Embed Size (px)
Citation preview

13:20-14:50
Thermal-Hydraulics in Nuclear Reactors
International graduate course Tokyo Institute of Technology
October 2009
Professor Research Institute of Nuclear Engineering
University of Fukui Hiroyasu MOCHIZUKI

i
Contents
1. Two-phase flow
1.1 Flow regime
1.2 Void fraction and steam quality
1.3 Relationship between void fraction and steam quality
1.4 Pressure loss
1.5 Drift flux model
2. Thermal-hydraulics in the reactor
2.1 Homogeneous flow model
2.2 Separated flow model
2.3 Two-fluid model
2.4 Heat transfer correlations
2.5 Critical flow
2.6 Single-phase discharge
3. Thermal-hydraulic issues in components
3.1 Safety parameter of the fuel assembly
3.2 Pump
3.3 Steam separators
3.4 Turbine system
3.5 Valves
3.6 Piping
3.7 Heat exchangers
3.8 Control rod
3.9 Example of the plant
4. Plant stability
4.1 Channel hydraulic stability and core stability
4.2 Ledinegg instability
4.3 Density wave oscillation
4.4 Geysering
4.5 Chugging
5. Application of component modeling to the nuclear power plant
5.1Plant transient in Liquid-metal-cooled fast reactors
5.1.1 Heat transfer between subassemblies
5.1.2 Turbine trip test of ‘Monju’
5.1.3 Natural circulation of sodium cooled reactors
5.2. Chernobyl accident

ii
Nomenclature
A area (m2)
C or Cp specific heat capacity (J/kg K)
CD discharge coefficient (-)
C0 distribution parameter (-)
c sound velocity (m/s)
D diameter (m)
De equivalent diameter (m)
e total energy (J/kg) or parameter (-)
F heat transfer area per unit length (m2/m) or Force (N)
G mass velocity (kg/m2s)
GD2 pump inertia (kg m2)
g gravitational acceleration (m/s2)
H pump head (m)
h heat transfer coefficient (W/m2 K)
i enthalpy (J/kg)
j superficial velocity (m/s)
k thermal conductivity (W/m K)
L length (m) or perimeter (m)
M Mach number (=u/c)
m mass flow rate (kg/s)
N rotational speed (rpm)
Nu Nusselt number (=h de/k)
ns specific pump speed (-)
P or p pressure (Pa)
Pe Péclet number (=Re・Pr)
Pr Prandtl number (=Cp /k)
Q volumetric flow rate (m3/s) or heat rate (W)
q heat flux (W/m2)
R Gas constant (m2/s2 K)
Re Reynolds number (=ude/)
S slip ration (=ug/ul)
s entropy (J/K)
T temperature (K or ℃)
t time (s)
U overall heat transfer coefficient (W/m2 K)
u velocity (m/s)
V velocity (m/s)

iii
W mass flow rate (kg/s)
x steam quality (-)
Xtt Martinelli parameter (-)
z coordinate (m)
void fraction (-)
volumetric flow fraction (-)
sand roughness (m)
local loss coefficient (-)
efficiency (-)
angle (rad)
ratio of specific heat capacity (Cp/Cv)
friction factor (-)
viscosity (N s/m2)
density (kg/m3)
surface tension (N/s)
2 two-phase multiplier (-)
angular velocity (rad/s)

- 1 -
1. Two-phase flow
A phase means one of states of matters. We can see the phases of
liquid, gas and solid in our daily life. When two out of three or all phases
flow simultaneously, we call the flow as a multi-phase flow. Therefore, a
two-phase flow is a simplest form of the multi-phase flow. There are
several kinds of two-phase flows in general, e.g., two-phase flow
consisting of liquid and gas, liquid and solid, and gas and solid. A flow
consisting of water and oil is a kind of the two-phase-flow as well.
Among them, we can see the two-phase flow consisting of liquid and
vapor in case of a nuclear reactor. In a boiling water reactor (BWR) and
a pressurized water reactor (PWR), flow regimes shown in Fig. 1.1 appear
in the core or piping during the normal operating and an accidental
condition, respectively.
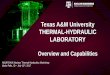
1.1 Flow regime
We can distinguish the two-phase flow through flow regimes. The flow regimes appearing in a vertical
flow are shown in Fig. 1.1.1 and those appearing in a horizontal flow are shown in Fig. 1.1.2. In BWR, a
bubbly flow appears at the lower part of the core, and a churn-annular flow can be seen at the exit of the
core depending on the channel power. The void fraction is dependent on steam quality and pressure
(temperature).
These regimes can be classified by superficial velocities of gas and liquid. They are simply defined
using the ratio of volumetric flow rate Q (m3/s) to the total flow area A (m2) as follows.
気泡流Bubbly flow
スラグ流Slug flow
チャーン流(フロス流)Churn flow
環状噴霧流Annular -mist flow
噴霧流Mist flow
gg
Fig. 1.1.1 Flow regimes in vertical flows
Fig. 1.1.2 Flow regimes in horizontal flows
気泡流Bubbly flow
スラグ流Slug flow
波状流Wavy flow
環状流Annular flow
プラグ流Plug flow
層状流Stratified flow
g
Fig. 1.1 Flow regimes in a heated channel
Gas flow
Dispersed flow
Dryout
Annular flow
Slug flow
Bubbly flow
Nucleate boilingSubcooled boiling
Liquid flow
Churn flow
Fuel pin

- 2 -
A
Qj
gg (1.1.1)
A
Qj ll (1.1.2)
Using the above velocities, typical flow maps for liquid and gas are illustrated for the vertical and the
horizontal flows as shown in Fig. 1.1.3 and Fig. 1.1.4. Since these are maps in order to use the computer
calculation, a border is shown using a curve. However, the border has a band because it is decided by
several experiments and the judgment of the border is very much dependent on persons. Furthermore,
these flow maps depend on ratios of gas to liquid volumes, i.e., void fraction, velocities, physical properties
of liquid, and a configuration of flow passage, and there is no universal map. Most famous one is the
Baker’s chart for the horizontal flow. In order to evaluate pressure loss in a flow system, the flow regime
should be clarified at first and a proper pressure-loss evaluation method should be applied.
Fig. 1.1.3 Flow map for vertical flow Fig. 1.1.4 Flow map for horizontal flow
1.2 Void fraction and steam quality
The void fraction is a very important parameter to express the two-phase flow, and has a relationship
with steam quality in case of the two-phase flow in the reactor. The void fraction means a ratio of vapor
or gas to the total volume of the flow. When is defined as the following step function, the void fraction
is expressed as an average value of in the control volume.
PhaseLiquid
PhaseGas
0
1 (1.2.1)
V
dVV
1 (1.2.2)
When we observe the cross-section of the flow, the area of vapor to the total area means void fraction,
i.e., average value in flow area. The void fraction is defined as a time averaged fraction as well.
There are several methods to measure the void fraction.
0.01
0.1
1
0.1 1 10
BS
SF
FA
Air/Water
7 MPa
j l0 (
m/s
)
jg0 (m/s)
Slug
Annular
Bubbly
Flow regime map for vertical flow
Froth
0.001
0.01
0.1
1
10
0.1 1 10 100 1000
Present data
j (m/s)
j (m/s)
SlugPlug
Stratified Smooth StratifiedWavy
Annular
Bubbly
l
g

- 3 -
1) One of old methods is to isolate a pipe using two quick shut valves provided upstream and downstream
of a flow passage.
2) The method of CT scan is sometimes used to measure average gas volume.
3) A neutron or -rays are used to measure existence of gas phase in the beam line.
4) Electric probes or optical fibers are sometimes used to measure the time average void fraction at the
specific positions.
The steam quality is defined as a ratio of the vapor mass to the total mass in a control volume. Usually
the quality is important parameter for the flow of one-component two-phase flow in nuclear reactors. We
call it the steam quality in case of the light water reactors.
gl
g
WW
Wx
(1.2.3),
where W stands for mass flow rate (kg/s). The above quality is the flow quality that expresses the real
vapor ratio to the total flow rate. On the other hand, the steam quality under the assumption of the thermal
equilibrium is often used. This is called as the thermal equilibrium steam quality. This quality is
calculated if we can know the enthalpy of the fluid as follows.
lg
sat
i
iix
(1.2.4)
We can define even negative quality as follows.
lg
sat
lg
sublsub i
ii
i
TCpX
(1.2.5)
Cpl:specific heat capacity(J/kg K)
ilg:latent heat (J/kg)
1.3 Relationship between void fraction and steam quality
There are two definitions of velocity, i.e., real velocity and superficial velocity that was introduced
before. They are velocities for both phases, i.e., uk and jk.
k
kk A
Qu (m/s) k=l, g (1.3.1)
AA kk (1.3.2)
A
Qj k
k (m/s) (1.3.3)
Q stands for the volumetric flow rate (m3/s). From the above definitions, the following relations can be
derived.
P(MPa) Cp⊿T(kJ/kg) ilg(kJ/kg)
0.1 4.1868 2265
7 5.373 1511
15 8.194 1024
22.1(Pc) 18.35 0

- 4 -
kkk uj (m/s) (1.3.4)
kkkkkk juG [kg/m2s] (1.3.5)
AGW kk [kg/s] (1.3.6)
j
jkk (1.3.7)
is called as the volumetric flow fraction.
Therefore, the steam quality is rewritten as follows.
lglggg
ggg
lllggg
ggg
lg
g
lg
g
uu
u
uu
u
GG
G
WW
Wx
1
(1.3.8)
The above equation is rewritten again in the case where the quality is the dependent variable.
x
x
u
u
ll
ggg
11
1
(1.3.9)
Since the ratio of the gas-phase velocity to the liquid-phase velocity is defined as the slip ratio S, the
above equation is written as follows.
S
x
x
l
gg
11
1
(1.3.10)
The slip ratio S is written as follows from the above equation.
g
l
l
g
x
x
u
uS
1
1 (1.3.11)
g
The relative velocity between ug and ul is called as the slip velocity.
lgr uuu (1.3.12)
In the case of the two-phase flow, there is a problem how to evaluate the void fraction from the steam
quality. If the slip ratio is assumed as 1, the flow is called as the homogenous flow, and the void fraction
is defined as a function of the steam quality. However, it is usual that the two-phase flow has a slip ratio
between the vapor and liquid phases. Smith studied the slip ratio based on his experiment, and proposed
the following correlation based on the theoretical discussion.

- 5 -
50
11
1
1
.
g
l
x
xe
x
xe
eeS
(1.3.13)
In the above correlation, a parameter e was explained as follows.
e= (mass of water flowing into homogeneous mixture)/(total liquid mass)
He decided e=0.4 according to his experimental
observation. When we assume e=1, the slip ratio
becomes unity, i.e., homogenous flow, and when we
assume e=0, the slip ratio becomes as gl / , i.e., the
slip ratio proposed by Fauske. If we read Smith’s paper
carefully, the parameter e was not constant but a function
of mass velocity. In a sense, e=0.4 was an average value.
In another study carried out at JAEA, this value was
correlated as a function of steam quality as follows.
05005950 .)x.tanh(.e (1.3.13)
When the above correlation was applied to Eq. (1.3.10), the void fraction measured in a flow channel
containing a simulated fuel bundle was fitted as shown in Fig. 1.3.1. However, the correlation based on
the homogeneous assumption cannot express void fraction in the subcooled region. According to the
measurement by Hori (1995), void fraction at the thermal equilibrium quality was in the range 0.1-0.2 in
the case of PWR operating conditions. This characteristic is not always very important in the case of
0
0.2
0.4
0.6
0.8
1
0 0.2 0.4 0.6 0.8 1
Measured
Correlation
Void fraction, α (-)
Thermal equilibrium steam quality, x (-)
Pressure 7MPa
Fig. 1.3.1 Example of void fraction above the core
z=0
Exit
Inlet α=1
Void fraction
Heat flux
Steam quality
Steam quality in case of uniform heat flux
Fig. 1.3.3 Profile of void fraction and
steam quality in the core
Fig. 1.3.2 Example of void fraction of PWR fuel bundle
Bankoff
Thom
Armand

- 6 -
BWR. Figure 1.3.2 shows an example of void fraction measurement using a CT scanner. It is obvious
that many voids exist when the thermal equilibrium quality is zero. Figure 1.3.3 illustrates examples of
the quality and void distributions in the core of BWR.
There is another approach to calculate the void fraction. That is the drift-flux model.
1.4 Pressure loss
The evaluation of pressure loss of the two-phase flow in a vertical pipe is very important to characterize
the flow. In case of the single-phase flow, a pressure loss can be evaluated for a pipe of diameter D and
length z by the following equation.
ii
iii
i
ii
G
D
zu
D
zP
22
22
(1.4.1)
w: mass velocity (kg/m2s)
For a laminar single-phase flow, the pipe friction factor is given by the following correlation;
Re
64 ( 2100Re ) (1.4.2)
Du
Re
As for a turbulent flow, the Moody’s chart shown in Fig. 1.4.1 can be usually used in order to evaluate
is functions of the Reynolds number and the equivalent relative roughness R.
DR
: sand roughness (m)
In a computer code, the friction factor is approximated by the following equation. cReba (Re>4000) (1.4.3)
Fig. 1.4.1 Moody’s chart
Reynolds number, Re
Hydraulicallysmooth
TurbulentTransition
λ=64/Re
Equ
ival
ent
rela
tive
roug
hne
ss, ε
/D
Laminar
Fric
tion
fact
or,
λ
Reynolds number, Re
Hydraulicallysmooth
TurbulentTransition
λ=64/Re
Equ
ival
ent
rela
tive
roug
hne
ss, ε
/D
Laminar
Fric
tion
fact
or,
λ

- 7 -
RRa 53.0094.0 223.0 44.00.88 Rb 1340621 .R.c
In 1947, Moody also proposed an approximation that could be used in the Reynolds number ranging
103<Re<107.
3161020000100550
/
ReD.
(1.4.4)
When these correlations are applied to the reactor core, the equivalent diameter De should be used
instead of the pipe diameter D. This hydraulic equivalent diameter can be calculated using the
following definition.
he L
AD
4 (1.4.5)
A: flow area (m2)
Lh: perimeter (m)
In case of the two-phase flow, the pressure loss becomes larger than that in the single-phase flow with
the same mass flow rate. Usually, this increase can be evaluated using the two-phase multiplier 2
defined as follows.
SPF
TPF
z
P
z
P
2 (1.4.6)
The two-phase multiplier is defined by a ratio of the pressure loss in a two-phase condition to the
pressure loss in a single-phase flow when the same amount of flow rate is achieved in a flow path.
Lockhart-Martinelli conducted many studies about the two-phase pressure loss, and they proposed the
Lockhart-Martinelli parameter given by the following equation.
901050 .
g
l
.
g
l
.
l
gtt W
WX
(1.4.7)
The relationship between the parameter X and two-phase multiplier were studied by many researchers.
The example of the study is shown in Fig. 1.4.2. The following correlations can be used not only for
friction loss but also for the local losses such as bends and valves.
22 1
1XX
Cl (1.4.8)
22 1 XCXg (1.4.9)
The constant C is given by the following table.

