-
8/10/2019 The Weldability of Some Arctic-Grade Line-Pipe
Steels
1/10
The W e lda b i l i t y o f Some
Arct ic-Grade L ine-Pipe Steels
Micro-alloy line-pipe steels display good resistance to
HAZ cracking and, with respect to weldab ility, are
generally superior to conven tional line-pipe steels
B Y J . G O R D I N E
ABSTRACT. The we ldab i l i t ies o f n ine
Arc t ic -g rade s tee ls were de te rm in ed
and compared to t he we ldab i l i t y o f a
convent iona l X65 l ine -p ipe s tee l . Two
aspec ts o f we ld ing were examined: t he
s u s c e p t i b i l i t y t o h y d r o g e n - i n d u c e
d
heat -a f f ec ted zone (HAZ) c rack ing
and the HAZ Charpy toughness p rop
erties.
I t was shown that the major i ty of the
Arc t ic -g rade s tee ls exh ib i t ed be t te r
HAZ cracking res is tance than the
convent ional X65 steel . I t was a lso
conf i rmed tha t t he convent iona l ca r
bon -equ iva len t f o rmu la is no t va l id f o r
the new h igh-s t reng th low-a l loy s tee ls
and that the
Ito-Bessyo
rel at io n is a
more appropr iate measure to use.
The HAZ toughness measurements
made on G leeb le s imu la ted spec imens
show ed a w i de var ia t ion in behav io r
of the d i f fer ent s teels . Al l sh ow ed
severe loss in toughness in the 1300 C
(2370 F) peak tempera tu re cond i t ion .
Some steels also showed severe loss in
toughness in the 700 C (1290 F) peak
t e m p e r a t u r e c o n d i t i o n .
I n t r o d u c t i o n
Recent o i l and gas d iscover ies in
nor thern Canada have resu l t ed in
several proposals for the const ruct ion
of p ipel ines to t ranspor t these re
sources to the southern market areas.
The p roper t y requ i rements f o r t he
pipel ine steels that wi l l be used to
bui ld these pipel ines are very s t r ingent
and cannot be met by t he conven
t ional types of l ine-pipe steels .
Because o f t he Arc t ic env i ronment ,
very h igh demands have been set on
both st rength and toughness. For
exam ple, the latest Canadian Arct ic
Gas Pipel ine proposal speci f ies a
m i n i
mum yie ld s t rength of 70 ks i (482 MPa)
wi th a Charpy V-n o tch toughness
crit er i on of 30 f t - l b (40 J) at desig n
tem pe ra tur es of 25 C (15 F) or 5 C
(4-25 F) in the case of pipe of 0.72 in.
(18 mm) wal l th ickness.
To meet these di f f icu l t speci f ica
t i ons ,
new s tee l compos i t ions have
been deve lope d and a num ber o f
these so-cal led Arct ic-grade steels are
no w ava i lab le . W h i l e con s iderab le
e f fo r t has gone in to de ve lo p ing the
requ i red mechan ica l p roper t ies in
these new steels , much less at tent ion
has been g iven to the i r we l d in g behav
ior . I t was the purpose of the work
descr ibed in th is paper to examine th is
aspect.
A number o f Arc t ic -g rade l ine -p ipe
s tee ls were purchased, and we ldab i l i t y
tes t s were conduc ted upon them. The
two aspec ts o f we ldab i l i t y se lec ted fo r
examina t ion were :
1.
Suscept ib i l i t y t o HAZ c rack ing .
2.
HAZ toughness character is t ics.
Both aspects w i l l p lay a ma jor ro le in
the u l t imate select ion of s teels for use
in any Arc t ic -p ipe l ine p ro jec t . Bo th
character is t ics are a lso very much a
funct ion of the steel , i tse l f , rather than
of t he we ld ing consumab les used .
HAZ co ld c rack ing is a p rob lem
of ten encounte red in t he f ie ld we ld ing
o f convent iona l l ine -p ipe s tee ls and is
l ike ly to be an even more ser ious
Paper presented at the 58th AWS Annual
Meeting held in Philadelphia, Pennsylvania,
during April 25-29,
1977.
CORDINE is
Research
Scientist, Welding
Section, P hysical Metallurgy Research Lab
oratories, CAN MET, Department of Energy,
Mines and Resources, Ottawa, Canada.
prob lem in t he Arc t ic p ipe l ine p r o j
ects.
Due to t he h igher opera t ing p res
sures,
p ipe wal l th icknesses are
greater, and this wil l result in faster
cool ing rates in the HAZ. Thus, the r isk
o f deve lop ing hard c rack -suscept ib le
microst ructures in the HAZ is much
greater . In addi t ion, the greater wal l
th icknesses wi l l mean that the external
s t ress imposed on the weld dur ing the
lay ing of the p ipe wi l l be greater , and
this wil l also increase the r isk of crack
ing.
The ma in tenance o f adequate
toughness proper t ies in the HAZ is
l ike ly to be a ser ious prob lem in the
we ld ing o f t hese Arc t ic -g rade l ine -
pipe steels . The imp rov ed toug hne ss in
these steels is largely a result of a
f i ne
gra ined m ic ros t ruc tu re p roduced by
care fu l ly con t ro l led ro l l ing t echn iques .
I t can be assumed that weld ing wi l l
a l ter th is carefu l ly regulated micro-
s t ruc tu re and tha t accompany ing these
mic ros t ruc tu ra l changes wi l l be
changes in toughness. The extent to
wh ich the toughness is chang ed in t he
HA Z is no t k no wn . It is c lear , how ever ,
that most Arct ic speci f icat ions wi l l
r equ i re m in imum toughness leve ls in
the HAZ.
Ma t e r i a l s
A general descr ipt ion of the 10 l ine-
pipe steels in the evaluat ion program
is g iven in Table 1. The che mic al
compos i t ions and some representa t ive
mechanical proper t ies are g iven in
Tables 2 and 3.
Al l p ipes were purchased in the
form of a p ipe le ngth a nd al l except
one (p ipe A) were made to de f ined
API spec i f i ca t ions us ing norma l com
merc ia l pract ices. The steels l is ted
W E L D I N G R E S EA R C H S U P P L E M E N T I
201-s
-
8/10/2019 The Weldability of Some Arctic-Grade Line-Pipe
Steels
2/10
represent producers f rom Canada,
Japan and West Germany. Al l , except
p ipe F , were con s idered cand ida te
mater ia ls f o r Arc t ic p ipe l ine app l ica
t ions .
The l ine-pipe steels in the program
can be separa ted in to t he fo l l ow ing
three categor ies.
