Embed Size (px)
Citation preview

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 1/292
Editors: Ing. J. Heijboer*
Ir. J. van den Hoonaard**Ing. F.W.J. van de Linde**
Final editing: G.J. Kleefmann, Rotterdam
Co-ordination: Ir. P.H.M.J. Langendijk**
Drs. H.A.C. Derksen-Zijm**
Ing. M. Roepius**
Drs. J. Blom and Dr. G. Seijger***
Illustrations: Ministry of Transport, Public Works and Water Management,
Geo-Information and ICT Department, Delft
Duo-Foto/Wim Kooyman, Heikant
Rothuizen van Doorn 't Hooft, Middelburg
Kombinatie Middelplaat Westerschelde V.O.F., Terneuzen
Authors (chapter): N.V. Westerscheldetunnel:
Ing. D. Grevink (18), Ing. J. Heijboer (2, 12, 17), J. van Houte (2), Mr. L.C. Makkinga (17)
Civil Engineering Division, Directorate-General for Public Works and Water
Management:
Drs. H.A.C. Derksen-Zijm (1), Ing. P. Fournier (15), Ir. J. van den Hoonaard (3, 6),
Ing. G. Kooijman (2, 3, 8, 13), Ing. F.W.J. van de Linde (14, 18),
Ir. N.M. Naaktgeboren (13), Ing. M. Roepius (11), Ir. E.J. Sonke (9, 10, 11, 12),
Ing. J.P.M. Verhoef (15), Ing. J.D. Vlasblom (10,12), Ing. J. de Vries (6),
Ir. G.M. Wolsink (5), Ir. E.W. Worm (4)Zeeland Department, Directorate General for Public Works and Water
Management, Middelburg:
Ir. T.J. Boon (2), Ing. C.L. Rockx (16)
Kombinatie Middelplaat Westerschelde V.O.F., Terneuzen:
Ing. H. Weigl (13), Dr. Ing. M. Thewes (14), Dipl.-Ing. H. Seidel (3)
TEC Tunnel Engineering Consultants, Veenendaal:
Ir. R.J. van Beek (9, 13)
GeoDelft, Delft:
Ir. M.Th. van Staveren MBA (7,8)
Noordhoek Diving, Zierikzee:
J.A. Stouten (11)
Proces Projectmanagers B.V. P2, Rossum:
Ir. H. Glas (3, 12)
TNO Bouw, Delft:
Ir. A.J.M. Siemes (6)
IBAS ICT, Houten:
N.C. Nass MIM RI (15)
CIT-group, Goes:
Mr. L.A. Smid (17)
BAK Consultants, Delft:
J. Bredenoord (17)
*
N . V .
W e s t e r s c h e l d e t u n n e l
* *
C i v i l E n g i n e e r i n g D i v i s i o n ,
D i r e c t o r a t e - G e n e r a l
f o r P u b l i c W o r k s a n d W a t e r M a n a
g e m e n t
* * * A . A .
B a l k e m a P u b l i s h e r s
Colophon
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 2/292
The Westerschelde
TunnelApproaching Limits
J. Heijboer1, J. van den Hoonaard2 and F.W.J. van de Linde2
1 N.V. Westerscheldetunnel2Civil Engineering Division, Directorate-General for Public Works and Water Management
A.A. BALKEMA PUBLISHERS / LISSE / ABINGDON / EXTON (PA) / TOKYO
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 3/292
English Translation: TransL Vertaalbureau, L. van Gerrevink-Genee & M. van Gerrevink, Warmond
Design: M.E.E. Bourgonjen, A.A. Balkema Publishers, Lisse
Typesetting: Charon Tec Pvt. Ltd. Chennai, India
Printing: Gorter, Steenwijk, The Netherlands
Binding: Callenbach, Nijkerk, The Netherlands
Copyright © 2004 Swets & Zeitlinger B.V., Lisse, The Netherlands
All rights reserved. No part of this publication or the information contained herein may be
reproduced, stored in a retrieval system, or transmitted in any form or by any means, electronic,
mechanical, by photocopying, recording or otherwise, without written prior permission from the
publishers.
Although all care is taken to ensure the integrity and quality of this publication and the information
herein, no responsibility is assumed by the publishers nor the author for any damage to property or
persons as a result of operation or use of this publication and/or the information contained herein.
Published by: A.A. Balkema Publishers, a member of Swets & Zeitlinger Publishers
www.balkema.nl
ISBN 90 5809 597 5
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 4/292
PARTNERS IN THE REALISATION OF THE WESTERSCHELDE TUNNEL
Ministry of Transport, Public Works and Water Management, The Hague, NL
• Directorate-General for Public Works and
Water Management, Civil Engineering
Division, Utrecht, NL• Directorate-General for Public Works and
Water Management, Zeeland Department, Middelburg, NL
Ministry of Finance, The Hague, NL
Province of Zeeland, NL
N.V. Westerscheldetunnel, Goes, NL
City of Borsele, NL
City of Goes, NL
City of Terneuzen, NL
Waterschap Zeeuwse Eilanden, Goes, NL
Waterschap Zeeuwsch-Vlaanderen, Terneuzen, NL
Zeeland Seaports, Terneuzen
Arcadis B.V., Arnhem, NL
Koninklijke BAM-NBM Beton- en Industriebouw B.V., Bunnik, NL
Bravenboer & Scheers B.V., Terneuzen, NL
Brückner Grundbau GmbH, Essen, D
CIT-Group, Goes, NL
Croon Electrotechniek B.V., Rotterdam, NL
De Lange Beton, Waalwijk, NL
Dibora GmbH, Germendorf, D
Efkon AG, Graz, A
SA. Franki Construct N.V., Liège, B
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 5/292
GEA Grenobloise d’Electronique et d’Automatismes, Meylan, F
GeoDelft, Delft, NL
Grontmij GeoGroep, Terneuzen, NL
Heijmans N.V., Rosmalen, NL
Herrenknecht AG, Schwanau, D
Hillebrand Konstruktiebedrijf B.V., Middelburg, NL
IBAS ICT B.V., Houten, NL
Jobse en Bos Architecten, Rotterdam, NL
KMW Kombinatie Middelplaat Westerschelde V.O.F., Terneuzen, NL
F. Koch B.V. Raadgevend Ingenieursburo, Goes, NL
Lamsonair B.V., Zeist, NL
Raadgevend Ingenieursbureau Lievense B.V., Breda, NL
Mabuwat B.V., Zwijndrecht, NL
Martens en Van Oord, Oosterhout, NL
Nebest, Groot-Ammers, NL
Noordhoek Diving Company B.V., Zierikzee, NL
Proces Projectmanagers B.V., P2, Rossum, NL
Philipp Holzmann GmbH, Neu Isenburg, D
Rothuizen van Doorn ‘t Hooft, Goes, NL
RPS BAK Consultants, Delft, NL
TBI Beton- en Waterbouw Voormolen B.V., Rotterdam, NL
TBI Beton- en Waterbouw Haverkort B.V., Apeldoorn, NL
TEC Tunnel Engineering Consultants, Veenendaal, NL
TNO Building and Construction Research, Delft, NL
Vogel B.V., Zwijndrecht, NL
Ing.-Büro Dipl.-Ing. H. Vössing GmbH, Düsseldorf, D
Wayss & Freytag Ingenieurbau AG, Frankfurt am Main, D
Wolter & Dros Groep, Amersfoort, NL
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 6/292
Table of contents
Foreword ixExplanation of Dutch terms xi
1. A Pioneering Mega Project: General Project Description 1
2. The Westerschelde Tunnel: History and Background 11
3. The Design of the Westerschelde Tunnel in a Nutshell 25
4. Safety 37
5. The Protection of the Westerschelde Tunnel Against Fire 51
6. A Life Span of at Least 100 Years 63
7. Geotechnical Circumstances 75
8. Access Ramps: Design and Implementation 87
9. The Tunnel Lining 103
10. Tunnel Boring Machines 123
11. The Boring and Tunnelling Process 143
12. Separation Plant and Boring Spoil 177
13. Cross Connections 189
14. Civil Fitting Out and Logistical Process 211
15. Tunnel Installations 229
16. Aesthetic Aspects 251
17. The Contract and Project Management 261
18. Maintenance Aspects 279
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 7/292
Foreword
After the Westerschelde Tunnel was opened in March 2003, the last 'islands' in
the Dutch province of Zeeland became linked to one another by permanent
cross-river connections. The realisation of this important traffic tunnel was a
long and challenging project. This book deals with many aspects of the course
taken by this project. The emphasis here is not in the first place on the decades-
long history leading to the realisation, but rather on the design and construction
of the Westerschelde Tunnel, as it took place since late 1995/early 1996.
The designers and builders are proud of what was eventually achieved: a
product of high quality that was realised within the agreed amount of time
while only minimally exceeding the costs! After all, the Westerschelde Tunnel isa unique project: a bored tunnel 6600 metres in length, consisting of two tubes
of more than 11 metres diameter each, with its deepest point at about 60 metres
below sea level. The geological conditions were very difficult: a relatively soft
soil consisting of sand and clay with an extraordinary composition.
Although the book also pays attention to the approach roads and the included
viaducts, the toll square, etc., emphasis is nevertheless mainly on the bored
tunnel. The 18 chapters deal with various aspects of the design and con-
struction. Next to a general description of the design, much attention is paid to
all facets that contributed to attaining an extremely high standard of safety. The
efforts made to guarantee a life span of 100 years are described, as well as the
maintenance necessary to achieve this during the operational phase. Several
chapters elucidate the boring process further, paying much attention to the
operation of the boring machines and the problems the builders experienced
during the implementation. The many tunnel installations, the controlling sys-
tem and the test trajectory that was necessary to prove its proper operation,
also receive attention. Aside from technology, however, the book also deals
with the experience with the Design, Build and Maintenance contract and with
the aesthetic sides of the design.
In particular, the authors have tried to make clear that many problems in the
design and setbacks during the construction had to be overcome before the tun-
nel could be opened to the traffic. The intention of the editors has therefore been
in the first place to pass on the experience gained, which could also be of interest
to other workers. Although technology is emphasised and the book has been
written primarily for those interested in the construction of large infrastructural
projects, the contents are also very interesting for non-technical readers.
We hope the editors of this book have succeeded in carrying out their intention!
Ir. J. v.d. Hoonaard Ing. J. Heijboer
Project Manager Westerschelde Tunnel Technical Director NV Westerscheldetunnel
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 8/292
Explanation of Dutch terms
NAP
In the Netherlands the altitude of structures is recorded in relation to NAP
(Normaal Amsterdams Peil). In English this is also called AOD (Amsterdam
Ordnance Datum). In this book the reference NAP has been used.
WESTERSCHELDE
The stretch of water referred to in the Netherlands as the Westerschelde, has
been translated in some maps as Western Scheldt. For ease of reference to
most maps, the term Westerschelde has been used.
PAS VAN TERNEUZEN
For ease of reference to most maps, the term Pas van Terneuzen has been used
which is synonymous with the Narrows of Terneuzen
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 9/292
1 – A PIONEERING MEGA PROJECT:GENERAL PROJECT DESCRIPTION
H.A.C. Derksen-Zijm
Contents of this chapter:
– ‘Tour de force’, a pioneering project
– Geology
– Boring machines
– Route
– The many advantages of the bored tunnels
– Long history
– Government as a shareholder in the NV
– Planning and costs
– Collection of tolls
i ht © 2004 S t & Z itli B V Li Th N th l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 10/292
2 The Westersch elde Tunnel
Introduction
The Westerschelde Tunnel is of great value to the Netherlands and the restof the Belgian hinterland as a permanent river crossing between Central
Zeeland and the mainland of Zeeuwsch-Vlaanderen. It forms the final link ina chain of permanent river crossings between the various islands ofZeeland. The bored tunnel has a length of 6.6 kilometres and runs fromEllewoutsdijk (Zuid-Beveland) to Terneuzen (Zeeuwsch-Vlaanderen). After
coming into operation in March 2003, the two ferry connections Kruiningen-Perkpolder and Vlissingen-Breskens were a thing of the past, and the‘crossing’ has become a lot faster. By opting for a (bored) tunnel, the shipping
through the Westerschelde to and from Antwerp remained uninterrupted,even during construction.
London
Paris
Rome
NetherlandsBerlin
Madrid
Fig. 1.1
The Netherlands in
Europe
North Sea
Wester-
schelde
Amsterdam
Rotterdam
Westerschelde
Tunnel
Zuid-Beveland
Zeeuwsch-Vlaanderen Antwerp
Brussels
Cologne
Düsseldorf
Essen
B
NL
D
Fig. 1.2
Location of the
Westerschelde Tunnel
in the Netherlands
i ht © 2004 S t & Z itli B V Li Th N th l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 11/292
’Tour de force’, a pioneering project
In many respects the construction of the Westerschelde Tunnel was a pio-neering project. Due to the length of 6,600 metres, the large diameter (the
internal diameter measures 10.10 metres) and the extremely deep positioning(up to 60 metres NAP) in combination with the complex geotechnical cir-
cumstances, the tunnel by European standards is quite unique. Exceptionaltoo, is that during the boring process the civil fitting out of the tunnel wasstarted directly behind the tunnel boring machines. This was also a reason
why the logistics of the project were a tremendous challenge.Extremely stringent safety requirements resulted, amongst other things, inthe construction of 26 cross connections between both main tunnel tubes,in which use was made of freezing technology. This technology had not pre-
viously been used in the Netherlands on such an enormous scale andapplied under such extreme conditions.For the construction of the WesterscheldeTunnel, trendsetting research was
carried out into the life span of the tunnel wall and the fire-resistance bymeans of heat-resistant cladding. In the Netherlands there were no stan-dards as yet for bored tunnels. The necessary experience of boring into softsoil (clay and sand) had already been gained elsewhere in Europe but, aside
from the Danish Störebaelt Tunnel, a bored tunnel of this magnitude hadnot previously been realised in soft soil in Europe.
Geology
The Westerschelde is 55 kilometres long and the width varies from
1.5 kilometres to 5.5 kilometres. It is a tidal river with an average tidal vari-ance of 4.5 metres. The bed of the river continually changes due to the sandtransportation as a result of the tidal current which causes erosion and
sedimentation. For a large part the tunnel is bored through Boom clay. Itslayer thickness varies from approximately 8 metres under the main fairwayto approximately 38 metres under Middelplaat. Below the Boom clay there
is sand, the so-called Berg sands.Above the clay deposit the sand and clay deposits alternate in variouscompositions and thicknesses. From recent sea sand and clayish sandto extremely tight glauconitic sand. At the main fairway, the Pas van
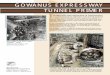
A Pioneer ing Mega Pro ject 3
Fig. 1.3
The finished tunnel
i ht © 2004 S t & Z itli B V Li Th N th l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 12/292
Terneuzen, the deposits above the Boom clay are practically missing. Thisfairway is maintained across a width of 750 metres at a depth of 20.5 metres
below NAP.
Boring machines
The tunnel was bored across its full length of 6,600 metres. For this, two bor-ing machines were designed and manufactured by the company Herrenknechtin Germany. For the circumstances in the Netherlands, basically two boring
methods are eligible: the slurry shield method and the earth pressure balanceshield method, mostly referred to as EPB. The slurry shield has a broad spec-trum of applications and can be applied not only in cohesionless, permeablesandy soils, in principle it can also be applied in cohesive, poorly permeable
4 The Westersch elde Tunnel
6,600 m
Bored tunnel
N A P ( A m s t e r d a m
O r d n a n c e D a t u m ) 0
10
30
40
50
60
20
Zeeuwsch-Vlaanderen Middelplaat Zuid-Beveland
Pas vanTerneuzen
Everingen Recent sea sand
Sand containing clay
Glauconitic sand
Boom clay
Berg sands
Fig. 1.4
The Westerschelde
Tunnel crosses
through different soil
deposits
Fig. 1.5
One of the two tunnelboring machines in
the factory at
Herrenknecht
i ht © 2004 S t & Z itli B V Li Th N th l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 13/292
clay. Primarily the EPB shield is suitable for boring through cohesive, poorlypermeable clay. Due to both soil types being present at the Westerschelde
Tunnel, the application of a slurry shield was most obvious.The bentonite slurry, that became available during the boring of the tunnel
tubes has been given an environmentally hygienic and economically justifiedpurpose. The bentonite slurry consisted of fine and coarse sand, glauconitic
sand and stiff clay, which mixed with each other during the boring in thetransition areas and were supplemented with the supportive fluid (waterand bentonite). In the separation plant the bentonite was recovered from
the mixture as much as possible, and reused in the boring process. Further,the possibilities were examined to reuse the cuttings. For the sand and claythis was considered as being an interesting option. The material that wasnot eligible for reuse, was spread over the Westerschelde.
Route
The entire Westerschelde Tunnel project encompassed the realisation ofa bored tunnel with access ramps, access roads at Zuid-Beveland and at
Zeeuwsch-Vlaanderen, a toll square at Zuid-Beveland and viaducts to safelycross roads, waterways and railways. The route of the access roads, the N62,starts at the northern end at the A58 between Goes and Middelburg and endsin Zeeuwsch-Vlaanderen with a connection onto the N61. The entire length
measures approximately 22 kilometres. For the time being the tunnel accessroads have mainly been carried out as single carriageways with a drivinglane of 3.50 metres wide per driving direction. However, in the design, consider-
ation has been taken into account of a possible broadening into a highway.This will probably be the case approximately fifteen years after being put
into operation, dependent on the increase of the traffic. It is expected that inthe first few years an average of 12,000 vehicles per day will make use of
the tunnel.
A Pioneer ing Mega Pro ject 5
Perk polder
A58 Goes
Bergen op Zoom
KruiningenToll square
Middelburg
N254
Vlissingen
Borssele
Breskens
WesterscheldeEveringen
Ellewoutsdijk
Pas van Terneuzen
Terneuzen
N61
N61Hoek
Dow
Sas van Gent
Middelplaat Westerschelde Tunnell
N254
Fig. 1.6
The route of the
Westerschelde Tunnel
and approach roads
The many advantages of the bored tunnels
There are a multitude of advantages to the bored tunnel. As a 24-hour con-
nection, a permanent connection is guaranteed, the travelling time through
i ht © 2004 S t & Z itli B V Li Th N th l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 14/292
6 The Westersch elde Tunnel
Fig. 1.7
Ferry between
Vlissingen and
Breskens
Fig. 1.8
The Westerschelde at
the tunnel location
i ht © 2004 S t & Z itli B V Li Th N th l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 15/292
the tunnel only takes five minutes. After the opening of the tunnel thetwo ferry services crossing over the Westerschelde were discontinued.
Before that, these caused an annual loss of about 27 million euro to thebusiness sector in Zeeland due to the waiting times. For the government
too, the tunnel means a saving on costs in the long run. By continuing theferries, the government would have had to provide a contribution to the
operating expenses of about 24 million euro annually, for years tocome. No consideration had yet been taken into account of the substantialcosts for the maintenance intensive ferry harbours, mooring facilities and
ferry squares and the replacement costs for the purchase of new boats.Now, after putting the tunnel into operation, the construction costs arebeing paid back over a period of thirty years and only the maintenance andmanagement expenses remain. Besides, the tunnel creates new opportun-
ities for the regional and national economy, in which the social importanceof a better accessibility counts; the shipping experiences no hindrance andthe landscape and the nature are affected as little as possible.
Long history
The permanent river crossing under the Westerschelde has an extremelylong history of initiatives and preparation. Benefit, necessity, choice of route
and particularly the financing of this mega project were subjects of discus-sions for many years. An initiative by the Provincial Council of Zeeland atthe end of the 1980s resulted in the determining of the route and a European
tender resulted in an offer by the contractor Kombinatie MiddelplaatWesterschelde (KMW). Then at the beginning of the 1990s, the Province setout to find public, private or public/private financiers. The results thereof
eventually led to the fact that the council of ministers agreed to the estab-lishing of a public limited company called NV Westerscheldetunnel in 1995.This NV was given the task to realise the river crossing and to take care of the financing and operations. In 1996 the Minister of Transport, Public Works
and Water Management on behalf of the NV, signed the Design-Build-Maintenance Contract with the combination of contractors.
Government as a shareholder in the NV
The ‘private’ structure of the company NV Westerscheldetunnel is quiteexceptional, with the government (95%) and the Province of Zeeland (5%) as
shareholders. This NV was not only responsible for the construction of thetunnel and access roads, but also for the technical management, mainten-ance and operation of the river crossing for a period of 30 years. TheWesterschelde Tunnel Act also makes it possible to charge toll fees in those30 years with which the costs of the tunnel are recouped within thirty years.
The Directorate-General for Public Works and Water Management ZeelandDepartment and the Civil Engineering Division of the Directorate-Generalfor Public Works and Water Management supported the NV during the con-
struction of the tunnel respectively in the spatial fitting-in planning, landacquisition and permits, and the supervision of the design and constructionprocesses. The Kombinatie Middelplaat Westerschelde (KMW) designed andconstructed the tunnel and will maintain it for the first 10 years. KMW is
made up of six construction companies: BAM Infrabouw BV, Heijmans NV,Voormolen Bouw BV (all from the Netherlands), the Belgian company FrankiNV and the German companies Philipp Holzmann AG (until 2002) and Wayss& Freytag AG.
A Pioneer ing Mega Pro ject 7
i ht © 2004 S t & Z itli B V Li Th N th l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 16/292
In the spring of 1999, KMW started the assembly of these boring machines.The actual boring process commenced in July 1999; a start was made on the
easterly tunnel tube, two months later this was followed by the westerly tube.
The access roads were worked on simultaneously to the boring of the tun-nel: at the end of 1998 the construction of the access road at Zuid-Beveland
was started, followed by that at Zeeuwsch-Vlaanderen in May 2000.Due to a number of technical setbacks during the boring in the period July1999 to mid 2000, it looked as if the delivery date of 15th March 2003 wouldnot be achieved and that the project would overrun by almost a year. During
consultations between the commissioning party and the contractor, a newdelivery date of 14th November 2003 was agreed. Part of this agreementwas that KMW was also stimulated (financially) to take acceleration meas-ures which had to make it possible to be finished before 14th November
2003. By eventually achieving a time gain of 8 months, KMW amply suc-ceeded in putting the tunnel into operation on 14th March 2003; one day
prior to the original delivery date. KMW achieved this time gain by startingwith the fitting out at an earlier stage than usual and by putting in a lot of extra equipment and manpower both during the boring process and the fit-ting out. In order to make this possible, a lot of attention was paid to the
8 The Westersch elde Tunnel
Planning and costs
The contract between the commissioning party – NV Westerscheldetunnel –
and the contractor – Kombinatie Middelplaat Westerschelde – was signed
on 29th June 1996. Since 15th July 1996 – the official commencement datefor the implementation of the contract – the client began with the details of
the necessary planning procedures, the land acquisitions and the obtainingof the various permits. The contractor started with the further elaboration of the design and the construction planning of the actual implementation.
The construction phase began at the end of November 1997 with the con-struction of the southern access ramp at Terneuzen, which also acts as thestarting shaft for both of the tunnel boring machines. The originally planneddelivery date was 15th November 2002. However, the ‘scope extension’ in
connection with the taking of extra safety precautions as well as problems inthe field of land acquisition, soon led to a new delivery date: 15th March 2003.
Construction site south
Commencement of implementation
Access ramp south
Tunnel boring process
Cross connections
Cellars
Heat-resistant cladding
Technical installations
Other fitting out work of the tunnel
Construction site north
Caisson
Access ramp north
Roads and engineering structures north
Roads and engineering structures south
Office building
Toll square
Completion
Demobilization
1997 1998 1999 2000 2001 2002 2003Fig. 1.9
Time schedule for the
construction of the
Westerschelde Tunnel
i ht © 2004 S t & Z itli B V Li Th N th l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 17/292
logistics of the construction process. In addition, all the installations whichwere originally provided in the northern arrival shaft or caisson, were
housed in an extra building at the access ramp causing a time gain of a fewmonths for the fitting out of the caisson.
The project budget amounted to about 750 million euro excluding VAT.Aside from the direct construction costs (approximately 635 million euro),
this amount also includes the costs associated with the land acquisition,permits, spatial fitting-in planning, personnel and consultancies, accommo-dation and insurances. The eventual budget spent is only about 6% higher
than originally estimated, an exceptional achievement for such a huge infra-structural project. Together with the operating costs (225 million euro) andthe maintenance (300 million euro) the total amount of expenses for thecrossing amounts to 1.3 billion euro, for the period until 2033.
Collection of tolls
The design of the toll square was tested in a simulating study of various traf-fic and logistical aspects. This was contributory for determining the requirednumber of toll booths and the differing payment systems. In the study, con-
sideration was also taken into account of busy (tourist) traffic intensities inwhich the traffic could jam up at a certain stage. The study provided a wealthof information which has lead to an optimization of the original design of the
toll square. Paying the toll occurs by means of cash, a credit card, a chipperor with an electronic identification and payment system, the so-called T-tag.With aT-tag the tunnel user passes the barrier gates without ‘stopping’. Thesystem has a transponder provided with an electronic code situated on
the inside of the windscreen of a vehicle. At the entrance to the toll portalthe code is read electronically by the reading device under the portal. Thiscode is transmitted to a computer which checks if the number exists and if
there is sufficient credit available on the subscriber’s Westerschelde Tunnelaccount. If this is the case, then the barrier gate is opened, the traffic light isset to green and the subscriber’s credit available is reduced by the toll tariff.The tariffs for a single pass as at 14th March 2003, amount to:
€ 4,00 for passenger vehicles and motor cycles€ 6,00 for passenger vehicles with trailer€ 15,00 for trucks shorter than 12 metres and higher than 2.50 metres€ 20,00 for trucks longer than 12 metres and higher than 2.50 metres
A Pioneer ing Mega Pro ject 9
Fig. 1.10Artist’s impression of
toll square
i ht © 2004 S t & Z itli B V Li Th N th l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 18/292
A subscriber’s discount of 25% is applicable.After the operating period of 30 years, the NV transfers the tunnel withaccess roads to the government for a nominal amount. From that time
onwards, the tunnel may be used free of charge.
10 The Westersche lde Tunnel
Fig. 1.11
Payment can be made
in various ways at toll
square
i ht © 2004 S t & Z itli B V Li Th N th l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 19/292
2 – THE WESTERSCHELDE TUNNEL:HISTORY AND BACKGROUND
T.J. Boon, J. van Houte, G. Kooijman and J. Heijboer
Contents of this chapter:– Aiming for a permanent river connection: the period 1930–1986– A new start – the route at Terneuzen: 1986–1995– Private financing halts, government decides: 1995–1996– The company NV Westerscheldetunnel explained in more detail
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 20/292
Aiming for a permanent river connection:the period 1930–1986
Already way back in 1931, the businessmen in Zeeland noticed the disadvan-tages of the inadequate ferry connections. They commissioned an outlineplan for a tunnel under the Westerschelde. It was a design for an immersedtunnel between Baarland and Terneuzen. After this first outline plan thingsremained quiet for a while. Only the Zeeuwsch-Vlaanderen Chamber of Com-merce repeatedly pointed out the inadequate ferry connections. A lot of
water would still flow through the Westerschelde before all the technical andparticularly political barriers had been overcome.
Delta Works increase the accessibility
The closing of the Westerschelde became topical when, after the flood dis-aster in 1953, the Delta Plan was drawn up. For the people and countrysideof Zeeland, the step-by-step closure of the sea gaps between the islands
12 The Westersch elde Tunnel
Fig. 2.1
Over the years manydifferent variations
were presented for apermanent cross riverconnection, several of which are shown here
Introduction
As a shipping route, the Westerschelde is the lifeline of Antwerp, and theunhindered passage to the harbours has also always been high on theagenda in Belgium. Simultaneously, the Westerschelde forms a natural
barrier between Zuid-Beveland and the southerly positioned Zeeuwsch-Vlaanderen which borders with Belgium. Zeeuwsch-Vlaanderen was thelast section of Zeeland’s ‘wealth of islands’ which, apart from the routeacross Belgian soil, and until the completion of the tunnel in March 2003,
was only accessible by ship. The tunnel under the Westerschelde brokethrough the isolation and formed the final link in the chain of dams andbridges between the various Zeeland islands.Why did it have to take up to the beginning of the 21st century before it
had come to this?
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 21/292
provided a better protection against floods. Initially the damming of theWesterschelde was also considered, but after the Belgians had exerted pres-sure, the idea soon disappeared. Although the Delta Plan was particularlydesigned to protect the south-western Netherlands from the sea, it also
gave the Zeelanders a great opportunity to improve the accessibility of Zeeland by constructing through-roads on top of the new crossings betweenthe islands. Where crossings were missing in the Delta Plan, the Province of Zeeland tried their best to construct them themselves and to finance themby means of charging tolls, as happened with the Zeeland Bridge across theOosterschelde. However, the bridging of the Westerschelde was extremelyexpensive. In this the government, who provided an annual contribution forthe operations of the ferries, was needed as financier. Intensive lobbyingwas started to convince the government that the construction of a perman-ent river crossing was of national importance. At that time, the successiveMinisters of Transport, Public Works and Water Management did not con-sider a permanent river crossing expedient; on the one hand because of the
high costs and on the other hand, because there was still no clarity aboutthe traffic development as a result of the Delta Plan.
Area with potential
In 1963 however, with a study on the basis of traffic prognoses, it wasproven that a permanent crossing was cost-effective; it would provide thecentral economical development axis from north to south. The Randstad,western Belgium and the north-west of France would be linked by it. Inresponse to the study, the Minister of Transport, Public Works and WaterManagement extended his co-operation in the undertaking of a study intothe best route. This provided six routes for a bridge connection and four for
a bridge/tunnel connection. The routes at the Belgian border were soonrejected due to their unfavourable positioning. The remaining routes wereconcentrated on:– a location lying to the east near Kruiningen. If this route was selected, the
ferry connection Vlissingen-Breskens could not be discontinued;– a central route near Terneuzen in which only a cycle/pedestrian ferry
would be needed in Vlissingen.
History and Background 13
Breskens
Oostburg
Terneuzen
Perkpolder
Hulst
Axel
Goes O o s t e r s c h e l d e
Bergen op Zoom
Kruiningen
Ferry
A n t w e r p
S c h e l d e - R h i n e
c o n n e c t i o n
Rotterdam
R .W
.5 8
Ferry
Belgium
Borsele
Veersegat DamEuropoort
Rotterdam
The Hague
Rotterdam
Zeeland Bridge
Middelburg
Vlissingen
Westerschelde
Fig. 2.2
Different routes were
presented
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 22/292
– a westerly positioned route, towards Vlissingen. If this route wasselected, the ferry connection Kruiningen-Perkpolder could not bediscontinued.
At all the locations except at Vlissingen, it involved a more or less stableshallow section in the Westerschelde which made combinations of tunnels,dams and bridges possible.
Bridge-tunnel combination at Kruiningen-Perkpolder
The Ministry for Transport, Public Works and Water Management managed topostpone the route selection by four years. In the spring of 1968 the contrac-
ting party ‘Combinatie Westerschelde (CWS)’ – the constructor of the ZeelandBridge – presented a plan for the financing, construction and operation of atoll connection between Kruiningen and Perkpolder for 230 to 275 million
euro with a planned design and construction time of 6 to 8 years. As a resultof this plan and the completion of the route studies, the Minister of Transport, Public Works and Water Management was more or less forced totake a decision and stated his preference for the route between Kruiningen-Perkpolder. This route was shorter and therefore cheaper than the preferred
route by the Province between Terneuzen and Ellewoutsdijk. Constructionwould be able to commence in 1973.The design by CWS consisted of an immersed tunnel measuring 1,980metres (12 elements of 165 metres) under the northerly fairway, an artificial
island with a harbour and construction dock for the tunnel elements onthe shallows of Ossenisse, and a double box bridge measuring 1,290metres long with a span of 160 metres over the southern branch-fairway.
The design was ready in 1972 but it appeared to be too expensive and thatis why the Directorate-General for Public Works and Water Managementundertook an optimisation adaptation. In this, the box bridge was replaced
14 The Westersch elde Tunnel
Cable gallery
150
2,500
1,250 11,200 900
4 , 5
0 0
1 0 , 2
0 0
25,800
11,200 1,250
3,500 3,500
150100
Fig. 2.3a
Cross section of
immersed tunnel near
‘Kruiningen-
Perkpolder’(distances/dimensions
in millimetres)
Fig. 2.3b
Longitudinal section
of immersed tunnel
near ‘Kruiningen-
Perkpolder’(distances/dimensions
in metres)
North
ahsl2.23
Immersed tunnel 1,572 m
msl
South
6.50
20.50
28.00
11.00
13.88
40.81 40.30
13.88
TE-1
TE-2
TE-3
TE-4TE-5 TE-6
TE-7
TE-8
TE-9
TE-10
alsl1.93
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 23/292
by a suspension bridge with a length of 1,400 metres and a main span of810 metres.
Further delay
However, implementation of the plan just never came about: politics appearedto be a factor which was (too) uncertain. The period 1972 up to the end of the1980s were marked by ‘highs and lows’. Sometimes very little seemed
to obstruct the realisation of the river crossing, and then again sometimes
History and Background 15
Fig. 2.4
A bridge as part of the
river crossing
Fig. 2.5
A bridge as part of the
river crossing
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 24/292
New insights
At the time that the reference design for the tunnel-dam-bridge river cross-
ing was almost ready in mid 1991, new ideas were being considered. The
idea of the river crossing being constructed as a bored twin-tubed tunnelacross the full width of the Westerschelde kept hogging the limelight andlooked more and more like a feasible option. A reason for the optimism,
amongst other things, was the results of a study into the costs of a variety
the opinion was that the project had no priority; was there no consensusabout the financing structure or did the economic tide flow in the oppositedirection?
A new start – the route at Terneuzen:1986–1995
With the completion of the Delta Works (in 1986) which was a majorimprovement of the north-south connections between the Zeeland islandsand South Holland islands, the plea for the construction of the missing link
across the Westerschelde however, became more pressing.In the late 1980s the Province of Zeeland stated their preference for thepresent central route, which runs from Terneuzen (Zeeuwsch-Vlaanderen) toEllewoutsdijk (Zuid-Beveland). Due to this more central positioning, both
ferry connections could be discontinued. In order to finance the project, theprovince considered the private sector. The reference-design in those years,as it did in 1972, looked a lot like the tunnel-island-bridge concept of the
Øresund Link in Denmark and encompassed an immersed tunnel under
the main fairway, a dam over the tide-land section of the Westerschelde(Middelplaat) and a bridge across the branch-fairway on the northern side.Incorporated in the design were both linked cable-stayed bridges and
suspension bridges, all with multiple main spans, as well as a suspensionbridge with a single main span.
16 The Westersch elde Tunnel
10 m 10 m
River-side
1 : 4
1:20
1:40
1 : 41:20
1:20
Sea-side
1 : 3 1:400.50
5.25
6.70
0.50
5.25
9.00
113.50m
400 m
Navigation channel
Headroom 43.0045.00
1,050 m
2,047 m
Total length
Main span385 m
Side span385 m
Side span
A variation of the
bridge-dam-tunnel
crossing taken from
the reference
design (distances/
dimensions in metres)
Fig. 2.6
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 25/292
of bored tunnels for a number of large infrastructural projects in theNetherlands. For financial reasons earlier bored tunnel designs were onlyconsidered as feasible with a single tube. However, from a safety point of
view such tunnels were not acceptable.
The boring of a tunnel became more attractive because there were also anumber of major objections for the tunnel-dam-bridge combination:
– the harbour at Antwerp could claim a substantial amount for the com-
pensation of the direct and indirect financial damages as a result of theblocking of shipping during the immersion operations and its prepar-ations (dredging activities);
– the impact on the environment and the landscape, particularly the dam-bridge section, was more and more a subject of discussions. The bottomof the bridge across the branch-fairway would be positioned at approxi-mately 40 metres NAP;
– the technical implementation of the immersed tunnel would take placeunder extreme circumstances (the enormous depth and the soil conditions
at the spot of the channel to be dredged, the tide and the current) and wastherefore not without risk.
Based on the above, it was also decided to draw up a reference-design for atwin-tubed bored tunnel across the full width of the Westerschelde. The mat-ter was urgent, because the tendering procedure would soon be started.
Due to the short period in which it had to be concluded, the reference-design therefore had a general outline character.
Reference design: bored tunnel
In respect of the tunnel-dam-bridge crossing, the horizontal alignment of the bored tunnel could be relocated into a direction which was more north-south; there was no need to cross the Pas van Terneuzen at right angles any-
more. Although the local circumstances had obviously not changed, it wasnecessary to carry out extra soil investigations in order to gain more insightinto the deeply positioned soil deposits in which the boring had to take
place. That is why extra drillings down to a depth of 70 metres below sealevel were carried out and the future boring route was subjected to seismicinvestigation.In the reference-design by the Civil Engineering Division of the Directorate-
General for Public Works and Water Management, the cross section of thetunnel consisted of twin tubes with an outer diameter of 12.98 metres, in
which the tunnel wall had a thickness of 0.65 metres. The interior would con-tain, amongst other things:
– a road surface on a concrete sheet with central support;– electrical equipment cellars situated below the road surface spaced 1,000
metres apart and a pump cellar at the deepest point of the tunnel;
– facilities such as heat-resistant cladding so as to realise the same level of
safety as in an immersed tunnel;– in the reference design, the two tunnel tubes were connected to each
other by cross connections every 500 metres. The electrical equipmentcellars were accessible from the cross connections. In order to gain access
to the pump cellars, separate annexes were provided.– A separate longitudinal escape corridor with emergency doors 100 metres
centre-to-centre, and a cable gallery above it.
To a major extent the vertical alignment of the bored tunnel was deter-mined by the necessity of adequate soil covering above the tunnel which
had to measure about the same as the size of the tunnel diameter.The bed
History and Background 17
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 26/292
of the Westerschelde moves and therefore a minimum value had to beassumed for the design-life span-duration of 100 years.This deepest posi-tion (the so-called ‘lowest enclosed’) is determined on the basis of meas-
urements during the period 1955 to 1990. Considering the fact that theposition of the bedding was ‘managed’ by maintenance dredging over thepast decades, it is highly unlikely that in the future larger fluctuations will
occur in the bedding position. It was therefore justified to take this period of 35 years as a point of reference. In order not to be confronted with unpleas-ant surprises, a safety margin of 2 metres was maintained. Together witha maximum slope of 4.5%, this led to a maximum depth of more than
50 metres (crest level of the tunnel) under the average water level locatedat the Pas vanTerneuzen and 35 metres below Everingen.In order to keep the depth of the starting and receiving shafts as shallow aspossible for the required bed covering, use could be made of surrounding
dykes that would be constructed. With this the length of the tunnel was also
determined at 6,474 metres.
Commencement of tendering procedure
In 1991 the Province of Zeeland requested companies to participate in thedesigning and tendering for the crossing, including access roads. Of the six
parties who reacted, two did not comply with the conditions set, the remainingfour were invited to submit their design and tender.Two parties responded tothe invitation: Kombinatie Middelplaat Westerschelde (KMW) and theKonsortium Westerschelde Oeververbinding (KWOV). They started with their
designs in the spring of 1992. The fundamental details and the reference limit-
ing conditions were used as a guide for this purpose; the reference design‘bored tunnel’ had been completed so late, that this was not issued to the con-tractors so as not to frustrate their design processes. At the end of 1992 it
appeared that they had both set their sights on a bored tunnel under theWesterschelde across the entire width, in which in a general sense, the designsby KMW and KWOV were comparable. Aside from that, KMW came with analternative plan which consisted of two bored tunnels under the fairways with
a dam in-between on Middelplaat. The three designs were evaluated and com-pared on the basis of a so-called multi-criteria analysis. Eventually the maindesign by KMW came up trumps because of the best price/quality ratio.
Original KMW design
The original design by KMW provided for a bored tunnel which consisted
of twin tubes with an outer diameter of 12.30 metres and a thickness of the
18 The Westersch elde Tunnel
12,980
1503,500 3,500
150
Cross connection – 500m
Cablegallery
Escapecorridor
4 , 5
0 0
100
12,98013,000Fig. 2.7
Reference design of
bored tunnel
(distances/dimensions
in millimetres)
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 27/292
lining being 0.45 metres. An important difference to the reference designwas the road surface which was not based on a supportive concrete sheet,but on a backfill of sand-cement stabilisation. Besides, the length of the tun-
nel was shortened to 6,315 metres. This was possible by reducing the soil
covering to 12 metres and by stabilising the bedding of the Westerscheldeby means of placing a stable ‘threshold’ up to 32.50 metres –NAP on thebedding of the Westerschelde at the position of the Pas van Terneuzen. The
design also provided for the fixation of the bedding on the northern side of Everingen.
History and Background 19
450
150 100 1503,5003,500
12,300
11,400 450
∼13,000
450
12,300
4 , 5
0 0
11,400 450
Cross connection – 500m
Cable gallery
Escape
corridor
Fig. 2.8
Original design
by KMW
(distances/dimensions
in millimetres)
Design is too expensive; alternatives are necessary
Although the offer by KMW was realistic and substantially lower than theoffer by KWOV, the price had to be reduced by at least 70 million euro
in order to make the project financially feasible as a toll charging tunnel.Since the optimization of the design (on costs) only led to marginal costeffects, the parties involved decided to develop an alternative and cost-reducing design. Of the developed alternatives, the following were con-
sidered feasible: a larger tunnel with a single tube and an alternativewhich involved two smaller tubes.
Tunnel with 1 tube
The outer diameter of the tunnel with 1 tube measured 13.50 metres,whereas the lining was about 0.50 metres thick. The design provided for aroad on two levels, one for each driving direction. In order not to have tobore too great a diameter, the structure gauge was reduced from 4.50 metres
to 4.20 metres. The width of the left-hand driving lane in the design was alsonarrowed from 3.50 to 2.75 metres. Only passenger vehicles would be per-mitted to make use of this narrower driving lane.
Twin-tubed tunnel with a smaller diameter
The second alternative consisted of a tunnel with two tubes with an outerdiameter of 11 metres and a lining with a thickness of 0.45 metres. Thechoice for the smaller diameter, as a result of the expungency of the
separate longitudinal escape corridor with cable gallery, made it possible to
disregard the construction of a stable ‘threshold’ on the bedding of theWesterschelde at the position of the Pas van Terneuzen. This design alsoprovided for the construction of cross connections every 500 metres. This
distance remained 500 metres based on the probabilistic calculations.
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 28/292
Private financing halts, government decides:
1995–1996
The alternative of the smaller twin-tubed tunnel meant a substantial costreduction in respect of the original design and was further elaborated upon.
Yet the project threatened to come to a halt again: the private financiersset – in view of the possible risks such as a lesser number of vehicle passesthan expected, or lower toll tariffs than desired – high demands on the yieldinsofar as they were prepared to take over risks.
The government therefore had to make a choice regarding the initiative toconstruct, either to take it on themselves or to continue contributing towardsthe operation of the ferries. Continuation including replacement of the fer-ries would cost the government about 24 million euro per annum for years
to come, and that is not even counting the maintenance costs of the ferryharbours and the replacement of the ferries. On the other hand there wasthe prospect that the construction costs of the tunnel would have beenpaid back after 30 years through an income from toll charges, and then only
20 The Westersch elde Tunnel
11,000
10,100
11,000
10,100450 450 450
(250 m)
450
∼12,000
Cross connection – 500 m
Cable gallery
150 150100
3,5003,500 4 , 5
0 0
Fig. 2.10
Bored tunnel with twin
tubes with a small
diameter
(distances/dimensions
in millimetres)
100150 1503,500 2,750
Cable
gallery
Escape
corridor
4 , 2
0 0
13,500
12,600450 450
Fig. 2.9
Alternative of
bored tunnel with a
single tube (distances/
dimensions inmillimetres)
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 29/292
management and maintenance costs would remain. In the long run it meantthat the construction of the tunnel would be cost-saving for the govern-ment. Besides, a tunnel connection is faster and more reliable than a ferry
connection: by constructing the tunnel, new opportunities could also be
created on a social and economic level. This consideration led to the decisionby the council of ministers on 29th September 1995 to take over all the rightsand obligations from the province and to take care of the financing of
the crossing themselves. To this end, a public limited company (NV) wasestablished with the government (95%) and the Province of Zeeland (5%) asshareholders.
Having this structure, the NV Westerscheldetunnel pays the invested capitalback with interest over a period of thirty years. The NV ’s income consists of toll charges (40%) and subsidies (60%). The largest provider of subsidies isthe government, who will supply more or less the same amount of money
to the tunnel during the operating period of 30 years, than it would havespent on the operations of the ferry crossings. The establishment of an NV
was also advantageous because the VAT could be claimed back with whichthe investment costs could be reduced.
History and Background 21
546
364
455
273
182
91
0
91
2001 2006 2011 2016 2021
P r e s e n t - d a y v a l u e o f t h e
i n v e s t m e n t s i n
m i l l i o n s o f e u r o
Investment to be recouped in 30 years Fig. 2.11
Investments to be
recouped
Definite go ahead: undersigning the contract
By the end of June 1996 they were finally ready: the Lower House ratifiedthe cabinet’s decision on the 27th of June and two days later, the Ministerof Transport, Public Works and Water Management on behalf of the NVWesterscheldetunnel which was being established, signed the contract with
the Kombinatie Middelplaat Westerschelde for the design, the constructionand the 10 year maintenance of the tunnel. KMW was made up by six com-panies: BAM Infrabouw BV, Heijmans NV, Voormolen Bouw BV (all from the
Netherlands), the Belgian company Franki NV and the German companiesPhilipp Holzmann AG (until 2002) and Wayss & Freytag AG.The contract with KMW was based on the ‘design, build and maintenance’concept. The responsibility for the design, the construction and the boring
process was therefore entirely vested in the contractor with the excep-tion of damages due to extreme risks such as earth quakes. The NVWesterscheldetunnel is finally responsible for a period of thirty yearsfor the construction, technical management, maintenance and operation
of the tunnel. The Directorate-General for Public Works and WaterManagement Zeeland Department and the Civil Engineering Division ofthe Directorate-General for Public Works and Water Management supportedthe NV in the coming about of the crossing. The Zeeland Department in
the field of spatial planning, land acquisition and permits, and the CivilEngineering Division of the Directorate-General for Public Works and WaterManagement with regard to the supervision of the design and constructionprocesses.
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 30/292
Brief: the project must not affect the national budget
The brief was however, that the financing of the project was not allowed toaffect the national budget. The establishment of an NV as a financing structurelends itself to this: the government lends money to a private company and
receives shares in return. The balance sheet thus has an account with a nil bal-ance. The money which the government lends to the NV is also invested ininfrastructure, whereby the loan is repaid via income from charging tolls. Toll
charging is not a government matter but for a private company and thereforethe establishment of a governmental NV was obvious. By establishing an NV
for the financing of the project, the construction of the Westerschelde Tunnelcould also be kept outside the government’s Long Term Programme for
Infrastructure and Transport (MIT). By including the project which cost morethan 680 million euro as part of the MIT, this would have meant that all kindsof projects in the busy Randstad (central-western Netherlands) would havehad to be postponed. Besides, the priority of the infrastructure policy lies in
the lessening of the congestion problems and the sorting out of infrastruc-tural bottle-necks. However, the construction of the WesterscheldeTunnel wasnot meant to sort out a bottle-neck, but to increase the accessibility, to stimu-late the economy of the Province of Zeeland and to increase the safety of the
river crossing. The project therefore had to remain isolated from the MIT andthat could happen by establishing an NV. Due to the fact that the government
took over the province’s initiative and transferred the province’s rights to theNV, it was also avoided that the contracting party which had already beenselected, would be out of the running and a new (European) calling fortenders would have had to be started up.
The company NV Westerscheldetunnelexplained in more detail
The fact that it did not appear to be possible to finance the tunnel privatelyand the idea that the government would be in a better position to bear therisks than the province (procedural risks and operating risks; the risks for the
design, boring and construction are contractually vested in the contractor),was the most important reason for the government to take over the province’sinitiative. Thus, in principle, the government decided to provide the financingfor the Westerschelde Tunnel itself. Besides, by employing the Civil Engin-
eering Division of the Directorate-General for Public Works and Water Man-agement for the supervision of the design and the implementation, a soundcontrol of the project was possible.
22 The Westersch elde Tunnel
Province of Zeeland(5% shares)
Board of Commissioners Government(95% shares)
NV Westerscheldetunnel(Client)
Directorate-General for Public Works andWater Management, Zeeland Department(Spatial Planning, Land Acquisition and
Issuing of Permits)
Civil Engineering Division, Directorate-General for Public Works and
Water Management(Design and Construction
Consultant and Supervisor)
KMW(Contractor)
Fig. 2.12
Organization chart of
the company NV
Westerscheldetunnel
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 31/292
Westerschelde Tunnel Act
Normally an NV is established by simply going to the notary and registeringat the Chamber of Commerce. For an NV in which the government is the mainshareholder, parliament must decide on this. This can occur by a notificationfrom the minister involved and a silent consent by parliament. In this case
parliament decided that there had to be a special Westerschelde Tunnel Act.A number of important stipulations in the Act are:
– the Act authorises the government to establish the NV;
– the Act regulates that the road, albeit the property of the NV, is a public
road and not a ‘private road’;– deviating from the existing law, the Act regulates that a toll may be
charged. The starting tariff and the annual tariff increase is limited by law;
– the Act regulates that province is the official authority where it concernsthe taking of traffic measures such as the introducing and/or maintainingof a speed restriction. Implementation is vested in the NV.
The existence of the NV is limited: after 30 years the investment should havebeen recouped. If that is not the case, for example because the number of
passes falls short, or when inflation is much lower during the operationalphase than during the construction phase, and an acceptable tariff increaseis not the solution, then the Act makes it possible to extend the period to50 years.
Possible contradiction of interests NV – government
The government’s NV, to a certain degree, makes it possible to operate inde-pendently from the regulations and procedures applicable to the govern-
ment. In this way the NV has a great deal of freedom to set up its ownorganisation and to adopt an own personnel policy. That makes it possibleto work in a manner which is efficient and geared towards the own require-ments. Further, the relatively big ‘distance’ between the NV and the Ministry
of Transport, Public Works and Water Management is of extreme import-ance, a distance which makes the operation of the NV less sensitive to pol-itical influences or internal developments within the Ministry of Transport,Public Works and Water Management. At the same time it also causes pos-
sible tensions and contradictions of interests: as a company, the NV has asingle main purpose and that is the making of profit. In view of this it is of importance to the NV that as many vehicles as possible make use of thetunnel. However, the government policy reflected in the Second Structure
Schedule for Traffic and Transportation (SVV-II), is geared towards the reduc-tion of trips by the motorist.Furthermore, the establishment of an NV called for a cultural shift: The
Directorate-General for Public Works and Water Management was employedby the NV as a consultant, by the way without payment. The Directorate-General for Public Works and Water Management has performed this taskoutstandingly. The NV took the responsibility, determined the rules and took
the decisions to do something or not and how to deal with it. The partywhich had always been the client, was now the consultant and that hasnever happened before in the history of public works and water manage-ment. In this sense too it involved a unique structure.
History and Background 23
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 32/292
3 – THE DESIGN OF THEWESTERSCHELDE TUNNELIN A NUTSHELL
J. van den Hoonaard, G. Kooijman, H. Glas and H. Seidel
Contents of this chapter:
– The route
– The tunnel
– Safety
– An unfinished symphony: the 150kV cable
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 33/292
The route
26 The Westersche lde Tunnel
Introduction
In the previous chapter the history of the origin of the river crossing wasdescribed as it was eventually realised. This chapter deals with the routeof the tunnel and access routes and the implemented design of the tunnelin a nutshell. For more information about specific subjects, reference ismade to chapters that deal more extensively on the relevant subject. Theroute of the river crossing starts on the southern side at the N61 inZeeuwsch-Vlaanderen and ends with a connection onto the N254 betweenGoes and Middelburg in Zuid-Beveland. The total length measures 22 kilo-metres. For the time being, the roads to and from the tunnel are mainlycarried out as single lane motorways, with one driving lane per drivingdirection. However, in the design and the reservation of land, consid-eration was taken into account. The tunnel and the access rampswere designed as 2 2 driving lanes due to reasons of safety. In respectof the traffic intensity, 12,000 motor vehicles per 24 hour period havebeen assumed (based on figures from the former ferry crossings), andan annual growth of 2% until 2015 and a growth of 1% per annumthereafter.
Middelburg/
Vlissingen
A58N665
Goes/ZierikzeeBergen op Zoom
’s Heerenhoek
Driewegen
Ellewoutsdijk
Borssele
Nieuwdorp
W e s t e r s c h e l d e
Oostburg/
Breskens
N61Hoek
Hulst
Terneuzen
Pas van Terneu
zen
Ev er ingenM i d d e l p l a a t
Fig. 3.1
Route of the river
crossing
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 34/292
Zeeuwsch-Vlaanderen
The route of the channel crossing connects at the southern bank onto the N61.The connection onto this east-west crossing in Zeeuwsch-Vlaanderen provi-
sionally takes place via a roundabout, but in the future – for an increasedamount of traffic – the intention is to carry out this connection through anoverpass with viaducts. The route runs northwards west of the canal zone of the Gent-Terneuzen canal. The positioning of the route is determined here bythe presence of the DOW Benelux industrial complex on the one side and thelocks complex of Terneuzen with lock approach and possible future extensionson the other side. Prior to the road passing the so-called surrounding dykearound the access ramp at a height of 6.5 metres NAP, it crosses the railwayline going to and from the DOW complex which is situated at surface level. Forthis overpass intersection – the road runs under the railway line – a specialviaduct was constructed in the form of a cable suspended U-shaped bridge.The surrounding dyke around the access ramp protects the tunnel against
floods from the polder located in the rear. On the other hand the dyke pro-tects the polders on both sides of the tunnel if the tunnel should fill up. Aftercrossing the surrounding dyke the road declines into the tunnel access rampat a maximum gradient of 4.5%.
Design of the Westerschelde Tunnel in a Nutshell 27
Zuid-Beveland
Coming from the tunnel, the road inclines onto the northern bank at a maxi-mum gradient of 4.5% to pass the dyke which here too surrounds the accessramp (6.5 metres NAP). At Zuid-Beveland the positioning of the route situ-ated at the surface level is mainly determined by a mud flat outside the dyke
on the one side, and the culture-historically important polders in Zuid-Beveland on the other side of the road. The road intersects – for the most parton the same level – the railway to the Sloe area, a number of local roads andwaterways and connects onto the N254 slightly to the south of Middelburg.
Fig. 3.2
Cable suspended
U-shaped bridge
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 35/292
Toll square
At the northern end of the Westerschelde Tunnel the central toll square is situ-ated at approximately 5 kilometres from the tunnel entrance. The design of
the toll collecting system makes it possible to pay in cash, with a credit cardand automatically, by means of a so-called T-tag. For a proper processing of traffic for the charging of toll, six lanes per driving direction were assumed.In the design of the toll square a number of components have been included:– a building with the central operating area for the toll square/the toll col-
lection and the tunnel operations;– a covered pedestrian bridge with stairs and lifts and a canopy structure;– an area for the passengers and drivers of buses;– the toll booths;– a car-pool area;– bus stops and the possibility for storing bicycles.
For the future, there are extension possibilities to provide a petrol stationand catering facilities. The toll square has been given a high qualityarchitectural image which links up to the total fitting-in in the landscaping of the route.
28 The Westersche lde Tunnel
Fig. 3.3
Artist’s impression of
the toll square
In Chapter 16 the architectural design of the toll square is dealt with.
The tunnel
It is clear that the accent of the river crossing lies in the tunnel section underthe Westerschelde. As was evident in the previous chapter, this sectionacross the full length, i.e. 6,600 metres, was carried out as a bored tunnel.
Horizontal and vertical alignment
The condition of the soil in a horizontal plane did not have such deviations so
as to be determinative for the route to be chosen. With the required horizon-tal curves Rh 1,500m on the northern bank and Rh 2,675m on the south-ern bank, the choice was made for the shortest possible connection betweenthe points of accretion (a straight line positioned almost north-south).
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 36/292
To a major degree the longitudinal profile of the tunnel is dictated by thecondition of the soil at the location of the Westerschelde. More about thegeotechnical circumstances can be found in Chapter 7.Further, the vertical alignment of the tunnel was determined by the follow-
ing limiting conditions:– the maximum permissible gradient of 4.5% with its associated maximum
and minimum radii of respectively 10,000 metres (crest vertical curve)and 2,500 metres (sag vertical curve);
– the minimum gradient required of approximately 0.15% with regard to thedrainage of e.g. leak water and the necessary discharge capacity of thedrains for fuel leaks, in cases of disaster with a petrol tanker;
– the minimum soil covering required.
For the necessary safety measures against flotation and bursting of the tunnel,a minimum covering of 10.5 metres was necessary. In connection with theuncertain positioning of the river bed (current), an extra margin of 1.5 metreswas placed on top, whereby the minimum soil covering maintained amounts to
12 metres. The maximum depth positioning of the tunnel therefore lies at thelocation of the Pas van Terneuzen, at a depth of more than 60 metres below NAP.
Design of the Westerschelde Tunnel in a Nutshell 29
1
23
45
6 78
9 10 11 12 13 14 15 16 17 18 19 20 21 2223
2425
26
Pas van Terneuzen Middelplaat Everingen
The alignment as seen from the South
As seen from the south, the road declines from the dyke surrounding the
access ramp (at approximately 6.5 metres NAP), with a maximum gradientof 4.5%, to the deepest point under the Pas van Terneuzen. Having the minimalamount of required covering, the road surface is situated at approximately57 metresNAP, a height difference of more than 63 metres. Here thetunnel, having its underside at approximately 60.5 metres NAP, is situatedfully in the so-called Berg sands. The maximum water pressure under the Pasvan Terneuzen – the deepest point – amounts to about 6.5 bar. The alignmentthen continues further with a minimal almost horizontal gradient. On thesouthern side of Middelplaat, the road inclines with a gradient of approxi-mately 3.5% to approximately 39 metres NAP (top of road surface). Here thetunnel lies in the middle of the clay stratum (Boom clay) which is present here.Under Middelplaat the alignment declines again at a gradient of approximately
0.33%, more or less in accordance with the course of the top of the clay stra-tum. In order to limit the depth positioning of the tunnel at the Everingen, thechoice was made not to follow the clay stratum as far as possible – which con-tinues to get deeper towards the north – and then to go through the sandy soils
Fig. 3.4
Representation of
alignment of the
tunnel
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 37/292
lying on top at the maximum gradient. Due to the higher positioning, the tun-nel cross section crosses the border layer between the Boom clay and the sandlying above on the northern side of Everingen over a long distance. Under thesouthern side of the Everingen, the positioning of the alignment is deter-
mined by the presence of loosely compacted sand. In this a larger soil cov-ering is maintained. Also, due to the longer alignment which is the result of this, the riprap discovered on the foreshore of Zuid-Beveland has beenavoided. From the deepest point under Everingen with the road surface atapproximately 47.50 metresNAP and the underside of the tunnel at approxi-mately 51.25 metres NAP, this has resulted in a gradient of approximately1% which turns into a maximum gradient of 4.5% until the highest point isachieved at Zuid-Beveland (the dyke surrounding the access ramp).By applying a permanent soil fill at the surface level above the tunnel – withthe usage of the surrounding dykes – the bored tunnel could be ended ashigh as possible. The depth positioning of the access ramps have thereforeremained limited.
The cross section
The tunnel is carried out as a motorway and consists of twin parallel tubesacross the entire length, having two driving lanes of 3.50 metres with a redresslane of 0.70 metres and safety barriers in each tube. In the open section of theaccess ramps up to the passing of the surrounding dyke, a reservation hasbeen made for a so-called overtaking lane which was easy to fit in due to thedistance between the tunnel tubes which was necessary for the boring process.
30 The Westersche lde Tunnel
Segmental lining, t 45 cm
Cross connection, every 250 m
Steel segment Cable trench
Installation basementCable gallery
approx. 12 m
10.10 m
Section in the area of a cross connection 11.33 mFig. 3.5
Cross section of the
tunnel with cross
connection
The boring diameter of the tubes measures 11.30 metres, whereas the inter-nal diameter is 10.10 metres. Both tubes are positioned spaced 12 metresapart which is approximately the boring diameter. Due to this, there was noquestion of influences between each other during the boring process. Inorder to limit the width of the access ramps, here the distance at the endingof the tubes was reduced to approximately 7 metres. Every 250 metres thetunnel tubes are connected by cross connections which serve as an escaperoute in cases of disaster. Originally the cross connections were spread 500metres apart based on a probabilistic safety approach. This distance was laterreduced to 250 metres based on a deterministic approach (see Chapter 4).The cross connections also make it possible for emergency services to reach
the location of an accident via the non-incident tube. The design and theimplementation of the cross connections are described in more detail inChapter 13.The section under the road surface, as part of the boring process, was filledwith a package of stabilised sand. A drainage tube at the bottom of the tunnel
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 38/292
tubes with filtering gravel around it, takes care of the necessary drainage.Under the road surface, in each tunnel tube a continuous cable gallery whichcan be walked through has been incorporated.The primary function of the cable gallery is:
– the housing of cables for the tunnel operations and possible third parties;– the housing of the fire extinguishing piping and the discharge piping of
the central pump cellars.
