Embed Size (px)
Citation preview

Waikato Centre for Advanced Materials
Thermo-mechanical Processing of Titanium
Alloys by Powder Metallurgy
Brian Gabbitas
Waikato Centre for Advanced Materials
Faculty of Science and Engineering The University of Waikato
New Zealand

Waikato Centre for Advanced Materials
Benefits of a PM approach
• Increased interest in using PM to make Ti
components:
– Reduced production costs
– Near net-shape forming
– Minimised machining costs
• Drawbacks to processing:
– Availability of affordable Ti powder
– Additional precautions required because Ti has an affinity
for O, N and H
– Dealing with this difficulties to enable economic
processing

Waikato Centre for Advanced Materials
Challenges and opportunities [1] [1] Peters et al, Current Status of Ti PM: Progress, Opportunities and Challenges, Key Engineering Materials, 520, pp1-7, 2012
• Cost: a perception that Ti is too expensive. A legacy
of aerospace applications.
• Powder Quality: – Powder cleanliness
– Contaminants introduced during post processing
– Paucity of information on long production runs of a single
part
• Industrial Grade Ti

Waikato Centre for Advanced Materials
Powder compact forging and extrusion
Typical PM processes for Ti and its alloys :
Raw material
Green powder compact
Sintering
Thermal-mechanical
processing
PA powder
BE powder
Cold compaction
Warm compaction
CIP
Induction sintering
Vacuum sintering
Forging
Extrusion

Waikato Centre for Advanced Materials
Powder compaction
Effect of H/D ratio on density/pressure curves
for Ti powder compaction. A density/pressure
curve for aluminum powder compaction is also
shown for comparison [1].
[1] Z. Razavi Hesabi, et al., "An investigation on the compressibility
of aluminum/nano-alumina composite powder prepared by blending
and mechanical milling," Materials Science and Engineering: A, vol. 454,
pp. 89-98, 2007.
The relative density of HDH Ti and HDH
and GA Ti-6Al-4V powder compacts as
functions of temperature under constant
pressure: 544 MPa applied to HDH Ti powder,
726 MPa applied to HDH and GA Ti-6Al-4V powders.

Waikato Centre for Advanced Materials
Particle size distributions
HDH Ti6Al4V
GA Ti6Al4V
Powder Particle size d(0.1) d(0.5) d(0.9)
GA Ti -100 mesh 70.530 97.008 133.547
HDH Ti -200 mesh 20.843 47.559 90.759
GA Ti64 -100 mesh 72.290 104.085 149.479
HDH Ti64 -200 mesh 10.234 45.645 97.630
Al-40wt%V -325 mesh 6.658 39.320 89.396
Waikato Centre for Advanced Materials
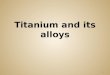
Powder Compositions
Powder Particle size H O N C Fe V Al Ti
HDH Ti -200 mesh 0.023 0.35 - 0.07 - - - Bal
GA Ti -100 mesh 0.027 0.11 0.02 0.01 0.11 - - Bal
HDH Ti64 -200 mesh 0.039 0.50 0.18 0.02 0.05 3.9 6.00 Bal
GA Ti64 -100 mesh 0.0045 0.13 0.02 0.02 0.05 4.1 6.07 Bal
Al-40%V -250 mesh - 0.24 - 0.003 0.16 42.24 Bal -

Waikato Centre for Advanced Materials
Powder Sintering
Stress-strain curves of specimens cut from as-sintered compacts:
(a) HDH Ti, relative density of 91%;
(b) GA Ti-6Al-4V, relative density of 85.8%;
(c) HDH Ti-6Al-4V, relative density of 80.8%. (AS=as-sintered)

Waikato Centre for Advanced Materials
Schematic of powder compact forging
35 mm a
45 mm b

Waikato Centre for Advanced Materials
Cross-section of a forged valve rocker
HDH Ti GA Ti6Al4V HDH Ti6Al4V

