Embed Size (px)
Citation preview

THE WOLFSON CENTREfor Bulk Solids Handling Technology
STORAGE, HANDLING AND FLOW OF BIOMASS MATERIALS
A Review
Mike Bradley
Rob Berry
0000

What is biomass?
Organic wasteSewage sludge, shredded refuse
“Coproducts”, “Residues”Waste but avoiding the “W” word!
From food, agricultural, or forest / timber / paper processing
Straw, bits of tree, olive stones etc.
Energy cropsChipped wood, cut elephant grass

The Wolfson Centrefor Bulk Solids Handling Technology
Cereal coproduct: wheatfeed pellets
Pellets and fines
Rounded
Like any other free-flowing bulk solid

The Wolfson Centrefor Bulk Solids Handling Technology
Milled nuts
Sticky, cohesive
Particles roughly rounded
Like any other cohesive bulk solid

The Wolfson Centrefor Bulk Solids Handling Technology
Chopped straw
Long, stringy particles
Special behaviour

The Wolfson Centrefor Bulk Solids Handling Technology
Miscanthus (elephant grass)
Long, stringy particles again
Special behaviour
The Wolfson Centrefor Bulk Solids Handling Technology
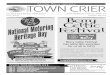
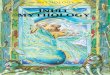
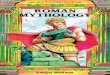
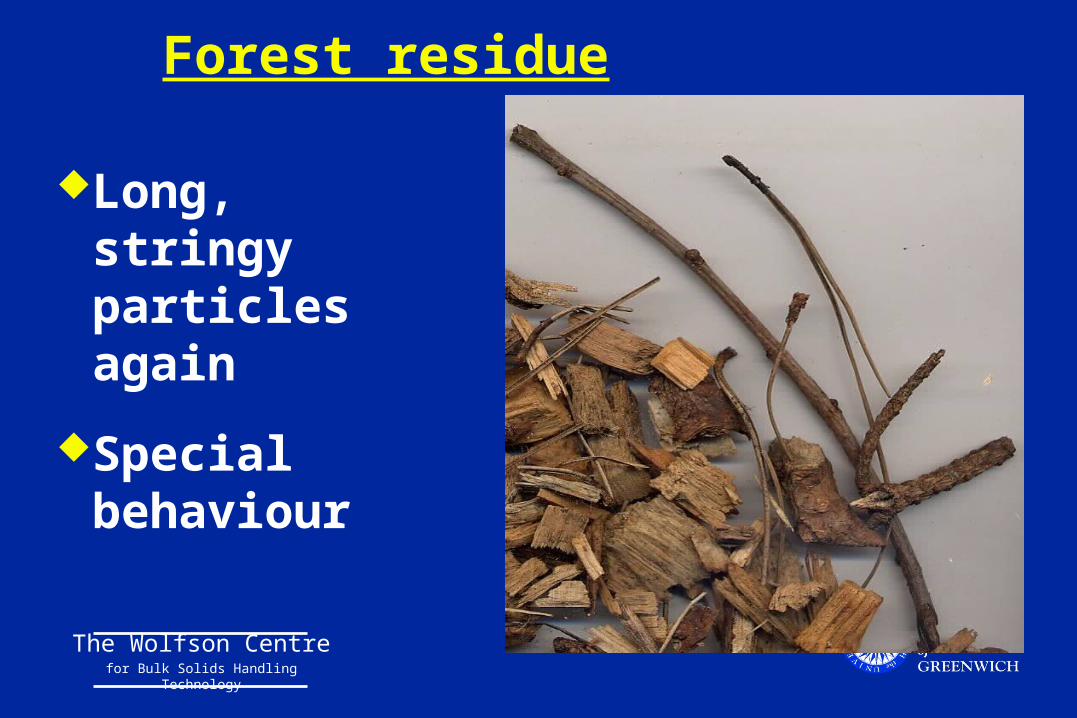
Forest residue
Long, stringy particles again
Special behaviour

Other examples
Horse or poultry bedding
Whole pallets
Wet leaves
Meat waste
Features
Biomass is not one material!
All different handling properties
No one handling system can deal with all biomass (economically)
Special characterisation techniques available

Biomass macro-economics
Renewable energy costs more
Currently adds around £20 to the household annual power bill
Target is to rise to £50 when about 20% of our power from renewables
Sustainability of biomass depends on cross-subsidy from fossil fuels