The cable gallery also provides access to the adjacent electrical equipment andcentral pump cellars and these areas can be ventilated via the cable gallery.The electrically powered service vehicles in the cable galleries are used forthe transportation of personnel and equipment.
The lining
The actual tunnel wall – the lining – is built up of tunnel rings with a lengthof 2 metres in the longitudinal direction. Each tunnel tube consists of 3,300of these rings. Then again, a single tunnel ring consists of 7 segments and akeystone and has a thickness of 0.45 metres. Therefore 3,300 8 26,400segments were required per tube; a total of 52,800 for both tunnel tubes.In view of the required life span of the tunnel lining, special demands wereset on the quality of the segments. More about this in Chapter 6. The designand the production of the lining are dealt with in Chapter 9.Each segment is provided with a surrounding neoprene profile whichmust guarantee an adequate waterproofing. The space between the excavatedsection and the lining, as part of the boring process, is filled with a groutmixture.Where the bored section connects to the access ramps, a choice was made
for a flexible connection in a horizontal as well as in a vertical direction. Thewaterproofing of this connection is ensured by a steel structure in which aso-called omega seal has been incorporated. The sealing force in the rubberseals of the longitudinal joints in the tunnel tube are guaranteed by perma-nent bolt connections across the first 30 metres.
The access ramps
Due to the various positionings of the soil deposits, the access ramps on thesouthern and northern side have been constructed in different ways. Theaccess ramp on the southern side was constructed within an artificial
polder. This was possible due to the favourable depth location of the Boomclay locally. Cement-bentonite walls were installed from the surface levelinto the Boom clay of which some were provided with a light steel sheet pil-ing. Here the clay stratum acted as a waterproof sealing layer.In the thus created pit construction, the level of the water was lowered tobelow the deepest construction level of the access ramp and after excav-ation of the construction pit, the construction of the actual approach structurecould follow. During the boring process, the southern approach also servedas a starting shaft for both of the tunnel boring machines.On the northern side at Zuid-Beveland, use could not be made of the Boomclay as a waterproof sealing. Here the choice was made for a pneumaticallyimmersed caisson measuring approximately 25 35 metres with a height
of approximately 24 metres. The remaining section of the access ramp is builtlike an open concrete basin structure. Here use was made of a constructionpit consisting of anchored sheet piling and underwater concrete. The basinstructure has a foundation of (tension) piles.Chapter 8 deals with the design and implementation of the access ramps.
Design of the Westerschelde Tunnel in a Nutshell 31
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 39/292
Taking into consideration the positioning, length and shape of the tunnel, a
number of facilities deviate from the usual types. For example, on bothbanks the tunnel is provided with a medium-voltage connection onto thepublic network. In principle, the installations for the power supply on bothbanks are identical.
32 The Westersche lde Tunnel
Fig. 3.6
The caisson during
immersion
The tunnel installations
The usual installations have been fitted in the tunnel, such as:– power supply;– lighting;– ventilation (tunnel and cross connections);– various pump installations;– traffic signposting and guiding;– fire extinguishing system;– emergency posts;– communication equipment.
Sand-cementbackfill
m e t e r
1 1 . 3 0
m
Jet-fan
Heat-resistantcladding
Roadway
Tunnel lining (0.45m)
Cable gallery with mini vehicle
Grout layer
Emergency post
Fig. 3.7
Cross section of a
tunnel tube
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 40/292
In the event of failure of the power supplies at either of both banks, each powersupply has sufficient capacity to continue the tunnel operations in a safe man-ner without interruptions. Both public networks are independent from eachother. The chance that both power supplies would fail simultaneously has been
calculated by the power company as being less than once in a hundred yearsand is thus practically negligible. Transformers and substations for the powerdistribution are present in the tunnel and the end buildings.In order to avoid total failure of installations in a single tunnel tube whenone of the two medium-voltage supplies fails, each medium-voltage supplyfeeds a section of the installations in its own tunnel tube and a section of theinstallations in the other tunnel tube. This has been taken into considerationin the connecting of tunnel installations onto the substations (low-voltagedistribution board).
Lighting and ventilation
Due to the extensive length of the tunnel it is possible to reduce the lightinglevel in the central section from the usual 200 Lux to 30 Lux. The transitionlighting at the entrance and exit zones are extended for this purpose inwhich counter beam lighting is applied at the entrance zone. The lightinglevel is increased in steps at the exit zone, from 30 Lux in the central zone via100 Lux up to 200Lux.Due to the great height there is a space of approximately 2.50 metres abovethe structure gauge and below the crest of the tunnel. This made it possibleto apply larger ventilators with a substantially higher yield than is com-monly used.More information about the technical installations in the tunnel are dealt
with in Chapter 15.
Safety
In the design of the Westerschelde Tunnel the safety aspect has been dealtwith extensively, on the basis of a probabilistic and a deterministic safetyconsideration. It is the first time that an integral safety plan has been drawnup, in which both for the construction as well as the operational phase,agreements have been recorded between all the relevant parties about theresponse to the question of how to act during serious incidents in the tun-nel. In principle most of the tunnel installations are meant to achieve the
required tunnel safety. Aside from the commonly used facilities mentionedbefore – the basic package of installations – additional measures have beentaken due to the specific character of the tunnel:– extra facilities to urge escape;– an extensive spectrum of communication mediums;– better recognition of emergency doors and emergency posts;– adaptations to the traffic guiding system which makes it possible to use
the non-incident tube as an escape route;– traffic dosage;– automatic (delayed) activation of the ventilation on speed drop
detection.
With all its facilities in the field of safety, the Westerschelde Tunnel is a so-called category I tunnel. This means that the tunnel is accessible to all traffic– also fuel tankers for example – except for the transportation of LPG, explo-sives and nuclear materials. For a category I tunnel, only a small number of
Design of the Westerschelde Tunnel in a Nutshell 33
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 41/292
restrictions are applicable in respect of the permitted transportations.Keeping this in mind, it is of importance that the structural integrity of thetunnel remains guaranteed during a large fire in the tunnel. This means thatthe lining must be able to withstand a fire lasting for 2 hours at a maximumtemperature of 1,350 °C. In order to make this possible, a heat-resistant clad-ding has been applied onto the lining. Based on extensive fire tests and alsodue to budgetary reasons, the eventual choice was made to carry out theheat-resistant cladding in the form of a spray-mortar with a thickness of 45mm.
Chapters 4 and 5 explain in more detail about the safety facilities and theprotection against fire in the tunnel.
An unfinished symphony: the 150kV cable
Originally the intention was to house a high-voltage connection (150kV) in the WesterscheldeTunnel as a replacement of the high-voltage cables located in the bed of the Westerschelde. The risk of disruptions to the continuity of the energy supply as a result of the great movements of the bedding of the Westerschelde and the busy shipping, would thus be substantially reduced.That is why the province agreed to the regional power company’s plans to combine a pair of high-voltage cables with the traffic link-up and by housing the 150kV cable connection in both cable galleries.
Abandoning the cable gallery
After the assignment was granted to KMW in June 1996 for the design and construction of the tunnel, in the first elaboration of the cable gallery, the space available to house all the planned cables and piping however,appeared to be exceptionally confined. The space required for the 150kV cable was a problem. Together with the power company, contractor and client, a closer investigation was carried out.It was important that the attention up until then was particularly geared
towards the danger of condensation in the cable gallery and not towards the effects of the high-voltage cables on the temperature. The first calculation of this heat-effect (1997) proved that the expected temperature increase would be to such a degree, that the various installations in the electrical equipment
34 The Westersche lde Tunnel
Fig. 3.8
Optimum recognition
of emergency doors to
cross connection
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 42/292
cellars, which have an open connection to the cable gallery, would be nega-
tively influenced. Indeed this problem could be solved, but that would bring about major unforeseen expenses in connection with the cooling of the cable gallery. Eventually it was decided to abandon the cable gallery and to suspend the cables in the traffic space outside the structure gauge.
Design of the Westerschelde Tunnel in a Nutshell 35
Fig. 3.9
Cable gallery
Fig. 3.10
Shipping on theWesterschelde
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 43/292
Costs estimation higher than expected: cut-back
In the autumn of 1998, the contracting combination provided an indicative costs estimate for the suspended and protecting structure. The estimate
was much higher than expected, particularly because a much heavier struc- ture appeared to be necessary than was initially presumed. In order to keep the costs low, it was decided to cut back on the protecting structure around the cables. Naturally this solution had to be tested regarding the require- ments in the field of safety and in light of this, it was decided to carry out arisk analysis.
Suspended structure is inadequate
The investigation soon proved that the solution used until then, whichinvolved a protecting structure would have been inadequate, certainly in
case of a fire. The protecting structure had been designed in the same man- ner as the suspended structure: if the suspended structure failed, the pro- tecting structure would also collapse. Besides, it appeared that when only one or some of the brackets with which the cables were suspended would fail, it would result in a domino effect: the cables would fall down over avery long distance. It was clear that a renewed basic design was needed and the contracting combination set to work on it.
Induction voltage and electro-magnetic fields: extra facilities necessary
In November of 1999, the contractor provided a quotation for the solution which was accepted by the client, for the suspension of the 150kV cables without protecting structure. However, the price was still much higher than the available budget. The contractor also provided a separate quotation for the protection of the electrical and mechanical facilities against induction voltage and electro-magnetic fields. Besides, the designed stops (steel cabi- nets) which had to prevent the cables from falling down over a long distance,had to be provided with heat-resistant material. They would otherwise, in case of fire, create a ‘heat bridge’ towards to concrete wall and could cause spalling towards the concrete. These complications caused a major difference in the client’s estimate.
High-voltage cable expunged
Due to the fact that, in view of the implementation planning of the entire pro- ject, the implementation would have to commence before the summer of 2000,not enough time remained to choose a new technical solution: the housing of the 150kV cable connection was expunged. This resulted in the ending of anine year period of research, designs and consultation since the technical limit- ing conditions were formulated. The moral of the story: There was much more at hand than initially could have been estimated, even by experts. Working with high-voltage cabling is extremely specialized work. It is therefore import- ant to chart all the relevant aspects (such as heat development, influence of magnetic fields, suspension and suchlike) and their associated costs, at a very
early stage. If that does not happen, then the danger exists that the one sub- optimum design replaces the other.
36 The Westersche lde Tunnel
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 44/292
4 – SAFETY
E.W. Worm
Contents of this chapter:
– Development of the considerations about safety in tunnels– Discussion on the level of safety for the Westerschelde Tunnel
– Probabilistic approach – definition framework
– Scenario analysis
– Explanation of the safety chain
– The safety chain in practice at the Westerschelde Tunnel
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 45/292
Development of the considerations about
safety in tunnelsUp to about the middle of the 1990s, the development of the considerationsabout safety could tag along ‘rather gently’ at the rate in which new traffictunnels were being designed and built. In a relatively trouble-free fashionand to the satisfaction of the various interested parties such as the emer-gency services, the requirements in the field of safety were met for each tun-nel project.In the initial years of tunnel construction in the Netherlands, the manner inwhich the entire tunnel design was envisaged, was particularly a question of practical insight: the emphasis in particular, lay in the taking of precautionswhich were known or which were assumed as being contributory to the safetylevel of the tunnel.
In the 1970s the probabilistic approach underwent major development. Inthis, the safety risk in a tunnel is based on a quantitative risk analysis. Thekey question to which the risk analysis must find an answer is: ‘given a setof facilitating safety precautions, what may still be the chance of a certaintype of accident and what consequences can be expected?’ This approach isgeared towards an extensive analysis of series of events and mistakes.
Discussion on the level of safety for theWesterschelde Tunnel
In the second half of the 1990s the considerations about safety in tunnels
gained momentum; not in the least due to profound discussions about thelevel of safety of the Westerschelde Tunnel, of which the design was alreadyat a well-advanced stage. The opinion arose that a consideration aboutchances (the probabilistic approach) does say something about the expected
38 The Westerschelde Tunnel
Introduction
In designing the Westerschelde Tunnel, a lot of attention was paid to thesafety aspects. The design therefore provided for a major number of
measures, of which the costs amounted to approximately 30% of the
entire construction budget. At the time that the design was already at a
well-advanced stage, intensive discussions about the level of the tunnel’s
safety led to an even further increase in precautions and to the setting up
of an integral safety plan. The principle of the over-all safety philosophy
which formed the brief for the design right from the start, is the so-called
‘safety chain’. Basically the chain contains the following links:
– pro-action: designing in such a manner that, the occurrence of a dis-
aster is ruled out as far as possible;
– prevention: reducing the chances and the consequences of a possible
disaster;– correction (also preparation): offers people the possibility of rescuing
themselves when there are no emergency services present as yet;
– repression: take precautions which make adequate emergency assist-
ance possible;
– aftercare : ensure a proper winding up and recovery to the original situation.
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 46/292
level of safety, but does not define what actually happens or respectively shouldhappen, when a disaster does indeed occur. Thus it was strongly argued that,besides the probabilistic approach with which the design of the WesterscheldeTunnel had been started, a way of thinking had to be dealt with which was
more deterministic in nature: the scenario analysis. In this an analysis is made,based on a limited number of described accident types, how road users bringthemselves to safety in cases of disaster and whether the emergency servicesare in a position to provide assistance in an adequate manner. With this, thescenario analysis gears itself specifically towards the ‘correction (self-rescuingability)’ and ‘repression’ links in the safety chain.
Safety 39
Development of smoke, heat andtoxic substances
Detection phaseReaction phase
Evacuation phase
Total available time
t
Intolerable climate
Tolerable climate
Fig. 4.1
Relationship of the
development of a fire
and the available
evacuation time
Aside from differences, also concurrences
The quantitative risk analysis (probabilistic approach), in fact is also ascenario analysis with the specific characteristic that the total spectrumof incidents is viewed in general terms and in very little detail, purely interms of chances and the associated quantitative consequences (number of casualties). The fact that the discussion about the level of safety of theWesterschelde Tunnel in the first instance, was concentrated on the differ-ences between both approaches instead of the concurrences, is not surpris-ing anyway: the quantitative risk analysis provides risk figures which anemergency provider cannot use very well. Simultaneously, it is awkward forthe designer to adopt an extreme scenario as a starting point for the tunnel
design, if it is not actually realistic that such a scenario would ever becomereality. In the meantime it is clear that the one approach is not better than theother: both will do justice to each other within an integral concept on safety.
Adjustments
In brief, there were vital criticisms from the emergency services onthe design of the Westerschelde Tunnel, in the way that it formed part ofthe contract which was signed in 1996. The result was, that the design onceagain had to be reconsidered critically by an independent institution, andthe level of safety was analysed in respect of a ‘self-rescuing ability’ (cor-rection) and ‘possibilities for emergency services’ (repression).
Eventually – after various investigations and reports – the decision was madeto take additional measures valued at approximately 45 million euro. Themost important conclusion was, that the number of cross connections hadto be doubled from 13 to 26. The total number of safety precautions that were
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 47/292
already provided for was valued at more than 102 million euro (included in acontract price of 494 million euro), and was thus increased to approximately147 million euro.The extra measures involved:
– a reduction in the distance between the cross connections from 500 to250 metres;
– wider emergency doors;– the introduction of a system in which the emergency doors open imme-
diately in the incident tube as well as the non-incident tube;– optimization of the use of the escape possibilities;– the automatic start-up of the ventilation system on detection of an acci-
dent; though having the possibility to interrupt this start-up process;– a greater layer thickness of the heat-resistant cladding;– replacement of the ‘New Yersey’ profile on the side of the road by a so-
called ‘Step barrier’ with which the chance of a vehicle tilting when collid-ing with the tunnel wall is reduced;
– an overtaking prohibition for all the non-passenger vehicle traffic;– the establishing of flexible maximum speeds (80 to 100 km/h, dependent
on the traffic);– the set-up of an integral safety plan: it is the first time that an integral safety
plan has been drawn up for a mega project such as the WesterscheldeTunnel, in which for the construction, as well as for the operational phase,agreements have been recorded between all the relevant parties aboutwhat to do during serious and less serious accidents in the tunnel.
Probabilistic approach – definition framework
The probabilistic approach considers safety in terms of risks. In order to be
able to make a statement about safety, a large number of accident scenariosare worked out on their chances and associated consequences. Risk can beseen as the chance of an unwanted event in combination with the conse-quences of that event. An actual differentiation here, is the one between‘individual risk’ (or localized risk) and ‘group risk’. The individual risk, showsthe chances of a person suffering a certain detrimental effect as a result of being exposed to a risky situation (expressed in chances per annum). Thegroup risk, shows the chances at a single point in time, of a group being of at least a certain size, becoming the victim of a disaster. Further, ‘external
40 The Westerschelde Tunnel
10 Gradient downwardHorizontal part
Gradient upward
Total tunnel
Averaged per km
Road users
Anyone in thevicinity of the road
1
101
102
103
104
105
106
107
108
109
1 10
Number of fatalities
Proposed standard
L i k e l i h o o d ( k m y
e a r )
100 1,000 10,000
Fig. 4.2
Accepted societal riskfor the Westerschelde
Tunnel
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 48/292
safety’ (outside the tunnel) and ‘internal safety’ (inside the tunnel) can bedifferentiated from each other. When it concerns external safety, the limitingvalue for the individual risk (the chance of a fatal accident in the vicinity of the road as a result of an accident on that road) is set at 1/1,000,000.
The orientating value for the group risk is set at p 102 /N2 per annum per km,in which ‘p’ stands for the chance and ‘N’ for the number of casualties as aresult of a single accident.
Internal safety
Aside from the people in the surroundings of the tunnel, the people insidethe tunnel obviously also run a risk. Tunnels reduce the safety issue for theenvironment, but internally they incite extra dangers. This particularly occursin situations with fire, where heat, smoke and toxic gases have very fewchances of escape, and also during explosions where major excess pres-sures can occur.Similarly to the external safety, other degrees of risk can be consideredhere, for which mainly the expectation value and the group risk can bementioned.The expectation value shows the chances per annum for the average num-ber of fatal victims amongst the road users as a result of tunnel-specific cir-cumstances: fire, toxic gases, smoke and explosion. For the internal safety of a tunnel, this degree however is barely normative: accidents with limitedconsequences, carry relatively less weight than accidents which perhapshave a small chance, but which have major consequences. The most import-ant norm is therefore the group risk, which gives an insight into the chancesof an accident with multiple casualties at the same time. Beforehand, no orien-tating value had been formulated for this internal group risk. Specifically
for the Westerschelde Tunnel this standard has been set at p 10
1 /N2 perannum per km.
Scenario analysis
The design and the organisation are analysed within the scenario analysis forits suitability in respect of a self-rescuing ability and providing emergency
Safety 41
Probabilistic approach
(quantitative risk analysis)
Deterministic approach
(scenario analysis)
– As many scenarios as possible (causes as well as consequences)
– Limited number of scenarios
– Working out the effects (therefore particularly quantitatively)
– Description of effects and (if possible) quantitative elaboration
– Assumptions of amongst others, chances of failure, frequencies, consequences, escape rates, arrival times
– Taking into consideration the ranges of escape rates, arrival times, etc.
– Purpose: calculating the individual risk and group risk. Emphasis on the searching for possibilities to reduce the chances
– Purpose: analyse accident processes with the emphasis on self-rescuing ability and emergency services. Emphasis on limiting the consequences
– Results in the form of quantitative degrees
of risk
– Results in the form of descriptions
(qualitative) and much less quantitative
– Analysis particularly leads to an optimized package of technical facilities
– Analysis particularly leads to an optimized package of facilities
Fig. 4.3
Overview of safety
considerations
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 49/292
services. From the entire spectrum of accident scenarios, this approach analy-ses some scenarios in fine detail in a systematic fashion. It is not the chancesand their associated consequences that are examined here, but the real acci-dent pictures and its associated life-saving possibilities: in case of a disaster,
how do road users bring themselves to safety, how long does it take and howlong would it be allowed to take? Do they get out of the car for example, andif so, do they walk in the right direction? Aside from this, this approach gearsitself towards the analysis of the input by the emergency services: are theemergency services in a position to provide services in an adequate fashion?In this, the scenario analysis gears itself specifically towards the links ‘correc-tion’ (self-rescuing ability) and ‘repression’ in the safety chain.
ALARA
In any case, there is a third angle to the approach of safety which is knownas the ALARA principle (As Low As Reasonably Achievable). Generally this
principle means, that during the whole design phase and on the basis of sound intelligence, possibilities must be sought in a practical manner toachieve extra safety measures with a minimum amount of extra investment;also when the tunnel has been analysed and found to be good both prob-abilistically and deterministically via a scenario analysis.
Explanation of the safety chain
The safety chain, which was mentioned in the introduction of this chapter,forms the foundation of the thinking about safety, as reflected in the designof the Westerschelde Tunnel. The first question that had to be answered washow a tunnel (or other infrastructure) can be designed as such, that the
chance of a certain type (preferably every type, of course) of disaster andaccident is simply ruled out. Prevention is better than cure, also where it con-cerns safety in tunnels. Naturally this does not only concern civil engineeringdesign measures, but also the safety regimen to be maintained.The moment that it is no longer gainful to use such technical (or organisa-tional) pro-active measures in the field of safety, the next link in the chain isre-examined: the taking of preventive measures. This concerns the organ-isational or design measures with which the chances of the occurrence of adisaster as well as the consequences of the disaster, are reduced.The third step concerns the corrective (or preparative) link within the safetychain: when, despite pro-active and preventive measures, unsafe situationscould still occur in the tunnel, precautions should have been taken or facilities
42 The Westerschelde Tunnel
Pro-action
Causes Effects
Prevention
Incident
Correction
Repression
Fig. 4.4
The ‘bow tie’ model:
left of the knot we find
the accident causes
which separately or
jointly may lead to the
incident; in the right
half are the effects
arising from the
incident
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 50/292
should be present which make it possible for the people in the tunnel to bringthemselves to safety, even before the emergency services are present. Inrespect of this link, the designer should pose the question as to how he canbring about a design to optimize the ‘self-rescuing ability’.
In the event that the self-rescuing by people is inadequate – a risk that can-not be ignored – the providing of adequate emergency services is essential.For that purpose repressive measures have to be taken and facilities mustbe present. A design should therefore take into consideration that the loca-tion of the accident or disaster must be optimally accessible for the emer-gency services such as the fire brigade, ambulance or police and that thereare means present which the emergency staff are able to use.The chain is complete with the ‘after care’ link, a link which includes every-thing that is necessary to return to the normal situation as fast as possible.
The greatest gain lies in the first few links of the safety chain
It is important to find a good balance in the spreading of the attention acrossthe various links in the chain as a whole, in which not a single phase may beneglected. However, it is essential to follow the chain ‘from top to bottom’ andto intervene as high as possible: it’s useless to worry about the number of fireextinguishing pipes, if you haven’t first thought about pro-active or prevent-ive measures with which the chance of (a certain type of) fire is avoided orsubstantially reduced. The taking of precautions in the first links of the chain,provides far more safety gain than precautions at the end of the chain.
The safety chain in practice at theWesterschelde Tunnel
The pro-active link: ruling out the chances
An important decision was taken already in the plan study phase, which cancertainly be marked as being pro-active: the decision to construct a tunnel
Safety 43
Fig. 4.5
The Westerschelde is
the lifeline of the
harbour at Antwerp
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 51/292
across the entire width of the Westerschelde. The use of the tunnel indeedintroduced a certain risk, but by discontinuing the ferry connection, there’sa greater reduction of risk: the shipping which is getting busier across theWesterschelde is avoided.
Twin tubes: no head-on collisions
In general, the road casualties do not occur on roads that have separateddriving directions, but on roads that are not separated and the chance of ahead-on collision exists. The decision to construct twin tunnel tubes, one foreach driving direction, was therefore an extremely fundamental (pro-active)choice, whereby roughly 90% of the potential accident chances were ruledout in one fell swoop: under normal circumstances the chances of a head-on collision in the Westerschelde Tunnel is practically ruled out. Only inexceptional situations – for example, during the undertaking of mainten-ance in one of the two tunnel tubes – there could be two-way traffic. In orderto avoid accidents in such situations, special safety precautions have been
44 The Westerschelde Tunnel
Fig. 4.6a and b
Head-on collisions are
almost entirely ruled
out: every driving
direction is housed in a
separate tube
(a)
(b)
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 52/292
taken. Besides, maintenance activities are only carried out in the eveningsand at night, when there is an extremely low traffic flow.Precautions have also been taken to rule out the chances of head-on colli-sions on the access roads that have two driving lanes: a central reservation
with a barrier gate or crash barrier separates the two traffic flows.Aside from the prevention of head-on collisions, the accommodation of thetraffic in two tubes also has another major safety advantage (yet not pro-active, but preventive): in case of fire, the smoke that is released, can beblown out of the tunnel in the driving direction by means of the jet fanspresent in the tunnel. The cars driving towards the fire can stop, but are notenveloped in smoke because that is being blown away from them. Strandedmotorists can leave the tunnel safely. The cars on the other side of the firedrive on and don’t experience any hindrance. When the traffic from bothdirections is accommodated in a single tunnel tube, such a solution is notpossible and the smoke must be discharged in another way: via a smokechannel above the roof of the tunnel tube, for example as in the tunnels in
the alps.Regarding the hazards of fire, applicable in the Westerschelde Tunnel for thatmatter, there is a prohibition for the transportation of LPG, extremely toxicsubstances, explosives and nuclear transports. These pro-active ‘organisa-tional’ precautions also eliminate certain types of accidents.
Preventive link: reducing the chances and consequences
Height detection takes place long before the entrance to the tunnel. When avehicle is too high, then this is indicated with a traffic light. Besides, beforethe traffic drives into the tunnel – which not only concerns trucks – it can be
brought to a standstill by means of barrier gates. Trucks and vehicles withtrailers are prohibited to overtake in the tunnel. Only passenger vehicleswithout trailers may make use of both driving lanes in the tunnel.In the transition zone at the entrance, the cladding of the tunnel walls iscarried out in a reflective material to gently facilitate the transition from lightto dark. The level of lighting in the tunnel can be adjusted automatically ormanually. The entrance lighting is a counter beam light which takes care of a gradual transition of the level of light from outside to the level of lightinside. Besides, the slanted ingress of light – contra to the driving direction –results in good visibility (contrast) of the traffic ahead. Automatic detectionsystems continually supply information about the CO content as well as thevisibility in the tunnel tubes. The tunnel is provided with a reversible longi-tudinal ventilation in order to ventilate the tunnel artificially, in case the
maximum allowable air pollution is exceeded in the tunnel, and to dispelsmoke and gases in cases of disaster.The tunnel is continually monitored from a control building with a closed-circuit video system. Intercom (which is present in the main tunnel tubes aswell as the cross connections), loud speakers, telephone connections, high fre-quency radio communication systems (HF) and a normal radio reception of FMtransmitting stations ensure that communication is always possible with theoutside world. Besides, GSM communication is also possible in the tunnel.The power supply for all the equipment present in the tunnel is providedby two independent plants on either side of the Westerschelde. In the eventof a power failure on the one bank, at least half of all the systems remainfunctioning normally anyway. If the plants on both banks fail simultan-
eously, then a temporary power plant (by means of batteries) provides powerto the most crucial sections of the tunnel. This ensures that a minimumamount of lighting and control of the tunnel is guaranteed during the periodthat is required – if the situation so requires – to clear the tunnel of traffic.
Safety 45
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 53/292
Safety during fire
The road surface is provided with dense-graded non-porous asphaltic con-crete. Extremely open-graded asphaltic concrete was not an option for thetunnel, because this increases the so-called evaporation surface and thusincreases the risk of explosion hazards if fuel or volatile substances end up
on the road surface. The diagonal slope of the road surface ensures that thesubstances such as leaking fuel flow into the gutter at the side of the road asfast as possible. From there it is discharged to one of the two explosion-safestorage tanks under the tunnel.The lining has a special heat-resistant cladding to protect the concrete liningfrom heating up quickly and excessive temperatures that could causethe concrete to spall. (See Chapter 5 ‘The protection of the WesterscheldeTunnel against fire’.) This is how the collapse of the concrete structure isprevented.The pump installations present in the tunnel take care of the discharging of rainwater, fire-fighting water and dispelled substances. In the access ramps,main pump cellars have been constructed through which the rain water from
the open access ramps is discharged. Central pump cellars at the deepestpoints of the tunnel catch the leak water and suchlike that has been driven in,and discharge it to the main pump cellars. These drain the waste water (puri-fied if necessary) into the open water nearby. ‘Clean’ water – not polluted bythe road traffic – is caught in separate water cellars and drained directly.‘Dirty’ water is discharged via a purifier. Hazardous substances are tem-porarily stored by the pump installations and are discharged in an alternativemanner, for example, to a special reservoir outside the tunnel, in a tanker ora tank ship. The continual excess pressure ventilation in the pump cellarsprevents hazardous explosive gases from spreading out of these cellars.
Traffic controlling
The tunnel is provided with a traffic controlling system that controls and
guides the traffic in cases of a breakdown or a disaster. With this system it ispossible to:– clear the left-hand driving lane within a matter of seconds;– block a driving lane;
46 The Westerschelde Tunnel
Fig. 4.7
One of the jet-fans in
the tunnel during the
fitting out phase
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 54/292
– set a speed restriction;– stop the traffic;– close off the tunnel;– effectuate contra-traffic in the tunnel tubes;
– prevent the cause of a traffic jam in the tunnel by admitting incoming traf-fic in doses.
Congestion is detected timeously via the traffic detection loops in the roadsurface and the closed-circuit video system cameras. With this information,the tunnel operators can take traffic controlling measures, for example bysetting a speed restriction via the matrix boards in the tunnel to indicate orwarn about the traffic jam or accident. A vehicle that drives too slowly or isstanding still can also be signalled by the detection loops. The control roomwarns the traffic about this via the public address system and traffic controlmeasures.Under the road surface there is a cable gallery and electrical equipmentcellars which are completely separated from the traffic tube. All the facilitiesfor the operation of the tunnel are housed in here. Due to the separation, thecarrying out of maintenance activities on the systems for the operation of the tunnel, does not cause unsafe situations for the traffic. The ventilationsystem in the cable gallery ensures there is a permanent excess pressureso that smoke or hazardous fumes that occur during a fire in a tunnel tube,cannot spread into the cable gallery.
Correction and repression: self-rescuing ability and providingadequate emergency services
At every 50 metres in both tunnel tubes, there is an emergency post withan intercom system, fire extinguishing system and other facilities. The
Safety 47
Fig. 4.8
Emergency post
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 55/292
extinguishing system works automatically: when the nozzle is removed, thepumps start and the system reaches an active pressure. When an emer-gency post is opened this is signalled in the control room, then the camera,which is directed towards the relevant tunnel section, automatically zooms
in. The tilting outwards of a fire hose reel, the removal of a powder extin-guisher and the depressing of the activating button in the emergency posts,are treated as a fire alarm. Water from the fire hoses is mixed with a foam-forming agent so that, aside from normal fires, fuel fires can also be extin-guished. All areas in the tunnel and the controlling building are providedwith a fire detection system.
Cross connections
In cases of disaster, the cross connections serve as an escape route for roadusers to the other tube and as an access for the emergency services. The
48 The Westerschelde Tunnel
Fig. 4.9 The access door to a
cross connection
Fig. 4.10
The interior of a cross
connection
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 56/292
escape route is clearly marked. The accesses from the tunnel tubes to thecross connections are provided with fire-retarding smoke-resistant doors. Inthe cross connections, the ventilation system ensures there is a slight excesspressure so that no gases or smoke can enter. The clean air is inducted fromthe other tunnel tube where there is no disaster. Every cross connection hasan intercom system.The maintenance personnel can make use of a (locked) escape route from the
plant rooms under the road surface to the tunnel tube. This hatch in the road-side is unlocked only after the tunnel tube/driving lane has been cleared.To be able to ensure that the emergency services can reach the tunnelquickly, separate service roads have been provided to the access ramps.
Safety 49
Fig. 4.11
Fire brigade drill in the
tunnel
Fig. 4.12
Fire brigade drill in
Switzerland
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 57/292
The emergency services have emergency plans which are recorded as strat-egy scripts. These describe exactly who acts with what means.The tunnel control room has a direct telephone line to the central controlroom of the emergency services. In cases of disaster, the tunnel operator can,
per tunnel tube, activate a pre-programmed emergency programme via anemergency button. With this the following scenario comes about:– both tunnel tubes are closed to incoming traffic with barrier gates;– the ventilation in the disaster tube blows the smoke and possible haz-
ardous fumes out in the driving direction;– the tunnel lighting is switched to a maximum level;– the left-hand driving lane in the tunnel tubes is marked with a cross, and
the speed of the traffic in the right-hand driving lane is reduced to30km/hour;
– the emergency doors to the cross connections are unlocked and the ven-tilation in the cross connections is started up;
– escape routes to the cross connections are indicated;
– motorists in the non-incident tube are warned about pedestrians on theroad;
– the fire extinguishing pumps start up.
The tunnel operator can always manually intervene in the emergencyprogramme, per individual system.
50 The Westerschelde Tunnel
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 58/292
5 – THE PROTECTION OF THEWESTERSCHELDE TUNNELAGAINST FIRE
G.M. Wolsink
Contents of this chapter:
– The brief: the RWS fire curve
– Factors which are dangerous for the structural integrity
– Immersed tunnels versus bored tunnels
– In search of a fire protection for the Westerschelde Tunnel
– Taking the application of facilities into consideration
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 59/292
The brief: the RWS fire curve
The traffic tunnels in the Netherlands where the transportation of hazardous
substances are permitted, comply with the requirement that the structuralintegrity of the tunnel (wall) remains guaranteed during and after the fire of a (petrol) tanker with a contents of approximately 45,000 litres of petrol.Generally speaking, this means that the tunnel may not collapse, while thedamage caused can be safely repaired. The curve is related to a fire duration of 2 hours which is a consequence of the rate of heat release which is relatedto the ‘size of the pool’. For such a fire, the burning load has an averagevalue of approximately 200 MW (with a top value of approximately 300 MW);this scenario has led to the definition of the RWS curve.The RWS curve is the most stringent in comparison to some other curvessuch as the ISO-834 standard fire curve, the Eurocode 1 for a hydrocarbonfire and the German RABT curve. The curve rapidly rises to a temperature
higher than 1,200 °C.In order to protect concrete structures, insulation materials can be applied.However, many standard insulation materials in the building industry are notresistant to temperatures above 1,200 °C and would melt. It does happen
52 The Westersche lde Tunnel
Introduction
All traffic tunnels in the Netherlands must comply with fire safety require-ments. The Ministry of Transport, Public Works and Water Managementdemands that the structures must withstand a (hydrocarbon) fire for twohours in which the temperature rises up to 1,350 °C, a situation which isreflected in the temperature-time curve for simulation of fires by theDirectorate-General for Public Works and Water Management (RWS curve).In order to protect a structure against such a fire, the immersed tunnels inthe Netherlands are provided with a heat-resistant cladding which is approx-imately 27 mm thick. This cladding prevents too high an increase in the tem-perature of the concrete and particularly the reinforcement inside it which isof vital importance to the strength of the structure.For bored tunnels, thanks to the circular shape and the rather massive normal
forces present, the reinforcement is of lesser importance for the strength ofthe structure in the operational phase than for immersed tunnels. Here thereinforcement is particularly necessary to limit damage during the building-inof the segments. In case of fire, it is therefore not so important for bored tun-nels if the reinforcement maintains sufficient strength and stays put in‘healthy’ concrete – whereas this would be essential for immersed tunnels.For bored tunnels, the criterion particularly applies, that in order to guaranteethe structural integrity, the concrete segments may not be too disintegratedin thickness through the spalling of concrete as a result of high temperatures.Further, the damage must be reparable in a safe manner.The spalling factor is a phenomenon which goes hand in hand with thequality of the concrete: the greater the density of the concrete, the moresensitive it is to spalling. The concrete of immersed tunnels is not so sen-
sitive to spalling because of the lower concrete quality.In any case, at the start of the Westerschelde Tunnel project, very littlewas known about the spalling factor, and that meant that a great deal ofknowledge had to be gained in a short space of time, in order to protectthe tunnel against massive fires.
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 60/292
therefore, that certain insulation materials do indeed perform well when theother fire curves in the figure are dealt with, but they function inadequatelyunder the circumstances which occur during a fire in accordance with theRWS curve. For the structural integrity of the tunnel – in relation to the dan-ger of spalling concrete – it is particularly the rate at which the temperatureincreases shortly after the coming about of the fire which is of importance.Besides, the maximum temperature attained and the duration of the fireplay an important role.
Factors which are dangerous for thestructural integrity
In the period prior to the construction of the Westerschelde Tunnel theamount of attention paid to the fire safety of tunnels (read: immersed tun-nels) was confined to the reduction of the concrete strength and the tensilestrength of the reinforcement steel as a result of high temperatures. Thethird factor – spalling – was simply not in the picture, because for immersedtunnels, the lower concrete density hardly played any role (having beenproven in fire tests).As a result of two fires in the Netherlands, being under a viaduct and a smallunderpass, the factor was brought to the attention of the Directorate-General for Public Works and Water Management and an investigation was
initiated. The potential seriousness of the phenomenon was confirmedshortly thereafter, by a fire in the tunnel boring machine during the construc-tion of the Great Belt Tunnel in Denmark (1994) and the fire in the Channel
Protection of Westerschelde Tunnel Against Fire 53
4
3
2
1
4
3
2
1
RWS curve
RABT curve
Hydrocarbon (EC1)
Standard (ISO-834)
12011010090807060504030201030
200
400
600
800
1000
1200
1400
1200
1200
10141068 1078
928
867
482
556
658
761822
925
1080
13501300
1200
10801029
986
13001260
Time (min)
T e m p e r a t u r e ( º C )
5
Fig. 5.1
Various fire curves
Ring 1158
TBM tailwith brushes
1156 1153115411551157
130mm
170mm 270 mm200mm200mm
Fire ring 1 65432
Jack almost at theend of the stroke
Fig. 5.2
Damage to the Great
Belt Tunnel in Denmark
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 61/292
Tunnel (1996). In the fire of the latter, it appeared that concrete had spalledlocally over almost the entire thickness of the lining. Afterwards, at the firesin the Mont Blanc Tunnel (1999) and the Tauern Tunnel (1999) again it wasclear that concrete can be sensitive to spalling.
The complexity of spalling behaviour
The spalling of concrete manifests itself in various degrees: sometimes itstays limited to a local development of damage which stops after a while.On the other end of the ‘spectrum’ there is spalling behaviour with an explo-
sive character which moreover results in a further development of damagein time.The sensitivity for the spalling of concrete is dependent on, amongst otherthings:– the rate at which the temperature rises per unit of time;– the density of the concrete; at a greater density (correlates with higher
pressure strengths) concrete is far more sensitive to spalling. The highconcrete quality is most desirable in view of the requirement of the 100year life span, but at the same time, it makes the concrete more sensitiveto spalling;
– the compressive stresses present: the greater, the more sensitive;– the moisture content of the concrete.
The spalling factor is extremely complex. That is also why it is not possibleto predict the phenomenon on the basis of calculations with any accuracy.That is why the perception of the phenomenon was and is mainly of a quali-tative nature.
54 The Westersche lde Tunnel
Fig. 5.3
Damage to the
Channel Tunnel
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 62/292
An important aspect which plays a vital role in the spalling of concrete, is therapid evaporation of water present in the concrete, whereby steam-formingoccurs in the concrete. Dependent on the degree of permeability for watervapour, high compressive stresses build up in the pores of the concrete and
tensile forces appear.In any case, the nature of the system of pores changes considerably at anincreasing temperature and it is particularly this aspect which makes thespalling phenomenon difficult to calculate. Further, the occurring temperaturegradients also cause tensile forces as well as minor difference in coefficients of expansion between the composite parts of the concrete at high temperatures.If the increasing of the temperature – as a function of time – remains belowa certain threshold value at a particular place in the concrete, there will besufficient time for the steam to escape from the concrete without causingmajor tensile forces. Aside from that, dry concrete is substantially less sen-sitive to spalling than concrete which contains water. Although – given a certainquality of concrete, a fire curve, the size of tensile forces present, etc. –
it is not known exactly, below which moisture content minor or no spallingoccurs.The fire tests undertaken in view of the Westerschelde Tunnel project, werecarried out with concrete specimens with a ‘natural’ moisture content. Thismeans that the specimens were sealed with plastic foil after being demoulded,so that no water could evaporate, but also that no water could enter from out-side. This provided a well defined starting point regarding moisture for thespalling test, which justified the circumstances expected in practice: the con-crete of the lining of a water-restraining tunnel will sooner become wetter thandrier in the course of time. An exception to this is perhaps formed by a rela-tively thin zone of 10 to 20mm near the concrete surface on the inside of thetunnel. However, it appears that this dry zone does not prevent the spalling of concrete: in some of the tests carried out on behalf of the WesterscheldeTunnel, scales measuring approximately 50mm thick chipped off the concrete.Intrinsic to the factor of spalling, is that important scale effects are present.Each time, both in the laboratory and at the fire in practice, it appeared thatthe spalling had advanced the most in the middle of the tunnel elements.The damage near the edges has the tendency to lag behind a great deal. Thiscan be explained due to edges having a different temperature and stressdistribution than in the middle of a plate. For the carrying out of the spallingtests this consequently meant that the specimens must be rather large.
Immersed tunnels versus bored tunnels
As already pointed out in the introduction, the function of the reinforcementin the lining of the bored tunnels to be (or are) built in the Netherlands dif-fer substantially from the function of the reinforcement of the concrete of immersed tunnels. Generally this means that the perpetual functioning of the reinforcement for immersed tunnels is essential, whereas the functionof the reinforcement for bored tunnels is limited in the final situation: thereinforcement is particularly necessary to reduce the damage during thebuilding-in of the elements.In terms of the permissible damage during and after a fire, this means thatfor immersed tunnels the temperature of the reinforcement may not rise too
high and that the reinforcement must remain adherent in concrete that isstill ‘healthy’. This means that for immersed tunnels almost no spalling is
permitted. This doesn’t happen either because, by comparison with boredtunnels, a lower quality of concrete is applied. It is different for a boredtunnel – thanks to the circular shape and the rather massive normal forcesthus present. Applicable here, is particularly the criteria that the concrete
Protection of Westerschelde Tunnel Against Fire 55
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 63/292
elements may not disintegrate in thickness too much as a result of the fac-tor of spalling, because the structural integrity of the tunnel could otherwisebe endangered.
Characteristics of bored tunnels
For bored tunnels the safety is primarily determined by the fact whetherexcessive spalling occurs or not (‘progressive spalling’); the higher the con-crete quality, so too the greater the chances of this. For bored tunnels theconcrete has a characteristic compressive strength of 55 N/mm2 or higher.Another difference in respect of an immersed tunnel is the presence of rela-tively massive normal forces to which bored tunnels are subjected. Thesedifferences (concrete quality and normal forces) cause the concrete fora bored tunnel to be considerably more sensitive to the spalling phenomenon.In the case of the Westerschelde Tunnel, some spalling damage is permissibleprior to the structural integrity being endangered. Yet, because of the uncer-tainty regarding the question whether, and if so at what depth the spallingprocess stops in the lining, for safety’s sake a starting point was used that,subjected to a fire in accordance with the RWS curve, no spalling is permitted.
In search of a fire protection for theWesterschelde Tunnel
In order to control the spalling of the concrete lining of bored tunnels, anumber of measures can be taken. An (external) heat-resistant cladding canbe applied to the concrete lining, but the concrete of the lining can also beprotected internally against spalling: either by adding polypropylene fibresor by applying steel fibre concrete. A heat-resistant cladding ensures thatthe temperatures occurring in the concrete remain below a certain criticalspall temperature. Polypropylene fibres melt during a fire causing smallchannels to come about through which the occurring steam (water vapour)
can escape without causing too many tensile stresses in the concrete. Theuse of steel fibres prevents the loosening concrete from falling down. Theconcrete which is still affixed, albeit cracked, protects the concrete behindfrom spalling.
56 The Westersche lde Tunnel
Area 0
Area 1 Compression
Compression
Compression
CompressionArea 2
Area 2
Area 1
Insulation
Tensile
(a) (b)
Area 0 – Heavy duty reinforcement for the field moment (confine the temperature of the bending reinforcement and concrete; no spalling permitted)
Area 1 – Shear force reinforcement (confine the temperature of the shear force reinforcement and concrete; minor spalling permitted)
Area 2 – Relatively little reinforcement; walls are primarily loaded on pressure (temperatures are not of such importance; limited degree of spalling permitted)
Diagrammatic representation of thestructural behaviour in a cross section
of a bored tunnel
Fig. 5.4a and b
Diagrammatic
comparison of
immersed tunnel and
bored tunnel
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 64/292
Testing of propylene fibres
The application of using polypropylene fibres in the concrete segments wasan attractive idea: it would not only prevent spalling, but would mean thattaking further measures would be superfluous after completion of the liningof the tunnel structure. That meant that the complicated logistical (finishing)process would undergo no extra stress due to the application of heat-resistantcladding.On the contracting combination’s initiative it was therefore tested to see if polypropylene fibres (with a medium-fine diameter of 60 m) could preventspalling. At the Braunschweig University of Technology a large-scale testingset-up was built for this. The fibre content in the segments, which were arti-ficially pretensioned and were subjected to a ‘dousing of fire’ amounted to2kg/m3. The concrete did not withstand the test and the functioning of thefibres was found to be inadequate. The prediction was that no spallingwould take place, while it appeared that a maximum spall depth of approxi-
mately 130mm occurred. However, no spalling occurred in the combinationof a 16mm thick heat-resistant cladding (Promatect) and polypropylene fibres.
Determining the insulation thickness of the heat-resistantcladding
Due to the limited functioning of the fibres, it was decided to gear the atten-tion towards a research of heat-resistant cladding. To this end, orientatingfire tests were done by TNO, Centrum voor Brandveiligheid (Centre for FireResearch) with specimens without fibres, while a heat-resistant cladding of 23 and 27 mm Promatect was applied; it appeared to be most inadequate.
A test with a Promatect cladding layer being 44mm thick came close to thetarget: after 119 minutes and 23 seconds – almost the required time of 120minutes – the segment ‘exploded’.
Protection of Westerschelde Tunnel Against Fire 57
Fig. 5.5a
Impression of the
testing set-up by TNO.
By means of
pretensioning, a
compressive stress of
12N/mm2 is applied,
which represents thedepth positioning of
the tunnel. The
concrete quality is B55
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 65/292
58 The Westersche lde Tunnel
23mm
27mm44mm
Thickness of cladding Time lapse until spalling occurs
approx. 35 minutes
approx. 50 minutesapprox. 119 minutes
Fig. 5.6
Results of heat-
resistant sheet
cladding tests
Fig. 5.7
Damage can develop
rapidly once the
spalling has started
Fig. 5.5b
Impression of the
testing set-up by TNO.
By means of
pretensioning, acompressive stress of
12N/mm2 is applied,
which represents the
depth positioning of
the tunnel. The
concrete quality is B55
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 66/292
Switchover from sheet material to spraying: Fendolite®
Up to that point, sheet material (Promatect) was applied during the tests.However, it is toilsome to make the sheets fit onto a base which is not flatand for varying dimensions of the concrete segments and the jointsin-between. It appeared that a sprayed cladding was also financially moreattractive due to this. The choice was made for applying the heat-resistantcladding by means of spraying Fendolite. This would cause no problem intailor-making the sheets.
Degree of moisture of the sprayed layer
In the first test with Fendolite, the spraying material appeared to be ratherwet (more than 20% m/m), causing the temperature on the partitioning sur-face of the insulation layer and the concrete to attain over 100 °C only after2.5 hours; the duration of the fire was even continued up to 5 hours, at1,200 °C, without there being a question of spalling. Due to the fact that itwas not initially known whether this was a realistic imitation of the real cir-cumstances in a tunnel or not, a number of samples of sprayed claddingwere taken from two existing tunnels which had ‘dried up’ in the meantime.This proved that the natural moisture content varied between 4 and 6% m/m.In the laboratory, the balanced moisture content of Fendolite at varyingrelative moistures, was determined later; the results were approximatelythe same as the abovementioned values. As the requirement, it was even-
tually determined that the moisture content of a heat-resistant cladding fortesting, has to be lower than or equal to 5% m/m.Then the tests with the sprayed heat-resistant cladding were carried out, inwhich the moisture content in the cladding was no higher than 5%. Of course,after spraying the Fendolite it is extremely wet; that is why the low moisturecontent had to be realised by means of drying beforehand. At the same time ithad to be avoided that the concrete would dry out, because then there wouldno longer be a matter of spalling. During the first 3 hours of the fire test withthe dry Fendolite (layer thickness of 45mm), in which the temperature con-stantly measured 1,200 °C in the last hour, spalling only occurred on the sideedges of the specimen. The reason for this was that the connection betweenthe kiln and the specimen leaked, and the specimens were not insulated on
the side edges. In the following tests care was taken that the kiln displayed lessleakage and the side edges of the specimen was insulated. Damages as aresult of spalling of the side edges were therefore prevented. From this itcould also be deduced that local damage can spread sideways rather quickly.
Protection of Westerschelde Tunnel Against Fire 59
Temperatures at a depth of 50 mm in the concrete
T e m p e r a t u r e ( º C )
800
600
200
400
1000
1200
1400
00 20 30 40 50 6010
Time (min)
RWS
TK11
TK20
TK19
TK17
TK16
TK15
TK14
TK13
TK12
Fig. 5.8
Example of the
temperature pattern of
a number of thermo-
couples
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 67/292
Eventually, in view of the results of the fire tests carried out, the thickness of the sprayed Fendolite insulation layer was determined at 45 mm thick.For safety’s sake, the sprayed cladding is anchored by means of stainlesssteel netting (with a total surface of approximately 240,000 m2) in the insu-lation and a total of 1.5 million anchor bolts.
Fastening points of equipment
After having determined the desired thickness of the heat-resistantcladding, only one action point remained: thermal leaks caused as a result
60 The Westersche lde Tunnel
Fig. 5.9
Spalling behaviour in
40mm Fendolite
Fig. 5.10
Damage to edges due
to leaking oven
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 68/292
of various steel fastenings which are anchored through the heat-resistantcladding into the concrete of the lining. Due to the carrying out of fire tests,in which different bolt configurations were tested, it was examined to whatextent such leaks increase the dangers of spalling. ‘Nature’ appeared to berather mild: only at the mounting of the ventilators did spalling take place atone of the two simultaneously tested mounting positions. Although thephenomenon of spalling of concrete itself could not be accurately calculated,it was possible to calculate the time-dependent heat penetration around theventilator mounting by means of a finite elements programme. As can clearly
be seen in the figure, the ventilator mounting forms a thermal leak. In viewof the test results, the mounting was adapted and tested. Due to the reductionof the surface of the means of fastening and thus the degree of thermal leakage,it appeared that the means of fastening still complies with the requirements.
Protection of Westerschelde Tunnel Against Fire 61
Fig. 5.11
The spraying of the
heat-resistant cladding
(Fendolite) aided by a
robot
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 69/292
Taking the application of facilities intoconsideration
Fire-resistant facilities in a tunnel represent a certain economic value. In
order to show that the investment is justified, the costs of the applicationcan be compared to the costs related to a fire in a tunnel without facilities inwhich the structural integrity is lost. Of course, it first had to be determinedwhat the chances are of the occurrence of a fire during the required life spanof the tunnel, in which the structural integrity is lost.The costs of the heat-resistant cladding can be viewed as a kind of ‘insurancepremium’ to cover the consequences of a large fire. If this amount is notspent on the heat-resistant cladding, then in terms of a marketplace point of view, via the compounded interest factor during the life span of the tunnel,this amount would continue to increase in value. By means of a statisticalconsideration it can then be determined if the damage created due to theabsence of a heat-resistant cladding, on average could be afforded throughthe growth of the ‘insurance premium’. For the Westerschelde Tunnel this isclearly not the case.The application of such a costs comparison for the Westerschelde Tunnelclearly shows that the application of fire-resistant facilities in relation to thecosts and the risks, was well justified.
62 The Westersche lde Tunnel
Fig. 5.12
Damage near a
mounting point
FLO V3.03
ITER 240
TEMPERATURE
Relative
TIME 7,200
GMAX 1,200
GMIN 10
1,2001,1151,030
945860775
6906055204353502651809510
Y
XZ
Fastening of jet-fan (bolt M16)
Thickness of strip is: 12 mm
Temperature spread
Fig. 5.13
Temperature spread
after two hours of
fire at the transition of
the insulation to the
concrete
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 70/292
6 – A LIFE SPAN OF AT LEAST100 YEARS
A.J.M. Siemes, H. De Vries and J. van den Hoonaard
Contents of this chapter:
– Practices in the past
– DuraCrete provides relief
– Design proposal of segments and optimizations
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 71/292
Practices in the past
Naturally there have always been requirements set in respect of the life spanof structures, at least for those sections of structures which are not simplyreplaceable.There are detailed provisions in the Regulations for Concrete Structures andin the Regulations for Concrete Technology for concrete structures, whichmust ensure that a structure actually lasts for a sufficient length of time.These provisions are implementation rules and concern matters such as theleast amount of concrete cover required on the reinforcement, the maximumvalue of the water/cement ratio and the type of cement. The concrete struc-tures that comply with these provisions are assumed to last for a sufficientlength of time. In practice it has been proven, that some maintenanceand repairs are necessary to maintain concrete structures. The disadvantageof the life span requirements that follow on from the mentioned concrete
regulations is that no relationship is placed between the envisaged life spanand the maintenance that will be necessary.For the design of important concrete structures in the Netherlands, often extrarequirements are set on the life span. For the Haringvliet locks this meantan increased concrete cover, the use of blast-furnace cement concrete, awater/cement ratio of 0.45 at most, and the requirement to apply preten-sioned concrete as much as possible. For storm-surge barriers built later,such as the Oosterschelde and the Maeslant storm-surge barriers, the explicitrequirement of the life span was set at 200 and 100 years respectively.However, it was rather difficult to prove that these life span requirements hadbeen complied with. The most important reason for this was the absence of agenerally acceptable method of determination. For the Oosterschelde storm-
surge barrier, deterioration models were set up for example, from which theexpectation was assumed that the concrete cover would have to bereplaced after just more than 80 years. This section could therefore not com-ply with the requirement set. For the Maeslant storm-surge barrier, enlarged
64 The Westerschel de Tunnel
Introduction
A requirement set for the design of the Westerschelde Tunnel, is that thetunnel must have a life span of at least 100 years. Of course this does not
mean that the tunnel would collapse after 100 years, but it does mean that
the chances of a certain limit state being exceeded after 100 years, would
be acceptably small. In the Netherlands, the requirement of a life span of
at least 100 years was first set for the Second Heinenoord Tunnel, the first
traffic tunnel bored in the soil of the Netherlands. However, it was not
explicitly determined whether that tunnel complies with this requirement.
In the case of the Westerschelde Tunnel, the requirement was proposed
again, and by making use of the European research programme DuraCrete,
it could actually be proven that the design of the tunnel complies with this
limit state.
Apart from the life span of the tunnel, calculations were also carried out in asimilar fashion for the access ramps with a concrete quality of B-35 with
blast furnace cement (CEM-III), and required concrete cover of 45 mm
(50 mm has been applied). For the outside of steel segments with an
average corrosion rate of 0.08mm per year, a corrosion allowance of 23 mm
is calculated.
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 72/292
concrete covers were applied and it was implicitly assumed that with that,the required 100 year life span could be achieved. When it was decided toconstruct bored tunnels in the Netherlands, the life span requirement tookup a prominent position. The social benefit and the high construction costs
were the basis of this requirement.
A Life Sp an of at L east 100 Years 65
Fig. 6.1
Storage of segments
DuraCrete provides relief
That the Westerschelde Tunnel had to last at least 100 years, was also arequirement set for the design. However, in the contract no specificationwas included in what manner this had to be proven. In other words, whatlimit state could not be exceeded in 100 years and how big was the chanceallowed to be that this happened?The ultimate limit state would obviously be exceeded if the tunnel collapsed.Yet at an earlier stage the limitations could also be exceeded, for example in
cases of leakage or when concrete pieces fall off the tunnel wall. This couldgive the users of the tunnel an unsafe feeling. In such cases it’s not aboutthe maximum (failure) limit state, but about the service limit states or usableservice limit states. Of course it is possible to repair damages and thus post-pone the exceeding of limit states. However, the question is whether that isan optimum situation in an economic sense: if the tunnel has to close every15 years for the undertaking of maintenance and repair work, that alsomeans a loss of income, because during the maintenance period no tollscan be charged.The requirement of a life span of 100 years was also prompted by thiseconomic interest: the tunnel may only close when absolutely necessary,and that is why the design had to be geared so as to limit the maintenance
substantially.The absence of a sound method to determine the life span, and the vague-ness about what limit state it concerned, has lead to extensive discussionsbetween the client and the contractor. Both parties decided to call in the
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 73/292
assistance from the Dutch company TNO Bouw (construction) and the Germanengineering company Schiessl/Raupach. These companies were closelyassociated in the development of a method – DuraCrete – which can be usedto make firm statements about the feasibility of the desired life span. On the
basis of this method, which assumes a stochastic approach, it was possible toprove by means of calculations, that the design of the tunnel complied withthe requirement of a life span of 100 years.
Chances of failure and acceptance
In view of the costs, it is almost impossible to design a structure in such amanner that the chances of exceeding all the limit states over a period of 100 years, is ruled out. On the other hand, the employment of an average
life span of 100 years is not acceptable; after all, an average implies thatthere is a 50% chance that no limit state will be exceeded in 100 years, as
opposed to a 50% chance that this will happen. The smaller the chance thata limit state will be exceeded in 100 years, the further the average value forthe life span (as seen in time) lies ahead.The requirement of a life span of at least 100 years applies for all permanentsections of the Westerschelde Tunnel. Important elements here are the rein-forced concrete access ramps, the prefabricated segments of the bored tun-nel including the special steel segments in which the access doors for thecross connections are incorporated, the rubber seals around the segmentsand the cross connections. Following on to the requirements of the ‘BuildingsDecree’, there is a reliability index requirement () of 3.6 for the exceeding of the ultimate limit state (the failing of the tunnel). This means a chance of 1/1,000,000, that the tunnel will fail within 100 years is accepted.For the exceeding of a service limit state, has been set at 1.8. That means,a chance of 1/100, that the service limit state will be exceeded within 100years is accepted.
– reference period of 100 years,– reliability index 3.6 for the ultimate limit state (ULS),– reliability index 1.8 for the service limit state (SLS)
In brief, the designing for a life span of 100 years thus means: the acceptanceof only a small chance (1%) that a practicable limit state will be exceededwithin the 100 years, caused by an increase of the loads (more and heavier
traffic for example) and a decrease of the strength of the structure. The average life span is considerably higher: around 180 years. The chance of failure – theexceeding of a limit state such as the corroding of the reinforcement steel –during that period, is however also considerably greater: 50%.
66 The Westerschel de Tunnel
Fig. 6.2
Example of a life span
spread
Probability Density
Mean Service Life
L10Service Life
Reliability Index
– Standard Deviation
Design Service Life
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 74/292
The life span requirement of 100 years particularly has major consequences forsections that cannot be inspected or maintained. The various performances –such as the bearing capacity, usability and limiting the maintenance – musthave a life span spread as such, that the combined requirements in respect
of the reference period and the dependability can be complied with.With regard to the functional aspects such as water tightness, it has beenassumed that when leakages lead to unsafe situations in which the tunnelmust be placed out of order, this concurs with the exceeding of an ultimate limitstate. If as a result of leakages emergency measures must be taken to keepthe tunnel in use, this concurs with the exceeding of a service limit state.
A Life Sp an of at L east 100 Years 67
– the limit state function – is a function which describes the bearing capacity of the construction – a function for the influence of the load
– acceptable chance of exceeding the limit state function Z.
Probability
R, S
Pacc
S
R
0
ZRSPacc
Fig. 6.3
Chance Pacc on the
exceeding of a limit
state function
Z R S 0
R, S
X X1
(R)
(S)
100 years
Life span
Fig. 6.4
Sustainabilityformulated by means
of R and S functions
and as a life span
function
Chance of failure
in year X
100 years
Life span
R, S
X X1
Fig. 6.5
Calculation of the
failure rate in the
year X
(R)
(S)
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 75/292
Deterioration mechanisms
Within the state of the technology at that time, it was not entirely possible todraw up a life span design for all forms of deterioration. No life span calcu-lations could be made for example, for frost/thawing salt attack and alkali-silica reaction. In order to solve this problem, the choice was made to takeon the strategy of the avoidance of these forms of deterioration. For this,requirements were set for the water/cement ratio, the composition of thebinding agent and the sensitivity of the aggregate for alkali-silica reaction.The assessment by experts in respect of the expected life span were reverted
to for the rubber seals. This assessment came about on the basis of datagathered about the composition of the rubber, the glueing together, theavailable results of ‘accelerated ageing tests’ and experience.The life span calculations were made for the following limit states:– corrosion arising; corrosion can occur if there is too high a content of
chloride present in the concrete at the reinforcement, or when the con-crete is carbonatated. The non-exceeding of this limit state within a periodof 100 years was normative for the design of the Westerschelde Tunnel.