- 8 -
Table 1.4.1 Parameter X and constant C
Liquid Vapor X C
Turbulent(t)
Rel>2000
Turbulent(t)
Reg>2000
501090 .
l
g
.
g
l
.
g
l
G
G
20
Laminar(v)
Rel<1000
Turbulent(t)
Reg>2000
501090
40
59
1.
l
g
.
g
l
.
g
l.g G
GRe
12
Turbulent(t)
Rel>2000
Laminar(v)
Reg<1000
505050
40
159
.
l
g
.
g
l
.
g
l.
gG
G
Re
10
Laminar(v)
Rel<1000
Laminar(v)
Reg<1000
505050 .
l
g
.
g
l
.
g
l
G
G
5
Vo
id f
ran
ctio
nα
Fig. 1.4.2 Relationship between parameter X and two-phase multiplier or void fraction
This parameter is used to express not only the pressure loss but also the heat transfer coefficient. The
two-phase multiplier is very much dependent on flow configurations such as pipes with various
roughnesses, elbows, and obstacles such as spacers of a fuel assembly. Therefore, the two-phase
multipliers should be measured experimentally for these configurations. Examples are shown in Figs.
1.4.3 and 1.4.4.
When we assume the homogenous flow, the following equation is derived by the theory.

- 9 -
xg
l
112
(1.4.10)
1.5 Drift flux model
In all two-phase flows, the local velocity and the local void fraction vary across the channel dimension,
perpendicular to the direction of flow. To help us consider the case of a velocity and void fraction
distribution (possibly different) it is convenient to define an average and void fraction weighted mean value
of local velocity. Let F be parameters, such as any one of these local parameters, and an area average
value of F across a channel cross-section would be given as:
AFdA
AF
1 (1.5.1)
When a void fraction weighted mean value of F for drift flux parameters is defined as follows:
F
F (1.5.2).
A void fraction weighted gas velocity ug is expressed as follows;
gj
gjgj
gjgg
ujC
ujj
juj
ujuu
0
(1.5.3).
j
jC
0
Pressure;6.9 MPaMass Velocity
3000 ㎏/㎡s22001500850
Thermal equilibrium steam qulity:x(-)
Two-phasemultiplier;φ
2(-)
Homogeneous model
18
16
14
12
10
8
6
4
2
00 0.2 0.4 0.6
Fig. 1.4.3 Example of two-phase multiplier for spacer
Fig. 1.4.4 Twho-phase multiplier for pipes
0
2
4
6
8
10
12
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7
1500220030005000
Two-phase
mul
tiplier
Steam quality, x
Mass velocity (kg/m2 s)
D=0.05 mroughness: 20 mP: 7MPa
Homogeneous model
Diverging flow ζ≃1.0
Converging flow ζ=0.2~0.5
Drift velocity

- 10 -
The above relations are re-written simply as follows.
gjg
g ujCj
u 0 (1.5.4)
gl jjj A
Qj g
g A
Qj l
l
ugj: vapor drift velocity to average superficial velocity (m/s), C0: distribution parameter (-)
The distribution parameter is a parameter to express the effects of distributions of the void fraction and
velocity in the cross section of a pipe. The value of the distribution parameter is larger than unity when
the void fraction is large at the center region. On the other hand, the value is smaller than unity when the
void fraction is larger near the pipe wall. When the value of the distribution parameter is unity, it means
the uniform void distribution in the cross section of the flow passage. In general, the drift velocity and the
distribution parameter are dependent on the flow regime as shown in Table 1.5.1.
Table 1.5.1 Coefficients in the drift flux model
Flow regime Drift velocity ugj Distribution parameter C0
Cap bubbly flow
2
1
540
l
gl gD.
1
D(m): pipe diameter
Bubbly flow n
l
gl g
12
41
2
One example of n is 1.75.
1812021
exp..
l
g
for annular tube
181350351
exp..
l
g
for rectangular tube
Churn-turbulent
flow 4
1
22
l
gl g
Slug flow 21
350
l
gl gD.
Annular flow 2
1
0150
1
4
1
l
gl
l
g .
gD
l
g
4
11
Droplet flow 41
22
g
gl g
1
D(m): pipe diameter, (N/m): surface tension

- 11 -
Figure 1.5.1 shows the results of measurements under
the two-phase flow consisting of high-pressure nitrogen
gas /water and vapor/water in the fuel bundle region of a
test facility. Both results are on the line predicted by
the drift flux model. As shown in these results, the
drift flux model is very practical to express the
two-phase flow.
References
Henry, R.E. and Fauske, H.K., 1971. The Two-Phase Critical Flow of One-component Mixtures in Nozzles,
Orifices, and Short Tubes, J. of Heat Transfer, Trans. ASME, 179.
Hori, K., et al., 1995. Void Fraction in a Single Channel Simulating One Subchannel of a PWR Fuel
Assembly, Proceedings of the Two-Phase Flow Modelling and Experimentation 1995, pp.1013-1027.
Moody, L.F., 1944. Friction Factors for Pipe Flow, Trans. ASME, 66, p.671-684.
Moody, L.F., 1947. An Approximate Formula for Pipe Friction Factors, Mechanical Engineering, 69,
pp.1005-1006.
Smith, S.L., 1969-70. Void Fraction in Two-Phase Flow: A Correlation Based upon An Equal
Velocity Head Model, Proc. Instr. Mech. Engrs
Wallis, G.B., 1969. One-Dimensional Two-Phase Flow, McGraw-Hill Book Company.
Zuber, N. and Findlay, J., 1965. Average Volumetric Concentration in Two-Phase Flow Systems, J. Heat
Transfer, 87, 453.
0
0.5
1
1.5
0 0.5 1
5 MPa Nitrogen gas7 MPa Nitrogen gas7 MPa Vapor
j (m/s)
Vg (
m/s
)
Relationship between velocity of gas phase and total flux of gas and liquid
Vg = 0.23 + 1.0 j
Fig. 1.5.1 Confirmation of drift flux model

- 12 -
2. Thermal-hydraulics in the reactor
In general, thermal-hydraulics in the core for the light water reactors is treated as a one-dimensional
two-phase flow. Even in the case of the pressurized water reactor (PWR), the two-phase flow appears at
the exit of the core. The flow is sometimes assumed as a piston flow that has a flat velocity distribution in
the flow cross section. We can usually evaluate thermal-hydraulics in the core based on two methods, i.e.,
the homogeneous flow or separated flow model, and the two-fluid model.
2.1 Homogeneous flow model
In the reactor core, we have to consider not only the conservation
equations of continuity, momentum and energy of the fluid, but also
energy equations for pellet, cladding and structures like vessel and pipe.
Three conservation equations regarding coolant are derived as follows.
0
z
G
tm (2.1.1)
llgg uuG 1
dlA
singz
PG
zt
Gm
m
12
(2.1.2)
Dt
DPqiG
zi
t m
(2.1.3)
m
PG
zt
P
Dt
DP
(2.1.4)
fssc
sfcc
f
c TThA
FTTh
A
Fq (W/m3) (2.1.5)
Average density of the fluid is expressed by the following equations.
1lgm (2.1.6)
lgm
xx
11
(2.1.6’)
Since the flow is in thermal equilibrium, the following equation of state is needed to close the equations.
dGG
dPP
dii
dPiiGPG
(2.1.7)
In the above equation, F stands for heat transfer area per unit length, and subscripts stand for as follows;
p: pellet, c: cladding, f: coolant (fluid), and s: structure. The energy equations for pellet, cladding and
structure is expressed by the following equations.
Fig. 2.1.1 Model of fuel pin
Cladding
Spring
Pellet
Reflectoror thermal insulator
Gap
Fuel
Reflectoror thermal insulator
Cladding
Spring
Pellet
Reflectoror thermal insulator
Gap
Fuel
Reflectoror thermal insulator

- 13 -
fPcPP
PPPP qTTh
A
F
dt
dTCp (2.1.8)
cfcc
ccPP
c
Pccc TTh
A
FTTh
A
F
dt
dTCp (2.1.9)
sees
esfs
s
ssss TTh
A
FTTh
A
F
dt
dTCp (2.1.10)
In the above equation, subscript e stands for environment around the structure. The last term in Eq.
(2.1.10) expresses heat loss from the structure to the environment.
2.2 Separated flow model
In the separated flow model, the conservation equations of continuity, momentum and energy are given
as follows:
0
kkk
m uzt
(2.2.1)
i
iiwllll
llllll
L
A
AA
Persing
z
P
z
u
t
u
2
(2.2.2)
i
iiwgggg
gggggg
L
A
AA
Persing
z
P
z
u
t
u
2
(2.2.3)
The above two equations yields the following equation:
A
Persing
z
Pu
zu
t wmkkkkkk
2 (2.2.4)
A
PerqPeu
ze
t kkkkkm
(2.2.5)
Where e is total energy expressed by the following equation:
sinzguie kkk 2
2
1 (2.2.6)
kkgl ixixixi 1 (2.2.7)
2.3 Two-fluid model
In the two-fluid model, each phase is assumed as an independent fluid, and conservation equations are
derived for each phase. In this model, hydraulic non-equilibrium such as slip between phases and thermal
non-equilibrium are evaluated through basic equations. The model is much precise compared to
equilibrium model or drift flux model. However, it needs many constitutive equations.

- 14 -
kkkkkk uzt
(2.3. 1)
ikkk
ikkkkkkkkkkkk uz
PgFPz
uz
ut
2 (2.3.2)
ikwkikikkk
ikkkkkkkkk
kkkkkkkkk
qquht
PguuFuPz
uuez
uet
2
22
2
1
2
1
2
1
(2.3.3)
where, Γk, Fk stand for mass transfer rate per unit volume due to phase change and interaction force
between phases and divergence of viscosity, respectively. Since pressure in the cross section is assumed
being equal, one pressure model is usually used.
PPPPP iliglg (2.3.4)
In order to close the equations, several constitutive equations are necessary. These equations effect on
the flow conditions. They are criteria of droplet generation and droplet diameter, equation to estimate
amount of phase change, frictions between phases and at the wall, heat transfer coefficient, and others.
2.4 Heat transfer correlations
As the coolant is passing through along the fuel bundle that has high temperature, temperature of the
coolant increases. The heat transfer coefficient is defined by the heat flux and the temperature
difference between the fuel surface and the bulk of the coolant.
Thq (2.4.1)
T=Tf – Tc
q: heat flux(W/m2)
h: heat transfer coefficient (W/m2K)
Tf: fuel surface temperature(K)
Tc: coolant temperature(K)
Many researchers have conducted experiments and proposed practical empirical correlations.
In the evaluation of the heat transfer, an appropriate correlation should be chosen according to the
boiling conditions. Correlations usually used in the light water reactors are listed in Table 2.4.1.
Historical correlations are contained in this table, that we have to use using engineering unit. Among
them, the transition boiling heat transfer coefficient is a little bit different from others. In order to
evaluate heater surface temperature accurately, it has been clarified by a blow-down test using a mock-up
with an electrically heated heater bundle that both nucleate boiling and film boiling seems to be mixed with
a certain ratio. The ratio is a function of time, and time constant is approximately one second.