1. C o n v e n t i o n a l l i n e - p ip e s t e e l -
s tee l F ( inc lud ed fo r com para t ive
purposes) .
2.
Co n t r o l l e d r o l l e d m ic r o - a l l o y
l ine -pip e s teels-s teels J, M , N, P, R and
Z.
3 . Q u e n c h e d a n d t e m p e r e d s t e e l s -
steels T and S.
Table
1General
Description of Line Pipes
Pipe
A
F
I
M
N
P
R
S
T
Z
1 in. =
Size, i n . ' " '
( O . D .
X wa l l
th ickness)
30 x
0.375
26 x
0.518
48 X 0.562
42 X 0.380
42 X 0.420
48 X 0.720
48 X 0.720
48 X 1.250
48 X 1.250
42 x 0.540
25.4 mm
API
spec i f i ca t ion
E x pe r i m en t a l
5LX-X65
5LX-X65
5LX-X70
5LX-X65
5LX-X70
5LX-X70
5LX-X65
5LX-X65
5LX-X70
Processing
As-rolled and aged 1 h at 700 C (1300 F)
Controlled-rolled
Controlled-rolled
Controlled-rolled; spiral weld
Controlled-rolled
Controlled-rolled
Controlled-rolled
Quenched and tempered
Quenched and tempered
Controlled-rolled; spiral weld
E x p e r i m e n t a l P r o c e d u r e s
Assessment of Cold Cracking
Susceptibility
Two test methods were used to
d e t e r m in e s u s c e p t i b i l i t y t o h y d r o g e n
-
induce d HA Z c rack ing . They were :
1. Co nt ro l le d Therma l Sever it y
(CTS) test ing.
2.
Implant test ing.
Both a re s tandard we ldab i l i t y t es t s
used to de te rm ine the suscept ib i l i t y o f
a s teel to HAZ cold cracking, and fu l l
descr ipt ions are avai lable in the l i tera
tu re .
1
'
2
The tes t we ld ing cond i t ions se lec ted
for both tests were based on those
used fo r manua l g i r t h we ld ing in p ipe
l ines ."
They are summar ized in Table 4.
The energy inputs used were s l ight ly
higher than are normal ly used in g ir th
w e l d i n g , but this was necessary in
order t o p roduce su i t ab le t es t we lds .
In the CTS test, all test welds were
depos i t ed a t t he energy inpu t l i s t ed in
Tab le 4 . A f te r t he recommended 48 h
ho ld ing t ime a t t he tes t t empera tu re ,
t hey were sec t ioned and examined fo r
cracking us ing the wet f luorescent
magnet ic par t ic le process. The test
sever i ty was var ied by lower ing the
test temperature. This was ac
compl ished by conduc t ing the tes t s in
a co ld room in wh ic h the tem pera tu re
cou ld be accura te ly con t ro l led over a
tempera tu re range f rom room temper
a tu re down to -40 C ( -40 F) .
The imp lan t t es t ing p rocedures used
were iden t ica l t o t hose descr ibed by
Sawh i l l . -
I n h is t echn ique the s ing le -
n o t c h e d im p la n t Test bar , as proposed
by Gran jon , i s rep laced wi th a he l ica l
n o t c h . This has the advantage that the
no tch wi l l necessar i ly pass thr ou gh th e
most crack-sensi t ive region of the
HAZ . W i t h G r a n jo n ' s t e c h n iq u e , c a r e
fu l at tent ion must be g iven to ensure
that the notch is accura te ly loca ted in
the cr i t ica l region of the HAZ.
The imp lan t t es t we ld was depos i t ed
manua l ly w i t h L inco ln HYP.E7010
elect rod es at a cons tant energy inp ut .
Two m inu tes a f t e r comple t ion o f t he
test w e l d , the sur face of the assembly
was inver ted in wate r and coo led fo r 4
m i n . The test assembly was then
removed f rom the water and loaded in
a mod i f ied c reep mach ine exac t ly 10
min a f t e r comple t ion o f t he imp lan t
testw e l d . Approx imate ly 12 spec imens
f rom each steel were tested in order to
produ ce a s tress vs. t im e- to - rup tu re
curve f rom wh ich cou ld be de te r
mined the cr i t ica l s t ress value for the
steel.
HAZ Toughness Testing
HAZ toughness was assessed by
means of the Charpy impact test , us ing
-size
specim ens. Ear l ier w ork on
submerged-arc seam we ld s sho we d
tha t ex t reme var ia t ions were ob ta ined
in the Charpy impact values in the
HAZ due to t he d i f f i cu l t y o f con t ro l
l ing the prec ise locat ion of the notch
in t he HAZ. To overcome th is p rob lem
the RPI Gleeble was used to s imulate
speci f ic locat ions in the HAZ of real
we lds , and the Charpy impac t va lues
o f t hese s imu la ted spec imens were
d e t e r m in e d .
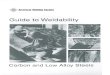
The thermal cyc les used in the HAZ
s imu la t ions were based on ac tua l
measured thermal cyc les f rom the root
pass of a manual gir th w e l d .
4
The
therma l cyc les exper ienced in t he HAZ
dur ing the root pass of a manual g ir th
weld are ext remely severe in terms of
the rapid heat ing and cool ing rates.
The actual measured thermal cyc les
are sh ow n in Fig. 1.
Th e G le e b le e q u ip m e n t c o u ld n o t
accura te ly reproduce these hea t ing
and coo l ing ra tes . There fo re , a d e c i
sion was made to use the most rapid
therma l cyc les t ha t t he G leeb le cou ld
produce. These thermal cyc les are
sho wn in Fig. 2. The co ol in g rate was
enhanced by he l ium gas coo l ing . The
spec imens used were
2
/3-size
Charpy
bars 3 in. (76 mm) long and with no
n o t c h . A f t e r t herma l cy c l ing , t he spec
imens were no tched a t t he cen te r
wh e r e t h e c o n t r o l t h e r m o c o u p le wa s
at tached and then cut to proper
l e n g t h .
A l l Charpy spec imens were
or ien ted such tha t t he long d i rec t ion
was perpend icu la r t o t he o r ig ina l
ro l l ing d i rec t ion o f t he p la te .
Co m p le t e Ch a r p y V - n o t c h t r a n s i ti o n
curves were ob ta ined fo r each therma l
cyc le cond i t ion . Therma l cyc les hav ing
peak tem pera tures of 700, 900, 1100
and 1300 C (1290, 1650, 2010 and 2370
F) we re used. Three specim ens we re
tested per temperature, and usual ly
tests were made at seven di f ferent
temperatures to establ ish the
t ran
si t ion curves.