– depression of the cover as a result of corrosion of the reinforcement,which could lead to serious leakages;
– failure of the structure.
The following deals with the first abovementioned limit state (arising of
corrosion).
Causes of corrosion
Corrosion produces rust that forms a deposit on the reinforcement steel. Thevolume of rust is greater than the volume of the original steel. This causesstresses in the concrete which, in the long run, the material cannot withstand.The concrete breaks and eventually this can lead to serious leakages.Normally concrete forms a perfect protection of the reinforcement againstcorrosion, whereby the basic environment avoids rust-forming. This protectioncan however be countered in two ways: through penetration by chlorides –
from sea water or road salt – or through carbonatation in which carbon di-oxide (CO2) in the air fuses with hardened cement paste in the concrete andthe alkaline environment is lost. In any case, a condition for corrosion of concrete is, that there is an adequate supply of oxygen in the concrete and
68 The Westerschel de Tunnel
Design on the basis of a reference period
R, S
Spread of S(t)
S(t)
R(t)
Design
life span
Average life span
Time
Spread of life span
Life span design
Pacc
Spread of R(t)
Fig. 6.6
Calculation of the
failure rate over all the
years provides the life
span spread
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 76/292
that the surface of the reinforcement is alternatively damp and dry. In caseswhere both mechanisms occur simultaneously, then chloride penetration isnormative; it is of primary importance that the concrete is adequately pro-tected against this.
A Life Sp an of at L east 100 Years 69
Fig. 6.7
Causes of corrosion of
the reinforcement
Fig. 6.8Production of the
reinforcement
xc (Outside)
xc (Inside)
Carbonatation (CO2)Chloride penetration (Cl)
Chloride penetration (CI)
Inside (ventilated),
Exposed to CO2 and chloride contaminatedSalt fog and splash zone environment
Solid (Chloride contaminated)xc (Joints)
xc (Joints)
4 5 0
Leakage possible
Chloride from ground water can penetrate into the concrete on the outsideof the tunnel. In cases of leakage it could also reach the inner side of the lining.The access ramps and the closed section of the tunnel are also affected bythawing salts. These thawing salts, in any case, are scattered near the
entrance and exit of the tunnel. Besides, the traffic carries the thawing saltsinto the tunnel.In the vertical direction, four zones exist in the tunnel:– an atmospheric zone which is incidentally sprayed with water containing
thawing salt (minor amounts, rapid absorption);– a splash zone which is frequently splashed with water that is spattered
by the traffic, but can also dry out (large amounts, transported throughdiffusion and absorption);
– a seasonal zone under the road embankment ( wet sand), which is mois-tened quite frequently but can also dry out (large amounts, transportedthrough diffusion and absorption) dependent on the degree of drainageand the pumping regimen;
– an underwater zone (below the drainpipes in the bottom of the tunnel),which is in permanent contact with salt water; there is very little refreshmentbecause hardly any fresh water comes in (large amounts of salt water,minor amounts of fresh water, transported through diffusion).
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 77/292
70 The Westerschel de Tunnel
Zone subjected tothawing salts
(chloride penetration)
Tidal zone
Splash zone
Underwater zone
Fig. 6.9
Basic cross section of a
bored tunnel for road
traffic indicating the
various saltenvironments for the
sustainability
The penetration of chloride in the concrete of the tunnel in which the criticalcontent at the position of the reinforcement is exceeded, can be portrayed
in a calculation model. The calculation result then provides a definite answerabout the compliance or non-compliance with the requirement of a 100 yearlife span.
Design proposal of segments and optimizations
The first design proposed by the contractor did not withstand the life spancalculations and that is why the design of the segments was adjusted.
Composition of concrete
Although the client’s preference was for a composition of concrete withblast-furnace cement, the contractor eventually proposed applying Portland
cement.This was mainly inspired by the desire to be able to demould the segmentsquickly so that a higher rate of production was possible. Due to the fact thatPortland cement has a higher early strength, the application of this cement typewas desired. This desire was honoured. In order to be able to achieve a suf-ficiently dense concrete however, fly ash was added. This gives the concretea finer pore structure through which penetration by (hazardous) substancesis limited.The eventual composition of the concrete was thus:– Portland cement (CEM-I) 310 kg/m3
– fly ash 80 kg/m3
– water 120 kg/m3
– sand 0/2 750 kg/m3
– gravel 2/8 520 kg/m3
– gravel 8/16 590 kg/m3
Quality of concrete
The required concrete strength of B55 was amply achieved with the above-mentioned composition and its associated additional measures: on averageone could count on a pressure strength of B65–B70.
Concrete cover
The first design proposal by the contractor provided for a concrete cover of 50 mm on the inner side and outer side of the segments. However, on the
side surfaces the contractor wanted a smaller cover. By keeping the con-crete cover small here, the jacking forces of the tunnel boring machineswould quickly be transferred onto the reinforcement. The smaller the cover,the smaller the chance of damages as a result of this mechanism, but the
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 78/292
greater the ‘conflict’ with the requirement of a 100 year life span. At the pos-ition of the rubber seal and the ‘dowel recess’ connection, the cover on thereinforcement however, was only 20 mm. On the basis of the life span cal-culation it was necessary to adjust the design of the segments with regard to
the cover. The concrete cover on the inner side and outer side remained50mm, but on the side surfaces the cover was increased to 50mm, with theexception of the places for the rubber seal and the dowels and recesses.Here a new calculation was made, in the first instance with 30mm and whenthis also appeared to be inadequate, even a concrete cover of 35 mm.The enlargement of the concrete cover on the side surfaces of the segmentsand at the positions of the genuinely critical points of the concrete dowelsand recesses, brought the design close to the required life span, but thechances were still greater than 1% that the reinforcement could corrode withinthe period of 100 years:Carbonatation (requirement 1.8)
– no problem for all covers; 8.6
A Life Sp an of at L east 100 Years 71
R e l i a b i l i t y
i n d e x
(
– )
Time of exposure in years
3.60
3.00
2.40
1.80
1.50
1.20
0.60
08060 7050403020 90 100
Fig. 6.10
The reliability index
versus the exposure
time in the event of
penetration by chloride
up to a level whereby
corrosion comes about
Chlorides from sea water or thawing salt (requirement 1.8)
– cover 50 mm; 3.5
– cover 30 mm; 0.7
– cover 35 mm; 1.5
(in which a dependability (beta) of 1.8 is equal to a chance of 1/100 that thelimit state is exceeded).
Additional measures
After 100 years the adjustments would result in a reliability index of 1.5.The design requirement was 1.8, which was not entirely complied with.It was therefore necessary to take additional measures. In principle variousavenues were open for this, which included the application of a stainlesssteel reinforcement at those sections of the segment where concrete coverwas inadequate; the fitting of a cathodic protection; or the taking of after-
treatment measures which include the hydrofobing of the concrete.The most far-reaching measure is the application of a cathodic protection.Due to the relatively high price tag of this solution, it was not an option forthe contractor. The use of stainless steel with which corrosion is postponed
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 79/292
in time by roughly a factor 10, also met with financial objections and that iswhy the choice was made to take a number of additional measures whichare explained hereunder.
After-treatment process and hydrofobing After concreting the segments the top was finished off and covered with foil,then the elements were transported to the hardening area. They remainedhere at a temperature of approximately 40 °C, for a period of 7 hours. Thenthe segments were taken out of the hardening area and demoulded.Immediately after the demoulding and the polishing-over of air bubbles andsuchlike, the surface of the segments was treated with hydrofobing gel atthe positions of the dowels and recesses. The average usage of this gel wasapproximately 250grams/m2. This was followed by the segments beingstacked with a maximum of 6 per stack and packaged with a foil. The timebetween the demoulding and the covering-over with the foil took a maxi-mum of 2 hours. Then the segments remained under this foil for a minimum
of 48 hours before they continued further along the production line.
Carrying out electrical resistance measurements
After the segments have been assembled in their definite positions in thetunnel, the concrete of the segment is exposed to all kinds of aggressivesubstances that penetrate into the concrete. During this penetration processthe most important property of the concrete is the diffusion coefficient. Thisquantity factor determines at what rate an (aggressive) substance (subjectto limit states) penetrates the concrete with all its consequences. In view of the essential meaning of the value of the chloride-diffusion coefficient onthe life span to be achieved, it was considered necessary to measure this
value. As was evident from various studies that a clear relationship existsbetween the chloride-diffusion coefficient and the electrical resistance ofthe concrete, this could be carried out in a simple manner on the project. Forthis, out of every 500 m3 of poured concrete for about 125 segments, a sam-ple survey was done in the form of 3 test cases ( ‘cubes’) which were storedin water for 28 days. After the 28 days, the electrical resistance of thesecubes was determined with a so-called ‘Wennerprobe’. In practice, the aver-age as well as the characteristic value was achieved with some excess.
Effect of damages to the life span
During the building-in of the concrete segments of the bored tunnel it was
evident that damage to the elements could not be avoided entirely. Thereforeit was necessary to repair elements and sometimes to accept that damageremained existent. In a further study it was attempted to quantify the effectof repairs on the life span of the tunnel. That was evidently not possiblebecause of the absence of suitable models and material data.The designing geared for life span and performance requires that all possibleweak spots in the design are considered critically. That applies in particularto structures such as bored tunnels. Once the structure has been put intooperation, it is hardly possible anymore to visually inspect and carry outrepairs to an important section such as the lining. The dependability of a tun-nel must therefore be based entirely on the quality of the design and theimplementation. From within the design philosophy which is generally
applied for building constructions, this would argue in favour of increasingthe reliability index . On the one hand that could be done by increasing thequality of the design and implementation, and on the other hand, by applyingadditional facilities such as cathodic protection or a monitoring system.
72 The Westerschel de Tunnel
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 80/292
A Life Sp an of at L east 100 Years 73
Fig. 6.11
Repairs of damage to
segments
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 81/292
7 – GEOTECHNICAL CIRCUMSTANCES
M.Th. van Staveren
Contents of this chapter:
– Geology– Soil investigation
– Geotechnical interpretation
– Ground water
– Sticking of the Boom clay and design of the tunnel boring machines
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 82/292
Geology
In the history of the development of the soil in which the Westerschelde Tunnel
is constructed, taking into consideration the maximum depth of 60 metres
–NAP, the geological developments since the Tertiary period, are of import-
ance. During this period alternating marine sands and clay beds were
deposited. After the Tertiary period the geological situation during the
Quaternary period underwent major influences through the ice ages. At the
start of the Quaternary period marine sands were deposited, followed by
fluvial sands and loam.
In the Holocene, the sea played a major role in the nature of the geological
deposits, as a result of the rising of the sea level during the last 10,000
years; alternatively sand, clay and peat were deposited. Besides, influencedby the tidal motion, erosion took place which resulted in the creation of
channels in the basin of the present Westerschelde. Locally these channels
are grooved down to the tertiary deposits.
76 The Westerscheld e Tunnel
Introduction
Knowledge about the nature and the behaviour of the soil is of vitalimportance in every underground construction project, and that most
certainly applies to the Westerschelde Tunnel project: the condition of the
soil has played an important role in the designing of the tunnel boring
machines, the boring process itself, the construction of the cross connections
and the construction of both access ramps. The geographical positioning
of the Westerschelde Tunnel, between Zeeuwsch-Vlaanderen and Zuid-
Beveland in the outermost south-western part of the Netherlands results in
a number of special geological and geotechnical aspects. A large part of the
tunnel is situated in the so-called Boom clay stratum and in the glauconitic
sand deposits. The geotechnical properties of these layers deviate from
the more familiar Holocene and Pleistocene clay and sand deposits in
the Netherlands.
In this chapter the accent lies in the exceptional soil types and their devi-
ating behaviour. Firstly the geology of the soil layers through which the
Westerschelde Tunnel is bored is dealt with.
Then the soil investigation which was undertaken is presented. This is fol-
lowed by the geotechnical interpretation of the results of this soil investi-
gation, in this a differentiation is made between the soil layers, parameters
and ground water.
6,600 m
Bored tunnel
N A P ( A m s t e r d a m
O r d n a
n c e D a t u m ) 0
10
30
4050
60
20
Zeeuwsch-Vlaanderen Middelplaat Zuid-Beveland
Pas vanTerneuzen
Everingen Recent sea sand
Sand containing clay
Glauconitic sand
Boom clay
Berg sands
The longitudinal
profile of the tunnelcrosses through
various soil deposits
Fig. 7.1
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 83/292
The tunnel trajectory crosses through the following soil deposits, from the
bottom to the top:– Berg sands; this layer consists of glauconitic sand. Glauconite is a min-
eral which looks somewhat like mica. The size of the grain varies from
moderately fine to moderately coarse;– Boom clay; this is a rigid, compact and heavy clay type which is not
permeable;– Formation of Breda and Oosterhout; above the Boom clay there is
another layer of glauconitic sand deposit which, however, is from a morerecent period than the Berg sands. This layer is only at the level of theEveringen on the Boom clay. Here too the size of the grain varies from
moderately fine to moderately coarse;– The topmost layers, which are crossed through in the vicinity of both tun-
nel ends, consist of sand deposits, sometimes alternated with clay stra-tums. The sand deposits contain no glauconite. The sand varies in grain
size from extremely fine to moderate.
For the Westerschelde Tunnel project particularly the Boom clay and theglauconitic sands were of particular importance: these mark themselvesthrough their exceptional geological and geotechnical properties.
Geology of the Boom clay
The Boom clay belongs to the Formation of Rupel and was deposited duringthe Mid-Oligocene (Rupelian) epoch in the Tertiary period. The clay was
named after the place Boom in Belgium, where deposits of the clay werediscovered on the surface. To the north this deposit lies increasingly deeper.The Boom clay is a detritical, marine deposit. That means that elsewhere,
eroded material was transported through water and deposited at sea.
Geotechnical Circumstances 77
Geological epoch Age
(in years) Geological formation Soil deposits
Quaternary 0
10,000
Westland Formation Alternative clay and sand, peat
in some places
Westland Formation
Formation of Twente
Eem Formation
Predominantly loose sand, alternated
with moderately firm clay, layered
Pleistocene
2 million
Predominantly moderately firm sand,
fine, mildly siltish
Predominantly moderately firm sand,
coarse, mildly siltish
Tertiary
25 million
Formation of Oosterhout
Formation of Breda
Solid glauconitic sand, mildly siltish
hiatus
37 million
Formation of Rupel
(Boom clay)
Very solid Boom clay, mildly to
moderately siltish
Oligocene
Very solid Boom clay with very thin
(2 mm) layers and lenses, mildly to
highly siltish, in some places mildly to
moderately siltish, in some places
highly siltish to clayish sand deposits
Berg sands Solid glauconitic sand, clayish to
mildly siltish
Solid clay, mildly siltish to sandy
Holocene
Pliocene
Miocene
Fig. 7.2
Geological periods
and soil deposits
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 84/292
Besides, the Boom clay is a ‘rhythmical’ deposit with a banded structure.Clayish stratums were formed when wave motion did not reach the bedof the sea, whereas coarser fractions were deposited in more turbulent
periods when the wave motions did reach the sea bed.
The largest section of the original Boom clay stratum was eroded at the topat the end of the Oligocene epoch. The Boom clay still present in the trajec-tory of the Westerschelde Tunnel is over-consolidated and is thus far more
rigid than the original clay stratum.
Layering and structural characteristics of Boom clay
The Boom clay can be subdivided into five different zones. Generally, thetransitions between the layers are gradual. For the design and the construc-
tion of the Westerschelde Tunnel, the (geotechnical) subdivisions of theBoom clay was further restricted to 2 layers. This appeared to be adequate
for the engineering and implementation.As a result of the geological manner of coming about, the Boom clay showsa number of structural characteristics:
– fine cracks (fissures), parallel to the stratification;
– (vertical) cracks;– sandy layers;– clay structures which have been pressed through the upper-lying material
vertically (diapires);– lime concretions (septaria);– concretions formed by ferric sulphides (pyrite).
The local presence of these characteristics and the degree in which theyoccur are influential to the geotechnical properties such as strength, rigidityand permeability.
Geology of the glauconitic sands
Glauconitic sand occurs in the so-called Berg sands, a formation which lies
below the Boom clay, and in the Formations of Oosterhout and Breda whichlie above the Boom clay. Glauconite is coloured green to black and is a relatively
78 The Westerscheld e Tunnel
18.00
100
5
5
5
5
90
80
70
60
19.00 20.00 21.00 22.00 23.00
100
90
80
70
60
5
5
5
5
9
10
11
Fig. 7.3
A sample
of Boom clay
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 85/292
soft mineral which originates in the bed of the sea. Aside from this, glau-conite grains have a low specific gravity and to a certain degree they haveflexibility and even elasticity.
Glauconite appears in many forms. Literature has shown that 82 structureformulas for the mineral are known. This large variety is the result of
the various marine environments in which it is formed. The largestportion was created from so-called ‘faecal pellets’, (excreta from organisms)
and from clay in-fills in fossilized shells. This resulted in loose irregularround and cylindrical-shaped grains of glauconite as large as grains of sand.
Glauconite – in an oxidizing environment – is an instable and erosion-sensitive mineral. Erosion particularly occurs at the edges and in cracks of
the glauconite grains. In the crystal lattice, the mineral can contain swellinglayers.
Structural characteristics of glauconitic sands
As a result of the geological manner of coming about, the glauconitic sandscould show the following structural characteristics:
– presence of filled-in little canals in the soil, created by organisms;– local presence of (light) cementation;
– homogeneous composition of grain;– presence of phosphorite nodules.
The possible presence and frequency of these structural characteristics in
the glauconitic sands, to a greater or lesser degree, could influence thegeotechnical properties such as permeability and mechanical behaviour.Specific geotechnical characteristics of the glauconitic sands are:
– a relatively minor permeability in comparison to the permeability of thequartz sands;
– deviating mechanical behaviour in respect of quartz sands: during conepenetration tests, it appeared that there were (extremely) high coneresistances, a high local friction and friction rate and negative pore
pressures.
Geotechnical Circumstances 79
Fig. 7.4
Grains of glauconitic
sand
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 86/292
Soil investigation
The field research was carried out in a number of phases at the position of
the boring trajectory. Field research had already been undertaken at the
time of the planning of a cross-river connection, being a combination of abridge-dam-immersed tunnel (in the late 1980s early 1990s). The results of which however, did not provide a picture of the bedding at the greater
depths, which were relevant for the bored tunnel. That is why four additionaldeep drillings were undertaken in combination with seismic research. Thisresearch had an orientating character and was particularly meant to provide
an insight into the properties of the layers that lay deeper and to determinethe layer separations. On the basis of this data, the contractor set up and
carried out an extensive and detailed soil investigation – contractually theconstruction and boring risks were his responsibility. In his opinion, thismade sufficient geotechnical information available for the definite design
and the implementation of the bored tunnel as well as the access ramps.
Field research – drillings and cone penetration tests
A large portion of the field research consisted of (46) drillings and (63) conepenetration tests. Due to the rigidity of the Boom clay the drillings could becarried out as core drillings. The depth of the drillings and cone penetration tests
varied from approximately 30 metres NAP on the banks to 65 metres NAPin the Pas van Terneuzen and Everingen. The Boom clay and the sand deposits
under the Boom clay were continually sampled and local sampling alsotook place of sand deposits above the Boom clay. The sample yields of the
core drillings were negatively influenced locally by the relatively high sandcontent of the Boom clay. In total however, the sample yield appeared to bemore than adequate for the drilling descriptions and the carrying out of lab-
oratory tests.
All cone penetration tests were carried out as so-called coil cone penetra-tion tests which made it possible to penetrate the entire thickness of theBoom clay stratum. Due to the great depth of water in the Pas van Terneuzen(approximately 40 metres) the activities had to take place from a floating
80 The Westerscheld e Tunnel
Type Trajectory section Number Period undertaken
Zeeuwsch-Vlaanderen bank October through November 1994
Westerschelde
2*
July through September 1994
September 1994
March 1995
Zuid-Beveland bank September 1994
B o r i n g p r o g r a m m e
* Additional drillings carried out by the Directorate-General for Public Works and
Water Management Zeeland Department
Zeeuwsch-Vlaanderen bank October 1994
Westerschelde August through October 1994 C o n e
p e n e t r a t i o n
t e s t s
Zuid-Beveland bank September 1994
PM DM MP
Zeeuwsch-Vlaanderen bank 1 1 October 1994
Westerschelde 2 0 August through October 1994
Zuid-Beveland bank 0 1 September 1994
S p e c i a l i n - s i t u
m e a s u r e m e n t s
PM pressiometer
DM dilatometer
MP in-situ pore permeability probe
4
4
3
29
30
4
1
0
1
33
Fig. 7.5
Drillings and cone
penetration tests;
nature and size of the
field research
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 87/292
platform and it appeared to be extremely difficult and sometimes practicallyimpossible to carry out cone penetration tests. The progress of the fieldresearch was also regularly influenced by the effects of the tide, the ship-
ping and weather conditions.
All cone penetration tests were carried out with a piezo cone with which porepressures were measured and which provided the possibility of carrying out
Geotechnical Circumstances 81
Fig. 7.6
Research carried out
from Middelplaat
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 88/292
dissipation tests. Some cone penetration tests could not be carried out tothe full extent of the desired final depth due to attaining the maximum coneresistance, friction or gradient.
Some exceptional in-situ measurements were carried out both on the land
and on the Westerschelde. They were pressiometer tests (in pre-bored holes),dilatometer tests and in-situ pore permeability probe tests. The rigiditiesin the Boom clay and the sand deposits respectively were established from
the pressiometer and dilatometer tests.
Laboratory research
The layers and samples which had to be tested in the laboratory were deter-mined on the basis of the interpretations of the drilling and cone penetra-
tion results. In this, various selection criteria were dealt with such as thepositioning of the layers in respect of the access ramps and the tunnel, the
variations to be expected from and within the layers, and also the geotech-nical properties to be expected from the layers, both during the drilling
process and during the operational phase of the tunnel.
82 The Westerscheld e Tunnel
Spread of grains
Test Undertaken
Natural moisture content, volumous weights,degrees of saturation and pore content
Lime content
Humus content
Plasticity index (Atterberg limits)
Determination of the types of clay minerals
Determination of the KAS characteristics(the form and angularity of sand grains)
Direct shear test– Water content
Uniaxial strength test
Triaxial test (unconfined undrained and confined drained)
Oedometer test– Water content– Content of organic fragments– Specific gravity
Determination of indicative number of Poisson’s ratio
Specific gravity
Permeability of sand
Permeability of clay
Adhesion of clay
pH sand
pH clay
Clay activity
Mineralogy sand
89
85
5
158
10
10
4
44
1616
82
59585710
5
10
10
10
9
5
5
73
10
Fig. 7.7
Nature and size of the
laboratory research
carried out
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 89/292
Geotechnical interpretation
The layering of the subgrade encountered was obviously based on the local
geology. Here a differentiation is made between a cohesionless and a cohe-
sive subgrade. The Boom clay is part of the cohesive subgrade, whereas theglauconitic sands are classified as cohesionless subgrade.The geotechnical layering is the result of the interpretation and correlation
of all the results of the drillings, cone penetration tests and laboratory testscarried out.
Geotechnical layering
The geotechnical layering of the non-cohesive subgrades is reflected in
Figures 7.9 and 7.10. Layer ZK1 (in which Z stands for sand and K for clay)does not show full cohesionless behaviour because of the considerable clay
content, but being a layer containing sand as the main ingredient, it was clas-sified as an cohesionless subgrade. The opposite applies for layer KZ1. This
involves a considerable sand content so that the layer does not show fullcohesive behaviour. However, being a layer that contains clay as the mainingredient, KZ1 has been classified as a cohesive subgrade. The geotechnical
profile was then drawn up on the basis of the geotechnical layering.
Geotechnical Circumstances 83
approx. 6,600 m
0
1
11 12 13 14 1517
1819 20 21
2322
24
25
26
1610
2
3
45
78
9
6
10 m
20 m
30 m
40 m
50 m
60 m
70 m
0
10 m
20 m
30 m
40 m
50 m
60 m
70 m
Pas van Terneuzen
Pas van Terneuzen
Everingen
Everingen
Zeeuwsch-Vlaanderen Axis
oftunnel
Middelplaat
N
Zuid-
Beveland
K1
ZK1
KZ1
GZ1
GZ1
Z1
Z1
Z1Z1
GZ2
GZ2BK1
BK2
BK2
BK1ZK1
BK2
BK1
BK2
K2
K1
KZ1
KZ1
Z1
Z1
Cross connections
Fig. 7.8
Profile and research
locations (see chart
showing ‘geotechnical
layering’ for
clarification of
abbreviations)
In Everingen – the secondary fairway at the northern end of the trajectory –
the extensive soil investigation brought to light a number of erosion chan-nels situated in the Boom clay. These channels were not identified during
the four deep drillings with the seismic research which were previouslyundertaken. Due to the presence of the glauconite in the sand in the erosionchannels, the seismic reflecting image was interpreted as Boom clay. The
layer Z1 which lies above GZ1, does not contain glauconite and is thereforeinterpreted in the seismic reflecting image as sand. This meant that a con-
siderable portion of the boring trajectory was not positioned fully in theBoom clay, but in a transition zone between Boom clay and glauconitic sand.
Furthermore, it appeared that particularly the bottom of the Boom clay con-tained siltish to clayish sand deposits with a thickness varying from a fewdecimetres to 2 metres. These sand deposits have the character of sand lenses
and don’t continue.
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 90/292
Layer
ZK1 –
Z1
GZ1
GZ2
–
Geotechnical description
(in conformity with NEN 5104)
Predominantly loose SAND, alternating
with moderately solid CLAY, layered
Predominantly moderately solid SAND,
moderately fine or moderately coarse,
mildly siltish, locally with shells
Solid GLAUCONITIC SAND, moderately fine
or moderately coarse, mildly siltish
Criteria of cone
penetration tests
Matter encountered Location
(level in m-NAP)
qc(MPa)
fr. factor
(%)
pd
2–15
5–15
0.5–1.5
?
0.6
1.0–1.5
1.0
30–50
10–30
h/o
h
n
n
Rubble (pieces of basalt,
maximum ϕ 50 mm)
Rubble (pieces of brick,
maximum ϕ 60 mm)
Small stones, concretions,
gravel, (maximum ϕ 30 mm)
Highly cemented
layers (30–70 mm thick)
Light cemented
chunks (ϕ 10–30 mm)
Very lightly cemented little
canals in the soil, created
by organisms
Pyrite concretions (ϕ 10 mm)
Hard concretions (ϕ 10–20 mm)
B4 (5.0–5.5), B37 (19)
B4 (29), B33 (29),
B35 (18–21)
B1 (25), B18 (20–22),
B33 (41), B39 (19)
B27 (34), B34 (34), B35 (39)
B29 (46), B32 (59)
In most of the drillings
(on various levels)
Very lightly cemented little
canals in the soil, created
by organisms
In most of the drillings
(at various levels)
In most of the drillings
(at one or some levels)
Solid GLAUCONITE SAND, very fine to
moderately fine, clayish to mildly siltish,
layered (layer thickness approx. 0.5–2.0 m)
qc Cone resistance
fr. factor Friction factorpd Dynamic pore pressure, measured during cone penetrations (h hydrostatic, o positive pore pressures,
n negative pore pressures)
Fig. 7.9
Chart showing the geotechnical layering of
cohesionless subgrade
Layer
K1
KZ1
BK1
BK2
K2
Geotechnical description(in conformity with NEN 5104)
Criteria of conepenetration tests
Matter encountered Location(level in m-NAP)
Soft CLAY, moderately to highly siltish,
PEAT locally
Soft CLAY, alternating with loose SAND,
mildly siltish, very layered (layer thickness
approx. 0.1 m)
Very solid BOOM CLAY, mildly to
moderately siltish
–
–
– –
–
–
qc(MPa)
fr. factor
(%)
pd
0.5
0.5–3
4–5
4
4–5
4–5
1–4
2–10 o
o
o/n
o/nVery solid BOOM CLAY, moderately to
highly siltish, with very thin sand layers
and lenses (thickness 2 mm), locally
mildly to moderately siltish (like BK1),
locally with highly siltish to clayish sand
deposits (thickness 0.2 to 1.8 m, average
approx. 0.5 m), gradual transitions
Solid CLAY, mildly siltish to sandy
Hard concretions, looks like
petrified wood (no HCI
reaction, ϕ 50–110 mm)
B19 (50)
In a number of drillings
(on various levels (BK1))
Hard concretions, often with
pyrite crystals (no HCI
reaction, ϕ 10–50 mm)
Hard concretions, often with
pyrite crystals (no HCI
reaction, ϕ 10–50 mm)
Partially of septaria, with
pyrite crystals (high HCI
reaction, ϕ 50–100 mm)
Chunk of rockfill, basalt
(ϕ 60–120 mm)
B18 (38), B19 (27)
B40 (39; layer on top)
In most of the drillings
(at one or some levels)
qc
pd
fr. factor
Cone resistance
Friction factor
Layer not attained with cone penetration tests
Dynamic pore pressure, measured during cone penetrations (h hydrostatic, o positive pore pressures,
n negative pore pressures)*
Chart showing the geotechnical layering of
cohesive subgrade
Fig. 7.10
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 91/292
Geotechnical parameters
The different geotechnical parameters were determined from the laboratoryresults. In this a differentiation was made between index parameters, shear-
ing strength parameters and deformation parameters. The index param-eters are used for the classification of cohesionless and cohesive soil. Theshearing strength parameters and deformation parameters are of import-
ance to the design of the access ramps and the bored tunnel.The parameters were inputted into a database, which were then used to
establish a relationship with both the depth and the length of the trajectory.These relationships provide an insight into the variation of the parametersper geotechnical layer in the longitudinal direction.
Ground water
At the position of the access ramps of the tunnel three geohydrologicallayers can be differentiated: the first water-bearing stratum (the layers above
the Boom clay), a water-braking layer (the Boom clay) and the second water-bearing stratum (the layers below the Boom clay). For the latter it involves
the Berg sands. The clay of Asse (layer K2) under the Berg sands, forms thegeohydrological basis of the system. Above the first water-bearing stratumat the northerly access ramp there is still one poorly permeable Holocene
clay layer (layer K1).On the basis of cone penetration tests with pore pressure readings, the
course of the ground water stress was charted. The glauconitic sands werean exception to this: as a result of the mechanical (dilatancy) behaviour of
the mineral glauconite, the (negative) pore pressure readings were not rep-resentative for the prevailing hydrostatic water stresses in the layers. Anumber of dissipation tests were also carried out to make it clearer as to
what the in-situ permeability of the relevant layers was. The pore pressuresmeasured in the first water-bearing stratum were practically hydrostatic, in
which the influence of the tide was visible under the Westerschelde and onthe banks of the Westerschelde.From the dissipation tests and the permeability tests, it appeared that the
Boom clay can be considered as impermeable stratum in a geohydrologicalsense, despite the local presence of siltish or clayish sand deposits. During
the dissipation tests in the Boom clay which lasted 15 minutes, extremelyhigh positive pore pressures were measured which implies an impermeable
character. During a dissipation test in an in-between sand layer in the Boomclay which lasted for 6 hours, not a single influence from the tide was
observed, which indicates that the in-between sand layers have the charac-ter of lenses embedded in clay.From the dissipation tests in the Berg sands it could be concluded that there
was a high permeability and a hydrostatic course of water stress. This con-curs with measurements carried out previously and the permeability tests
in the laboratory. The tidal influence in the Berg sands could also be deter-mined during a measuring in 1991 which lasted for 13 hours. The influenceof the tide is caused by a hole in the upper-lying impermeable Boom clay to
the west of the harbour of Terneuzen.The measured potential differences at the different locations and depths
were so minor, that it could be assumed that there was no question of aground water movement of any importance in the bed. No specific research
was undertaken into the salt content of the ground water. On the basis of datasupplied by the TNO Ground Water Survey Department, it was assumedthat the water-bearing stratums predominantly contain brackish to salty
ground water.
Geotechnical Circumstances 85
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 92/292
Sticking of the Boom clay and design of thetunnel boring machines
Aside from the soil investigation which was carried out by GeoDelft, it was of
essential importance to the contractor to investigate the Boom clay on behalf of the design of the tunnel boring machines. Experiences from previous bor-
ing projects had made it clear that the clay could sometimes cause problemsand delays in the boring process, because of the tendency of sticking to(parts of) the tunnel boring machine. The clay types – at the Westerschelde
Tunnel project, particularly the really clayish layer BK1 and the more siltishlayer BK2 were of interest – had to be examined closer; it had to be determined
what parameters were determinative for the sticking behaviour.As there was no knowledge readily available in this field, the contractordecided to carry out a specific research geared towards the sticking behav-
iour of the clay, in which the adhesion of clay to steel could be determined.Six different types of clay – of varying mineralogical compositions and dif-
fering origins – were subjected to the sticking research. On the basis of thecomparison of the results it was determined that the normal adhesion of
(clay) bed to steel, within a fluid environment is almost exclusively depend-ent on the content of swelling clay minerals and the consistency of theclay bed.
The degree of sticking of the Boom clay which followed from the research,made it clear that the use of a tunnel boring machine without specific
adaptations, could seriously be hindered through sticking, in which particu-larly the BK1 layer would be tricky in the boring process; in order to avoid
problems, the design of the tunnel boring machines – particularly the cuttingwheel and active centre cutter, the excavation and pressure chambers, andthe area around the suction opening where the bentonite was removed –
had to be optimized for this specific aspect of sticking.
86 The Westerscheld e Tunnel
Active centre cutter
Bore frontsupport plates
Cutting wheelwith linked spokes
Slurry removal opening
Spoke with cuttersRemovable
cutters
Fig. 7.11
The cutting wheel was
specifically optimized
for the sticking aspect
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 93/292
8 – ACCESS RAMPS: DESIGN ANDIMPLEMENTATION
G. Kooijman and M.Th. van Staveren
Contents of this chapter:– Design and implementation of the southern access ramp;
construction pit within a slope
– Design and implementation of the northern access ramp;
caisson and construction pit
– Surrounding dykes
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 94/292
Design and implementation of the southern
access ramp; construction pit within a slope
The southern access ramp consists partly of a closed concrete box structurewith a central wall. This box is approximately 31.80 metres wide, 50 metreslong and 19.40 metres high at most. The structure served as the starting shaftfor the two tunnel boring machines, and at a later stage it was provided withconcrete internal work. Connecting onto the concrete box structure, an openbasin structure was constructed at a width of almost 30 metres and a lengthof 88 metres. This (open) section was carried out in 6 sections provided withexpansion joints, of which 4 sections have a length of 12 metres and 2 sec-tions measure 20 metres. The concrete structures have a natural foundationand were constructed in a construction pit surrounded by cement–bentonite
walls which reach down to the sealing clay stratum (Boom clay) which is situ-ated at approximately 25 metres below the surface. In the final situation, the
88 The Westerschel de Tunnel
Introduction
The southern and northern access ramps have both been designed andconstructed in a different manner. In Zeeuwsch-Vlaanderen, near the
southern bank of the Westerschelde, cement–bentonite walls have been
installed which reach from the surface level into the Boom clay stratum.
This clay stratum which lies at approximately 25 metres NAP, forms the
(almost) watertight bottom sealing of the construction pit in which the
activities were carried out.
For the construction of the northern access ramp at Zuid-Beveland, use
could not be made of the watertight horizontal sealing of the Boom clay,
because this stratum was situated at a level which was too deep. That is
why the deepest closed section of the access ramp was constructed by
means of pneumatically immersing a caisson. The connecting open sec-
tion of the access ramp was constructed within a construction pit with
anchored sheet piling and – across the largest section – a bottom sealing of
underwater concrete.
During the immersion of the caisson, fossilized remnants of a woolly mam-
moth were discovered at a depth of approximately 19 metres NAP. It con-
cerned a lower jaw and an ulna of the ‘Mammuthus Primigenius’, which was
estimated at between 20,000 and 30,000 years old. Parts of the lower jaw
have been built-in in the ‘first stone’ of the service building of the tunnel at the
toll square.
Cement–bentonite wall with steel sheet piling
Boom clay
Cement–bentonite
wall
Infill
Starting shaft
Closed exitopen entrance
50 m48 m40 m
Open basin
1.70m6.50m
18.00 m
Impermeable block
Fig. 8.1
Design access ramp
south
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 95/292
polder thus created, also forms part of the access ramp structure. The groundwater level within the polder is maintained at 6 metres –NAP by means of drainage. The entire access ramp is surrounded by a surrounding dyke with aconstruction height of 6.50 metres NAP.
Cement-bentonite walls
The cement-bentonite walls around the construction pit have a thickness of 600 mm. In the walls that have a definite function, light sheet piling has beenincorporated as an extra waterproofing. The circular shaped wall at the head of the construction pit has no definite function. Due to the fact that the tunnel boringmachines had to bore through this, it was not provided with sheet piling.In order to guarantee a sound waterproof connection with the Boom clay,the bottom of the cement-bentonite wall sticks approximately 1,500 mm intothe clay stratum and thus has a length of approximately 28 metres. Theupper part of the cement-bentonite wall was designed at 1.40 metres NAP.
In this, consideration was taken into account of the possibility that the dykearound the construction pit – due to the extension of the lock approachof Terneuzen in the future – would have to act as a primary water-restraint.The design height of 1.40 metres NAP is based on the calculated gradientat the place of the inner foot of this future water-restraint and not on thepolder level.
Construction pit
Due to the construction pit – which measures 150 metres wide, 367 metreslong and with a maximum depth at approximately 19.5 metres – being con-structed within a polder structure, no pressure drainage was necessary and
it was adequate to lower the water table and to drain the construction pit.The water level within the construction pit was lowered to approximately18.50 metres NAP (0.50 metres below the deepest excavation) by applyingfive drainage trenches from the surface level, provided with a horizontal
Access Ramps: Design & Implementat ion 89
Excavation of
construction pit
Fig. 8.2
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 96/292
drainage at 5 metres NAP in combination with vertical filters down to8.60 metres NAP. After the excavation level of 4.50 metres NAP wasachieved, ten ‘deepwell’ pumps were fitted in the deepest section of theconstruction pit to make further excavations possible in the dry.
Concrete work at the starting shaft; first phaseAdaptation of original design based on the calculated swell andsettlements
The presence of the Boom clay – an over-consolidated soil deposit – situatedat approximately 25 metres below the surface level, was of major influenceon the design of the starting shaft (sections 1 through 4). Due to the excav-ation of the construction pit the subgrade is relieved, which can result in theswelling of the underlying soil deposits, in this case Boom clay. The degreein which the swelling occurs is dependent on the geometry of the excav-ation, the deformation characteristics of the soil deposits, and the degree andduration of the relief as a result of the construction pit being open. By apply-ing a concrete structure, the soil then becomes re-loaded, whereby settle-ments occur. The various construction phases – excavation, ground waterlevel reduction and construction of the concrete structure – cause the loadsituation to be extremely complex.The swell and settlements of the soil to be expected at the position of theaccess ramp were extensively calculated in the design phase. The results of the calculations led to adaptations of the original design. One of thechanges concerned the connection of the concrete structure (section 1) ontothe cement-bentonite walls. In order to be able to take up the calculatedrelocations, a concrete flange was applied here. An expansion joint whichwas provided with a rubber expansion profile in order to be able to follow
the calculated deformations, was applied between the flange and the struc-tural concrete of the access ramp. Aside from that, the expansion jointsbetween sections 1 through 4 were expunged; due to the curved course of the deformation of the bottom of the construction pit, these expansion joints would open up at the top end, whereby the thrust forces of the tunnel
90 The Westerschel de Tunnel
Fig. 8.3a
Construction of
starting shaft
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 97/292
boring machines could no longer be taken up in the proper manner by theconcrete structure. The floor was carried out in a single casting session. Dueto technical implementation reasons, the walls and the roof were cast in 4sections. The expungency of the expansion joints also led to an increase of the reinforcement percentage in the longitudinal direction.The relatively slim concrete structure of the closed section of the access
ramp (floor and wall thicknesses of 1,100mm) also lead, in combinationwith the abovementioned design changes, to a substantial quantity of rein-forcement, increasing to approximately 300 kg/m3 in the floor. The adapta-tion of the mixture was necessary in order to make a justified processing of the concrete possible.Due to the short amount of implementation time being available for the con-struction of the southern access ramp – normative for the starting of the bor-ing process – the choice was made for a single casting of the walls over thefull height per section. In order to avoid cracking in the walls as a result of hydration shrinkage, the bottom sections of the walls were actively cooled.
Concrete work at the starting shaft; second phaseDimensioning problems due to greater settlements thanexpected
After both tunnel boring machines had started and the necessary structureswere removed from the starting shaft, the concrete internal work in thestarting shaft could be applied. Due to the boring process being underwayduring the realisation of this concrete work, and the supply and removal of equipment went via the access ramp, the design had a longitudinal phasingper tunnel tube; by means of a ‘detour’ the logistical process of the boringcould take place undisturbed.The ‘second phase’ concrete work encompassed the construction of a clean
water and dirty water cellar, the floors, walls and roofs of both driving tubes,plant rooms and a stairwell/lift shaft. In order to link up this concrete internalwork to the concrete work carried out in the first phase, coupling anchorswere incorporated in the external work. During the implementation – when
Access Ramps: Design & Implementat ion 91
Fig. 8.3b
Construction of
starting shaft
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 98/292
the TBM’s were assembled – it appeared that the actual settlement waslarger than was calculated. The calculated absolute settlement, in the phasein which the soil is re-loaded, amounted to approximately 15 to 40 mm.However, after the completion of the concrete external work and the assem-
bly of the tunnel boring machines the actual settlement locally appeared tobe 4 to 10 times greater (up to approximately 150mm).Due to the coupling system having been applied ‘with fixed dimensions’ inthe concrete work in the first phase, no corrections could take place.
Properties of Boom clay are different to those expected
In order to chart the problem outlined above, an additional monitoring pro-gramme was carried out in which not only measurements of the concretestructure were undertaken, but also that extensometers were placed all theway into the Boom clay to investigate which layers were responsible for the
settlements.On the basis of the results of this investigation, the compressible param-eters of the subgrade were re-established and this showed that the sanddeposits above and below the Boom clay were more compressible thanoriginally assumed. It also appeared that the Boom clay locally was approxi-mately 5 times more permeable than was originally envisaged; a propertywhich resulted in greater settlements per unit of time. The greater per-meability could be explained by the presence of small sand deposits inthe Boom clay. These small sand deposits have a substantial influence onthe total permeability of the soil mass. Aside from that, it appeared that theBoom clay was 2 to 3 times stiffer than previously established in the com-pressibility tests. It was nevertheless not necessary to adjust the design on
the basis of the deviating settlements and swelling behaviour.The problems were solved by connecting the concrete internal work bymeans of the applied coupling anchors onto the concrete external work. Yetdue to this, the internal work was positioned slightly lower than originally
92 The Westerschel de Tunnel
Fig. 8.4
The set-up of the
trailers behind the TBM
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 99/292
designed. This deeper positioning was then compensated by filling-in thefloor to the desired (design) height.
Concrete work of connecting basin structure
Due to the water level management in the polder structure, the connectingsection of the access ramp onto the starting shaft (sections 5 through 10),could be carried out as an open basin structure with low walls surroundedby a green slope. To prevent a ‘short circuit’ between the polluted air whichleaves the tunnel tube at the exit during the operational phase and theclean air which goes into the tunnel at the entrance end, the exit has beenextended as a closed tube across a distance of 40 metres. For architecturalreasons, in the wide central reservation halfway across this ‘ jump’, a so-calledgallery with open columned-walls at the entrance side and a closed wall withrecesses at the exit side, has been realised. The external walls of the open
access ramps have also been provided with recessed ornaments which rep-resent the bolt connections of the bored tunnel.
Drainage
Due to the surplus water as a result of possible leakages and permeability of the Boom clay being minor, and the permeability of the sand deposit presentbeing adequate enough, a limited and simple drainage system would sufficewithout the occurrence of a notable local increase of the ground water level.At both sides of the access ramp, a double drainage tube of 200 mm diam-
eter with an encasing gravel coffer was applied along the concrete structureacross a length of 120 metres. This drainage is provided with flushing capabil-ities at both ends. At the connection to the water cellar an inspection pit hasalso been constructed which is accessible from the surface level.
Access Ramps: Design & Implementat ion 93
Fig. 8.5
Concrete work in thesecond phase
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 100/292
Starting provisions
The boring process started from the southern access ramp in which the con-crete external work (sections 1 through 4) acted as the starting shaft. To
make the start possible, the following facilities had to be applied during andafter the completion of the concrete work:– a shield cradle for the assembly of the tunnel boring machine – one for
each machine;– steel platforms for the assembly of the trailer carriages and platform
carriages.
In connection with the enormous length of the entire boring train – about195 metres – this construction had to be assembled on the embankment.– blind rings and casing rings in the northern end wall and an impermeable
block on the outside of it, in order to make the boring through this wallpossible. The impermeable block was carried out as a filling of sand-cement mortar (B5) applied layer by layer, within the total filling-in of theconstruction pit;
– a steel thrust framework. The framework is fitted in the floor and the roof at the location of section 2;
– facilities for the anchoring of the blind rings.
Design and implementation of the northernaccess ramp; caisson and construction pit
At the northern bank the minimum construction depth required for the firstsection of the access ramp (the receiving shaft of the tunnel boring machines)was approximately 18metresNAP. Given the circumstances, it was not eco-nomical to build a concrete structure at this depth within an anchored sheet
pile pit with tension piles and underwater concrete. That is why the choicewas made for a pneumatic caisson to be immersed from the surface level.After receiving the tunnel boring machine, the construction was providedwith a concrete internal work.
94 The Westerschel de Tunnel
Fig. 8.6
A section of the boring
machine (being
assembled) on the
shield cradle
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 101/292
The caisson – a closed concrete box structure which is provided with a cen-tral wall – has a width of 34.60 metres, a length of 25 metres and a height of 24.10 metres. An open basin structure with a width of 29 metres and a lengthof 260.50 metres connects onto the receiving shaft. This basin is carried out
in 15 sections with expansion joints with a length varying from 10 metres to20 metres. The basin structure is built in a construction pit within anchoredsheet pile walls. At the 10 deepest sections, the bottom sealing consists of afloor made of underwater concrete. At the remaining sections within the sheetpiling, drainage was applied in which use was made of a poorly permeable,sand-containing clay stratum at approximately 7 to 9 metres NAP.The entire access ramp is surrounded by a surrounding dyke with a construc-tion height of 6.50 metresNAP.
Adapting the building of the caisson – first phase
Initially the idea was that the caisson could be built at the surface level. Tothis end, the soft covering layer (clay and peat) – present down to approxi-mately 4.50 metres below the surface – had to be replaced by a groundimprovement consisting of sand. As a result of the higher rising heightin the aquiferous layers under this pack (in the construction phase up to1 metre NAP, and thus approximately 1.50 metres above the existing sur-face), the building of the caisson could not have been realised withoutdrainage or an enclosing dyke. That is why the choice was eventually madefor the construction of a construction pit in which the soft deposits could beexcavated. By making use of a water-braking layer situated approximately
8 metres NAP the drainage remained extremely limited. Due to this theconstruction level of the caisson was also reduced by approximately 4metres. After casting the floor of the caisson, the construction pit could beremoved.As opposed to the receiving shaft of the access ramp south, the walls of thecaisson with a height of 16.60 metres were cast in 4 layers. An active coolingof each casting was necessary in order to achieve a crack-free and thuswaterproof structure. The following facilities were applied for the immersionof the caisson:
– the usual immersion facilities such as:
• a cutting edge and excavation chamber for the excavation underincreased air pressure;
• air locks for personnel and equipment in order to gain access to theexcavation chamber;
• bentonite piping located at the external walls for the reduction of thesoil friction;
Access Ramps: Design & Implementat ion 95
25 m
Infill
160 m43 m
Impermeable block
Caisson2.50 m
Closed exit
open entrance
Open basin
6.50 m
Tensile piles
Sheet pilingDiaphragm wall20.70 m
Fig. 8.7
Design access ramp
north
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 102/292
– in the southern end wall – where the tunnel boring machines werereceived – the blind ring openings were closed with a low-strength mortar;
– in the northern end wall, the openings for the future driving tubes wereclosed by means of a reinforced concrete diaphragm wall with a thickness
of 500 mm.
96 The Westerschel de Tunnel
Extractingmud
Temporarylock walls
Dischargeof mud
Dischargeof mud
Stairwell
Diver’s airlock
Supplyof water
Sprayingsand loose
Cutter
Fig. 8.8
Diagrammatic
representation of
immersing caisson
Fig. 8.9
Construction of
the caisson
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 103/292
A rubber-metal joint strip has been incorporated in order to realise thewaterproof connection onto the section at the rear of the access ramp. Duringthe immersion, the opening was made soil-proof by means of a welded sheet.After the caisson was placed at the right depth, the excavation chamber wasfilled with grout to replace the ballast water which was placed into the caissonduring the immersion phase.
Caisson second phase
A different starting point was chosen for the coupling of the concrete inter-nal work to the first phase concrete work than was the case at the southernaccess ramp. In connection with the possible positioning deviations in thefinal situation as a result of inaccuracies during the immersion, the choicewas made for a more position-independent coupling. The support occurredby means of facing walls and supportive consoles onto which the floor wouldbe constructed.
For the position of the consoles, a height was taken as such, that the expectedtolerances could be taken up under the floor by means of a primary beam.In this, some important points for attention were the transitions betweenthe partially fixed support on the facing wall, and the simple support on theconsole.
Acceleration
The concrete internal work which encompassed the construction of a cleanwater and dirty water cellar and the floors/walls/roofs of both driving tubes,could only be carried out after the arrival and dismantling of both tunnelboring machines. In order to limit the construction time as much as pos-sible, a number of optimizations of the design were done during the boring
process. Thus the lift, the stairwell and the area for the technical installationswere relocated to the adjacent sections of the access ramp which were builtsooner. A completely new installations building was designed for this on theroof of these sections (2 and 3). Aside from that, the roof of both tunnel
Access Ramps: Design & Implementat ion 97
Fig. 8.10
The immersion of the
caisson
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 104/292
tubes and the closing of the openings in the roof of the caisson were carriedout with prefabricated beams.The section of the northern access ramp which connects to the caisson, wasconstructed within a construction pit with anchored sheet piling. Due tothe fact that a water-braking soil deposit was missing and large-scale andlengthy drainage was not permitted, a bottom sealing of underwater con-crete was applied in the deeply situated compartment of the construction pit(sections 2 through 11). This sealing, which was anchored by means oftension piles, has a thickness which varies from 1.40 metres to 1.10 metres.In the compartment situated higher (sections 12 through 16), a temporarydrainage had to be applied between the sheet pile walls.After the sheet pile walls and the anchoring was applied, the deep compart-ment of the construction pit was excavated dry down to 4 metres NAP, in
which use was made of the water-braking deposit situated at 8 metres NAP.Then the pit was filled with water, which had an over-value of 0.15 metresabove the rise height of the aquiferous pack, and the excavation was con-tinued in the wet.For the design of the pile foundation and the choice of the type of pile, thepresence of the extremely compacted glauconitic siltish sand starting ata depth of 19 metres NAP, was important. Based on the high cone values,a pile toe level deeper than 23 metres NAP was considered as notimplementable.Dependent on the piling grid, the occurring tensile force and the thus associ-ated pile toe level, prefabricated concrete piles (450 450mm) and Vibro-composite piles (with a diameter of 508mm with prefabricated elements
of 320
320mm) were used. The prefabricated concrete piles were applied inthe section situated higher, where the required piling depth into the glauconiticsand was minor (approximately 1 metre). The Vibro-composite piles wereapplied in the deep section where the driving depth measured 3 metres to
98 The Westerschel de Tunnel
Fig. 8.11
Installations building
being constructed
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 105/292
Access Ramps: Design & Implementat ion 99
Fig. 8.12
Construction pit and
construction of basin
structure
4 metres and the section where, in order to apply the underwater concrete, afilling layer of gravel with a thickness of at least 500 mm was needed.
Concrete work – the sections which connect onto the caisson
The design of the northern access ramp is the same as the design of thesouthern access ramp where it concerns the staggered entrance and exit,the columns and wall with recesses in the central reservation and the orna-ments in the outside walls.Due to the backfill within the dyke, the northern access ramp has been car-
ried out with high walls. Although the retaining height – approximately 11metres – is not exceptional, it was difficult to comply with the set flexurerequirement for the cantilevered walls of the sections positioned deeper.In order to overcome this problem, the cantilevered walls over the sectionwhere the exit end is still closed, were strutted on the roof of this closed sec-tion. For each section, on either side of the expansion joint, two concretestruts with a 0.80 metre diameter were applied. In connection with the riskof a possible collapse of these struts, the requirement was set that they hadto be resistant against a hydrocarbon fire lasting for two hours at a maxi-mum temperature of 1,100 °C.Taking the normal forces into consideration, the spalling of the concrete wasconsidered as normative. The strut was therefore carried out in a relativelylow concrete quality B35 which is less sensitive to spalling and which wasprovided with a heat-resistant epoxy coating.The structural floor of the concrete basin structure was cast without aspread or slide layer, directly onto the underwater concrete. This has an
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 106/292
advantage that the connection between the tensile piles and the structuralfloor is optimum. However, the disadvantage is that the underwater concreteobstructs the hydration shrinkage in the structural floor. In order to deter-mine the effects and the possible measures required, a temperature calcu-
lation was carried out. This showed that the underwater concrete on theunderside of the floor behaves like external reinforcements as it were,whereby many small cracks come about. Additional measures were thereforenot necessary. At the top of the structural floor in the transverse direction,the crack-width criterion of 0.15mm was achieved with the normal rein-forcement; in the longitudinal direction this criterion was exceeded in someplaces whereby additional reinforcement was necessary.
Receiving facilities
The caisson on the northern bank served as a receiving shaft for both tunnelboring machines. In order to make the receiving possible, a number of facil-
ities had to be applied during and after the completion of the concrete work1st phase:– blind ring and casing rings in the northern end wall and an impermeable
block for boring through this wall. The impermeable block, having a lengthof 6 metres, was carried out as a monolithic block of low-strength mortar(B5) within a temporary sheet pile pit which connects onto the caisson.Firstly a layer of underwater concrete with a thickness of 1.50 metres wascast as a bottom sealing. After the application of the impermeable block,the temporary support of the filling of the casing rings (necessary for theimmersion of the caisson) could be removed;
– as a result of experiences with boring projects in Germany, it was decided tofill the caisson as such, that boring on the inside could occur immediately.
The filling consisted of a shield cradle (a filling of low-strength mortar (B2)with a thickness of approximately 4 metres), with a stepped filling of thesame low-strength mortar on top, of which the dimensions were as such,that the tunnel boring machines could bore into this block completely with aminor supportive pressure. Further, the caisson was filled again with water.
100 The Westerschel de Tunnel
Fig. 8.13
Arrival of TBM in the
receiving shaft
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 107/292
Surrounding dykes
Around the northern access ramp at Zuid-Beveland as well as the southernaccess ramp at Zeeuwsch-Vlaanderen, a so-called surrounding dyke has
been constructed. This surrounding dyke has a water-restraining function.This avoids a polder being flooded in the event that the tunnel would col-lapse and fill up with water as a result of a disaster. On the other hand, it pre-vents the tunnel from filling up, and may possibly act as a siphon themoment that the polder outside the surrounding dyke becomes flooded.For the surrounding dyke, the degree of stability is of importance in the con-struction phase as well as in the operational phase of the tunnel. However,a surrounding dyke is not a primary water-restraint, but only functions in theevent of a disaster. Simultaneously, a surrounding dyke is also not a stan-dard secondary water-restraint; after all, a surrounding dyke must be able torestrain water on both sides of the dyke. This meant that for the design of the surrounding dykes, no standard design method was at hand. A design
according to a primary water-restraint would cause an unnecessarily heavydyke, whereas a design in conformity with a secondary water-restraint wouldbe too optimistic.The brief was that the degree of the surrounding dyke’s safety had to con-tribute to the safety level against flooding, which was stipulated in the FloodDefences Act. The tunnel, including the surrounding dyke, was thus consid-ered as an engineering structure in the existing water-restraint. For the sur-rounding dyke of the access ramp at Zuid-Beveland this means a permissiblechance of failure of 1/400,000 per annum for the operational phase.
Access Ramps: Design & Implementat ion 101
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 108/292
9 – THE TUNNEL LINING
R. van Beek and E.J. Sonke
Contents of this chapter:
– The design of the lining • Briefs
• Geometry of the segments
• Model
• Loads
– Segment production and dimensional issues
• Production process
• Quality assurance
• Dimensional problems
i ht © 2004 S t & Z itli B V Li Th N th l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 109/292
The design of the lining
Briefs
The primary function of the lining is to withstand soil and water pressuresduring the construction stage and during use. When a bored tunnel is beingconstructed, the lining also has to absorb the reactive pressures (jacking
pressures) of the tunnel boring machine (TBM) and withstand the pressuresof the grout injected at the tail void of the TBM. This grout injection is neces-sary to fill up the space (tail void) which arises because the TBM has a largerdiameter than the tunnel ring put in place. A relatively slim structure such asa bored tunnel has a special interaction with the surrounding ground: on theone hand the ground exerts a load on the tunnel and on the other hand theground contributes to the strength and stiffness of the structure. Furthermore,the loads are also dependant on deformations of the lining.The wall of both tunnel tubes is built up of concrete rings, which in turn con-
sist of prefabricated segments, also called ‘Tübbinge ’. During the construc-
tion of the tunnel, the erector placed these segments at the required position
104 The Westerschel de Tunnel
Introduction
During the boring process, the lining (tunnel wall) is built up of segmentedtunnel rings inside the tail of the tunnel boring machine. The tunnel rings,
which were designed as interlocking hinged rings, were constructed from
seven segments with a weight of approximately 10,000 kg and a keystone
with a weight of 1,750 kg. The segments fit together to make a watertight
seal by means of rubber (neoprene) seals. Each ring has an external diameter
of 11metres and an internal diameter of 10.10metres. A ring is 2meters wide
in the longitudinal direction. In order to be able to make bends and follow
the alignment, ‘left-hand’ as well as ‘right-hand’ rings were made. It was
extremely important to produce the segments with the greatest possible
care to be able to guarantee the required accuracy (dimensions) and quality
of the concrete. The combination of high water and soil pressures and the
thrust forces of the TBM on the segments required the concrete strengthto be at least B55.
This chapter will first of all discuss the design of the lining. Secondly, the
manufacturing of the segments will be dealt with and finally the problems
with dimensions which occurred during their manufacture.
1 ,
9 7 7 .
5 2
, 0 2 2 .
5
11,000
Boring direction
Boring direction
Fig. 9.1
Diagrammatic
representation of the
construction of a
tunnel ring
i ht © 2004 S t & Z itli B V Li Th N th l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 110/292
inside the tunnel boring machine in a stretching bond until a ring wasformed. Each ring has an internal diameter of 10.10 metres and is 2 metreswide (in the axial direction). The joint between two rings is called the ring joint. Due to the difference in the position of the hinged expansion joints the
rings situated next to each other will deform differently. These deformationdifferences are limited by mutually interlinking the rings by means of a con-crete ‘dowel-recess’ joint (Nocke-Topf joint). This connection is loaded onradial forces. In order to guarantee that the tunnel is watertight, a rubber sealis fitted round the segments. Due to the segments being pressed againsteach other, the seal also becomes compressed and the water pressure, witha maximum of 6.5bar due to the depth, can be withstood.
Design calculation values
The bored tunnel was constructed in both sand and clay layers. This meantthat the design of the lining had to take into account any rises in ground-water in the sand layers as a result of the tide. The following table gives the
values used in the design calculations for the parameters of the various soillayers. GZ stands for ‘glauconitic sand’ and BK stands for ‘Boom clay’.