- 15 -
1) Heart transfer in subcooled flow
The heat transfer coefficient in single-phase flow is studied by Dittus-Boelter (1930). They proposed
the non-dimensional heat transfer number, i.e., the Nusselt numberk
dhNu e
, as shown in Table 2.4.1.
Physical properties of liquid shall be used.
2) Heat transfer in nucleate boiling
The heat transfer coefficient in the nucleate boiling is very large. During this boiling regime, the bulk
temperature is decided by the system pressure because of thermal equilibrium. Therefore, the coolant
temperature along the core is almost the same. There are several correlations to evaluate the nucleate
boiling as shown in Table 2.4.1. Among them, the correlation by Jens-Lottes is the most famous one.
3) Heat transfer in film boiling
When flow direction is upward, the heat transfer correlations listed in the table can be used. In case of
downward flow, the heat transfer coefficient is degraded by the effect of voids. Figure 2.4.1 shows the
Nusselt number in the film boiling heat transfer. For upward flow, the Dougall-Rohsenow correlation has
good agreement with measured data. However, for downward flow, the heat transfer coefficient is
degraded when the flow rate in the negative direction is small but returns to the Dougall-Rohsenow
correlation when the Reynolds number in negative direction increases.
10
100
1000
103104105106107
Nu Prg
-0.4=0.023(-Re)0.8
Nu Prg
-0.4=0.926(-Re)0.33
+20%
-20%
Minimumheattransfer
- - - - -
Fig. 2.4.1 Film boiling heat transfer coefficient for both flow directions
Nucleate boiling heat transfer is very large compared with other ones. Since the heat transfer
coefficient in film boiling is lower three order of magnitude than that in nucleate boiling, the proper
correlation should be chosen in temperature evaluation. In safety evaluation of the nuclear reactor, fuel
and cladding temperatures are estimated very high unless the proper correlation is chosen. That results in
too much conservatism in the fuel design, the design of emergency cooling systems and so on.
4) Heat transfer in super-heated flow
The super-heated flow is a kind of gas flow. Therefore, the Dittus-Boelter correlation can be used.
The physical properties of super-heated vapor shall be used.
10
100
103 104 105 106
500
Re
Nu
Pr g-0
.4
50
Nu Prg
-0.4=0.023Re0.8
Power dist.uniformchopped cosine
-30%+50%
P(MPa)0.3-0.9 5-7 Condition
Two-phaseVapor flow

- 16 -
Table 2.4.1 Heat transfer correlations
Regime Heat transfer coefficient Nomenclature and others
Subcooled Dittus-Boelter
40800230 .l
.l
e
l PrRe.d
kh
g
geg
l
gggx
l
lelx
l
lel
udRe
xxReRe
xudRe
udRe
1
1
Nucleate
boiling
Jens-Lottes
634
1
82.0p
x eqT
(Engineering unit)
p(ata), q (kcal/m2 h)
Rohsenow
71
3
1
0130
.l
gl
l
lfgfg
xl
Pr
gH
q.
H
TCp
Thom
68821
02430 .p
x eq.T
(Engineering unit)
Schrock-Grossman
4080
105090
750
0230
1
152
.l
.lx
e
llx
.
g
l
.
l
g.
tt
lx
.
ttN
PrRe.d
kh
x
xX
hX
.h
Transition
boiling
FN h)(hh 1
)/texp( nucleate boiling to film boiling,
)/texp( 1 film boiling to nucleate boiling
Film boiling Dougall-Rohsenow
40800230 .g
.gx
e
gF PrRe.
d
kh
Super
heated
Dittus-Boelter
40800230 .g
.g
e
g PrRe.d
kh
Cp : specific heat [J/kg K]
x : quality [-]
h : heat transfer coef. [Jl/m2s K]
de : equivalent diameter [m]
Re : Reynolds number [-]
Pr : Plandtl number [-]
Hfg : latent heat [J/kg]
P : pressure [Pa]
q : heat flux [W/m2]
T : Temperature [℃]
t : Time after dryout [sec]
k : thermal conductivity [J/m K]
: viscosity [kg/s m]
: density [kg/m3]
: kinematic viscosity [m2/s]
u : velocity [m/s]
l : surface tension [N/m]
: transition time s]
( l: liquid g: gas)

- 17 -
2.5 Critical flow
When a pipe break accident occurs, the amount of coolant, i.e., inventory, should be evaluated accurately.
Otherwise, we cannot evaluate accurately plant parameters such as reactor water level, pressure, cladding
temperature and others. In the blowdown process, the discharged coolant evaporates and becomes the
two-phase flow due to depressurization. Therefore, we have to derive an equation for the critical flow in
the two-phase flow. However, the derivation of the equation is not simple.
1) Ideal gas
At first, the critical flow of the ideal gas is discussed. The
sound velocity c (m/s) is a pressure disturbance in a gas and is
expressed using pressure p and density as follows.
s
pc
(2.5.1)
For the isentropic change of the ideal gas obeys the following law.
constp
(2.5.2)
Eq. (2.5.1) yields the following.
RTp
c
(2.5.3)
When the velocity of the specific point is u, the Mach number is defined as follows.
RT
u
c
uM
(2.5.4)
When M is less than 1, this flow is called as the sub-sonic flow. While, the flow of M>1 is called as
super-sonic flow. The total temperature or stagnation temperature T0 is defined by the following equation.
2
2
0 2
11
2MT
C
uTT
p
(2.5.5)
In the above equation, T is called static temperature. Using the following famous thermo-dynamic
relationships,
RTp (2.5.6),
RCC vp (2.5.7),
we can obtain the following equation.
p
TC p 1 (2.5.8)
p0, 0, c0pe, e, ue
Fig. 2.5.1 Flwo in a nozzle
02
2
1iui
Ideal gas i=CpT

- 18 -
v
P
C
C
Therefore, Eq. (2.5.5) is changed using Eq. (2.5.2) to the following equation.
0
01
00
02
112
1
p
p
ppu
(2.5.9)
12100
2
11
M
T
T
p
p (2.5.10)
This pressure p0 is obtained when the flow is stopped by the isentropic change.
When we assume a flow from a tank at pressure p0 to the environment at pressure pe through a nozzle,
the velocity ue from the nozzle is calculated using the following equation.
1
00 1
1
2
p
pcu e
e (2.5.11)
The mass flow rate from the nozzle is expressed by the following equation when the flow area is A,
1
0
2
000
1
00
1
2
11
2
p
p
p
pAc
p
pAcAum
ee
eeee
(2.5.12)
Where, the non-dimensional mass flow rate is defined as follows.
Ac
m
001
2
(2.5.13)
Substituting Eq. (2.5.2) into Eq. (2.5.13),
1
0
2
0
p
p
p
p ee (2.5.14)
The above equation is 0 when pe is equal to p0, and has maximum when pe= pc. (This is derived by
0edp/d )
1
0 1
2
p
pc (2.5.15)
This condition is called critical, and the flow is the critical flow. When this condition is substituted into

- 19 -
Eq. (2.5.11), we have the following relationships.
ce ucu
1
20
(2.5.16)
Therefore, the critical mass flow rate is given by the following equation.
12
1
000 1
2
1
2
AcAcAum cccc (2.5.17)
When Eq. (2.5.3) is substituted into the above equation:
2
1
1
1
00 1
2
p
A
mc (kg/m2 s) (2.5.18)
In another method, the continuity equation is
.constuA (2.5.19)
0A
dA
u
dud
(2.5.19’)
The one-dimensional momentum equation is written as follows when the viscosity term is neglected.
z
p
Dt
Du
(2.5.20)
When we consider the steady state,
dz
dp
dz
duu
dp
udu (2.5.21).
Therefore,
sdp
d
u
dp
A
dA 2
1 (2.5.22).
When the above equation is expressed in terms of the mass velocity G,
sdp
d
Gdp
G
dG
22
11 (2.5.23)
From the above equation, it is obvious that the maximum mass velocity occurs when dG/dp=0 or when
d
dpGmax (2.5.24)
This maximum flow rate occurs at the throat of a nozzle where dA/A=0.

- 20 -
2) Two-phase homogenous equilibrium model (HEM)
For the homogeneous flow, the critical flow rate occurs in the same manner as the single-phase flow:
mmmaxc d
dpGG
(2.5.25)
If the slip ration of the two-phase flow is not unity, the momentum equation Eq. (2.5.21) should be
changed to the following equation.
dz
dpuxxu
dz
dG lg 1 (2.5.26)
Since the criterion of the critical flow is given by the following correlation:
0dp
dG (2.5.27),
11
lg uxxup
G (2.5.28)
The liquid velocity and vapor velocity are related by the slip ratio S:
lg Suu (2.5.29)
The mass velocity is expressed from the definition in the chapter 1 as
lggggg SuuGxG (2.5.30)
S
x
x
l
g
1
1
1
(2.5.31)
Combining Eq. (2.5.30) and (2.5.31) gives G as
lgl
glu
Sxx
SG
1
(2.5.32)
Eliminating from Eq. (2.5.28) using the above equation and using the dG/dp=0 condition gives
xxSS
Sxx
p
G
gl
gl
c
c
11
12
(2.5.33)
The above equation is general form of the critical flow. When we assume that the slip ratio is unity in the
above equation, we can obtain the same equation as Eq. (2.5.25).
2.6 Single-phase discharge
When a break diameter is small and a flow pass is rather short, the slightly subcooled coolant is
discharged from the system to the environment in the form of the single-phase flow. Boiling will happen
outside the heat transport system. In this case, the discharged flow rate can be estimated using the
Bernoulli equation with the discharge coefficient CD.
eD ppCG 02 (2.6.1)
The value of CD is measured by the experiment under high-pressure and high-temperature conditions as

- 21 -
shown in Fig. 2.6.1. In this experiment, the break holes were provided on the pipe with 60.5 mm in outer
diameter. Since thickness of the pipe was 5.5 mm, the ratio of flow passage length L to break diameter D
is approximately 0.25. The experimental result indicates that the discharge coefficient of approximately
0.6 can be used when L/D is less than 0.25. As the diameter becomes large, the boiling due to the
depressurization affected the discharge coefficient.
References
Bird, R. B., Stewart W.E. and Lightfoot E.N., Transport Phenomena, John Wiley & Sons, Inc., (1960).
Dittus, F.W. and Boelter, L.M.K., 1930. Heat Transfer in Automobile Radiators of the Tubular Tube, Univ.
Calif. Publs. Eng. 2, 13, p.443.
Dougall, R.S. and Rohsenow, W.M., 1963. Film Boiling on the Inside of Vertical Tube with Upward Flow
of Fluid at Low Qualities, MIT Report #9079-26.
Hsu, Yih-Yun, Graham R.W., 1976. Transport Processes in Boiling and Two-phase Systems, McGraw-Hill
Book Company.
Jens, W.H. and Lottes, P.A., 1951. Analysis of Heat Transfer, Burnout, Pressure Drop and
Density Data for High Pressure Water, ANL-4627.
Rohsenow, W.M., 1952. A Method of Correlating Heat Transfer Data for Surface Boiling Liquid, Trans.
ASME, 74, 969-975.
Schrock, V.E. and Grossman, L.M., 1959. USAEC report, TID-14639.
Thom, J.R.S., et al., 1966. Proc. of Inst. Mech. Engrs, 180, Pt 3C, p.226.
Fig. 2.6.1 Relationship between measured
discharge coefficient and equivalent diameter
0
0.5
1
0 10 20 30 40 50 60
Circular 2MPa
Circular 3MPa
Circular 4MPa
Circular 5MPa
Circular 6MPa
Circular 7MPa
Slit 7MPa
Ogasawara 7MPa
Equivalent diameter (mm)
Dis
char
ge c
oeff
icie
nt, C
D(-
)
CD=G/(2 P)0.5
G: kg/m2sP: Pa
0.59

- 22 -
3. Thermal-hydraulic issues in components
3.1 Safety parameter of the fuel assembly
The design of the reactor core consists of various designs like neutronics, thermal-hydraulics, fuel,
structure and so forth. The heat balance of the plant is calculated based on required heat generation rate.
Then, number of fuel assemblies and pins par assembly are decided, and local heat generation distribution
of the fuel assembly is designed by the neutronic calculation. In this process, an axial power distribution,
a radial power distribution, and a peaking factor are decided. Using these data, the thermal hydraulic
calculation in the steady state is conducted. Then temperature distributions, void fraction distributions
and others are calculated. To keep the consistence in design between the thermal hydraulics and
neutronics, iterative calculations should be done between the two fields.
On the other hand, several plant transient calculations such as turbine trip, feed water trip and others
must be done using the immature data to clarify the most crucial event in terms of heat removal. The
difference of the minimum critical power ratio, MCPR, is calculated and OLMCPR (operational limit
minimum critical power ratio) is evaluated. This result is fed back to the above design. The method of
MCPR is one of safety indexes regarding the fuel assembly of BWR. In 1970’s, MCHFR (minimum
critical heat flux ratio) was used as the safety index. However, this method is taken over by the MCPR
method.
Figure 3.1.1 shows the schematic relationship between
heat flux of a wire in water and surface super-heat. As
the heat flux increases, wire cooled by the nucleate boiling
reaches the maximum. This point is called as the boiling
crisis. If the heat flux is increased much more, the
boiling regime changes from the nucleate boiling to the
film boiling. According to the transition, the surface
temperature increases drastically. That is the reason why
this point is called as burn-out point as well. The flux
corresponds to critical heat flux.
In the case of a flow system, this characteristic moves
upward. Since the critical heat flux of a fuel assembly
under the forced circulation is dependent on the system pressure, mass velocity, steam quality, spacer pitch,
local peaking, and others, we usually measure the critical heat flux using a mock-up. In case of the
two-phase flow, the sizes of voids are decided by the system pressure and temperature. Therefore, the
experiment using the mock-up is very important. Figure 3.1.2 shows an example of measured result
using 14 MW Heat Transfer Loop and 6 MW Safety Experimental Loop in O-arai. The critical heat fluxes
were measured both for upward and downward flows.
Fig. 3.1.1 Boiling curve
1000
104
105
106
0.01 0.1 1 10 100 1000 104
Heat flux, q
Twall
-TB
Nucleate boilingNon-boiling
Dryout or DNB point
Film boiling
Minimum heat flux point
Transition boiling

- 23 -
The critical heat flux should be clarified in these methods. General Electric provides GEXL correlation,
and W-3 and W-3 correlations can be applied to PWR. Constants in the equations are confidential. We
can use the Hench-Levy’s correlation as well. In the case of Advanced Thermal Reactor (ATR) developed
in Japan, the following correlation form is provided based on the full-scale experiment using the 14MW
heat transfer loop.
qc = F(x, fp, fL, fsp, fe, fa, Fsub) (3.1.1)
qc: critical heat flux
x: average thermal equilibrium steam quality
fp: factor of pressure
fL: factor of local peaking
fsp: factor of spacer
fe: factor of eccentricity of fuel assembly
fa: factor of axial power distribution
fsub: factor of inlet subcooling
In the case where the fuel specifications are decided, the critical heat flux qst is fitted by the following
quadratic equation.
2321 xaxaaqst (3.1.2)
Experimental conditions to make the correlation contain flow conditions predicted in the abnormal
transients. But it does not contain flow conditions in the accident such as loss of coolant accidents
(LOCAs). Therefore, we have to be careful in the application of the correlation.
0
5
10
-3000 -2000 -1000 0 1000 2000 3000
HTLSEL
Mass velocity (kg/m2s)
Tot
al p
ower
(M
W)
36-rod bundleP = 7 MPaT
in = 548 K
0
0.5
1
1.5
2
2.5
3
-1000 -600 -200 200 600 1000
Tot
al p
ower
(M
W)
Fig. 3.1.2 Critical power of a fuel assembly