Exper imenta l Resul ts
Cold Cracking Tests
The results of the CTS tests on the
d i f f e ren t l ine -p ipe s tee ls a re summa
r ized in Tab le 5 . Da ta were ob ta ined
for eight of the ten steels in the
p r o g r a m .
Plate th icknesses used were
dete rm ined by the wa l l t h ickness o f
the p ipe and ranged f rom 0.375 to
0.720 in. (9.5 to 18.3 mm) with the
c o r r e s p o n d in g t h e r m a l s e v e r i t y n u m
ber vary ing f rom 5 to 7. Also s ho wn in
Tab le 5 a re the ma x im um HAZ
h a r d
ness values recorded. Selected test
welds f rom the CTS tests were
sec t ioned and po l ishe d , and hardness
t raverses were made across the weld
and H AZ u sing a Vickers hardness
tester with a 10 kg (22 lb) l oad . In most
cases, the maxi mu m H AZ hardness
cor responded to t he reg ion o f t he HAZ
through wh ich the c rack t raversed .
A t yp ica l c racked sec t ion th rough a
CTS test weld is shown in Fig. 3. This
par t icu la r examp le is t he c onv ent i ona l
l i n e - p ip e
steelsteel Fwhich
e x h i b
ited a large crack that ran en t ire ly
th rough the coarse-gra ined reg ion o f
t he HA Z a t a t est t empera tu re o f - 1 6 C
(
+
3
F).
I n some spec imens , t he c rack ing
fo l lo we d a s tep- l i ke pa th ru nn i ng
between e longated inc lus ions ; an
exam ple is sh ow n in Fig. 4.
I n genera l , t he amount o f c rack ing
observed in all steels in the CTS tests
202-s | JULY 197 7
-
8/10/2019 The Weldability of Some Arctic-Grade Line-Pipe
Steels
3/10
T ab l e 2 M anu f ac t u re r s ' A na l y s es o f L i ne -P i
pe S t ee l Chem i c a l Com pos i t i ons , %
Line Pipe
A
F
M
N
P
R
S
T
Z
c
0.04
0.16
0.11
0.06
0.07
0.10
0.10
0.10
0.05
0.05
M n
0.44
1.25
1.28
1.65
1.38
1.47
1.48
1.30
0.67
1.94
P
0.010
0.008
0.014
0.012
0.010
0.017
0.014
0.008
0.015
0.007
S
0.015
0.009
0.008
0.014
0.009
0.004
0.002
0.003
0.003
0.011
Al
_
-
0.033
-
0.050
0.039
0.033
0.034
0.035
-
N b
0.04
0.047
0.04
0.054
0.140
0.04
0.05
0.03
0.04
0.060
Si
0.27
0.35
0.25
0.04
0.27
0.25
0.30
0.28
C u
1.22
0.19
0.28
0.31
0.93
N i
0.91
-
-
0.19
-
0.28
0.32
0.45
0.96
-
Cr
0.67
-
-
0.09
-
-
-
-
0.29
M o
0.20
-
-
0.24
-
-
-
0.08
0.30
0.49
Sn
-
-
0.014
-
-
-
-
-
V
-
0.06
-
0.09
0.10
-
-
-
N
-
0.005
-
-
-
-
-
-
T ab l e
3Representative
M ec h an i c a l P rope r t i es o f L i ne -P i pe S t ee l s
" "
Cha rpy abs o rbed ene rgy
58 f t - l b at - 2 9 C ( -2 0 F ) -2 / 3 s iz e
42 f t - l b , 97% shear a t -4 C ( + 25 F) -2 /3 s i ze
38 f t - l b , 100% shear a t -29 C ( -20
F) full
s ize
59 f t - l b a t -2 9 C (-20
FJ-2/3
s ize
66 f t - lb , 88% shear at - 4 C ( + 25 F)2/3 s ize
40 f t - l b , 90% shear a t -6 0 C ( -7 6
F)full
s ize
127 f t - l b , 100% shear a t -60 C ( -76
F)full
s ize
217 f t - l b , 100% shear a t -2 9 C ( -2 0
F)full
s ize
187 f t - l b , a t - 29 C ( - 20
F) full
s ize
76 f t - l b , 95% shear at -2 9 C ( -2 0
F)full
s ize
Tab le
4 -We ld ing
Cond i t i ons Us ed i n
Cold Crack ing Weldab i l i t y Tes ts
Steel
A
F
I
M
N
P
R
S
T
Z
ksi X 6.89 =
Yield
stress,
ksi
84.0
67.2
66.7
72.3
67.0
77.2
74.7
72.1
75.1
73.0
MPa; ft-lb X
U l t i m a t e
tens i le
stress,
ksi
87.0
91.8
84.8
91.3
81.1
95.3
88.5
94.0
90.8
91.8
1.356 = Joules
w a s s m a l l a n d w o u l d i n d i c a t e a g o o d
r e s i s t a n c e t o H A Z c r a c k i n g . I n m a n y
s p e c i m e n s e x a m i n e d , s m a l l c r a c k s
w e r e o b s e r v e d i n t h e w e l d m e t a l
r a t h e r t h a n i n t h e H A Z , i n d i c a t i n g t h a
t
i n m a n y o f t h e s te e l s h y d r o g e n
c r a c k i n g is m o r e l i k e l y t o o c c u r i n t h
e
w e l d m e t a l .
I m p l a n t t e s ts w e r e m a d e o n a l l t e n
s t ee l s i n c l u d e d i n t h e e v a l u a t i o n
p r o g r a m .
In
t h e i m p l a n t te s t a r e l a t i o n
s h i p o f a p p l i e d s t re s s v e r s u s t i m e - t o
-
f a i l u r e is e s t a b l i s h e d . F r o m t h i s r e l
a
t i o n s h i p a s tr e s s l e v e l m a y b e d e t e r -
Test
CTS
Implant
Electrode
L inco ln
HYP.E 7010
L inco ln
HYP.E7010
Energy
i npu t
780 J /mm
(20,000 J/ in.)
1560 J /mm
(40,000 J/ in.)
m i n e d a t w h i c h a s p e c i m e n h a s a 5 0 %
p r o b a b i l i t y o f f a i l i n g in t h e i m p l a n
t
t es t . T h i s st r es s i s d e f i n ed as t he C r i t
i ca l 5 t ress (CS) an d can be us ed as a
f u n d a m e n t a l m e a s u r e o f t h e r e s i s t a n c
e
o f a s t e e l t o h y d r o g e n - i n d u c e d c o l d
c r a c k i n g . A h i g h C S v a l u e i n d i c a t e s t h
e
s t e e l w i l l h a v e a h i g h r e s i s t a n c e t o
H A Z c o l d c r a c k i n g i n w e l d i n g ;
c o n
v e r s e l y , a l o w C S v a l u e i n d i c a t e s a l o
w
t o l e r a n c e t o h y d r o g e n d u r i n g
w e l d
i n g .
