Embed Size (px)
Citation preview

University of Nevada
Reno
Thermodynamic and Hydraulic Testing
of Cryogenic Turbines
A thesis submitted in partial fulfillment of the requirements for the degree of Master of Science
in Mechanical Engineering
by
Philip R. LeGoy
Dr. Yunus A. Cengel, Thesis Advisor
December 1998

ii
Thesis of Philip R. LeGoy is approved: Thesis Advisor Department Chair Dean, Graduate School
University of Nevada
Reno
December 1998

iii
1998 Philip Richard LeGoy All Rights Reserved
No part of this publication may be reproduced, stored in a retrieval system, or
transmitted, in any form or by any means, electronic, mechanical, photocopying, recording, or otherwise, without the prior written permission of
Philip Richard LeGoy.
Printed in the United States of America by Ebara International Corporation
Cryodynamics Division’s Research and Development Department.
ISBN 0-9670646-0-0

iv
ACKNOWLEDGEMENTS
The author would like to acknowledge and thank EBARA
International Corporation in Sparks Nevada for their support in this endeavor.
Thanks to G. Louis Weisser, General Manager of EBARA
International’s Sparks Facility, for allowing me to do this Thesis on the subject matter contained within.
A special thank you, to my Father L. Robert LeGoy, for proof reading
my work. Thanks to both my Mother Shirley M. LeGoy and my Father, for just
being my parents and supporting whatever I wanted to do. A special thanks, to Dr. Hans Kimmel, Vice President of Research
and Development at EBARA International for his personal support and advice.
I would also like to thank Dr. Yunus Cengel, for his guidance and
cooperation in working with EBARA International Corporation. Thanks for all of the help I received from the test crew and the test
department at EBARA International Corporation.
Last but not least a very special thank you to my wife Grááááinne and my daughter Ciara, for their patience with me while I pursued this Masters degree.

v
ABSTRACT
Thermodynamic and hydraulic testing of the newly developed Cryogenic
Hydraulic Radial Turbine-Generator assembly, an alternative to the conventional
Joule-Thompson valve which is used in Cryogenic Liquefaction plants, was
successfully performed. Included in this process was the complete design and
build of the first ever turbine of this kind from the conceptual idea to the prototype
turbine, the creation of a test bed and the development of the algorithms for the
analysis. Significant power recovery and refrigeration were demonstrated by the
testing. This is an advantage over the Joule-Thompson valve, which does not
recover power and does not refrigerate as efficiently. Up to 78% isentropic
efficiency for the Turbine-Generator assembly and up to 1.5 °F temperature drop
across the turbine are calculated from the test data.

vi
TABLE OF CONTENTS
INTRODUCTION ........................................................................................................................ 1 Chapter 1 BACKGROUND......................................................................................................... 2
1.1 General Background/History of the turbine generator .................................................... 2 Figure 1. Joule Thompson Valve - Process Design............................................................... 3 Figure 2. Turbine Generator - Process Design...................................................................... 3
1.2 Testing of the Turbine Generator................................................................................... 4 Chapter 2.0 TURBINE DESIGN ................................................................................................. 6
2.1 Mechanical Design........................................................................................................ 6 2.2 Electrical Design ........................................................................................................... 7
Chapter 3.0 TEST FACILITY DESIGN ....................................................................................... 9 3.1 Mechanical Design........................................................................................................ 9 3.2 Electrical Design ........................................................................................................... 9
Figure 3. Test Facility Design Schematic with Earliest Temperature Sensor Configuration.. 11 Figure 4. Test Facility Design Schematic with Silicon Diode Temperature Sensors Added .. 12 Figure 5. Test Facility Design Details with Sensor Locations for 12TG-24........................... 13 Figure 6. Test Facility Design Details with Sensor Locations for 4TG-122........................... 14
Chapter 4.0 TEST PROCEDURES........................................................................................... 15 Chapter 5.0 TEST DATA AND RESULTS................................................................................ 16
5.1 Hydraulic & Electrical - Data Reduction Algorithms...................................................... 16 Figure 7. USEM Power versus Efficiency curves ................................................................ 20
5.2 Hydraulic Example Problems....................................................................................... 21 5.3 Thermodynamic - Data Reduction Algorithms.............................................................. 23 5.4 Thermodynamic Example Problems ............................................................................ 25 5.5 Single-Stage Turbine................................................................................................... 26
5.5.1 Hydraulic & Electrical Data - Reduced Data & Curves........................................... 27 Figure 8. Curve Cryoturbine Test 574mm Dia. Runner 15 February, 1996; File: Runtr22A . 28 Figure 9. Curve Cryoturbine Test 574mm Dia. Runner 15 February, 1996; File: Runtr22B . 29 Figure 10. Curve Cryoturbine Test 574mm Dia. Runner Oct. 4, 1996; File: Runtr23A.......... 31 Figure 11. Curve Cryoturbine Test 574mm Dia. Runner Oct. 4, 1996; File: Runtr23B.......... 32 5.5.2 Thermodynamic Data - Reduced Data & Curves................................................... 33
Figure 12. Curve ∆T versus Isentropic Efficiency File: TurbAll............................................. 34
Figure 13. Curve ∆T versus Isentropic Efficiency File: TurbAll1........................................... 35
Figure 14. Curve ∆T versus Isentropic Efficiency File: TurbCeng ........................................ 37
Figure 15. Curve ∆T versus Isentropic Efficiency File: Turb40DA........................................ 38
Figure 16. Curve ∆T versus Isentropic Efficiency File: Turb40DB........................................ 39 5.6 Two-Stage Turbine...................................................................................................... 40
5.6.1 Hydraulic & Electrical Data - Reduced Data & Curves........................................... 40 Figure 17. Curve Cryoturbine Test 278mm Dia. Runner Dec. 11, 1996; File: Runtr49A....... 41 Figure 18. Curve Cryoturbine Test 278mm Dia. Runner Dec. 11, 1996; File: Runtr49B ...... 42 5.6.2 Thermodynamic Data - Reduced Data & Curves................................................... 43
Figure 19. Curve ∆T versus Isentropic Efficiency File: Turb49C .......................................... 44
Figure 20. Curve ∆T versus Isentropic Efficiency File: Turb49D .......................................... 45 Chapter 6.0 ERROR ANALYSIS .............................................................................................. 46 Chapter 7 DISCUSSION OF RESULTS.................................................................................... 47
7.1 The original goals........................................................................................................ 47 7.2 Technical Innovations, why things were done to Attain the Goals ................................ 47 7.3 Results........................................................................................................................ 50 7.4 Significance of Results................................................................................................ 53
CONCLUSION.......................................................................................................................... 54 RERENCES.............................................................................................................................. 56 APPENDIX ............................................................................................................................... 60