- 24 -
Critical power can be known through the specific
experiment. But it is difficult to conduct
experiment for all the conditions expected in the
operation. Therefore, the critical power is
evaluated as follows using the CHF correlation. At
first, the power distribution and flow conditions
such as pressure, flow rate and inlet enthalpy are
fixed. Then, the relationships between the cross
sectional average steam qualities and the heat fluxes
are calculated for the various power levels. And
the power which contacts with the CHF correlation
is called as the critical power. Figure 3.1.1 shows
the comparison between the methods of evaluation
using the MCHFR (minimum critical heat flux
ratio) and MCPR. The CHF correlation is a
function of steam quality, and has a characteristic
that decreases monotonously. The power
distribution of the fuel assembly is cross to the
cosine distribution as shown in the figure. In the
case of CHFR, the minimum ratio of the heat flux in this power to the heat flux by the CHF correlation is
defined as MCHFR.
oxxo
c
q
qCHFR
(3.1.3)
In the case of PWR, the DNB (departure from
nucleate boiling) correlation is prepared, and DNBR
(departure from nucleate boiling) is used as the
index instead of CHFR. The minimum value is
defined as MDNBR.
On the other hand, the critical power ratio is
defined as the ratio of the power that the power
distribution contacts the CHF correlation to the
operating power.
o
c
Q
QCPR (3.1.4)
As for parameters relating to the MCPR evaluation, they are accuracy of the CHF correlation, and
indeterminacies of pressure of the core, inlet enthalpy, axial and radial power distributions, channel flow
rate distribution, heat generation rate and others.
H
Q
Pressure loss
Q0
H0
H
Q
Pressure loss
Q0
H0
Fig. 3.2.1 Pump Q-H curve and pressure loss
Thermal equilibrium steam quality
Crit
ical
hea
t flu
x,O
pera
tiona
l hea
t flu
x
qo
qc
Thermal equilibrium steam quality
xo
xc
Operational condition
xi
Operational conditionPower increase
CHF correlation
CHF correlation
i) CHFR
ii) CPR
Crit
ical
hea
t flu
x,O
pera
tiona
l hea
t flu
x
Thermal equilibrium steam quality
Crit
ical
hea
t flu
x,O
pera
tiona
l hea
t flu
x
qo
qc
Thermal equilibrium steam quality
xo
xc
Operational condition
xi
Operational conditionPower increase
CHF correlation
CHF correlation
i) CHFR
ii) CPR
Crit
ical
hea
t flu
x,O
pera
tiona
l hea
t flu
x
Fig. 3.1.3 Safety index

- 25 -
3.2 Pump
The circulation pump is one of very important components of the reactor. Unless the pump and the
motor are properly designed, the required flow rate cannot be obtained in the neutronic and
thermal-hydraulic designs. In the case where the plant is tripped by an abnormal transient, drayout of the
fuel may occur if the inertia of the pump is small because of fast flow rate decrease. While, it is
disadvantageous when the flow coast-down is too slow because of extra coolant discharge during the
coast-down. Therefore, it is usual there are upper and lower limits for the specification.
The pressure loss of the reactor system is approximately proportional the square of flow rate. This
characteristic is dependent on head loss and two-phase multiplier as a function of flow rate. While, the
pump characteristic is expressed as a Q-H curve, and the pressure head is approximated as a function of
quadratic volumetric flow rate as shown in Fig. 3.2.1. The pressure loss characteristic is evaluated by the
designed flow rate and the distribution of the void fraction. The intersection of both curves is the
operating condition. Therefore, the proper pump should be chosen after the evaluation of the pressure loss
for the necessary flow rate. In general, the flow rate of the pump exceeds the design value taking into
account the aging of the pump.
In the pump characteristics evaluation for steady state and transients such as pump start-up and
coast-down, the kinetic equation with pump efficiency is solved.
02 22
604T
N
gHQT
GDdt
dNm
(3.2.1)
N: rotational speed(1/s)
GD2: pump and motor inertia (kg・m2)
g: gravitational acceleration (m/s2)
Tm: Torque of motor (N・m)
H: pump head (m)
ρ: density of fluid (kg/m3)
Q: volumetric flow rate (m3/s)
η: pump efficiency without friction (-)
T0: torque of friction (N・m)=k・Tm (k: constant, eg.0.04)
The pump head is approximated by the following equations.
2
3212
n
qh
n
qhh
n
h
10
n
q (3.2.2)
2
3212'''
q
nh
q
nhh
q
h
10
q
n (3.2.3)

- 26 -
0N
Nn ,
0Q
Qq ,
0H
Hh
N: rotational speed (1/s)
Subscript 0stands for the rated condition.
The pump efficiency is approximated by a quadratic equation.
2
321
n
qa
n
qaa (3.2.4)
Constants should be decided by referring handbooks. The torque of the motor can be calculated by the
following equation.
0
0 'N
NnF
PT N
m (3.2.5)
P0: rated pump shaft power (kW)
ω: angular velocity (=2N0) (rad/sec)
NN: rated rotational speed of motor (1/s)
n’: ratio of pump/motor rotational speed(=N/NN)
Another important item is NPSH (Net Positive Suction Head). The suction head of the pump should be
positive. Otherwise, cavitations may occur, and this results in flow rate decrease and corrosion of the
impellers and the casing. The value of NPSH requirement is decided for each pump. The specific speed
of pump ns is expressed as follows.
4
32
1 gHNQns (3.2.6)
N: rotational speed (1/s), Q: volumetric flow rate (m3/s), g: gravitational acceleration (m/s2), H: head (m).
When NPSH is defined by Hsv, cavitation coefficient is defined by the following equation.
H
H sv (3.2.7)
Since NPSH means the differential pressure between suction and saturation, the following relationship can
be established.
sinsv PPgH (3.2.8)
In experiences, the cavitations never occur if the cavitaion coefficient satisfies the following equation.
3
4
78.2 sn (3.2.9)
HnH ssv 3
4
78.2 (3.2.10)
Since the value evaluated by Eq. (3.2.10) gives the minimum required NPSH, the NPSH in all operating
conditions should exceed this value. In the recirculation system of BWR, the separation of steam from

- 27 -
liquid is carried out just above the core, and carryunder phenomenon may occur. The carryunder voids are
collapsed by feed water. However, saturation pressure tends to be increased.
When the pump is operated, coolant is heated due to the rotational energy. The heat input by the pump
is sometimes used other than the nuclear power in order to heat-up the system. It is shown by the
dimensional analysis that the amount of heat input is proportional to the product of density, cubic rotational
speed and 5th power of the impeller diameter.
3.3 steam separators
Steam obtained by LWRs is saturated vapor. Therefore,
vapor should be separated from liquid using many steam
separators. The separator shown in Fig. 3.3.1 was
developed for ATR. The separator for BWR is designed
with the same principle as ATR, but the part of corrugated
separator is separated from the body.
The two-phase flow entering into the separator is rotated by vanes provided at the bottom of the separator.
Liquid pressed on the wall of the turbo-separator flow out of holes provided at upper region. The
collector is provided in order to catch the liquid film and not to pass upward. The two-phase flow
containing droplets are enter into the corrugated part, and the droplets are separated by inertia. However,
small amount of droplets is contained in the main steam. Therefore, the main steam has to pass through
several layers of meshed screens. The droplets that are not separated by these separators are called
carryover.
The carryover ratio is defined by the ratio of droplet flow rate to vapor flow rate as follows.
g
dco W
WxatioCarryoverR (3.3.1)
In general, the carry over ratio is very small. Since the carryover causes transfer of radioactive
0.95
OD 0.33
Corrugated separator
Guide vaneCollector
Swirl vane
Turbo-separator
Perforation
Two-phase flow
Fig. 3.3.1 Steam separator of ATR Fig. 3.3.2 Carryover analysis by particle tracking

- 28 -
materials to the turbine and corrosion of the turbine blades when it is large, the steam separator should be
designed properly not to generate too much carryover. In case of BWR, many human-power and time
schedule are needed for inspection if the carry over is large.
Figure 3.3.2 shows the analysis that traced many droplets generated by the Monte-Carlo method in the
vapor flow field. One trajectory can be calculated taking into account the drag force working on each
droplet. Calculated result was compared with test result using a mockup of the separator and its
surrounding space.
In the case of the separator for BWR, analyses
have been done using the two-fluid model as
shown in Fig. 3.3.3.
Fig. 3.3.3 Steam separator of BWR and analysis of two-phase flow
3.4 Turbine system
In almost all power stations in Japan, the turbine is used to generate electricity. Figure 3.4.1 illustrates
inside the turbine of the FBR Monju. A high-pressure turbine is shown on the left side, next low-pressure
turbines. Steam is expanded adiabatically, and energy is transmitted to the turbine blades. The blades of
the low-pressure turbine are long in order to catch effectively low-pressure vapor. The longest one is 52
inches (1.3m) for the
blades of the advance
nuclear power stations.
These blades rotate
with 1500 rpm
keeping some ten
microns with the
casing. Photo 3.4.1
shows low pressure
turbine used for a
nuclear power station
Fig. 3.4.1 Inside the turbine casing (Monju)

- 29 -
in JAPC.
Figure 3.4.2 shows general arrangement of the
turbine system in LWR. The steam generated in
the reactor or the steam generator is introduced
into the high-pressure turbine via the main steam
isolation valves (MSIVs), and flows into the
low-pressure turbine after the elimination of
droplets generated in the high-pressure turbine.
In this case, a re-heater is provided in some
reactors in order to improve the quality of the
steam. Inside the turbine, the isentropic
expansion of the steam is taken place in order to
rotate the turbine blades. Beneath the turbine, a
condenser is provided to condense the steam by sea water. Therefore, pressure inside the condenser is
very low. In general, inside temperature is approximately 40℃. The condensate water is pumped and
fed to the bank of feed water heaters. Near the last stage of the heaters, feed water pumps are provided in
order to pressurize the feed water to high pressure, e.g., approximately 7 MPa for BWR. The number of
feed water heaters is usually 5 or 6. The feed water returns to the reactor via the feed water control valve
and the check valve. A turbine bypass valve drawn in the figure has a role to release the main steam to the
condenser in order to prevent overpressure after the turbine trip event and so forth. The upstream valve is
called as turbine control valve that control the rotational speed. These valves are controlled by the
Electric Hydraulic Controller (EHC).
G
Mainsteam
MSIV Main controlvalve
Drain separator
Highpressureturbine
Low pressureturbine
Generator
Condenser
Condensatepump
Feed water heatersFeed waterpump
Containmentvessel
Bypass valve
Feed waterControl valve
Check valveSea water
Intercept valve
C’ or C
D
A
B
NSSS
BOP
Fig. 3.4.2 Outline of turbine system
Photo 3.4.1 Low pressure turbine blades used

- 30 -
The inlet steam conditions are different
between LWRs and FBRs. Table 3.4.1 shows
the typical inlet conditions for PWR, BWR,
FBR and fire plant. As shown in the table, the
high-pressure turbine in FBR is really high
pressure compared with those of LWRs.
Figure 3.4.3 shows a pressure distribution in
the high-pressure turbine for FBR. After
steam passes second blades, the internal
pressure is equivalent to that of LWRs.
Exhausted steam pressure is only 0.8 MPa in
the rated condition.
Table 4.3.1 Steam inlet conditions
Reactor type Inlet pressure (MPa) Inlet temperature (℃) Steam condition
PWR Approx. 6.0 274 Saturated
BWR Approx. 6.6 282 Saturated
FBR Approx. 12.5 483 Super-heated
Fire Plant Approx. 12.5 538 Super-heated
These thermodynamic states in the turbine system are discussed using a chart drawn on the plain of T-S.
T stands for temperature and S stands for entropy. The basics theory of the engine was studied by Carnot.
The ideal cycle of the engine is called as the Carnot cycle as shown in Fig. 3.4.4. T and S stand for
temperature and entropy. This engine works under reversible cycle.
S
T
SA SC
TA A
B C
D
TB
Heat QH
Cooling QC
Work L2
Work L1Work L3
Work L4
Fig. 3.4.4 Carnot cycle
QH
QC
Fig. 3.4.3 Pressure distribution in high-pressure
turbine of FBR
0
5
10
15
0 5 10
Pressure (MPa)
Step
1 2 3 4 5 6 7 8
Inlet
to low pressureturbine
Extract Extract

- 31 -
1) Adiabatic compression process by work L1 from the outside.
2) Isotropic expansion process receiving heat QH from outside, and doing work L2
3) Adiabatic expansion process doing work L3
4) Isotropic compression process discharging heat QC, and receiving work L4
In the above cycle, heat remaining in the system can be expressed as follows.
4132
3412
LLLL
LLLLQQQ CH
Therefore, the efficiency of the cycle is calculated with the following equation.
H
CH
H Q
Q
Q
This cycle shows the maximum efficiency among engines.
In the case of actual turbine system, the chart of the cycle draws as illustrated in Fig. 3.4.5. This chart
is called as the Rankine cycle. The curve AB’ shows the condition of saturated water and the curve C’E
shows the condition of saturated vapor. The line AB shows the process of pressurization by the feed water
pump, BB’ the process of temperature increase by heating, B’C’ boiling under saturated condition, C’C
super heated process. These corresponding positions are illustrated in Fig. 3.4.5 in case of a fossil plant.
e1e2
f1f2
T
S0
AB
B’C’
C
D
SA SC
E
e1e2
f1f2
T
S0
AB
B’C’
C
D
SA SC
E
T
S0
AB
B’C’
C
D
SA S’C
D’
SC
E
Saturation curve
Liquid
Super- heatedvapor
Two-phase
Critical point647.3 K, 22.1MPa
T
S0
AB
B’C’
C
D
SA S’C
D’
SC
E
Saturation curve
Liquid
Super- heatedvapor
Two-phase
Critical point647.3 K, 22.1MPa
Fig. 3.4.5 Rankine cycle
In the case of LWR, it
cannot produce super-heated
steam. However, fast reactors,
can produce super-heated
steam as well as the fossil
plants, because of
high-temperature liquid metal
T G
Sea water
Feed water pump Condensate pump
AB
C’
B’ C
D
Fig. 3.4.6 Rankine cycle of fossil plant

