4781–4791.
[60] F.S. Fan, H.D. Zhou, Interrelated effects of aeration and mixed liquor fractions onmembrane fouling for submerged membrane bioreactor processes in wastewa-ter treatment, Environmental Science and Technology 41 (7) (2007) 2523–2528.
[61] S. Lyko, D. Al-Halbouni, T. Wintgens, A. Janot, J. Hollender, W. Dott, T. Melin,Polymeric compounds in activated sludge supernatant-characterisation andretentionmechanisms at full scale–scale municipal membrane bioreactor, WaterResearch 41 (17) (2007) 3894–3902.
[62] S. Kimura, Japan's aqua renaissance '90 project, Water Science and Technology23 (7–9) (1991) 1573–1582.
[63] A. Nagano, E. Arikawa, H. Kobayashi, The treatment of liquor wastewatercontaining high-strength suspended solids by membrane bioreactor system,Water Science and Technology 26 (3–4) (1992) 887–895.
[64] A. Fakhru'l-Razi, Ultrafiltration membrane separation for anaerobic wastewatertreatment, Water Science and Technology 30 (12) (1994) 321–327.
[65] B. Tansel, W.Y. Bao, I.N. Tansel, Characterisation of fouling kinetics inultrafiltration systems by resistances in series model, Desalination 129 (2000)7–14.
[66] J. Tian, H. Liang, X. Li, S. You, S. Tian, G. Li, Membrane coagulation bioreactor(MCBR) for drinking water treatment, Water Research 42 (2008) 3910–3920.
[67] W.S. Ang, S. Lee, M. Elimelech, Chemical and physical aspects of cleaning oforganic-fouled reverse osmosis membranes, Journal of Membrane Science 272(1–2) (2006) 198–210.
[68] A. Bagga, S. Chellam, D.A. Clifford, Evaluation of iron chemical coagulation andelectrocoagulation pretreatment for surface water microfiltration, Journal ofMembrane Science 309 (1–2) (2008) 82–93.
[69] J.S. Kim, Z.X. Cai, M.M. Benjamin, Effects of absorbents on membrane fouling bynatural organic matter, Journal of Membrane Science 310 (1–2) (2008) 356–364.
[70] W. Driessen, L. Habets, T. Vereijken, Novel anaerobic and aerobic processes tomeet strict effluent plant design requirements, Ferment 10 (4) (1997) 243–250.
[71] W. Driessen, P. Yspeert, P. Yspeert, T. Vereijken, Compact combined anaerobicand aerobic process for the treatment of industrial effluent, EnvironmentalForum, Columbia–Canada: Solutions to Environmental Problems in LatinAmerica, Cartegena de Indias, Columbia, May 24–26, 2000.
[72] Y.J. Chan, M.F. Chong, C.L. Law, D.G. Hassell, A review on anaerobic–aerobictreatment of industrial andmunicipal wastewater, Chemical Engineering Journal155 (1–2) (2009) 1–18.
[73] M. Monthioux, V.L. Kuznetsov, Who should be given the credit for the discoveryof carbon nanotubes? Carbon 44 (2006) 1621–1623.
[74] S. Iijima, Helical microtubules of graphitic carbon, Nature 354 (1991) 56–58.[75] H. Dai, Carbon nanotubes: opportunities and challenges, Surface Science 500
(2002) 218–241.[76] D. Tasis, N. Tagmatarchis, A. Bianco, M. Prato, Chemistry of carbon nanotubes,
Chemical Reviews 106 (3) (2006) 1105–1136.[77] C. Journet, P. Bernier, Production of carbon nanotubes, Applied Physics A 67
(1998) 1–9.[78] M.S. Dresselhaus, G. Dresselhaus, P. Avouris (Eds.), Carbon nanotubes: Synthesis,
Structure, Properties and Applications, Springer, New York, 2001.[79] C.E. Baddour, C. Briens, Carbon nanotube synthesis: a review, International
Journal of Chemical Reactor Engineering 3 (2005) R3.[80] A.E. Agboola, R.W. Pike, T.A. Hertwig, H.H. Lou, Conceptual design of carbon
Xnanotube processes, Clean Technologies and Environmental Policy 9 (2007)289–311.