The Tunnel L in in g 105
Layer Type (kN/m3) cu (kPa) c (kPa) (°) K0 E (MPa)
Sand
Sand
Sand
Clay
Clay
19 32.5
20 10 30
20 150 20 22.5
20 100 10–20 27.5
Z1
GZ1
BK1
BK2
GZ2 20 15 10 30
0.5
0.5–0.8
0.6–0.8
0.6–0.8
0.5–0.8
40
80
40
40
100
Fig. 9.2
Calculation values of
parameters for design
calculations
It was especially the horizontal soil pressure coefficient (K0) and the modu-lus of elasticity (E) that were important for the ring calculations. The horizon-tal soil pressure coefficient gives the relationship between the vertical and
horizontal soil pressures. If the vertical soil pressure is much higher comparedto the horizontal one, the tunnel tube will deform in an oval shape. As a resultof this, the soil above and below the tunnel tube relieves; the soil pressurebecomes active and therefore decreases. The soil at the sides however is underpressure and increases due to passive behaviour. The differences between thesoil pressures around the tunnel ring decreases as a consequence, whichresults in a reduction of the bending moment. A higher horizontal soil pressurecoefficient is better for the moment distribution curve in the rings because thesoil load on the ring is more evenly distributed.
The stiffness of the soil can be expressed in the modulus of elasticity (Eoed).
Compared with other bored tunnels in the Netherlands, the soil in which theWesterschelde Tunnel was bored, with a minimum Eoed of 40 MPa, was notreally considered to be soft.It was assumed in the design of the segments that the salt content of thewater would be comparable to that of sea water. This resulted in a specificgravity of the water with a maximum of 10.3kN/m3.
Requirements set on the design of the lining
Requirements were of course set on the design of the lining. So the calcula-tion had to be carried out according to the technology available at that timeand various types of load had to be taken into account. In addition to thestructural behaviour due to soil and water pressures, the possibility of colli-
sions, fire and explosions and the possibility of a ship sinking next to orabove the tunnel tubes were also taken into account. These loads play a roleduring the phase when the tunnel is in use. Yet, perhaps even more import-ant, are the loads on the segments that occur when constructing the tunnel
i ht © 2004 S t & Z itli B V Li Th N th l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 111/292
tubes: the construction loads, in which particularly the maximum occurring jacking forces and/or grout pressures can be normative.Furthermore, the requirement of a life span of 100 years was set on the tun-nel as a whole – and therefore also on the segments from which the lining
is constructed – and the tunnel wall has to be able to withstand a hydrocar-bon fire with a maximum temperature of 1,350 °C for a period of two hours(RWS curve).Evidently the design had to fulfil (geometric) requirements which arose fromthe boring process.
Geometry of the segments
The choice of the dimensions of the segment is determined by a variety of interrelated factors.In general, the width of a segment (in the longitudinal direction) is chosen to
be as wide as possible with the aim of optimising the speed at which the tun-nel boring machine advances. The width is determined by factors including:– the maximum possible length of the jacks;– the space available for transporting and placing the segments;– the maximum weight that can be lifted by the erector.
The length (along the circumference) of a segment is determined by thenumber of segments that a complete ring is subdivided into. This is affectedby the following factors:– the space available for transporting and placing the segments and the
capacity of the erector;– the structural behaviour in the elements.
The thickness of the segments is determined by the following aspects:
– the structural behaviour in the segments in relation to the chosen lengthand width;
– the magnitude of the jacking forces that the TBM exerts on the segmentsand the degree in which this is distributed by the jacking shoe;
– the detailing of the joints in connection with the sealing and the transferof forces between the segments;
– the way in which the segments are interlinked.
In the case of the Westerschelde Tunnel, a tunnel ring consists of a total of7 segments and a wedge-shaped keystone, all of which are 0.45 metres thick.Five of the 7 segments all have the same dimensions. These segments arecalled the A stones. The other 2 segments (B and C stones) complete the ring,together with the closing stone (the keystone) – which is placed between theB and C stones. The B and C stones are each other’s mirror image and are dif-ferent from the A stones because the length of the circumference at the front
106 The Westerschel de Tunnel
Nut forsealing section
Kaubit/triplexplates
Dowels
Dowels
Longitudinal joint
Recesses
Recesses
Ring joint
(Temporary)bolt
connection
Fig. 9.3
The geometry of a
segment (A-stone)
i ht © 2004 S t & Z itli B V Li Th N th l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 112/292
of the segment (where the jacks push against the segments) is smaller thanat the back (where the segment is placed up against the already completedtunnel rings). This difference in length between the front and back is necessaryto be able to put the wedge-shaped keystone in position.
The segments, which weigh approximately 10,000 kg, are 2 metres wide inthe longitudinal direction with a circumference length of about 4.5 metres.In order to be able to make bends during boring and to give the tunnel therequired alignment, the segments are conically shaped by varying the widthof the ring around the circumference by 45mm. Left and right-hand ringswere used to be able to place the keystones in the top half of the tunnel ringas far as possible.
The Tunnel L in in g 107
A1
A2
A3
A4
A5
B
KC
Fig. 9.5
Diagrammatic
representation of
conical rings
Fig. 9.4
Diagrammatic
representation of a
tunnel ring
Seal A single rubber seal is fitted round the whole circumference of the seg-ments. Similarly to the concrete and the reinforcement used in the lining,
this seal also has to fulfil the set requirement of a life span of 100 years andthis means that it must be able to guarantee watertightness under a pres-sure of 6.5 bar for this whole period. Since the material with which the sealwas made slackens over time – during the life span a total relaxation of
i ht © 2004 S t & Z itli B V Li Th N th l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 113/292
47% was assumed – it was designed to withstand a water pressure of 13 bar.Watertightness cannot be shown in a calculation and therefore it is commonto prove the seals in a test set-up. Generally the section is only tested in a steelmould. However, for the watertightness it is also of great importance that the
concrete around the rubber seal remains intact. This was also investigated inthe testing of the seals which were fitted in the lining of the WesterscheldeTunnel: the test was carried out in a concrete set-up with the aim of testingboth the seal and by testing the possible shearing behaviour (‘spalling’) of theconcrete ‘behind’ the seal. During the tests, the seal was tested for water-tightness with the minimum pressure stress present. This minimum pressurestress occurs at a maximum joint opening and a maximum shift between2 lining elements. The testing of spalling occurred at a maximum pressurestress, thus at a minimum joint opening and without shifting.
Ring joint The tunnel rings are interlinked by a ‘Nocke-Topf ’ joint (concrete dowel-
recess) joint. On the side of the segments on which the tunnel boringmachine pushes with the aid of jacks, two recesses are located each at a 1 ⁄ 4
distance from the ends in the segment circumference. The concrete dowelsare located on the other side of the segment, which is placed against the ear-lier completed tunnel ring, at the same positions on the circumference. Thisconcrete dowel-recess joint increases the stiffness of the structure and isintended to reduce the differential displacements between the tunnel ringsby taking up the radial forces. If the rings move in relation to each other(greatly exaggerated this would be ‘escaping’ from the tube shape) the trans-fer of forces which is associated with this, occurs through the concretedowels and recesses. A ring that deforms gets support from the adjacent
rings by means of the coupling and therefore the mutual deformationscan remain limited. This is important because too large a movement of the
rings in respect of each other has an adverse effect on the watertightnessof the lining; the rubber seals would no longer butt up against each otherproperly.Further optimization of the geometry of the concrete dowel-recess joint hasresulted in the concrete dowel being located deeply into the recess. The sur-faces of the recess have a differentiated gradient with the result that when thesegment is in the correct position, the concrete dowels are located right down
into the deepest part of the recess. This detailing has a positive effect on thedistribution of forces in the recess, because the force is applied so deeplythat the reinforcement contributes (indirectly) to the shearing capacity.
Longitudinal joints
The longitudinal joints form the connections between the segments withina ring. These joints are designed as a concrete hinge with a certain rotationalcapacity. The longitudinal joint of the keystone is an exception to this andhas a ‘tongue and groove’ joint to affix this segment during the building-inand grouting. Due to the parallel joint surfaces of the keystone, this couldotherwise shift as a result of the major radial grout forces if no normal forceshave developed as yet.
Bolt connections The segments were pushed against each other by the jacks which pushedthe TBM forwards during the boring so that the seals in the ring joints werecompressed. In the first place this occurred in the longitudinal joints by theerector force and in the final phase, by the ring compressive force caused by
the external load on the ring. In order to absorb any relief of pressure on the joints, during the construction phase, temporary bolt connections werefitted in the joints on each segment: 4 on the ring joint side and 2 on thelongitudinal joint side.
108 The Westerschel de Tunnel
i ht © 2004 S t & Z itli B V Li Th N th l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 114/292
The pre-tensioning of the lining in the longitudinal direction is not guar-anteed in the starting and receiving shafts. That is why a permanent boltconnection was chosen over a length of 30 metres (15 rings). It was calcu-lated that after this distance the friction of the soil around the tunnel wouldbe high enough to keep the lining pre-tensioned and thus to compress the
rubber seals sufficiently. Due to the fact that the tunnel is required to have a100 year life span, the permanent bolts were made of stainless steel.
Concrete and reinforcement The forces acting on the lining, which were governed by the forces in the
construction stage, made it necessary to use reinforcement. In order todetermine the bending reinforcement in the tangential direction, the bend-ing force and normal force were evaluated. The favourable effect of thenormal force could be taken into account. For all combinations of (possibly
occurring) loads, it appeared that the chosen minimum reinforcement(10–100 inside and outside) was applicable throughout.A high normal compressive force is present on all joint surfaces (ring andlongitudinal joints). This made it necessary to apply splitting reinforcement.This reinforcement should be applied at the longitudinal joints to withstandthe high normal compressive force of the ring and at the ring joints to with-stand the enormous thrust force of the TBM.
Concrete covering and life span The design of the segments assumed a concrete grade of B55. The meshreinforcement consists of ribbed concrete reinforcing steel. In view of thelife span requirement, on the basis of a probabilistic point of view, a 50mm
The Tunnel L in in g 109
Fig. 9.6
The application of the
temporary bolt
connections
i ht © 2004 S t & Z itli B V Li Th N th l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 115/292
thick covering of concrete on the reinforcement was required. An exceptionto this was the concrete covering at the concrete dowels and recesses,where the concrete covering was reduced to 35 mm locally. With this, theeffectiveness of the reinforcement close to the surface played an important
role. It is better from the structural point of view to restrict the thickness of theconcrete covering at the concrete dowels for the redistribution of the forcesin the concrete dowel. As a result of the requirement set on the life span, itwas, however, desirable to keep the covering of concrete over the reinforce-ment as thick as possible: the thicker the covering, the better the reinforce-ment is protected against corrosion.It is clear that the structural safety and the requirements in respect of lifespan have conflicting design conditions concerning the concrete coveringon the reinforcement. Due to the fact that in the enlargement of the cover-
ing at the concrete dowel-recess the chance of cracking was great – likewisewith a negative effect on the life span – the choice was made here for acovering of 35mm. As an additional measure the joint surfaces in which the
concrete dowels-recesses were situated were fully hydrofuged.
110 The Westerschel de Tunnel
Fig. 9.7
Reinforcement
Model
ETL Duddeck model The basic principles used for the ring calculations are those in the modelaccording to the ‘Empfelungen f ür Tunnelbau in Lockergestein’ (ETL1980),also known as the ‘Duddeck’ model. The representation in this 2-D frame-work analysis is confined to two interlinked rings (in fact one ring plus twoadjacent half-rings), which are supported by radially acting soil springs. Thecoupling between the two rings consists of tie-bars which represent theconcrete dowels. The rings consist of the same number of curved bars
as the segments (7). The closing segment is not implemented in the ringmodel. The interaction in the ring between the segments (longitudinal joint)themselves is represented as a hinge with a restricted rotation capacity. This
makes use of the theory of Janssen (and also Mönnig/Netzel), which statesthat the moment capacity depends on the rotation and the normal com-pressive force of the rings. This representation of the longitudinal jointsmakes the rings stiffer compared with a ring with hinges. As a result, the
i ht © 2004 S t & Z itli B V Li Th N th l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 116/292
moments in the ring will increase and the coupling forces in the dowels willdecrease. In addition, this gives the most realistic estimate of the compres-sive forces in the concrete in the concrete hinge.In order to support the input parameters chosen – stiffness and location of
tie-bars, failure of tie-bars, stiffness of the rotation hinge, longitudinal jointand bed – a parameter study was carried out, in which different values wereentered for the variables referred to.
Bedding (interaction with the ground) A relatively slim structure as a bored tunnel has a special interaction withthe surrounding soil: on the one hand, the soil puts a load on the tunnel andon the other hand the soil contributes to the strength and stiffness of thestructure (bed). It is very important that when the tunnel rings come to be
outside the shield because of the progress of the tunnel boring machine,they are directly supported in their surroundings. For this purpose, the tailvoid, which is the space between the outside of the shield and outside of the
lining, is filled with grout under pressure during the boring process.If, once outside the shield, a tunnel ring deforms, the ring encounters a react-ive force from the surrounding ground (and grout). The design calculations,in accordance with the Duddeck model, assume a support in the radial direc-tion. In the assumed representation, notwithstanding the degree of soil cov-ering, this bed was not applied at a vertex angle of 90°, except in the load
cases where vertical ovalization of the tunnel ring occurred. In those casesthe spring stiffness of the soil across the vertex angle was reduced to 50%,whereby it was checked if the weight of the soil cover above the tunnel wassufficient to take up the reaction forces.
Stiffness of the tie-bars
The interaction between the two rings processed in the model by means of so-called tie-bars representing the concrete dowels (Nocke-Topf joint) of thesegment. The stiffness of these tie-bars can be very decisive for the distri-bution of forces in the rings. High stiffness results in more interaction(higher coupling forces) and lower ring forces.A parameter study carried out also shows that the location and the numberof couplings have an effect on the distribution of forces. On the basis of this
parameter study the location and the number of tie-bars were chosen assuch, that the calculated coupling forces, based on experiences (and laterverified by shearing tests) of the physically possible dimensions of theconcrete dowel-recess could be included.
Loads
A large number of load factors – and combinations of these – were takeninto consideration when carrying out the calculations. A distinction was
made between loads which are the result of constructing the tunnel (con-struction stage loads) and loads which (could) play a role during the stageof usage.Overall safety factors were used for the combinations of load factorsinstead of partial factors, especially due to the high degree of complexity.The magnitude of the overall factor depends on the degree of probability of a particular combination occurring.
Load due to dead weight, soil and water pressures The basic loads for all combinations are the result of the dead weight of thering (based on segment thickness excluding grout) and the water and grain
The Tunnel L in in g 111
i ht © 2004 S t & Z itli B V Li Th N th l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 117/292
pressures. For the grain pressures, a distinction is made between vertical
and horizontal grain pressures. These are combined into radially actinggrain pressures. The vertical grain pressure under the tunnel ring is deter-mined by means of the vertical equilibrium taking the basic loads.A separate study showed whether or not the tangential bed and the tangen-tial grain pressure is taken into consideration has hardly any effect on theresults, given the relatively stiff subgrade around the Westerschelde Tunnel(40 MPa or higher).
Temperature In the design calculations a temperature gradient across the thickness of thelining of T 20 °C was included. In general it can be stated that the load
due to temperature and temperature differences have a limited effect on thedistribution of forces.
Load caused by internal structures and traffic load Loads that are the result of parts of the tunnel structure, such as cable galleryelements, sand-cement stabilisation and road construction were taken intoaccount for the construction stage. In addition, the construction traffic(including the trailers of the tunnel boring machine and the arriving anddeparting trains) also had to be taken into account during the constructionstage, whereas the structure is loaded by road traffic in the stage of usage.
Special loads in the final stage
The possibility of accidental loads occurring in the form of fire and explo-
sion, collisions and a ship sinking above or next to the tunnel were takeninto account in the design of the lining. The design calculations showed thatit is particularly the asymmetrical loads (for example as a result of a shipsinking, but also as a result of the possible extension of the outer harbour of Terneuzen), which are governing for the reinforcement and the coupling forces.In addition, a higher ratio between horizontal and vertical loads producesgreater forces and moments, primarily determined by the value of the hori-zontal soil pressure coefficient, the depth of the tunnel and the magnitude of
the water pressure.
(Special) loads during the construction stage The main loads which occurred during the construction stage, consisted of
the enormous jacking forces which were put on the segments to thrust theboring machine forward. In addition, an important point requiring attentionwas the load as a result of the grouting (under pressure) of the tail void; thespace between the external diameter of the shield and the outside of the
112 The Westerschel de Tunnel
Construction stage
Final stage
Normal use
Normal use temperature ( a)
a trailer
Grout pressures (directly behind the TBM)
a construction traffic
a passage of TBM construction traffic
Normal use (including traffic)
Normal use (including traffic) temperature ( b)
b collision
b explosion
b sunken ship
1.7
1.5
1.5
1.5
1.5
1.1
1.7
1.5
1.1
1.1
1.5
Fig. 9.8
Load factors
i ht © 2004 S t & Z itli B V Li Th N th l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 118/292
lining. These loads for example, had a major effect on the forces to whichthe concrete dowels of the segments were exposed.Combinations of special load factors were also included in the calculations,such as lifting up and transporting the segments. In view of the start and fin-
ish of the boring process where the tunnel tubes lie close to each other –consideration has also been taken into account with a disaster load as aresult of an operational defect of the passing TBM on the already finishedparallel tube. In this, for the finished tube in which the backfill is also pres-ent, the bed across the adjacent side collapsed totally resulting in a lack of support on that side.
The Tunnel L in in g 113
Fig. 9.9
The jacks of the TBM
apply an enormous
thrust force onto the
segments
‘Flexible’ connection with starting shaft After the commencement of the boring process, the TBM was located in a ‘dry’
construction pit for the first 60 metres. The boring through of the cement-bentonite screen (60 metres after the start) formed a special load scenario inthe longitudinal direction. As soon as the TBM had bored through thecement-bentonite wall (a watertight screen), the tunnel is subjected to‘ground’ water. At this location, from the one surface to the other in thelongitudinal direction, the tunnel was partly not loaded and partly loadedby the water pressure. This special load case resulted in (temporary) highring-interaction loads on the concrete dowels of the segments.
After the watertight connection of the bored tunnel with the starting shafthad been completed, the ‘dry’ pit (a temporary man-made polder) was inun-dated. The latter could possibly also have consequences for the displace-ment of the tunnel with respect to the starting shaft. On the one hand,
i ht © 2004 S t & Z itli B V Li Th N th l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 119/292
because the tunnel could experience floatation and on the other hand, dueto the swelling properties of Boom clay under the tunnel. Since it was notclear beforehand whether and to what extent differences of settlementcould arise between the two structures, a flexible connection was required
here. The bored tunnel was therefore connected to the starting shaft with anOmega seal to make a watertight seal whilst not obstructing the vertical dis-placement of the bored tunnel. Also at the end shaft a similar constructionwas applied in order to take up possible settlement differences between thebored tunnel and the caisson.The point for attention here was the impermeable block for the starting shaft(which consisted of a sand-cement stabilisation and was approximately8 metres long) in which the first part of the bored tunnel lies. In order tomake some movement of the impermeable block possible with respect to
the starting shaft, the front wall of the starting shaft was coated with bitu-men before installing the impermeable block.
Segment production and dimensional issues
Introduction The production of a total of nearly 53,000 segments which were required forthe construction of the Westerschelde Tunnel, took place immediately nextto the southern access (also the starting shaft of the boring machines) in afactory set up by the contractor (Betonwarenfabriek Terneuzen [Factory forconcrete products] – BFT). In a ‘make or buy’ study carried out by the con-tractor, the arguments that the segments became directly available for the
boring process and that less transportations and storages would be neces-sary, and the chance of damages was thus smaller, were of overriding
importance to carry out the production under own control.Next to the self-evident fact that the pre-fabricated segments had to fulfilthe design requirements, production requirements also played a role whichwere more of a logistical nature: the speed of production had to keeppace with the progress of the boring process; otherwise this process wouldcome to a standstill in the most extreme case. This meant that at the plannedaverage progress of the boring machines of 12 metres a day (6 rings) –
including repair time and other delays, the required production would be96 segments a day. At a boring rate of 16 metres a day, the number of seg-ments required was even 128.This production requirement, based on this last boring rate, determined toa large degree the layout of the production process of the concrete factory.
The factory had two production lines, one for left-hand rings and one forright-hand rings. Each line had a maximum production capacity of 64 seg-ments a day and had 48 moulds.
114 The Westerschel de Tunnel
O f f i c es of T er neuz en C onc r et e F ac t or y
Building II
Building I
EF
E F
D C B A G
D C B A G
H
J
J
H
I
I
K
K
A. Cleaning, greasing and building-in of parts
B. Building-in reinforcement
C. Checking on closure of formwork and
concrete covering
D. Casting and compacting concrete
E. Finishing off the top of mould and covering with foil
F. Heated hardening chamber
G. Demoulded and provided with an identification number
H. Undertaking of small repairs if necessary I. 48 hours interim storage under plastic
J. Cosmetic finishing-off and glueing of sealing section
Building II
K. Storage on open site, 28 days after the production date
the elements can be used for tunnel construction
Diagrammatic
overview of concrete
factory (building II);
at building I the
reinforcement isprepared for use
Fig. 9.10
i ht © 2004 S t & Z itli B V Li Th N th l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 120/292
Production process
Carrousel system The production of the segments took place in a so-called carrousel system, inwhich the segment ‘in the making’ went round and passed through variousstages before the segment was labelled ‘finished product’. Broadly speak-ing, the segments passed the following ‘stations’:– the production process started with cleaning the formwork and removing
bits of hard concrete and other matter. Points requiring special attentionwere the positions of the joints and the protection of the formwork in thecorners and at the bottom of the mould.
– the personnel fitted the mould with built-in parts such as anchors, plasticscrew casings and suchlike and put the mould faces in mould oil. Afterthis, the reinforcement cage was mounted in the formwork, includingspecial spacer blocks which would ensure the required covering of con-crete on the reinforcement.
– at the next station, the concrete was cast in layers. Due to the curved sur-face of the segments, a special scribe (upper formwork) was required,which in view of the large surface area of the segments consisted of twoparts which were closed separately.
– after the concrete had been cast, the segment was taken to the heated‘hardening room’. The segment stayed there for at least 8 hours until ithad reached a compressive strength force of 19N/mm2 required for thedemoulding.
– after demoulding, the segment, which was covered with a protective foil,went into storage for a period of at least 48 hours. The foil was necessaryto prevent effects from the outside as much as possible: the developmentof the concrete strength had to take place under the most favourable pos-
sible conditions and the foil protected the surface from drying out.The segment subsequently came on to the finishing line. This was where itwas looked at to see whether there were any holes, damage or air bubbles
The Tunnel L in in g 115
Fig. 9.11
The concrete factory
i ht © 2004 S t & Z itli B V Li Th N th l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 121/292
and the segment underwent a ‘cosmetic’ treatment. After this, the surface of the segments in the area of the concrete dowels and recesses was treatedwith a hydrofobing gel. The next step was to install various fittings on thesegment, such as the kaubit plates for securing the jacking forces onto the
segments. This kaubit was very quickly replaced by plywood plates due tothe large amount of damage that occurred during the construction of therings (see Chapter 11 ‘The Boring and Tunnelling Process’). The seal was alsoattached to the segment here: an adhesive was sprayed manually into theopening for the seal after which the section was pushed into the opening.Then a machine pushed against the section for 15 minutes, after which thesegment was ready to be stored outside. The concrete reached the requiredstrength after 28 days so that it was then suitable for use as a lining.
116 The Westerschel de Tunnel
Fig. 9.12
Manual cosmetic
finishing-off of the
segments
Production of the reinforcement The production of the reinforcement took place in a building next to the con-
crete factory. The components for the reinforcement cages were deliveredalready pre-bent and cut to size. It was very important, certainly in view
of aspects regarding the life span, that the reinforcement had the correctdimensions: too large a reinforcement cage would be at the expense of theconcrete covering, with the result that the steel would be more easilyexposed to corrosion. The reinforcement cages were therefore made in amould so that the final concrete covering would always be the minimumthickness required in the design. The reinforcement cages were weldedtogether in a building next to the concrete factory and transported by mono-rail to the concrete factory and subsequently mounted in the formwork.
Adaptations Adaptations were very soon carried out in the production of the segments
to be able to optimize the finishing of the surface. It was noted that the con-crete sagged a little after being cast and this sometimes resulted in raised
edges on the joint faces of the segments. This could cause problems whenthe rings were constructed. In addition, the surface was often rough. This
i ht © 2004 S t & Z itli B V Li Th N th l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 122/292
was not desirable either, because the segments had to be as smooth as pos-sible on the outside, for example to prevent wear and tear to the brush sealduring boring as much as possible. Initially, several people were constantlybusy with smoothing out the concrete and filling in small holes; a labour
intensive and therefore expensive business. The contractor thereforedecided to develop a machine which smoothed the concrete and furthercompacted it in 15 minutes.
Quality assurance
Electronic data system (DRS) In the production of 52,800 segments, keeping a quality assurance systemup to date on paper would take up an unmanageably large volume. Thecontractor therefore decided to record most of the quality assurance in anelectronic data system (DRS).
Each employee at each workstation had a checklist of tasks which he had tocarry out before he could give the next production process the go-ahead. Assoon as the employee had finished these, he used a laser pen to scan, insequence, the bar code of the formwork, the future bar code of the segment,
the bar code of the activity and his personal bar code. This recorded thatperson X at time Y had finished activity Z for segment A. This DRS systemalso made it possible to make links between the reinforcement cages pro-duced, times of casting and demoulding, and the first dimensional check.The DRS therefore gave a complete picture of the coming about of a tunnelsegment. In addition, this system made it relatively easy to select specificsegments, for example, one of the segments which was damaged andrejected during the building-in, could be replaced quickly. The DRS therefore
made a databank available in which the life story of each segment, includingspecific quality data and identification numbers, was recorded.
Dimensional check Particularly in view of the enormous jacking forces which the segments hadto be able to absorb during the tunnel construction process, very strict
requirements were set on the dimensions of the segments: with respect toflatness, a tolerance requirement applied of 0.3 mm, while the angle toler-ances were set at 0.04°. Deviations in the dimensions could all too quicklyresult in undesirable concentrations of forces which could subsequentlyresult in damage.It is self-evident therefore that the check on the dimensions of the segmentsformed an essential part of the quality assurance. The dimensions of seg-ments are usually checked manually with the aid of templates. An importantobjection to this is that human errors can easily occur, certainly when enor-
mous numbers of segments are involved in which a high degree of accuracyis required. Aside from that, taking measurements manually involves a lotof time and money. The contractor therefore developed a perfectly operat-ing 3-D photogrammetrical measuring system, with which it was possibleto determine the dimensions of the segments and the deviations from thisrelatively quickly and with great accuracy.
Operation of the system In order to measure a segment or formwork, adaptors were first fitted;clamps with reflection stickers on them each with its own specific reflection.
Then reference standards were placed on and next to the segment. Thesestandards were also fitted with reflection stickers and were calibrated to thedimensions. Step three consisted of photographing the segment from vari-ous positions relative to the segment. About 40 photographs were taken in
The Tunnel L in in g 117
i ht © 2004 S t & Z itli B V Li Th N th l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 123/292
a quarter of an hour. A computer scanned these photographs and processedthe data. After that, the calculation of the co-ordinates of the stickers could
begin, using the reference standards. Since the exact dimensions of these
standards were known, it could be calculated from which position the photo-graph had been made.The calculation resulted in a mass of points with known x, y and z co-ordinates. The checking of the correct dimensions then took place by carry-ing out a best-fit calculation on the mass of points with respect to the designdimensions.This dimensional checking system made it possible to monitor the geom-etry of the segments to an accuracy of 0.1mm with a tolerance requirement
of 0.3mm.
Dimensional problems
Damages during building-in of tunnel rings and investigation into geometry of the segments On 9th November 1999, the tunnel construction process was brought to a halt.The client was of the opinion that a structural damage pattern had developedin building the segments into a tunnel ring (also see Chapter 11 ‘The Boringand Tunnelling Process’). The cause of the damage had to be investigated.It had already been noted – during the careful building in of the segments –that a nicely built in segment twisted as soon as the jacks started to exert a
force. This was a signal that there could be something wrong with the basicgeometry of the segments. In order to gain more clarity about this, thegeometry was studied in great detail. The results of this investigation, whichbecame available some time later, made it clear that there was a fundamen-
tal problem with the dimensions of the segments: the basic geometry waswrong. This problem is recorded as the 11 mm problem.Aside from this, deviations that were bigger than the tolerance were observedin the longitudinal joints. This deformation arose as a result of a problem
118 The Westerschel de Tunnel
Fig. 9.13
Dimensional check
i ht © 2004 S t & Z itli B V Li Th N th l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 124/292
with the formwork during production. Finally, a third problem concerned theoccurrence of cracks in the base frame of the formwork which as a resultbecame less stiff and slightly deformed.
The 11 mm problem The 11 mm problem gets its name from the fact that the combined length of the B, C and K stones was short by 11mm around the circumference: the B andC stones were each 4 mm too short, whereas the keystone was 3 mm too
short. Since for each type of segment special moulds were used, it was clearthat the respective formwork did not have the correct dimensions.How was it possible that by using a checking system, intended to recorddeviations of tenths of millimetres, could pass over an error of 11 mm? Theanswer is just as simple as it is humiliating: the system did not notice theerror because it was designed on the basis of the same (incorrect) informa-tion that also lay at the foundation of the design of the formwork. The meas-uring system in other words had exactly the same error as the formworkwith which the segments deviated from the design.
As soon as the formwork and the checking system were ready, it could notbe concluded otherwise than that the formwork was good and that themeasuring system also worked.This meant that segment production could start in August 1998 with the form-work and a measuring system both of which were designed on the basisof the same incorrect interpretation of the drawings of the segments, … afundamental error: the measuring system and the formwork should havebeen developed separately.
The Tunnel L in in g 119
Fig. 9.14
Checking thedimensions
Deformation of the longitudinal joints A large number of segments appeared to be curved at the longitudinal
joints. During the construction of the rings, this could result in cracks form-ing in the concrete because undesirable concentrations of forces occurwhen the joints are not optimally flat. The curving was the result of tighten-ing a bolt connection too much when closing the formwork. The formwork
i ht © 2004 S t & Z itli B V Li Th N th l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 125/292
did not appear to be dimensioned for this and the occurrence of ‘banana joints’ was the result.
Loss of stiffness of formwork due to cracks Another problem with the formwork was the formation of cracks in the baseframe with the result that the formwork lost stiffness, a problem though thatwas connected to the type of concrete. Due to the life span, the client set
high requirements on the concrete and had a preference for using blast-furnace cement. This material creates a high density and has good resist-ance to the penetration of chlorides. The contractor, however, chose to usePortland cement which reaches its strength quickly, so that the segments
120 The Westerschel de Tunnel
Fig. 9.15
Segment formwork
i ht © 2004 S t & Z itli B V Li Th N th l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 126/292
can be demoulded quickly and made a larger production of segments perunit of time possible. The use of Portland cement, however, resulted in aslightly more porous concrete and to counteract this, fly ash was added. Inorder to compact this very dry mixture properly, it was necessary to supply
a lot of energy with the result that the formwork started to vibrate exces-sively. It appeared that the formwork was not completely resistant to this:cracks appeared in the base frame and the formwork lost its original shapeto a limited extent.
Solution The solution to the three problems together required an improved designfor the formwork. The idea was that the 11 mm problem could be solved bymaking the keystone slightly larger. This meant that it was not necessary to
adapt the formwork for the B and C stones.A company not previously involved in the project was given the assignmentto adapt the formwork of the keystone in such a way that larger stones could
be made with it. In addition, all the other formwork, together with the ori-ginal drawings, went to this company in order to solve the problem of theloss of stiffness and the deformation of the longitudinal joints. The dimen-sions of these segments, did not have to be altered. However, because thecompany noted that the B and C stones had not been made in accordancewith the original drawings, the measurements of the formwork for these
segments were also adapted. The result was that the formwork for the B andC stones came back as they had been designed to be, whereas the newformwork for the adapted keystone was now too big to make the tunnel ringcomplete together with the B and C stones. Eventually, this formwork wasalso made ‘like the original’ and the problem was solved.
No delay in boring process because of problem with segment production In April 2000, the first new formwork was available and the segment pro-duction could be restarted. The fact that the production had been at a stand-
still for several months, however, had little effect on the progress of theboring process. The boring and construction of one of the tunnel tubes hadbeen stopped due to problems with the boring process. Since the boringprocess was running at ‘half speed’, the segment production which was of course under pressure also got some breathing space.The problems with the deformations of the boring shield (see also Chapter 11‘The Boring and Tunnelling Process’) also had an effect on the pace of con-struction and associated with this the desired production rate of the segments.
The Tunnel L in in g 121
i ht © 2004 S t & Z itli B V Li Th N th l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 127/292
10 – TUNNEL BORING MACHINES
J.D. Vlasblom and E.J. Sonke
Contents of this chapter:
– Choice of type of boring shield– The design of the TBM; problems with sticking clay
– Main bearing seal
– Relationship between depth and design of the TBM
– Propulsion of the TBM and installation of the tunnel ring segments
– Design and fitting out of trailers – relationship with boring process
related fitting out
– Controlling the tunnel boring machine
– Start and finish of tunnel boring machines
i h © 2004 S & i li i h h l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 128/292
Choice of type of boring shield
In principle two types of shield are suitable for boring into the soil of theNetherlands: the slurry shield and the Earth Pressure Balanced shield (EPB).In addition, it is also possible to use a mixed shield boring machine. A mixed
shield can be converted and can be used either as a slurry shield or as anEPB shield.For the boring of the Westerschelde Tunnel, after a thorough considerationof all the advantages and disadvantages of the various methods, the choice
was made to use the slurry shield method. An EPB shield as such, is verysuitable for boring in clay, but at the same time it is less suitable for excav-ating sand – judging by the technology available at the time the tunnel was
designed. In addition, only a few EPB machines were built with such a largediameter (more than 11.30 metres). Furthermore, EPB shields had never beenused to bore at such great depths and the corresponding soil and waterpressures which were involved when constructing the Westerschelde
Tunnel.The main reason for not using the mixed shield was the loss of time thatwould be entailed in converting a slurry shield into an EPB shield.Decisive factors to be considered in making the choice are as follows:
– the slurry shield method enables the high soil and water pressures to bebetter controlled;
– the excavation chamber of a slurry shield machine is accessible to diverswho have to carry out inspections and repairs;
– the risk of wear and tear is less when using a slurry shield than whenusing an EPB machine;
– the power to be installed is considerably higher in an EPB machine;
– by choosing one type of machine and not a convertible mixed shieldmachine, it is possible to optimize the cutting wheel, the excavationchamber and other parts of the shield to prevent clay sticking to themachine. Compromises could be involved in the case of a convertible
124 The Westersche lde Tunnel
Introduction
The shield of a tunnel boring machine (TBM) consists of a steel cylinderwith a front part, a middle section and a tail section. The front part con-sists of the pressure section with the cutting wheel, the excavation cham-
ber and the working chamber. The partition between the excavating andworking chamber, which do have an open connection to each other, isformed by the submerged wall.The front part of the TBM is sealed off from the tail section by a steel par-
tition, the pressure wall. The cylinder has an open structure at the tail sec-tion (or tail seal) which is where the lining is constructed from segments.The soil and water pressures of the environment are present on theoutside of the shield and pressure wall. Inside the TBM and the tunnel
are normal atmospheric conditions. Due to the great depth (maximum
of 60 m), the shield and the pressure wall of the Westerschelde TunnelTBMs had to be designed for a maximum pressure difference of 8.5 bars,including a safety margin. In order to construct the Westerschelde Tunnel,
two boring machines were built which were named after two sisters whohad previously owned the land where the boring was started: Sara (theeastern TBM) and Neeltje Suzanna (the western TBM).
i h © 2004 S & i li i h h l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 129/292
machine; in the case of slurry shield method, no time is lost due to carry-ing out converting activities as is the case when using a mixed shieldmachine. Besides, choosing one system makes optimization of the logisti-
cal process possible.
Tunnel Bor i ng Machines 125
Fig. 10.1
3D-impression of the
boring machine
Special starting points of the design
Sara and Neeltje Suzanna did not in principle differ very much from the
‘standard’ slurry shield machine, which for example was used to constructthe first bored traffic tunnel in the Netherlands, the Second HeinenoordTunnel. The features that made these machines special were as follows:
– the fact that both tunnel boring machines were designed to be able tobore at extremely great depths (deepest point: 60 metres –NAP);
– the enormous length of the entire bore train – about 195 metres – (boringshield plus trailer and platform carriage, which made it possible to start
the civil part of the tunnel fitting out during the boring;– optimization of the design to prevent Boom clay from sticking to (parts of)
the shield;
– the basic principle that a single tunnel tube had to be bored with onemachine along the full length of 6.6 km;
– the chosen slurry shield is of the so called Hydro Shield type, so with anextra diving wall and pressure chamber.
Details of the tunnel boring machine
The tunnel boring machine was designed and manufactured by the com-pany M. Herrenknecht in Schwanau, Germany. It took about fifteen monthsto manufacture a TBM. The installation of a TBM at the site in Zeeland
took about three months. The TBM is designed for a maximum progress of 12 rings, 24metres a day.
Main principles of tunnel boring machines
The function of a tunnel boring machine is to excavate the hole for thetunnel tube and then to position tunnel ring segments from which the wall
i h © 2004 S & i li i h h l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 130/292
Data TBM
Description Units Quantity
Main dimensionsShield diameter/plate thickness
front m/mm 11.340/90middle m/mm 11.325/60tail m/mm 11.310/70
Length of TBM m 12.185Overall length m 195
Weight of TBM t 1,200Total weight including total back-up t 2,000Total installed power kW 5,000Work pressure bar 8.5
Cutting wheelType 6-spoke with cast steel rimDirection of rotation reversibleAxial shift mm 400Axial rotation mm 50Cutting teeth no 64Overcutters no 24Rotation speed rpm 2 stages 0–2 and 0–4Main bearing type 3 row rollerBearing life hours 27,300Type of seals grease fed neoprene lip seals
Number of seals no 4mazeDrive motors (hydraulic) no/kW 12/200Power kW 2.400Torque
nominal at 240 bar MNm 12.90maximal at 280 bar MNm 15.05
Instant penetration rate mm/min 76
Active centre cutterDirection of rotation reversible, independent
from main cutting wheelDiameter m 2.320Axial shift mm 150Cutting teeth no 26Rotation speed rpm 2 stages 0–2 and 0–4
Supporting plates Number of plates/jacks per plate no 5/3Maximum support force kN/100 m2 75
Main thrust Main thrust of jack
nominal at 300 bar no/MN 56/1,850maximal at 325 bar /MN /2,000
Total thrustnominal at 300 bar MN 103,600maximal at 325 bar 112,000
Stroke M 2.80
Erector Type hydraulic
with vacuum plateCapacity
tangential kN 240axial 30radial 200
Torque kNm 900
Tail seal Type grease fed
steel brush wireSeal rows no 4Capacity bar 10
Bentonite supply and discharge system Capacity M3 /h 1,800–2,000Supply-and discharge tube mm DN 450-400Injection points
tangential in excavation chamber no/mm 6/DN 150axial in excavation chamber no/mm 2/DN 200
around roller crusher in pressure chamber no/mm 3/DN 150active centre cutter no/mm 6/DN 50
Agitator no/rpm 2/36Roller-crusher no/rpm 2/36
i h © 2004 S & i li i h h l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 131/292
(lining) of the tunnel is constructed. This has to be done in such a way thatthe tunnel is directly well supported by being embedded in the surrounding
ground. In addition, the tunnel builders who are present in the TBM as wellas in the tunnel must be able to work under safe conditions.All the primary functions required for the boring process are housed withinthe shield of the boring machine. The boring shield consists of two mainparts which are connected to each other with bolts and welded joints: the
front part with the cutting wheel (cutting disk), main frame and thrust gear;and the tail section with the seal onto the completed tunnel section.The front part consists of a cylindrical steel housing fitted with two parti-tions: the submerged wall and the pressure wall. The pressure wall forms
the partition between the part under (high) pressure and the part thatis directly connected to the ‘outside air’. The submerged wall is locatedin-between the pressure wall and the cutting wheel, which divides the pres-
surized part of the shield into a working chamber and an excavation chamber.The excavation chamber – the part between the cutting wheel and the sub-merged wall – is filled with bentonite slurry and is directly connected to theworking chamber between the submerged wall and the pressure wall. This
working chamber is partly filled with bentonite slurry and partly with airunder pressure. The submerged wall has a lockable opening at the bottomfor discharging the excavated soil mixed with the bentonite slurry from theexcavation chamber.
As mentioned above, there is a large air bubble at the top of the workingchamber. By regulating the air pressure in this chamber, the pressure onthe bentonite suspension can also be regulated and with this the supportivepressure on the excavation front. In addition, this air chamber – which is
characteristic of the slurry shield method – fulfils an alarm function in the
event of leakages at the excavating front.At the top of the front part, air locks are located in the pressure wall, through
which divers can reach the pressurized part of the boring machine, for exam-ple to carry out inspections and maintenance activities on the cutting wheel.
Tunnel Bor i ng Machines 127
Fig. 10.2
One of the two TBMs at
the Herrenknecht
factory
i h © 2004 S & i li i h h l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 132/292
128 The Westersche lde Tunnel
Fig. 10.3
The installation of the
TBMs took 3 months
7
6
3
8
1
5
4
3
2
11550
2
LiningCutting
wheel
1 1 3 4 0
Erector
Segment
Trailer
1
2
3
4
Submerged wall
Tail seal
Hydraulic jacks
Removal of bentonite
slurry
5
6
7
8
Supply of bentonitesuspension
Air lock
Pressure wall
Air cushion
Shield
Diagrammatic
drawing of a TBM
Fig. 10.4
i h © 2004 S & i li i h h l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 133/292
Stability of the excavation front
It is extremely important that a stable excavation front is created during theboring process and therefore a supportive fluid is used which ‘seals off ’ theexcavation front. This supportive fluid consists of a mixture of water and ben-tonite, the density of which is slightly higher than that of water. The origin of
bentonite is tuff, but due to geological transformations and natural chemicalprocesses, a mineral mixture was formed, the main component of which ismontmorillonite. When suspending a quantity of these clay particles in water,the particles touch each other at the corners and sides and become slightly
sticky, which produces a sort of ‘gel’. This gel has thixotropic properties: whichmeans that when an external force is applied, the suspension behaves like aliquid but when this force is removed, it behaves like a solid. These thixotropic
properties make the suspension suitable to be used as a supportive fluid forthe boring method used. The mixture in the excavating chamber is kept undera slightly higher pressure than the surrounding soil and water pressure. As a
result, the supportive fluid penetrates into the pores of the soil and forms awatertight and supportive layer. Together with the excess pressure in theexcavating chamber which is fitted with an air chamber that is able to absorbfluctuations in pressure, this is how a stable excavation front is created. Duringboring, the excavated soil is mixed with the supportive fluid in the excava-
tion chamber. This mixture (boring spoil) is pumped out of the excavationchamber through the opening in the submerged wall between the excavationchamber and the working chamber and discharged to a separating system onthe construction site. The bentonite therefore also fulfils the role of a trans-
portation medium for the excavated soil. A third function of the bentonite sus-pension is to reduce friction when excavating the soil.
The design of the TBM; problems withsticking clay
A very important geotechnical aspect which has been given a lot of atten-tion in the design of the boring machines, was the established tendencyof Boom clay to stick to the steel of (parts of) the shield and the cutting
wheel.Research showed that the boring process would be seriously affected bythis if the machines used were not specifically designed to cope with thissticking problem. In most extreme cases this could result in the cutting
wheel getting jammed. Divers would have to go frequently to the front to
clean the disk with all the delays this involved.The design of the TBMs, in particular the cutting wheel, the excavation andworking chambers, and the area around the suction opening, which removes
the bentonite-soil mixture, therefore had to be optimized with respect to thisspecific aspect of sticking to prevent problems from arising.
Experimenting with the bentonite supply
One of the optimizations concerned ‘playing’ with the bentonite supply. In a
‘standard’ slurry shield boring machine, all the bentonite is supplied inthe pressure chamber. The design of Neeltje Suzanna and Sara, however,provided the possibility of either pumping each desired part of the total
bentonite supply directly into the excavation chamber as required or to add itnormally. The bentonite could be added through various injection openings –in the cutting wheel, on the pressure wall and also in the shield. By ‘playing’with the supply, a stream of bentonite could be created which prevented the
clay from sticking to the machine.
Tunnel Bor i ng Machines 129
i h © 2004 S & i li i h h l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 134/292
Agitators and roller-crusher
Furthermore, the design also paid a lot of attention in taking measures tokeep the danger of the suction opening getting blocked as low as possible.To this end, the design provided for a number of machines set up in front of this opening which had to keep the lumps of clay in motion and make them
smaller. First of all, two horizontally revolving agitators mixed the lumpsof clay with bentonite and also prevented large quantities of clay and otherparticles from forming a deposit in the pressure chamber. The bentoniteslurry then came between two vertically rotating toothed cylinders, the
130 The Westersche lde Tunnel
Fig. 10.5b
Frontal view of TBM;
the agitators and
crushers are situated
behind the opening for
the slurry disposal
Fig. 10.5a
Frontal view of TBM;
the agitators and
crushers are situated
behind the opening for
the slurry disposal
Cutting wheelwith linked spokes
Active centre cutter
Spoke with
cutters
Slurry removalopening
Removable
cutters
Bore front
support plates
i h © 2004 S & i li i h h l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 135/292
so-called roller-crushers (‘Walzenbrechers ’). These served to reduce the lastlumps into workable dimensions. These ‘crushers’ were not intended to pre-vent sticking in the excavation chamber, but they were certainly able to pre-
vent large lumps of clay from getting into the outlet pipe which could alsocause blockages and the associated delay.
Design of the cutting wheel
A cutting wheel is mounted at the front of a TBM. This cutting wheel scrapes
the soil loose and mixes it with the added bentonite suspension into a slurrywhich can then be pumped out. Keeping in mind the sticking problem, thecutting wheels of the boring machines used in the Westerschelde Tunnel didnot escape special treatment, since right from the start of the design
process, the properties of Boom clay played a very important role in thedesign. In the preliminary design, for example, it was assumed that opti-
mization could perhaps be achieved by letting the cutting wheel revolve inone direction. Drawings of the cutting wheel from that time, still providewritten proof of this: the digging teeth only being on one side of the spokesof the cutting disk. Revolving the cutting wheel in one direction then madeit possible to optimize everything in the excavation chamber with respect to
the design and the method of adding bentonite to prevent sticking.Revolving in one direction was abandoned when the design of the boringmachines was worked out in greater detail, because it would also entail abig risk since wear and tear on the cutting teeth is much greater and besides
this, any circumferential rotation of the boring machine is not easily correctedby reversing the rotation. The basic principle of the design, however, stillstands: as many as possible beautiful round slender shapes and as few aspossible hidden corners where clay could be deposited.
The cutting wheel was constructed from a cast steel core, which was con-nected to the driving mechanism, and six spokes welded to the core fittedwith a total of 64 digging teeth (cutters). A cast steel rim on the perimeter
linked the spokes with each other. The replaceable teeth on the spokes werepositioned in such a way that it was possible to work the whole excavationfront twice in one revolution of the wheel. The spokes were designed as ahollow box structure and constructed with a trapezial cross section, the wide
sides of which are at the front where the cutters are mounted. The aim of thewhole design was to make the flow of the soil as optimal as possible whilethe discharge of the soil to the suction opening was obstructed as little aspossible. Two coulters – vanes – mounted on the inside of the cutting wheel
had to ensure that no material is deposited at the bottom of the shield.
In order to reduce friction of the shield with the surrounding soil, thedrill hole is excavated with the aid of special digging teeth – over cutters – whichwas slightly larger than the outside diameter of the boring shield. Making
curves, however, required an even larger diameter and in order to achieve this,the whole driving mechanism with cutting wheel could be shifted and tiltedwith respect to the boring shield with the aid of steering cylinders.The extra space created as a result between the boring shield and the sur-
roundings was filled with bentonite suspension. Within the space of thisslot, the TBM was then able to push off against the last tunnel section placedto create the required bend.
An independent active centre cutter
When a cutting wheel revolves, the ‘cutting rate’ at the centre of the machineis extremely low. In view of the tendency of Boom clay to stick, the dangerof clumping and the associated stagnation of the boring process would be
Tunnel Bor i ng Machines 131
i h © 2004 S & i li i h h l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 136/292
132 The Westersche lde Tunnel
too great. In addition, very large forces would operate on this closed steelpart of the cutting wheel.In order to overcome this problem, the design of the TBM provided for a sec-
ond machine with a small diameter in the centre of the large cutting wheel.This so-called active centre cutter was fitted with its own coil circuit and hadthe task of drilling out and removing the soil in the centre of the excavationfront to prevent clumping. The active centre cutter worked independently of
the large cutting wheel and could revolve much faster but also slower, goingin the same or the opposite direction to the large cutting wheel. Fur-thermore, it was possible to move the active centre cutter in the axial direc-tion with respect to the cutting wheel.
The cutting wheel was driven by the driving mechanism which could betilted in its entirety by means of a ball joint and sliding sleeves and couldbe moved in the axial direction supported by bearings in the steel structure
between the submerged wall and the pressure wall. This made it possible totilt the cutting wheel and to move it forwards. The axial force was transferredto the main frame through three groups of hydraulic steering cylinders.
Main bearing seal
The seal of the main bearing between the rotating part of the driving mech-anism, to which the cutting wheel is attached, and the stationary part of
the unit is an essential (and vulnerable) part of a tunnel boring machine. Thebearing not only makes it possible for the cutting wheel to rotate smoothly,it must also be watertight and must be able to stem and reduce the prevail-ing soil and water pressures at the excavation front. The main bearing seal
of the boring machines used for the Westerschelde Tunnel had a robust con-struction and consisted of a number of ‘small chambers’ which were sepa-
rated from each other by neoprene lip seals. In the first chamber, theso-called labyrinth, grease was constantly pumped under a higher pressure
than the one prevailing in the working chamber, so that there was a constantloss of a certain amount of grease. This was not only important to lubricate
Fig. 10.6
3D-impression of the
cutting wheel
i h © 2004 S & i li i h h l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 137/292
the main bearing but it also prevented an influx of slurry or another materialcoming from the working chamber getting into the main bearing. In princi-ple, the next two chambers – filled with oil – fulfilled the same function. The
chamber next to the oil chambers, the so-called leakage chamber, wasempty. As samples could be taken from all the chambers, any materialfound in this chamber was a major indication that the seal was not workingproperly.
The main bearing seal was adjustable in the axial direction in the event thatgrooves indicating wear and tear arose which required repairing. An importantcondition for carrying out repairs was that this had to be done under atmos-
pheric conditions.
Aspects of the TBM design related to diving activities
The design of tunnel boring machines had to take into account repairs and
maintenance activities to be carried out by divers in the high pressure partof the boring machine. Divers are therefore intensively involved in the designof TBMs at a very early stage.
In order to make diving work possible, it was first necessary to make provi-sions in the form of air locks to bring the divers under pressure and to givethem access to the part of the machine under pressure. In addition, special(saturation) diving techniques had to be used for working at great depths,
in which the divers remain under pressure for a longer time. This meant thatspecial accommodation was required for them: a pressure cabin outside thetunnel which was fitted out for a stay of 28 days at a pressure of 4 bar. Thedivers then had to travel by train in a transport unit – the pressure
shuttle – to the TBM, where the shuttle was coupled to one of the air locks.
This was of great importance for the design of the tunnel boring machines:the whole ‘train’ behind the shield of the TBM – the trailers and platformcarriages – as well as the logistical system had to take into account the possible
comings and goings of the shuttle.
Tunnel Bor i ng Machines 133
Fig. 10.7
The pressure shuttle
for the transportation
of divers situated
under the platform
carriages of the TBM
i h © 2004 S & i li i h h l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 138/292
Supporting plates
In order to increase the safety of the divers while carrying out their work, fivesupporting plates could be placed in between the stationary spokes in front
of the excavation front with the aid of hydraulic cylinders, which createda protection against a possible unstable excavation front. The supportingplates had to stay clear of the excavation front so that in the event of a back-ward motion the ‘bentonite cake’, which makes a substantial contribution to
the stability of the excavation front, would be prevented from being damaged.
Working space
Repairs could for example consist of replacing the digging teeth. They weretherefore designed in such a way that most of the teeth could be replaced
from behind the cutting wheel; it was not necessary for a diver to get rightin front of the cutting wheel. An exception to this was the teeth of the activecentre cutter. In order to create workspace for the divers, the TBM was ableto bore 0.4 metres forwards with respect to the standard boring position, so as
to then withdraw the cutting disk. Thus creating a workspace of 0.4 metres.
Tail seal
The seal of the space between the inside of the boring shield and theoutside of the lining being installed within the shield is an important aspectin the tunnel boring process. When making bends, for example variationsarose in the size of this so-called air space and the standard tail seal had to
be able to follow these variations flexibly at all times and be able to absorbthe soil, water and grout pressures prevailing outside. Naturally, the water-
tightness was also the first requirement.
Grout injection
Grout is pumped behind the tail seal under high pressure, through pipeswelded into the housing of the shield, into the space between the outside sur-face of the shield and the external surface of the tunnel rings. It is extremelyimportant to fill this so-called tail slot immediately. It is not only important to
prevent the surrounding soil from distorting as much as possible, it is evenmore important to provide the completed tunnel section with bedding imme-diately. If this is not done and the tunnel is not supported by the surroundingsoil, in the worst case the tunnel could collapse.
Steel brush seal with grease chambers
Initially the manufacturer of the TBM proposed using a seal consisting of three rows of steel brushes. The rows of brushes in this type of seal areattached to the inside of the shield and press against the completed tunnel
section. The spaces between the brushes, the chambers, are filled withgrease under pressure. The proposal made by the manufacturer of the TBMwas examined critically at the design stage, in which especially the questionwas asked as to whether the seal under the given circumstances – the enor-
mously high pressures of soil and water would be safe enough, and whethertemporary solutions could be found in the event of leakages. It was decidedto have a steel brush seal with an extra row of brushes and an extra greasechamber. The choice of this solution was mainly prompted by the assump-
tion that a steel brush will not suddenly collapse, as can be the case with arubber seal. The idea was that by using steel brushes it could be seenwhether the seal was functioning optimally or not based on the grease con-
sumption or the occurrence of small leakages. Having three chambers
134 The Westersche lde Tunnel
i h © 2004 S & i li i h h l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 139/292
should make it possible to reduce the pressure and in addition to carry outrepairs safely if any leaks should occur.
Relationship between depth and design ofthe TBM
General
It has already been pointed out above that the boring machines had to be suit-able to bore at great depths – the deepest point of the boring route was60 metres NAP. First of all, the depth had to be translated in the design intothe dimensioning of the boring shield: high soil and water pressures prevail atgreat depths and the steel shield had to be able to withstand this sufficiently.
In addition, other features of the machines used also make it clear that theywere designed to be able to bore at great depths: built-in facilities for divingwork and the way in which the tail seal has been constructed.
Propulsion of the TBM and installation of thetunnel ring segments
Discontinuous boring process
During the boring of the Westerschelde Tunnel, the boring shield was pro-
pelled linearly by means of 28 pairs of hydraulic jacks which were sub-divided into 7 control groups. A spherical bearing transferred the reactiveforce from these cylinders onto the main frame and the housing of the bor-ing shield. The jacks thrust against the completed concrete tunnel section
which was last installed.The boring and the subsequent construction of the lining can be charac-terised as a discontinuous process. First, a length of 2 metres was bored, inwhich the jacks were gradually extended. Then the boring stopped and several
pairs of jacks were retracted. Subsequently, a new tunnel segment could be
moved into the space created in this way.The segments supplied by train and put on to one of the trailers in tempo-rary storage were transferred by crane to the segment erector within the
shield of the TBM. The function of the segment erector was to pick up the
Tunnel Bor i ng Machines 135
450
475 475 475
3
4
2000
1
2
1 – Shield2 – Lining3 – Steel brushes4 – Grease chambers
(measurements in mm)
Fig. 10.8
Diagrammatic
representation of the
tail seal and grout
injection
i h © 2004 S & i li i h h l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 140/292
tunnel segments with the aid of a vacuum plate and then to put these seg-ments in the right position up against the completed tunnel section. Afterputting a segment into position, the retracted cylinders extended out again
until they encountered a reactive force on the last tunnel ring segmentwhich was installed. In this way, it was possible to build up a new tunnelring of segments. The first element to be placed was the segment in the mid-dle at the bottom or at the side, after which the segments on the right and
left of this first element followed. The last to be put into position was theclosing stone (the keystone) placed in the middle at the top. After complet-ing the tunnel ring, all the cylinders were put under pressure again in theretracted position and the next 2 metres could be bored.
Design and fitting out of trailers – relationshipwith boring process related fitting out
The construction time available for the whole Westerschelde Tunnel projectof about 5.5 years, was of great importance for designing and fitting out thewhole bore train. In order to make it possible to not only bore the tunnel butalso to fit it out within this period, required an approach that in any case was
special and unusual for that time: the structural work and the civil fitting outwork of the tunnel had to take place to some extent at the same time. Thisrequired a sophisticated logistical process in which the design and the fit-ting out of the whole ‘bore train’ (the whole of theTBM, trailer and platform
carriage) played a crucial role.
Trailer
Several trailers were located behind the TBM which were pulled along bythe TBM. The length of the whole ‘bore train’ was about 195 metres. All the
136 The Westersche lde Tunnel
Fig. 10.9
The building-in of a
segment using the
erector
i h © 2004 S & i li i h h l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 141/292
auxiliary equipment required to enable the boring process to progressproperly was assembled on or in these trailers. The first two trailers con-sisted of a welded frame made of steel sections. They were coupled hori-
zontally by means of a differential to the TBM and to each other. Thesehinged couplings were necessary to guarantee the required flexibility whenmaking horizontal and vertical bends. The dead load was transferred verti-cally by sets of wheels on the concrete lining. In order to transfer this load
on the concrete as optimally as possible, the sets of wheels were locatedunder the trailers in a radial tunnel direction. In addition, the design of abogie frame made it possible for the load to be equally distributed over sev-
eral wheels. The treads of the wheels were made of a synthetic material andthe profile of the treads followed the radius of the inner diameter of the tun-nel. From previous experiences with tunnel boring machines, it was shownthat trailers in some cases had the tendency to creep up against the lining
during the progress of the boring process. In order to prevent this, all thetrailers were fitted with bogies adjustable in the longitudinal direction.
Logistical freedom and parallel works
Space had to be available behind the TBM in the completed tunnel sectionfor amongst other things, the delivery of tunnel ring segments by train,
the delivery of pipes and grout mortar, and the arrival and departure of per-sonnel during the boring process. In addition, immediately after the TBMhad passed through, the backfill on which the roadway would be situatedand the cable gallery incorporated in it, was constructed.
In order to prevent the complexity of the logistical process from causingproblems, the trailers behind the first two were designed as a number of platform carriages with hinged couplings. The platform of these carriages
was at the same level as that of the upper decks of the first two trailers. Theuse of sufficient numbers and lengths of all the carriages resulted in a cer-tain degree of logistical freedom which made it possible to carry out severaltasks at the same time without them obstructing each other.
Tunnel Bor i ng Machines 137
Fig. 10.10
Laying the cable
gallery and backfill
i h © 2004 S & i li i h h l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 142/292
Ventilation
A properly operating artificial air ventilation system was a prerequisite to beable to carry out the construction work, because there were dozens of peopleworking in the tunnel and, until the receiving shaft was reached, therewas almost a complete lack of natural ventilation. For this purpose, a fresh
air channel was laid from ground level right through to the backmost plat-form carriage. The fresh air pipe ended on these carriages in a fan to whichan extendible bellows structure (‘Lutenspeicher’) was connected which wasable to follow the movement of the TBM over dozens of metres. A fixed
ventilation pipe ran forwards from this place over the trailers to the firsttrailer. The air was able to flow out freely from here so that there was an aircurrent created in the direction of the tunnel entrance. As well as serving as
a supply of respiratory air, the ventilation system also served to dischargethe heat generated by all the technical processes. If this had not occurred,unacceptably high temperatures in the boring machine and the tunnel
would have been the result.
138 The Westersche lde Tunnel
Fig. 10.11
Tunnel entrance with
fresh air piping
Power supply
All the mechanical processes in the TBM were carried out electro-hydraulically
and/or electro-mechanically; this gave the highest output and caused the leastdiscomfort for the personnel. Only heat was released as a result of the output.The power required was supplied by a 10kV medium-voltage cable throughthe tunnel which terminated on a reel on the backmost platform carriage. The
power was transported from here via the transformer station to the main dis-
tribution panels and then to the various junction boxes for the various drivingmotors. The only exception was the drive of the tunnel train for the deliveryand removal of materials and the transportation of personnel. A diesel-
electric drive with a special facility for exhaust gases was chosen for this.
i h © 2004 S & i li i h h l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 143/292
Controlling the tunnel boring machine
General
The control system of the TBM consisted of software and a few hardware
components. The system made it possible for the operator to determinethe position, to chart a course and to steer the TBM at any time desired. If theTBM therefore deviated for whatever reason from the theoretical alignment(DTADesigned Tunnel Axis), the limited steering possibilities of the TBM
had to be taken into account when calculating the correction course. Thecorrection course therefore had to be geared to the use of the left and righthand rings (tapered segments) and the steering possibilities of the TBM.