The Wolfson Centrefor Bulk Solids Handling Technology
The ROCs system
The Renewables Obligation
ROC = Renewables Obligation Certificate
Granted for a certain quantity of power produced from certified renewables (1MWh = 1000 “units”)
Each generator must show a target proportion of their output from renewables
Proof is in submission of ROCs at end of year

The Wolfson Centrefor Bulk Solids Handling Technology
ROC trading Generators with a surplus of ROCs can sell them
Those who haven’t earned enough can buy
The market fixes the price
Allows “dirty” generator to carry on making cheap electric from fossil fuels
Whilst they subsidise the “green” generators using wind, biomass etc

ROC bandingOr “When is a ROC
not a ROC?”
More costly renewables are given more ROCs to subsidise themOffshore wind 2
Solar PV 2
Cheaper ones given less ROCsBiomass co-firing 0.5
Conversion of existing power plants from fossil to biomass 1.5 but falling to 1

The Wolfson Centrefor Bulk Solids Handling Technology
ROC rebanding
October 21 2011:
Proposed changes to how many ROCs issued per MWh of generation:
http://www.decc.gov.uk/en/content/cms/news/pn11_85/pn11_85.aspx
The Wolfson Centrefor Bulk Solids Handling Technology
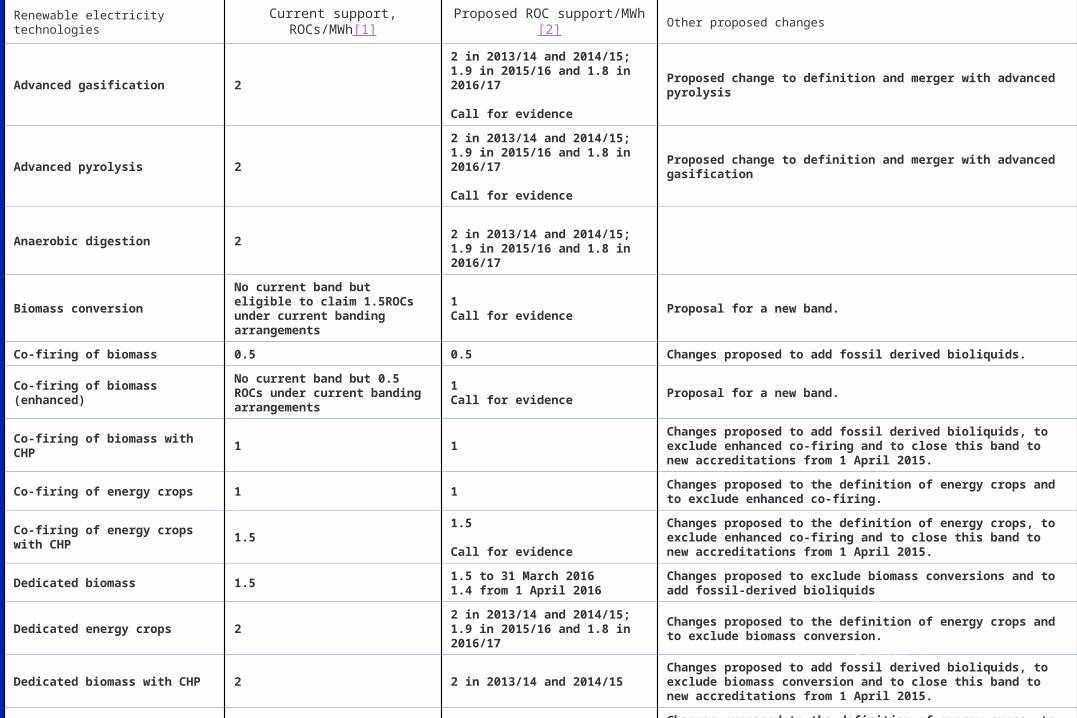
Renewable electricity technologies Current support, ROCs/MWh[1] Proposed ROC support/MWh[2] Other proposed changes
Advanced gasification 2
2 in 2013/14 and 2014/15; 1.9 in 2015/16 and 1.8 in 2016/17
Call for evidence
Proposed change to definition and merger with advanced pyrolysis
Advanced pyrolysis 2
2 in 2013/14 and 2014/15; 1.9 in 2015/16 and 1.8 in 2016/17
Call for evidence
Proposed change to definition and merger with advanced gasification
Anaerobic digestion 2 2 in 2013/14 and 2014/15; 1.9 in 2015/16 and 1.8 in 2016/17
Biomass conversionNo current band but eligible to claim 1.5ROCs under current banding arrangements
1Call for evidence
Proposal for a new band.
Co-firing of biomass 0.5 0.5 Changes proposed to add fossil derived bioliquids.
Co-firing of biomass (enhanced)No current band but 0.5 ROCs under current banding arrangements
1Call for evidence
Proposal for a new band.
Co-firing of biomass with CHP 1 1Changes proposed to add fossil derived bioliquids, to exclude enhanced co-firing and to close this band to new accreditations from 1 April 2015.
Co-firing of energy crops 1 1Changes proposed to the definition of energy crops and to exclude enhanced co-firing.
Co-firing of energy crops with CHP 1.51.5
Call for evidence
Changes proposed to the definition of energy crops, to exclude enhanced co-firing and to close this band to new accreditations from 1 April 2015.
Dedicated biomass 1.51.5 to 31 March 20161.4 from 1 April 2016
Changes proposed to exclude biomass conversions and to add fossil-derived bioliquids
Dedicated energy crops 22 in 2013/14 and 2014/15; 1.9 in 2015/16 and 1.8 in 2016/17
Changes proposed to the definition of energy crops and to exclude biomass conversion.
Dedicated biomass with CHP 2 2 in 2013/14 and 2014/15Changes proposed to add fossil derived bioliquids, to exclude biomass conversion and to close this band to new accreditations from 1 April 2015.
Dedicated energy crops with CHP 2 2 in 2013/14 and 2014/15Call for evidence
Changes proposed to the definition of energy crops, to exclude biomass conversion and to close this band to new accreditations from 1 April 2015.
Energy from waste with CHP 10.5Call for evidence