Waikato Centre for Advanced Materials

Waikato Centre for Advanced Materials
Mechanical Properties of Forgings (Valve Rocker As-Forged Condition)
Powder Oxygen
content %
Yield Stress
σys/MPa
Tensile Strength
σu/MPa
Ductility
% elongation to fracture
HDH Ti 0.41 631-663 767-800 9-14.3
HDH Ti
(5 mins holding)
0.42 597-658 770-800 16.3-27.1
GA Ti 0.12 431-500 538-590 14.0-27.3
HDH Ti6Al4V 0.52 1145-1296 1217-1372 0.7-7.9
GA Ti6Al4V 0.14 737-960 845-1070 1.7-10.9
Grade 1 Ti ingot [2] ≤0.18 170 240 24
Grade 4 Ti ingot [2] ≤0.40 480 550 15
Ti6Al4V ingot [2] 0.08-0.2 800-1100 900-1200 13-16
[2] E.W.C. Rodney Boyer, Materials Properties Handbook: Titanium Alloys, in: ASM International, 1994.

Waikato Centre for Advanced Materials
Mechanical Properties of Forgings (Valve Rocker As-Forged + Heat Treated
Condition)
Yield Stress σys/MPa Tensile Strength σu/MPa Ductility
% elongation to fracture
HDH Ti6Al4V (0.52% oxygen)
As-forged 1160 1292 6.2
Duplex anneal 1206 1262 3.3
Solution and aging 1352 1422 7.2
Recrystallization 1092 1221 12.5
Beta anneal 1163 1265 4.8
GA Ti6Al4V (0.14% oxygen)
As-forged 955 1063 9.3
Duplex anneal 997 1046 14.3
Solution and aging 1103 1195 9.9
Recrystallization 811 983 15.1

Waikato Centre for Advanced Materials
Stress-strain curves for test-pieces taken from the diving helmet component
45 mm b
As-forged Titanium As-forged and annealed at 750oC for 2 hours

Waikato Centre for Advanced Materials
Powder Compact Extrusion

Waikato Centre for Advanced Materials
Advantages and Disadvantages of Powder Compact
Extrusion using a BE approach
• Advantages
It is a lower cost process compared with using alloy powder.
There is a high degree of freedom in selecting an alloy
composition and in microstructural design.
A potential for reducing oxygen content compared with using
pre-alloyed powder.
• Disadvantages
Oxide scale on the surface of elemental and master alloy
powder.
An inhomogeneous distribution of elements which causes a
non-uniform microstructure.

Waikato Centre for Advanced Materials
Ti
allo
y
Microstructure Observation
(OM, SEM, TEM)
Property Test (UTS, YS, δ)
Table 1 characterization of parent powders
Parent
powder
Particle size O (wt. %)
Ti
(HDH)
-200mesh 0.33
Al 40μm
Al-V -75μm 0.22
Experimental Procedure (Blended Elemental)
1200℃,1250℃, 1300℃
Schematic map of Processing of Ti-6Al-4V rods by powder compact extrusion of powder mixture
Ti-6Al-4V rods : 0.40 wt.%O
100 tonne press