Operating system
A laser total station – a servo-controlled laser theodolite – and the target plate(ELS) formed the basic components of the total control system. A target
plate (ELSelectronic laser system) is a small box with a light-sensitiveplate built up of a large number of light-sensitive cells and a prism attachedonto the box. This device is used to make the distance measurements: the lasertheodolite aims a beam at the prism which gives the distance in respect of
the theodolite.The ELS also contains a rotation meter and an inclinometer. By determiningthe angle between the laser beam and the light-sensitive plate, the degreeof yaw (movement in the horizontal plane on the vertical axis) was calcu-
lated. The exact spot where the laser located the target plate was recordedby means of the light-sensitive plate. The software contained programmes
for processing the measurement data as well as a programme for fitting inthe tunnel rings.The total system roughly worked according to the method in which first of all the position and direction of the TBM was determined and then the actualposition (X,Y,Z) was compared with the theoretical alignment (DTA). Three
co-ordinate systems were of importance here:– the RD system (X,Y,Z), this is the Dutch co-ordinate system;– a local system;– a system in the TBM which described factors including the inclination and
the degree of circumferential rotation and yaw.
Tunnel Bor i ng Machines 139
Inclinat ion
Y
Z
TBM
max. 80 m
Tunne l
M i r ro r
Laser theodoli te
Laserbeam
Circumferential
rotation
Determining direction of tunnel-boring maching (TBM)
ELS Electronic Laser System Laser target plate
X
ELS
TerneuzenEllewoutsdijk
Yaw
Yaw Z-axis rotationCircumferential rotation X-axis rotationInclination Y-axis rotationDTA Designed Tunnel Axis
Designed T unnelAx is (DT A)
Fig. 10.12Diagrammatic
representation of the
operating system for
determining the
direction
i h © 2004 S & i li i h h l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 144/292
Calculating the subsequent course
After determining the position, the next step was to calculate the subse-quent course and to determine the sequence of the rings to be built in
(left or right). When calculating a correction course, it was not only impor-tant to take into account the geometry of the rings, but also the (limited)possibilities of steering the TBM. When plotting the correction course, theTBM was put back tangentially to the theoretical alignment. The radius of
the correction curve always had to be smaller than the radius of the theo-retical alignment because otherwise the TBM would run off the requiredalignment.
Ring building: making a proposed sequence
Based on the course to be followed, the programme proposed the typeof ring (left or right) which would qualify for being put in position first.The foreman driller could deviate from this if the situation so required.
Steering the TBM
The position of the TBM was constantly displayed on the screen. Based onthe information available to him, the operator of the TBM was able to steer
the machine in the correct direction. This was achieved by varying the pres-sures on the thrust jacks around the circumference of the ring last built;pressing harder on the right-hand side means bending to the left and viceversa.
Start and finish of tunnel boring machines
Start of the boring process
The boring of the tunnel commenced from the starting shaft in Terneuzen.Prior to this, an opening had to be made in the shaft wall. In order to preventsoil (not water, because the starting shaft was excavated in a polder) from
getting into the shaft as a result of this at the start of the boring process, astructure was required behind the shaft wall that would firstly hold back thesoil and secondly could be bored through.Creating this so-called impermeable block can be done in several ways,
for example – as in the case of the starting shaft in Terneuzen – by applyingsand-cement stabilization layer by layer. The impermeable block makes itpossible to make the transition from an unloaded atmospheric situation toa loaded situation.
The TBM was put in position in the starting shaft on the so-called shield cra-dle in front of the hole in the wall with the tunnel openings. A temporarystructure, the starting frame, was installed at the back, which transfers the
propulsion forces of the TBM to the surroundings at the start phase. Beforethe boring started, two auxiliary rings, the so-called blind rings, were builtbetween the TBM and the starting frame. After checking the whole setup, the jacks gradually extended until all the clearance had been taken up and
the boring machine slid into the supporting ring at the tunnel opening. Afterthe first two metres had been bored into the impermeable block, the jackswere retracted in pairs and the next blind ring was built. As soon as the backof the TBM had reached the supporting ring at the tunnel opening, the con-
struction of the first permanent tunnel ring could finally take place. Then an
inflatable seal fitted into the supporting ring at the tunnel opening wasinflated and filled with grout to seal the supporting ring at the tunnel open-ing to the tunnel rings. The filling of the tail slot with grout took place inside
the impermeable block.
140 The Westersche lde Tunnel
i h © 2004 S & i li i h h l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 145/292
In the southern end wall of the pneumatically submerged caisson thatserved as the receiving shaft on the northern riverbank, two round openingswere located which, just like in the starting shaft, served as the wall with thetunnel openings for the boring machines. In front of this end wall, an imper-
meable block consisting of low strength mortar was located which wasmade inside a temporary construction pit. Behind this (seen from the direc-tion of boring) the caisson with the wall with the tunnel openings, had to be
in the right position before the TBM arrived. Since the accuracy of position-ing a pneumatic caisson is not very great, a different solution was applied
for the arrival of the TBM than that of the starting shaft. The diameter in thewall with the tunnel openings was for example considerably larger than the
exterior diameter of the TBM.This was thus able to pass by with a large clearance. The space behind thewall with the tunnel openings in the caisson was filled with a layer of stabil-ized sand, which functioned as a shield cradle. The rest of the space was
filled with sand.
Tunnel Bor i ng Machines 141
Arrival in the receiving shaft; 20–40mm clearance
The boring and tunnel building process ended when the TBM arrived in thereceiving shaft. However, first of all, the transition had to be made from aloaded situation in the ground to an unloaded atmospheric situation in thereceiving shaft.
Fig. 10.13
Arrival of the TBM in
the receiving shaft
i h © 2004 S & i li i h h l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 146/292
11 – THE BORING AND TUNNELLINGPROCESS
E.J. Sonke, M. Roepius and J.A. Stouten
Contents of this chapter:– Boring through the impermeable block; a toilsome course
– Lunging and sinking of boring shields
– Adaptation of the grout composition
– Excavation front instabilities
– Shield deformations of the westerly and easterly TBMs
– Leakages due to the bentonite valve breaking off (westerly TBM)
– Problems with the tail seal west
– Disaster with the tail seal east
– Ring construction and damages
– Repairing the seal of the main bearing– Wear and tear of the cutting teeth in glauconitic sand
– Diving activities
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 147/292
Boring through the impermeable block;a toilsome course
Originally it was assumed that the eastern tunnel boring machine – Sarawas the first heading for Zuid-Beveland – would only need a few days
for boring through the impermeable block. It happened differently to whatwas envisaged: shortly after commencement stagnation occurred, whicheventually resulted in a delay of some weeks. The cutters appeared to beworn out.The impermeable block, which was made at the front end of the startingshaft, consisted of a layer by layer compacted sand-cement stabilization withinthe construction pit. In the seven month period prior to the commencementof the boring this layer had attained a greater strength than was intended.Besides, it appeared that the impermeable block was built up of relativelyfine material. Due to this the cutting teeth of the cutting wheel were not ableto break coarser sections out of the block, in other words, it was more a mat-ter of ‘grinding’ the impermeable block than excavating, and that resulted in
serious wear and tear of the cutting teeth. The contractor found the solutionto the problem by using cutting teeth with claws which could excavatelarger pieces. The switching of the cutting teeth happened in the excavation
144 The Westerschel de Tunnel
Introduction
At the time that the Westerschelde Tunnel project started, not much knowl-edge had been gained about boring techniques under the soils of the
Netherlands. The first bored traffic tunnel – the Second Heinenoord Tunnel –
was not even completed at the time. During the preparations however, les-
sons could be learnt from the experience gained in the construction of this
tunnel, also because a similar type of boring shield was used here. Yet there
could be no question about copying the solutions: the circumstances during
the boring of the Westerschelde Tunnel were of a totally different order. For
instance:
– the length to be bored being 6,600 metres;
– the tremendous depth at which activities had to take place (more than
60 metres NAP) and the associated massive ground and water pressures;
– the large diameter of the tunnel tubes;
– the use of 2 tunnel boring machines, in parallel drives;
– the soil conditions which are quite unusual for the Netherlands;
– the necessity to construct cross connections;
– the complex logistics as a result of the simultaneous boring and (civil)
fitting out of the tunnel.
Briefly: these were circumstances which not only made the construction
of the Westerschelde Tunnel an unprecedented and unique project for the
Netherlands, but also for Europe. The unprecedented and revelatory char-
acter also involves a certain degree of uncertainty: during the implementa-
tion, situations could occur of which the possible eventuality was not known
beforehand.
In this chapter, a number of experiences gained during the boring of thetwin tubes of the Westerschelde Tunnel are briefly dwelled upon.
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 148/292
chamber under normal atmospheric circumstances: after all, the TBM wasstill in the impermeable block.
After 60 metres of boring, it was necessary, to switch the ‘impermeable blockteeth’ back to the original type, because they were not suitable to bore intothe Boom clay.For the second tunnel boring machine which started up a few months later,the alternative teeth were applied immediately.
Lunging and sinking of boring shields
After the impermeable block had been bored through, the TBM could nolonger use the artificial support and had to find a new balance in the soft
soil. The moment the easterly machine left the sand-cement stabilization, ithad lost its balance for a while: the shield fell as it were, out of the imper-meable block and ‘lunged’ forward. Aside from a deviation of the intendedcourse, this lunge resulted in a great deal of damage to the second ring. Theboring process was halted to investigate the cause. It appeared that, duringthe ‘lunge’, the back of the shield had pressed the ring which was placed lastinwards. The penultimate ring could not take up this movement – and theassociated forces – which caused the damage. The westerly machine did notlunge forward, but after penetrating the impermeable block, it sank back-wards. It appeared to be difficult to get the TBM under control for the first12 rings (24 metres) and the result was that the shield sank another 100 mmfurther.The lunging and sinking of the boring machines eventually meant that – incombination with the larger than expected settlements at the starting shaftand a later ‘fall’ of one of the machines.
The Boring an d Tunnel l i ng Process 145
Fig. 11.1
Wear and tear of
cutting teeth
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 149/292
Adaptation of the grout composition
The multiple stagnancy of the easterly boring machine during the startingphase of the boring process meant, in combination with the hot summer,that the grouting had often hardened in the piping causing it to be cloggedup. The result was that much time was lost in the cleaning of the piping.In order to tackle the problem, there was a rapid switch to an adaptation of the grout mixture: instead of 120kg/m3 only 60kg/m3 of cement was added.Thereafter, on closer examination, it also appeared that by replacing thecement by fly-ash, that the bedding of the tunnel would not be endangered.
Research
Aside from the prevention of settlements, the most important function of the grouting of the tail void – the space between the outer diameter of theshield and the outer diameter of the tunnel rings – is the creation of bed-ding. A tunnel under construction must, in order not to collapse, have directsupport (bedding) so that the tunnel ring segments in respect of each otherhave as little room for movement as possible.The research into possibly another composition of the grout mixture, wastherefore geared towards whether the use of cement was necessary for thecreation of the bedding. More specifically: was it possible without the appli-cation of cement, to prevent the grout mixture around the tunnel from flow-ing away or running off, whereby the bedding would go lost?
From the research and the tests done, it appeared that it was not so much thecompressive strength of the grout that was of importance, but the parameterwhich determines whether the mixture would runoff was sufficiently high
146 The Westerschel de Tunnel
520
40
60
80
100
120
140
50
100
150
200
250
300
00
5 10 15 20 25 30 35 40 45 50
5 00
5 10 15 20 25 30 35 40 45 50
Position of TBM west ring 1–20
Position of TBM east ring 1–20
(metres)
(metres)
( m m )
( m m )
(a)
(b)
5
13
1
9
17
26
10
201612
84
191511
73
1814
20
15
10
5
19
14
9
18
4
13
8
3
17
12
7
2
16
11
6
1
Fig. 11.2
Graphical
representation of the
‘lunging’ and ‘sinking’
of the boringmachines
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 150/292
enough to counter the relocation of the ring in the grout. Aside from that, theresearch showed that it was not so much the compressive strength of thegrout that was of importance, but particularly the shear resistance.Due to the high pressure, the water would press out of the grout into the
soil, resulting in an increase in the shear resistance. By attaining the requiredshear resistance, the grout could no longer flow away and the bedding wasalso guaranteed. During the further construction process cement was onlyadded to the grout at the position of the cross connections, so as to createan extra safety precaution here for the connection of the frozen soil to thetunnel tubes.
Excavation front instabilities
Instability at cement-bentonite wall
After having bored approximately 60 metres, the easterly machine reachedthe cement-bentonite diaphragm wall around the southerly access ramp.This was the time to switch the alternative teeth which were used for theboring through of the impermeable block to the original type of cuttingteeth; an operation this time round, which had to take place under increasedpressure – by employing diving personnel.After the first team of divers had carried out their work on the cutting wheel,a second team made preparations to enter the pressurized section of theTBM. Precisely at that moment, an instability occurred at the excavationfront: the supportive pressure fell away and the excavation front collapsedconsequentially followed by the soil and ground water flowing into themachine. At the surface level a huge crater was the result. Obviously the
tooth-switching activities were stopped and the crater was filled to the sur-face level. Thereafter the working chamber and excavating chamber withinthe shield were slowly filled again with bentonite suspension and the bor-ing was resumed with the idea of switching the teeth elsewhere. Other thanat excavation front instabilities such as those which occurred at the SecondHeinenoord Tunnel, in this case it appeared that an instability as such,did not have to lead to lengthy stagnancy. It was possible to get the cuttingwheel going by rinsing it with large quantities of bentonite. With as low asupportive pressure as possible, the shield could then be pressed past thebad patch.
Collapse of the excavation front due to ‘cracks’ in the hardsoil layer
A second excavation front instability occurred directly after the passing of the surrounding dyke – this happened after boring about 110 metres – whichonce again involved the easterly machine, and the instability likewiseoccurred during the preparation of a diving operation. The cause of thisinstability was presumably the presence of a dense soil layer (clay) betweenthe TBM and the surface level. Underneath, the air built itself up which pro-vided the supportive pressure at the excavation front during the divingoperation. The layer was eventually no longer resistant to the pressurebuild-up and cracked, or burst: the supportive pressure fell away and the
excavation front collapsed. At surface level this caused a crater with a diam-eter of approximately 6 metres. The hole was filled in and the boring wasresumed as fast as possible.
The Boring an d Tunnel l i ng Process 147
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 151/292
Excavation front instability Neeltje Suzanna (westerly TBM)
The westerly TBM was also confronted with an instable excavation frontduring the boring process. This instability occurred when the boring
machine was at its deepest point in the boring route: 60 metres
NAP, underthe Pas van Terneuzen. This time the collapsing of the excavation front wasthe result of a bentonite valve which had broken off the shield, whereby adirect connection came about between the outside and the inside of theshield: bentonite that came off the excavation front and soil and waterflowed inside under high pressure. The supportive pressure fell away and theexcavation chamber was filled with sand. This instability was also solvedrather quickly: the material in the excavation chamber was carefully rinsedaway, after which the boring process could be resumed with as low a sup-portive pressure as possible.The leakage that occurred due to the bentonite valve breaking off, and itsrepair however took quite some doing. This is dealt with elsewhere in this
chapter.
Shield deformations of the westerly andeasterly TBMs
A boring shield is round or at least: it should be. In May 2000 it appearedthat this was not the case anymore for both machines, and deformations of the tail section were observed. The first indication of this was an strangedivision of the air space – the space between the outer diameter of thetunnel rings and the inner diameter of the shield – around the circumfer-ence. The measuring of this air space was a normal procedure during thebuilding-in of a ring. The division can also vary under normal circumstances,for example, when making a bend. However, the position of the boringmachine did not show any cause for the strange division. The impressioncame about that this could be caused by a ‘dent’.
148 The Westerschel de Tunnel
Fig. 11.3
Crater at the surface
as a result of
the instability of the
excavation front
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 152/292
Progressive development
At the beginning of May 2000 a ‘roundness measurement’ of the tail sectiontook place. From that, it appeared that for the westerly machine it involved
deformations (dents) in the order of 40 mm, whereas the deformations of the easterly shield increased to a maximum of 50 mm.The degree of roundness had been measured previously anyway. After a com-parison of the new results to the previous data, it was noticed that the situ-ation worsened rather quickly: it involved progressive development of thedeformations. The boring machines were situated at the deepest point of theroute and in view of the safety, activities were halted immediately.Another argument to stop, was the possible danger that on further deform-ations, the shield could clasp the tunnel rings entirely at any moment. Not onlywould that lead to damage of the lining, it also meant that the boring machineswould then be completely jammed.That is why it was decided to take measures to prevent further deformations
and to investigate if the shield would break. With regard to the latter it couldbe concluded rather quickly that the shield would not collapse.
The Boring an d Tunnel l i ng Process 149
R543
Location
2726
25
24
23
22
21
20
19
18
17
1615
1413
12
11
10
9
8
7
6
5
4
3
2140
20
0
20
40
60
80
100
Fig. 11.4
Diagrammatic
representation of the
shield deformations
of the westerly tunnel
boring machine
(reflected in red) at
the location of ring 543
in respect of the
assumptive position
(black)
The Colossus of Terneuzen
One of the alternatives that was developed to solve the problem of the deform-ations, was a so-called ring-reformer: a steel ring with a large number of jacks around the circumference which had to be placed on the inside of thetail shield. The idea was, that with this ring it was perhaps possible to undentthe shield. However, for an undenting operation it appeared that forces whichwere too great were necessary, which would also perhaps have a negativeeffect on the (steel) quality of the shield. Repair of the shield was not pos-sible, but an option which remained plausible, was the counteracting of furtherdeformations. While other solutions were also investigated, the manufac-turer of the TBMs (Herrenknecht) were therefore commissioned to make astabilization ring. The eventual result – an enormous structure of approxi-mately 80 tons nicknamed ‘The Colossus of Terneuzen’ – was never usedhowever. The reason for this was, that the investigation into other avenuesprovided other prospects for managing the problem. The alternative – moreabout this later – appeared to have a major advantage in respect of the‘Colossus’: less loss of time. The installation of the ring-reformer would
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 153/292
have resulted in an enormous delay of the boring process. The structurewould continually have to be built-in and out and with this the productionwould reduce to a maximum of 1 to 2 rings per day.
150 The Westerschel de Tunnel
Enormous jack forces cause a problem
At the same time as the shield deformations, there was another pro-blem which was perhaps associated with the deformations: for the boring
Fig. 11.5
Parts of the stabilizing
ring on the site in
Terneuzen
Fig. 11.6
The jacks of the tunnel
boring machine
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 154/292
machines which were positioned at such great depth to be able to move for-ward, it appeared that rather massive jack forces were necessary: themachines used 95% of the maximum force of 112,000 kN installed, whereasthe prior expectation at about 55–60% would have been enough. Although
there was no “hard” relationship with the deformation problem, somethingclearly had to be done about this force problem. When the required forceincreased even more, then the capacity would fall short and stagnancywould be the result. Besides, a boring machine that operates at its maxi-mum capacity is no longer in a position to be steered: if all the force is usedto push the machine straight ahead, then the making of bends – in which itis necessary that some jacks provide more force than others – is no longerpossible.
Reducing friction
A commonly used method to reduce the required force is the application of a lubricant (bentonite) between the shield and the surrounding soil, so thatthe soil friction reduces during the boring. During the construction of theboring machines bentonite piping was already fitted for this purpose.A second possibility to reduce the friction is the boring of a hole which isgreater than the diameter of the shield. Due to this overcut, the shield hasmore space to move whereby the friction can further be reduced by fillingthe overcut space with bentonite suspension. Reduction of the friction thenresults in a reduction of the required jack forces.The idea was that by realising a more spacious overcut for both tunnelboring machines, perhaps the loads on the shield and thus the deforma-tions would also reduce. The two tunnel boring machines were providedwith fixed overcutters with an overcut of 10mm. It was decided to enlarge
this overcut for both boring machines to 30 mm. At the locations wherethe boring machines stood, no air could be used as a support pressuremedium, so the divers replaced the teeth on feeling and under extremelyhigh pressure (7bar) in the bentonite slurry.
TBM Neeltje Suzanna continues
Although the deformation problem arose with both boring machines, itseemed to be less critical at the westerly machine (Neeltje Suzanna). Therewas a single large dent of approximately 45mm at the left in the middle. Theeasterly machine on the other hand, showed a freakier pattern and also a
larger maximum deformation (approximately 50mm). After the enlargementof the overcut the question was, what had to happen?: wait until the ring-reformer was ready, or to start boring carefully using the larger overcutwhereby the shield had to be measured off after each ring was built-in. Forthe westerly machine the contractor dared the latter. The idea was also thatthe experiences gained with this boring machine, could help in the findingof a solution for the more serious problems of the easterly TBM: the boringprocess was resumed again after a stagnancy period of 2 months, and initiallyran its course as it should, whereby only a minimal change in the deformationof the shield occurred.
Water jacks as an alternative for the ring-reformer
As an alternative to the ring-reformer, the idea had emerged in the mean-time, to use water jacks to prevent further deformation of the shield: right
The Boring an d Tunnel l i ng Process 151
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 155/292
angled and filled with water ‘cushions’ which were placed longitudinallybetween the last tunnel ring built and the shield, had to exert a force ontothe shield to counteract further deformations. The water jacks would be keptin a fixed position on the inside of the shield, so that they would slide along
with the TBM during the boring, across the outside of the tunnel ring. Theforces exerted onto the outside of the shield of the TBM could then be trans-ferred via the water jacks onto the tunnel ring.This alternative was elaborated upon, in which a lot of attention was paid tothe calculation of the extra load that the tunnel rings would have to endure.Aside from that, naturally implementation aspects also had to be dealt with:how would the water jacks be built in, how much time would that take, andwhat would be the resultant production rate? Eventually the choice betweenthis alternative and the ‘Colossus of Terneuzen’ went in favour of the water jacks. With this type of ‘shield support’ the boring process in the easterly tubewas – after a stagnancy period of 3 months – resumed slowly and highlycontrolled in which the deformations were continually monitored.
152 The Westerschel de Tunnel
Fig. 11.7
Water ’cushions’
Smaller rings
From the moment that the TBMs were boring upwards again and the groundand water pressures reduced, the deformations of the shield eventuallyappeared to lessen. Although, anticipating a possible worsening of theproblem, additional measures were taken prior to the restart of the boringmachines. Thus segments were produced for the construction of rings thathave a diameter which is 20mm smaller. If the shield would deform further,by applying the smaller rings, this would not directly lead to a clasping of the tunnel rings. The segments were not used, for this purpose, becauseapplication also brought on a vital objection: the greater air space whichwould be the result, had to be bridged by the tail seal and the possible col-lapse of the seal caused too great a risk. The smaller rings produced werelater built in at a safer location.
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 156/292
The production of the deviating segments in any case meant, that the entireproduction line – from the ‘converting’ of the formwork to the eventual‘re-measuring’ of the segments – called for adaptation.
Reasonable cause: depth and glauconitic sand
It seems justified to conclude that a relationship exists between the ‘area’where the boring machines were positioned and the coming about of deform-ations. Important clues for this were:– both boring machines were confronted with the problem;– the problems were at their severest at the deepest point (60 metres NAP)
when the boring machines were situated in glauconitic sand;– from the moment that the boring machines changed course upwards to
soil lying less deep and they left the glauconitic sands, the deformationslessened.
In designing the boring machines, attention was particularly geared towardspossible sticking problems in the Boom clay. However, the problems didn’toccur in the Boom clay, but at the time that the boring machines were situ-ated in the glauconitic sand.A lesson to be learnt from the deformations issue is that, (multi-disciplinary)research actually undertaken prior to such risky projects can never be tooabundant; it is traditionally known that soil always contains ‘surprises’. Aremedy is provided by a good interaction between geo-technicians, struc-tural engineers for steel and machinery manufacturers and the taking intoconsideration of ample safeties in the design of the boring machine. Forsuch risky projects it is of vital importance that all possible available know-ledge is brought together.
Leakages due to the bentonite valve breakingoff (westerly TBM)
In the boring shield various injection openings were applied with which thebentonite suspension could be injected around the shield. This bentoniteserved as a lubricant to reduce the friction between the shield and the soil,and thus also reducing the required jack forces for forward propulsion.From the time of the coming about of the shield deformations, these injec-tion points have all been used.After the shield was measured off to establish the development of the deform-
ation after the building-in of ring 547, the fitting out of the next ring was pre-pared. The preparation also comprised the cleaning of the underside of theshield and the pumping away of leak water and cleansing water which col-lected there. However, on withdrawing the jacks in order to be able to place anew segment, the clearing of one pump had been forgotten.The receding jack pairs dragged this pump along over an injection pipe whichthen broke below the level of a valve. A mixture of water, sand, grout andbentonite immediately squirted into the tunnel boring machine and into thetunnel at a pressure of approximately 6 bar – at that point in time the TBMwas positioned at the deepest point of the boring route.
Consequences
Attempts to close the hole with wood and fabric didn’t work and the TBM(and the tunnel behind) slowly filled up with the incoming ‘muddy mixture’.
The Boring an d Tunnel l i ng Process 153
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 157/292
After some time the leak was not even accessible anymore. The emergency
pumps installed on the TBM were operating at full capacity, but appeared tohave great difficulty in pumping away the enormous quantity of sand: itinvolved an uncontrollable situation which caused a direct threat to the peoplepresent in the tunnel, the boring machine and the tunnel itself.
154 The Westerschel de Tunnel
Fig. 11.8
‘Water’ in the tunnel
as a result of the
bentonite valve
breaking off
Fig. 11.9
Repairing the
leakage
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 158/292
Nature appeared to be kind: after some hours the situation stabilized itself and the ‘water’ – which had reached a height of about 2 metres in the shield –rose no further. At the position of the first two trailers the water came to justbelow the first deck. Further behind the water reached into the cable gallery.
During the leak, a total of about 50m3 of soil and 250m3 of water and ben-tonite slurry had entered.Soon after the breaking of the injection pipe, the support pressure sensorsindicated that a connection no longer existed between the compression cham-ber and the excavation chamber. This was a major indication of a collapsedexcavation front. Besides, the TBM’s navigating system showed that the shieldhad relocated approximately 110mm. The result was that the air space on theunderside of the shield had become so great, that the tail seal threatened tooverturn. A few days after the disaster with the bentonite injection pipe, thetail seal also collapsed locally (see elsewhere in this chapter). In order toremove a possibly instable situation of the soil around the tunnel boringmachine, cement mortar was injected.
Measures
After the streaming in of the mud appeared to have stopped, presumably asa result of a blockage of the injection pipe with sand, gravel and bentonite andthe 2 metres of ‘muddy water’ above the leak, it was necessary to close theopening. Only then could the situation be under control. The safety philoso-phy employed in this case, was geared towards the closing of the leak with-out pumping the water in the TBM and in the tunnel away, so as not to runthe risk that the flow would thus start up again. In order to close the leak apipe with a flat foot and a valve was made. A diver had to place this pipe over
the injection opening after which the erector would push the pipe againstthe shield with a tremendous force.However, the finding of the opening and the cleansing of the surroundingarea was made extremely difficult by the density of the mud which continu-ally filled the cleaned section. The high degree of density also meant that thediver could not reach the bottom of the shield, but ‘floated’ on the soil, ben-tonite and water mixture. After some failed attempts to place the pipe, anotherstrategy was chosen.At the same time as the diving attempt, the emergency pump facility – whichhad difficulty in processing the sandy mixture in the first instance – wasadapted. In order to keep the mixture that had to be pumped away as wateryas possible, spray nozzles were fitted at the collection points and the pump-ing capacity was increased. After the adaptation of the pump facilities it wasdecided to deviate from the safety philosophy used up to that point in time,and to gradually start pumping away the mud. When approximately onemetre of slurry remained, they did manage to place the pipe over the leakand to push it in place by means of the erector. Then the entire quantity of slurry could be pumped away and the pipe was welded to the shield: thesituation was under control.
‘A blessing in disguise’
The calamity with the bentonite valve appeared to be of major influence
anyway on the deformation of the shield of the westerly boring machine.That involved a single large deformation, a dent situated at 9 o’clock. Due tothe enormous earth removal process associated with the leakage, the shieldrelaxed and almost sprang back entirely into its original shape: from a
The Boring an d Tunnel l i ng Process 155
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 159/292
deformation of 45mm to a deformation of 15mm. However, this favourableeffect was of a temporary nature. Very soon deformation occurred again.
Problems with the tail seal west
As a result of the vertical relocation (110mm) of the shield during the disasterwith the broken bentonite valve, the space between the inner diameter of theboring shield and the outer diameter of the segments at the top of the shieldreduced to 0: the TBM’s shield lay against the segments. At the bottom on theother hand, there the air space had indeed increased enormously; thebrushes of the tail seal could barely seal the space created. The fear existedthat this would lead to problems again. A few days after the stabilization of thebroken valve problem, it appeared that this fear was justified and a leakage of the tail seal came about, which fortunately only involved a small quantity of 6 m3. In the meantime, this more or less ‘expected’ leakage had been antici-pated: injection facilities (packers) were fitted in the tunnel segments.The moment the leakage happened, a chemical agent could thereforeimmediately be injected just behind the tail seal through the segments inorder to stop the inflow of water and sand. In the following period of twoweeks, a solution was sought for the problem. In this, it was of particularimportance that the boring machine had to be steered and the rings had tobe built as such, that once again there was a situation of an equally distrib-uted air space around the rings.
156 The Westerschel de Tunnel
475 475 475
450
3
2
1
2000
1 – Shield2 – Lining3 – Grease chambers (dimensions in mm)
Fig. 11.10
Diagrammaticrepresentation of
tail seal
Boring with extra provisions
In order to continue boring without leakages, use was made of an extra pro-vision for a number of metres, which was also used during the constructionof the Second Heinenoord Tunnel (the first traffic tunnel which was bored inthe soil of the Netherlands). In order to create an extra seal, (wooden emer-gency partition) formwork was applied around the circumference of the tun-nel ring against which the jacks pushed off. The space between the innerdiameter of the shield and the outer diameter of the tunnel ring was thussealed and also filled with grease.After having bored for a number of metres using this provision – an extremelytime consuming matter – the replacement of the steel brush seal couldcommence after having attained a normal distribution of the air spacearound the tunnel rings.
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 160/292
Replacement of tail seal
In order to replace the seal, first of all it was necessary to construct a ringand then boring through until the first two rows of brushes (the brushes tobe replaced) were positioned on the tunnel ring which was built last. Thenthrough this ring, around the entire circumference, a chemical agent was
injected at the end of the tail void. The agent cemented the sand and waterinto a homogeneous and watertight mass. Then the tunnel ring which wasplaced last was partially removed (from a safety point of view, only the key-stone and the adjacent segments). The two rows of brushes to be replacedwere accessible and were replaced. Thus, step by step, the entire circumfer-ence of the shield could be provided with a new tail seal.
The Boring an d Tunnel l i ng Process 157
Temporary extra grease chamber
Wooden emergency partition
Fig. 11.11
Diagrammatic
representation of
extra provisions for
tail seal
Gel injection
Row of brushes to be replaced
Segment to be removed
Fig. 11.12
Diagrammatic
representation of
replacing tail seal
brushes
Fig. 11.13
Repairs to steel brush
seal
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 161/292
Disaster with the tail seal east
A disaster occurred twice during the boring of the Westerschelde Tunnelwhich formed a direct threat to the safety of the people present in the tun-
nel, the TBM and the tunnel itself. One was the uncontrollable situationdescribed before as a result of the broken bentonite valve. The secondcalamity occurred by the sudden collapse of the tail seal of the easterlyboring machine.
4,000m3 of slurry flow into the tunnel
Although it was not expected that a steel brush sealing with grease chamberswould collapse suddenly, this nevertheless happened. On 30th November2001 in the easterly machine which at that moment was positioned underEveringen in the tunnel, an enormous amount of soil and water entered.About 350–400m3 of material per hour squirted in through the leak and only
after 13 hours the situation was under control again. Later it appeared thatthe second row of brushes at the position of the leak, across a distance of 0.8metres in the circumferential direction, had disappeared completely, whereasin the third row a number of brushes were missing as well. Attempts to con-tinue boring normally – using extra grout and grease injection – did not havethe desired effect for stabilizing the situation: the material continued to flowin. As such it was a lucky circumstance that the inflowing material mainlyconsisted of bentonite which came from the excavation front. The problemwould have increased substantially if it were large quantities of sand comingin which would be difficult to pump away.
158 The Westerschel de Tunnel
Fig. 11.14
Leakage as a result of the collapse of the tail
seal of the easterly
tunnel boring machine
In order to replenish the bentonite at the excavation front a permanent sup-ply of new bentonite was necessary. In order to have sufficient bentonite athand, the boring by the other machine was therefore also halted: it was morefavourable to maintain the bentonite flow than to stop the supply which
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 162/292
involved a risk that sand and ground water could enter into the tunnel. Besides,stopping the supply could also lead to the collapse of the excavation front.
Provisional solution
The first attempts to stop the leakage were concentrated on the injecting of a chemical agent through the segments at the position of the leak. Yet thisagent needed time to react with the soil and the water. However, due to therate at which the bentonite solution flowed into the TBM and the tunnel,there was no time.That is why the flow of the water/bentonite first had to bestopped. In order to achieve that, the dowels of a segment were removed,while an insulation membrane – which originated from the activities on thecross connections – was applied. Then, by means of the erector, this seg-ment was then pushed against the hole and the shield. The small quantity of bentonite which then still flowed in could be stopped by plugging theremaining holes with fabric. Due to this the supply flow reduced to such an
extent, that the injecting of the chemical agent thereafter was successful:after 13 hours the leakage was under control.
The Boring an d Tunnel l i ng Process 159
Fig. 11.15
The sealing of the leak
by placing the
‘membrane segment’
The brush seal was replaced in the same manner as described at the leak-age of the tail seal of the westerly machine.
Ring construction and damages
During the boring of a tunnel and the building-in of the tunnel rings, there isalways a chance of damage to the tunnel ring segments also being causedby the tremendous jack forces exerted onto the segments. As such, notevery kind of damage is avoidable; it’s different when a structural damage-pattern becomes apparent. The building-in of a tunnel ring is an irreversibleprocess. Damages could indeed be repaired, but the replacement of adamaged segment with a new one is ‘impossible’. Certainly taking into
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 163/292
consideration the required life span of 100 years, the damage to the lininghad to remain as limited as possible. However, at the Westerschelde Tunnelis seemed – after about 300 metres of boring (150 rings) – that it involved astructural damage pattern. The kind of damage that came about can generally
be categorized as follows:– cracks which were sometimes dry and sometimes aquiferous;– large chunks of broken concrete (scales) whereby the reinforcement was
exposed in a number of cases;– leakages which were mainly concentrated around the keystone.
160 The Westerschel de Tunnel
Fig. 11.16
Cases of damage:
cracks, chipped scales
and leakages
Fig. 11.17
Cases of damage:
cracks, chipped scales
and leakages
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 164/292
Although the contractor ascribed the damages to ‘start up problems’, the clientdemanded measures, all the more because the tunnel boring machines wereunderway to the deepest point under the Pas van Terneuzen. The boringprocess was therefore halted: first an investigation had to be done to seewhat was happening.
The Boring an d Tunnel l i ng Process 161
Fig. 11.18
Cases of damage:
cracks, chipped scales
and leakages
Fig. 11.19
Exposed reinforcement
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 165/292
Crack-forming
Cracks come about due to force actions between the segments which didn’ttake place as desired and for example, local force concentrations occur. That
would be the case when the segments are not entirely flat at the points wherethey connect to the other segments. Later it appeared (see also Chapter 9 –‘Tunnel Lining’) that the longitudinal joint indeed was not straight but slightlycurved. That provided force concentrations which caused crack-forming.
Triplex instead of kaubit: less forces on the dowels
Between the rings themselves, there is a coupling by means of the so-called‘Nocke-Topf ’ connection (recess-dowel). This connection is meant to take upradial forces: when the rings move mutually (as a major over-exaggeration:being pushed out of the tube shape), the associated transfer of forces takeplace via the dowels. A ring which deforms, is thus supported by the adjacentring. The dowels however, hardly play a role in the transfer of the tremendous jack pressures in the axial (longitudinal) direction. Here the reinforcement isof essential importance, whereas the place where the force transfer take placeis ‘fixed’.Initially such fixation occurred by means of kaubit, a bituminous material.Besides, the kaubit serves to smooth out possible unevenness of the con-crete. What appeared to be the case however, was that when kaubit ispressed together into a layer of negligible thickness, it acts as a lubricant.That also meant that in respect of each other, the rings could deform easier.When that happens, the dowels make contact sooner, they become (too)heavily loaded and the chances of shearing increases.Therefore the choice was soon made for the application of triplex panels
instead of kaubit, in order to affix the force transfer in the longitudinal direc-tion. This method had previously been used in the construction of the Second
162 The Westerschel de Tunnel
Fig. 11.20
Triplex panels instead
of kaubit
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 166/292
Heinenoord Tunnel. The application of triplex caused a drastic decrease of damages: triplex is far more rigid and can therefore, in comparison withkaubit, transfer a greater force via friction. Due to the friction, a coupling isbrought about between the rings: in other words, the rings can lean against
each other better, so that smaller mutual deformation occurs, the dowelsare less loaded and less damage is the result.Due consideration was given to the durability of the triplex and the effect onthe Dowel-Recess joint. It has been investigated that after wear and tear of the triplex in the end situation, the Dowel-Recess joint is still acceptable.
Dowels are given more space
In the ideal situation the dowel (Nocke) falls into the recess (Topf) whichinvolves an evenly distributed ‘latitude’ around the dowel. When chartingthe possible causes of the damages, it was also examined whether some-thing perhaps went amiss with the play in the building-in of the segmentsinto a ring. In general, it is of utmost importance in the construction of a ringto push the longitudinal joints together properly. If this does not happen,then it results in a greater circumferential length than intended. If this ‘mis-take’ is repeated in the placing of every segment, that leads – in the worstcase – to too little space for the placing of the keystone.This is also of vital importance for the position of the dowels, because, inthe case of not pushing the longitudinal joints together properly, the dowelin the circumferential direction would continue to lie further away from theideal position. Sometimes, even so far, that when placing a segment thereis contact already. Then even if the slightest thing happens the dowel willshear. It is because of this problem also possibly occurring during the bor-ing and construction of the Westerschelde Tunnel, that the dowels were
made smaller so that they had a bit more space.
Relationship with the sealing profile
As the abovementioned shows, it is best to construct the tunnel rings as‘tight-fitting’ as possible, whereby the segments are pushed optimally againsteach other at the position of the longitudinal joint. However, in practice, thepushing together often appeared to happen laboriously and naturally thequestion about its cause arose. The answer was closely connected to the sealused which was applied around the segments in order to guarantee the water-tightness. Originally, a high and simultaneously too extremely rigid profilewas used which appeared to be awkwardly compressible. When the longitu-
dinal joints are not pushed together to the maximum during the ring con-struction, then this occurs at the moment that the ring is outside the shield –in the advancement of the TBM – sand and water pressures complete the‘task’. The result is that the rings amongst themselves deform, which againcould lead to damage. The solution to the problem was found in the use of alowered and broadened profile which was easier to push together.
Key stone
The recurrent leakages which occurred during the boring of the first couple of hundred metres, were particularly concentrated around the closing stone(keystone). The idea was that here a problem may also have occurred with theseal: perhaps it was damaged during the placing, or possibly the sliding inof the stone caused damage to the concrete. In order to shed light on theproblem, an extensive investigation was set up amongst other things, by the
The Boring an d Tunnel l i ng Process 163
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 167/292
manufacturing company Herrenknecht in Germany. Here the building-in of the closing stone was narrowly monitored with a test-mounted video camera.From the study it appeared that the seal around the keystone already madecontact with the adjacent segments (stones B and C) even under ideal cir-
cumstances during the sliding-in process, at approximately 0.26 metresbefore the final position was reached. The video recorded at Herrenknechtshowed that the seal then displayed the tendency of ‘rolling up’. When thekeystone was completely in position, openings could come about becauseof this rolling up, or the rubber could be damaged. Besides, it appeared insome cases that the rubber seals did not fit exactly on top of each other asintended, but lay next to each other. In some cases the rubber seals eventurned over.In order to solve the problem, it was decided to broaden the profile and alsoto extend it. This resulted in the seal of the keystone making contact with theadjacent profile at a later stage, and the chances were less great that thesections ended up next to each other or could turn over. With this new sec-
tion, the number of leakages were considerably reduced.
164 The Westerschel de Tunnel
Fig. 11.21
Investigation into
operation of seal and
examination of
keystone
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 168/292
The Boring an d Tunnel l i ng Process 165
Looking ahead on the ‘11 mm’ problem
The damage which occurred to the tunnel ring segments during the boringof the first few hundred metres – even before the boring process was halted –lead amongst other things, to the fact that the rings were built-in in an
extremely careful manner. This caused some matters to be noticeable:although the building-in occurred very carefully as such, it appeared that asegment that had just been placed started to twist from the moment that the jacks exerted pressure on this segment. This was a sign that something couldbe wrong with the basic geometry of the segment. The segments were thensubjected to an extensive dimensioning investigation. The results of thisinvestigation clarified that there was a major mistake in the geometry ofthe keystone and the two adjacent segments. This so-called ‘11 mm’ problemis dealt with extensively in Chapter 9 ‘The Tunnel Lining’.
Repairing the seal of the main bearing
When the easterly TBM was underway to the deepest point and was alreadypartially in the glauconitic sand, a problem occurred with the main bearing:a lid that had sprung off a pressure gauge made it clear that something was
Fig. 11.22
Deformation of the
rubber seal
1 7 . 5
1 7 . 5
M38565
3
2
(a)
2 7
1 7 . 5
M 38585a
(b)
Fig. 11.23
Old and new section of
the sealing profile
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 169/292
amiss with the sealing. The machine was halted immediately. Further inves-tigation showed that it involved a leakage under one of the neoprene lipseals which separate the ‘chambers’ of the main seal from each other.The position where the boring machine was situated at that moment was
unsuitable for on the spot repairs. At the same time it was clear that, bymeans of emergency facilities – thicker grease in one of the chambers (thelabyrinth) of the main seal and the filling of the so-called leakage chamberwith compressed oil and air – further boring was possible. That then hap-pened: the machine followed its course further into the glauconitic sand,under the Pas van Terneuzen (the deepest point) and then continuedupwards into the Boom clay. There were no further problems with the mainbearing seal worth mentioning.
Necessary preventative repairs
The question that remained however was, what the consequences would beof a worsening of the problem at the time that the boring machine would bepositioned in the sand under Everingen. In the sand and besides beingunder a fairway, the problem would almost be insoluble; it was a risk whichnobody wanted to take. That is why it was decided to repair the sealing beforethe boring machine left the Boom clay. There the chance of success wasgreater: the pressures there were a lot lower and the Boom clay was rela-tively stable. Besides, at the time that the decision was taken to repair, theTBM was positioned under the Middelplaat and that also meant, that in the-ory there was also an option to work on a solution from above.
Atmospheric circumstances required
For the reparation of the main bearing seal it was clear that no divers couldbe employed; specialists were required who could not undertake the work –the vulcanization of rubber – with increased air pressure. This meant thatatmospheric circumstances were a requirement – also at the front end of thetunnel boring machine.The first idea consisted of boring forwards with the boring machine for 0.4metres and then withdrawing the cutting wheel. From the working spacethus created a part of the cutting wheel would then be dismantled, the mainbearing would be exposed and the repairs could take place. The experiencethat had been gained with the clay in the meantime, had made it clear thatalthough the clay is stable, there was indeed a problem. Certainly if the taskwould take a couple of days: in the clay that would stand in front of the
TBM like a great big wall during the repairs, there are cracks (fissures).Along those cracks, clay chips (some of which weighing more than 100 kg)could fall down because the over-consolidated clay relieves. Such workingcircumstances provided no perspective.
Solutions from the top: no option
In principle it was possible to work on a solution from a working island to beconstructed on Middelplaat: from this island an underground ‘station’ wouldhave to be built to then be able to repair the TBM. For the construction of sucha station, in theory various construction methods were eligible, like makinguse of diaphragm walls, boring piles or the freezing technique. The construc-tion of the required working island would mean that time (and money) wouldbe lost in the application of the required permits. Besides, the possible imple-mentation methods would bring along their own problems and risks: the
166 The Westerschel de Tunnel
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 170/292
The Boring an d Tunnel l i ng Process 167
depth (the boring machine was situated at approximately 45 metres NAP)made the use of diaphragm walls very susceptible for inaccuracies. Also theuse of boring piles at that depth in the hard clay was considered as risky andthe fact that on applying the freezing technique, the freezing-pipes would
have to be withdrawn again (to be able to continue boring), met with objec-tions. Working from a working island therefore did not appear to be an option.
Cutting wheel covered with foil – a simple but brilliant idea
In the further search for solutions, attention was again entirely concentratedon the subgrade. The basic idea which was presented, consisted of the cut-ting wheel boring forwards over a distance of 0.4 metres and then with-drawing the cutting wheel again into its original position. Then the entirespace between the pressure wall and the Boom clay – which also contained
3. Spanning to the top
4. Spanning the top half
5. Unfold downwards
6. Spanning across the
whole surface
2. Positioning of belts
1. Pull in through the opening
3
1
2
3
4
56
7
8
9
10
1112
(a)
Fig. 11.24
(a) Spanning the foil
over the cutting wheel
(b) Creating the
atmospheric
circumstances for the
repairs of the main
bearing seal
Phase 4
Atmospherical
Main bearing seal
Disk of mortar
Phase 5
Bentonite
suspension
(b)
Phase 1 Clay stratum
Compressed
air
Cutting wheel
Bentonite
suspension
Pressure wallPressure wall
hatch400 mm
Phase 3Mortar
200mm
Phase 2 Air
cushion
400 mm
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 171/292
the cutting wheel – had to be filled with concrete. After cutting away the con-crete between the pressure wall and the cutting wheel a lovely workingspace would be created. A good idea, which still required optimization how-ever: after the repairs of the main bearing seal, it would take a lot of time to
cut the stuck cutting wheel out of the concrete. A brilliant and simultane-ously a very workable ‘simple’ solution for the problem was discovered inthe application of a foil seal with which the entire cutting wheel was coveredon the excavation front.Divers spanned the foil, which was provided with feed-throughs, over thecutting wheel. Through the openings, the space between the cutting wheeland the soil was then filled with ‘lean’ concrete. Simultaneously – in order toprevent that the foil would collapse or would come inside – soft mortarwhich had the same density as the lean concrete, was poured on the otherside of the cutting wheel. After the concrete on the excavation front end hadhardened sufficiently, the soft mortar between the pressure wall and cuttingwheel was sprayed away. The result was a lovely clean working chamber
which could be used by everyone under atmospheric pressure.The actual repairs to the main bearing seal – a task which as such was farless exceptional than the creation of the circumstances which were neces-sary for the implementation – took five days. The boring could then beresumed . . . a world first!
168 The Westerschel de Tunnel
Fig. 11.25
Exposed chambers of
the main bearing seal
during the repair work
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 172/292
Wear and tear of the cutting teethin glauconitic sand
Aside from the switching (and the switching back) of the cutting teeth in andafter the impermeable block, it was necessary to switch the cutting teethmore often. Especially the serious wear and tear of the teeth during theboring in glauconitic sand under the Everingen was a cause. Unexpectedly,the teeth had to be switched twice because particularly the reamers (over-cutters) wore out so badly. Geodelft who had undertaken the soil investiga-tion, had warned about this problem beforehand: the cone penetrationsshowed that it involved negative pore pressures, probably because theglauconitic sand drains badly. The under-tensions lead to a greater force onthe cutting teeth which in turn resulted in wear and tear. However no partic-ular provisions were taken. After 600 metres of progress the reamers had tobe replaced again.
Adaptation of the cutting teeth design
The cause of the wear and tear was also associated with the rotation of thecutting wheel in two directions. That meant that a tooth either dug the soilaway or dragged across the soil, and it was particularly because of the drag-ging that the teeth appeared to wear out tremendously. Eventually the wearand tear lead to an adapted cutting tooth design of the reamers. Where orig-inally it involved teeth that only cut on one side, the new concept providedfor double-sided cutting teeth so it no longer involved any ‘dragging’. Onapplication of this new type of tooth, the problem was solved immediately.It is not surprising anyway that particularly the reamers were the most worn
out: after all, they were situated on the outside of the cutting wheel andtherefore covered the greatest distance.The design of cutting teeth for tunnel boring machines, strongly appears tobe based on empiricism and experience. Fundamental scientific knowledgehardly enters into the matter. Yet in other business sectors the knowledge isavailable. In the past the dredging industry in the Netherlands has financeda great deal of scientific research into the assessment of similar processes; adredging firm could perhaps have pointed out the possibility of the comingabout of the wear and tear problem.
The Boring an d Tunnel l i ng Process 169
Progress east and west
3000
2 9 - 7 - 1 9 9 9
2 6 - 8 - 1 9 9 9
2 3 - 9 - 1 9 9 9
2 1 - 1 0 - 1 9 9 9
1 8 - 1 1 - 1 9 9 9
1 6 - 1 2 - 1 9 9 9
1 3 - 1 - 2 0 0 0
1 0 - 2 - 2 0 0 0
6 - 4 - 2 0 0 0
1 - 6 - 2 0 0 0
2 9 - 6 - 2 0 0 0
2 7 - 7 - 2 0 0 0
2 4 - 8 - 2 0 0 0
2 1 - 9 - 2 0 0 0
1 9 - 1 0 - 2 0 0 0
1 4 - 1 2 - 2 0 0 0
1 1 - 1 - 2 0 0 1
8 - 2 - 2 0 0 1
8 - 3 - 2 0 0 1
5 - 4 - 2 0 0 1
3 - 5 - 2 0 0 1
3 1 - 5 - 2 0 0 1
2 8 - 6 - 2 0 0 1
2 6 - 7 - 2 0 0 1
2 3 - 8 - 2 0 0 1
2 0 - 9 - 2 0 0 1
1 8 - 1 0 - 2 0 0 1
1 5 - 1 1 - 2 0 0 1
1 3 - 1 2 - 2 0 0 1
1 0 - 1 - 2 0 0 2
7 - 2 - 2 0 0 2
1 6 - 1 1 - 2 0 0 0
4 - 5 - 2 0 0 0
9 - 3 - 2 0 0 0
2500
2000
1500
1000
500
0
R i n g s e a s t a n d w e s t TBM east ring
TBM west ring
Fig. 11.26a
Progress of the boring
process
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 173/292
170 The Westerschel de Tunnel
TBM east rings
TBM west rings
Total ringsKMW schedule
(rings per tube)
Monthly production
R i n g s
450
400
350
300
250
200
150
100
50
0
J u l . 9 9
A u g . 9 9
S e p . 9 9
O c t . 9 9
N o v . 9 9
D e c . 9 9
J a n . 0 0
F e b . 0 0
M a r . 0 0
A p r . 0 0
M a y . 0 0
J u n . 0 0
J u l . 0 0
A u g . 0 0
S e p . 0 0
O c t . 0 0
N o v . 0 0
D e c . 0 0
J a n . 0 1
F e b . 0 1
M a r . 0 1
A p r . 0 1
M a y . 0 1
J u n . 0 1
J u l . 0 1
A u g . 0 1
S e p . 0 1
O c t . 0 1
N o v . 0 1
D e c . 0 1
J a n . 0 2
F e b . 0 2
M a r . 0 2
Fig. 11.26b
Progress of the boring
process
Diving activities
Introduction
Never before had boring taken place with a slurry shield at such a greatdepth (60 metresNAP) and under equally (soft) soil conditions as for the con-struction of the Westerschelde Tunnel. It was known beforehand that diverswould regularly have to be at the excavation front, sometimes even in frontof the cutting wheel for inspections and the carrying out of maintenanceactivities, such as the switching of cutting teeth. Prior to diving operations,the space between the cutting wheel and the excavation front was ‘cleared’ of bentonite suspension – if the situation so permitted. The bentonite slurry waspumped away up to a certain level while at the same time the compressedair took over the support of the excavation front. Thus an air bubble wascreated in which the divers, who entered the excavation chamber via an airlock, could carry out their work. However, working in compressed air was
Fig. 11.27
Arrival of the tunnel
boring machine
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 174/292
sometimes not possible and the divers had to undertake their heavy tasks inthe slurry on feeling.The greatest pressure under which the divers operated during the construc-tion of the tunnel was about 7.5 bar. This was unheard of, and called for the
development of special techniques which applications would generally onlybe found in the offshore-industry.Dependent on the depth of the activity, various diving methods can be differ-entiated. Up to a certain depth and also dependent on the duration of the oper-ation, no special breathing apparatus was necessary and the divers inhaledcompressed air. At greater depths the divers made use of special gas mixtureswhich they inhaled via a helmet. In periods in which lengthy operations had tobe undertaken under great pressure, the saturation diving technique wasapplied. This meant that the divers did not come to the ’surface’ pressure everytime, but between the activities they were also kept under pressure in a pres-sure cabin. The divers then spent a longer amount of time in a cabin outsidethe tunnel which was furnished as an accommodation. This made it possible to
avoid extremely long decompression periods.
Medical support
Before the boring activities commenced, all the aspects related to the divingwere extensively examined. In this, a number of doctors who are specialistson diving were also involved. In the Netherlands it is a requirement that anextensive working plan is drawn up together with an accompanying risksanalysis. This plan must be approved before the activities may commence.Medical support during the entire duration of the project was desired and adecision was made to have a medical specialist permanently present.Furthermore, during the activities, a MAD-B diver (Medical Aid Diver) always
formed part of the diving team. All the divers involved (before, during and afterthe activities) were subjected to extensive medical examinations such as a ‘neu-robehavioral evaluation system’. At the end of the project and after a couple of years, the tests will be repeated to examine if it involves long term effects.
The Boring an d Tunnel l i ng Process 171
Fig. 11.28
The transportation of
the divers in the
pressure-shuttle
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 175/292
During diving operations – increasing by depth and diving time – body tis-sues become saturated with the gas mixtures that have been inhaled. Thetissues must get rid of those gases (e.g. nitrogen) again in a dosed manner,comparable to the slow decorking of a bottle of champagne. The ‘decorking’must be dosed as such, that there are no nitrogen bubbles which couldresult in the blockage of capillaries. If that does happen, decompression ill-nesses like bends and staggers could come about: severe pains in the jointsand skin disorders (bends) or in the most serious cases, disorders of thecentral nervous system (staggers).By using diving tables especially developed for the project which are differ-ent dependent on the working depths, the diving time and the gas mixtureused, reducing the pressure in steps while simultaneously inhaling 100%oxygen, the decompression illnesses could largely be prevented.
Working under increased air pressure up to 4.5 bar
The type of work that the divers carried out consisted of inspecting thecutting wheel, the replacement of the cutting teeth of the cutting wheelwhen these were worn out, and activities for the various repairs.The excavation chamber, which was accessible via an air lock, was generallyfilled with air placed under increased pressure during diving activities.During diving operations of a short duration, the divers could (up to a pres-sure of approximately 4 bar) work without special breathing apparatus. Thedecompression time amounted to a maximum of 2 hours, also because of the not very comfortable circumstances in the decompression chamber. Atthe end of every diving operation a medical check was undertaken in which thedivers were observed for a period of four hours.At pressures above 3.6 bar, symptoms of nitrogen narcosis were observed.
Divers worked slower and made more mistakes. After 672 ‘compressed airexposures’ there were three cases of decompression illness (bends) at a pres-sure of 3.9 to 4.2 bar. The activities which were carried out then were excep-tionally heavy: the switching of digging teeth. Besides, the divers had been
172 The Westerschel de Tunnel
Fig. 11.29
The transportation of
the divers in the
pressure-shuttle
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 176/292
busy for quite a while. Diving operations were carried out for five consequen-tial days and fatigue can play an important role in the coming about of thedecompression illness. Besides that, the high temperature in the excavatingchamber and the cooling down during the decompression, more than likely
also played a role. All cases of decompression illness were treated andcured.
Welding at 3.6 bar; reducing the fire hazard
An exceptional operation was the welding of injection nozzles onto thecutting wheel. These nozzles were necessary to bore through the rigidBoom clay easier.Worldwide there was hardly any experience with welding at a pressure of 3.6 bar; at such pressure everything burns at an explosive rate. Experiencewith welding activities at the construction of the Elbe Tunnel in Germanyhad shown that a rubber shoe sole burns away in mere seconds. A solutionfrom the offshore industry is the reduction of the oxygen content being workedunder. At the Westerschelde Tunnel this was not possible and that is why theprecautions were concentrated on the prevention of fire. The welder worespecial non-combustible clothing and a breathing mask, while another diverguarded his activities with a fire extinguisher at hand. Besides, there wereextra smoke extractors placed around the ‘work place’.The door to the decom-pression chamber was also almost completely closed, an over pressureprevented any smoke from entering there.
Greatest danger: excavation front instability
One of the greatest (real) dangers when working in the excavation chamberand in front of the cutting wheel was that of an excavation front instability(blow-out). Such an instability happened twice in the preparation of divingactivities. Fortunately, in both cases, no divers were at the excavationfront. If that were the case, then the situation would certainly have been life-threatening. However, up to a certain point, the divers were – through theirtraining and experience with other projects – in a position to detect the com-ing about of such a situation: for example, the leaking away of the air inwhich activities take place during operations is of influence to the behaviourof the bentonite level in the excavation chamber. Besides, the pressure in theexcavation chamber is permanently monitored during the diving operations.A change in pressure could indicate the collapse of the excavation front.
Special gas mixture for working at greater depths
At pressures greater than 3.6 bar the danger of ‘nitrogen narcosis’ became toogreat – certainly for lengthier operations. That is why use was made of a special gas mixture which divers can inhale via a helmet. The helmet itself was cooled with compressed air to prevent the visor from misting over. At pres-sures up to 5.1 bar a special gas mixture was used. This consisted of 25% oxy-gen, 50% nitrogen and 25% helium. In order to determine the reliability of thedecompression schedule used, the divers underwent so-called ‘bubble’ tests.
Saturation work
At the deepest point of the boring route the pressure was a little higher than7 bar. The decompression of 7 bar to atmospheric circumstances takes many
The Boring an d Tunnel l i ng Process 173
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 177/292
days. In order to avoid that activities would lead to a delay in the boring pro-cess at pressures of 4.2 to 7.5 bar, the divers remained under pressure for alonger period of time – this meant weeks. In this period the divers breatheda gas mixture which consisted of a mixture of oxygen (12%), nitrogen (45%)
and helium (43%). In order to keep them under pressure continuously, aspecial accommodation with a pressure of 4 bar was built on the site; thedecompression from 7 to 4 bar, in respect of the decompression from 7 barto atmospheric circumstances takes up much less time. This accommoda-tion consisted of 2 rooms connected to each other, one with a length of 4.7metres and the other with a length of 7 metres and a diameter of almost twoand a half metres. The accommodation provided space for a maximum of9 divers who could stay for a period of 4 weeks at most.In order to travel to the excavation front, the divers stepped out of the habi-tat into a connected pressure-shuttle which transported them by train to theTBM. Having arrived, the shuttle connected onto one of the air locks whichprovided access to the pressurized section of the boring machine. In the air
lock the divers were brought to the required pressure. Once they had fin-ished with their activities, the pressure of the air lock was reduced again andthey went ‘home’ in the shuttle. At the time of the switching of the cutters,when the boring machines were positioned at the deepest point, the diversremained under pressure continually for 2.5 weeks. Afterwards the decom-pression time lasted two and a half days. That was also the time that wouldhave been required if they would have had to be transported out in a caseof disaster. That is why all divers had undergone a diving-medical trainingbeforehand, which includes an annual stint in a hospital. That is where,
174 The Westerschel de Tunnel
Fig. 11.30
The divers’ habitat,
where they remainedunder pressure for
longer periods
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 178/292
amongst other things, they learnt to intubate, stitch up, insert a catheter andto fit a thorax drain. The latter is of importance to allow the air, which is trappedin the body cavities and which swells up when the pressure is reduced, inthe most serious case, to escape.
Besides, an agreement was made with the nearest hospital that, in emer-gency cases, they would treat the divers in the compression chamber.
On feeling
At the deepest point of the boring route, the boring machines stood still inthe glauconitic sand as a result of the shield deformations, the diving oper-ations could not take place in compressed air. The risk was too great that ablow-out would occur. The switching of the teeth for the cutting thereforehad to be carried out by divers in the bentonite fluid entirely on feeling. Aunique performance which had never been done before.
During the construction of the Westerschelde Tunnel, more than 5,000 man-hours were realised in over pressure. By combining the knowledge from allthose involved in the project, and the co-operation between the builders,medical staff and the diving company, it was possible to bore a tunnel at adepth of 60 metres below sea level through these soils. With this the projecthas unlocked avenues which previously appeared to be shut.