1
INTRODUCTION
Two prototype turbine generators were used for these tests. A 12TG-24 turbine with a 4-
pole generator, design speed is 1500-rpm and a 4TG-122 turbine with a 2-pole generator; design
speed is 3000-rpm. EBARA International Corporation manufactured these turbines as a research
and development project.
The turbine generator model number 12TG-24 was designed at the EBARA International
Corporation Cryodynamics Division Office, 350 Salomon Circle, Sparks, Nevada. This turbine is a
single-stage device tested in Liquefied Natural Gas (LNG) and it was designed with a 4-pole
generator. The second turbine tested was a model 4TG-122. This turbine is a two-stage turbine
that was tested in LPG (Liquefied Propane Gas) and designed with a 2-pole generator. Both
turbines are referenced in this thesis.

2
Chapter 1 BACKGROUND
1.1 General Background/History of the turbine generator
A. The project started with a design plan, which included two basic concepts:
1. A turbine is a pump running in reverse and EBARA is a leader in cryogenic
pump manufacture. Why not build a turbine by the same method? Before
designing the basic turbine several sources were referenced.9-38
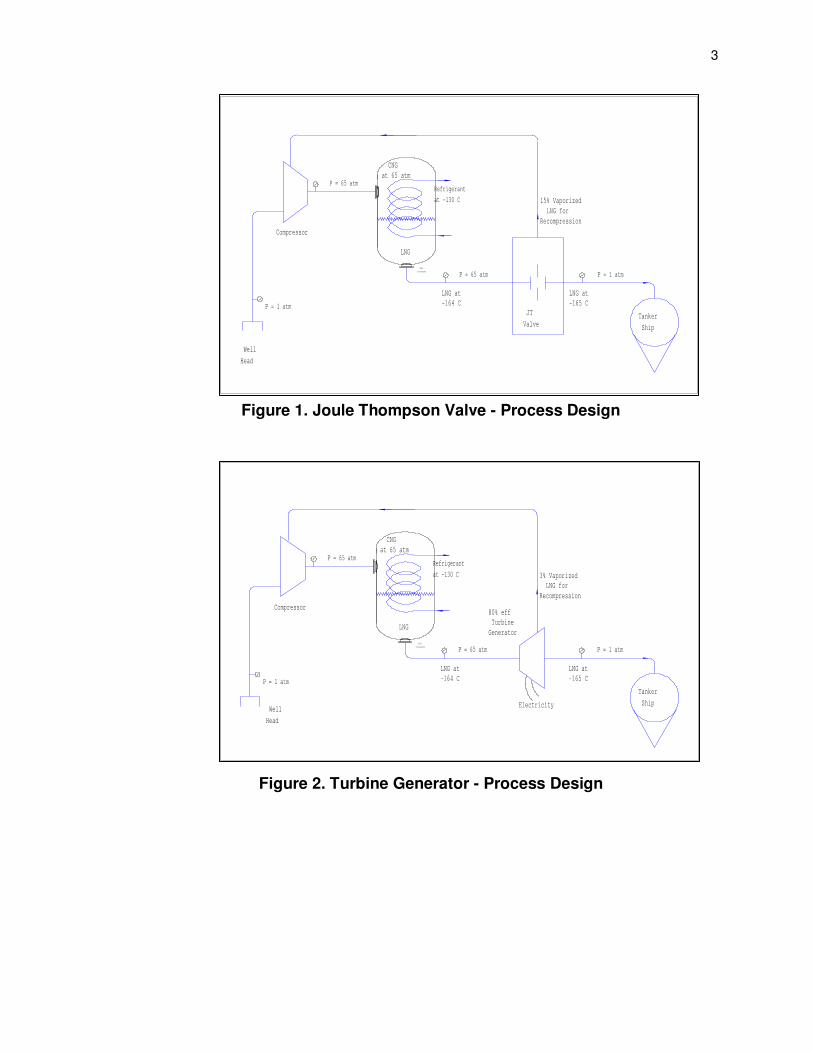
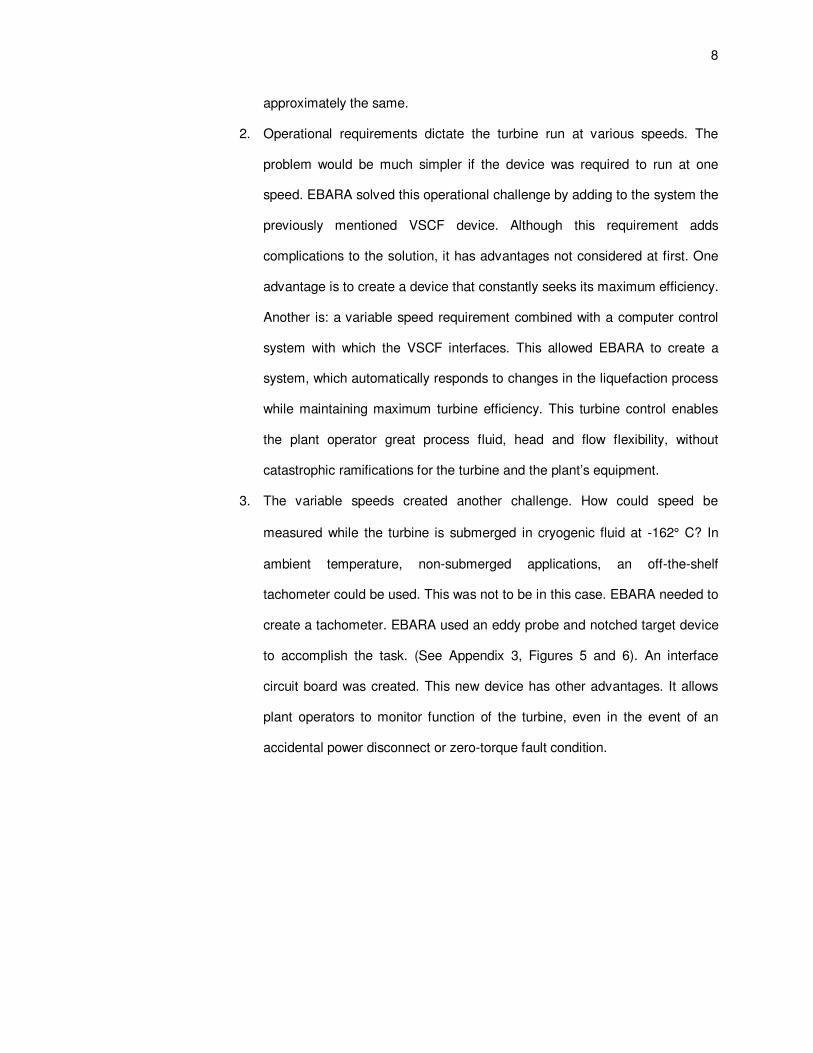
2. LNG liquefaction plants always try to improve efficiency. Joule-Thompson
(JT) valves are integral components in a liquefaction plant. A turbine running
in cryogenic liquids is able to replace a Joule-Thompson valve used in
liquefaction processes.1, 2, 9
The turbine is more efficient than the JT valve by
reducing the kinetic energy and therefore reduces liquid boil off caused by
the use of the JT valve. This method improves process efficiencies by as
much as 12%. The following two figures (See Figures 1 & 2) shown describe
the liquefaction process before and after a turbine has replaced the JT valve.
The reduction in vaporized LNG increases process efficiency.
3
Figure 1. Joule Thompson Valve - Process Design
Figure 2. Turbine Generator - Process Design
Well
Head
P = 1 atm
Refrigerant
at -130 C
LNG
HEAT
EXCHANGER
JT
Valve
Compressor
P = 65 atm
P = 65 atm P = 1 atm
CNG
at 65 atm
LNG at
-164 C