I n F ig . 5 , t y p i c a l s t r e s s / t i m e c u r v e
s
o b t a i n e d f r o m t h e i m p l a n t t e s t a r e
1
I T
J
L
J
I I I
Fig.7The thermal cycles experienced in the root pass HAZ for the
lowest practical heat input c ondition used in manu al pipeline
arc welding
W E L D I N G R E S E A R C H S U P P L E M E N T I 2 0 3 -s
-
8/10/2019 The Weldability of Some Arctic-Grade Line-Pipe
Steels
4/10
i i i i r
i i i i
i r
r
- 2 3 7 0 *F (1300 *C) PEAK
S I MUL A TE D
TrCRMAL
CYCLES
T I M E (SEC)
Fig.2The best simulation of the actual manual pipeline weld
thermal cycles obtainable on the Gleeble
Table 5Controlled Thermal Severity Test Results for Line
Steel
A
F
J
M
N
P
R
S
T
Z
T he rm a l
severi ty
n u m b e r
5
6
6
5
5
7
7
6
6
6
M ax . HA Z
Vickers
hardness
318
435
352
274
255
442
422
429
352
355
Pipe Steels
Tes t t empera ture a t
wh i c h c rac k i ng f i r s t
o c c u r r e d
< - 3 6 C
- 1 6 C
+
21
C
- 2 7 C
- 3 6 C
- 1 7 C
- 1 7 C
+ 21 C
< 0 C
< 0 C
(-32 F)
(
+ 3 F)
(
+
70
F)
( -16 F)
( 32 F)
(
+
2
F)
(
+
2
F)
( + 70 F)
(+ 32 F)
(
+ 32 F)
shown for three selected steels in the
eva lua t ion p rogram . The da ta in F ig . 5
show the two ex t remes o f behav io r .
Steel R ex hib its a CS val ue of 47.0 ksi
(324 MPa) , whereas steel M has a
much higher value of 87 ks i (600 MPa) .
A lso shown fo r compar ison is t he
s t ress / t ime curve fo r t he convent iona l
C-Mn X 65 steel, i .e. , steel F.
A summ ary o f t he en t i r e imp lan t
results for all ten steels is given in
Table 6. The resul ts sh ow a w id e range
in CS values for the ten d i f fe ren t ma te
r ials. All steels tested, except for steels
P and R, sh ow ed CS values h igher than
tha t o f t he con ven t iona l l ine -p ipe
s tee l , steel F.
As in the CTS tests, sect ions were
taken th rough se lec ted f rac tu red im
p lan t t es t spec imens and examined
meta l lograph ica l ly . A t yp ica l example
is sh ow n in Fig. 6 and sh ows the
f racture is a lmos t ent i re ly in th e
coarse-gra ined reg ion o f t he HAZ. Th is
was not a lways the case, and some
steels ( | , M and S) behaved in an
anomalous manner and f rac tu red ou t
s ide of the HAZ. This occurred only at
the h igher appl ied st resses.
Hardness measurements us ing the
Vickers Hardness Tester were made
across selected implant test spec
imens , and the max imu m va lues
recorded in t he HAZ are shown in
Table 6.
HAZ Toughness
The var ia t ion in t he toug hness
across the HAZ of the l ine-pipe steels
was de te rm ined by tes t ing s imu la ted
HAZ 's p roduced in t he G leeb le . Four
l o c a t i o n s w i t h i n t h e HAZ we r e s e
lec ted fo r s imu la t ion , and a su f f i c ien t
number o f spec imens were s imu la ted
such tha t comple te Charpy impac t
t rans i t ion curves cou ld be de te rm ined
fo r t hese four loca t ions . The four loca
t ions se lec ted fo r s imu la t ing were
those regions that heated to peak
temperatures of 700, 900, 1100 and
Fig. 3Example of HAZ cracking in
CTS
test
specimen of line-pipe F.
X6
1300 C (1290,1650, 2010, 2370 F) during
w e l d i n g .
Only six of the ten steels in the
eva lua t ion p rogram were tes ted in t h is
manner . The vo lume o f da ta genera ted
f rom th is t ype o f exper imenta l work
was large and is merely summar ized
here in an a t t empt t o show genera l
t rends in behavior .
F igure 7 shows the C harpy impa c t
t rans i t ion curves fo r t he s imu la ted
204-s JULY 1977
-
8/10/2019 The Weldability of Some Arctic-Grade Line-Pipe
Steels
5/10
HAZ o f conve nt ion a l s tee l F. A s ign i f i
cant loss in Charpy impact toughness
can be seen fo r th e 1300, 900 an d 700 C
(2370,
1650 and 1290 F) peak tempera
ture condi t ions. Only the 1100 C (2010
F) co nd i t io n ma in ta ins impac t t oug h
ness equivalent to the parent s teel .
The m ic ros t ruc tu res tha t cor respond
to the four peak tempera tu re cond i
t ions are show n in Fig. 8. No s ign i f i
can t m ic ros t ruc tu re changes cou ld be
observed in the 700 C (1290 F) peak
tempera tu re cond i t ion tha t cou ld ex
plain the drast ic loss in toughness
shown in Fig. 7. Only the 1300 C (2370
F) co nd i t ion e xh ib i t ed a m ic ros t ruc
tu re t ha t cor re la ted w i th t he tough
ness levels obta ined.
Steels P and M exh ib i te d a s imi lar
type of behavior wi th severe losses in
toughne ss prope r t ies in both th e 700 C
(1290 F) and 1300 C (2370 F) peak
tempera tu re cond i t ions .
The pat tern of behavior observed in
the con ven t iona l s tee l was no t com
mon to all the steels tested. Steel A
show ed a d i f f e ren t behav io r as show n
in Fig. 9.
In
this case only the 1300 C
(2370 F) peak tempera tu re cond i t ion
caused degrad at ion o f impac t t oug h
ness. The o ther peak temp era tu re
c o n d i t i o n s s h o we d im p a c t t o u g h n e s s
values equ ivale nt to , or bet ter than,
t he paren t s tee l . The m ic ros t ruc tu res
cor respond ing to t he four peak
t e m
perature condi t ions for s teel A are
sho wn in Fig. 10. Steel N show ed a
simi lar type of behavior to that of s teel
A.