The Boring an d Tunnel l i ng Process 175
Fig. 11.31
The pressure-shuttle,
just before linking up
to the divers’ habitat
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 179/292
12 – SEPARATION PLANT ANDBORING SPOIL
J.D. Vlasblom, E.J. Sonke, J. Heijboer and H. Glas
Contents of this chapter:
– The bentonite mixing installation
– The separation plant
– Boring spoil issues
i h © 2004 S & Z i li B V Li Th N h l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 180/292
The bentonite mixing installation
Fresh bentonite suspension was produced from water and bentonitepowder in the bentonite mixing installation. The powder was pumped froma silo to the installation and was continually stirred while adding water.
The storage of the fresh bentonite suspension took place in a storage basinwith a contents of approximately 2,000 m3 near the separation plant. Whenthe storage took too much time, the suspension was pumped aroundthrough the separation plant and was mixed there with the ‘loaded’
(‘contaminated’ with soil particles) suspension. Bentonite is a tuff whichconsists of tiny clay particles which swells into a type of ‘gel’ when itabsorbs water. The fluid penetrates into the pores of the soil around theexcavation front and thus forms a plaster layer. Mixed with water and soil,
bentonite not only acts as a supportive fluid, but also as a transportationmedium to remove soil. Bentonite has a special (thixotropic) propertywhich, when stagnant, it behaves like a solid, whereas when it is in motion,it behaves like a fluid.
In order to fulfil the supportive function at the excavation front, it is import-ant that the bentonite suspension maintains the thixotropic properties. Themore often that the bentonite is reused, the greater the contamination of the
substance with other soil particles, which is to the detriment of the thixotropic
properties. The degree of contamination thus determines the possibilities of reuse of the suspension. The properties which are of importance for the properfunctioning of the bentonite suspension are loss of filtration water, liquid limit
and density.
178 The Westersche lde Tunnel
Introduction
During the boring of the two tunnel tubes a total of about 1.3 million m3 ofsoil became available. The composition of this excavated product varied,dependent on the various soil deposits in which the boring machines were
situated. Where boring occurred at the dividing line between two soildeposits, various soils inevitably got mixed with each other. That meant thatacross the full length of a single tunnel tube, about 40% of the soil consistedof a mixture of various soil deposits. In the excavation chamber of the bor-
ing machine the excavated soil was also mixed with bentonite suspension.Piping transported this bentonite soil mixture to the separation plant at sur-face level. Here the various fractions were separated and the bentonite andwater were recycled for reuse. The remaining (separated) spoil components,
if it complied with the necessary quality, could be reused for various pur-
poses or was spread over the Westerschelde.With this, the separation plant served two purposes:– the recycling of water and bentonite for reuse in the boring process;
– making reuse of the excavated soil possible.
In the first section of this chapter the operations of the separation plant
are explained, whereas the following section broaches on the manner inwhich the cuttings are dealt with.
i h © 2004 S & Z i li B V Li Th N h l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 181/292
The separation plant
The separation plant served to separate the substances present in the spoil –
fine and coarse sand, glauconitic sand, Boom clay, bentonite and alsowater – from each other, and to recycle them for reuse. That not only meanta substantial saving on the relatively expensive bentonite, the remaining
reusable components could also, naturally depending on the demand, besold off in the raw-materials sector. In the separation process the soil particleswere removed from coarse to fine. This separation occurred in a number of steps, dependent on the grain size composition of the spoil.
Separat ion Plant and Bor ing Spoi l 179
Fig. 12.1
The separation plant
under construction
To the TBM
From the TBM Dewateringsieve
f 0.5mm
Dewateringsieve
f 0.5/0.3mm
Preliminarysievef 4 mm
Pump
Pump
Pump Pump Pump
Conveyor belt Conveyor belt
Basin
Removal by ship
1st Hydro-cyclone stage 2nd Hydro-cyclone stage 3rd Hydro-cyclone stageBentoniteand water
Basin
Fig. 12.2
Diagrammatic
representation of
separation plant
Preliminary sieve A preliminary sieve – a coarse vibrating sieve – sieved the matter larger than10mm (initially 4 mm) from the bentonite soil mixture. The preliminary sieve’s
function was to protect the next separating apparatus from the larger
i h © 2004 S & Z i li B V Li Th N h l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 182/292
fractions. The sieved matter was discharged as a separate partial current viaa conveyor belt.
Hydro-cyclone separation
The remaining mixture which did not stay behind in the preliminary sieve,underwent two sequential treatments, each being with a hydro-cyclone anda dewatering sieve. The hydro-cyclone, a funnel-shaped vessel, separated
the coarser from the finer parts of the suspension by means of a centrifugalforce. A hydro-cyclone is a fixed, non-rotating set-up in which the separationtakes place by rotating the suspension under higher pressure in the hydro-cyclone.
The dewatering sieve was used in order to remove the separated matter asdry as possible, with which the water consumption remained limited to theminimum requirement.
First hydro-cyclone
At the first hydro-cyclone stage, the matter between 4 mm and 100m,(mainly sand) had the silt removed, was separated and run over a dewatering
180 The Westersche lde Tunnel
Fig. 12.3
Hydro-cyclones in the
separation plant
i h © 2004 S & Z i li B V Li Th N h l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 183/292
sieve. The remaining mixture, the bentonite suspension with soil particlessmaller than 100m, went on to the next hydro-cyclone stage.
Second hydro-cyclone
Of the remaining suspension, the matter between 100m and 30m was sep-arated in the second hydro-cyclone stage. In this hydro-cyclone stage the low-est limit of 30m was a theoretical limit; in practice the second hydro-cyclone
stage could separate up to 40m.The matter which was separated in the three separation stages, was removedvia a conveyor belt. The remaining mixture (the fractions 40m) went backto the excavation front via a buffer tank, or was (partially) replaced by fresh
bentonite suspension.
Clay looks like bentonite
In the boring trajectory where there was no clay, the sand trajectories, the
suspension which was to be reused again (fractions 40m) was almostfree of soil particles after the three separation stages. On the other hand, inthe clay trajectories, a portion of the clay dissolved in the suspension. Due
to the fact that these clay particles, in the sense of its properties – like thesize – displays many concurrences with the bentonite particles, it was not pos-sible, as expected during the design stage, to remove all these clay particlesfrom the suspension within the abovementioned separation stages. That
meant that the bentonite suspension that was to be reused again, graduallybecame ‘loaded’ (contaminated) with clay particles. However, these parti-cles do not have the bentonite properties which are necessary to keep theexcavation front stable. When the suspension was too loaded, there was a
major increase of the specific mass of the suspension and it became difficult
or impossible to pump it around, and could also not absorb soil particles inthe excavation chamber adequately. A portion of the loaded suspensionthen had to be removed and be replaced with fresh bentonite suspension, in
order to bring the specific mass of the suspension to be used, back to anacceptable limit again.
Separat ion Plant and Bor ing Spoi l 181
Fig. 12.4
Hydro-cyclones in the
separation plant under
construction
i h © 2004 S & Z i li B V Li Th N h l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 184/292
Multiple hydro-cyclones
During the boring process the suspension could be guided through a fourthseparation stage for further cleansing. This occurred by means of multiplehydro-cyclones which in principle, acted similarly to the hydro-cyclones.On the one hand the multiple hydro-cyclone was an extra separation step for
the regaining of bentonite and on the other hand, the multiple hydro-cyclone’spurpose was to thicken and separate a portion of the loaded suspensionbefore transportation took place. This meant a substantial reduction of thequantity of bentonite suspension which was no longer reusable. This step was
of particular importance during the boring into clay, because then a substan-tial quantity of dissolved clay particles came about in the suspension.The non-reusable suspension to be discharged (fractions 30m also
known as discharge flow), was not removed via a conveyor belt, but wasremoved separately through piping to the Westerschelde.
Clay chopper
During the boring of the tunnel tubes the separation plant functioned very
well. Although during the ‘trip’, at the time that the boring machines were sit-uated in the Boom clay, a so-called ‘clay chopper’ was applied as an extrafacility in order to regulate the ‘inflow’ of clay better. Clay stuck in the ben-tonite piping into large chunks which could lead to a blockage of the sieve
causing it to overflow. With the clay chopper, it was prevented that chunks of clay that were too large (and difficult to process in the plant) would get intothe plant at one time. Due to the separation plant functioning better by this,the boring process was also confronted with less delays. Aside from that,
design changes were also carried out prior to the boring process. This did notparticularly concern the separation principle, but the manner of removal inview of the possibilities for reuse of the matter that became available.
Boring spoil issues
Dumping of excavated soil requires closer investigation
Originally it was assumed that the soil that became available during the bor-ing (naturally based on a permit to be applied for) could be dumped into theWesterschelde. The contractor drew up a design for the separation plant
based on that assumption. The idea was that the excavated soil from the twotunnel tubes would be removed to a ship with a single conveyor belt system.The mooring jetty of the ship was situated just outside the site in the outerharbour of Terneuzen.However, the original plans had to be adjusted because, in 1996 the govern-
ment – also in the light of a project in which the important fairway forAntwerp would be deepened – made a statement that the dumping of exca-vated soil on locations in the Westerschelde had to be examined moreclosely. This meant that, in view of the Pollution of Surface Waters Act it no
longer sufficed to apply for a permit via the usual procedure; an extensiveinvestigation, being an Environmental Impact Assessment (EIA), had to beset up, and that fact put the planning of the boring project under pressure.
In the spring of 1999 the boring had to start and if the correct permits werenot granted in good time, it would cause delays. That is why a separatesubproject group (EIA – cuttings) was started in order to carry out the inves-tigative procedure within the time available.
182 The Westersche lde Tunnel
i h © 2004 S & Z i li B V Li Th N h l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 185/292
Three matters formed the focal point in the ‘environmental impact assess-
ment on boring spoil’:– the contractor had to supply basic data concerning the quantity and the
quality of the soil which would become available during the boring;
– an investigation had to take place as to which dumping locations wouldhave the least impact on the environment of the Westerschelde;
– the reusage possibilities of the excavated soil had to be investigated. Thisinvestigation in particular appeared to be of major importance to the
Westerschelde Tunnel project.
Minimal environmental impact with the spread of boring spoil
The conclusion of the investigation into the most optimum dumping sites
for the soil which, based on the investigation, was otherwise considered asclean, was that in general, it actually did not involve ‘dumping locations’ but‘spreading locations’. The cuttings would rapidly be spread by the tidalmovements and would only have a minimal impact on the environment: in
the Westerschelde there is a movement of 2.3 million m3 of sediment everytwenty-four hours. The entire boring process would add a quantity of 1.3 mil-lion m3 there ‘in dribs and drabs’ during the boring process of the tunnel.Due to the fact that it did not actually involve dumping, the official environ-
mental impact assessment obligation was no longer applicable. However, itwas decided to conclude the investigation (the environmental impact assess-ment) on a voluntary basis.
Possibilities for reuse present, but is there a market demand?
During the investigation into recycling the excavated soil many (re)use pos-sibilities were examined. Perhaps the clay could be applied in water-restraints,or as a sealing material of dumping sites, and the sand for example, as land-
fill material in the construction of roads. The general conclusion was that a
Separat ion Plant and Bor ing Spoi l 183
Fig. 12.5
Removal of cuttings
by ship
i h © 2004 S & Z i li B V Li Th N h l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 186/292
multitude of potential possibilities existed. However, it appeared to beunclear whether there was actually a demand for it in the market, alsobecause there were some uncertainties regarding the physical quality.
Besides, the already designed separation plant had to be substantially
extended to make reuse possible. This would involve an extra investment of about 4 million euro.
184 The Westersche lde Tunnel
Fig. 12.6
The working site
adjacent to the
separation plant
Fig. 12.7
The working site
adjacent to the
separation plant
i h © 2004 S & Z i li B V Li Th N h l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 187/292
Impasse and additional market investigation
The idea to have to make reuse possible was not very attractive to the ini-tiators (client and contractor): the argument was, that the spreading of theboring spoil would have a minimal impact on the environment, whereas thereuse of the soil would have no purpose. The official authorities who were
eventually responsible for the granting of the necessary permits however,thought that the initiators disregarded the benefits of reuse and were notprepared to invest in environmental measures. In order to eventually take adecision about reusing the cuttings or not – being necessary to then be able to
apply for the actual permits in order to spread the non-reusable boring spoil –an additional market investigation was carried out into reuse. Anyway, thisinvestigation was entirely in line with the raw-materials policy by the Ministry
of Public Housing, Spatial Planning and Environment: the moment soilbecomes available, it first has to be established whether reuse is possible.
A market of potentials present, prices uncertain
The study geared its attention towards: the necessary investments tomake the separation plant suitable for dealing with reuse; on the construc-tion and location of a temporary storage area (TOP) for the soil which will
possibly be reused; on the necessity for pre-treatments; on the consistencyof the clay; and particularly on the market potential and the market prices.The investigation was concluded in August 1998. The results clearly showedthat the potential for reuse was present, but also that the market prices were
extremely uncertain.Particularly due to the pressure by the Environmental Hygiene Inspectorate
to deal with reuse on the basis of the prevailing raw-materials policy of theNetherlands, it was clear that major risks would come about in the permit-
granting if the possibilities for dealing with reuse was not created. That wouldmean that the entire project would be delayed and the client could expectcompensation claims from the contractor.
Decision for reuse leads to adaptations of the separation plant
The company NV Westerscheldetunnel was not happy with its role as a new-comer in the traditionally closed raw-materials sector. Besides, the role called
for extra investments in the extension of the separation plant. This extension
concerned:– the construction of extra conveyor belts and the altering of the driving
mechanism of the already installed conveyor belts in the separation
plant;– the construction of an interim storage area on the site in Terneuzen and a
system of conveyor belts from the separation plant to such storage area;
– the choice of location, land acquisition, permission granting and construc-tion of a temporary storage area (TOP) in the vicinity of the site;
– the broadening of the roads from the site to the temporary storage areain connection with the increased road transportation.
Approaching the market
In order to be able to supply the boring spoil to the market, potential buyers
of recycled sand and clay had to be approached. In order to be able to do so,
Separat ion Plant and Bor ing Spoi l 185
i h © 2004 S & Z i li B V Li Th N h l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 188/292
contact was made with a ‘marketer’ in the soil trade whose most importanttask was to set up an organisation to deal with the sale of the cuttings. TheNV Westerscheldetunnel’s intention was to achieve targeted sales of soilsthat become available, such as clay, sand and a mixture of both soil types.
In the period from June through August 1999 an attempt was made to findprivate partners with commercial experience in the selling of sand and clay.However, there appeared to be very little ‘private’ interest. Eventually an
agreement was concluded between the NV Westerscheldetunnel and theCombinatie Hergebruik Boorspecie [Combination Reuse boring spoil] (CHB)consisting of two of the contractors involved in the project and permanentplayers in the raw-materials sector.
186 The Westersche lde Tunnel
Fig. 12.8
Dumping soil onto
working site adjacent
to separation plant
Fig. 12.9
Dumping soil onto
working site adjacent
to separation plant
i h © 2004 S & Z i li B V Li Th N h l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 189/292
Marginal results on reuse
From the start of the boring process in the summer of 1999, up to the arrival of the two tunnel boring machines in January and February 2002, approximately90,000m3 of soil was reused. Important buyers were a dumping site in Belgiumand a project in which soil was processed in the municipality of Hulst. Of the
total amount of cuttings that became available (approximately 1.3 million m3,2.1 million tons of dry matter), thus approximately 6% was reused.In order to achieve this miserable result, the NV Westerscheldetunnel hadinvested an amount of approximately 3.6 million euro in the extension of
the separation plant, the construction of the TOP and the service road andfor consultancies and design costs. The sale of soil indeed led to an income,but the costs for storage, transhipment and the transportation, created an
almost equally high expense.
Separat ion Plant and Bor ing Spoi l 187
Fig. 12.10
Transhipment of soil
for reuse
An important reason for the not very successful reuse, was the limited scopeof the market for sand in south-western Netherlands. It was estimated thatper annum, an amount of 100,000 m3 of sand changed hands there. Trans-portation over long distances did not appear to be an option from a costs
point of view. Aside from that, the supply of soil was intrinsic to the boringprocess: often very irregular and also not always in line with the marketdemand. This caused storage expenses, which then had an unfavourable
effect on the price. It also appeared that the physical properties of the sandmade the matter unusable for all kinds of purposes. Aside from chemicalproperties, perhaps the investigation into reuse possibilities should havepaid more attention to the physical aspects which are of importance to the
market parties.
Further it is remarkable that, precisely in those projects undertaken by localauthorities who were involved in the granting of permits (municipalities,province and the regional department of the Directorate-General for Public
Works and Water Management), hardly any use was made of the reusable soil
i h © 2004 S & Z i li B V Li Th N h l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 190/292
from the boring spoil. Perhaps it can be concluded from this, that these par-ties had developed inadequate policy to create conditions in which reusecould be optimized.
The adaptation of the separation plant brought about one major advantage
(a ‘blessing in disguise’): the capacity of the plant was extensively extendedand that meant that higher boring rates could be achieved (and wereachieved) than would have been possible with the originally designed plant.
188 The Westersche lde Tunnel
i h © 2004 S & Z i li B V Li Th N h l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 191/292
13 – CROSS CONNECTIONS
H. Weigl, G. Kooijman, N.M. Naaktgeboren and R.J. van Beek
Contents of this chapter:
– The design and construction concept of the cross connections– Principle of ground freezing
– The creation of the frozen soil
– Preparatory measures
– Managing the frozen soil
– Construction of cross connections
– Experiences
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 192/292
The design and construction concept of thecross connections
The construction of the cross connections had to be carried out entirelyunderground from within the tunnel tubes, in which the deepest cross con-nection was situated at a depth of 60 metres NAP and about 15 metresunder the bed of the Westerschelde. Excavation of the soil was necessary for
the construction of the cross connections. Yet, in order to excavate theground, the surrounding soil which consists of sand as well as clay, mustfirstly be made adequately loadbearing, stable and watertight. In theory
there are three construction method options for the (underground) building
of cross connections:– working under increased air pressure;– the realisation of a stable soil mass by means of soil grouting;
– the realisation of a stable soil mass by freezing the water present in thesoil around the intended excavation.
Due to the fact that activities would need to be undertaken at extremedepths in cases where water pressures rise up to about 6 bar, constructionunder increased air pressure was excluded from the start. Also the realisa-
tion of an absolutely watertight grout-body at high water pressures facedmajor objections and was considered as too risky. Already at an early stage,the choice was therefore made for the freezing technology.This was unique, because this technology had never previously been
applied on such an enormous scale at great depth in the Netherlands: tomake excavations possible, an oval-shaped ring of frozen soil had to berealized between both tunnel tubes across a distance of about 12 metres. Theexcavation and the actual construction of the cross connections could then
190 The Westersche lde Tunnel
Introduction
Since the first ideas came about to construct the Westerschelde Tunnel asa bored tunnel with twin tunnel tubes, it was also evident that both tubes
would have to be connected to each other by means of cross connections.Especially the requirements concerning safety were fundamental: in casesof disaster, people should be able to proceed to the other safe tunnel tubevia a cross connection. Simultaneously, the emergency services should
safely be able to reach the location of the accident or fire via the crossconnections.By constructing the cross connections, the installations present in thetunnel could also be carried out redundantly: the 10 kV cables present in
both tunnel tubes ‘feed’ a section of the installations in their ‘own’ tunneltube for example, while they – via the cross connections – also provide
power to a part of the installations in the other tunnel tube.The cross connections were of such importance that, while the design of
the tunnel was already at an advanced stage, after intensive studies of thesafety aspects, it was decided to double the number of connections from13 to 26. On the basis of a probabilistic safety consideration, the original
distance between the cross connections (500m) did comply with therequired level of safety, but on the basis of the results of a deterministicscenario, the distance was halved to 250m.
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 193/292
take place within the protection of this frozen soil. On the one hand the oval-
shaped ring had to retain the ground water during the whole constructionphase, and on the other hand it had to (temporarily) take up the prevailing
ground and water pressures.Of a total of 26 cross connections, 9 are positioned in moderately firm to
firm sand, 11 in the Boom clay and 6 in a mixed subgrade. Although theBoom clay is poorly permeable, here the choice was also taken to apply thefreezing technology because of the possible presence of aquiferous sand
lenses and vertical cracks. The water pressure to be restrained varies from2 to 6 bar.
Cross Connect ions 191
0
Z1Z1
Z1K1
KZ1
ZK1
BK2
BK1
GZ2
BK2
BK1
Z1
GZ2
BK2
Cross connection
BK1
BK2
GZ1
Z1
Z1
K1
ZK1
KZ1
K2
45
6
7
8 9 10 11 12 13 14 15 16 17 18 19 20 2122
23
24
25
26
3
2
1
KZ1
10 m
Pas van Terneuzen Everingen
approx. 6,600 m
20 m
30 m
40 m
50 m
60 m
70 m
0
10 m
20 m
30 m
40 m
50 m
60 m
70 m
Fig. 13.1
Location of the cross
connections
Segmental lining, t 45 cm
Cross connection, every 250m
Steel segment Cable trench
Installation basementCable gallery
approx. 12 m
10.10 m
Section in the area of a cross connection 11.33 m Fig. 13.2
Cross section of tunnel
tubes with cross
connection
The design
The inner lining of the cross connection consists of an oval-shaped circlemade of reinforced concrete 0.4 metres thick. This is enclosed by the outerlining of reinforced shotcrete which is 0.35 metres thick. The required struc-
ture gauge of 1.5 by 2.1 metres was determinative for the internal measure-ments: the ‘rings’ are 2.5 metres wide and 2.75 metres high. The connectionof the (oval-shaped) central section of a cross connection on the wall of thebored tunnel tubes consists of a concrete collar structure. A steel plate in the
pouring joint in combination with a rubber seal and otherwise filled with agrout mixture, ensures there is a watertight connection between the tunneltube and collar structure. The collar structure ensures that adequate space is
created for this connection.Another function is the taking care of the transmission of the bearingforces between the tunnel tube and cross connection, while it is possible totake up the construction tolerances of the tunnel tube as well as the cross
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 194/292
connection. The transition from the collar structure to the central section isconstructed as a continuous concrete structure.In the original design an expansion joint was provided for between the cen-
tral section and both collar structures, in which a water-retaining omega
seal was fitted. Calculations clearly showed that the expansion joints couldbe cancelled because there would be almost no settlement differencesexpected between either of the main tubes in the final situation. The con-
nection is also subjected to a normal compressive force due to the twotunnel tubes being pressed towards each other by the prevailing water andground pressure across the section of the cross connection. Thus the expan-
sion achieved is not ideal.
192 The Westersche lde Tunnel
Fig. 13.3
Transition ‘rounded-
rectangle’; lining of
cross connection ready
Steel segments are essential
In the construction of the cross connections the access to the connectionsto be made in the tunnel tubes generally goes across a number of tunnelsegments which interrupts ring joints and longitudinal joints. That makes
it essential to secure the remaining segments around the access up to theconnection and to divert the structural behaviour on the segments.However, the design of the Westerschelde Tunnel provided for an access tothe cross connections with a width of 1.5 metres. The relatively large ring
width of 2 metres made it possible to situate the opening within a singletunnel ring. A major advantage to this was, that no circular and longitudinal joints were present at the position of the connection between the tunneltube and the cross connection, which could cause problems with the water-
tightness.
In the tunnel ring, in which the access to the cross connection was realised,two steel segments were applied. Together these segments have thesame length as the two concrete segments which they replaced. The access,
which in the first instance was filled with concrete, was situated in the
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 195/292
uppermost – extended – steel segment. The opening is 1.5 metres wide and2.9 metres high. Due to the over-height in respect of the structure gauge dif-ferences could be taken up as a result of cross super-elevation, boring toler-
ance and circumferential rotation. The lowest steel segment is shorter than
a normal concrete segment and for practical and economical reasons it isalso made of steel; if it were made of concrete that would have meant thata separate formwork casing would have to be made for only 52 elements.
Steel connecting beams below and above the door opening provide stiffen-ing, the taking up of connection forces between the bored tunnel rings andto restrict the deformations during the construction phase.
Cross Connect ions 193
Fig. 13.4
Steel segment
Construction concept ‘NATM’
The construction method chosen for the construction of the cross connec-tions is also known as the ‘New Austrian Tunnelling Method (NATM)’, whichis always applied in stable rocky soil. In this method the soil – in the case of
the Westerschelde Tunnel, is not in stable soil but within the protection of thecircular-shaped frozen soil – excavation is phased both crosswise as well asin the longitudinal direction. Simultaneously the perimeter of the excavation
is provided with a layer of reinforced shotcrete. This layer forms the outer lin-ing of the actual cross connection and when the concrete has hardened, ittakes over the water-retaining and bearing function of the frozen soil. Afterthe entire excavation is complete, reinforced concrete is applied as the inner
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 196/292
lining by means of formwork being the final structure. After this has hard-
ened, the freezing can be halted.
Calculating method
The frozen soil, the outer lining as well as the inner lining were consideredin the design calculations as independent loadbearing structures: each onehad to separately be able to bear the full load. The stresses in the frozen soil
are calculated by means of a three-dimensional finite elements model. Thishas taken into consideration the temperature-dependent properties of thefrozen ground regarding the elasticity as well as the maximum strength.The cross-sections of both the outer lining and the inner lining are calculated
as monolithic single-ringed bar charts according to the principles of the‘Emphelungen f ür Tunnel im Lockergestein, 1980’ (ETL), in which the ring isloaded by water and ground pressures and supported by radially acting soil
springs. In the strength calculation for the outer lining of shotcrete a reduc-tion of 50 mm on the wall thickness has been used. It has been assumed thatthe first 50 mm of the outer lining – which lies directly against the frozen soil– could not or could barely harden as a result of the low temperature.
Besides, the elasticity modulus has also been reduced to 50%. This reductionwas necessary because the concrete was loaded sooner as a result of creepby the frozen soil, than the 28 days which is always taken into account.In both the construction and the final phase, the deformations and the forces
(bending moments and coupling forces) in the tunnel tube at the location of the cross connection, are calculated with an extension of the model which isused for the normal tunnel cross-section. The model for the usual tunnelcross section, a two-ringed framework analysis with rotation joints between
the segments of a ring and translation springs between the rings, wasextended to a 4-ringed model in which, aside from the cross connection ring,on both sides another 21 ⁄ 2 ( 5 metres) rings were modelled. In this model the
deviating stiffness of the steel segments was also included.
Assuming the stresses and couples that are already present as a result of the load which is normally present, the so-called nil-situation, then a semi-phased calculation was carried out in which the result of the previous phase
formed the input for the following phase. The following phases were con-secutively calculated to the nil-situation:– applying of the stiffening beams;– changed bedding as a result of the freezing of the soil;
– falling away of bedding and load as a result of the excavation of the cross
connection;– fixing of the deformation at the positioning of the applied inner and outer
lining;
– applying a changed bedding as a result of the thawing of the soil.
194 The Westersche lde Tunnel
Longitudinal cross section
reeze-p pe
Freeze-pipe
23,300 mm
Tunnel tubewest
Tunnel tubeeast
Fig. 13.5
Diagrammatic
representation of ‘New
Austrian Tunnelling
Method (NATM)’
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 197/292
Principle of ground freezing
The principle of ground freezing lies in the artificial cooling of the soil to
below freezing point. The pore water present in the soil freezes and acts as
a sort of ‘binding agent’ for the soil. The low temperature required for therealization of the frozen soil is achieved by means of freezing pipes fittedinto the ground. An extremely cold medium/freezing agent (for example a
salt solution at a temperature of 37 °C) circulates within the freezing pipesso that heat can continually be extracted from the surrounding soil. Theresult is frozen soil around the pipes which grows in time. After a while thefrozen soils grow together around the various pipes – which, in the case of
the Westerschelde Tunnel were fitted more or less in a circular shape – intoa large circular-shaped sealed and watertight body. After the required thick-ness has been achieved (for the taking up of forces), the necessary excava-
tions for the cross connections can commence within this frozen soil.
Ground freezing deforms the tunnel tubes
An important aspect in the design of the cross connections was the behav-
iour of the ground when being frozen: the water which is present in theground expands and when such volume-increase is hindered, major forcescould occur. Then the question is how great such forces could become, whatdirection they take and to what degree the tunnel tubes are affected by it?
The expansion of frozen ground had – as appeared in literature – alreadybeen a subject of research and measurements many times. However, the
attention was always directed towards the expansion in the direction of thetemperature gradient (so-called Frost Heave tests) and thus, ‘transformed’for the Westerschelde Tunnel, perpendicular to the cross connection. Theexpansion of the ground parallel to the freezing pipes (the isothermals) until
Cross Connect ions 195
(a) Individually frozen soil bodies
(c) Circular shaped frozen soil
(b) Closing of frozen soil
(d) Placing of concrete lining
Fig. 13.6
Diagrammatic
representation of the
principle of freezing
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 198/292
then, was not measured by the ‘Frost Heave’ tests. However, this expansionwas indeed normative for the deformation of the tunnel tubes.The absence of reliable values meant that assumptions regarding the degree
of expansion were not sufficiently substantiated, whereas this was essential
for a proper calculation. Due to the fact that the most unfavourable assump-tion for the expansion would mean that the main tunnel tubes would reach afailure stage, the commissioning party decided on a closer investigation.
This investigation consisted of two parallel tracks: a laboratory researchinto the degree of expansion parallel to the cross connection and a three-dimensional analysis with a finite element model ‘DIANA’. This latter inves-
tigation was geared towards the stress development in the tunnel tube atthe position of the cross connection, in which the degree of expansion wasvaried. In this 3D analysis, the tunnel was modelled at both sides of thecross connection across 14 rings (28 metres) in order to be able to observe
the effects longitudinally.
From the laboratory research it was evident that during the freezing of
Boom clay, expansions could possibly occur measuring at least 16 mm par-allel to the frozen soil at the location of the tunnel tube. For sandy layers,hardly any deformations were expected: water expands and freezes and at
the same time it pushes the water that is still present in the surrounding
196 The Westersche lde Tunnel
12 mFig. 13.7
Expansion of the
frozen soil
Model : Fases Del – 135LC1 : Load case 1Step : Load : 1Model TDTX… O RESTDTMax/min on results net:Max – 110Min – 247 104
Y X
Z
Fig. 13.8
3-D picture of possible
deformation of tunnel
tube at the position of
the frozen soil
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 199/292
pores away. Yet it was of importance that the water in the core of the frozensoil was drained in order to avoid that this caused problems.The three-dimensional analysis of the main tunnel tube indicated that defor-
mations of 10mm as a result of the freezing would cause no problems,
whereas sections of the tunnel tube during a deformation of 30mm wouldbe too heavily loaded.The engineering company, Ingenieursbureau Westerscheldetunnel (IBW)
who were responsible for the design of the cross connections, provided foran additional view that, taking into consideration the failure safety of thesegments, a deformation of approximately 20–25 mm was acceptable. Due
to the unfamiliarity of the expected deformations of the tunnel tube and theassociated risks, it was decided to extend and to intensify the measuringschedule. The acceptable deformation of 20 mm as calculated by the IBWacted as the ‘point to look out for’.
Besides, in order to achieve a greater insight into the behaviour of freezingground and its effects on the adjacent structure, under the auspices of the
Centre for Underground Construction (COB) an extra investigation wasstarted which is also known as the COB project F100.
Deformation of tunnel tubes concurs with research
During the construction phase the charting of the deformations was a con-tinuous point of attention. As expected, it was clear that the deformations of the tunnel tube that occurred at cross connections situated in sand, weresmall (maximum 4 mm). However, at the cross connections which were sit-
uated in Boom clay there were deformations up to 20mm at most. Althoughthe degree of deformation was difficult to forecast beforehand, the magni-tude of the measured deformations concurred well with the expectations
regarding the expansion of the frozen soil.
The creation of the frozen soil
In order to be able to create frozen soil, 22 freezing pipes had to be bored
from within the easterly tunnel tube – where the boring had been started afew months earlier – in such a fashion, that a closed circular shape at least
Cross Connect ions 197
Freezing-pipes
Outer lining
Inner lining
Steel segment
Minimal thickness of frozen soil is 2 metres
Fig. 13.9
The configuration of
the freeze-pipes
around the cross
connection
2 metres thick could be made. Inside this, the excavation of the cross con-nection from the westerly tube takes place.Freezing agents such as fluid gases like liquefied nitrogen, or extremely
cooled salt solutions could be considered. Due to evaporation, liquid nitrogen
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 200/292
can take up a great deal of heat. Although, a disadvantage is, that due to theevaporation it can only be used once. Thus freezing with nitrogen is anextremely expensive process. Besides, using nitrogen – which is an odourless
and hazardous gas (when higher concentrations than normal are present in
the air) – requires extremely stringent safety measures. When using liquefiedair, less radical safety measures suffice, as was evident in the elaborationof an alternative for the last cross connection. Except, then the consequences
of the released (extreme) cold air in the tunnel tubes is a special point ofattention.In the application of a salt solution which circulates in the freeze piping and
freezing pipes, the freezing agent can continually be brought to the desired(low) temperature by means of cold-generators (chillers). Although thistechnique calls for longer freezing periods, this method was neverthelesschosen for the construction of the cross connections of the Westerschelde
Tunnel. On the one hand there are less stringent safety measures necessary,whereas on the other hand the costs are also lower.
Laboratory research necessary
In order to determine the dimensioning of the freezing installation, the estab-lishing of the growth of the frozen soil and the constructive dimensioning of
the frozen soil, it was necessary to have precise knowledge about the build-upof the soil, the heat transfer soil parameters and the relevant constructivesoil parameters of the frozen and non-frozen ground.Furthermore, the chloride content of the water was of particular importance;
salt water freezes at a lower temperature than fresh water.Extensive laboratory research was undertaken at Professor Jessberger andPartners’ institute in Bochum, in which the (soil) parameters for frozen ground
at temperatures of respectively 5 °C,10°C and 20 °C were determined.
Preparatory measures
Already in the design stage of the actual tunnel tubes and at the productionof the circular tunnel segments, all relevant structural consequences of theconstruction of the cross connections had to be examined.
Next to the tunnel ring which contains the access door, up to the cross con-nection to be constructed, four ‘adjoining rings’ (at either side of the ‘accessring’ two tunnel rings each) were designed as ‘non-standard rings’. Duringthe production of the segments the ducts for the freezing pipes were built
into these rings in accordance with the geometry of the frozen soil.In the determining of the positioning of the ducts in the tunnel rings, mat-ters that obviously should be taken into account are the position of the
joints, the facilities to be built into the segments and the reinforcement of the segments. Besides, the design provided for a possible deviation in thepositioning of the access doors to the cross connection measuring up to 1metre. Larger deviations could be compensated by placing special tunnel
rings measuring 1 metre wide in the longitudinal direction.
Emergency partition as the utmost safety precaution
The boring of the tunnel and the construction of the cross connectionsoccurred parallel (in time). That also meant that unfortunately major leakagesas a result of the activities on the cross connections could also endanger the
‘crew’ on the tunnel boring machine.
198 The Westersche lde Tunnel
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 201/292
The construction concept of the cross connections was therefore chosenas such, that at each cross connection only the concrete filling in the steelsegment of the westerly tube was removed. The opening of the door only
occurred after a solid connection of the frozen soil to the tunnel tube was
achieved. The opening in the steel segment of the easterly tunnel tuberemained closed until the inner lining was applied.The remaining ‘weak link’ was formed by the door opening in the westerly
tube. In order to adequately deal with possible disasters during the activi-ties on the cross connections, an emergency partition was placed. In casesof leakage, this door – which was designed and tested for resistance of the
total water pressure – could be closed mechanically very quickly.In case of leakage, the emergency partition also made it possible to fill theexcavated space with water, in order to halt the flow from outside to insideand to prevent the intruding water from washing away the soil.
Cross Connect ions 199
Fig. 13.10Emergency partition
Limited space borings
The fact that the construction of the cross connections already commencedduring the boring of the tunnel tubes, places important conditions and limi-tations on the method of construction: generally, only half of the width of the tunnel tube was available for the activities. That is why work had to be
undertaken with extremely compact boring equipment, customized specifi-cally for this project, in which the boring took place from a telescopingworking platform which was adjustable in height.The implementation of the freeze-borings which totalled 22, called for an
extreme accuracy whereby a minor deviation (0.5%) in respect of the ideal
line was permitted. After the fitting of the boring tubes – comprising sec-tions with a length measuring from 0.5 metres to 1 metre – the tubes weresealed completely watertight in order to prevent the freezing agent escaping
into the soil. The tightness of the tubes was tested by means of pressure
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 202/292
tests. Of further extreme importance, was that the ground between bothtunnel tubes would not be disturbed. Based on this too, the choice wasmade for using a Double Head Boring Method (‘Doppelkopfbohrverfahren’).
This method makes it possible to bore extremely accurately, while the back-
flow of soil and water is controllable (prevention of ground deformations)and the boring can be sealed off watertight. Besides 22 freeze-borings, alsocarried out per cross connection were, 2 borings for the temperature meas-
urements and 1 boring for the drainage of the soil within the circular-shapedice mass. In any case, there was a possibility to carry out a ‘reserve’ boring,to be able to place an extra freezing pipe.
200 The Westersche lde Tunnel
Fig. 13.11
Boring of the
freezing pipes
An important characteristic of the freeze-borings, is that the boring tubes,which were installed up to the grout layer of the westerly tunnel tube, werenot extracted after the boring; after the end of the boring tube was closed by
means of a seal and this seal was tested, piping was fitted into the boring
tubes in which the cold salt solution was transported. The boring tube thusacted as a freezing pipe during the freezing process in which the salt solu-tion circulated.
At each boring process the horizontal and vertical deviations from the idealline were measured by means of a double inclinometer. The measuring datawas then converted directly into co-ordinates and then processed so thatthe exact location of the borings (also in respect of each other) were known.
Particularly the knowledge of the precise distances between the borings onbehalf of the temperature measurements and the adjacent freeze-borings,were of extreme importance for the controlling of the frozen soil.
Freezing installation; salt – keeping safety in mind
In order to freeze safely, a freezing generator was developed with a minimumamount of ammonia – approximately 80 kilograms – to supply a power of
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 203/292
95kW. In order to anticipate possible unsafe situations the ammoniaconcentration was continuously measured; in the event of the concentra-tion being too high, the process stopped and a water basin neutralized the
ammonia that had flowed out. If such a precaution had not been taken, then
the fitting of a freezing installation in a tunnel under construction – an areawhich only has limited ventilation possibilities, could not have been possibleat all.
Cross Connect ions 201
Fig. 13.12a
The freezing
installation and piping
Fig. 13.12b
The freezing
installation and piping
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 204/292
The freeze piping was connected to the main piping with flexible piping.
The entire piping system contained approximately 3 m3 salt solution.Temperature readings of the salt solution continually took place duringthe freezing process in order to check if the freezing pipes functionedproperly and if the production of cold was spread evenly across the freezing
pipes. Dependent on the differences in heat capacity of the sand andBoom clay, it appeared that to be able to achieve a strong and stable frozensoil, a period of approximately 28 days to about 40 days respectively was
necessary.
Managing the frozen soil
During the construction of all cross connections, the growth of the frozen
soils was monitored and checked by means of extensive temperature read-ings. For this, each time 2 temperature measuring pipes (T1 and T2) were fit-ted from the easterly tube: top left and bottom right. By placing thesehorizontally bored pipes at an angle to the longitudinal axis of the (still to be
constructed) cross connection (from outside to inside and from inside tooutside), the development of the frozen soil could be followed. The temper-
ature measuring pipes were provided with a number of temperature sen-sors spread across the length of the pipe. For such a configuration the
sensors which are in the vicinity of a freezing pipe would initially indicate alower temperature. The larger the ice-mass becomes, the more sensors
Fig. 13.12c
The freezing
installation and piping
202 The Westersche lde Tunnel
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 205/292
would indicate that the ground freezes. Due to the salt content in the soil,
the temperature at the edge of the frozen soil was determined at 3 °C.The connection of the frozen soil to the westerly tunnel tube was checked bya large number (26) of temperature measuring instruments which were builtinto the circular tunnel segments. These were spread across the entire
cross-section and fitted near the outside of the segments. Temperature sen-sors were also fitted in the easterly tube.
For the checking of the density of the frozen soil there were various options.First and foremost, checks took place by means of thermocouple-elementsin the segments. Further, simultaneously with the boring for the dewatering,a pressure gauge was placed on the drainage tube. A rapidly increasingwater pressure in a sand and mixed soil bed indicated the solidifying of the
frozen soil.Preventative measures could also be taken so that the water pressure withinthe closed circular shaped frozen soil did not increase too much when the
Cross Connect ions 203
Steel segments
D
T1
B
A
T2
H FG
E
C Fig. 13.13
Diagrammatic
representation of the
position of the
temperaturemeasuring pipes
(T1–T2) and the
temperature
measuring instruments
(A, B, C, D, E, F, G, H)
spread across to the
westerly tunnel tube
Fig. 13.14
Measured water
pressure versus timeClosure (oval-shaped) ring
Dewatering test
Start excavation
9
8
7
6
5
4
3
2
1
00 5 10 15 20 25 30 35 40 45 50
Time (days)
W a t e r p r e s s u r e ( b a r )
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 206/292
reading showed a strong pressure increase. For this purpose, a pressurecontroller had been fitted onto the drainage tube with which the pressure of the water within the ice circle could be checked and regulated.
In any case, the water content in the layers of Boom clay was too slight to
show this pressure increase.As the third check-factor, a dewatering test was carried out prior to theremoval of the concrete filling from the steel segment. Quantities of water
which were smaller than those in the pores of the unfrozen soil, were a clearevidence of a dense frozen soil in sand.The structural thickness of the frozen soil required was determined by
means of the temperature measuring pipes. As soon as all the data resultswere positive, the removal of the concrete filling of the steel segment andthen the excavation of the cross connections could commence.
F100 – COB – project “Freezing the soil at the Westerschelde”
Due to the fact that on this scale, and at extremely high ground water pres-sures, the application of ground freezing was a new development in theNetherlands, the Centre for Underground Construction (COB) decided toinvestigate the behaviour of freezing soil at the first and second cross con-
nections. The research was not only geared towards deformations occurringhorizontally and vertically, but also on the forces that were exerted onto themain tunnel tubes as a result of the freezing. Grateful use was made of theextra measuring data provided by this COB project ‘Freezing the soil at the
Westerschelde (F100)’, for the assessment of the development of the frozensoil of the first two cross connections.
Construction of cross connections
The actual construction of the cross connections was an undertaking initself. Not only in respect of the logistics of the boring of the tunnel tubes,
whereby a little more than half of the tunnel diameter was available at most,but also due to the rather narrow access to the cross connection (1.5 metresby 2.1 metres). That is why for example, for the breaking up of the concrete
filling of the steel segment, not a hydraulic hammer was used, but anextremely short ‘Imloch’ hammer.The excavation of the frozen ground took place phased in the longitudinal
direction as well as crosswise by means of milling. The milling of the frozenground (having a temperature from 5 °C to 10°C) is comparable to thechasing of B25 concrete. However, the ground to be excavated was muchtougher than concrete and often caused sticking so that the excavated mat-ter was therefore more difficult to process. Besides, the fact that the frozen
soils had been constructed in two extremely differing deposits (sand andclay) while the same technique was applied at the excavation, did not makethe digging any easier.For the excavation the choice was made for extremely compact, heavy and
stable equipment. The machine that was used weighed approximately 15 tonsand was fitted with a cutter weighing about 2 tons. Due to the compact con-struction method and the minimal width of 1.40 metres, it was not possible
to equip the machine with a transportation belt for the removal of the exca-vated soil. After an excavation of about 2 m3, the spoil was removed with avery manoeuvrable ‘loader’ to a transporting truck which carried the mate-rials outside via the main track in the tunnel.
204 The Westersche lde Tunnel
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 207/292
The full excavation work for every cross connection including the application
of the outer lining of the cross connection (shotcrete) took approximately7 days for the first cross connection. The moment that the outer liningwas completed, the freezing installation was placed into the so-called
‘maintenance freezing position’. Then, by means of ‘collapsible’ vibrating
Cross Connect ions 205
Fig. 13.15b
Milling machine
Fig. 13.15a
Milling machine
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 208/292
formwork, the final 0.4 metres thick reinforced concrete inner lining of
the cross connection was cast within the excavation. After this wall hadhardened, the freezing process was stopped completely. The behaviourof the thawing frozen soil and the associated reduction of loads was onlymonitored at the first two cross connections, but did not cause any problemselsewhere.
Experiences
Necessity for insulation and cooling of tunnel tubes
The tunnel boring machine’s electrical and hydraulic generators, the diesel
locomotives for the supply and discharge of materials, equipment and per-sonnel and all other apparatus present in the tunnel, generated a great dealof heat in the tunnel. Despite intensive ventilation, temperatures sometimes
measured over 25 °C in the tunnel. The result was that the lining alsowarmed up, and therefore also the ground water which had to be frozenon the outside of the tunnel at the location of the cross connection underconstruction.
Active cooling
Originally, only a 100 mm thick insulation layer was fitted onto the liningin the westerly tube. In the easterly tube the freezing pipes were fed throughthe segments whereby these were cooled, and where active cooling was
already taking place in this tube. However, during the activities at the firstcross connection it was clear that merely a passive insulation in the west-erly tunnel tube at the point of the lowest steel segment, was inadequate toensure a proper connection between the frozen soil and the tunnel tube: the
206 The Westersche lde Tunnel
Fig. 13.16
Application of an outer
lining of shotcrete
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 209/292
freezing took much longer than was assumed beforehand. Especially themajor heat transporter to the freezing soil at the location of the steel seg-ments, was detrimental.
Besides, readings indicated that the water to be frozen was more salty at
some points. Perhaps a factor played a role here whereby salt is driven outof the freezing water during the freezing process thus leading to a highersalt concentration in the surrounding water, which is then obviously more
difficult to freeze.In order to achieve an optimum connection quicker, the choice was madeto actively cool the lowest steel segment in the westerly tunnel tube.
This occurred at the first cross connection by placing blocks of dry ice (solidcarbon dioxide at a temperature of 80°C) onto the segment. Besides, a100mm thick insulation layer was also applied onto the lining in the easterlytube.
Frozen soil in clay continues to expand
At the second cross connection the connection of the frozen soil onto thetunnel tube was also very difficult to realise. Other than at the first crossconnection, here the freezing occurred in Boom clay. An aspect which playsa role here – and as was already proven in studies and tests – was that the
longer the freezing took place, so too would the expansion of the frozen soilparallel to the freezing pipes continue to increase. A factor that could haveplayed a role here, was that the water-sucking action at the border betweenfrozen and non-frozen soil is much greater in the case of clay than with sand.
The result is that the frozen soil continues to expand evenly. Although theconnection of the frozen soil was not realized at some places, the ice con-tinued to press harder against the tunnel tube at other places, whereby thedeformations increased; freezing for a longer period is certainly not the
solution for achieving a proper connection when it comes to dealing withBoom clay. The deformations threatened to increase to such a degree that itwas immediately decided to undertake active cooling with dry ice. Once theconnection was achieved, the access could be broken open and the pres-
sure decreased.In order to no longer be confronted with the problem of an inadequate insu-lation, at the remaining cross connections (three up to and including
Cross Connect ions 207
Fig. 13.17a
Radial and axial
deformation test
versus time of Boom
clay; test is done
before freezing
Axial
deformation A x i a l
d e f o r m a t i o n ( % )
Contraction
Dilatation
0 12 24 36 48
Time (hours)
0.06
0.04
0.02
0.00
0.02
0.04
0.06
Radialdeformation
R a d i a l d e f o r m a t i o n
( m m )
Contraction
Dilatation
0 12 24 36 48
Time (hours)
0
0.8
0.6
0.4
0.2
1.0
1.2
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 210/292
twenty-six) the choice was made for active cooling of the steel segment bymeans of a small cooling system.The segment was cooled down on the inside to approximately 0 °C.
Leakages
Aside from the laborious achievement of a proper connection due to
the inadequate insulation, another problem occurred during the construc-tion of the first cross connection: leakage of ground water through the finalinner lining. The cause was due to a problem with the – perhaps too lightlydimensioned – vibrating formwork which is why the compacting of the con-
crete had to be halted. The result: an inner lining which was not properlywatertight.Presumably the water penetrated the cross connection via the circular and
longitudinal joints between the circular tunnel segments. These joints are sodeep within the surface of the lining, that they could never be completelyfilled with shotcrete with which the outer lining of the cross connection wasmade. In this way these joints form channels through which the ground
water could penetrate the non-watertight concrete of the final construction –spaces were also observed around the reinforcement bars.
Application of membrane is necessary
The experience gained in the construction of the first cross connection hadled to the fact that the vibrating formwork was adapted. Despite this meas-ure, problems with the water tightness continued to exist, so too in the con-
struction of the second cross connection. That is why, from the third crossconnection onwards, an extra membrane sealing was fitted between theshotcrete (the outer lining) and the inner lining of reinforced concrete.
The membrane sealing consists of a drain foil, the actual sealing layer and
a studded protection layer. The single sealing layers were welded watertightto each other and fastened to the flange which was welded around the doorof the cross connection. Thus the possibility of water seeping in via the
joints was counteracted. Especially the realization of the transition of the
208 The Westersche lde Tunnel
2.0
0.0
2.0
4.0
6.0
8.0
10.0
12.0
14.0
16.0
18.0
20.0
0 7 14 21 28 35 42 49 56 63 70 77 84Time (day)
D e f o r m a t i o n o f t h e t u n n e l l i n i n g (
m m )
Starting excavation cross connection
Fig. 13.17b
Freezing leads to
inward deformation of
the tunnel lining in
Boom clay
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 211/292
Cross Connect ions 209
Fig. 13.18a
Formwork for the
casting of the inner
lining
right-angled access to the oval shape of the cross connection appeared tobe an enormous and time-consuming job.
Steel inner lining Due to the fact that, in the case of the first cross connection, a 100% guaran-tee of the life span of 100 years could not be complied with, a steel inner lin-ing was built into it.This steel lining was calculated and measured for the totalground and water pressures that act on the cross connections. In any case
during the excavations, leakages through the joints of the segments occurredat various cross connections. In the first instance it was attempted to closethese leakages by means of injection during the digging process. However,the low temperature has a negative influence on the reaction time of the injec-
tion resin, so this work always took a long time. At a later stage, all segment joints were preventatively injected and no further problems occurred.
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 212/292
210 The Westersche lde Tunnel
Fig. 13.19
Application of the
membrane
construction
Fig. 13.18b
Formwork for the
casting of the inner
lining
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 213/292
14 – CIVIL FITTING OUT ANDLOGISTICAL PROCESS
F.W.J. van de Linde and M. Thewes
Contents of this chapter:– Originally planned activities
– Logistics
– Optimizations and acceleration operation
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 214/292
Originally planned activities
Boring process determines tempo
The boring process and the structural work of the tunnel did of course deter-
mine the speed with which the project took shape. During the boring and
212 The Westerschel de Tunnel
Introduction
A period of 64 months was available to construct the whole WesterscheldeTunnel project, the building phase of which was started at the end of
November 1997–March 2003. In this time, the access roads and civil engi-
neering structures also had to be constructed in addition to the boring, con-
struction and fitting out of the tunnel. In the original plans, 27 months were
reserved for boring the tunnel, which was started in July 1999. There were
only 15 months left for fitting out and testing the systems until the date on
which the tunnel was put into use which was contractually determined to
be 15th March 2003. This was too short a period to realise the project in
the way that was customary until that time, the (civil) fitting out work only
being started after the boring process had been completed. The relatively
short time period in which the project had to be completed required spe-
cial planning and an unconventional approach. The solution involved car-
rying out a number of processes and subprocesses simultaneously. In thefirst place, it was decided to construct both tunnel tubes at the same time
by deploying two tunnel boring machines. Furthermore, and this had never
been done in any other project until then, immediately after the lining had
been built inside the shield, the civil fitting out work was started behind
the boring machine: the laying of the road backfill which included a cable
gallery and the construction of the cross connections.
Logistics even more complicated due to acceleration measures
It is self evident that co-ordinating all the work was an enormous logistical
puzzle, a puzzle which incidentally became even more complex during the
boring process.A considerable delay of more than 8 months arose due to a variety of
causes right from the start of the boring process. Without taking add-
itional measures, this would have resulted in a completion date of 15th
November 2003. Motivated by a bonus for each day gained with respect
to the new completion date of 15th November 2003, the contractor took a
number of important acceleration measures, which for example resulted in
the further interweaving of the structural work with the fitting out work:
even more ‘fitting out work’ was moved forward in time and carried out
simultaneously with the boring process.
This chapter first of all deals with the originally planned construction activ-
ities which were carried out at the same time as the boring process. Then
the logistics are discussed which would make it possible to carry out thiswork. This describes the set-up of the construction site, the marshalling
yard and the design of the trailers and platform carriages behind the bor-
ing shield. Finally, the acceleration measures are discussed which were
taken to make up the planning delay.
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 215/292
construction of the lining, trains constantly travelled backwards and for-
wards, supplying the segments for building the lining and grout for inject-
ing the tail void. Furthermore all the pipes had to be extended every 12
metres. The greater the progress that the tunnel boring machines made, the
greater the transport needed for building the tunnel. In addition, the everincreasing length of the tunnel resulted in greater and more complex logis-
tical effort. At a planned average speed of 6 rings a day (12 metres), the boring
machine ‘asked for’ 42 segments and 6 keystones every 24 hours; if the seg-
ments and other materials required for the construction of the lining (grout
for example) were not available in time, the boring process would stop.
Construction of cable gallery and building the roadbed
Immediately behind the second trailer which was pulled along by the tunnel
boring machine, the civil fitting out of the tunnel was started: installation of
cable gallery elements, laying drainage pipes surrounded by drainagegravel, installing a geotextile and creating a stable roadbed with a backfill of
sand-cement.
These activities took place under the platform carriages, where travelling
cranes were mounted behind the trailers of the TBM.
Cable gallery
The cable gallery consists of prefabricated elements which were brought
right up to the rear of the tunnel boring machine by train.
Each of the cable gallery elements is 2 metres wide and weighs approximately
10 tons. A travelling crane, which was mounted under the platform carriages,
unloaded the elements and lifted them to the assembly position. Here they
were first placed on rubber disks which made it possible to adjust the height
of the elements to get a good connection with the part of the cable galleryalready in position. Then the space under the cable gallery was filled with
casting mortar.
Civ i l F i tt ing Out and Logist ica l Process 213
Fig. 14.1
Train in the tunnel
under the platform
carriages
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 216/292
Drainage pipe and filter gravel
After the cable gallery was put in position, a drainage pipe was laid at the
bottom of the tunnel on concrete blocks already installed there. The pipe was
of course transported by train. The next step was to pour filter gravel round
the drainage pipe. The gravel was supplied in containers and unloaded with
a travelling crane under the platform carriages.
Geotextile
The installation of a geotextile was required in order to prevent the segment
joints from filling up with sand-cement stabilisation applied at a later stage.
In addition, this ‘cloth’ provides the drainage along the lining, if unexpect-edly a leak should occur on the surface of the segment. The made-to-
measure geotextile was transported by train and cut into sections by hand.
The material was attached to the lining with temporary wooden pegs at a
slightly higher level than the final road level. The geotextile was then
attached to the part of the lining under the road level, laid on the gravel
round the drainage pipe and then folded over approximately 0.5 metres
against the cable gallery elements.
Sand-cement stabilisation
The actual road backfill consists of a sand-cement stabilization. The sand-
cement was prepared on the construction site in a large mixing plant and
poured into containers. A train transported these containers to the destina-tion where the travelling crane under the platform carriages unloaded them.
The sand-cement was laid in 400 mm thick layers: a mini-excavating machine
214 The Westerschel de Tunnel
Fig. 14.2
Construction of cable
gallery and building
road backfilling
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 217/292
distributed the material after which vibration plates ensured systematic
compaction. The total volume of sand processed (and gravel round the
drainage pipe) amounted to approximately 185,000 m3. The top of the sand-
cement stabilisation was finally provided with a layer of phosphorous slag
serving as a road foundation.
Cross connections
The cross connections were constructed at some distance behind the tunnel
boring machine (also see Chapter 13 – ‘Cross connections’). A range of work
took place in a restricted space, that was slightly more than half of the tun-
nel width, which also made the supply and removal of materials and equip-
ment and their transport necessary. Building the cross connections first of
all made setting up a system for the boring of the freezing pipes necessary.
Then the freezing system was put in position and the lining was fitted
with stiffening girders and thermal insulation. After the ground had been
frozen, the excavation work could be started from the other tube, but beforethat a heavy emergency door was fitted. Machinery was of course required
for the excavation work in the form of a milling cutter with a weight of
approximately 15 tons. After several cubic metres of soil had been excavated,
a manoeuvrable bob-cat picked up the excavated material, transported it
to a train that took it along the main railway track to the outside. When part of
the cross connection had been excavated, a process which incidentally took
place without stopping, a layer of shotcrete was applied immediately. This
concrete and the reinforcement incorporated in it had to be – if necessary –
immediately available for the tunnel builders to use. As soon as the exterior
wall was finished, waterproof sheeting was installed. Then the interior wall
was constructed: for which reinforcement, formwork and of course the con-
crete itself also had to be supplied.After a cross connection had been completed, and as soon as the equipment
was no longer needed, it was moved to a new location (in as far as this had
not been done already) and the whole process was started again.
Civ i l F i tt ing Out and Logist ica l Process 215
Fig. 14.3
Excavation of a cross
connection
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 218/292
Logistics
Carrying out all the work simultaneously, required a very sophisticated logis-
tical system. The layout of the construction site and the marshalling yard, the
equipment used (narrow-gauge railway) and the design of the trailers andplatform carriages behind the boring shield played a crucial role in this.
Layout of construction site and marshalling yard
The layout of the construction site to a large extent determined the success
of the logistical process. The size of the site (approximately 35 hectares) on the
southern banks of the Westerschelde was an advantage. This made it possible,
for example, to produce the segments in a concrete factory on the construc-
tion site; this was very advantageous because this meant that the fragile
products did not require to be handled very much.
The supply of raw materials and the removal of excavated soil (which could
be several thousand cubic metres a day) was done by ship.The railway yard was the central part of the construction site and of key
importance for the progress of the logistical process. This was where vari-
ous types of trains were assembled and loaded with all the materials and
equipment required for the various types of work. The marshalling yard
formed the logistical heart of the construction site around which all the
other activities were located:
– concrete factory and storage of segments;
– grout mixing plant;
– storage of cable gallery elements and gravel;
– sand-cement plant;
– storage of materials and equipment for the cross connections;
– siding for the transportation of people;– siding to workshops and train maintenance sheds;
– siding to the living space (habitat) of the divers.
For each tunnel tube, a single railway track laid on the cable gallery ran into
the tunnel from the marshalling yard. There was no room for two tracks due
216 The Westerschel de Tunnel
Fig. 14.4
Overview of
construction site
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 219/292
Civ i l F i tt ing Out and Logist ica l Process 217
Workshop
PersonnelMortar
Tunnel segment storage
Storage cable gallery
Washing area T u n n e l s e g m e n t p r o d u c t i o n
Train set-up
A c c e s s t o
t u n n e l
Materials for cross connections Fig. 14.6
Diagrammatic
representation of
marshalling yard
Fig. 14.5
Storage of segments
to space needed for the simultaneous fitting out of the civil engineering facil-
ities, such as constructing the cross connections and building the cellars.It was possible for the trains to pass each other every 1,000 metres on a
siding: trains coming into the tunnel had priority over the trains coming out
of the tunnel. In addition, there was an ending track at each cross connection
under construction, where trains loaded with material and equipment for
constructing the cross connections could be ‘parked’ without obstructing
the other trains.
Of course the narrow-gauge railway also increased in length with the progress
of the boring process and the increasing length of the tunnel tubes.
Eventually, there was more than 20 kilometres of railway track, about 7 kilo-
metres of which was in the above-ground marshalling yard.
The railway traffic was steered in the right direction from a signal tower
on the marshalling yard. Traffic control maintained radio contact with the
train drivers and the nine automatic points were operated from the mar-shalling yard. The other 46 points in the marshalling yard were operated
manually.
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 220/292
218 The Westerschel de Tunnel
(a)
(b)
Fig.14.7a and b
Diverging track in the
tunnel tube
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 221/292
Logistics department
The Logistics Department, in which 90 people worked, was responsible for
all the ins and outs of the logistical process. All the interests of the parties
involved in the construction came together here and all the constructionactivities had to be co-ordinated with each other. The staff of the department,
who were in close contact with the project managers of the various works
which were carried out simultaneously, consisted of site managers, mechanical
engineering experts who were responsible for the ‘rolling stock’, a logistics
co-ordinator and traffic controllers and yardmasters.
The yardmaster was responsible for the assembling of the trains. The traffic
controller controlled the goings of the trains and was responsible for deliver-
ing the right orders on time. Each driver was obliged to carry out the instruc-
tions which were given to him by traffic control.