LNG at
-165 C
15% Vaporized
LNG for
Recompression
Tanker
Ship
80% eff
Turbine
Generator
Electricity
Tanker
Ship
3% Vaporized
LNG for
Recompression
LNG at
-165 C
LNG at
-164 C
CNG
at 65 atm
P = 1 atm P = 65 atm
P = 65 atm
Compressor
Well
Head
HEAT
EXCHANGER
LNG
Refrigerant
at -130 C
P = 1 atm

4
B. The next step in the project was to put together a cost benefit analysis:
1. This was to show EBARA (See Appendix 1) it could enjoy the savings in point
two (2) above. This was completed on February 7, 1995. It must be pointed
out every pump EBARA makes is a fully engineered product so the costs
incurred by tooling were virtually non-existent. The project became official
and was funded February 22, 1995. A great deal of work led to development
of this device and these tests.
C. The third step was to find information on reverse running pumps used as
turbines. The following information is the Prior Art: items leading to this
development.
1. See the enclosed literature search.9-38
Search items were read to extract
design features desired in a reverse running pump used as a turbine. Spring,
1995.
D. The fourth step was to find a device capable to control a generator running at
variable speeds under variable loads:
1. The device chosen was a Variable Speed Constant Frequency device
(VSCF) that was, at the time, built by Kenetech U.S. Windpower for windmill
applications. Spring, 1995.20
1.2 Testing of the Turbine Generator
The purposes of the Turbine Generator Testing were as follows.
1. Define turbine generator mechanical operation parameters and show data
points are repeatable.
2. Define vibration characteristics of turbine generator mechanical operation.
3. Determine the VSCF would control the turbine generator.
4. Rework and fine-tune a VSCF tachometer target system so it would permit
control.
5. Determine data points and speeds for zero-torque operation and show data

5
points are repeatable.
6. Determine function and vibration at zero-torque operation for machine.
7. Determine the measurement techniques and efficiency of the machine.
These tests were conducted in accordance with the Test Procedure TP-1400012A and its
addenda (See Appendix 11).