[81] M. Paradise, T. Goswami, Carbon nanotubes—production and industrial applica-tions, Materials and Design 28 (2007) 1477–1489.
[82] G.S. Simate, S.E. Iyuke, S. Ndlovu, C.S. Yah, L.F. Walubita, The production ofcarbon nanotubes from carbon dioxide: challenges and opportunities, Journal ofNatural Gas Chemistry 19 (5) (2010) 453–460.
[83] A. Merkoci, Carbon nanotubes in analytical sciences, Microchimica Acta 152 (3–4)(2006) 157–174.
[84] R. Liu, The functionalisation of carbon nanotubes. PhD Thesis. University of NewSouth Wales, Australia, 2008.
[85] B.K. Teo, C. Sigh, M. Chowalla, W.I.J. Milne, Encyclopedia of Nanoscience andNanotechnology, vol. 1, American Scientific Publishers, Los Angeles, 2003.
[86] J. Robertson, Realistic applications of CNTs, Materials Today 7 (10) (2004) 46–52.[87] C. Lu, Y.-L. Chung, K.-F. Chang, Adsorption of trihalomethanes from water with
carbon nanotubes, Water Research 39 (2005) 1183–1189.[88] J. Goering, U. Burghaus, Adsorption kinetics of thiophene on single-walled
carbon nanotubes (CCNTs), Chemical Physics Letters 447 (2007) 121–126.[89] Y.-H. Li, Y.M. Zhao, W.B. Hu, I. Ahmad, Y.Q. Zhu, J.X. Peng, Z.K. Luan, Carbon
nanotubes—the promising adsorbent in wastewater treatment, Journal ofPhysics: Conference Series 61 (2007) 698–702.
[90] C. Lu, F. Su, Adsorption of natural organic matter by carbon nanotubes,Separation and Purification Technology 58 (2007) 113–121.
[91] Y. Shih, M. Li, Adsorption of selected volatile organic vapours on multiwallcarbon nanotubes, Journal of Hazardous Materials 154 (2008) 21–28.
[92] Y.-H. Li, S. Wang, X. Zhang, J. Wei, C. Xu, Z. Luan, D. Wu, Adsorption of fluoridefrom water by aligned carbon nanotubes, Materials Research Bulletin 38 (3)(2003) 469–476.
[93] Y.-H. Li, J. Ding, Z. Luan, Z. Di, Y. Zhu, C. Xu, D.Wu, B.Wei, Competitive adsorptionof Pb2+, Cu2+ and Cd2+ ions from aqueous solutions by multiwalled carbonnanotubes, Carbon 41 (2003) 278–2792.
[94] Y.-H. Li, Y. Zhu, Y. Zhao, D. Wu, Z. Luan, Different morphologies of carbonnanotubes effect on the lead removal from aqueous solutions, Diamond andRelated Materials 15 (2006) 90–94.
[95] N. Savage, M.S. Diallo, Nanomaterials and water purification: opportunities andchallenges, Journal of Nanoparticle Research 7 (2005) 331–342.
[96] C.H. Wu, Adsorption of reactive dye onto carbon nanotubes: equilibrium,kinetics and thermodynamics, Journal of Hazardous Materials 144 (2007)93–100.
[97] Zeta-Meter Inc., Everything You Need to Know About Coagulation andFlocculation-guide, Zeta-Meter Inc., Virginia, 1993.
[98] B. Zhao, H. Hu, R.C. Haddon, Synthesis and properties of awater-soluble single-walledcarbon nanotube-poly(m-aminobenzene sulfonic acid) grafted copolymer, AdvancedFunctional Materials 14 (1) (2004) 71–76.