Two rules formed the starting point for determining the priorities for the daily
flow of traffic in the tunnel tubes, which was the responsibility of traffic control:
personnel must be able to reach and leave the place of work punctually andsafely and the progress of the boring process must not be endangered.
In order to prevent ‘special’ transport from obstructing the train traffic for the
boring process and the construction of the roadbed, this transport had to be
organised carefully to fit ‘in between’ the standard transport. Work requiring
the use of railway-related cranes, which blocked the main railway track in the
tunnel, therefore required particularly careful planning.
The materials required for the boring process were ordered by the Shift-
master from the TBM by fax to prevent any lack of clarity. The order went to
the central traffic control managers, who sent the order on to the (internal)
supplier of the grout, sand-cement, and the other materials required.
In order to prevent the supply of segments from stopping, there was always an
intermediate storage available outside the tunnel of two left-hand and two
right-hand rings loaded on train carriages. When a ring was ordered from thisintermediate stock, the stock was immediately supplemented again with the
same type of ring.
Civ i l F i tt ing Out and Logist ica l Process 219
Fig. 14.8
The loading of a train
with segments
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 222/292
Before a segment train could depart, first grout had to be manufactured. No
cement had been used in the grout right from an early stage in the boring
process, this meant that the mixture would stay processable for a longer
period. This also reduced the pressure of time and ordering became less crit-
ical. Besides the segments, the cable gallery elements were also ready andwaiting on the carriages. These were coupled to trains with backfill material
for constructing the roadbed: gravel and sand-cement stabilization. The
sand and cement mixture started to harden as soon as it was made and
therefore this order was processed at as late a stage as possible.
Rolling stock
Various types of trains were used to transport materials and people:
• the so-called ‘Tübbingezug’ (segment train) for supplying segments and
grout;
• trains for supplying materials which were required for constructing the
roadbed and the railway track on which the trains travelled in and out of thetunnel: rails, cable gallery elements, casting mortar, gravel, sand-cement
stabilization and geotextile;
• trains for transporting personnel;
• trains with which non standard transport took place, for example for con-
structing the cross connections, building the cellars, or the transport of
the pressure shuttle with which the divers were taken from their accom-
modation under pressure to the excavation front (and back again) during
(saturation) diving work.
The two types of trains which were used to supply the building materials –
segments and grout on the one hand and cable gallery elements and back-
fill material on the other hand – both travelled in a fixed arrangement. Thesegment trains were composed, viewed from front to rear, of four carriages
220 The Westerschel de Tunnel
Fig. 14.9
Train in tunnel
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 223/292
each of which was 8 metres long for transporting segments and one grout
carriage. The segment carriages could take a load of a maximum of 2 segments
each weighing approximately 11 tons. The traction was provided by two tun-
nel locomotives each weighing 52 tons which pushed the train into the tun-
nel. These locomotives provided most (80%) of the braking force which wasrequired in view of the maximum gradient in the tunnel tubes of 4.5%. Two
locomotives were also coupled to trains loaded with the material for the road
backfill. The total weight of both types of trains was approximately 250 tons.
The maximum speed in the tunnel was 20km/h, whereas the maximum speed
allowed on the marshalling yard was 10 km/h.
For lighter transport, locomotives of 25 or 35 tons were used which could
also be coupled to each other if required. In the end, the contractor acquired
additional plant and machinery, 12 heavy and 8 light locomotives, which
were available for all the transportation required. Transportation of person-
nel was by so-called rail buses. If necessary, 4 people could also travel on
the segment and backfill trains.
The undriven rolling stock consisted of about 110 carriages, some of whichwere equipped with concrete pumps or rail cranes. A fire brigade and an
ambulance carriage was also available as well as a carriage specially fitted
out to transport divers to the excavation front.
Design of trailers for tunnel boring machine
In the completed tunnel section behind the TBM, space had to be available
for the delivery of tunnel segments by train, the delivery of pipes, grout
mortar and the arrival and departure of personnel. In addition, the roadbed
in which the cable gallery was laid was constructed directly behind the tunnel
boring machine.
In order to prevent the complexity of the logistical process from causingproblems, the trailers behind the first two trailers (1a and 1b) were designed
as platform carriages with hinged couplings. The platform of these carriages
was at the same level as that of the upper decks of the first two trailers.
Using sufficient numbers and lengths of all the carriages, including the trail-
ers and platform carriages the tunnel boring machine was 195 metres long,
gave a certain degree of logistical freedom which made it possible to carry out
several tasks at the same time without them obstructing each other.
First carriage behind the TBM – trailer 1a
The so-called ‘Zubringerkran’ (transportation crane) travelled on continuous
track on the upper deck of the trailer immediately behind the TBM, trailer ‘1a’
which had three decks. This crane moved the tunnel segments from the
intermediate store on the upper deck of the rear trailer ‘1b’, and the platformcarriages to the segment erector. Furthermore, the upper deck was fitted
with the bentonite supply pipe and the ventilation duct.
The hydraulic drive unit, consisting of hydraulic pumps, control units, oil
reservoir with filter and cooling system, was mounted on the middle deck.
The transformer station with associated high and low voltage panels was
also set up here. The grout container and the grout pumps were on the lower
deck. The slurry discharge pump with driving gear was also fitted here.
Second carriage behind the TBM – trailer 1b
A continuous track was also fitted on the upper deck of trailer ‘1b’ also with
three decks, which connected up to the track of trailer ‘1a’. The crane which
travelled on this track lifted the tunnel segments from the tunnel train and put
them into intermediate storage on the platform carriages or on trailer ‘1b’. Inaddition, the bentonite supply pipe, the slurry discharge pipe and the ventila-
tion duct were mounted on the upper deck.
Civ i l F i tt ing Out and Logist ica l Process 221
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 224/292
The control container as well as the air compressors with driers, standby
generator and the emergency compressor were mounted on the middle deck.
The grease system for the tail seal was also located here. The lower deck
housed the grout containers and grout pumps.
The platform carriages – trailer 2 and further
The platform carriages were located behind the second carriage, as already
mentioned above the platform connected at the same height as the upper
decks of the first two trailers. The platform carriages were also fitted with a
continuous track on which the crane travelled that hoisted the tunnel seg-
ments from the tunnel train to the intermediate storage. The flexible cou-
pling of the forward moving pipes supplying the bentonite (and discharging
the bentonite-soil mixture) to the fixed pipes in the tunnel was located on
the last platform carriage. Here the cable reels were also fitted with service
pipes for the high-voltage line and water supply and discharge.
222 The Westerschel de Tunnel
PLATTFORM 3 PLPLATTFORM 2 1
(a)
(b)
2,000
Fig. 14.10a and b
Artist’s impression of
the tunnel boring
machine including the
trailers and platform
carriages
The roadbed was laid under the platform carriages with the cable gallery incor-
porated into it. An overhead travelling crane put the cable gallery elements in
position and supplied the sand-cement stabilization for the construction of the
roadbed. The narrow-gauge railway for the tunnel train was laid on the cable
gallery. The total length of the platform carriages was chosen so that a com-
plete tunnel train was always able to park under the platform carriages.
Optimizations and acceleration operation
A number of problems had occurred right from the start of the boring process,
which together gave rise to a delay of at least 8 months. This meant that the
penalty clause included in the contract (penalty of 136,000 euro for each day
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 225/292
of the delay up to a maximum of 13.6 million euro 100 days delay) was no
longer an incentive for the contractor to finish the project quickly.
In order to find a solution to this, the client and the contractor agreed to a so-
called package deal on 6th December 2000 which meant that the contractual
completion date was moved forward to 14th November 2003. For each daydelayed there was a penalty of 136,000 euro, whereas a day gained with
respect to the completion date would provide a payment of 68,000 euro for
the contractor.
Prior to the agreement, the planning and logistics were gone into and mapped
out very carefully in an extensive joint study (by the client and the contractor),
in which the logistical process was simulated, for example, by means of com-
puter models. The aim of the study was to give more insight into the very
complex process and to investigate whether, and where the possibilities were
for optimization. The study created a framework necessary to discover the
possibilities for improvement, to seize them and then to elaborate on them.
The bonus for gaining time which the contractor was offered functioned as an
important incentive for the contractor to also actually invest in a number of measures to speed up and improve the process.
These measures did not result in fundamental changes in the layout of the
infrastructure. However, major changes were carried out in the field of man-
agement, organisation, capacity and maintenance of the logistical system
which were also prompted by the occurrence of unsafe situations. In add-
ition, a large number of fitting out activities were moved forward in time
which was worked out in greater detail in a fitting out scenario.
New fitting out scenario
In May 2001, the building consortium presented a new fitting out scenario,
in which KMW, subcontractors and NV Westerscheldetunnel had jointlyelaborated the fitting out activities in the tunnel both technically and system-
atically. The results of this were being processed in a ‘progress’ diagramme,
which made clear where and when a fitting-out activity had to be carried out.
Civ i l F i tt ing Out and Logist ica l Process 223
Boring process
Cross connections
Dismantling of boringfacilities and track
Cellars
Step barrier inside
Heat-resistant claddinginside 35%
Heat-resistant claddingoutside 35%Heat-resistant claddingcomplete
Installations cable galleryInstallations traffic tube
Roadworks
SAT and SIT tests
Step barrier outside
7000
6000
5000
4000
3000
2000
1000
0
1 4 / 0 2 / 0 0
1 5 / 0 5 / 0 0
1 4 / 0 8 / 0 0
1 3 / 1 1 / 0 0
1 2 / 0 2 / 0 1
1 4 / 0 5 / 0 1
1 3 / 0 8 / 0 1
1 2 / 1 1 / 0 1
1 1 / 0 2 / 0 2
1 3 / 0 5 / 0 2
1 2 / 0 8 / 0 2
1 1 / 1 1 / 0 2
1 0 / 0 2 / 0 3
1 2 / 0 5 / 0 3 Date
M e t r e s
Progress diagrammeIn order to guarantee
the tight time schedule,
KMW uses progress
diagrammes.These
accurately show which
activity must take
place when and where.
COMPLETION14/03/2003
Fig. 14.11
‘Progress’ diagramme
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 226/292
In general, the ‘slowest’ activity determines the time required for the comple-
tion process. Speeding up this activity would mean shortening the completion
time. The ultimate completion scenario was realised by optimizing the ‘slow-
est’ activities.
The scenario provided, amongst other things, for the early installation of theheat-resistant cladding, the earlier fitting out of the cross connections, moving
forward in time of laying the systems in the cable gallery and the acceler-
ated installation of the other systems.
An important verification point within the scenario was formed by the point
in time in which the boring machines reached the receiving shaft. After the
arrival of the TBM, the whole railway track had to be completely removed
immediately from the tunnel so that the (more flexible) road transport could
be used for carrying out the other activities: installation of the concrete safety
barrier (step barrier), emergency posts and the systems above the road surface.
The road surface had to asphalted as late as possible so as not to obstruct
other activities. And finally, the tunnel systems had to be tested.
Extra personnel, tightening-up procedures
In view of the vital function of the logistics system, the staffing of traffic con-
trol and the maintenance team was extended, additional boring teams were
deployed and procedures were tightened up. Furthermore, the introduction
of an incentive system meant an extra motivation for the borers which was
beneficial for the progress of the boring process.
More time for systematic maintenance; extremelyimportant for safety
The logistical capacity was extended twice by the acquisition of extra
locomotives. As a result of this, and by deploying extra maintenance staff,
more time and capacity became available for systematic maintenance to the
224 The Westerschel de Tunnel
Fig. 14.12
Construction of
installation building on
top of the caisson
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 227/292
trains and the infrastructure; a very important aspect, because although the
infrastructural layout was basically good, the maintenance the system required
was underestimated. This translated, for example, into the occurrence of
derailments of the trains in the tunnel and on the marshalling yard, but also
into the ‘spontaneous’ uncoupling of train carriages. These situations, some of which were serious, not only produced delays and material damage, but were
also a threat to the safety of the people who were working in the tunnel.
Furthermore, the contractor purchased an extra tower crane and an extra
siding was laid on the marshalling yard to relieve the gantry crane of loading
the trains during peak hours. In addition, another boring system and two
freezing systems were deployed to construct the cross connections.
In order to start the fitting out work of the caisson on the northern bank earlier,
the contractor changed the design. Originally, the fitting out work could only
begin after the arrival and dismantling of the boring machines. The revised
design, however, provided for a completely new installation building on top
of the caisson, so that the assembly of the electrical and mechanical installa-
tion did not have to wait for the boring machines.
Electrical equipment cellars and pump cellars
From April 2001, an immediate start was made, within the framework of the
acceleration operation, on the construction of the concrete electrical equip-
ment cellars on both sides of the cross connections as soon as the lining of
a cross connection had been finished.
Pump cellars for the drainage of the tunnel also had to be built at the deep-
est points of the tunnel: in total there were 58 cellars in the tunnel, with 5
cellars in each tunnel tube under construction at the same time. The cellars
could not be made of prefabricated parts but had to be cast in situ. When
carrying out the work, the same spatial restrictions applied as when thecross connections were constructed.
Earlier start with application of heat-resistant cladding
An important measure was also the earlier application of the heat-resistant
cladding, an activity which was originally planned after the lining had been
completed. A study made it clear that this work could be started at an earlier
stage, albeit with a great deal of trouble.
Trains could not, however, be used to apply the sprayed cladding and trans-
port the materials required; this would be too heavy a load for the rail-
related transport and result in delays to the boring process. It was therefore
decided to deploy transport which was not rail related.
Application of heat-resistant cladding
The heat-resistant cladding, with a thickness of 45mm, protects the lining
above road surface level, a total area of about 240,000 m2 – for two hours
against a tunnel fire in accordance with the RWS fire curve. Before applying
this layer, the lining was first fitted with stainless steel mesh reinforcement
anchored in the lining. Then the lining was cleaned with water under high
pressure at a temperature of about 80 °C.
Two robots specially developed for this work, one for each tunnel tube,
sprayed by means of a spray arm the heat-resistant layer onto the lining.
Before doing this, the robot scanned the lining to be sprayed at three points.
Then the best angle was chosen for applying the mortar, the ideal distance to
the tunnel wall being about 2 metres. The spray mortar was mixed with air inthe nozzle, so that the mortar gained speed and the compaction of the mix-
ture was promoted. The nozzle turned with the curve of the tunnel and
Civ i l F i tt ing Out and Logist ica l Process 225
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 228/292
applied the mortar very evenly in strips on the wall. If this work was done man-
ually, the angle would all too quickly vary and as a result of this, also the thick-
ness of the layer. One robot was able to treat about 50 m2 of tunnel wall an hour.
Precision work The use of the robots was unique: elsewhere in the world robots had been
used for applying spray mortar, but the thickness of the cladding was usuallyabout 150 to 200 mm, much thicker than the 45 mm required in the
Westerschelde Tunnel, which required a very large degree of accuracy.
The tolerance on the thickness of the cladding was 2 and 5 mm. In order
to check whether the correct thickness had been achieved, fluorescent pegs
226 The Westerschel de Tunnel
Fig. 14.13
The application of the
reinforcement mesh of
the heat-resistant
cladding
Fig. 14.14
The spraying robot in
action
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 229/292
attached to the lining were used. The layer was thick enough when these
pegs were no longer visible. During a testing period, it was checked on a
daily basis whether the cladding was well attached.
Simplification of the logistics with respect to manual application The use of spray mortar turned out to be more attractive economically than
attaching sheeting. In addition, the spray mortar could be applied directly onto
the lining in contrast to the sheeting and this subsequently made possible a
simplification of the logistical process with respect to the manual applica-
tion of a fire-resistant layer.
‘Train’ only 35 metres long
The robot together with the water supply, concrete pumps, mixing machine
and feed tanks formed a travelling system, approximately 35 metres long. One
person was required to operate the controls and four people to fill it up.
A consequence of applying the heat-resistant cladding earlier than originally
planned was that the total area of the lining could not be treated in one go:
part of the tunnel tube was still covered with all sorts of tubes and pipes(air supply, 10 kV cable for power supplies, bentonite and water pipes, and
suchlike). Only after the boring process had been completed and all the pipes
and tubes had been removed was it possible to finish this job.
Further fitting out and asphalting
The fitting out in a ‘limited’ sense – fitting the installations such as ventilators,
emergency posts, lighting, surveillance cameras, road signs and suchlike –
started after the boring process had been finished. This was not possible any
earlier because access platforms had to be deployed regularly to carry out
work at the top of the tunnel, which could not be combined with the boringprocess. After the boring machines had reached the receiving shaft, the whole
track was removed from the tunnel tube as quickly as possible. From that
moment, road transport was used which made it possible to operate in the
tunnel in a more flexible way and therefore with more logistical freedom.
Civ i l F i tt ing Out and Logist ica l Process 227
Fig. 14.15
The track is removed
from the tunnel
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 230/292
A job that required special attention was the asphalting of the road surface.
This work, the asphalt was applied in three layers, was carried out as late as
possible to minimize any obstruction to other activities.
The lower layer consisted of crushed rock asphalt concrete with a thickness of
75 mm. Synthetic mesh reinforcement intended to prevent crack formation inthe asphalt was placed on top of this at the location of the cable gallery and
the electrical equipment cellars. The second layer consisted of open asphalt
concrete with a thickness of 55 mm in which detection loops were laid. The
third layer – the top layer of dense asphalt concrete – was 40mm thick.
Study on the effects of asphalting in the tunnel on working conditions
As it was unknown beforehand what the effects would be on the working
conditions of the asphalting work in a very long tunnel, a very extensive
study was carried out on this. The study particularly focussed on the
increase in temperature in the tunnel and on the release of noxious fumes.
The study, based on a mathematical model, showed that increases in tem-
perature could be controlled well, provided that the work was carried out in
the opposite direction of the ventilation. The air temperature in the tunnelwould be roughly 22 °C at a height of 2 metres above the road surface. In
practice, the situation was even more favourable.
228 The Westerschel de Tunnel
Fig. 14.16
Asphalting activities in
the tunnel
The release of possibly poisonous asphalt fumes, such as PAHs, also stayed
within the permitted limits, especially due to the fact that the temperature of
the asphalt fell very quickly. PAHs are only released at temperatures above
100 °C and the emission of these substances goes down by half with each fall
in temperature of 10 °C. The Health and Safety Inspectorate did point out that
due to the lack of experience with asphalting such long tunnels in the
Netherlands, the need to measure PAHs remained valid.
Acceleration measures have an effect
Carrying through the acceleration measures meant that the tunnel could be
opened to traffic on 14th March 2003. The backlog of 8 months had therefore
been caught up entirely.
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 231/292
15 – TUNNEL INSTALLATIONS
P. Fournier, J.P.M. Verhoef and N. Nass
Contents of this chapter:
– Tunnel installations • Operating philosophy and operating design
• The operating design
• Installations
• Lighting
– The testing of electrical and mechanical installations
• Theoretical framework
• Testing trajectory Westerschelde Tunnel
• Learning experiences
i ht © 2004 S t & Z itli B V Li Th N th l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 232/292
Tunnel installations
Operating philosophy and operating design
As part of the safety philosophy adopted for the Westerschelde Tunnel, anumber of installations have been placed in the tunnel to ensure the safety
of the users and the tunnel itself. The large amount results in a large num-
ber of detections which must simultaneously be processed, and mostcertainly in the case of incidents. In order to put the operator in a positionto effectively cope with this, it was necessary to develop a clear operatingphilosophy.
Such a philosophy shows how information about the comings and goings of the tunnel and the users inside it is presented to the tunnel operator and inwhich manner he is enabled to react to it. As a basis of the operating philos-ophy there is an inventory of all eventualities that the operator may possiblycome across, the so-called environment analysis. A second step is formed by
the analysis of the various actions that an operator has to take to deal withthose eventualities. Finally, in the so-called operating analysis, the possibili-ties of actions to be taken are provided in the automatic handling (control)
and operator instructions. The manner in which the tunnel monitoring andoperating of the installations is made up in practice, plays a key role in theguaranteeing of the required high level of safety.
230 The Westersche lde Tunnel
Introduction
A tunnel is an extremely complex entity and the Westerschelde Tunnel isno exception to this. On the contrary: never before had a tunnel of such
magnitude been constructed in the Netherlands, moreover, at depths which
were unheard of in the Netherlands and by making use of a technique –
the boring in ‘soft soil’ – which had only been done once before in the
Netherlands, at the construction of the Second Heinenoord Tunnel. For the
design, use could barely be made of the knowledge and experiences
gained at other tunnels in the Netherlands.
This not only applies for the method of construction, but certainly also for
the monitoring and operating. The large number of installations is directly
related to the tunnel length and causes the operation of the tunnel to be
extremely complex as a whole.
The systems are operated in a combined form: in part they functionautonomously and in part they are operated centrally by means of an oper-
ating system especially designed for the Westerschelde Tunnel. The main
purpose alone – the guaranteeing of a safe tunnel operation – made it neces-
sary to fully and thoroughly test the functions and systems. That also clari-
fies that, although the apparent purpose of testing is the finding of faults in
systems, it actually concerns the limiting of risks. In this way for example the
failure of the tunnel ventilation could have far-reaching consequences for the
users in the tunnel, certainly in the case of smoke development.
In this chapter, firstly the operating of the installations and the tunnel instal-
lations themselves are dealt with. This is followed by the importance of a
thorough testing trajectory and the experiences gained with this trajectory
at the Westerschelde Tunnel project.
i ht © 2004 S t & Z itli B V Li Th N th l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 233/292
Tunnel Insta l lat ions 231
Fig. 15.1
Diagrammatic
representation of
operating philosophy
Integral safetyplan
Schedule of requirements for
tunnel installations
Operating philosophy
Environmental analysis
Monitoring andoperating design
Task analysis
Operating analysis
The operating design; as much automatic handling as possibleby the operating system
An important brief for the operating design of the Westerschelde Tunnel wasthe fact that it is difficult for an operator to take the right decision at everymoment and in every circumstance. It is human to err and that is why the tak-ing of crucial decisions should be handled automatically by the operatingsystem as much as possible, or – if this is not possible – to be recorded in
procedures. This is of particular importance because in general, a complexsituation could occur rather suddenly from a condition of relative calmness,and generate a large number of detections in a short space of time, whichmust be handled directly and effectively. This sudden transition from calm-
ness to ‘major tension’ increases the chances of human error. The equipmentavailable to the operator, however makes it possible for him to make unam-biguous choices and where possible in a menu-like manner.
A large number of commands with a single button
Commands that are complex, which logically follow on to each other orcan be logically combined, are grouped into a group command as much as
possible which can be activated by means of a single ‘push of the button’.An example of this is the emergency button in which a large number of commands are given simultaneously, including the releasing of the emer-
gency doors, the starting up of the fire extinguishing pumps, the activationof (a section of) the tunnel ventilation and the increasing of the lightinglevel. The simultaneously activated commands can each be separatelyswitched off in the normal manner, if necessary. The activated commands
are therefore indicated in a separate ‘dialogue’ on the monitoring screen.This increases the operator’s overview of the situation and gives him theopportunity to withdraw unnecessary commands, if the situation in the tun-nel is different to that originally thought it to be.
The operator is safe-guarded from mistakes The operator is therefore safe-guarded against making mistakes. When hetakes a decision which could lead to serious consequences – the lowering of
i ht © 2004 S t & Z itli B V Li Th N th l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 234/292
232 The Westersche lde Tunnel
Fig. 15.3
Operating panels
the barrier gates for example, without first switching the traffic light to red –then the carrying out of this command is not possible and it is drawn to theoperator’s attention. Aside from that, when he takes a decision which could
lead to problems in the long run, he is asked for a confirmation.
Only useful information
For the monitoring and operating of the traffic it is not desirable that theoperator’s attention in the interim, is drawn to signals which don’t concern
Fig. 15.2
The emergency
buttons
i ht © 2004 S t & Z itli B V Li Th N th l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 235/292
Tunnel Insta l lat ions 233
Fig. 15.4
An operator in the
operating area
the handling of traffic. Thus it is not useful to the operator to receive signals
from equipment that is functioning normally. Only at the time that a detec-tion is in direct or indirect relation to the handling of traffic is this brought tothe attention of the operator. It could then concern for example, an import-
ant power failure, or the failure of a section of the tunnel lighting.
Suppressing of follow-on signals
Signals which are logically the result of a certain situation but don’t neces-sarily lead to renewed intervention (follow-on signals) are suppressed: adetection of standing still will lead to new standing still detections in a num-
ber of cases, because other cars also stand still behind the stopped vehicle.If it concerns standing still in another section of the tunnel, then this signalis not suppressed.
The operating system
The operating system has the following functions:
• the providing of all the desired information to the operator;
• the passing on of the operator’s commands to the tunnel installations;
• the passing on of returning signals from the installations to the operator;
• the carrying out of a number of grouped commands on the operator ’sinstructions;
• the autonomous carrying out of a number of monitoring functions;
• the taking care of data storage, television and audio recordings.
The Open Transmission Network (OTN) forms the (physical) basis of theoperating system. This is a glass fibre network onto which the tunnel instal-
lations and the automated operating desk are connected. Glass fibre is insensi-tive to faults such as lightning and can transport huge amounts of datawithout any time delay. All the equipment is controlled by the OTN: TV cam-eras, loudspeakers, intercom, pump installations, fire extinguishing installa-tions, jet-fans, light fittings, emergency power facilities, and detection loops
in the road surface. The OTN is a redundant type. That means that when a
connection fails, automatically a new route is selected without the usersnoticing it.The co-ordination of the commands takes place in the man-machine-interface (MMI). That is where the operator monitors and controls the tunnel.
i ht © 2004 S t & Z itli B V Li Th N th l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 236/292
Installations
Power supply
On both banks the tunnel is provided with a medium voltage connection
(10kV) to the public network. The connection points are in the tunnelentrance buildings in Zeeuwsch-Vlaanderen and at Zuid-Beveland. The power(consumption) amounts to approximately 6 megawatts per connection point.For the electrical installation, 25 kilometres of 10kV cable was installed. Inthe entrance buildings and in all electrical equipment cellars under the roadsurface of the tunnel, there is a distribution substation with a 10kV–690 Volt
transformer followed by a distribution subsubstation which reduces the volt-age even further to 400 and 230 Volts. These E-cellars also house the switch-boards which are connected via the so-called Programmable Logic Controller(PLC) to the operating system. This PLC replaces the earlier control panel full
of relays.Both public networks from which the energy is supplied, are independent
from each other. The chances of them failing simultaneously has been esti-mated at once per century. A very small chance, but in case the power doesfail totally, there is a so-called Uninterruptible Power System (UPS) in every
E-cellar. This emergency power supply consists of batteries – 130 in everyelectrical equipment cellar – which can supply all vital tunnel installationswith electricity for one hour.Besides that, the entire power supply is also a redundant type: in order toavoid a total disruption of installations in a single tunnel tube when one of
the two power supplies fails, every 10 kV cable feeds a section of the instal-lation in its own tunnel tube and a section of the installations in the othertunnel tube.
234 The Westersche lde Tunnel
Fig. 15.5
Electrical equipment
cellar
i ht © 2004 S t & Z itli B V Li Th N th l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 237/292
Lighting
The tunnel is provided with SON lighting (high pressure sodium). At the tun-nel entrance ‘counter beam’ lighting has been applied which achieves a grad-
ual transition of the light level from outside the tunnel to the light level insidethe tunnel. In the transition zones a gradual transition has been created fromthe outer light level (on sunny days 80,000 Lux) to the inner light level(30 Lux). The lighting level in the transition zones is automatically adjusted tothe light outside the tunnel; bright light outside also means more light in thetransition zones. This automatic control of the lighting level can by overruled
by the tunnel operator if so required.The lighting in the tunnel always remains switched on and has a relativelylow level in the central section being a minimal luminance of 30 Lux mea-sured on the road surface. With this, the lighting level in the tunnel in any
case, is higher than the street lighting at night on highways, which has avalue of approximately 5 Lux. In the zone at the exit the lighting level is
increased from 30 to 100 and then to 300 Lux.
Pump installations
A tunnel is never completely dry albeit only because rainwater is carried inby vehicles via the access ramps and from the water used during cleaningactivities. Furthermore, certainly in cases of a disaster, liquid substancescould leak from vehicles and the fire brigade uses fire-fighting water. Pumpinstallations take care of a controlled discharge of the water and other liquid
substances.In the entrance buildings on both banks there are two identical pump instal-lations. Each one has two separated water systems for clean water and dirtywater. The rain water that enters from the surface level within the surround-
ing dykes is caught up in the clean-water cellars; the water that runs off theroad surface and verges is collected in the dirty-water cellars.Water in the tunnel is pumped from within the central pump cellar to a dirty-water cellar. Per tunnel tube, there are two central pump cellars constructedunder the road surface in the tunnel. The water in the clean-water cellars can
be discharged directly into the Westerschelde. The water in the dirty-watercellars is first purified. The water cellars are buffers particularly duringheavy rain storms. Aside from the buffer function, the central pump cellarsalso have a safety function. As a result of an accident or disaster, fire-hazardous substances could possibly end up on the road surface. That is why
the grids along the road surface are flame-extinguishing and the electricalinstallations in the dirty-water cellars are explosion-proof.The reliability of the pump installations is guaranteed because the main
functions have been doubled, whereas the pumps can be supplied withpower (redundant power supply) from the northern as well as from thesouthern bank. The pump installation works automatically. During a disasterno water gets pumped from the dirty-water cellars because it could be ser-iously polluted. This remains contained in the water cellars and can be dis-charged with tankers at a later stage.
The pump chambers are provided with a continually operating excess pres-sure ventilation in order to avoid an uncontrolled spread of explosive gasesfrom the water cellars to elsewhere.
Ventilation
The tunnel is equipped with a longitudinal ventilation system which is not
active under normal circumstances. The longitudinal ventilation – caused bythe travelling vehicles – is normally adequate for the freshening of the air.
On exceeding the maximum allowable air pollution the ventilation starts upand supports or increases the air flow which is generated by the traffic. The
Tunnel Insta l lat ions 235
i ht © 2004 S t & Z itli B V Li Th N th l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 238/292
ventilation also ensures that the air pollution in the tunnel tube does not
exceed the permissible level when traffic stands still. During a fire, the lon-gitudinal ventilation system is capable of discharging the released smokeand fumes in a controlled manner in the desired direction.
The tunnel ventilation is activated or de-activated automatically on the basisof CO measurements and visibility readings in the tunnel tubes. The jet-fans
then always blow the air in the driving direction.
236 The Westersche lde Tunnel
Automatic activation during a fire The operator can control the ventilationfrom his control desk, in which a reversal of the ventilation direction is alsopossible.
Fig. 15.6
Jet-fan in the tunnel
i ht © 2004 S t & Z itli B V Li Th N th l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 239/292
When a burning (smoking) vehicle drives through the tunnel and thus passes
a visibility measuring device, the tunnel ventilation starts up automatically.Smoke and other fumes are then discharged in the driving direction so thattraffic that has stopped in front of the fire does not experience any hindrance.
The tunnel ventilation is also activated automatically on detection of a slowmoving vehicle (speed is lower than 18 km per hour). The automatic acti-
vation commences 60 seconds after such ‘stagnancy’ detection. Anyway, thisactivation value can be set between 0 and 300 seconds. In this interim periodthe tunnel operator can interrupt the automatic activation if there is cause,for example for a false alarm. This facility was installed in order to have con-trol of the tunnel ventilation to safeguard the stranded traffic from smoke
and burning fumes if stagnancy is coupled with fire.The jet-fans are booster fans and have an outer diameter of 1.70 metres, are5.75 metres long, weigh 1,690kg and have a power of approximately 85kW.The measured momentum is 2,400 N. Each tunnel tube is provided with 40
jet-fans. The jet-fans are suitable for use in a surrounding temperature of
250 °C for one hour. The mutual distance between the jet-fans was chosen assuch, that in case of fire only some of the jet-fans may fail as a result of thetemperatures being too high. If this causes the number of activated jet-fansto be less than the minimum number required, it can be compensated by
activating jet-fans elsewhere in the tunnel tube.In the design of the jet-fans, a lot of attention was paid to the noise output.In connection with the clarity from the intercom system and the loudspeakers,a noise volume of 107dB is not exceeded; this is not the audible sound level(in dB(A)), but an uncorrected calculation value. The audible sound in the tun-
nel tube has a level of approximately 96dB(A), when all the jet-fans are on.
Excess pressure ventilation The cross connections (escape corridor)
between both tunnel tubes have been provided with an excess pressureventilation which is activated in cases of disaster. This excess pressureventilation blows air from the non-incident tube into the cross connection, so
that on opening the doors to the cross connection, no polluted air can enterfrom the incident tube into the cross connection and the non-incident tube.
Fire extinguishing system
On the right-hand side of the road in the tunnel, there is an emergency postplaced at every 50 metres. Here, the stranded motorist will find a telephonewhich connects him directly to the control room at the toll square. When an
emergency post is opened, this is automatically signalled in the controlroom and a camera is (automatically) directed towards the emergency post.
Thus the operator sees immediately what is happening. In the emergencypost there is a foam-spraying extinguisher and a fire hose on a reel to be
able to extinguish starting fires. The professional fire brigade can connectonto a fire hydrant in the emergency post which has a capacity of 2 m3 perminute. Here the emergency services personnel can connect their electricalequipment into a socket.With a mixture of water and a foam-forming agent, the foam-spraying
extinguisher has a capacity of 100 litres per minute and is suitable for theextinguishing of oil and petrol fires. The fire hose has a length of 50 metresso that, if an emergency post is unreachable because of a fire, it is stillpossible to reach the fire. The fire-fighting water is automatically mixedwith a foam-forming agent for 25 minutes. Thereafter, extinguishing is still
possible with water only. However, by that time the fire brigade shouldalready be on location.Water supply to the fire hydrant for the fire brigade occurs from the landends of the tunnel where, on both sides, there is a water reservoir of 120 m3
Tunnel Insta l lat ions 237
i ht © 2004 S t & Z itli B V Li Th N th l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 240/292
and a pump installation. The quantity of water of each reservoir is sufficientto extinguish for 2 hours at full capacity. The extinguishing system worksautomatically: when the nozzle is removed, the extinguishing pumps startand the system reaches an active pressure.When the water supply to the tunnel fails – because the reservoirs are
empty or the installation is faulty – at each tunnel building the fire brigade
has the possibility to ‘feed’ the system with their own means and to put itunder pressure by means of an external compression connection at surfacelevel.
Communication facilities
Telephone installation In the first place the telephone installation is meantfor communication amongst the maintenance personnel. They could alsouse the connection if necessary, to make contact with the tunnel operator.There is a telephone present in all plant rooms. Aside from their owncommunication means, the public emergency services have the special
telephone connections of the Westerschelde Tunnel at their disposal duringdisasters.
Intercom system The intercom is a connection between the road user and
the tunnel operator. Every emergency post has an intercom connectionwhich looks similar to a normal telephone. When the road user picks up thereceiver there is an automatic connection with the tunnel operator. Thesound volume of the telephone receiver adjusts automatically to the sur-
rounding noise in the traffic tube: the tunnel operator almost only hears theperson who is speaking. After a call on the intercom, the tunnel operatorreceives an acoustic signal and sees which intercom is making contact. Animage of the relevant emergency post is automatically displayed by the correctTV camera. Besides, the operating system selects the correct loudspeaker
group on its own, so that if desired, the tunnel operator can inform the
people present in the relevent tunnel section directly via the loudspeakersystem. Intercom equipment is also present in the form of an intercom postat the tunnel entrance, at the position of the traffic lights, the barrier gates,the ‘movable central barrier (MCB)’ and the vehicle height-detection device.
238 The Westersche lde Tunnel
Fig. 15.7
Emergency post
i ht © 2004 S t & Z itli B V Li Th N th l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 241/292
All incoming and outgoing intercom conversations are recorded onto a
recorder and can be archived if necessary.
Loudspeaker system Two loudspeakers have been fitted above the roadsurface in the traffic tunnel at every 50 metres. These are automatically
switched in 3 blocks of 50 metres, whereby a reach of 150 metres is attained.This reach was chosen to bring about a maximum audibility.Sound travels at a rate of 300 metres per second through air and that is whya difference delay has been applied between the blocks to prevent echoes.The loudspeaker amplifiers are set automatically to the environment noise in
the tunnel tube. The amplifying of the sound spectrum can also be set caus-ing the audibility of the spoken message to be substantially improved. Theenvironmental noise of travelling vehicles and tunnel ventilators has a greatinfluence on the audibility, and the shape of the tunnel tube and the nature
of the tunnel wall cladding also contributes towards this. A standard and ameasuring method have been developed by TNO in which the audibility of a
sound system can be measured. This standard is expressed as the STI value(Speak Transmission Index). During the test phase, the loudspeaker systemwas tested for this standard.
The tunnel operator’s audibility is also of importance. Thus it is possible,in cases of disasters, to broadcast previously recorded instructions via theloudspeakers or HF systems.
Tunnel Insta l lat ions 239
Fig. 15.8
Camera and
loudspeakers
HF System Radio signals can be simultaneously received and transmitted inthe tunnel by means of the HF system (High Frequency). Having this, the publicemergency services can continue using their own communication connectionsduring disasters in the tunnel. Further, three public radio frequencies arebroadcast: Radio 1 and 2 and the regional Zeeland radiostation.
The tunnel operator has the possibility to ‘interrupt’ these frequencies andthus be able to provide the motorist with information. Personnel who carryout controlling and maintenance activities also make use of the HF systemfor communications.
i ht © 2004 S t & Z itli B V Li Th N th l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 242/292
TV camera installation A total of approximately one hundred colour
television cameras have been mounted inside and directly outside thetunnel which are spaced 150 metres apart. The idea is that a person’srecognisable image should be able to be seen at all places. As nobody is
able to oversee a hundred images at the same time, a choice is continuallymade between the tunnel sections for the providing of images from the
tunnel. The moment that a slow moving vehicle or a vehicle that is too highis detected, or when someone opens an emergency post, the image of thetunnel section where this occurs is automatically displayed. Further, thetunnel operator can also always make the choice himself.Television images can also, if necessary, be recorded on a video recorder.
240 The Westersche lde Tunnel
CO measuring and visibility readings
The air in the tunnel tubes is constantly polluted by the traffic throughexhaust fumes and smoke. For the sake of safety and comfort, the degree of pollution of the tunnel air at a number of places in the tunnel tube, is meas-ured by means of a CO measurement and a visibility reading. If the pollutionreaches above a certain value, then the ventilation activates automatically.
Fire detection and alarm systems The technical electrical areas, cable galleries and the low-voltage substationsand transformers in the tunnel are provided with a fire detection systemwhich signals a fire at an early stage.Ionisation smoke detectors have been installed in the general areas in theservice buildings and in the low-voltage substations and transformer areas
in the tunnel.The tilting outwards of a fire hose reel, the removal of an extinguisher or thedepressing of the activating button in the emergency posts, in principle aretreated as a fire alarm.
Guiding the traffic
The tunnel has a traffic guiding system. This guides the traffic when there isa breakdown or a disaster and it is possible to optimize the traffic duringblockages. Besides, the system is also essential to make a proper winding upof contra traffic possible when all the traffic is guided through a single tube.
Fig. 15.9
Monitors in the
operating area
i ht © 2004 S t & Z itli B V Li Th N th l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 243/292
With the traffic guiding system it is possible to:
– set up a speed restriction;– prevent the cause of a traffic jam in a too crowded tunnel, by means of
admitting incoming traffic in doses by means of traffic lights outside the
tunnel.– block a driving lane;– clear the left-hand driving lane of traffic within a matter of seconds;– stop the traffic;– close off the tunnel;– effectuate contra-traffic (or block traffic) in the tunnel tubes.
The traffic is provided with information via matrix signalling boards, trafficlights and possibly by means of fixed indications adapted to the local situa-tion. The ‘signalling boards’ are fastened to the ceiling of the tunnel tube with
so-called portals. The points of fastening are spaced 250 metres apart, a dis-tance whereby the motorist always has at least one signalling board in sight.Due to the fact that the traffic from both directions is sometimes accommo-dated in a single tunnel tube, two opposingly directed signal boards have
been mounted each time on every portal above a driving lane inside thetunnel; one opposite to the normal driving direction and one in the normaldirection.
Tunnel Insta l lat ions 241
Fig. 15.10
Matrix signalling
boards
Movable safety barrier
In order to reduce the chances of congestion and traffic jams as much as pos-
sible in the event of a possible blockage of one of the tunnel tubes, the cen-tral reservation barrier ahead of and after the tunnel is relocated so that allthe traffic can be guided into the non-blocked tunnel tube. This guarantees thesafety of the road user as well as the road worker as best as possible.
The movable safety barrier operates fully automatic and can be operated from
within the traffic control centre as well as on location. The WesterscheldeTunnel is the sixth tunnel in the Netherlands which is provided with an MCBsystem. In Switzerland various tunnels have also been equipped with thissystem.
i ht © 2004 S t & Z itli B V Li Th N th l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 244/292
Traffic detection
The tunnel is provided with an automatic traffic detection system (speeddetection system) by means of detection loops in the road surface. Thedetection loops are applied per driving lane and are spaced 60 metres apart.
The automatic traffic detection is used to measure the intensity and thespeed of the traffic per driving lane and to detect the coming about of traffic
jams. The information supplied by the detection system activates the TVinstallation and starts up the tunnel ventilation when a vehicle has come toa ‘standstill’ in the tunnel.
Height detection
In order to avoid damages and collisions with equipment, height detectiontakes place ahead of the tunnel entrances. Height indication alarms occur intwo phases: after the ignoring of a first warning, the traffic is automatically
brought to a halt by means of the traffic system (a flashing orange light,followed by red traffic lights).
The testing of electrical and mechanicalinstallations
Introduction
From the description of the installations it has been made clear that in theWesterschelde Tunnel it involves a complex composition of systems andfunctions. The systems are operated in a combined form: in part they func-tion autonomously and in part they are operated centrally by means of an
operating system especially designed for the Westerschelde Tunnel. Themain purpose alone – the guaranteeing of a safe tunnel operation – madeit necessary to fully and thoroughly test the functions and systems. That alsoclarifies that, although the apparent purpose of testing is the finding
of faults in systems, it actually concerns the limiting of risks. In this way thefailure of the tunnel ventilation could have far-reaching consequences forthe users in the tunnel, certainly in the case of smoke development.In the following, firstly a theoretical framework is outlined, whereafter anumber of learning experiences are dealt with in a nutshell.
In the building industry it is a relatively new development that the properoperation of systems more and more, is being determined by software andno longer by hardware. This calls for differing knowledge and skills; it is nolonger adequate to select a good pump, a nice ventilator or a clever sensor.A sound (co)operation of these parts within a cohesive system has become
far more important. On the one hand this development has been instigated
by the increased attention for safety (certainly in tunnels) and on the otherhand by the advancing developments in the field of technology. At theWesterschelde Tunnel there is, for example, a disaster and evacuation sce-
nario entirely steered by software, which operates all kinds of subsystems ina formally prescribed manner, and shows the operator what events takeplace. This, and more applications which are similar, will more and more bebuilt into all kinds of objects, because the technology allows for it and thesafety (of the user) benefits by it. Yet a consequence is, that in the setting up
of a testing trajectory for a tremendously complex system configurationwhich is the case at the Westerschelde Tunnel, from an extremely early stage(during the designing), a great deal of attention has to be geared, more sothan in the past, towards the role of information and communication tech-
nology. A role – so it seems – of which the importance is not alwaysassessed correctly.During all phases of the project (the contracting phase, the tendering phase,the design phase, the implementation phase and the completion phase)
242 The Westersche lde Tunnel
i ht © 2004 S t & Z itli B V Li Th N th l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 245/292
the testing of installations deserves attention. In order to fulfil a testing tra-
jectory successfully, it is important to recognise the following:– testing of software is a profession;– testing is part of the software development process;
– testing is part of a system of guaranteeing quality;– testing is one of the most important management measures in respect of
risk management on software;– when a tunnel installation consists of a combination of more than two
systems, then at least three systems must always be tested: firstly systema, secondly system b and finally the system that brings about a cohesivefunctioning of systems a and b together (system c).
Theoretical framework
The importance of testing
The purpose of testing is to objectively show the functioning of a system inaccordance with requirements which are set beforehand. In order to do that,the characteristics of the product (or system) to be tested must be measur-able, and in a certain sense that can be difficult: a composed system such as
that at the Westerschelde Tunnel, cannot simply be defined in terms of aseries of product characteristics. Systems also have a certain composedfunctionality.The defining of the characteristics of a product calls for a great deal of insightinto the application. Thus, in the case of a tester, a pump is only a pump when
it is fitted in the proper manner, installed at the correct location, demonstrablyhas the right capacity and functions in the agreed manner. The pump in ques-tion is only adequately tested when the installation at the final location, sus-tainably provides the prescribed performance in conjunction with othersystems.
Phasing system development and the relationship with testing
In the system development, desires (purposes and functions) are trans-formed into a functional design. A technical design is drawn up from thefunctional design and then the system realisation is dealt with. A much usedmodel that goes from desire to expectation is also called the V-model. What
is important in this model, is that once it has been defined what the systemmust do, it also describes how this can be shown. In other words, within theV-model the testing trajectory is inextricably linked to the design trajectory.
Tunnel Insta l lat ions 243
Expectation
Project phase
System realisation
Testing phase
Functional design Acceptance test
System test
Programme and
integration test
Technical design
Desire
Fig. 15.11
The V-model
i ht © 2004 S t & Z itli B V Li Th N th l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 246/292
Architecture and structure of the system
System architecture concerns the fundamental organisation of a system asthis is given shape by its components, their mutual cohesion and the cohe-sion with the environment, as well as the principles which act as a guide for
the design and evolution. In order to be able to develop an EM system fromthe schedule of requirements (desires), the desired functionality must con-
tinually be subdivided into small uncomplicated functional units. This divisionis also determinative for the realization of a function in hardware, softwareor both. The architectural approach is so important, because it not only sup-ports a cohesive concept of the system to be realized from the very start, butalso provides guidance and sets limiting conditions to design decisions. A
recognisable technical structure has gradually been created from within thearchitecture of the Westerschelde Tunnel system. The architecture as well asthe system structure are (contextually) the most important reference frame-works in the setting up and elaboration of a functioning testing programme.
244 The Westersche lde Tunnel
Application/functionality of subsystems in the control and operating systems (181 and 189)
Basic functions of control and operating systems (182, 183, 184) (firmware/communication drivers)
Hardware of control and operating systems (182, 183, 184)
Energy(110)
Lighting(120)
Drainage,ventilation(130, 135)
Fireextinguishing
(150)
Traffic(141,142)
Video(161)
HF(162)
Intercom,Public address
(163/164)
Telephone(165)
Buildingsecurity(172)
Fire alarmdetection
(174)
VRIs(145)
Transmission system (185)
Fig. 15.12
Technical structure
Westerschelde Tunnel
system
Functioning testing programme
The development of a functioning testing programme is of importance inorder to be able to determine if the EM systems comply with the schedule of requirements. A functioning testing programme is a trajectory whichencompasses multiple steps and which runs ‘bottom up’, contradictory to a
design trajectory: it starts with small independently functioning parts of which it is determined, by means of testing or by means of a ‘documentreview’, or by means of a combination of both, whether the parts comply
with the requirements. Gradually these units become larger and more com-plicated until eventually the entire integral system is tested. Combined with
this method, the components are firstly tested at the factory level and even-tually in their full composition, preferably in a ‘test bed’ first and then at thefinal location. Although it is a managed approach, it should not be forgottenthat a component may comply with the requirements, while the functioning
of the composition of components is not acceptable. For acceptance in this,in principle the requirements on the higher level apply. A ventilator can forexample, function in accordance with the standard, but when it appears thatthe whole ventilation system does not work because the operating softwareis inadequate, this means that the entire system cannot be accepted. In
redesigning, it is then possible that other ventilators must be applied.
To summarize, the scope of the functioning testing programme encompasses:– the determining of the proper working per component;– the determining of the proper working per system;– the determining of the proper working of the cohesive system.
i ht © 2004 S t & Z itli B V Li Th N th l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 247/292
Dividing into subtests
Per phase, the following tests are differentiated within the testing trajectory:
– FAT: the purpose of the factory acquisition test (FAT) is to validate that theworking of a (sub)system concurs with the requirements. Sometimes
there are specific testing facilities at the production location, sometimescertificates or product information suffice;
– SAT: the purpose of the site acceptance test (SAT) is to validate that theworking of a (sub)system, after fitting and installation at the final location,concurs with the working as it was after the FAT. A site acceptance test
has three different appearances. The first is a ‘document review’ fromwhich it can be determined whether a specific requirement set in theschedule of requirements is complied with by means of an accepted(design) document. The second is an inspection. In general, this is a visualinspection in which the client locally determines whether a specific
requirement set in the schedule of requirements is complied with. The lastis the testing of the working of a (sub)system in which it is determinedwhether the relevant object functions in accordance with the require-ments set in the schedule of the requirements.
Prior to a site acceptance test the cabling must be tested for continuity and
is secured so that subcomponents function correctly. Furthermore, it is neces-sary to determine that the software does not cause any problems.– SIT: the site integration test (SIT) concerns the expected behaviour of the
entire tunnel system. In this test the main and subsystems are tested intheir entirety, aided with storyboards of various events and the expected
system behaviour.
– Performance measurements: both the SAT and the SIT are mainly func-tional measurements. Pumps for example, must however provide a setflow rate and the lighting must emit a measurable set amount of light. Suchdata is gathered under the denominator performance measurements.
Tunnel Insta l lat ions 245
Main design
Detailed design Functional design
• FAT
• SAT
• SIT
• IBS
• FAT
• Inspection (100 list)
• Inspection (300 list) • Software Integration test
Scope FunctioningTesting Programme
Hardware Software Fig. 15.13
The functioning testing
programme
i ht © 2004 S t & Z itli B V Li Th N th l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 248/292
Testing trajectory Westerschelde Tunnel
Defining the product characteristics
The basis for a test is the determining of the characteristics to be measured.
These details are set in the schedule of requirements and its elaboration – thefunctional designs. The characteristic to be measured must be translated intoobjectifiable terms.In a verification process it is common to record all the (sub)systems to betested, together with characteristics to be measured, into a so-called verifi-cation matrix. Although it merely seems to suffice with a summary of func-
tional requirements to which the system must comply, in practice it appearsthat this is inadequate. From the general briefs – the tunnel must be dry,it must be light, have air available and be safe for the road user – the clearfunctional formulation of what those (abstract) requirements exactly (actu-
ally) mean, calls for a sound architectural approach and knowledge of thetunnel to be built in its environment. Furthermore, there is a multitude of
laws and regulations applicable. All in all this led to a difficult transforma-tion of requirements from functional to technical, in which an unintentionalmix of these two types of requirements came about. Due to this, it appeared
that particularly specific requirements sometimes made the functionally setrequirements unrealisable.
Verifics
Due to the mix of various types of requirements and the extent of the systemat the Westerschelde Tunnel, the set up of a manageable verification matrixhad become impracticable, a solution was sought in the use of a software
package (Verifics) which was developed from the methodology of ‘ProductKnowledge Management (PKM)’.
PKM is a theoretical framework which is the basis from which the data of theproject, product and process can effectively be managed, recorded and
opened up in an easily accessible manner. PKM assumes the principle, thatdesigning is a multi-disciplinary activity and that there are 11 different methodsof consideration which are important within the design process. In addition,the framework takes the entire lifecycle of an object into consideration inwhich six phases are differentiated (as required, as proposed, as designed,
as built, as maintained and as demolished).Verifics is a software application in which the theoretical PKM frameworkis operationalised whereby specific applications are possible. Verifics wasapplied within the Westerschelde Tunnel project for the managing of tests andthe verification of the manner in which the schedule of requirements was
interpreted by the contractor. By means of hyperlinks (web technology), thepackage is capable of causing a relationship between all the different require-ments set, and makes the complicated structure of the design accessible at alllevels, whereby it also permits all possible cross sections of the design.
Powerful instrument
For the designers of the PKM framework and Verifics, the application withinthe Westerschelde Tunnel was an immediate test to see if the package whichwas developed from the theory, would be suitable for application onto a
conventionally set schedule of requirements.It appeared that with this instrument, it was possible to link up and to relatethe requirements which were formulated from different models with each
other; the relations between functional requirements, technical require-ments and the design could be made instantly visible. This made it possible,
per requirement, to indicate with which type of test the compliance or notwith this requirement could be shown. By directly including the reference to
246 The Westersche lde Tunnel
i ht © 2004 S t & Z itli B V Li Th N th l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 249/292
the test description or the test scenario in Verifics, a powerful instrument
was created which could be used to guard that all the requirements wereshown. In the various search possibilities offered by the reporting function-ality of Verifics, an overview of – and insight into – all the tests carried out on
a (sub)system and the results and measuring details thus found, can begiven quickly. In addition all source documents (like design philosophy) and
result documents (drawings) are directly accessible.
Tunnel Insta l lat ions 247
Design model
Function
Objective
Technology
Topology
Component
Activity
Event
Organisation
Documentmanagement
Explanation
Contains targets which have to be fulfilledby the result. Typical is that basicallymultiple solutions are possible.
Contains performance requirements inrespect of the system to be supplied.
Contains physical elements of thegeometry and positioning in the area.
Describes product parts at implementation level.
Describes the activities which contribute towardsthe realisation process and services, but noactivities of the product itself.
Describes the sequence, dependence andrequired capacity of the activities.
Contains information about the operatingprinciples to fulfil the function.
Describes the factors involved in the project.
Contains all project documents, interfacedto the digital (source)files.
Example(s)
• Guaranteeing road-user’s safety
• Power • Capacity • Operation (!)
• Electrical submersible pump • PLC control • Push-button switch
• Breakdown structure • Dimensions • Positioning
• Material • Price • Colour
• Supplier
• Designing • Maintaining • Calculating
• Deadlines • Inspection times
• Release
• Client • Production department • Inspector
• Building specification • CAD drawings • Choice justification
Fig. 15.14
The models used in
Verifics (PKM)
Learning experiences
The necessary acceptance trajectory for complex EM apparatus and instal-lations as described above, is not a novelty within the ICT and processingindustry, but unfortunately in the building industry this is most definitely the
case. For the building industry – as mentioned in the introduction – it is a rela-tively new development that the proper working of systems more and moreis primarily determined by software and no longer by hardware. In otherwords, it is not only of importance that a pump, as an independent system
part, displaces a certain pre-set amount of water; the system as a whole,only functions when all the different system parts (co)operate in the propermanner in the system. The steering by software has thus become of fargreater importance and that calls for differing knowledge and skills morethan ever before, to make a system successful. At the Westerschelde Tunnel
for example, it involves a fully fledged software-steered disasters-and-evacuation scenario, which controls all kinds of subsystems in a formallyprescribed manner and shows the operator what events take place. This, andmore of such applications to an increasing degree, will be built into all kinds
i ht © 2004 S t & Z itli B V Li Th N th l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 250/292
of objects, because the technology allows for it and the safety of the user
benefits by it.
Attention for testing at a late stage
Where it concerns testing of systems, it is essential that the party beingcommissioned is duly aware of the crucial role that information and com-
munication technology plays within the entire system. Furthermore – takinginto consideration the complexity and the integral character of the system –it is of extreme importance to think about and effectuate the testing trajec-tory at an early stage as possible (already during the design phase).With regard to the effectuation, in general it can be stated that the implica-
tions of the testing of the Westerschelde Tunnel system was not recognizedin its full scope and the testing trajectory was only thought about at a verylate stage – after the design had been realised. Due to this, it could nottimeously be clarified what the consequences for the EM apparatus would
be. In the finishing-off of the project, the main contractor subsequently did
not consider the testing trajectory as being of utmost importance for thecompletion of the tunnel. This caused the finishing-off of the acceptance tra- jectory to drag most laboriously until the opening of the tunnel.In the case of the Westerschelde Tunnel it involved a ‘design and construct’
contract. In this, amongst other things, it was arranged that the contractorhad to prove that the schedule of requirements was complied with. However,in the contract it was not clearly described in what way the contractor hadto show the proper functioning of the system. In other words, the contractprovided for very little footing for the setting up of a functioning testing pro-
gramme with adequate profundity which clearly describes how the evidenceof good functioning would be provided. Eventually this was solved by meansof establishing a testing team who, in a joint effort, designed an approachwhich was then presented to the client for acceptance.
In general, on the basis of the experiences within the Westerschelde Tunnelproject, it could perhaps have been stated, that it was of extreme impor-tance that the client should not merely leave it to the contractor to deter-mine the manner in which he, the contractor, must actually prove that thesystems indeed comply with the requirements set. The client themselves
should also think about this.
Implementation of tests
For the subsystems and apparatus, factory tests (FAT) were organised by thesupplier(s). Due to the fact that it mainly concerned standard apparatus, a
standard test or a certificate would suffice. The choice was made by the sub-contractor for a set-up to show per subsystem, the functionality as described
in the functional design per main system on a ‘stand alone’ system. However,these subsystems operate together via a control from a higher level.
Normally this control is shown in a system test at the factory. For this themanufacturer builds a so-called test bed in which all the systems are linked,where necessary, equipped with simulators and test boxes to simulate theapplicable environment. The testing of a system in a test bed gives the testerthe opportunity to learn about all the system’s faults and to find a solution for
this before the system is installed at the final location – in this case the tunnel.However, the contractor deliberately chose to have the integration tests takeplace directly in the tunnel environment. In his view this was possible,because the design was set up on the basis of multiple occurring logical uni-form building blocks, so-called software typicals. Its operation – as was
assumed – could effectively be shown in the FAT tests.In the choice to carry out the integral system test within the project, the factwas neglected that this places demands on the progress of the civil con-struction and fitting out activities. Actually this meant that the opportunity
248 The Westersche lde Tunnel
i ht © 2004 S t & Z itli B V Li Th N th l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 251/292
to discover faults in the system could only occur at a very late stage –
approximately one month prior to putting the tunnel into operation – whichthen lead to a problematic course of the testing trajectory.In order to limit the risks in future calls for tenders, it would have to be deter-
mined prior to the granting the assignment, that the potential supplier notonly understands what he is being asked, but also that he has sufficient know-
ledge and experience available to manage a proper finalization of suchprojects. Furthermore, the client must recognise that such knowledge andexperience and the associated efforts – such as the building of a test bed – willhave repercussions for the project planning and the build up of costs. In theWesterschelde Tunnel project it appeared that the planned amount of time and
money for the managed and proper course of the testing trajectory, were tight.Due to the fact that in practice it does not happen that a faultless system isdelivered, it is common to record the acceptance criteria beforehand in theform of types of faults and the maximum amounts thereof. In the contract
and schedule of requirements, no attention was paid to this and the con-
tractor did not dare to take the (entrepreneurial) risk to record this anywayprior to the commencement of the testing. Yet it is better to do this, becausethe recording of clear acceptance criteria of a system beforehand, preventsmany discussions.
Tunnel Insta l lat ions 249
Fig. 15.15
Testing
Verifics successfully applied
The recording of the requirements in Verifics aided with the PKM model,
appeared to be a most successful intervention which made the managing of the scope of the testing trajectory possible. It was only possible to define thenecessary tests and testing set-ups through the clear insight into therequirements. In the process that lead to the dividing up of the tests intophases and to the contextual definition of the various tests, it appeared that
the designing of systems is a skill, but likewise that the designing of tests isequally an expertise.
i ht © 2004 S t & Z itli B V Li Th N th l d

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 252/292
16 – AESTHETIC ASPECTS
C.L. Rockx
Contents of this chapter:
– Road design– Toll square
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 253/292
Road design
For the most part, the approach roads are carried out as a motorway with
2 1 driving lanes. Here consideration has been taken into account with the
possibility of extending to a highway with 2 2 driving lanes, at the time
that it is necessitated by an increased traffic intensity. For this reason the
width of the viaducts have already been constructed for 2 2 driving lanes.
Most of the road is situated at surface level and is only higher or lower where
it was deemed necessary from a technical point of view, for example at the
intersection with the water-restraining dykes surrounding the access ramps,
or where the road onto which it connects is situated higher.
The local roads intersect the motorway with viaducts. In Zeeuwsch-Vlaanderen
the tunnel road crosses the Dow Chemical railway line. Initially it was
assumed that the road would run over the track. However, this would havemeant that the road at this point, would be situated about 11 metres above
the surface and would become a major image-determining element in
the environment. From the fitting-in of the landscape point of view, that
252 The Westersche lde Tunnel
Introduction
The construction of infrastructure often has a major influence on the envir-onment. Aside from the tunnel with its access ramps, this tunnel projectencompassed various such as bridges and viaducts, a toll square and of
course the approach roads. In order to fit these objects in as well as pos-sible – prominent landmarks in the Zeeland countryside – a landscapingconcept was developed. The following starting points were focussed onfor the fitting-in of the landscape:
– the roads and engineering structures had to provide the road user withan image which is as peaceful and unambiguous as possible;
– the fitting-in had to tie-in as best as possible to the character of the sur-rounding landscape.