- 32 -
coolant. The steam expands with isentropic change and rotates turbine blades in the process of CD. The
process DA means the condensation in the condenser. In the case of LWR, the process C’D’ corresponds
to the isentropic expansion in the turbine.
When enthalpy is expressed by i, and these points are used as subscripts, the individual process is
expressed as follows.
Received heat )BSCS'C'BB(AreaiiQ ACBC 1 (3.4.1)
Discharged heat )(2 ASADSAreaiiQ ACAD (3.4.2)
Power output DC iiL 1 (3.4.3)
Work by pump AB iiL 2 (3.4.4)
The effective work is expressed by the following equation.
)''(2121 CDACABBAreaQQiiiiLL ABDC (3.4.5)
The inside of the cycle corresponds to this area. Therefore, the efficiency of the cycle is evaluated by
the following equation.
)''(
)''(
1
21
1
21
BSCSCBBArea
CDACABBArea
Q
Q
LL
AC
(3.4.6)
Therefore, the area of the cycle should be enlarged in order to have a good efficiency. Re-heating of
steam and heating of feed water by extracted steam have good effect on the efficiency. However, these
countermeasures should be chosen based on cost-and-benefit. Since the thermal efficiency of LWR is
approximately 30%, 70% heat generated in the core is discharged into the environment.
In the case of LWR, the processes of receiving heat and discharging heat are different from the fossil plant
and FBR as follows:
Received heat )BS'S'C'BB(Areaii'Q ACB'C 1 (3.4.7),
Discharged heat )AS'S'AD(Areaii'Q ACA'D 2 (3.4.8).
Therefore, the efficiency is expressed as follows:
)'''(
)'''(
1
21
BSSCBBArea
ADCABBArea
Q
AC
(3.4.9).
The efficiency becomes lower than the cycle that can produce super-heated steam.
The right hand side figure in Fig. 3.4.4 shows an example of two-step extraction. There are two lines.
One represents extraction at e1 and becomes condensate f1 by heating. The other one represents extraction

- 33 -
at e2 and becomes condensate f2 by heating. Remaining steam expands to the state-D and cooed to the
state-A. In this cycle, since heat discharged from the condenser decreases by the amount of extracted heat,
the efficiency increases. In general, in the case of n-step extraction, the thermal efficiency is expressed by
the following equation.
1
1
fC
Dej
n
j jDC
ii
iimii
(3.4.10)
In ABWR, there are four low-pressure and two high-pressure feed water heaters. And the re-heater is
provided at the drain separator to increase the steam quality.
3.5 Valves
Many types of valves are used in the plant. The Cv value is used very
often in the design. This value is defined using psi and gallon units. When
water at 60F (15.6℃) flows W gallon/min through the valve and pressure
difference is 1 psi (6.89kPa), the Cv value is equal to W. The relationship
between the local loss coefficient ζ and the Cv value is expressed using the
following correlation.
2
481038.21
VC
d (3.5.1)
d: diameter of valve (m)
The most common one is called the globe valve, and the shape is
shown in Fig. 3.5.1. The fluid should be flown into the valve
from the left, then flown between the seat and the body. If the
setting direction is reversed, it may cause problems. Because,
the high-pressure may cause the coolant leak from the
ground part of the valve through packings.
The pressure loss of the valve is calculated by the
following equation when the local loss coefficient is
ζ.
2
2
1uP (3.5.2)
u: velocity at the inlet (m/s)( velocity in the
connected pipe)
Fig. 3.5.2 Check valve
Flow direction
Seat Disk
Arm
Fig. 3.5.1 Globe valve
0.1
1
10
100
1000
104
0.001 0.01 0.1 1 10
Velocity (m/s)
Fig. 3.5.3 Loss coefficient of a check valve

- 34 -
The check valve or non-return valve is used in order to prevent reversal flow in the primary heat
transport system and in the feed water system. The check valve for the feed water system is efficient not
to lose coolant from the system in case of a pipe break accident. Figure 3.5.2 shows a simple swing-type
check valve that has a disk. When flow is regular, the loss coefficient of the valve is very small, but the
coefficient becomes very large during reversal flow and finally infinite as the disk is closed. Figure 3.5.3
shows an example of the measured result. Since this type valve is closed very rapidly, one has to take into
account the intactness of the valve. Because, the seat hits the body with an extraordinary speed.
One of important valves is the main steam isolation valve (MSIV). This valve is closed rapidly when
an abnormal situation happens in the reactor, and is required reliability. When ‘Fugen’ reactor was
constructed in 1970’s, there was no technology to produce MSIV. Therefore, one MSIV was installed in
the experimental blow-down facility at O-arai Engineering Center of PNC in order to develop. The
capability of the valve was checked through hundreds
steam line rupture experiments, and finally installed
at the ‘Fugen’ reactor. That one shows in Photo
3.5.1. Two MSIVs are provided in one steam line
inside and outside of the containment vessel. The
main steam flows from the left to the right direction.
Since the type of the valve is so called Y-type valve,
pressure loss of the valve in operation is very small
compared with the friction loss of piping.
3.6 Piping
In the plant design, one pipe is called using A or B. For example, in the case of approximately 50 mm
pipe, we have to find the pipe at 50A or 2B. The pipe size is based on the outside diameter, and inside
diameter is different depending upon pressure. The outside diameter of the pipe is close to the unit A in
mm, and the unit B in inches. Appropriate pipes should be chosen
according to the system pressure. This choice is done by Sch
(schedule) coded in U.S.A. The thickness of the pipe with Sch80 is
thicker than that of Sch30. Sch80 piping should be used in most
piping of BWR operated around 7MPa.
3.7 Heat exchangers
1) General theory
Many shell and tube type heat exchangers (HXs) with counter
flow are used in the nuclear power plant. The heat transfer
between the shell and the tube is evaluated using the follwoing
Photo 3.5.1 MSIV of Fugen
Fig.3.7.1 HX model
Coolant: Shell side
Coolant: Tube side
12
ii+1
Tpi
Tpi+1
Tsi
Tsi+1Tti ⊿Z
N
Coolant: Shell side
Coolant: Tube side
12
ii+1
Tpi
Tpi+1
Tsi
Tsi+1Tti ⊿Z
N

- 35 -
equations.
For the primary flow, the energy equation is expressed taking into account the thermal conductivity in
flow direction;
2
2
z
Tk
A
qTT
A
K
z
TGC
t
TC
pl
ppt
p
pppp
ppp
(3.7.1)
For the secondary flow (flow inside heat transfer tubes);
2
2
z
TkTT
A
K
z
TGC
t
TC s
lsts
ssss
sss
(3.7.2)
For heat transfer tubes;
tst
stp
t
pttt TT
A
KTT
A
K
t
TC
(3.7.3)
where,
p,fpsp
p
tpp
p
hddd
dln
khd
NK
12
2
11
(3.7.4)
s,fss
sp
tss
s
hdd
ddln
khd
NK
1
22
11
(3.7.5)
Nomenclatures used in the above equations are
AP: flow area of shell side (m2) AS: flow area of tube side (m2)
At: cross sectional area of tubes (m2) C: specific heat capacity (J/kg K)
d: diameter of heat transfer tube (m) {(dp-ds)/2: thickness}
G: mass velocity (kg/m2 s) h: heat transfer coefficient (W/m2 K)
K: (W/m K)=(overall heat transfer coefficient)×(heat transfer area per unit length)
k: thermal conductance (W/m K) N: number of heat transfer tubes (-)
q’: linear heat loss (W/m) q’=UHXPA(TP-TA) : (W/m)
PA: perimeter of shell side (m) T: temperature (K)
UHX: overall heat transfer coefficient of shell side (fluid to environment)(W/m2 K)
ρ: density (kg/m3)
Subscripts

- 36 -
p: shell side s: tube side
t: heat transfer tube A: environment
f: fouling
Other than the above evaluation, the overall heat transfer coefficient is usually given by the following
equation.
ss
o
ssf
o
i
o
t
o
pfp dh
d
dh
d
d
d
k
d
hhU
,,
ln2
111 (3.7.6)
2) Liquid metal
In the case of liquid metal coolant, the heat transfer correlation is different from water due to the small
Plandtl number. Seban-Shimazaki (1951) proposed the following correlation.
8002505 .Pe.Nu (3.7.7)
PrRePe
/udRe e , k/Cpa/Pr , k/hdNu e
His correlation seems to give us the most proper value according
the many handbooks and studies. The similar correlation that has
constant 7 in the correlation was proposed by Lyon (1949). The
above correlation was proposed by Subbotin (1962) too, and
sometimes it is called the Subbotin’s correaltion. Furthermore,
the heat transfer coefficients for heavy metals are degraded
compared with sodium and other liquid metals. The cause of this
characteristic is not clear yet. Lubarsky & Kaufman (1955)
proposed the following correlation taking into account this fact. 406250 .Pe.Nu (3.7.8)
There are several components like heat exchangers and steam
generators to which we have to apply the heat transfer correlations
other than the reactor core. Since the flow system is complex, we
have to apply the heat transfer coefficient to the component and
confirm its applicability in advance. The almost of all the heat
transfer coefficients were measured using small-scale apparatuses
and the range of applicability is narrow in general. Therefore, it is
difficult to apply the correlations to the real-scale components even
though they are the non-dimensional forms. Figure3.7.2 shows a
Primary sodium Secondary
~6m
~12m
Fig. 3.7.2 Schematic of IHX

- 37 -
schematic of an intermediate heat exchanger (IHX) of the ‘Monju’ reactor. The Nusselt number based on
measured heat transfer coefficient at ‘Monju’ is shown in Fig. 3.7.3. It was clarified that the Nusselt
number is expressed by the correlation proposed by Seban-Shimazaki when the Péclet number is larger
than 30. Since the Péclet number is a product of the Reynolds number and the Plandtl number, the large
Péclet number means the large Reynolds number. On the other hand, the Nusselt number is lowered from
the Seban-Shimazaki’s correlation when the Péclet number is less than 30.
Fig. 3.7.3 Comparison of measured heat transfer coefficient and data in handbooks
3) Air coolers
In liquid metal cooled fast reactor, air
coolers (ACs) are used as one of
passive heat removal systems of decay
heat. Evaluation of the heat transfer
coefficient is generally difficult because
of a complex geometry. Figure 3.7.4
shows a schematic of the air cooler
provided at the second heat transport
system (HTS) of the ‘Monju’ reactor.
[1] Seban & Shimazaki
[2] Martinelli-Lyon
[3] Lubarsky & Kaufman
(Nu=0.625Pe0.4)
[3]
0.1
1
10
100
1 10 100 1000 104 105
PrimarySecondary
Nu
Pe
Inlet vanes (controlled)Blower
Inlet damper (open-close)
Finned heat transfer tubes
Exit damper(controlled together with inlet vanes)
Approx.30m
~4.5m ~5.3m
~6.5m
Rated: 15MW
Fig. 3.7.4 Schematic of air cooler

- 38 -
Sodium in the secondary HTS flows inside the finned heat transfer tubes shown in the figure, and cooled by
air flow. Some studies have been done for the forced circulation heat transfer realized by a blower.
However, an appropriate heat transfer correlation is required to calculate the accurate temperature in the
case of the natural circulation. The heat transfer inside the heat transfer tubes are evaluated using the
following empirical correlation.
8.03 025.00.5 PeNu Seban & Shimazaki (1951) (3.7.9)
Heat transfer from finned heat transfer tube to air can be evaluated by the following empirical correlation
derived from the air-cooling experiment conducted at 50 MW steam generator facility and ‘Monju’.
31988103
1 107969 /. PrRe.Nu Re<3000 (3.7.10) 3167020
2 13700 /. PrRe.Nu Re≧3000 (3.7.11)
Nu = min (Nu1, Nu2) (3.7.12)
Mochizuki (2007) obtained the above
correlation as shown in Fig. 3.7.5. Since the
effect of fin is removed from the above
correlations, the fin efficiency should be taken
into account to evaluate the heat transfer with
various fin configurations. The heat transfer
coefficient h obtained from the above
correlations has the following relationship
with the fin efficiency .
T
fbT A
AAhh
(3.7.13)
Where, AT, Ab, Af stand for total surface area
of finned heat transfer tube, surface area on the
heat transfer tube between fins, and surface area of fins. φ was studied by Gardner (1945). In the case
of the disk type fin, the fin efficiency is expressed by the following Bessel functions.
bb
bb
b
fb
f uKuI
uKuI
u
uu
00
11
2
1
2
(3.7.14)
f
f
uK
uI
1
1 ,
1
/
o
fb
d
dkyhH
u ,
o
fbf d
duu (3.7.15)
As you can see from Eq. (3.7.15), the fin efficiency is a function of the heat transfer coefficient.
Therefore, iterative calculations are necessary to obtain the final heat transfer coefficient from the
Fig. 3.7.5 Heat transfer of finned AC
0.1
1
10
100
1000
10 100 1000 104 105
50 MWSGMonjuJoyo
Nu/
Pr1/
3
Re
Nu/Pr1/3=0.1370Re0.6702
+20%
-20%
Data by Jameson
+10%
-10%
Nu/Pr1/3=9.796 10-3Re0.9881×