The f inal pat tern of behavior was
tha t observed fo r t he quenched-
an d- te mp ere d steel S. The resul ts are
sho wn in Fig. 11.
In
this case, the 700 C
(1290 F) peak tempera tu re cond i t ion
has impact toughness levels c lose to
the parent steel. The 900, 1100 and
1300 C (1650, 2010 and 2370 F) thermal
cyc les , however , p roduced a s ign i f i
cant drop in toughness proper t ies. The
d i s t i n c t i o n b e t we e n t h e b e h a v io r o f
this steel and the other steels is that, in
re lat ive terms, the loss in toughness is
muc h g rea te r . The m ic ros t ruc tu res cor
respond ing to t he four peak tempera
ture con di t i on s in s teel S are sh ow n in
Fig. 12;
t hey cor re la te we l l w i t h t he
observed toughness p roper t ies .
An overal l summary of the resul ts
for the six steels tested is given in
Table 7. Here the data have been
presented in terms of Charpy absorbed
energy values at 29 C (20 F) and 62
C ( -80 F) for the four peak tempera
ture condi t ions and also for the parent
meta l .
Discussion
The we ldab i l i t y t es t s conduc ted on
the n ine Arc t ic -g rade l ine -p ipe s tee ls
to de te rm ine the i r suscept ib i l i t ies t o
h y d r o g e n - i n d u c e d HAZ c r a c k in g c o n -
AyrS'^^kS^MMfmrn
i
mm
mr--AAM
r..
Fig.4Example of HAZ crack in line-pipe M in CTS test made at -37
C(-35 F) showing
association of crack with inclusions. X100
^r - 6 0 0
1 0 1 0 0
T I M E T O R U P T U R E . MIN
Fig.
5Implant
test results for steels M, F and R
Table
6 -
Stee
A
F
J
M
N
P
R
S
T
Z
Summary of Implant Test Resu
Carbon
Equiva lent
Conv en t i ona l I t o
.43
.37
.34
.43
.30
.40
.41
.36
.41
.47
I ts on Line-Pipe Steels
-Bessyo
.19
.23
.19
.18
.14
.21
.21
.19
.18
.18
Lower
c r i t i ca l
stress,
ksi
82.0 (565 MPa)
61.2 (421 MPa)
87.0 (600 MPa)
87.0 (600 MPa)
86.6 (595 MPa)
59.2 (407 MPa)
47.0 (324 MPa)
71.0 (490 MPa)
76.0 (524 MPa)
65.0 (448 MPa)
M a x i m u m
HA Z
Vickers
hardness
303
442
326
274
294
422
360
360
391
336
f i rmed tha t t he ma jo r i t y had lower
levels of suscept ib i l i t y than the one
convent iona l l ine -p ipe s tee l t ha t was
also tested. On ly s teels P and R
show ed a g rea te r suscept ib i l i t y t o co ld
c rack ing than the convent iona l s tee l .
Of the two test methods used to
de te rm ine the suscept ib i l i t y t o co ld
c rack ing ,
the imp lan t t es t was foun d to
give a mo re sensi t ive m easure o f
c rack ing suscept ib i l i t y , and more re
l iance was placed upon these resul ts
than those f rom the CTS test . The CTS
resul ts shown in Table 5 indicate l i t t le
rea l d i f f e rence be tween the c rack ing
suscept ib i l i t ies of the ten steels tested.
On ly s tee ls A, M and N showed a
c rack ing tenden cy low er t han the
conv ent ion a l l in e -p ip e s tee l . They a lso
showed much lower HAZ hardness
levels . The remaining steels showed
per formances equal to or , in some
cases , worse than th e con ven t iona l
steel.
W E L D I N G R E S E A R C H S U P P L E M E N T I 2 0 5-s
-
8/10/2019 The Weldability of Some Arctic-Grade Line-Pipe
Steels
6/10
-
Fig.6Cross
section through fractured implant specimen of line-pipe R.X5
(reduced 14 on
reproduction)
T E S T T E M P E R A T U R E . C
5 0 0 5 0
T^ T^
1^
8 0
tn
4 0
H
T E M P E R A T U R E
Fig.7Charpy V-notchimpact properties of C leeble-simulated
heat-affected zones
in line-pipe F(
2
A-size specimens)
The CTS test is better suited to
th icker -gauge mater ia ls where the tes t
sever i t y can be con t ro l led by vary ing
the spec imen th ickness . I n t h is work ,
the test sever i ty was increased by
lower ing the tes t t empera tu re . Th is
in t rod uce d exper im enta l d i f f i cu l t ies
wh ich reduced the accuracy o f t he
test . In fact , considerable scat ter in
resu l t s was ob ta ined .
On the posi t ive s ide, the CTS does
represent a real res t ra ined we ld co nd i
t ion s imi la r to that pro du ce d in a
c i r c u m f e r e n t i a l g i r t h w e l d . The jo in
t
con f igura t ion is , o f course , comp le te ly
d i f f e ren t , be in g a f i l le t we ld ra ther
than the single-V bu t t jo in t in a
c i r c u m f e r e n t i a l p i p e w e l d . Ho we v e r
,
a t t empts t o use a we lda b i l i t y t es t w i t h
a bu t t con f igu ra t io n , such as the
Tekk en test and others , we re no t
successfu l s ince cracking occurred
almost exc lus ively in the weld metal
rather than the HAZ.
I t was concluded that these tests
were eva lua t ing we ld meta l c rack ing
suscept ib i l i t y ra ther t han HAZ c rack
ing ; t h e y we r e , t h e r e f o r e , d i s c o n t i n
ued . In the CTS test , crack ing could be
more read i ly p roduced in t he HAZ. I n
most s teels tested, however , crack ing
a lso occur re d in t he w e ld me ta l , and i t
mus t be con c lu de d tha t in many o f
t hese mater ia ls hydro gen - ind uce d
crac king of the we ld m etal is l ike ly to
be a more ser ious p rob le m than
crack ing in t he HAZ.
The imp lan t test gave a mu ch bet te r
d i f f e r e n t i a t i o n b e t we e n t h e c r a c k in
g
suscept ib i l i t ies o f t he d i f f e ren t l ine -
pipe steels. The results in Table 6
sho w a w id e range in the CS values
for the d i f ferent s teels . This , in tu rn ,
w il l m ean a w id e range in the re lat ive
co ld -c rack ing suscept ib i l i t ies f o r t he
dif ferent steels. Steels A, M and N
showed h igh res is tance to co ld c rack
ing as ev id enc ed by their h ig h CS
values. This is in go od a greem ent w i th
the CTS resul ts obta ined on these
three steels . Steel J a lso showed a h igh
CS va lue bu t d id no t per fo rm as we l l in
the CTS tests. Of the remaining steels
(except for P and R) , a l l show ed high er
CS va lues than the con ven t iona l l in e -
pip e steel F. Steels P and R had CS
va lues be low tha t o f t he convent iona l
steel.