Waikato Centre for Advanced Materials
1200 ℃ 2min 1250℃ 2min 1300 ℃ 2min
Yield strength(MPa) - 1061 1255
Tensile strength(MPa) 886 1135 1300
Ductility (% elongation to fracture)
1.2 2.0 7.0%
0 1 2 3 4 5 6 7 8 90
200
400
600
800
1000
1200
1400
Strain, %
Ten
sile
str
ength
, M
Pa
1200℃ 2min
1250℃ 2min
1300℃ 2min
Tensile properties of extruded bars-effect of
temperature.
Tensile properties of Ti-64 rods extruded at different conditions
The powder compacts were
held at the extrusion
temperature during induction
heating for 2 mins before
extrusion.
Waikato Centre for Advanced Materials
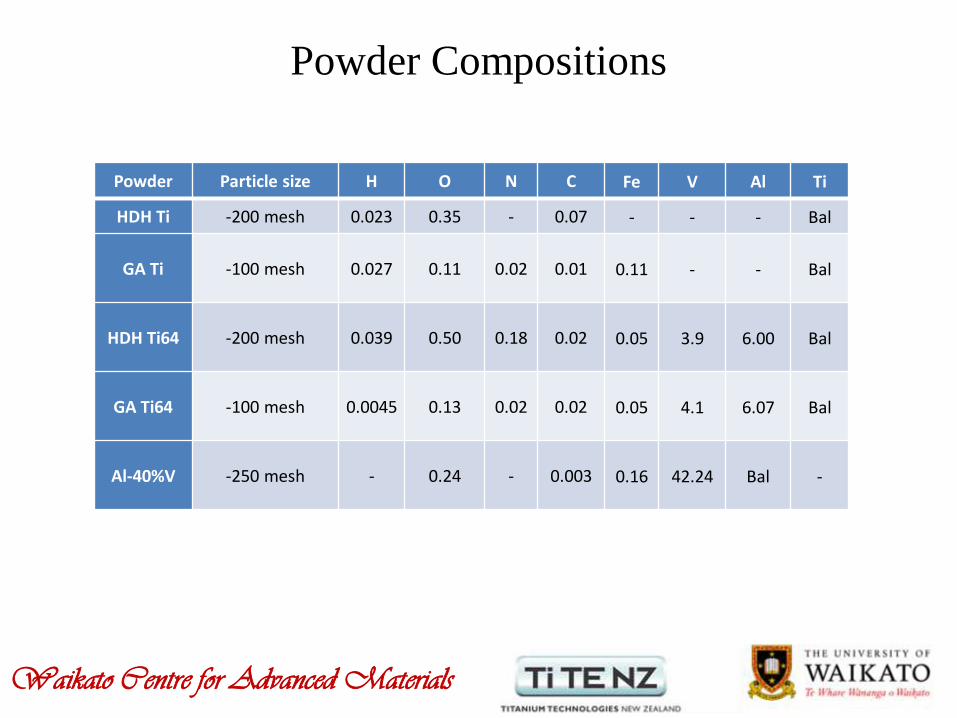
1300 ℃ 2min 1300℃ 5min 1300 ℃ 10min
Yield strength(MPa) 1255 1216 1180
Tensile strength(MPa) 1300 1254 1215
Ductility (% elongation to fracture)
7.0% 8.0% 10.0%
Tensile properties of Ti-64 rod extruded at 1300℃ with different holding time
Effect of holding time on tensile properties
The powder compacts
were held at the
extrusion temperature
during induction heating
for 2, 5 and 10 mins
before extrusion.

Waikato Centre for Advanced Materials
Effect of extrusion temperature on microstructure
1200℃ 2min 1250℃ 2min 1300℃ 2min
Optical microstructure of Ti-64 rods extruded at different conditions
1300℃ 2min 1200℃ 2min 1250℃ 2min
Undissolved particle
Undissolved particle size is about 70μm
Fully lamellar structure
Waikato Centre for Advanced Materials
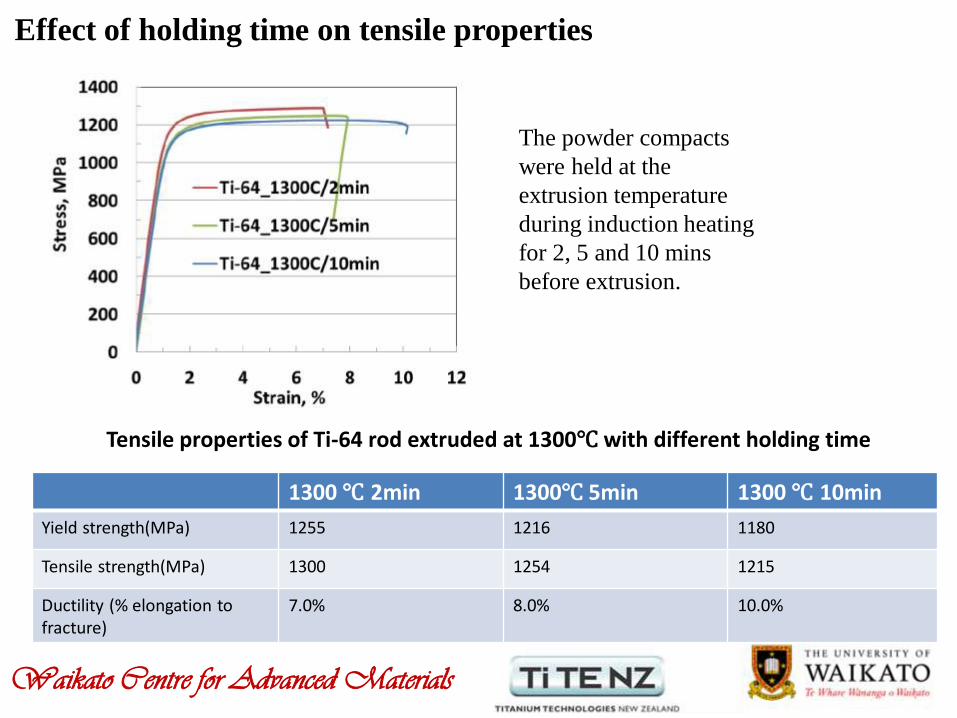
300 Tonne Press Extrusions
Effect of different extrusion speeds
Alloy: BE Ti6Al4V containing 0.43 % oxygen
Extrusion
speed
mm/s
Yield Stress
σys/MPa
Tensile
Strength
σu/MPa
Ductility
% elongation to
fracture
17 (outer part) 1170 1255 10
17 (inner part) 1170 1210 4
68 1200 1272 10
122 1140 1170 6
Ti 6Al 4V
Hot pressed ar 1300C under argon Held 5 mins at temperature before hot pressing Extruded in air at 1150C