6
Chapter 2.0 TURBINE DESIGN
Analyzing the types of pumps EBARA built made the Turbine generator selection. The
selection was guided by several criteria.
1. Several pump to turbine designs were done by other entities. The literature search9-38
was performed in an attempt to identify those examples. One, very good reference
was the U.S. Department of Energy’s research on low head, high flow turbines done
at the Idaho National Engineering Laboratory in Idaho Falls, Idaho.10
2. Which pumps had the best quality, longevity, robust design and efficiency? Also of
concern was availability and “off the shelf” access to a large number of parts. One
type of pump stood out in all of these areas, the 12EC-24.
3. The 12EC-24 pump is EBARA’s primary shipboard service pump. A large number of
those were being built in the next two years. This allowed Research and
Development (R & D) to have testing options available. The fact so many pumps
were being built in the near future allowed R & D to make use of rejected parts and
also various booster pumps.
4. The turbine would need to have a booster pump to run it and test it since it was
needed to provide the flow and head necessary to emulate a liquefaction plant.
2.1 Mechanical Design
A turbine is not a pump, yet pumps and turbines are turbomachinery. It is important to
make distinctions. Pump designs were converted to turbine designs to make the
prototypes. One design is (See Appendix 2, Turbine Drawing 7000205) the 4-pole
single-stage turbine. The following Drawing is the same for the 2-pole two-stage
turbine. (See Appendix 3, Turbine Assembly Drawing 4900627)
1. A turbine flows reverse of the same pump design. Therefore streamlines of fluid
have to be considered reverse of the design of a pump. So the turbine had to be
machined in reverse of the original pump design. Therefore impeller designs

7
were converted to runner designs. (See Appendix 4 & 5, Turbine Runner
Drawings 4001345 & 4001990)
2. When a pump is designed it has to have a larger power source, “a motor”, than
the hydraulic power it must deliver. This is to compensate for the hydraulic losses
of pump impellers, to move the liquid it is designed to carry. When a turbine
generator is designed it needs a smaller electric power device, “a generator”,
than the size of the pump motor. This is to compensate for the hydraulic losses of
the turbine runners. This is if one is dealing with the same hydraulic power,
produced in a pump and extracted in a turbine. Essentially the turbine was built
with the same castings, the same basic components as the pump. The
differences are noted above. Since the turbine generator has the same features
as an EBARA pump, it is completely submersible. This gives the turbine
generator the advantage of no mechanical transitions from the liquefied
cryogenic explosive hydrocarbon environment to ambient air.
2.2 Electrical Design
An Induction Motor can be used as an Induction Generator. An induction device
is capable of running as a motor or a generator. This is as a pump is a turbine
and so a turbine is a pump. Yet, like a pump has to be modified to allow for the
performance differences, so does the induction motor/generator. An added
requirement of this particular project is the device must run at variable speeds
and compensate for various load differences. (See Appendix 6 & 7, Generator
Drawings 5900114 & 5900159)
1. Load requirements of the mechanical device apply to the electrical device as
well. Since the generator is producing power, it needs to produce power at a
better efficiency and quality, than it uses as a motor. Where a motor is rated
at 440 volts the generator needs to be rated at 480 volts. This is a grid
requirement to compensate for grid losses. Otherwise the two devices are
8
approximately the same.
2. Operational requirements dictate the turbine run at various speeds. The
problem would be much simpler if the device was required to run at one
speed. EBARA solved this operational challenge by adding to the system the
previously mentioned VSCF device. Although this requirement adds
complications to the solution, it has advantages not considered at first. One
advantage is to create a device that constantly seeks its maximum efficiency.
Another is: a variable speed requirement combined with a computer control
system with which the VSCF interfaces. This allowed EBARA to create a
system, which automatically responds to changes in the liquefaction process
while maintaining maximum turbine efficiency. This turbine control enables
the plant operator great process fluid, head and flow flexibility, without
catastrophic ramifications for the turbine and the plant’s equipment.
3. The variable speeds created another challenge. How could speed be
measured while the turbine is submerged in cryogenic fluid at -162° C? In
ambient temperature, non-submerged applications, an off-the-shelf
tachometer could be used. This was not to be in this case. EBARA needed to
create a tachometer. EBARA used an eddy probe and notched target device
to accomplish the task. (See Appendix 3, Figures 5 and 6). An interface
circuit board was created. This new device has other advantages. It allows
plant operators to monitor function of the turbine, even in the event of an
accidental power disconnect or zero-torque fault condition.

9
Chapter 3.0 TEST FACILITY DESIGN
The test facility at EBARA International Corporation’s location in Sparks Nevada was
designed for pumps. It has the unique distinction of being the largest cryogenic liquefied
explosive gas test facility in the world. Although unique, it was not designed to test
turbines. A redesign of the test facility had to be made. (See Appendix 8, the Turbine
Test Loop, Modification and Assembly Drawing 9000543; 9, Turbine Test Loop,
Modifications and Assembly Drawing 9000712; and 10, Turbine One Line Diagram and
Schedules Drawing 9000591)
3.1 Mechanical Design
The test pad design had to support both a turbine and a pump in the test loop.
(See the Schematics of Pump and Turbine Figure 1 and Figure 2). The 12TG-24,
4-pole turbine and the 4TG-122/4TG-12, 2-pole design were both modified from
pump design test configurations to accommodate these designs as turbines with
their respective booster pumps.
3.2 Electrical Design
Substantial rewiring was necessary to support the power generator and the
VSCF (See Appendix 10 for details).
1. The first challenge was deciding if the VSCF method of control could be done
on the turbine generator. The R & D department personnel discussed using a
load-bank scheme and a grid-excitation scheme for the turbine running at a
fixed speed. R & D had several versions of these concepts operating at once.
They could use a capacitor in conjunction with a load-bank. They could use a
load-bank in conjunction with the VSCF, etc. The VSCF was decided upon
but the supplier did not really know if they could convert this technology to
the application. The tachometer still had to be designed to make it work.