The Wolfson Centrefor Bulk Solids Handling Technology
Handling and storage issues with biomass
Low density – so large quantities
Poor flow – and all different
Dust emission
Bio-activity – may self-heat
Sensitivity to water – need to keep dry

The Wolfson Centrefor Bulk Solids Handling Technology
Energy density by volume
0 5000 10000 15000 20000 25000 30000
Coal
Wood chips (30%MC)
Log w ood (stacked -air dry: 20% MC)
Miscanthus (bale -25% MC)
Wood pellets
Volumetric energy density MJ/m3

The Wolfson Centrefor Bulk Solids Handling Technology
Bulk density of raw biomass fuels
Govt of Ontario

Fundamental Issues;Dust Emission
Many biomasses contain high dust levels and have great potential to emit that dust
“Surface dry” at high moisture (even 20%) Coal saturated at about 6% Coal itself becomes more dusty when co-
handled with biomass
Also have lower density and more complex particle shapes
Varies within “same” material in specification

The Wolfson Centrefor Bulk Solids Handling Technology
Key dust hazards:
Health
Explosion risk
Mess

Inhalation of Biomass Dust
More mobile than coal dust
Stays suspended better than coal dust
Much greater health danger than coal dust Danger of “Farmer’s Lung”
(Alveolitis) Common in those handling biomass
in agriculture Can stimulate allergic reaction Long term exposure can be
debilitating

Aspergillus Mould
Grows freely on organic matter at +14% moisture approx.
Commonly present still on materials that have been dried
Principal pathogen for Alveolitis
Many other hazardous moulds found in biomass

Wet cleaning and wet dust suppression MUST NOT be used!
E.g. Spilt maize attracted dampness
Mouldy in a few days
Dusty areas must be kept dry
Dust must be kept inside

Reducing dust emission
Mainly at transfer points
Covers required Must be easy to open AND CLOSE! (For
maintenance)
Dust extraction NOT a panacea for inadequate enclosure Poor enclosure will greatly increase air volume to be
extracted
Chute designs
Enclosure of towers Keeping draughts out!

The Wolfson Centrefor Bulk Solids Handling Technology
“Hood and Spoon” design
Gentle transfer to avoid knocking dust out of flow
Design curve to suit particle trajectory
Adjustment needed on site
Definitely NO wet sprays!
Martin Engineering

The importance of housekeepingPrimary explosions
initiated by ”ignition sources”Localised, small
Secondary explosions initiated by primary explosions.Utter devastation
Diagram: Dave Price, Gexcon

Dust layershow much dust is too much?
1 mm dust layerfull ceiling height = 5 m, 100 g/m3, ”ceiling height" = 1 m 500 g/m3.
Well into the explosible range!
Calc’s and diagrams by Dave Price, Gexcon

The Wolfson Centrefor Bulk Solids Handling Technology
Secondary explosion – utter devastation