- 39 -
correlations.
In the case where AC is operated by natural circulation, the buoyancy force should be calculated using
the following equation.
ALTTgF aB (3.7.16)
A: flow area (m2), L: flow path length (m)
β: volume expansion rate of air (1/℃)
4) Steam generators
In this section, steam generators (SGs) for the fast breeder reactor is explained. In SG, high temperature
coolant flows outside the pipe and water flows inside the heat transfer tubes. The previous correlations
can be applied to evaluate heat transfer for the straight-tube-type steam generators. However, in the case
of ‘Monju’, the heat transfer tube configuration is helical-coil-type. In this type, centrifugal force effects
on the heat transfer. Therefore, the heat transfer coefficient is different from that of straight tube.
There are only two empirical correlations for the helical-type heat transfer tube. Mori-Nakayama
(1967) studied the heat transfer coefficient for single-phase flow of liquid and gas. These correlations are
used coupling with Schrock-Grossman (1959) that can be used for subcooled boiling and nucleate boiling.
61
52
121
65
40 06101
41 .
coil
il
coil
il
.l
l
ill
D
dRe
.
D
dRe
Pr
k
dhNu (3.7.17)
(Mori & Nakayama),
,1
5.275.0
ltt
hX
h
(Schrock & Grossman) (3.7.18)
Where,
1.05.09.01
g
l
l
gtt x
xX
(3.7.19)
hl is given by the Mori-Nakayama correlation.
Heat transfer coefficient for vapor is given by the Mori & Nakayama (1967) correlation.
5
12
101
54
32
09801
0740226
coil
ig
coil
ig
g
g
g
igg
D
dRe
.
D
dRe
.Pr.
Pr
k
dhNu (3.7.20)
For film boiling heat transfer coefficient, Eqs. (3.7.17) and (3.7.20) are interpolated according to the
value of steam quality x. Heat transfer coefficient between sodium flow and the heat transfer tube is

- 40 -
evaluated by the Hoe et al. (1957) correlation.
3
2228.003.4 N
O
NN Pe
d
kh (3.7.21)
Using these correlations, temperature distributions
measured at the 50 MW SG are evaluated. The Results
are shown in Fig. 3.7.6 and Fig. 3.7.7.
200
250
300
350
400
450
500
-1 0 1 2 3 4 5 6 7
Exp. No. R18-0010
Water in downcomer (Exp.)Water in heater tube (Exp.)Sodium (Exp.)Temperature difference (Exp.)Water in dwoncomer (NETFLOW)Water in coil (NETFLOW)Sodium (NETFLOW)
Te
mp
era
ture
Position (m)Bottom Top of SG
Axial Temperature Profile of EV: 100% Load
(℃)
Effective helical coil region
A
BC D
A: Non-boiling heat transfer, B: Subcooled boiling, C: Nucleate boiling, D: Transition boiling to
Fig. 3.7.6 Temperature distribution in evaporator of 50MW SG
Photo 3.7.2 50MW SG Facility
450
460
470
480
490
500
-0.5 0 0.5 1 1.5 2
Exp. No. R18-0010
Sodium (Exp.)Temperature difference (Exp.)Sodium (NETFLOW)
Tem
pera
ture
Position (m)Bottom Top of SG
Axial Temperature Profile of SH: 100% Load
(℃
)
Effective helical coil region
Photo 3.7.1 Evaporator of 50MW SG
E
Fig. 3.7.7 Temperature distribution in super heater of 50MW SG

- 41 -
dryout, E: Gas flow.
3.8 Control rod
Configuration of control rod is different form
each plant type. In the BWR core, the control
rods are driven by water pressure from the bottom
of the core. In the PWR plant, they are driven by
motors from the top. While, in FBR, ATR,
CANDU, they are driven by motors from the top.
Since the environment pressure is atmospheric,
gravitation can be used to drop the rods. The
mechanism driving the rods is called as control rod
drive (CRD). A wire hanging the rod is
connected to CRD via an electro-magnetic clutch.
If this clutch could not be cut during an abnormal
transient, the reactor would encounter the very
crucial situation. This situation is called as
ATWS (anticipated transient without scram), and
countermeasures should be taken in the design.
The control rods must be inserted into the core within the
designed time even in the case of the earthquake.
Therefore, special tests are needed to confirm the capability
using a mock-up shaken by simulated acceleration. In the
case of LWR, the safety rods are inserted into the core
within 2 seconds.
Negative reactivity is inserted into the core as the control
rod insertion. Because of the axial distribution of the
neutron flux, a relationship between the reactivity and
position is S shape. Figure 3.8.1 shows negative
reactivity of the safety rod vs control rod position at the
experimental fast reactor ‘Joyo’. When relative value is
used, almost all the curves become similar.
Since the safety rod is a very important component to stop the neutron reaction, the different types of
rods must be provided in order to escape the common failure. In heavy water reactors, liquid poison is
injected into the heavy water moderator. In fast breeder reactor, a new type shutdown system is under
development. This system is called as self-actuated shutdown system (SASS) that uses a very special
magnetic clutch as shown in Fig. 3.8.2. The magnetic clutch is consists of specific magnet that loses
magnetic forth at the specific temperature. Therefore, if the exit temperature of the reactor increased, the
Coil
Temperature sensible Alloy(30Ni-32Co-Fe )
Connecting surface
Armature
Electric magnet
Iron
Top of CR
Self Actuated Shutdown System (SASS)
Coil
Temperature sensible Alloy(30Ni-32Co-Fe )
Connecting surface
Armature
Electric magnet
Iron
Top of CR
Self Actuated Shutdown System (SASS)
Fig. 3.8.2 SASS of FBR
Fig. 3.8.1 Characteristic of control rod

- 42 -
control rods were declutched automatically. The system is tested using the ‘Joyo’ reactor and shows the
good result.
3.9 Example of the plant
Figure 3.9.1 shows the reactor vessel and
internals. The coolant is re-circulated by
internal pumps housed in the reactor vessel,
and becomes two-phase mixture during
passing through the core. The two-phase
mixture is separated into steam and water using steam separators provided above the core. The separated
water returns to the pump through the downcomer between the reactor vessel and the shroud. The steam
pressure at approximately 7.2MPa (saturation temperature: 287℃) is taken out of the reactor vessel and is
supplied to the turbine. The vapor is condensed in the condenser and feed water at approximately 215℃
supplied to the reactor via the nozzle provided on the reactor vessel. A sparger is provided at the top of
the feed water pipe, and supplies subcooled water. Carry-under voids are condensed at this level, and
re-circulation flow becomes subcooled water at approximately 276℃ . The increase of coolant
temperature in the BWR core is only about 10℃ because energy generated in the core is used to evaporate
coolant. The coolant temperature increase in the PWR core is larger than that of BWR because the
generated energy is absorbed by coolant in the form of heat capacity.
Dryer
Separators
Fuelassemblies
Internal pump
Control rod drive
Reactor vessel and internals
Dryer
Separators
Fuelassemblies
Internal pump
Control rod drive
Reactor vessel and internals
Fig. 3.9.1 Reactor core of ABWR
Fuel rod
Spring
Cladding (Zircalloy)
Pellet
Pellet
Handle
Upper tie plateOuter spring
Fuel rod
Support grid
Channel box
Lower tie plate
Fuel rodWater rod
Control rod
Channel box
14cm
10 mm
10 mm
Fuel rod
Spring
Cladding (Zircalloy)
Pellet
Pellet
Handle
Upper tie plateOuter spring
Fuel rod
Support grid
Channel box
Lower tie plate
Fuel rodWater rod
Control rod
Channel box
14cm
10 mm
10 mm
Fig. 3.9.2 Fuel bundle and CR

- 43 -
In ABWR, 10 internal pumps are provided in the reactor vessel and each pump cools fuel assemblies in
one sector. The fuel assembly is housed in a channel box as shown in Fig. 3.9.2. The fuel assembly
consists of fuel rods and other components. Many pellets of 10mm in diameter and 10mm in height are
contained inside the fuel rod made of zircalloy. There is a space upper part of the fuel rod, i.e., cladding
in order to contain gases as fission products.
The control rods are driven by water from the bottom of the core. The control rod is inserted
in-between the four fuel assemblies. In side the + shaped control rod, B4C spheres are packed in the
claddings. Due to this mechanism, the ejection of the control rod is taking into account in the safety
design.
An example to calculate plant dynamics is shown in Fig. 3.9.3. Since the void reactivity of BWR is
large in negative value, the positive reactivity is inserted into the core when voids are collapsed. As for
anticipated transients and accidents, items listed in Table 3.9.1 are evaluated. In any abnormal transients,
it is not allowed to cause dryout of cladding surface. In accidents, the dryout is allowed, however,
maximum cladding temperature shall be kept less than 1200℃ by providing properly engineered safety
features. That temperature is the maximum temperature not to occur exothermal reaction between
zircalloy claddings and water.
Fig. 3.9.3 Example of analytical model of plant dynamics
Table 3.9.1 Transients and accidents in the safety analysis of BWR
Abnormal transients Accidents
Control rod withdrawal in start-up
Control rod withdrawal during power operation
Loss of onsite power
Loss of feed water heating
Malfunction of re-circulation flow control system
All re-circulation pump trip accident
Loss of coolant accident (LOCA)
Main steam pipe break accident
Control rod ejection accident

- 44 -
Re-circulation pump trip
Load rejection
Closure of MSIV
Malfunction of feed water control system
Malfunction of pressure control system
Loss of total feed water
Break of radioactive waste gas process unit
Fuel handling Accident
References
Gardner, K.A., 1945. Efficiency of Extended Surface, Trans. ASME, 67, 621-631.
Gellerstedt, J.S., Correlation of Critical Heat Flux in a Bundle Cooled by Pressurized Water, BAW-1000A
Topical Report, 1976.
Jameson, S.L., 1945. Tubing Spacing in Finned Tube Banks, Trans. ASME, 67, 633-642.
Hench, J.E. et al., Design Basis for Critical Heat Flux Condition in Boiling Water Reactors, APED-5266,
1966.
Hoe, R.J. et al., 1957. Heat-Transfer Rates to Crossflowing Mercury in a Staggered Tube Bank, Trans.
ASME, 79, 899-907.
Huges, E.D., A Correlation of Rod Budle Critical Heat Flux for Water in the Pressure Range 150 to 725
psia, IN-1412, 1970.
Lubarsky, B. and Kaufman S.J., 1955. Review of Experimental Investigations of Liquid-Metal Heat
Transfer, NACA TN 3336.
Lyon, R.N., 1949. Forced Convection Heat Transfer Theory and Experiments with Liquid Metals,
ORNL-361.
Lyon, R.N., 1951. Liquid metal heat-tranfer coefficients, Chemical Engineering Progress, 47, 2, 75-79.
Mochizuki, H. and Takano, M., 2009. Heat Transfer in Heat Exchangers of Sodium Cooled Fast Reactor
Systems, Nuclear Engineering and Design, 239, pp. (In press).
Mori, Y. and Nakayama, W., 1967. Study on Forced Convective Heat Transfer in Curved Pipes (2nd Report),
Int. J. Heat Mass Transfer, 10, 37-59.
Mori, Y. and Nakayama, W., 1967. Study on Forced Convective Heat Transfer in Curved Pipes (3rd Report),
Int. J. Heat Mass Transfer, 10, 681-695.
Rohsenow, W.M., 1952. A Method of Correlating Heat Transfer Data for Surface Boiling Liquid, Trans.
ASME, 74, 969-975.
Schrock, V.E. and Grossman, L.M., 1959. USAEC report, TID-14639.
Seban, R.A. and Shimazaki, T.T., 1951. Heat Transfer to a Fluid Flowing Turbulently in a Smooth Pipe
with Walls at Constant Temperature, Trans. ASME, 73, 803-809.
Subbotin, V.L., et al., 1962., A Study of Heat Transfer to Molten Sodium in Tubes, Translated from
Atomnaya Energiya, 13, 4, 380-382.

- 45 -
4. Plant stability
When a nuclear power plant is designed, the following items relating plant dynamics shall be evaluated
in the nuclear regulation law, and the results are reported in the commissioning document.
1) channel hydraulic stability
2) core stability
3) plant stability
4) xenon oscillation stability
Regarding these items, the attenuation ratios are regulated. The attenuation ratio is defined as the ratio
of second overshoot to the first overshoot when a stepwise input is added to the system. When this ratio is
less than 1, the oscillation is attenuated. However, this value is regulated less than 0.5 or 0.25 depending
upon the situation.
Regarding the channel hydrodynamic stability, since power might cause oscillation if a density wave
oscillation occurred, it must be shown that the operation conditions are within the stability region. It is
usual that this stability is evaluated by a frequency domain code. Regarding the core stability, it must
be shown that the oscillation coupling with nuclear characteristics does not occur. In the plant stability,
it must be evaluated that the oscillation coupled with control systems does not occur. To evaluate these
sort of oscillations, stepwise change of the reactor power, system pressure, water level and others are
added to the systems during the commissioning tests other than the analysis beforehand. Regarding
xenon oscillation, it must be shown by analysis that the oscillation does not occur. Furthermore, it must
be shown that the dryout of the fuel surface and cladding maximum temperature are within the regulation,
and suitable margin is kept.
4.1 Channel hydraulic stability and core stability
In general, the equation of oscillation is expressed by the following equation.
02 22
2
xndt
dx
dt
xdn (4.1.1)
n: angular frequency
ζn: attenuation constant
When ζn is larger than 0, the solution of the above
equation is attenuated. Whenζ n is 0, the solution
shows the limit cycle.
The hydraulic, core and plant stabilities are evaluated
by two parameters. One is the attenuation ratio shown
in Fig. 4.1.1. This ration is expressed as X2/X0. The
other one isζn. These two parameters mean the same
X0
X1
X2
Time
Value
X0
X1
X2
Time
Value
Fig. 4.1.1 Attenuated oscillation