10
2. The second challenge was to decide where the power would go. Where it
would be connected to the grid. If it were connected to the grid on the power
utility side it would entail enormous certifications and paperwork. Kenetech
had assured R & D the power produced by the turbine generator would come
out of the controller meeting IEEE-519 requirements for harmonic distortion
and power quality. Kenetech guaranteed this. This assured R & D the power
produced was not going to cause any problems with EBARA’s electrical
systems nor with the local utility company. Therefore, the power was put into
the grid on the EBARA side of the utility connection just ahead of the test
facility’s own Motor Generator Set used to test pumps. This arrangement was
ideal because during every turbine generator test a booster pump was used
to produce head and flow. The power was being used during testing.
3. The third challenge was to wire the controller and install it into the test
generator room. Using a spare breaker space in the main switchboard in
EBARA’s generator room accomplished this. The main pump-testing
generator is a 1.2MW variable speed DC motor coupled to a 1MW AC
generator; thus it can produce variable frequency AC. This device is
supported by many sensitive components and relies on clean power from the
grid. Since the VSCF produced clean power it pumped it back into the
system before the generator and after the utility connection, as mentioned in
item 2 above. (See the one line diagram Appendix 10 for details.)
4. The fourth challenge was to monitor the systems. This challenge became a
constantly changing target. It depended upon the test done; the items R & D
personnel were trying to define and the turbine tested. Filtering and signal
shielding were a design problem, due to the variable frequency power
generated. The items monitored are the test data sensors and are shown in
Figure 3 & Figure 4.

Figure 3. Test Facility Design Schematic with Earliest Temperature Sensor Configuration
11 S.O.V.
10
S.O.
V.
TO LPG
TANK
2
3
6
78
9
4
5
1
S.O.
V.
S.O.V.
*
*
S.O.
V.
S.O.V.
P
TURBINE
S.O.V.
S.O.V.
S.O.
V.
S.O.
V.
S.O.V.
S.O.
V.
P
OUT 2
T
OUT 2
F.C.V.
P
IN 2
T
IN 2
VENT
FILL
LINE
VENT LINE
LN2
LNG
LLBOOSTER
PUMP
TURBINE
HEAT
EXCHANGER
A M - GV W
A VSCFCV W
CONTROL
ROOM MONITORS
TO TACHOMETERTO VMSTO PROXIMITY DETECTOR
LL : LIQUID LEVEL
S.O.V.: SHUT OFF VALVE
F.C.V.: FLOW CONTROL VALVE
* : CONNECT TO TRANSMITTER
SYMBOLS
*
**
*
*
*
P
OUT 3
T
OUT 3
11

Figure 4. Test Facility Design Schematic with Silicon Diode Temperature Sensors Added
T
IN 2
***
*
SYMBOLSLL : LIQUID LEVEL
S.O.V.: SHUT OFF VALVE
F.C.V.: FLOW CONTROL VALVE
* : CONNECT TO TRANSMITTER
TO PROXIMITY DETECTORTO VMSTO TACHOMETER
CONTROL
ROOM MONITORS
WV VSCFCA
WV M - GA
HEAT
EXCHANGER
TURBINE
BOOSTER
PUMPLL
LPG
LN2
VENT LINE
FILL
LINE
VENT
T
IN 1
P
IN
F.C.V.
T
OUT 1
P
OUT
S.O.
V.
S.O.V.
S.O.
V.
S.O.
V.
S.O.V.
S.O.V.
P
TURBINE
S.O.V.
S.O.
V.* *
*
S.O.V.
S.O.
V.
1
5
4
9
87
6
3
2
TO LPG
TANK
S.O.
V.
10
S.O.V.11
* T
OUT 2
12

13
Figure 5. Test Facility Design Details with Sensor Locations for 12TG-24
SCALE: NONE
VIEW A
Eddy Probe for
Lift measurement
S/N 51203D-3
Eddy Probe For
Tachometer
2 PLACES
22░ APARTS/N 60202-1
S/N 60217-2
or
S/N 60217-1
S/N 60217-4
Oct. 4
T out 3 Thermocouple
FLOW
CONTROL
VALVE
SHARP EDGE
ORIFACE PLATE
DELTA P FLOW
MEASUREMENT
PRESSURE TAP
PIPING THRU
HEAD PLATE
A
1685 GALLON
TEST TANK
12TG-24
TURBINE ASSY
P/N 7000205
OUTLET
DATUM
LOW LEVEL
LIQUID TAP
TURBINE ASSEMBLY
Oct. 4
P in 2 Pressure Tap
T in 2 Thermocouple
T in Silicon Diode
INLET
DATUM
Feb. 15
P out 3
T out 3
Thermocouple
Feb. 15
P in 2
T in 2
Thermocouple
Oct. 4
P out 2
T out 2 Thermocouple
T out Silicon Diode
Feb. 15
P out 2
T out 2 Thermocouple
Oct. 4
P out 3 Pressure Tap
Note: Items Reflect
Computer Data
Collection
Variables
Accels
used S/Ns
PCPs 630
PCPs 373
PCPs 202
12.00"
0.035"
0.035"
19.1"Zs=
151.0"Zd=