Also sho wn in Tab le 6 a re t he carbo n
equ iva len ts (CE. ) f o r t he ten d i f f e ren t
s tee ls . The carbon equ iva len t i s com
mo nly used as an indic ato r of the
tend enc y of a s teel to hard en ing in th e
HAZ a n d s u s c e p t i b i l i t y t o h y d r o g e n -
induced c rack ing . Mos t p ipe l ine spec i
f i ca t ions impose upper l im i t s upon the
C E .
va lues of the l ine-pipe steels . The
carbon equ iva len t f o rmu la used in
most p ip el in e spec i f icat ion s is as
f o l l o ws :
M n Cr + M o + V
C E. = C - - -
Ni + Cu
15
Al though th is f o rmu la works very
we l l f o r t h e c o n v e n t i o n a l C / M n l i n e -
pipe steels , i t has been recognized by
many workers that i t is not as appro
pr iate for the newer micro-al loy s teels .
The resul ts in Table 6 co nf i r m th is very
c lear ly . For example, s teels A, M and Z
have h igh CE . va lues as de te rm ine d by
the above fo rmu la and ye t show qu i t e
low HAZ hardnesses and high
resis tances to HAZ cracking. C o n
verse ly , con ven t iona l l ine -p ipe s tee l F
has on e of the low est C E . values an d
yet has h igh HAZ hardness and low
to le rance to HAZ co ld c rack ing .
At tempts have been made to mod i f y
t h e CE . f o r m u la . O n e r e l a t i o n s h ip t h a
t
has been repor ted to work mu ch
bet ter for the micro-al loy s teels is the
f o r m u la p r o p o s e d b y Ito and Bessyo/ '
The i r f o rm u la is as f o l low s :
206-sl JULY 1977
-
8/10/2019 The Weldability of Some Arctic-Grade Line-Pipe
Steels
7/10
C E . = C + ^ +
M n
30
20
+
Cu
20
-->*-',
Ni Cr M o V
- + + + + 5 B
60 20 15 10
The CE. va lues ob ta ined us ing th is
re lat ionship are a lso l is ted in Table 6.
In
th is case the cor re lat ion of
C E .
value to HAZ hardness and cracking
suscept ib i l i t y is mu ch be t te r a l t houg h
st i l l not per fect . I t would appear that
th e
Ito-Bessyo
f o rmu la is , however , a
bet ter measure of the CE. of the
mic ro-a l loy s teels and is a mo re
reasonab le gu ide to t he we ldab i l i t y o f
the steel.
The results obta ine d for s teels P and
R ind ica te danger in p lac ing too mu ch
re l iance upon the C E . va lues. Both
steels have reasonably low CE. values
and yet show a low res is tance to
hydrogen c rack ing . No c lear exp lana
t ion fo r t h is was de te rm ined . How
ever , both steels have heavi ly banded
mic ros t ruc tu res w i th l o n g , heavi ly
ro l led out inc lus ions. Both factors have
an impor tan t bear ing upon the suscep
t ib i l i t y t o hydrogen c rack ing . Unfo r tu
na te ly , no CE. f o rmu la can take in to
account these factors.
Th e d e t e r m in a t i o n o f HAZ t o u g h
ness of the l ine-pipe steels is a d i f f icu l t
p rob lem due to t he nar row wid th o f
t he HAZ and the w ide var ia t ion in
m ic ros t ruc tu re ac ross i t s w id th . Mos t
Arct ic p ipel ine speci f icat ions st i l l ca l l
f o r m in imum toughness va lues in t he
HAZ and usual ly speci fy the test
p rocedure to be the Charpy impac t
test . The Charpy impact values ob
ta ined when tes t ing the HAZ o f t he
we ld w i l l be a f un c t io n o f t he loc a t ion
o f t he no tch w i th in t he HAZ and,
un fo r tu na te ly , th is is o f t en no t spec i
f ied.
O n e s o lu t i o n t o o b t a in i n g m o r e
mean ing fu l Charpy impac t va lues in
the H AZ is the appro ach used in th is
worknamely
to test
G l e e b l e - s i m u -
lated
HAZ specimens. This a lso has i ts
l imitat ions. I t does not represent the
t rue condi t ion of the HAZ, s ince at
least part of the HAZ is reheated by
subsequent weld passes. Also, the
G leeb le cou ld no t s imu la te exac t ly
the most severe thermal cyc les exper i
enced in the HAZ of the root pass of
the g ir th
w e l d .
This is not as impor tant
as i t w o ul d appear s ince the rem ain ing
we ld passes are de pos i ted us ing h igher
energy inpu ts t ha t wou ld p roduce
s lower HAZ coo l ing ra tes wh ich wo u l d
approx imate those p roduced in t he
Gleeble. The thermal cyc les used
w e r e ,
there fo re , qu i t e represen ta t ive
o f t he overa l l t herma l cyc le cond i t ions
in the HAZ of the g ir th
w e l d .
The resu l t s ob ta ined f rom the
G l e e -
ble-simulated
HAZ spec imens have
conf i rm ed tha t t here is a w i de var ia
t ion in the impact proper t ies across
(A ) A S R O L L E D
7f .
( D ) 1 1 0 0 C (E) 1 3 0 0 C
Fig.8Simulated HAZ microstructures in line-pipe
F.
X250 (reduced 7 on reproduction)
T E S T T E M P E R A T U R E .
- 1 0 0 - 5 0
T E S T T E M P E R A T U R E . F
fig. 9CharpyV-notch
impact properties of
Gleeble simulated
heat-affected zones
in line-pipe A
(
2
A-size
specimens)
W E L D I N G R E S E A R C H S U P P L E M E N T I 2 07 -s
-
8/10/2019 The Weldability of Some Arctic-Grade Line-Pipe
Steels
8/10
(A ) AS RECEI V E D
(D)
1100
c
(E ) 1 3 0 0 C
120
6 0
3 0 -
1 0 0
I
T E S T T E M P E R A T U R E , C
5 0
0 50 10 0
AS R OLLED
7 0 0 C
13 00 C
9 0 o.