The Wolfson Centrefor Bulk Solids Handling Technology
Design to aid good housekeeping
1mm of dust?
Open flooring

The Wolfson Centrefor Bulk Solids Handling Technology
Sheet over “girts” or add sloping dust-
shedder plates

The Wolfson Centrefor Bulk Solids Handling Technology
Dust refuges on top of cabinets
Again, add shedders

The Wolfson Centrefor Bulk Solids Handling Technology
Keep heat sources clean
Or risk smouldering fires leading to ignition

The Wolfson Centrefor Bulk Solids Handling Technology
Core Flow:Undesirable for
biomass in some circumstances
Flow from top of material
Static material
Discharge through
central flow channel
“first in last out” discharge
“dead” regions of product
erratic discharge caused by product on product shear during emptying
central discharge channel
exaggerates segregation effects of particles
hopper half angle shallower
poor stock rotation
Caking and biological spoilage
high storage capacity for a given headroom – but often not all can be discharged
0000

The Wolfson Centrefor Bulk Solids Handling Technology
Mass flow:Desirable for
biomass
“first in, first out” discharge
all storage capacity is “live”
consistent discharge encouraged by the reduced levels of shear generated as the product discharges against relatively smooth wall material - not static product
degree of remixing during discharge minimises segregation effects
hopper half angle relatively steep – depends on biomass and surface
relatively lower storage volume for a given headroom - but all the product can be retrieved
Requires well designed feeder interface
All material in motion during discharge
Shear occurring at
walls of vessel
0000

The Wolfson Centrefor Bulk Solids Handling Technology
Sometimes the powder flow properties and the equipment design are just not compatible!

2004: Three distinct types of biomassfrom a HANDLING point of view
“CLASS 1”: Rounded particles, free-flowing: Pellets and dry powders (not too fine)
“CLASS 2”: Rounded particles, cohesive: Milled nuts, wet powders; fine powders
“CLASS 3”: Flaky/stringy particles – extreme shape: At least one dimension much smaller than other two!
Chopped straw and grass;
Sawdust, wood shavings, chicken litter
Shredded paper or plastic;
Many wastes from sheet material
Herbaceous materials

The Wolfson Centrefor Bulk Solids Handling Technology
Core flow bins with non-free-flowing
materials
Tendency to rat-hole
Not recommended for class 2 or class 3 materials!
The Wolfson Centrefor Bulk Solids Handling Technology
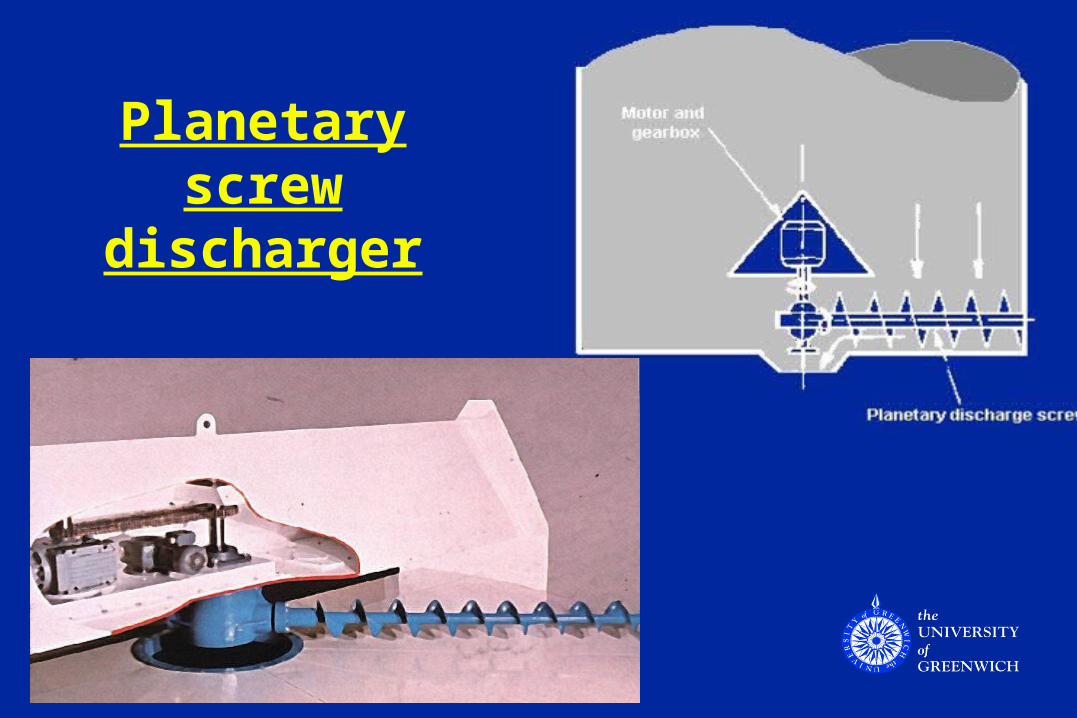
Planetary screw discharger