Figure 6. Test Facility Design Details with Sensor Locations for 4TG-122
P out 2
T out Silicon Diode
T out Thermocouple
P in 2
T in Silicon Diode
T in Thermocouple
FLOW
CONTROL
VALVE
SHARP EDGE
ORIFACE PLATE
DELTA P FLOW
MEASUREMENT
INLET
DATUM
SEE A OF
PREVIOUS FIGURE
OUTLET
DATUM
LOW LEVEL
LIQUID TAP
TURBINE ASSY 4TG-122
KIT PN 4900627-01 & -02
TURBINE ASSEMBLY
1200 GALLON
TEST TANK
77.30"Zd=
35.96"Zs=
13
15
Chapter 4.0 TEST PROCEDURES
The test procedures cited are the actual procedures used in the testing of both turbines.
Included is just one of the test procedures involved because of the level of complication
undertaken with the testing.
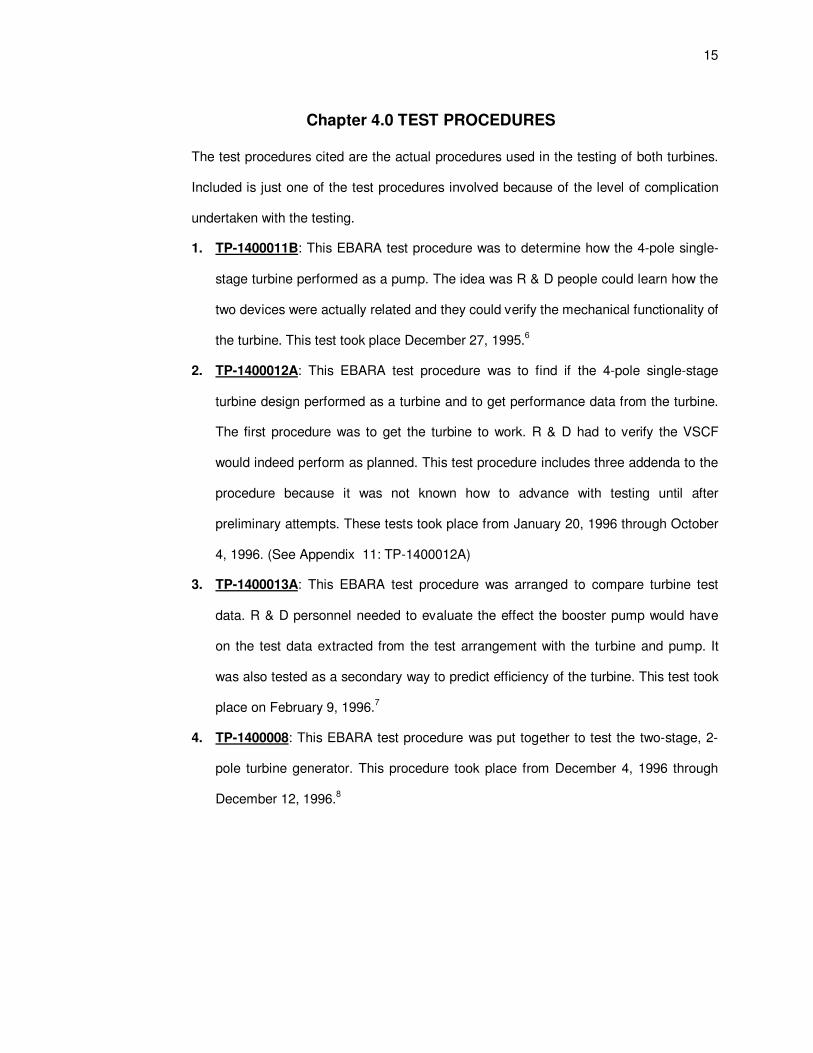
1. TP-1400011B: This EBARA test procedure was to determine how the 4-pole single-
stage turbine performed as a pump. The idea was R & D people could learn how the
two devices were actually related and they could verify the mechanical functionality of
the turbine. This test took place December 27, 1995.6
2. TP-1400012A: This EBARA test procedure was to find if the 4-pole single-stage
turbine design performed as a turbine and to get performance data from the turbine.
The first procedure was to get the turbine to work. R & D had to verify the VSCF
would indeed perform as planned. This test procedure includes three addenda to the
procedure because it was not known how to advance with testing until after
preliminary attempts. These tests took place from January 20, 1996 through October
4, 1996. (See Appendix 11: TP-1400012A)
3. TP-1400013A: This EBARA test procedure was arranged to compare turbine test
data. R & D personnel needed to evaluate the effect the booster pump would have
on the test data extracted from the test arrangement with the turbine and pump. It
was also tested as a secondary way to predict efficiency of the turbine. This test took
place on February 9, 1996.7
4. TP-1400008: This EBARA test procedure was put together to test the two-stage, 2-
pole turbine generator. This procedure took place from December 4, 1996 through
December 12, 1996.8

16
Chapter 5.0 TEST DATA AND RESULTS
Test results are vast. The goal was to find if it was possible to build and operate this kind
of turbine and how efficient the turbine might be. The turbine met and exceeded all
predictions. The thermodynamic implications of the turbine are it can reduce boil off of the
liquids. An interesting side effect is the reduction in pressure in the fluid creates a slight
temperature drop. The following results show this.
5.1 Hydraulic & Electrical - Data Reduction Algorithms
The Algorithms are as follows and they apply to the turbine reduced data spread
sheets as they appear with the reduced data. (See Appendix 12, 13 and 19)
The following items are those listed in the Input Data area of the spreadsheet.
This data comes from the basic geometry of the test stand. This includes placement of sensors
and sizes of the inlet and outlet of the test vessel, etc. The Specific Gravity measurement and the
temperature measurement are also entered in this area.
The following items are the items listed in the Calculations area of the spreadsheet.
Items from ASME’s 6th edition Fluid Meters Book pg. 65.
24
(See example calculations sheet for details Section 6.1.)
The Reynolds number Re = ρVD/µ.
Where ρ = density, V = Assumed Average Velocity of the fluid flow, D = The Diameter of the inlet
pipe and µ = the Liquid Viscosity.
d = The diameter of the outlet vessel.
Beta Ratio β = Ratio of Diameters d/D.
K1 (lambda) = 1000/√Re
K2 (b) = (0.0002 + (0.0011/D)) + (0.0038 + (0.0004/D))[β2 + (16.5 + 5D)β16
].
K0 = (0.6014 - 0.01352D-1/4
) + (0.3760 + 0.07257D-1/4
)((0.00025/(D2β2
+ 0.0025D)) + β4 + 1.5β16
)).