I
-
3 0
f ig. 10Simulated HAZ microstructuresof
line-pipe
A. X400
(reduced 7
on
repro
duction)
the
HAZ in al l
s tee ls tes te d. Further
m o r e , th e behav io r of each s tee l is
d i f fe ren t .
In
gene ra l
the
steels can
be
separated in to three groups of b e h a v
ior. First
are
those such
as
steels
F, P
a nd
M
wh ich show ed la rge losses
in
toughness in the1300 C (2370 F) and
70 0 C (1290 F) p e a k t e m p e r a t u r e
the rma l cyc le t rea tmen ts .
The
second
group (s tee ls
A
and
N)
o n l y s h o w e d
a
toughness loss in the1300 C (2370F)
p e a k t e m p e r a t u r e c o n d i t i o n w i t h the
rema in ing the rma l cyc les hav ing l i t t l e
e f fec t
or
a c t u a l ly i m p r o v i n g t o u g h
ness. Th et h i r d t y p e of b e h a v i o rwas
tha t dep ic ted bys tee l S; th is sh ow ed a
large loss in toughness for all t h e r m a l
cyc les except
the
700
C
(1290
F)
peak
tempera tu re the rma l cyc le .
Of the
th ree types of b e h a v i o r , the second
t y p e s h o w n bysteels A a nd N is mos t
des irab le .
The exact s ign i f icance
of
hav ing
bands
of
l ow toug hness ma te r ia l
in the
H A Z is notf u l l y u n d e r s t o o d . It canbe
assumed that it w i l l cause an overa l l
l o w e r i n g
of the
duc t i le f rac tu re
resistance
of the HAZ
and , the re fo re ,
s h o u l d bem i n i m i z ed . Al lsteels te sted
showed ve ry low toughness co r re
s p o n d i n g
to
the 1300 C (2370 F) region,
and
it is
un l i ke ly tha t mu ch
can be
d o n e top reve nt th is .It is a very nar row
b a n d w i t h i n theH A Z a n d , p r o v i d e d it
i s su r rounded by ma te r ia l of g o o d
toughness ,
is
p r o b a b l y
not
v e r y h a r m
ful .
For s tee ls tha t deve lop poo r tough
ness in o the r reg ions in the HAZ,
h o w e v e r ,
a
mo re ca re fu l app ra isa l
of
the ove ra l l p rope r t ies
of the HAZ
s h o u l d be m a d e . E x a m i n a t i o n of th e
results inTab le 6show s that severa lof
the steels tested have
low
Cha rpy
impact va lues across most
of
the HAZ .
It
is
un l i ke ly tha t they cou ld mee t
the
m i n i m u m l o w - t e m p e r a t u r e C h a r p y
impac t requ i remen ts for theHA Z tha t
w i l l
be
d e m a n d e d
in the
A rc t i c p ipe
l ine spec i f ica t ions .
C o n c l u s i o n
The pu rpose of t h i s w o r k was to
compare the we ld ing cha rac te r i s t i c s
of
a n u m b e r of so -ca l led A rc t i c -g ra de
l ine -p ip e s tee ls . Tw o aspectsofw e l d a
b i l i t y we re cons ide red . They were
the
suscep t ib i l i t y
to HAZ
hyd rog en c rack -
fig. 11Charpy V-notch impac t p roperties
of Cleeble-sim ulated heat-affected zones
in line-pipe S
(
2
A-size
specimens)
208 -s IJULY1977
-
8/10/2019 The Weldability of Some Arctic-Grade Line-Pipe
Steels
9/10
i ng and the va r ia t ion in Cha rpy tough
ness in the HAZ. Both are c r i t ica l
fac to rs tha t w i l l qua l i f y the se lec t ion
of p ipe l ine s tee ls to be used in the
Arc t ic . Th is does not mean that these
two fac to rs a re the on ly we ld ing
cons ide ra t ions to be made . O f e qua l
i m p o r t a n c e w i l l b e t h e d e v e l o p m e n t
o f the requ i red p rope r t ies in the we ld
meta l .
Th is is , howe ve r , m ore a fun c
t ion o f the we ld ing p rocess and the
we ld ing consumab les used than o f the
s tee l be ing we lded , and was the re fo re
no t cons ide red in th is wo rk .
The resu l ts have shown that there is
a wi de var ia t io n in beh av ior fo r th e
d i f fe rent s tee ls tes ted desp i te the i r
s im i la r compos i t ions and m ic ros t ruc
tu res. In gene ra l , i t was co nc lu de d
tha t the we ldab i l i t y cha rac te r i s t i c s o f
the A rc t i c -g rade s tee ls we re be t te r
than those o f the conven t iona l s tee l .
In the HAZ c rack ing suscep t ib i l i t y
tes ts i t was shown that a l l bu t two
steels
testedsteels
P and
Rhad
a
bet ter res is tance to HAZ hydrogen
c rack ing than the conven t iona l s tee l .
The poor c rack ing res is tance o f s tee ls
P and R was tho ug ht t o be re la ted to
the i r heav i l y banded m ic ros t ruc tu re .
The modi f ied implant tes t used in
th is work was found to be a sens i t ive
tes t fo r de te rm in ing suscep t ib i l i t y to
h y d r o g e n - i n d u c e d H A Z c r a c k i n g . T h
e
CTS tes t gave much less rep rod uc ib le
resu l ts and was not sens i t ive enough
to d i f fe rent ia te between the s tee ls
tes ted.
Examinat ion o f the ten s tee ls on the
basis o f the i r CE . va lues co nf i rm ed
tha t the conven t iona l CE. quo ted in
most spec i f ica t ions is not va l id fo r
these new h igh -s t reng th low -a l lo y
steels. The Ito-Bessyo re la t ionsh ip was
found to co r re la te qu i te we l l w i th the
implant test results and is a more
appropr ia te formula to use for the
micro-a l loy s tee ls .
In the s tudy o f the HAZ toughness
us ing Gleeble-simulated spec imens, i t
was shown tha t a w i de va r ia t ion in
toughness wi l l ex is t across the HAZ
and that the ex tent o f th is var ia t ion is
d i f fe ren t in each s tee l , The o n ly
common fac tor to a l l s tee ls was the
severe loss of toughness that is
produced in those reg ions o f the HAZ
tha t a re hea ted th rough a we ld
the rma l cyc le hav ing a peak temp era
ture of 1300 C (2370 F).