- 46 -
thing.
(a) Regulated value
The plant shall be designed in order to satisfy the following conditions for all operating conditions.
Channel hydraulic stability 102 X/X , ζn>0
Core stability 102 X/X , ζn>0
Plant stability 102 X/X , ζn>0
(b) Operational regulation
The safety of the plant is guaranteed by the above regulation. However, the following conditions are
targets for the plant operation.
Channel hydraulic stability 5002 .X/X , 110.n
Core stability 25002 .X/X , 22.0n
Plant stability 25002 .X/X , 220.n
In a sense, these are margins for the plant design. Therefore, there are some cases that these values are
not satisfied with real operation.
4.2 Ledinegg instability
In same cases, the pressure loss along the flow
passage shows not the quadratic characteristic but the
characteristic having a negative gradient as shown in
Fig. 4.2.1. If the pump characteristic is case-1 and
the pressure-loss characteristic crosses at three points
like case-1, the operation condition of the pump is
unstable. For example, if the pump is operated at the
point A, the operating condition has an excursion to B
or C when a small perturbation is added to the pump.
This flow instability is called the Ledinegg instability. In order to escape from this instability, the both
characteristics should be changed not to have plural solutions. The following methods are taken in
general; the pressure loss characteristic shown as case-2 by decreasing inlet subcooling. The orifice is
installed at the inlet of the core, the pump characteristic is changed like case-3. Since this curve does not
have plural solutions, the system is stabilized.
4.3 Density wave oscillation
In the some conditions of the two-phase flow, the density wave oscillation may occur. When a
perturbation at the inlet is added to the total flow rate W, flow rate changes to W+W. Due to this
perturbation, the boiling boundary moves upward. The pressure loss in the single-phase region increases
by P1 and decreases by P2 in the two-phase region. Naturally the pressure loss change in the
Fig. 4.2.1 Pressure loss of boiling two-phase flow
ΔP
Flow rate
Pump characteristic: case-2
Pressure loss: case-1
Pressure loss: case-2
Case-1B
C
E
DA
Pump characteristic:
Diff
eren
tial p
ress
ure
Pump characteristic: case-3

- 47 -
two-phase region is larger than in the single-phase region. Since the
pressure difference between the inlet and exit is normally kept at constant,
the flow changes to keep the following relationship.
021 PP (4.3.1)
Sound velocity of the two-phase flow is slower than that of single-phase
flow. Therefore, the flow in the single-phase region changes to take
balance, i.e., decreases the flow rate. Shortly, pressure disturbance of the
density change to increase the flow rate travels to the inlet. The phases of
both requirements are different each other. Due to this phase shift, the
flow is oscillated in some conditions. This is called the density wave
oscillation. During this oscillation, we can observe that the density change
of the two-phase flow propagates like a wave in the flow passage. In order
to stabilize the flow, an orifice at the entrance of the flow passage is
effective. In this case, the
relative pressure difference
in the two-phase region to
the single-phase region
becomes smaller than the
case where there is no
orifice. This type
oscillation in the natural
circulation condition was
investigated using a
full-scale heat transfer loop
(HTL) and a safety
experiment loop (SEL) of
the pressure-tube type
reactor Fugen as shown in Fig. 4.3.2, because this oscillation accompanies dryout in the core. It was
found that the density wave oscillation occurred in high quality regions. Q, W and Γ stand for power
(kW), flow rate (kg/s) and latent heat (J/kg), respectively. The abscissa stands for non-dimensional
subcooling defined as follows.
lg
sat
lg
sublsub i
ii
i
TCpX
(4.3.2)
The region inside the solid curve corresponding to individual pressure is stable. Measured data were
threshold to start oscillation.
Exit
Inlet
Tw
o-ph
ase
P2
Sin
gle-
phas
e
P1
Boundary of boiling
Con
stan
t pre
ssur
e di
ffer
ence
Fig. 4.3.1 Density wave oscillation
0
0.2
0.4
0.6
0.8
1
1.2
0 0.05 0.1 0.15 0.2
75317 (Present data)7531
Q/(W )
Xsub (-)
Xe = 1
Xe = 0
Low power oscillation
HTL
SEL
Pressure (MPa)
Stable for 1MPa
Stable
Stablefor 7MPa
Fig. 4.3.2 Threshold of density wave oscillation

- 48 -
4.4 Flow pattern induced oscillation
The flow pattern induced oscillation can
be seen in a flow passage having long
horizontal piping at the exit of the heating
section. This type oscillation was found
in the pressure-tube type reactor Fugen
when the plant was tripped as shown in
Fig. 4.4.1. By the tests using a full-scale
heat transfer loop of Fugen, it was
clarified that this oscillation was classified
into the low power oscillation. To
investigate the mechanism of the
oscillation, the test using water and air was conducted using HTL. Voids generated in the vertical section
flew into the horizontal section and coalesced to make a large plug. This plug escaped from the horizontal
section to the vertical section intermittently. This behavior caused the flow oscillation. In the case of
piping with 2-degree inclination, voids did not make a large plug but a small scale slug flew smoothly in
the line and the flow oscillation was not excited.
4.5 Geysering
In case of a long vertical piping with closed
end at the bottom or flow rate is very small,
sadden boiling would occur when subcooled
liquid is heated and reached to the super-heated
condition. Steam generated by the boiling
0
1
2
3
4
5
6
7
200
220
240
260
280
300
0 50 100 150 200 250 300 350 400Time (sec)
Ch.1175
Flo
w R
ate
(kg/
s), P
ress
ure
(MP
a)
Tem
pera
ture
(o C)
Measured Flow Rate
Header Pressure
Header Temperature
Saturation Temperature
Ch.1575
Fig. 4.4.1 Flow oscillation in Fugen reactor
Photo 4.4.1 Flow regime in horizontal piping
Pressure: atmospheric
Average water flow rate: 35 l/min
Average air flow rate: 15 l/min
Photo 4.4.2 Flow regime in piping with
2-degree inclination
Pressure: atmospheric
Average water flow rate: 35 l/min
Average air flow rate: 15 l/min
liquid
vaporheating
Condensation
Fig. 4.5.1 Illustration of geysering

- 49 -
flows out of the pipe and subcooled liquid flows into the vertical pipe. Due to the subcooled liquid,
boiling stops for a while. This type oscillation is called as geysering. The oscillation may be excited
under the conditions of the lower system pressure, the longer the downstream piping and the lower the inlet
flow rate.
4.6 Chugging
In the flow system where steam is supplied into the
subcooled water through a long piping as shown in Fig. 4.6.1, a
large flow oscillation may be excited under a certain condition.
This is the case in a steam relief pool of the nuclear reactor. In
this system, condensation induces flow fluctuation always.
However, steam can be supplied rather constantly. In the case
of the chugging, subcooled water reversed to the piping due to
violent condensation. The flow oscillation criteria are affected by steam velocity in the pipe, subcooling
of water adjacent to the exit of the pipe, ratio of non-condensable gas, compressibility of steam, etc.
Fig. 4.6.1 Illustration of chugging

- 50 -
5. Application of component modeling to the nuclear power plant
5.1 Plant transient in Liquid-metal-cooled fast reactors
5.1.1 Heat transfer between subassemblies
In case of a liquid-metal-cooled reactor, there are several
specific heat transfers to be considered. One of them is inter
subassembly heat transfer (ISHT). Since liquid-metal has
high thermal conductivity compared with water, there is a heat
flow across the core. Therefore, temperatures of all the fuel
assemblies and control rods should be evaluated taking into
account of ISHT. Otherwise, exit sodium temperature in the
center region is calculated higher than the reality and
temperatures in peripheral channels are calculated lower than
the reality. This phenomenon is outstanding during a low
primary flow condition in particular. The heat transfer
mechanism is shown in Fig. 5.1.1, i.e., the heat transfer based on heat conductions of both liquid metal and
wrapper tube and heat transfer by inter-wrapper flow in-between subassemblies.
When gap between the subassemblies isδg, and thickness of wrapper tube is t, the overall heat transfer
coefficient is expressed as follows for the concerned axial mesh j.
jk,sg
jk,liq
g
jk k
t
hkU
1 (5.1.1)
kliq: thermal conductivity of liquid metal
ks: thermal conductivity of structure (wrapper tube)
h: heat transfer coefficient by inter-wrapper flow
8002505 .
liq
e Pe.k
hdNu
l
ld
gge
2
l: facing peripheral length
The heat rate is evaluated by the following relation.
jk
ji,m
jki
jmi,k
jk TTUzlNQ
6
1
Nmk,i: number of subassemblies of channel group m facing to the face i of channel k
Δzj: length of axial mesh j
Tk
Tk+1
t
k+1th layer
Tk-1
Center
k-1th layer
δg
Sodium flow
Tk
kth layer
Fig. 5.1.1 Inter-subassembly heat transfer

- 51 -
5.1.2 Turbine trip test of ‘Monju’
A turbine trip test at 45% thermal power of
Monju shown in Fig. 5.1.2 was conducted in
1995 to investigate the capability of the air
cooling system (ACS) in an actual situation.
In this test, an abnormal situation of the
turbine was assumed. The reactor was
scrammed by the signal of turbine trip, and
then pumps in primary and secondary loops
were tripped. Pony motors took over
operation when flow rates in primary and
secondary loops were approximately 10%
and 8%, respectively. The operation of the
blower of ACS was initiated to start cooling
of the secondary loop. The stop valve of
the steam generator (SG) was closed completely 30 seconds after the trip of the reactor, and at the same
Primary Heat Transport System (PHTS)Turbine system
Secondary sodium
Primarysodium
IntermediateHeat Exchanger(IHX)
Primary circulating
pump
Core
Air cooler(AC)
Evaporator(EV)
TurbineGenerator
Feed water pump
Sea water cooler
Condenser
Secondary Heat Transport System (SHTS)
Secondary circulating
pump
Super heater(SH)
PLUS CodeNETFLOW Code
NETFLOW++ code
Fig. 5.1.2 Schematic diagram of ‘Monju’
Fig. 5.1.3 Example of analytical model of ‘Monju’
7
Evaporator Super-heater
[13]
[1]~[7]
[47]
Monju 3-Loop Calculation Model
210
-2
8 9
12
1
5
6
-1
[8] IHX
Air cooler
[28]
[29]
[30]
Highpressureplenum
Pump
Upper plenum
[31]
[32]
[33]
[15]
[16]
[34][35]
[17]
[14]
to turbine
11[10]
[11]
[12]
[9]
22.80
32.50
29.00
32.7533.05
23.8024.00
26.613
23.0021.62
21.35
28.45 26.85
31.90
34.20
29.20
26.20
38.66 38.42 38.42
49.30
31.41
31.45
42.20
43.30
37.11
28.20
28.84
34.8537.11
47.00
39.1735.27
50.9650.9647.68
47.68Pump
326.906
Link 1-Link 6: 1st to 6th layer (Inner driver)Link 7: 7th & 8th layer (Outer driver)Link 8: 9th to 11th layer (Blanket)Link 9: Center CRLink 10: CRsLink 11: Bypass
[24]
[18]
[19]
1
[46]
[23]
19
[49]
522
-4
2021
24
[42]
[43]
[44] [45]
23
[25]
[26]
[27]
13
[48]
416
-3
14
18
[37]
[38]
[39] [40]
17
[20]
[21]
[22]
1
[36]
[41]
to Loop-B
to Loop-C
Loop-ALoop-B
Loop-C from Loop-B, C
24.00
1 3
1
1
3
No. 2 feed water heater
No. 1 feed water heater
Feed water pump
Deaerator
Drain Drain
Extraction
Low-pressure turbine
Condenser(Pressureboundary)
3
4
15
2
(Flow boundary)

- 52 -
time turbine bypass valves were opened for a while to prevent the pressure increase and then closed
completely.
Figure 5.1.3 shows the calculation model of this even. One third of the core is represented by three
kinds of channels corresponding to inner core fuels, outer core fuels and blanket fuels etc. Shielding
channels are neglected in the calculation model. Total numbers of sub-assemblies considered in the
present calculation are 130, i.e., 36, 30 64 sub-assemblies for the above three kinds of regions. An upper
plenum model is not used in this calculation because this part is not cooled by dipped cooling heat
exchangers. In order to consider the inventory of sodium in the plenum that mixes with the main flow, a
junction to the free surface and to a flow passage for IHX is provided near the liquid surface. Mixed
sodium flows downward once, and flows out of reactor vessel. In the reactor vessel of Monju, there is
such a flow passage with holes at different heights. Flow coefficients of values, Cv, for the stop valve and
the bypass valve are given to the code by tables as a function of throttling. The vane is controlled by a
proportional-integral-derivative
(PID) controller model in the code.
A comparison between the test
and a calculation is shown in Fig.
5.1.4. Open symbols stand for the
test and closed symbols stand for the
calculation. P and S in parentheses
stand for the primary loop and the
secondary loop. Flow rate changes
in primary and secondary loops from
main motors to pony motors are
simulated. It is complicated to give
two characteristics for each pump to
calculate rated operation and low speed
operation. Due to this reason, flow
rate in the secondary loop is fluctuated
slightly. Flow rate of the primary loop
is simulated without any fluctuation.
Temperature behaviors in both loops are
also simulated with a satisfactory
accuracy. Temperature fluctuation
near 6000 seconds is due to the air
cooler operation mode change from
forced to natural circulation.
Measured temperatures and
calculated temperatures with the ISHT
300
350
400
450
500
0 2000 4000 6000 8000 1 10 4
1A11C12F12F23D33F14B34F14F25B1
5B36B16B66D1Cal. Layer 1Cal. Layer 2Cal. Layer 3Cal. Layer 4Cal. Layer 5Cal. Layer 6
Time (sec)
Temperature (℃)
Fig. 5.1.5 Temperatures at the exit of SAs
Fig. 5.1.4 Turbine trip at 45% thermal power
200
250
300
350
400
450
500
0
100
200
300
400
500
600
0 2000 4000 6000 8000 1 104
R/V exitIHX exit (P)IHX inlet (S)IHX exit (S)NETFLOWNETFLOWNETFLOWNETFLOWR/V Exit (SC)IHX exit (P) (SC)IHX inlet (S) (SC)
Flowrate (P) kg/sFlowrate (S) kg/sNETFLOWNETFLOW
Flo
w r
ate
(kg/
s)
Tem
pera
ure
(℃)
Time (sec)