17
K = K0 + K2*K1.
The areas of the inlet and outlet are calculated here. The gauge height is also noted in this area.
The following items are those listed in the hydraulic data area.
RPM: Data is the average of the highest and lowest speeds read from the Kenetech
controller, or data read directly from the computer listing for the test.
T in Data from the thermocouple or silicon diode placed at inlet of turbine.
S.G. in Item calculated from T. in data. S.G. in = 11/11700 °f [[email protected]. - T in] + S.G.
T out Data from the thermocouple or silicon diode placed at outlet of turbine.
S.G. out Calculated as in S.G. in using T out data.
∆∆∆∆P Data from orifice pressure tap measurement.
P in Data from pressure tap at entrance to turbine.
P out Data from pressure tap at outlet of turbine.
Q gpm Flow calculated from ∆P. Using Kinematic Viscosity, Reynolds Number and the orifice
constant. Items from ASME’s 6th edition Fluid Meters Book pg. 65. (See initial
calculations sheet for details). This calculation is Q = 753.2 √∆P/ S.G. for the 12TG-24
or Q = 125.5 √∆P/ S.G. for the 4TG-12/4TG-122. Note: Q = AOriface K √2∆P/ρ Iterate
Re and Q 3 times for a less than 1% “negligible” improvement in accuracy but
sometimes this will catch large errors in flow calculations.
Q m3/Hr Converted gpm data to metric units.
Q m3/min Converted Q m
3/Hr data.
Q m3/sec Converted Q m
3/Hr data.
Hf (m) Friction Head calculated from sensors to turbine inlet.
TDH TDH = Pout - Pin + V2out - V
2in + (Zout - Zin) - Hf
ρρρρ 2g
1. Vin = Q/Ain (in Ft/s) Vout = Q/Aout (in Ft/s)
Ain = π/4(Din)2 Aout = π/4 (Dout)
2
Zin and Zout are the gauge height in feet.

18
ρ is just 62.4 #/Ft3 multiplied by the S.G..
T in C This is just the temperature recorded in °F converted to °C.
T out C This is the same as above.
∆∆∆∆P P in and P out This is just the same as the previous items with the same name converted to
kg/cm2
The following are those listed in the power and efficiency area of the spreadsheet.
RPM Copied RPM data from above.
kW lo Data unused here.
kW hi Data unused here.
kW out total Data measured on the grid side of the VSCF controller.
Hyd. kW This is the Hydraulic power calculated from the given data.
kW = *((S.G.in + S.G.out)/2)*Q*TDH*Gravity
Q is in (m3/ hr) TDH is in (m).
Eff Total This is the efficiency of the total power produced and released into the grid. This is
nothing more than. kW out total/Hyd kW.
Eff VSCF This is the efficiency of the VSCF calculated from the Generator power output and the
grid side power provided to the grid. This is calculated by kW out Gen/kW out total.
Eff TG This is the Isentropic efficiency of the turbine for the process. This is the efficiency that
will predict how much energy can be extracted from the process stream. This is the
efficiency of the turbine and the generator in combination. This efficiency is calculated
by kW out Gen/Hyd kW.
kW out Gen This is the power measured on the generator side of the VSCF.
Eff Gen This is the efficiency of the generator as informed to us by USEM (U.S. Electric Motors)
the efficiencies have been taken from the included curves. (See the Following Figure 7)
kW shaft This is power of the generator divided by the reported efficiency of the generator. This
calculation is kW out Gen/Eff Gen.