In som e steels (F, M , and P) a s imila r
loss in toughness occurs in the 700 C
(1290 F) peak temperature reg ions o f
the HAZ, bu t w i th no obse rvab le
change in m ic ros t ruc tu re . In the one
q u e n c h e d - a n d - t e m p e r e d s t e e l t e s t e d
,
the Charpy toughness was reduced
across the ent i r e HA Z except fo r t he
700 C (1290 F) region.
It mus t be conc luded tha t a ca re fu l
app raisal o f the low - tem per a tu r e HAZ
toughness shou ld be made be fo re
( A ) A S R O L L E D
E atvam^a i
J l
Z S&A-\
mmMmmm
( B ) 7 0 0 C
J l
(C ) 9 0 0 C
( D ) 1 1 0 0
U
C
( E ) 1 3 0 0 C
Fig.
12 Simulated
HAZ microstructures of line-pipe S.
X250
(reduced 15 on reproduc
tion)
Table7Charpy Absorbed Energy Values for Gleeble-Simulated
Heat-Affected Zones of
Line-Pipe Steels-2/3-Size Specimens Tested at -29 and -62 C (-20
and -80 F)
Peak temperature condition
Steel
A
F
M
N
P
S
A
F
M
N
P
S
As-
ro l l ed
57
22
60
50
35
192
35
-
22
-
25
185
700 C 900 C
(1290 F) (1650 F)
- A b s o r b e d e n e r g y a t 29 C (
48 64
8 14
10 95
44 78
12 23
186 120
- A b s o r b e d e n e r g y a t - 6 2 C (
34 58
4 8
4 65
14 63
7 13
176 100
- 2 0
- 8 0
F)
F)
1100 c
(2010 F)
50
27
72
35
14
68
-
36
20
15
18
7
42
1300 C
(2370 F)
26
11
6
1
8
50
16
11
6
1
8
50
se lec t ing a l ine -p ip e s tee l fo r app l ica
t ion in an A rc t i c env i ronmen t . The
resu l ts o f th is work show that the wide
va r ia t ion in toughness p rope r t ies tha t
can occur across the HAZ are not
p red ic tab le on the bas is o f compos i
t ion o r m ic ros t ruc tu re . The G leeb le
approach used in th is work is a usefu l
W E L D I N G R E S E AR C H S U P P L E M E N T | 2 09 -s
-
8/10/2019 The Weldability of Some Arctic-Grade Line-Pipe
Steels
10/10
t e c h n iq u e t o o b t a in i n g a f u l l e r u n d e
r
s tand ing o f t he behav io r o f t he HAZ
on we ld ing these mater ia ls .
Acknowledgments
Thanks are expressed to Dr. R. | .
Cooke fo r h is s ign i f i can t c on t r ib u t io n
to t h is work . Apprec ia t ion is a lso
expressed to M. Letts for his assistance
in the exper imental work. Final ly ,
thanks are expressed to Dr . K. Winter -
ton for in terest and input to the
wo r k .
References
1. Campbell, W. P., "Experiences with
HAZ Cold Cracking Tests on a C-Mn Struc
tural Steel," Welding Journal, 55 (5), May
1976,Res.Suppl., pp. 135-s to 143-s.
2. Sawhil l,
J.
M., "Implant Tests of a Mn-
Mo-C b Steel and a Con ventiona l X65 Steel,"
Climax Molybdenum Report
L-176-111,
June 21, 1973, Ann Arbor, Michigan.
3. Looney, R. L., "Pipeline W el di ng -
Meeting Today's Quality Requirements,"
Lincoln Electric Technical Bulletin M642,
Jan. 1970.
4. Cooke, R. )., "An Evaluation of the
Thermal Cycles Imposed on the HAZ
During Manual Pipe Welding," Physical
Metallurgy Research Laboratories Internal
Report
PM-R-74-21,
CANMET, Dept. of
Energy, Mines and Resources, Ottawa,
Canada.
5.
Ito,
Y., and Bessyo, K., International
Institute of Welding Document No. 1X-
576-68.
WRC Bulletin 219
September 1976
Experimental Investigation of Limit Loads of Nozzles in
Cylin
drical Vessels
by Fernand El lyin
Exper imental resul ts of e last ic-p last ic behavior and plast
ic l imi t loads (y ie ld point loads) of f ive tee-
shaped cy l inder-cy l inder intersect ions and a p la in p ipe
are repor ted herein. The intersect ing models were
machined f rom a s ingle hot - ro l led steel p late. The
nozzle-vessel at tachments (or branch-pipe tee
connect ions) were subjected to one of the loading modes: in
ternal pressure, in-p lane or out -of -p lane
couples appl ied to the nozzle ext remity . The out -of -p lane
couple loading is found to be the cr i t ica l case.
Publ icat ion of th is repor t was sponsored by the Pressure
Vessel Research Commit tee of the Welding
Research Counci l .
The pr ice of
WRC Bulletin 219
is $6.00 per copy. Orders should be sent wi th payment to the
Welding
Research Counci l , Uni ted Engineer ing Center , 345 East 47th
St reet , New York, NY 10017.
WRC Bulletin 221
November 1976
Analysis of Test Data on PVRC Specification No. 3,
Ultrasonic
Examination of Forgings, Revision I and II
by R. A . Buchanan
The purpose of th is repo r t is to rev iew, analyze and draw
conc lus ion s f rom data developed du r ing ef for ts
to test the val id i ty of the procedures a l lowed by PVRC
Speci f icat ion No. 3, Revis ions I and I I . The a utho r
states that the only way to reduce the var iat ion in test data
f rom one group to another would be to rest r ic t
the procedures of PVRC Speci f icat ion No. 3 so that only cer
ta in equipment combinat ions or , i f pract ical ,
on ly one combina t ion cou ld be used .
Analysis of the Nondestructive Examination of PVRC Plate-
Weld Specimen 251JPart A
by
R
A. B u c h a n a n
Dur ing the fabr icat ion of PVRC plate-weld specimen 251J, 15
weld ing defects were del iberate ly
int roduced. Af ter fabr icat ion, the specimen was ul t
rasonical ly examined for weld ing defects by a number of
d i f f e ren t company teams. The teams conduc ted the i r t es
t s independent ly and had no knowledge o f t he
types or locat ions of the intent ional defects. Two di f ferent
PVRC procedures for u l t rasonic examinat ion
were fo l lowed by the teams in their evaluat ion of the
specimen.
Publ icat ion of these repor ts was sponsored by the Pressure
Vessel Research Commit tee of the Welding
Research Counci l .
The pr ice of WRC Bulletin 221 in $7.00 per copy. Orders should
be sent wi th payment to the Welding
Research Counci l , Uni ted Engineer ing Center . 345 East 47th
St . , New York, NY 10017.