Further, the route as a whole had to have a recognisable image. The concept
was elaborated in a landscaping plan and an architectural policy document.The architectural policy document was geared towards the architecture ofthe engineering structures and buildings in and along the approach roads,which included amongst other things, the bridge with a U-shaped cross sec-
tion supported in a special way (cable suspended U-shaped bridge), theviaducts, the acoustic barriers and the offices and installation buildings.The architectural policy document also contained a design concept for theclosed tunnel section. Eventually this concept was only applied for the tran-
sition zones near the entrances. The design aspects for the remaining sec-tion of the tunnel are mainly determined by the requirements in respect ofsafety. Due to this the ‘landscape’ in the tunnel has a very peaceful imagewith the image emphasis on the safety facilities.
The specific measures required for the fitting-in of the approach roads in thevarious landscaping types were described in the landscaping plan. Sequen-tially from north to south they are: the industrial environment of the Sloearea, the polder landscape at Zuid-Beveland, the industrial environment near
the DOW Chemical complex directly on ‘arrival’ in Zeeuwsch-Vlaanderen andfollowed by the landscape of creeks at Hoek. The total length of the approachroads measures approximately 15 kilometres of which 9 kilometres are
at Zuid-Beveland and more than 6 kilometres in Zeeuwsch-Vlaanderen.
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 254/292
was not desired. That is why it was examined whether a crossing under the
track could be a possibility. Eventually this solution appeared to be feasible,
although the track itself would have to be raised about 2 metres in order
to prevent that the road construction would be situated below the ground
water level, which would have lead to an expensive open tunnel structure.
For the railway line itself, the most suitable solution for the viaduct
appeared to be a prestessed U-shaped beam in which the track is situated.
During the detailed elaboration, the eventual choice was made for the
so-called cable suspended U-shaped bridge, in which the U-shaped beam is
suspended by two vertical cables on each of the two pylons.
Aesthet ic Aspects 253
Perk polder
A58 Goes
Bergen op Zoom
KruiningenToll square
Middelburg
N254
Vlissingen
Borssele
Breskens
WesterscheldeEveringen
Ellewoutsdijk
Pas van Terneuzen
Terneuzen
N61
N61
Hoek
Dow
Sas van Gent
Middelplaat Westerschelde Tunnell
N254
Fig. 16.1
Route with approach
roads
Cable suspendedU-shaped bridge
Fig. 16.2
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 255/292
Theme: round shapes and sea green colouring
In designing the approach roads, the most important briefs were the main-
taining and enhancing of the various landscape types, and the creation of apeaceful and recognizable road image for the road user. In order to achievethis, the design of the roads and engineering structures were inspired by a
central theme: the round shapes of the tunnel and the sea green colouringof the waters of the Westerschelde.This design theme has been carried through as consequentially as possible
for the road user’s recognition. The circular shape chosen can be found inthe design of all ‘technical’ elements such as the viaducts and the slopes oneither side of it. Due to the choice of the solution with pylons, extra attentionwas paid to the looks of the cable suspended U-shaped bridge.
254 The Westersche lde Tunnel
Fig. 16.3
Cable suspended
U-shaped bridge
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 256/292
Aesthet ic Aspects 255
Fig. 16.4a
The design theme:
roundness and sea
green colouring
(guardrail)
Fig. 16.4b
Installation building
Fig. 16.4c
Office building (south)
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 257/292
Taking the briefs of the architectural policy document into consideration, thecircular shapes can be found here too, in the pylons and the U-shaped beamitself.
Where the road passes residences a short distance away, the acoustic barriers
have been placed on a circular rise. The posts are shaded in sea green, whereasthe screens themselves are transparent making a view of the surroundingspossible. Arched sea green lighting masts and the viaducts with rounded
sea green elements provide a coherent road image. At the access ramps
256 The Westersche lde Tunnel
Fig. 16.5
The design of the
transition is ‘round –
angular’ at the
entrance of the tunnel
A stylized
landscape of creeks
at the link-up to
H.H. Dowweg
Fig. 16.6
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 258/292
consideration has been taken into account of the transition of the dyke bod-
ies to the walls of the access ramp, which in turn merges into the circular
shape of the tunnel tubes. These walls are enlivened through shades basedon the sea green theme.Characteristics of the landscape are also reflected along the road. In this way
the toll square has the same square layout as the Renaissance polder in whichit is situated; there is a herbaceous vegetation located along the roadsides;and the roadside ditches have environmentally friendly banks. The spaces of
the loops at the turn-offs are the clearest reflection of the surrounding land-scape: in Zeeuwsch-Vlaanderen at the link-up to H.H. Dowweg a stylizedcreek was designed in the in-between spaces and at the link-up to the N61there are various dykes with trees.
Dyke pattern
The choice was made for sound bunds along the route in Zuid-Beveland and
for acoustic barriers in Zeeuwsch-Vlaanderen. The reason for this was, thatthe route in Zuid-Beveland runs parallel to the existing dyke pattern,whereas in Zeeuwsch-Vlaanderen, the route runs at right angles to thedykes. For the recognition and ‘readability’ of the landscape, the elements
that have a differing function may not be given the same shape. In order toaccentuate this detail even more, the sounds bunds have also clearly beengiven a different shape to the dykes. On the inside the walls have a roundedshape and on the outside they have a slight slope.
TOLL SQUARE
Green room
At a distance of five kilometres from the northern tunnel entrance, the tollsquare forms a green ‘room’ in the polder landscape of Zuid-Beveland: a
Aesthet ic Aspects 257
Fig. 16.7
The toll square during
construction; thesquare has been given
the same square
layout as the polder
landscape in which it is
situated
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 259/292
rectangle of some 300 by 250 metres which is framed by a high hedgerowof poplar trees. The trees form a green wall which brings to mind the wind-breaks around the orchards in the vicinity. The relationship with the
surrounding orchards is also reflected in the choice of the type of trees at
the square itself: ornamental cherry trees (Prunus) in a rigid pattern, deter-mine the image. Use has also been made of green elements in the layout of the square: privet hedges take care of the guidance of the traffic flows. Aside
from that, the acoustic barrier around the square reflects a natural characterthrough the application of an ivy (Hedera helix).The proportions of this square, situated in a renaissance polder, were taken
from the normative proportions of the village Borssele which was con-structed according to the ‘golden section’ method.
258 The Westersche lde Tunnel
Fig. 16.8a
Artist’s impressions of
the toll square
Fig. 16.8b
Artist’s impressions of
pedestrian bridge
Service building
In the service building at the toll square, not only the services of the toll col-lections have been accommodated, but the tunnel is also operated fromthere. The stretched out building which is situated along the eastern side of
the road, consists of a glass upper construction which extends into a sharp
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 260/292
Aesthet ic Aspects 259
Fig. 16.9
Artist’s impression of
the service building
with work of art
point and is angled slightly towards the road to emphasize the view on the tollcollecting. The servicing area is situated on the first floor. Here, the worksta-tions for the chief toll collector and the operators have been housed. Both
functions are fulfilled 7 days per week 24 hours per day. There is also a resting
area for the toll collecting personnel and a spacious meeting room.The supportive functions have been housed in the black basaltic lowerconstruction. Located here, amongst other things, are the computer room
and a room for installations. In the lower construction a waiting room anda resting room have also been created for passengers and bus driversrespectively.
Design toll booths
A single large canopy has been designed above the toll booths which aresituated at right angles to the service building. In both driving directions the
Fig. 16.10
Towards the toll
square
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 261/292
canopy curves upwards on the side of the queue space in front of the tollbooths: this has created a waving roof surface which protects the toll col-lecting from the weather and makes an inviting gesture to the oncoming
road users. This gesture is emphasized more in the evenings and at night
through the illumination of the underside of the roof edge. The canopy isintegrated with a pedestrian bridge above the toll booths which makes itpossible for pedestrians to cross the road.
Unambiguous design
The toll booths under the canopy have a direct functional relationship withthe service building. The brief was therefore to match their appearance tothis. To the motorist – on the cash register side – the booths are transparent,light and horizontally articulated, but on the opposite side they are massive,
dark and heavy.The remaining buildings at the square have also been related to the bridgeor the service building in their design and use of materials.
Further, there are car-pool parking places and bus stops at the square.
260 The Westersche lde Tunnel
Fig. 16.11
Toll square
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 262/292
17 – THE CONTRACT AND PROJECTMANAGEMENT
J. Heijboer, L.C. Makkinga, L. Smid and J. Bredenoord
Contents of this chapter:
– Assumed advantages of the DBM contract
– Risk and project management
– Experiences
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 263/292
Assumed advantages of the DBM contract
A design, build and maintenance contract (DBM) can have several majoradvantages for the client – as was the assumption – compared with themore traditional methods of putting out to tender:
– the design process is focussed on implementation and because of this,
can result in shortening the implementation period, reducing the loss of time due to delays and result in effective organization of the engineering(more efficient way of working);
– the choice of design within a design, build and maintenance contract isalso determined by the possibility of an efficient implementation;
– the design takes into account good accessibility for manpower, equip-ment and materials (logistics);
– better use of the creativity of the market;– unambiguous definition of liabilities;– link between maintenance (M) with design and building (D&B) has the
potential to produce a high quality structure.
A disadvantage compared with more traditional types of contract is, how-
ever, the smaller number of possibilities for the client to influence the con-struction process. In addition, the pricing is established at an early stage inthe project. As a result, the client has less insight into what such a projectshould actually cost. This last disadvantage can, however, be an advantage:
the client knows at an early stage what the price ticket is.
Reason for choosing a DBM contract for the WesterscheldeTunnel project
A reason for choosing a DBM contract for the construction of the Wester-
schelde Tunnel was the lack of expertise that existed in the Netherlands onbored tunnels. The building consortium had (and has) this expertise and
therefore it was natural to conclude such a contract. In addition, politicalreasons also strongly influenced the choice: the politicians wanted to be
262 The Westersche lde Tunnel
Introduction
In June 1996, Minister Jorritsma of the Ministry of Transport, PublicWorks and Water Management on behalf of NV WesterscheldeTunnel(public company in the process of formation) and KMW building consor-tium, signed the contract for both the design and the construction of the
Westerschelde Tunnel as well as the access roads with the correspond-ing engineering structures. In addition, the contract obliged the contractorto carry out tunnel maintenance for a period of ten years after it was put
into operation. The contractor also bears the risk of shortcomings anddefects during this period. The completion date of the tunnel was deter-mined in the contract as 15th November 2002.The agreement with the building consortium was a so-called design,
build and maintenance contract. The 800 pages of the contract, the result
of a negotiation procedure that was set up right from the first tender in1992, reflects the extensiveness and complexity in both the technical andlegal sense.
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 264/292
sure of the price of the project and it therefore seemed attractive to deter-mine a fixed price for the design and construction.The construction requirements of the client were laid down in reference pre-
conditions which was the basis of the Westerschelde Tunnel contract. It was
then up to the contractor to make a design that fulfilled this requirement. Afterthe client had appraised and accepted the design, the contractor was able tostart the construction work.
It was stipulated by contract that the contractor when carrying out the con-struction work was expected to work ‘subject to quality assurance’, a type of self accreditation. This would make it possible that the client should be able
to supervise the implementation phase of the project with a fairly limitedorganization.Part of the contract was also the stipulation that the contractor would beliable for any defects for a period of ten years. No distinction was made here
between design and implementation faults; the contractor was liable in bothcases. In addition to a design and build contract, an agreement was con-
cluded with KMW for the maintenance of the Westerschelde Tunnel for aperiod of ten years after completion.
The client was responsible for land acquisition, spatial planning and issuingpermits for the definitive work, communication with the neighbourhoodand aesthetic aspects. The contractor had to take care of the permits for theimplementation/construction.
The Contract and Pro ject Management 263
Province of Zeeland(5% shares)
Board of CommissionersGovernment(95% shares)
NV Westerscheldetunnel(Client)
Directorate-General for Public Works andWater Management, Zeeland Department(Spatial Planning, Land Acquisition and
Issuing of Permits)
Civil Engineering Division, Directorate-General for Public Works and
Water Management(Design and Construction
Consultant and Supervisor)
KMW(Contractor)
Fig. 17.1
Organization chart
Although the contract enabled the client to remain more in the ‘background’,compared with a traditional type of contract, the final result was not com-
pletely in accordance with the original requirement of a fully ‘turn-key’ solution:
much more interaction was involved between the contractor and the clientthan had been originally desired. Furthermore, the client also bore the
so-called ultimate risks (disasters, etc.) and risks associated with man-madeobjects in the soil larger than 0.5 0.5 0.5metres.
Risk and project management
Managing risks form an important key for the success of a mega projectsuch as constructing the Westerschelde Tunnel. Based on risk analyses made
in 1997 and 1998, the risk management was set up in a structural form. Thisenabled NV Westerscheldetunnel to control the risks involved in a rational
way and to manage them.As soon as a project is started, it is of course the intention that it will be
completed within the time and budget available and what is more, meetsthe quality requirements set. It is of essential importance that the project is
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 265/292
managed well. Managing means looking ahead: if the main risks with whichthe project might be confronted are mapped out beforehand, all the measuresagainst this can also be taken; the project organization for example can insure
against damage which occurs during construction; or a project organization
can obtain information beforehand about all the permits required to imple-ment the project and about the time involved for applying and issuing permits.The management of time, money and quality related risks were particularly
of great importance for NV Westerscheldetunnel: the earlier the tunnel wascompleted, the earlier the income from charging a toll would come in, withwhich the costs of the investment could be recouped. In addition, a lot of
attention was given to the quality aspects – related to the requirement of aminimum life span of 100 years.General starting points of project management are:– good preparation based on risk analyses and risk management is of cru-
cial importance for the organization of the project; first of all the risksmust be mapped out. Only when these risks are identified, is it possible
for the organization to be set up;– commercial awareness – being well informed about what specifically the
contract means – is of crucial importance for the success of a project;– so that surprises do not occur during the implementation, good
co-operation between subprojects and the various disciplines is of essen-tial importance. A mega project such as the Westerschelde Tunnel requires
a multidisciplinary approach;– a project is carried out by people; their safety during the implementation
comes before everything else;– the quality of the final product stands or falls on the quality of the per-
sonnel. Making savings here is at the expense of the final result;– the progress of a project is helped by a problem solving attitude, aimed
at co-operation;– the aims of an organization should be simple: time, budget, result andquality.
Risman method
Risk management is certainly not the exclusive sphere of activity of the riskmanager. It is true that he is the one who draws up the risk profile of a pro-
ject, he collates, orders and statistically processes data, informs all the par-ties involved and keeps the process going, but being alert to everythingwhich might endanger the progress of a project is a matter for everybodyinvolved in the project.
In the Westerschelde Tunnel project, the RISMAN method was used to analyseand manage the risks. This method makes it possible to give insight into themain risks with which a project can be confronted. The RISMAN method makes
it possible to process the risks statistically and to quantify them. Althoughmapping out the risks does not mean that they go away, it does provide ahandle for taking adequate management measures: risk management.
Cyclic process
Risk management plays a role at all the stages of a project. It is a cyclicprocess which is constantly gone through during the project.Every stage of a project starts with a risk analysis. This analysis makes it
clear what risks can occur in the project, which could interrupt the progress
of the project. The risks are mapped out systematically and from variouspoints of view for the entire project process. This not only involves technicalrisks but also aspects of a political, legal and organizational nature which
could form a threat to the project. Once all the possible problem areas have
264 The Westersche lde Tunnel
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 266/292
been specified, then a start is made to map out the measures which couldbe taken against these risks. In addition, an estimate is also made of theexpected effect of these management measures. Based on this, a choice can
be made from the various alternatives. The effect of the risk management
measures is assessed regularly and the risks are identified again.
Actualization of risk analysis
After the risk management measures have been evaluated, the RISMANcycle has in fact been completed and the risk analysis is actualized. Thismeans that any new risks which might occur should be analyzed again. It is
then necessary that the specification of new risk management measuresis carried out again to be able to manage the new risks; the process is gonethrough again. It is important to have a good picture of the risks in the newproject stage particularly when changing to a new stage in the project.
Risk sharing between contractor and client
In the negotiations prior to the effectuation of the contract, sharing the risksassociated with the mega project played an important role. In sharing therisks, it is of primary importance that they are assigned to the party that isalso able to bear the risks. A client prefers not to run any risks at all, but if
everything is put on the shoulders of the contractor, this has the effect of greatly increasing the costs. The question also arises here as to whether it isat all desirable to dump all the risks at the contractor ’s door. Not onlybecause confining specific risks is not part of the contractor’s core business
but also because the client often ends up having to deal with the conse-quences of certain risks anyway. This is mainly because the environment
‘forces’ the client to fulfil its traditional client role, contrary to concluded con-tracts; eventually the consequences of certain risks come back via legal pro-cedures to the client. In the agreement with KMW, the customary risks for adesign and build contract are covered. Two important stipulations ( ‘penaltyclause’ and ‘boring and building risk’) are dealt with in outline below.
Maximizing the penalty
It is customary to include a penalty clause to compensate the loss which theclient suffers, in the case of late completion (including no income from toll
charges). The ideal situation for a client would be that the penalty wouldhave no maximum attached to it and the contractor is motivated to finishand complete the work as quickly as possible. In the case of an exceptionalproject such as the construction of the Westerschelde Tunnel there is a
chance that the boring process goes wrong completely: numerous disasterscan occur which can cause considerable delays. For contractors there is of course a limit to the risk that they can bear, also where it concerns the abil-
ity of financing penalties. The motivation for tackling such a project in thisway will not be very great if at the same time it could mean that the con-tinued existence of your own company is in danger. In addition, the com-pulsory liquidation of a building consortium does not help a client because
another party has to be found to finish the work. It was therefore decided inconsultation with KMW to agree to a penalty of 136,000 euro for each daythat completion was delayed with a maximum of 13.6 million euro, a maxi-mum that would be reached after a delay of 100 days.
Building and boring risk It was agreed in the contract that a number of specific risks would be explic-itly included in the implementation risk taken by the building consortium
KMW. Especially important here are the risks concerning the condition of
The Contract and Pro ject Management 265
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 267/292
the soil: the soil risk was contractually laid down with the contractor wherebya number of specific matters in this arrangement are excluded. In a projectsuch as the construction of the Westerschelde Tunnel, the soil which is bored
through is an important source of uncertainty and any obstacles in the ground
to be bored through form an important matter for concern. In the neighbour-hood of Terneuzen there was for example the possibility of a primeval forestof which the petrified remains might possibly cause problems. Old ship-
wrecks, erratic boulders or old foundations could also block the tunnel boringmachines with all its consequences. Smaller obstacles could be removed butman-made objects in the soil larger than 0.5 0.5 0.5 metres could result
in lengthy delays and possibly even in the loss of a tunnel boring machine.This uncertainty can be translated into either additional (cost-increasing)facilities which the contractor provides, or into liability afterwards due tounforeseen cost-increasing circumstances. In order to limit the costs for the
client, it was advisable to have a more detailed soil investigation carried outby the contractor and to share the soil risks between the parties as explicitly
as possible. This also happened during the negotiation process from the firstoffer right up to the final contract.
266 The Westersche lde Tunnel
Experiences
General
The expected advantage of a good integration between design and imple-mentation which should result from the design, build and maintenance con-
tract, did not live up totally to its promise. In fact there was little differencefrom more traditional ways of working. The reason for this is that various firmsof consulting engineers were engaged for the design work and the implemen-
tation for a large part was usually undertaken by subcontractors that setto work with or without an invitation to tender. Various subprojects wereconcerned (design, concrete production, roads, tunnel, operation and suchlike)which indeed contractually connected to each other by the main contractor but
Fig. 17.2
Inside the IBM
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 268/292
without there really being optimum co-ordination between design and imple-mentation. As in the traditional situation, designing and building are separateworlds, this separation in actual practice at the Westerschelde Tunnel was not
eliminated in many cases, in spite of the design and build contract.
General contractual clause about unforeseen risks causes interference
The boring, building and design risks were defined within the contract inaddition to a standard (umbrella) article concerning unforeseen risks, intended
for other matters. This nevertheless caused unnecessary interference. Itwould perhaps have been more advisable if a number of large risks had beenelaborated in the contract based on research, and to reach agreement aboutpenalty arrangements (spread of risks concerning costs) and not to have
included an article about unforeseen risks.
Environment sets new safety requirements
A project can – also after a contract has been signed – be confronted withnew requirements which are set by the environment. The safety of under-ground structures was right at the centre of interest in the Netherlands inthe mid 1990s. Next to the statistical estimate of safety risks carried out, ascenario analysis was also required and from this the requirements were
strengthened. This specifically translated into doubling the number of crossconnections between the tunnel tubes from 13 to 26. Bearing in mind apossible disaster, an escape route had to be created every 250 metresinstead of every 500 metres. Furthermore, the heat-resistant cladding of the
lining also had to be considerably thicker.
The Contract and Pro ject Management 267
Fig. 17.3a
Extending the scope;cross connection
under construction
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 269/292
In order to include these additional safety precautions as additional work, the
already concluded contract was renegotiated and this resulted in a propor-tionally large cost item: the amendments to the contract due to the safety pre-cautions were 50% of the total costs of modifications. The most desirablesituation is therefore that everything to do with safety which requires per-
mits is provided for prior to the contract being (finally) concluded and this isperhaps a point of improvement for a DBM contract. Perhaps dividing the
contract into phases can provide a solution here.
Procedures
With respect to the boring part of the project, it can be concluded that thecontract had a certain degree of effectiveness, a conclusion that, however,did not apply to the roads and engineering structures. The reason for this is
that environmental influences were such that the client had to make toomany changes to the reference preconditions with the result that the ten-dering advantage which the client had, was lost. Negotiating about changesafter the contract has been concluded – see also the above – has very little
advantage for the client.
A large number of procedures had to be undertaken – about 400 – of whichespecially the land acquisition which was necessary to carry out the project,was a tricky problem. A delay of 4 months arose, partly due to delays during
the land acquisition procedures and partly due to the extension of the con-tract (for example including the additional cross connections). The conse-quence of this was that the completion date of 14th November 2002 was
postponed to 15th March 2003.Ownership of land is one of the most legally protected matters all over theworld, and certainly in the Netherlands. The acquisition of land thereforerequires great precision. Compulsory purchase of land is only possible by
law, if it can be proved with 100% certainty that the project is going throughand in addition the client must be able to show what the project will look like.
This means that the design has to be extremely detailed, and agreement hasto be reached with the authorities granting the permits. Only after this, for-
mal compulsory purchase can begin, which is delicate and requires at least14 months to go through, whereas the contractor wants to start immediately
268 The Westersche lde Tunnel
Fig. 17.3b
Extending the scope;
cross connection
under construction
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 270/292
in a manner of speaking with the construction work. The necessity of thecompulsory purchase has to be proven because it is a ‘mortal sin’ to wrong-fully compulsorily purchase (too much) land.
Immediately after the contract was concluded, the client started all the pro-
cedures, which had to be gone through. The details of the design, which thecontractor was working on at that time, however, lead to a number of sub-stantial modifications. The client under pressure from the region had also
decided to make major changes to the design. The result was that the pro-cedures which had to be undertaken also had to be revised. This eventuallyresulted in a huge pressure of time. It was agreed with the contractor that it
would be able to start the construction work on a certain date and failure tofulfil this agreement would result in a claim for compensation. In order toprevent these claims and to speed up the land acquisition procedures, landhad to be purchased at higher prices.
The Contract and Pro ject Management 269
‘Go, no go’ clause in the contract
The reason that the construction of the tunnel was started on the southernbank was also dictated by problems concerned with fitting in with the
spatial planning. Not only was the construction of the starting shaft inZeeuwsch-Vlaanderen relatively easy technically speaking, the infrastruc-ture required was also present and the zoning plan already provided for afixed river crossing with approach roads. This was not the case on the north-
ern side: the Municipality of Borssele was being obstructive and the zoningplan was scrapped after the contract was concluded with KMW so a newprocedure had to be started up.The contract provided for a ‘go, no go’ clause in the event that it would turn
out not to be possible to complete all the procedures successfully: the workuntil then merely engineering and preparation could be cancelled until midAugust 1997 whereby the contract could be dissolved. The contractor wouldthen be paid compensation of 10 million euro.
Fig. 17.4
For the construction of the approach roads a
substantial amount of
soil had to be acquired
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 271/292
Since a new zoning plan procedure had to be undertaken in the Municipalityof Borssele, the project came under pressure. The options were:– continue in full and run the risk that the project would be cancelled at a
later stage due to the dissolution yet again of the zoning plan, which was
being drawn up in Borssele. The costs involved in this risk were about165 million euro;
– continue conditionally, whereby the contract would be dissolved. The
project could be restarted later, when the zoning plan of Borssele hadbeen finalized. The costs of this option: 10 million euro.
The client was of the opinion – incidentally also on the basis of a risk analy-sis carried out – that the likelihood was very small that the zoning planwhich was being drawn up again would be dissolved, and was in favour of
continuing the project in full. The chance of having to pay 10 million euroin ‘continuing conditionally’, was 100%, whereas in contrast there was onlya small chance that, in the case of ‘continuing in full’ 165 million eurowould have to be paid. The minister for Transport, Public Works and Water
Management decided to allow the project to go ahead in full.On 19th March 1999, the Council of State declared that all the objections tothe ‘Westerschelde Oeververbinding’ zoning plan of Borssele were unfounded.
The zoning plan was therefore irrevocable.
Management of the surroundings and stakeholder-management
It is self evident that infrastructure projects have an enormous impact onthe surroundings, an impact that is not always experienced as being equally
desirable: owners of land, people living in the neighbourhood and adminis-trative bodies often have other interests than those of the initiator and this
possible conflict of interests carries risks.In order to be able to adequately anticipate, respond to and prevent the proj-
ect running into delays with all the financial consequences of this, manage-ment of the surroundings is of crucial importance. This involves constantlylisting the bottlenecks and being in contact with the surroundings, for exam-ple an association of owners, looking for solutions together.
As soon as the ‘classical’ method of land acquisition threatened to getstuck, one of these solutions was found in the client issuing an offer of a‘co-operation premium’: if land owners abandoned legal procedures, theyreceived an amount for their land that was 20% higher than the value of the
land; a measure which turned out to be extremely effective.It is important that the client itself takes responsibility for the management of the surroundings and it is not passed onto the contractor. Not only does this
not form part of its core business, the contractor in addition is not a perma-nently involved party and will therefore show less interest in the surroundings.In other words, striving for a long-term relationship does not have priorityfor the contractor. The client is also always the first to be held accountable,
even if issues are concerned such as implementation permits which, con-tractually speaking, certainly come under the responsibility of the contractor.In other words, this is not easily compatible with the principles of a designand build contract.
Communication
Communication plays a large role in the management of the surroundings.A project such as the Westerschelde Tunnel can only be realized if public
support for this is sufficiently great and there is political will for it. Longbefore the first spade went into the ground, communication concerning theWesterschelde Tunnel project was therefore primarily aimed at propagating
‘goodwill’ for the project and was characterized by an active and very open
270 The Westersche lde Tunnel
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 272/292
set up. This policy worked well: initially it was a matter of a ‘hostile’ projectenvironment, gradually public opinion turned around and the project wasreceived with increasing enthusiasm.
Problems with the boring
The greatest project risks were related to boring the tunnel tubes and it wasprecisely here that the restrictions in the contract were clearly visible. First
The Contract and Pro ject Management 271
Fig. 17.5a
Damage to the lining
Fig. 17.5b
Damage to the lining
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 273/292
of all, a 6-week delay arose at the start of the boring process due to prob-lems with boring through the impermeable block. The next 300 metres werebored without too many problems, but the deeper the boring machines
went – on their way to the deepest part of the boring trajectory – and the
pressure was increasing, the more a structural pattern of damage becameevident in the construction of the lining. The problem first had to be investi-gated and the boring process was stopped. After a solution had been found
for the dimensioning problem of the segments, the boring process was alsorestarted. All too soon, at that time the boring machines had nearly reachedthe deepest point, new problems arose: the shields of both machines
appeared to be distorted and the boring process was stopped again toinvestigate this problem and to find a solution.
Delay of at least 8 months; no more incentive
All the problems taken together resulted in a delay of at least 8 months, of course depending on the later progress. This meant that the penalty clause
included in the contract (penalty of 136,000 euro for each day of the delayup to a maximum of 13.6 million euro 100 days) was no longer any incen-
tive for the contractor to complete the project quickly. The client feared thatthe contractor would only focus on cost optimization, which could meanthat fewer people would be employed for example, to save the high wagecosts for overtime. The idea that the project would be completed during
regular working hours was not very attractive for the client.The client then had to make the choice of whether to go to court or not. Centralfactors when considering this were particularly the planning in relation toterminating the ferry crossing and the loss of toll charges as a result of later
completion. The client decided not to go to court, but to reach agreementwith the building consortium. The result of this was a so-called ‘package deal’.
Introduction of bonus/malus system
It was agreed in the package deal that the completion date would be shiftedto 14th November 2003 and the penalty of 13.6 million euro incurred untilthen would be waived. A very important element was the introduction of a
bonus/malus system: for each day delay, the contractor had to pay a penaltyof 136,000 euro, whereas a day gained with respect to the completion datewould give the contractor a bonus of 68,000 euro.
272 The Westersche lde Tunnel
Fig. 17.6
One of the acceleration
measures concerned
the construction of theinstallation building at
the northern access
ramp on the caisson
which served as the
receiving shaft. In this
way the fitting out
could be started
sooner
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 274/292
This prospect of a bonus turned out to be extremely effective and by takingadditional measures the speed of the boring process and the fitting out workwent ahead by leaps and bounds. The tunnel was eventually put into opera-
tion on 14th March 2003, 8 months earlier than was agreed in the package deal.
Positive incentive works better than a penalty
The conclusion would seem justified that the introduction of a continuous
positive incentive in the form of a bonus payment has a much greater effecton the progress of a project than if there is only a (limited) penalty arrange-ment. However, for the client it is not always easy to assess what a feasible
plan is and to determine within what period such a project can be reason-ably realized. There was hardly any experience with bored tunnels in theNetherlands, and although many projects had already been carried outabroad, these experiences could not be copied exactly: each project has its
own specific circumstances and therefore no hard statements could bemade about the boring speeds to be realized.
Until the date on which the package deal was concluded, much less progresswas made than the previously expected 12 metres per day and nothing indi-
cated that this production rate would suddenly go ahead by leaps and bounds.The completion date of 15th November 2003 therefore seemed to be very real-istic. The fact that the contractor was able to complete the project much earlieris chiefly due to logistical and organizational measures: there was still an awful
lot that could be optimized, however, not without considerable investments.Not only were delays as a result of logistical problems solved to a large extent,also the introduction of a competitive element and a remuneration systemwithin the building consortium certainly improved the boring process.
External quality assuranceMonitoring versus supervision
The quality of the way in which the construction of a tunnel is carried outand the quality of the construction itself are of enormous importance for the
final result. The building in of tunnel rings, for example is an irreversibleprocess. Once part of the lining, the segments can no longer be removed andreplaced, even though this might well be desirable, for example because of damage.
The stipulation was included in the contract that the contractor would carryout the project subject to quality assurance and with this would checkand control the quality of its own working method and of its products. Theidea behind external quality assurance is that the client can monitor the
implementation of the work from a relatively large distance. If it turns out thatthe contractor is not able to deliver the agreed quality, this monitoring can beconverted into supervision, whereby it is checked much more explicitly
whether the contractor is carrying out its work properly. If the contractor’squality system works well, it is possible to supervise the work less intensively.
Assessment plan
The client uses an assessment plan to answer the question as to whetherthe contractor’s quality plan functions as it should. This includes three
types of assessments: system assessment, process assessment and prod-
uct assessment.These assessments must make clear whether the contractor carries outall the quality assurance measures in accordance with its quality plan, whether
the checks carried out by the quality assurance personnel also actually
The Contract and Pro ject Management 273
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 275/292
take place and whether they are correct as far as contents are concerned.The better the contractor’s quality assurance system works, the more theclient’s attention can switch from product assessments to process assess-
ments and system assessments.
System assessment
A system assessment focuses on the system with which the contractor checks
and guarantees its quality. This assessment considers whether the plannedassurance measures are carried out. In addition, attention is also focussedon business operations, which it is true, do not directly result in a product,but which do create conditions to enable the production process to run well.
Process assessment
A process assessment focuses on the process in which a product is realized.All of this is described in the working method descriptions drawn up bythe contractor, the so-called implementation schedule and work plans.
Following the work processes on the site, such as ring construction, fitting aheat-resistant covering, or installing a step barrier, are examples of processassessments.
Product assessment
A product assessment focuses directly on the finished product. Based ontests and checks, the client assesses the products on the degree to whichthey fulfil set requirements and/or technical specifications. Product assess-
ments provide information with which the quality records made by the con-tractor can be assessed for their reliability. Measuring the compaction of asand bed, verifying a measurement, taking asphalt and concrete samplesand checking a drawing, are all examples of a product assessment.
274 The Westersche lde Tunnel
Fig. 17.7
The cable suspended
U-shaped bridge;
as a result of quality
problems, repairs had
to be carried out
shortly after opening
Experience with external quality assurance – contractor quality
assurance
During the Westerschelde Tunnel project, the client established that the con-tractor’s quality assurance did not always function optimally. Deviations
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 276/292
were determined too often by the client and not by the contractor’s assuranceorganization. As a result, the client was obliged to put the emphasis moreon product assessments and to go from system and process-oriented moni-
toring to product control or even supervision.
A factor making the situation more difficult was that the contract did notprovide for the sanctioning of defects which had been determined duringthe process and system assessments. Only when critical deviations of the
product were established, could payments be withheld.In practice, it turned out that the contractor was still not sufficientlyfamiliar with working under external quality assurance. For the personnel
working on the primary process, quality assurance did not generally havethe highest priority; it was more important to bore and build as quickly aspossible. Due to the enormous financial interests that are at stake, the ques-tion is justified as to whether it is at all desirable to carry out such a large
project under external quality assurance. The financial interests of a con-tractor are so great that it is perhaps going too far to ask the contractor to
reject its own product if it does not meet the quality requirements.The inadequate functioning of the quality assurance system has resulted,
within the experience of the Westerschelde Tunnel project as alreadymentioned above, in the client altering the assessment strategy from moni-toring at a distance to a stricter supervision, certainly when the essentialparts (which cannot be repaired later or capital intensive parts) of the pro-
ject were concerned. A big concomitant advantage of this is that the clientcan have its own file; in the case of any claims, he can fall back on his ownobservations.
Safety during the construction stage
In December 1999, a major accident occurred in the western tunnel tube:four carriages loaded with concrete segments became detached and trav-elled at high speed into the tunnel where they crashed into the back of the
tunnel boring machine. Fortunately, nobody was injured, but the materialdamage was considerable. As a result of this accident, the Health and SafetyInspectorate stopped the work for several weeks.After the accident, the client adopted a much more active safety policy. In
addition to including safety care in the project plan, specific measures weretaken such as the formation of a ‘Safety Collaboration Group’ and the record-ing of accidents for trend analyses and improvement measures. The analysis,determination of trends and carrying out improvement measures was a
continuous process from that time.Initially, the NV Westerscheldetunnel and KMW both had their own safetyteams, whereby the client’s team checked the contractor’s team. Both were
responsible for safety but could interpret this differently and also assess(un)safe situations differently. With the setting up of the ‘Safety Collabora-tion Group’, the two safety teams were combined, so that all expertiseand capacity was collected together and the topic of safety could be worked
on more efficiently and effectively. The team, in which a lot of expertisewas brought in from the process industry, consisted of so-called highersafety experts, who worked part-time and under the supervision of the chief quality assurance officer of the client and the responsible contractor’s
group head.
The safety team focused on working out a series of specific measures, par-ticularly with respect to the recording and analysing of accidents, incidents,dangerous situations, promoting safety consciousness and drawing up
additional rules and regulations.
The Contract and Pro ject Management 275
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 277/292
New measures
In spite of all the measures, the safety team once more observed a worrying
downward trend in the first quarter of 2001. Incidents and near accidents
increased, while advice from the safety officers was ignored and regulationswere not complied with. Agreements which had been made with manage-rial staff were not consistently carried through and it also turned out that
there was insufficient checking of the agreements made. In the monthly
276 The Westersche lde Tunnel
Fig. 17.8a
Train incident
Fig. 17.8b
Train incident
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 278/292
safety report for January 2001, a remarkably high number of incidents werereported with trains in the tunnels and on the marshalling yard. A number of improvement measures eventually resulted in an increase in the safety
level:
– increasing the traffic control and the maintenance personnel;– tightening up of procedures;– more time for systematic maintenance to trains and the track.
Attention to safety
In conclusion, it can be stated that safety had low priority in the first stage of
the implementation; the attention was especially on the innovative nature of this equally unique, large and complex project and safety scored low. Not inthe last place, because in the event of defects, there are hardly any systemsin place to sanction ‘failure’, such as is the case for example in the process
industry. In the next stage of the project – compelled by circumstances andmainly initiated by the quality management of the client – the passive safety
policy was turned into an active policy. In this phase, a continuous processof recording, analysis and taking improvement measures was started. This
resulted in a continuous fall in the number of accidents and incidents.
The Contract and Pro ject Management 277
Fig. 17.9
All’s well that ends
well; arrival of the
tunnel boring machine
in Ellewoutsdijk
ri ht © 2004 Swets & Zeitlin er B V Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 279/292
18 – MAINTENANCE ASPECTS
F.W.J. van de Linde and D. Grevink
Contents of this chapter:
– Development of monitoring system • The importance of inspections and monitoring
• Investigation into monitoring possibilities
• Conclusions of investigation
– Maintenance system of the Westerschelde Tunnel
• Maintenance policy document
• Maintenance concept of NV Westerscheldetunnel
• Maintenance plan
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 280/292
Development of monitoring system
The importance of inspections and monitoring
In 1999 the importance of inspections and monitoring was again clearlyemphasized due to a serious incident which occurred in a tunnel in Japan: asa consequence of negligent maintenance a heavy piece of concrete (1,800 kg)fell out of the tunnel wall in a train tunnel. Monitoring and inspecting must be
geared as such, that every possible damage factor is recognised timeously, sothat the tunnel can be optimally managed and maintained on this basis.As mentioned before, the Westerschelde Tunnel was designed for a life spanof 100 years, in which the corrosion of the reinforcement of the tunnel wallhas been taken as the normative service limit state. Corrosion comes aboutin places on the inner surfaces and joints of the segments due to the pene-tration of CO2 (carbonatation) and on the outer surfaces due to the penetra-tion of chloride which comes from the salty ground water. The inner surfacesand joints are also exposed to the penetration of chloride due to leakage of the salty ground water and thawing salts. The limit state is a service limitstate in which a reliability index of at least 1.8 applies. This means acceptinga 1% chance that reinforcement could corrode within 100 years.
Damage during the implementation
In calculating the design of the segments on life span, no consideration wastaken into account of damage occurring to the lining during the construction
280 The Westerschel de Tunnel
Introduction
The Westerschelde Tunnel is the first bored tunnel in the Netherlands witha large diameter to be constructed at such great depth and in a corrosive
environment (salt water). Due to the visibility onto the concrete tunnel
walls being eliminated because of the application of the road foundations
and the heat-resistant cladding, it is not easy to assess the condition of
the lining. However, inspection and monitoring is of vital importance: a life
span requirement of 100 years has been set on the design, but does the
tunnel also comply with this in practice; does the reinforcement, particu-
larly at the repair spots for example, corrode sooner than expected? What
maintenance is necessary, should repairs be carried out and what are the
costs involved in this? The contractor is responsible for the maintenance
of the tunnel in the first 10 years. Yet, to ensure adequate maintenance,
the first requirement is to have a good picture of the processes which –
being out of sight – play a role in the lining. This is particularly important
because specifically during the starting phase of the construction of the
tunnel, damages came about to the tunnel lining.
However, at the start of the project the monitoring of bored tunnels was
still rather virgin territory. The specific design requirements in combination
with the exceptional implementation aspects and their consequences,
therefore made it necessary to initiate new developments in the field of
inspections and monitoring. The client therefore actually decided to have
a ‘pilot’ carried out which incorporated various detection technology tests
in order to examine how a monitoring system could be designed.
Firstly, this chapter deals with the development of a monitoring system for
the Westerschelde Tunnel, thereafter the maintenance system is dealt with.
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 281/292
phase. However, during the implementation there was damage to the con-crete segments as well as to the rubber sealing sections which take care of the waterproofing. In the first phase of the boring process the number of cases of damage were quite high, but were soon substantially reduced due
to the taking of a number of implementation measures. The damage spotswere repaired as much as possible, but it remained unclear whether theresult in respect of the quality, was comparable to the original materials.Also, damage on the outside of the segments could not be detected and socould not be repaired.
Although the repair spots are no longer visible, it is known where they aresituated: every segment is provided with a sequence number with which allthe details concerning the relevant segment are accessible. This informationnot only concerns the manufacture of the segment, but also the locationwhere the segment has been built in. Besides, in the cases of damage a
record was made as to what repairs have been undertaken.In view of the desired life span, it is most desirable to have instrumentsavailable with which one can establish how the repair spots behave. Theseinstruments (inspection and monitoring technology) must provide aninsight into:– leakages; leakages can act most destructively on concrete, but also on
heat-resistant cladding;– stresses at the spots of repair and of cracks caused as a result thereof;– the degree of ageing and deterioration of the repair materials;– the loosening or loose repair spots;– the risk of corrosion of the reinforcement steel due to the penetration of
chloride;
– the location where macro-cell corrosion occurs or can occur due to thepenetration of chlorides;– the location of major damages to the outside of the tunnel wall which
occurred during the construction phase;
Maintenance Aspects 281
Fig. 18.1
Damage to the lining
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 282/292
– possible shifts of the tunnel rings and segments due to changes in pressure;– deterioration of the sealing between segments and rings;– changes in the quality of the heat-resistant cladding.
Macro-cell corrosion One of the problems which could occur due to therelatively thin lining of the Westerschelde Tunnel in respect of other tunneltypes, is macro-cell corrosion. This factor could occur when the reinforcementof a concrete cross section which has been saturated with water on one side,continues from the saturated section through to the non-saturated sections.
282 The Westerschel de Tunnel
Fig. 18.2
Repair work
Water containingchloride
Anode
Cl 2Fe2
2H2O
2Fe(OH)2
4e
O2
Cathode
Air (inside)
Adequate electricalconductivity?
?
Moisture front
Fig. 18.3
The principle of macro-
cell corrosion
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 283/292
Maintenance Aspects 283
With this type of corrosion, also known as galvanic corrosion, the reinforce-ment steel becomes depassivated due to chloride in the saturated side,whereby simultaneously on the side which is not saturated with water – theaerated side – adequate oxygen can enter.
Attention for this factor is of direct importance to the Westerschelde Tunnel: thereinforcement on the outside of the tunnel could corrode due to an oxygensupply on the inside of the wall. This could occur in the short term at placeswhere the reinforcement on the outside has little or no covering, for exampledue to (unknown) damages which occurred during the building-in process.
Investigation into monitoring possibilities
As mentioned, the client undertook investigations into the possibilities tomonitor aspects in the Westerschelde Tunnel which are relevant for the lifespan and the management of the tunnel. To this end, a pilot monitoring sys-tem was built-in during the construction and fitting out of the tunnel. The
most important limiting condition for the investigation was that the moni-toring on the life span aspects had to be geared towards the determining of the exceeding of the service limit states. This provides the operator of thetunnel with the possibility of intervening, prior to the chance of an ultimateservice limit being exceeded becoming unacceptably big.Prior to the design and building-in of the pilot monitoring system, it wasfirstly determined on the basis of a so-called ‘potential investigation’, whatthe most suitable locations in the tunnel were to undertake the measure-ments. Low potentials could indicate corrosion and thus possible damageto the outside of the lining. It is precisely these ‘critical’ locations which pro-vide the most relevant and informative data for a monitoring system, cer-tainly where it concerns warning detection sensors. Besides, the locations
in the tunnel preferably had to be well accessible and hopefully would pro-vide altered data in the short term. Particularly the places where repairs alsohad been carried out on the inside of the tunnel, pre-eminently made theselocations suitable for monitoring.
Monitoring repairs
The spots of damage which arose during the construction of the rings were,where possible, repaired with a cement mortar. The possibility exists thatthese repair spots would loosen from the lining in the course of time. Thedirect consequences of this may not be serious, because the stainless steelreinforcement net in the fire-resistant cladding acts as a ‘safety net’. Thechances that pieces of rubble end up on the road surface are thereforeextremely small: the loose repairs are more or less kept in place. At the
same time this means that the loosening of repaired spots would generallynot be visible, certainly not at the bottom of the tunnel, where the lining iscovered with the sand–cement stabilization.However, it is of extreme importance for the management and maintenanceof the tunnel, to have an insight into the behaviour of repairs. Not only hasthe protective function of a loosened repair been lost, it also means animproper load of the reinforcement network of the heat-resistant cladding.In order to determine the loosening of repairs, there was a possible choiceof various types of sensors: resistance strain gauges, displacement trans-ducers (with a wider range) and the use of a breaking strings with whichcracking can be determined. The choice was made for the use of distortionsensors based on the resistance strain gauge principle. This provided the
best chance to observe an altered signal in the short term – and thus distor-tion. The resistance strain gauges were especially developed for applicationin concrete and positioned as such, that the loosening of a repaired spotcould be determined in two directions.
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 284/292
Monitoring moisture
Leakages can occur when the rubber sealing sections surrounding the seg-ments fail as a result of damage or age.It is very difficult to make ‘firm’ (and accurate) statements about the behav-
iour of these sealing sections in relation to the life span of the lining. Thereason for this is, amongst other things, that prolonged investigation intorubber sections cannot or can hardly be accelerated. Therefore, laboratorytests don’t provide a solution. Aside from that, the prolonged behaviour of rubber, to a major degree, is determined by the stresses and distortionswhich are present in the sections. These forces particularly played a partduring the building-in of the tunnel ring segments, and details about thesizes of the stresses and distortions and the creep and relaxation whichwere associated therewith, were hardly available. Besides, the compositionof the rubber varies from manufacturer to manufacturer and sometimes amanufacturer supplies a number of compositions or he changes the com-position in the course of time. This makes the gathering of reliable informa-
tion for prolonged investigation difficult.
Discharge pumps There is hardly a single tunnel which is fully watertightand that is why there are always pumps present which pump the wateraway from the tunnel. Per tunnel tube, the Westerschelde Tunnel has twopump cellars, located at the deepest points of vertical alignment, one underthe Pas van Terneuzen and one under Everingen. There are two pumps inevery cellar. The measuring of the discharge of the four pump systemsprovides amongst others important input for the monitoring of the totalleakage in the tunnel.
Leakage detection Aside from measuring the total quantity of water which ispumped out of the tunnel, the location of a leak can also be determined
relatively simply. The presence of water can be shown by means of a certaintype of sensor cable, and also – in a certain configuration – the location ofthe leak can be traced. The choice for this type of sensor was made becausethe presence of (conductive) water could be shown immediately, and the
284 The Westerschel de Tunnel
Fig. 18.4
Damage to the rubber
sealing section
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 285/292
Maintenance Aspects 285
monitoring of a large portion of the lining was possible in a relatively cheapway. There had not been any experience yet in civil engineering applicationswith this type of sensor, but during the monitoring of, for example computerrooms, cellars and storage areas, already a lot of experience had been
gained.The cable – Sensor Cable Resistive (SCR) – consists of two or four cores. Atthe outer end two cores are connected via a resistor. The sheath of these twocores is perforated across the full length. When the cable comes into contactwith water and there is a short circuit between both cores in the cable, theresistance of the entire system will reduce strongly. By means of addedcores in the cable, the location of the moisture load can be determined rea-sonably accurately.
Positioning moisture front The monitoring of moisture is not only of importance in view of leakages, but also because of the possible occurrenceof macro-cell corrosion in the tunnel segments. In order to be able to make
a statement about this, it is important to know where the moisture front inthe concrete is located. A (ground) water pressure is permanently presenton the outside of the tunnel wall. Through evaporation the concrete can dryout to a certain depth inside the tunnel, so that oxygen may freely enter theinner reinforcement. Aside from this, it is important to determine what rolethe heat-resistant cladding plays in the water regime in the lining. To be ableto answer these questions, some multi-ring electrodes were built in.
A multi-ring electrode measures the electrical resistance of the surroundingconcrete and this resistance forms an indirect measurement of the moisturecontent: the higher the moisture content in concrete, the lower the resist-ance. In any case, it is not the absolute moisture content that is measured,but the measurements provide a picture of the development of the quantityof moisture in the course of time.The best results are achieved when the sensors can be cast into the con-crete, but there was also some experience with the electrodes having beenbuilt-in afterwards. The electrode consists of multiple metal rings spaced a
short distance from each other. The multi-ring electrodes are placed into adrilled hole in the concrete, and the space between the rings is filled withgrout which has an electrical resistance comparable with that of the sur-rounding concrete. Using this technique, an indication of the moisture
d
H
x
Penetration and absorption
H2O vapour
evaporation
(d x) air
H2O
M o i s t u r e f r o n t
Fig. 18.5
Representation of
positioning of
moisture front
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 286/292
content can be attained at various depths (7 till 42 mm, with 5 mm steps)under the concrete surface. This range is related to the cover of 50 mm.
Monitoring macro-cell corrosion
It is of importance to establish to what extent the lining is exposed to themacro-cell corrosion factor. The expectation is that there are damage spotson the outside of the lining whereby the reinforcement of segments couldpossibly be in contact with salt water. This could cause the coming aboutof macro-cell corrosion, which in any case would also be dependent on thepositioning of the moisture front in the concrete.Based on the extensive potential measurements, it appeared that in a numberof segments a rather low potential was present. Especially in the keystones,almost twice as many lower values were present than in the other segments.If that potential is reduced further, the chance of corrosion increases. It istherefore of importance to be able to monitor the potential changes in thecourse of time. In this, use can be made of reference-electrodes.
There is a wide choice of reference-electrodes at hand for the carrying outof potential measurements. The choice was made for the building-in ofmanganese dioxide electrodes due to their utmost reliability and extensivestability. Manganese dioxide electrodes (MnO2) consist of a paste of man-ganese dioxide on a graphite core material in a 0.5 molar NaOH-solutionwith a cement-bonded plug for the contact with the surrounding concrete.Aside from that it was also considered to monitor the chloride content in theconcrete. Various chloride sensors are being developed, but all of them havethe disadvantage that they are still insufficiently stable in the time-scale thatchloride penetration takes place. No tests were therefore done with suchsensors.
The measuring of atmospheric circumstances in the tunnel
Aside from the abovementioned measurements, it is useful to measure thetemperature, relative humidity and the carbon dioxide content at a numberof locations in the tunnel tubes. These atmospheric circumstances are of influence for the damage factor which could occur on the inside of thelining. The measuring of the atmosphere inside the tunnel is of importancefor the interpretation of the monitoring results and for the designing of newtunnels.
Conclusions of investigation
When it was decided to carry out the investigation, a large portion of the
Westerschelde Tunnel had already been fitted-out: the lining was completelyfinished and to a large extent the fire-resistant cladding had been applied.Sensors could be placed relatively simply only at the places where therewas not yet a heat-resistant cladding. It is therefore strongly recommendedfor new bored tunnels which are to be constructed in the Netherlands, thatthe monitoring of life span aspects are already included in the design stage.It is only then that an optimal monitoring system can be designed. Besides,the costs are then much lower than if the sensors have to be built inafterwards.With the pilot test it was proven that it is possible to successfully buildthe different sensors into a bored tunnel and this was reason enough for theclient to decide to set up a monitoring system based on the pilot system.
During the test period all the sensors placed provided confidence-inspiringmeasuring values. Due to the events for which the sensors have to warn,not being expected in the first years of the existence of the tunnel, it will stilltake a while before the sensors will actually be able to prove themselves.
286 The Westerschel de Tunnel
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 287/292
Maintenance Aspects 287
There are different possibilities for automating the readings of the sensors.For the leakage detection cable for example, a permanent monitoring sys-tem with a warning by means of an LED is possible, but for this, the meas-
uring cabinet must be connected to the supply mains. A similar solution canalso be realised for other means of detection. Aside from that it is possibleto read all the sensors remotely, so that analysis of the data is possible bymeans of a computer in the tunnel operating centre. For this, a connectionmust be made to the information systems present in the tunnel.In any case the resistance strain gauge measurements are carried out per-manently and recorded locally in the transmitter in the tunnel roof near thesensors. This data can be downloaded onto a laptop computer situated atroad level.
Maintenance system of the Westerschelde
Tunnel
Aside from the design and the construction of the Westerschelde Tunnel andthe approach roads, the contracting combination KMW is also responsiblefor the maintenance of the tunnel and the approach roads for the first 10years after completion. The most important requirement set for this main-tenance, is that the maintenance must be carried out as such, that the rivercrossing still complies with the functional requirements incorporated in thereference limiting conditions after 10 years.The starting point for the development of the maintenance system was theMaintenance Policy Document, which was part of the offer by the contract-ing combination KMW for the design, construction and maintenance of the
tunnel. The policy document, of which the first written version alreadyappeared in the early 1990s, stems from 1995. The assumption was thatKMW would take on all the tasks with regard to management, maintenanceand monitoring. Exceptions to this were the policy making in the field of
Fig. 18.6
Reading of sensor
information
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 288/292
management, the monitoring and guiding of the traffic and the monitoringof the tunnel system from the control room in the service building.
Maintenance policy document
In respect of the maintenance to be carried out to the various sections of theriver crossing, the maintenance policy document provided for a differentia-tion between the daily surveillance, the visual and technical inspectionsand the annually recurring maintenance. The method of maintenance wasspecified for the installations in which scheduled preventive maintenance,condition-dependent maintenance, usage-dependent maintenance andcorrective maintenance were differentiated. Dependent on the importance(vital, important, or not important) of the various sections of the river cross-ing, one of these methods could be applied. This was drawn up in a sched-ule for all activities during the first ten years after the tunnel has been put
into operation. This schedule indicated at what frequency the described fixedactivities (inspection, maintenance, replacement) would be carried out:– the maintenance to roads and roadsides outside the tunnel is limited to a
maximum of one driving lane during a working day between 09.00 and16.00 hours.
– in order to carry out maintenance activities in the tunnel, every twoweeks one tube will be closed off from Friday 20.00 hours to Saturday08.00 hours.
– for technical inspections and major maintenances which are carried outonce every fifteen years, one tunnel tube will be closed for 3 weeks fromMonday to Friday between 20.00 and 07.00 hours.
Requirements for the design and construction in view of maintenance Requirements were set for the design and the construction of the tunnelwhich concerned the maintenance during the operational phase. In the firstinstance the design and the elaboration of the (main)sections had to be
288 The Westerschel de Tunnel
Fig. 18.7
Maintenance work
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 289/292
maintenance-friendly. Aside from that, inspection facilities had to be appliedwith which the life span and the reliability of the various (main)sections of the structure could be determined. In addition, the (main)sections had tobe accessible, and finally the cable gallery had to be accessible from both
mainland ends. The last two conditions were amply complied with. Bothcable galleries are accessible from both ends and extensive attention waspaid to the accessibility of all (main)sections.
Maintenance-friendly design In respect of the first condition – amaintenance-friendly design – it can be noted that the attention in the firstinstance, was particularly geared towards the realization of functionality,whereas the check pertaining to a maintenance-friendly implementation ordesign occurred to a limited degree. The maintenance-friendly design was arecurring theme during the preliminary consultations between KMW andNV Westerscheldetunnel. This is reflected particularly in the layout of thetunnel, in which almost all the installations are accessible for maintenance
when a single driving lane (and not a whole tunnel tube) is closed off.
Monitoring system In order to determine the reliability of the tunnelconstruction, inspection facilities have been applied on a limited scale soas to (particularly) monitor the leak water and the quality of repairs to thelining. With the facilities that were applied in the first instance however, itwas insufficiently possible to be able to make credible statements aboutthe quality of the lining. That is why an arrangement was made with thecontractor to further extend the monitoring programme into a representativemeasuring programme.Aside from the quality of the lining, the functioning of the tunnel installa-tions is naturally of critical importance for the tunnel users. In order to keepan eye on the reliability of the installations, two tracks were worked out: onthe one hand a large number of faults are signalled directly to the tunneloperator which meant that an on-line monitoring programme as it were,was used. On the other hand the inspection schedule is worked out in themaintenance plan on the basis of a chance-of-failure analysis. In this theresults of the inspections are expressed in a chance-of-failure, which if neces-sary, provides the input for the actual maintenance activities.
Maintenance Aspects 289
Fig. 18.8
Maintenance
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 290/292
Maintenance concept of NV Westerscheldetunnel
At the time of signing the contract in which, as mentioned before, it wasarranged that the contracting combination was responsible for the main-
tenance of the tunnel in the first ten years after being put into operation,a clear concept of the maintenance was still missing on the client’s side;a gap which was filled in the summer of 2001 with the establishing of the‘Maintenance Concept Westerschelde Tunnel Complex’. Later, in the 4thquarter of 2001 and the 1st quarter of 2002, a link-up was sought with thecontract documents with KMW.The concept can be summarised as follows: steering during the operationalphase can be viewed as the taking of measures on the basis of signalsreceived. These signals can be divided into two categories:– signals which indicate that the usage no longer complies with the
expectations;– signals which indicate that the usage possibly no longer complies with
the expectations.
Maintenance targets The first category mainly deals with companytargets such as the desired/expected yield on invested capital, the safety forthe users and the accessibility of the Westerschelde Tunnel. If the targets arenot realised, the cause must be established and it must be investigated tosee if it is possible to remedy the bottlenecks by means of certain investments.Strategic decisions are mainly the basis of this manner of steering.
Upkeep On the other hand – and this is the second category of steering –the Westerschelde Tunnel of course is subjected to an ageing process whichcan lead to the fact that the tunnel (and its use) no longer complies with the
expectations; this is the field of maintenance. On the basis of inspectionparameters it has to be assessed whether the object can continue to complywith the expectations, or predicted when certain measures have to be taken.This assessment is placed next to the determined intervention levels andthen gives insight into the development (degeneration process) of the object(including installations). This is particularly important to be able to makestatements about major maintenance activities in the future. These measuresmust fit in with the company targets described above. This means that theroads and the tunnel must remain accessible to a maximum, the maintenancemust take place at the least costs and the safety is guaranteed at all times.The cohesion of these factors determines the upkeep strategy of the NVWesterscheldetunnel.
From concept to maintenance plan: steering towards functionality
The moment the concept was complete, it was immediately clear that this didnot link up to the existing Maintenance Policy Document and MaintenanceAgreement. As already indicated above, the Maintenance Policy Documentwas based on frequencies of activities and not on steering on the basis of sig-nals. An important limiting condition in the elaboration of the concept givento KMW, was that this concept was not allowed to lead to extra costs for theNV Westerscheldetunnel. That is why, in the 4th quarter of 2001 and the 1stquarter of 2002, a link-up was sought between the maintenance concept andthe contract documents with KMW. In this the most important item was, thatthe steering on the basis of fixed frequencies of the maintenance activities
should be abandoned; instead, steering had to take place on the functionalityof the civil structures and installations. In order to get this arranged, the refer-ence limiting conditions and the contractual paragraphs about the availabilityas being important testing criteria, were further elaborated upon.
290 The Westerschel de Tunnel
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 291/292
Maintenance plan
Reference limiting conditions and maintenance plan
The reference limiting conditions made up the checking document in thedesign and construction phase. In this, the functionality and lifespan towhich the work had to comply with on delivery, were described. The crux of the contract with the contracting combination KMW, is that the river cross-ing still has to comply with the reference limiting conditions after 10 years.This means that KMW is continually tackled about the functionality andlife span of all sections. KMW was requested to set up the maintenance planas such, that steering would take place on the functionality while the devel-opment of the life span was being monitored. This means that on inspection,
the functionality would be tested and on that basis, the maintenance activ-ity would be determined. The determined maintenance frequencies werethus finalised.Naturally there is a fixed scheduling for the smaller annually recurring main-tenance. This includes, amongst other things, the lubricating of installationsand the preservation of steel structures; the basic activities to upkeep theproject.In light of the ‘steering towards life span’, it is important that the degenera-tion process of the different sections is mapped out. That is why, amongstother things, the previously mentioned arrangement was made with KMWto place sensors in the lining as part of a monitoring system. With this thedegeneration process of the tunnel is (partially) put into picture.
Availability and maintenance plan
The maintenance policy document – as shown previously – provides fortime frames in which the maintenance must take place. In principle this
Maintenance Aspects 291
Fig. 18.9
Maintenance
ri ht © 2004 Swets & Zeitlin er B.V. Lisse The Netherlands

8/21/2019 The Westerschelde Tunnel
http://slidepdf.com/reader/full/the-westerschelde-tunnel 292/292
292 The Westerschel de Tunnel