[99] B. Zhao, H. Hu, A.P. Yu, D. Perea, R.C. Haddon, Synthesis and characterization ofwater soluble single-walled carbon nanotube graft copolymers, Journal of theAmerican Chemical Society 127 (2005) 8197–8203.
[100] T. Zhang, M. Xu, L. He, K. Xi, M. Gu, Z. Jiang, Synthesis, characterization andcytotoxicity of phosphoryl choline-grafted water-soluble carbon nanotubes,Carbon 46 (2008) 1782–1791.
[101] N. Zhang, J. Xie, V.K. Varadan, Functionalisation of carbon nanotubes bypotassium permanganate assisted with phase transfer catalyst, Smart Materialsand Structures 11 (2002) 962–965.
[102] M.N. Moore, Do nanoparticles present ecotoxicological risks for the health of theaquatic environment, Environmental International 32 (2006) 967–976.
[103] S.K. Smart, A.I. Cassady, G.Q. Lu, D.J. Martin, The biocompatibility of carbonnanotubes, Carbon 44 (2006) 1034–1047.
[104] M.R. Wiesner, G.V. Lowry, P. Alvarez, D. Dionysiou, P. Biswas, Assessing the risksof manufactured nanomaterials, Environmental Science and Technology 40 (14)(2006) 4336–4337.
[105] A. Srivastava, O.N. Srivastava, S. Talapatra, R. Vajtai, P.M. Ajayan, Carbonnanotube filters, Nature Materials 3 (2004) 610–614.
[106] C. Lee, S. Baik, Vertically-aligned carbon nano-tube membrane filters withsuperhydrophobicity and superoleophilicity, Carbon 48 (8) (2010) 2192–2197.
[107] J.O.H. Bockris, Environmental Chemistry, Plenum Press, New York, 1977.[108] K. Vijayaraghavan, D. Ahmad, R. Lesa, Electrolytic treatment of beer brewery
wastewater, Industrial and Engineering Chemistry Research 45 (2006)6854–6859.
[109] C. Barrera-Díaz, I. Linares-Hernández, G. Roa-Morales, B. Bilyeu, P. Balderas-Hernández, Removal of biorefractory compounds in industrial wastewater bychemical and electrochemical pretreatments, Industrial and Engineering ChemistryResearch 48 (2009) 1253–1258.
[110] X. Wang, Y.J. Feng, H. Lee, Electricity production from beer brewery wastewaterusing single chamber microbial cell, Water Science and Technology 57 (7)(2008) 1117–1121.
[111] A.S. Mathuriya, V.N. Sharma, Treatment of brewery wastewater and productionof electricity through microbial fuel cell technology, International Journal ofBiotechnology and Biochemistry 6 (1) (2010) 71–80.
[112] Q. Wen, Y. Wu, L. Zhao, Q. Sun, F. Kong, Electricity generation and brewerywastewater treatment from sequential anode-cathode microbial fuel cell,Journal of Zhejiang University: Science B 11 (2) (2010) 87–93.
[113] H.P. Bennetto, Microbial fuel cells, in: A.M. Michelson, J.V. Bannister (Eds.), LifeChemistry Reports, Vol. 2, Harwood Academic, London, 1984.
[114] W. Habermann, E.H. Pommer, Biological fuel cells with sulphide storage capacity,Applied Microbiology and Biotechnology 25 (1) (1991) 128–133.
[115] R. Reed, G. Henderson, Water and waste water management—its increasingimportance to brewery and malting production costs, Ferment 12 (6) (1999)13–17.
[116] S.E. Oh, B. Min, B.E. Logan, Cathode performance as a factor in electricitygeneration in microbial fuel cells, Environmental Science Technology 38 (2004)4900–4904.
[117] T. Leikness, The effect of coupling coagulation and flocculation with membranefiltration in water treatment: a review, Journal of Environmental Sciences 21(2009) 8–12.
[118] G.T. Seo, Y. Suzuki, S. Ohgaki, Biological powdered activated carbon (BPAC)microfiltration for wastewater reclamation and reuse, Desalination 106 (1996)39–45.