Waikato Centre for Advanced Materials
Tensile properties of as-extruded pure titanium
produced using two manufacturing routes
Condition Yield
Stress
σys/MPa
Tensile
Strength
σu/MPa
Ductility
% elongation to
fracture
As-vacuum-sintered at 1300oC for
2h + extruded at 900oC (0.43%
oxygen)
650 705 20
As-extruded at 1300oC (0.38 %
oxygen)
654 798 27

Waikato Centre for Advanced Materials
Impact Toughness
Material Impact Toughness (J) Comment Reference
Ingot Titanium
146.0
-
[3]
Ingot Ti-6Al-4V 17.0-20.0 < 0.2 wt% oxygen [4]
Annealed Ingot Ti-6Al-4V 33.0 - [3]
Powder Compact Extruded Ti-
6Al-4V
27.3 Hot Pressed and Extruded, Oxygen level 0.42 wt% Unpublished data
Powder Compact Extruded Ti-
6Al-4V
14.0 Vacuum Sintered and Extruded, Oxygen level 0.32 wt% Unpublished data
Selective laser melting Ti-6Al-4V
11.5
- [5]
HIPed PREP Ti-6Al-4V 60.8 - [6]
[3] Impact Properties of Titanium and Ti-6Al-4V Produced by Powder Compact Forging and Extrusion, Unpublished Report,
Waikato Centre for Advanced Materials, School of Engineering, University of Waikato, Hamilton, New Zealand, (2011).
[4] Titanium Alloy Guide, RMI Titanium Company, (2000) 28.
[5] E.Ye et al, Experimental Investigation of Charpy Impact Tests on Metallic SLM Parts,
Innovative Development in Design and Manufacturing: Advanced Research in Virtual and Rapid Prototyping,
ed. P.J. D. Bartolo et al. (Boca Raton, FL:CRC), (2010) 207-214.
[6] L. Wang, Z. B. Lang, H. P. Shi, Properties and Forming Process of Prealloyed Powder Metallurgy Ti-6Al-4V Alloy,
Transactions of Nonferrous Metals Society of China, 17 (2007) 639-643.

Waikato Centre for Advanced Materials

Waikato Centre for Advanced Materials
Summary
• Titanium PM is a viable technology for manufacturing low
cost titanium parts.
• The results obtained from PCF and PCE reinforce the concept
of an Industrial Grade of titanium suggested by W. Peter et al.
• Fast processing times and few processing steps are needed to
ensure that processing from compact to final part can be done
economically.
• Although the levels of tensile strength and ductility are
suitable for many applications, more work is needed for a
better understanding of high strain rate and impact properties.
• Much more fracture toughness data is needed, and a good
understanding of the relationship between structure and
fracture properties.

Waikato Centre for Advanced Materials
Acknowledgements
Funding to support this work from the Ministry for Business,
Innovation and Employment (MBIE), New Zealand is gratefully
acknowledged.
I am also very grateful for the contribution made by research staff
and students in my research group and the support form our
industrial collaborators.
TiDA
South Auckland Forgings Engineering
Accord Precision Ltd
E. Goddard Ltd
Callaghan Innovation