The Wolfson Centrefor Bulk Solids Handling Technology
Push floor (sliding frame) discharger
Hydrauliccylinder
Reciprocating framework
Dischargescrew

The Wolfson Centrefor Bulk Solids Handling Technology
Push floor discharger
1. Hydraulic Power Pack2. Rear Beam for Cylinder Mounting3. Hydraulic Cylinders4. Push Elements5. Levelling Screw6. Discharge Head7. Metering Discharge Screw8. Fall Chute
Picture:
Saxlund International

The Wolfson Centrefor Bulk Solids Handling Technology
Problems with full-live-bottom for flaky/stringy (“class 3”) biomass
High stress at base
Creates great strength in material
High forces on mechanism
Severe wear and screw breakage In planetary or multiple screw machines
Need wide, shallow bunker In sliding-frame type machine
Great expense to get ruggedness needed!

The Wolfson Centrefor Bulk Solids Handling Technology
Mass flow as a cheaper option Many “class 3” biomasses
have moderate wall friction Especially against UHMW-
polyethylene lining Mass flow at reasonable
angle
Low stress at outlet Flow occurs by relieving
stress, not by increasing it! Reduced load on feeder
Smaller feeder

The Wolfson Centrefor Bulk Solids Handling Technology
Wedge-shaped mass flow bin
Twin screw outlet
Very steep walls for highly frictional material
Most cases do not need such steep walls!

The Wolfson Centrefor Bulk Solids Handling Technology
Pelletisation of biomass
Reducing delivery cost
Reducing handling challenges
Reduced variation in handling properties
Lower project cost

Case study:pelletisation versus
chip 10,000 tpa of wood
Delivered 10 miles
Using 8-wheel tipper (body 15m3)
Assumptions: Fuel consumption 6mpg fully loaded, 12mpg lightly loaded Diesel £1.35 per litre Driver cost £24/hr Average speed 15 mph Ignore purchase and depreciation

Pelletiser
5.5kW motor
Produces 0.5 tph
Electricity cost £0.09/kWh11kWh/tonne x 10,000 tonnes x £0.09/kWh
= £9,900 pa electricity cost
Milling energy ignored

The Wolfson Centrefor Bulk Solids Handling Technology
Transport costs - for 10 miles delivery
For a transport distance of 10 milesTransport costs: chip pelletisedBody capacity 15 m3Bulk density 180 600 kg/m3Hence actual weight per delivery 2.7 9 tonnesDeliveries per annum 3704 1111 deliveriesMiles light 74074 11111Miles fully loaded 11111Diesel used pa 6173 2513 gallonsCost of diesel £37,500 £15,268 £ paDriver hours per delivery 0.67 0.67Driver hours pa 2469 741Driver cost per hour £24.00 £24.00Driver cost pa £59,259 £17,778Cost of pelletising £0 £9,900 £paTotal costs £96,759 £42,946Transp. & proc. cost per tonne £9.68 £4.29

The Wolfson Centrefor Bulk Solids Handling Technology
Characterisation – more critical for biomass
Flow properties
Dustiness testing
Friction
Density
Caking
Moisture
Size and shape
Explosibility

The Wolfson Centrefor Bulk Solids Handling Technology
Choice of biomass cases for design
No one system will handle all biomass materials
But experience shows that systems designed for one biomass will soon be burning another!
Consider this in design

The Wolfson Centrefor Bulk Solids Handling Technology
Plan for the long term
Change in fuel portfolio is a given
Allow space for retrofit

The Wolfson Centrefor Bulk Solids Handling Technology

The Wolfson Centrefor Bulk Solids Handling Technology
Contents of the Guide
Coverage: Biomass handling and biomass/coal co-handling
Part I: Basic problems
Part II: Guide to practice on existing coal-handling installations gearing up for biomass
Part III: Guide to practice for new installations

THE WOLFSON CENTREfor Bulk Solids Handling Technology
University of Greenwich
Medway School of Engineering
Tel 020-8331-8646: Fax 020-8331-8647
www.bulksolids.com