- 53 -
model at the exit of subassemblies are shown in Fig. 5.1.5. They are corresponding to exit subassembly
temperatures for 1st to 6th layer, which are inner core driver fuel assemblies (SAs). Legends indicated with
the combination of an alphabet and figures are names of subassemblies: first figure indicates layer number.
All measured temperature trends from the center to the outer of the core are almost of the same magnitude,
and are predicted by the NETFLOW code with the same behavior. Although temperature curves without
the ISHT model are not illustrated in these figures, they are almost of the same magnitude as those with the
ISHT model due to the forced circulation using a pony motor. These trends are very much dependent on
coolant flow distributions by orifices at the entrance nozzle. Only a small temperature peak appears at
around 1100 seconds.
5.1.3 Natural circulation of sodium cooled reactors
In the case of a
liquid-metal-cooed fast
reactor, it is not difficult
to calculate a plant
transient under forced
circulation conditions.
However, it is generally
difficult to trace the plant
behavior under natural
circulation conditions.
The calculation should be
long. When the heat
transport system of the
fast reactor is operated
with natural circulation,
the system to remove decay heat of the core is operated with forced or natural circulation. These systems
should be correctly coupled in order to evaluate temperatures in the core and various portions of the plant.
In the present safety logic, the natural circulation has no credit. However, to show the capability of the
reactor cooling using the natural circulation is very important for the future reactor.
A natural circulation behavior is shown in Fig. 5.1.6. This shows the test in order to confirm the air
cooler (AC) capability when the secondary heat transport system is operated under the natural circulation
condition. The decay heat is simulated by heat produced in the primary pump. Therefore, the primary
heat transport system is operated under the forced circulation condition. All important plant parameters
are predicted with satisfactory accuracy. But this is not the actual natural circulation.
In fast reactors, it was estimated that temperature at the exit of the core might increase before the
establishment of the natural circulation because it took long period to establish buoyancy force depending
upon various temperatures in the plant. Therefore, a natural circulation test was conducted at the
Fig. 5.1.6 Natural circulation test-2 at ‘Monju’
200
250
300
350
400
0
50
100
150
200
250
300
350
400
0 2 4 6 8 10
R/V exit Temp. (Test)IHX second. inlet temp. (Test)IHX second. exit temp. (Test)ACS(B) Na exit temp. (Test)R/V exit temp. (Calc.)IHX second. inlet temp. (Calc.)IHX second. exit temp. (Calc.)ACS(B) Na exit temp. (Calc.)
ACS(B) Na Flow rate (Test)ACS(B) Na flow rate (Calc.)
Temperature (℃
)
Flowrate (kg/s)
Time (hours)

- 54 -
experimental
fast reactor
‘Joyo’ with
the 100MW
irradiation
core under
the
assumption
of total
blackout of
the plant.
In case of
turbine trip
or load
rejection
event,
emergency diesel system can be used in order to obtain alternative power source. However, no electricity
except DC power used for instrumentation is available in the case of the total blackout event. In light
water reactors, since this event is classified into the accident, no test is conducted in the real plant.
The important plant parameters and subassembly exit temperatures during the natural circulation are
calculated using the analytical model shown in Fig. 5.1.7. Eleven channel groups representing various
subassemblies in the core. The comparison of the plant parameters between the test and the analysis is
shown in Fig. 5.1.8 for the center and the 3rd subassemblies. As shown in the figure, subassembly exit
temperatures decrease due to forced flow by pump coast-down. However, the temperatures increase just
before the establishment of the natural circulation. Then, the temperatures decrease due to the natural
circulation and decreased decay heat.
Measured
SSC-L
400
440
480
520
560
0 50 100 150 200 250 300 350 400
NETFLOW++ with ISHT modelNETFLOW++ without ISHT model
Time (sec)
Te
mp
era
ture
( ℃
)
Fig. 5.1.8 Temperature behaviors at the exit of the center and the 3rd subassemblies
Link [1]: Center-subassemblyLink [2]: First layerLink [3]: Second layerLink [4]: Third layerLink [5]: 4th layerLink [6]: 5th layerLink [7]: Irradiation rigsLink [8]: Control rodsLink [9]: Inner reflectorsLink [10]: Outer reflectorsLink [11]: Bypass channel
JointSub-joint
2
6
3
UCSUpper plenum
-1
[1]-[7][8]-[10]
[13]
Low-pressure plenum
[20]
[11]
[17]
[18]
[19][24]
1High-pressure plenum
GL‐8.50
GL‐6.20
GL‐6.10
GL‐9.53
GL‐12.50
GL‐12.80
GL‐7.45
-3
Pump
Pump
IHX
[21] [22]
[23]
[26]
Air cooler 4Air cooler 3
7
8
-2
Pump
Pump
IHX
[15][14]
[16]
[25]
GL+2.50
GL+8.00
GL‐11.70
GL‐4.60
GL+8.62
Air cooler 1 Air cooler 2
7
8
45
[12]
Check valve
Fig. 5.1.7 Calculation model of ‘Joyo’
SSC-L
Measured
400
420
440
460
480
500
520
540
560
0 50 100 150 200 250 300 350 400
NETFLOW ++ with ISHT modelNETFLOW ++ without ISHT model
Time (sec)
Te
mp
era
ture
(
℃ )

- 55 -
References
[1] Mochizuki, H., 2007. Verification of NETFLOW code using plant data of sodium cooled reactor and
facility, Nuclear Engineering and Design, 237, pp.87-93.
[2] Mochizuki, H., 2007. Development of a Versatile Plant Simulation Code with PC, Proc. ICAPP2007.
[3] Mochizuki, H., 2007. Inter-subassembly Heat Transfer of Sodium Cooled Fast Reactors: Validation of
the NETFLOW Code, Nuclear Engineering and Design, 237, (2007), pp.2040-2053.
[4] Mochizuki, H., 2008, Expansion of a Versatile Plant Dynamics Analysis Code And Validation using
FBR Plant Data, NTHAS6, Okinawa Japan, N6P1001.
[5] Mochizuki, H. and M. Takano, 2009. Heat Transfer in Heat Exchangers of Sodium Cooled Fast Reactor
Systems, Nuclear Engineering and Design, 239, pp.295-307.
[6] H. Mochizuki, 2009. Code Validation for Decay Heat Removal using PRACS or DRACS in a Sodium
Loop, Proceedings of GLOBAL 2009, Paris, France, Paper 8137, pp.1674-1681.
[7] H. Mochizuki, 2009. Natural Circulation Characteristics in a Loop-Type LMFBR, Proceedings of
NURETH-13, Kanazawa, Japan, N13P1001.

- 56 -
5.2 Chernobyl accident
Figure 5.2.1
shows the
schematic of the
Chernobyl type
reactor that is
graphite-moderated
light-water-cooled
pressure-tube-type
reactor. At the
unit 4 of the
Chernobyl reactor,
the accident had
occurred on 26
April 1986. It has
passed two decades
since the Chernobyl
accident. However, the root cause of the Chernobyl accident was not clear enough according to the papers
published after the first official meeting held by IAEA (1986). So far, the accident was mainly
investigated from the following three scenarios:
1) the positive reactivity insertion by the flaw of the scram rods,
2) loss of pumping power by cavitation,
3) the positive reactivity insertion only by pump coast-down.
The mechanism of the positive reactivity insertion by the scram rods has been experimented and
calculated, and many researchers think that this is one of the causes of the accident. However, some said
that only the voiding only by the coast-down of re-circulation pumps was the root cause of the accident.
If we know the pump characteristics in
high-pressure condition, pump cavitation never
cause the Chernobyl accident. Flow rate
hardly decrease to zero during the cavitation
under the high pressure condition compared to
the characteristic under the atmospheric
condition. Furthermore, the accident was not
caused by only the scenario 3) when the
appropriate calculation is conducted.
Eventually it is shown by the analysis that the
root cause of the accident is a combination of
1. Core2. Fuel channels3. Outlet pipes4. Drum separator5. Steam header6. Downcomers7. MCP8. Distribution group headers
9. Inlet pipes10. Fuel failure detection equipment11. Top shield12. Side shield13. Bottom shield14. Spent fuel storage15. Fuel reload machine16. Crane
Electrical power 1,000 MWThermal power 3,200 MWCoolant flow rate 37,500 t/hSteam flow rate 5,400 t/h (Turbine)Steam flow rate 400 t/h (Reheater) Pressure in DS 7 MPaInlet coolant temp. 270 0COutlet coolant temp. 284 0CFuel 1.8%UO2Number of fuel channels 1,693
Fig. 5.2.1 Schematic of the Chernobyl reactor
0
500
1000
1500
2000
2500
3000
3500
25:0
0:00
:00
25:0
1:00
:00
25:1
3:05
:00
25:2
3:10
:00
26:0
0:28
:00
26:0
1:00
:00
26:0
1:23
:04
26:0
1:23
:40
The
rmal
Po
we
r (M
W)
Scheduled power level for experiment
30MW
Power excursion
secminhourday
Fig. 5.2.2 Power trend before the accident

- 57 -
the scenarios 1) and 3).
5
6
7
8
9
10
-600
-400
-200
0
200
400
0 60 120 180 240 300
Flowrate (m3/s)P (MPa)Flowrate (cal.)Pressure (cal.)
DS water level (mm)Feed water flowrate (kg/s)Reactor power (cal.)DS water level (cal.)
Flo
wra
te (
m3 /s
), P
ress
ure
(M
Pa
)
DS
wat
er le
vel (
mm
), F
eedw
ate
r flo
wra
te(k
g/s
)
Time (sec) Push AZ-5 button
Close stop valve:Turbine trip
Trend of parameters for one loop from 1:19:00 on 26 April 1986
1:19:00
Fig. 5.2.3 Plant behavior before the accident and power excursion at Chernobyl
It is very important to know the
plant conditions before the accident.
Because all data relating the
neutronics are made on the basis of
the operating condition before the
accident. It is also important to
trace the plant behavior before the
accident. Without this evaluation,
the simulation of the Chernobyl
accident seems to be impossible and
improper. We have to apply all
characteristics relating two-phase
flow and components to simulate the
plant transient.
Operators intended to conduct experiment to generate electricity to supply the important components like
pumps after the plant was scrammed. If the diesel system was reliable enough, this sort of experiment
was not necessary. They decreased the reactor power to the scheduled level as illustrated in Fig. 5.2.2.
Unfortunately, they encountered some troubles and they could not keep the power at the scheduled level.
The reactor power decreased to 30MW that was only 1/100 of the rated thermal power. They withdrew
the control rods from the core to increase the reactor power. However, the reactor power was only
200MW just before the accident due to the Xe build-up. According to the operation manual, they had to
8.0
1.0
5.0
1.5
Negative reactivity
Positive reactivity
Graphite displacer
Scram rod
Fuel 2×3.5m
8.0
1.0
5.0
1.5
Negative reactivity
Positive reactivity
Graphite displacer
Scram rod
Fuel 2×3.5m
Fig. 5.2.4 Control rods of the Chernobyl Reactor

- 58 -
remain certain number of control rods in the core. They might not know this regulation.
Figure 5.2.3 shows the plant trend approximately 5 minutes before the accident. Closed symbols in the
figure mean measured results by the SKALA system in the power station. In the accident behavior
analysis using a computer code, it is very important
to trace the operation from far before the accident in
order to obtain the similar transient as the accident.
The result analyzed by the NETFLOW code has good
agreement with the measured trend.
The safety rods of the RBMK reactor was inserted
into the core having more than 7m height with very
slow speed at 0.35m/s. The safety rod hanged a
displacer made of graphite to improve the neutron
economy when it was withdrawn. There was a
water column of 1m between the control rod and
displacer, and 1.5 m water column beneath the
displacer as shown in Fig. 5.2.4. Furthermore, there
was a non-heat generation region at the center of the
fuel because two short fuel bundles were connected
as shown in Fig. 5.2.5. Axial
power distribution showed a
double humped shape.
When the safety rod was
inserted into the core, the lower
water column was displaced from
the core and positive reactivity
was generated there. Without
this characteristic, the accident
never occurred. This positive
scram characteristic never
happens in the other reactors
except RBMK.
The power excursion occurred
at the lower part of the core at first, then expanded to the whole core. However, it was clarified by the
analysis that the accident was not such a crucial situation if the reactor power were in the scheduled level.
The calculated trends of thermal equilibrium steam qualities in the core are shown in Fig. 5.2.6, there
was no voids in the core just before the accident due to the system pressure increase by a steam control
valve or MSIV closure. As shown in chapter 1, the increment of the void fraction is larger when voids are
generated from the low steam quality. This means that the large power was generated in the core due to
the void reactivity.
Fig. 5.2.5 Fuel assembly of RBMK reactor
-0.02
-0.01
0
0.01
0.02
0.03
0.04
0.05
0 50 100 150 200 250 300
TopCenter
Tim e (sec)
Th
erm
al
eq
uili
bri
um
ste
am
qu
alit
y,
x (
-)
Fig. 5.2.6 Behavior thermal equilibrium steam quality

- 59 -
The cause of the accident is not very complex. But many researchers have reported that the root cause
of the accident is not clear enough even though they assume the positive scram. Because, they had to
assume a large positive reactivity to cause the same scale accident. It seems that they started calculation
just before the accident. In general, we have to take a steady state to start the calculation. However, if
take the steady state several seconds before the accident, such action may cause the difference of important
parameters from the reality.
References
[1[ IAEA, 1986. The accident at the Chernobyl nuclear power plant and its consequences. In: Information
compiled for the Exparts’ meeting, Vienna, Austria (INIS-mf-10523).
[2] Verikov, E.P., et al., 1991. The Chernobyl accident: current vision of its causes and development. In.:
Proceedings of the International Conference of Nuclear Accident and the Future of Energy, Paris,
France.
[3] Mochizuki, H., 2007. Analysis of the Chernobyl accident from 1:19:00 to the first power excursion,
Nuclear Engineering and Design, 237, pp.300-307.

- 60 -
Photos: Chernobyl Unit-4 after the
accident