19
Eff Turb This is the shaft power divided by the hydraulic power. This calculation is kW
shaft/Hyd kW.

Figure 7. USEM Power versus Efficiency curves
20

21
5.2 Hydraulic Example Problems
Example 1: A Hydraulic Institute approved method of calculating hydraulic
efficiency of a turbo machinery type device. This method includes a
Sharp edge orifice flow problem. Liquid head calculations and
Hydraulic power calculations. Efficiency is calculated using power
out divided by power in. The following calculation is for the data
point # 6 gathered during test number 96121C-T1 File: Turb17B
(See Appendix 12.)
Given Input Data:
Let Inlet Pipe Diameter = 12.390 inches = 0.3147m “the I.D. of a 12 inch
Schedule 10S Stainless Steel pipe at the point where the measurements of
temperature and pressure are taken.” APipe = (π/4)(0.3147)2 = 0.07779m
2
Let Orifice Diameter = 6.3575 inches “A sharp edge orifice designed for this
application.”
Test Liquid assumed density for this application = 26.5#/ft3 = ρ = 433.9 kg/m
3
Liquid Viscosity = 0.109 Centipoise = 0.000109 kg/ms “A property of the liquid,
looked up from tables.”
Test Liquid temperature = -261.18 °F “Measured from liquid before and after test
then averaged.”
Test Liquid Specific Gravity = 0.4339 “Measured from liquid before and after test
then averaged.”
Test Fluid assumed average design flow = 6054.1gpm = 1375 m3/hr
Discharge Vessel Diameter = 59.500 inches “The I.D. of the actual test vessel at
the point where the temperature and pressure measurements are taken.”
Gauge Height = 14.16 ft. = 4.32 M. “This item is measured directly from the test
22
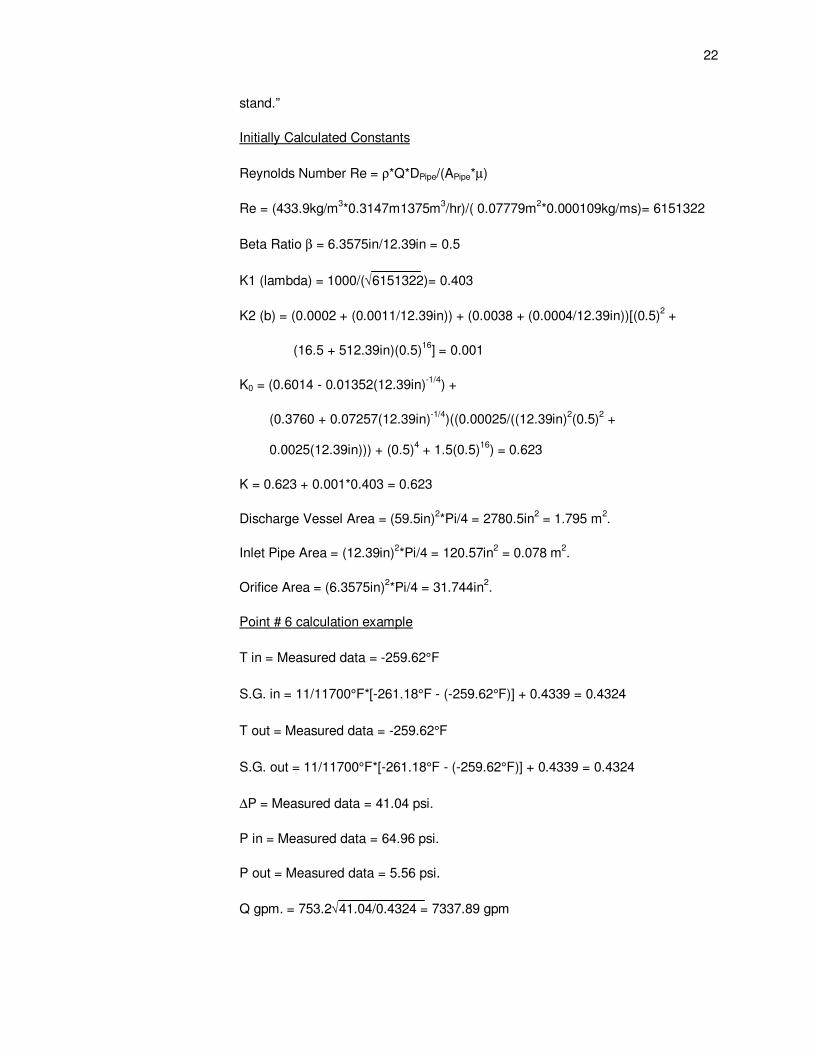
stand.”
Initially Calculated Constants
Reynolds Number Re = ρ*Q*DPipe/(APipe*µ)
Re = (433.9kg/m3*0.3147m1375m
3/hr)/( 0.07779m
2*0.000109kg/ms)= 6151322
Beta Ratio β = 6.3575in/12.39in = 0.5
K1 (lambda) = 1000/(√6151322)= 0.403
K2 (b) = (0.0002 + (0.0011/12.39in)) + (0.0038 + (0.0004/12.39in))[(0.5)2 +
(16.5 + 512.39in)(0.5)16
] = 0.001
K0 = (0.6014 - 0.01352(12.39in)-1/4
) +
(0.3760 + 0.07257(12.39in)-1/4
)((0.00025/((12.39in)2(0.5)
2 +
0.0025(12.39in))) + (0.5)4 + 1.5(0.5)
16) = 0.623
K = 0.623 + 0.001*0.403 = 0.623
Discharge Vessel Area = (59.5in)2*Pi/4 = 2780.5in
2 = 1.795 m
2.
Inlet Pipe Area = (12.39in)2*Pi/4 = 120.57in
2 = 0.078 m
2.
Orifice Area = (6.3575in)2*Pi/4 = 31.744in
2.
Point # 6 calculation example
T in = Measured data = -259.62°F
S.G. in = 11/11700°F*[-261.18°F - (-259.62°F)] + 0.4339 = 0.4324
T out = Measured data = -259.62°F
S.G. out = 11/11700°F*[-261.18°F - (-259.62°F)] + 0.4339 = 0.4324
∆P = Measured data = 41.04 psi.
P in = Measured data = 64.96 psi.
P out = Measured data = 5.56 psi.
Q gpm. = 753.2√41.04/0.4324 = 7337.89 gpm

23
Q m3/Hr = 7337.89/4.4029 = 1666.60 m
3/Hr
Q m3/min = 1666.60/60 = 27.78 m
3/min
Q m3/sec = 27.78/60 = 0.4629 m
3/sec
TDH = [((4.57 kg/cm2*10)/0.4324) - ((0.39 kg/cm
2*10)/0.4324)] +
[{((0.463 m3/sec)/0.078 m
2)2 - ((0.463 m
3/sec)/1.795 m
2)2}/2(9.81m/s
2)] +
4.30m - 0.465m = 102.23 m
Hyd. kW = ((0.4324 + 0.4324)/2)*(kg/m3)*(0.4629 m
3/sec)*(102.23m)*(9.81m/s
2)
= 200.73
Eff TG = 156.20/200.73 = .778 or 77.8%
kW shaft = 156.20/.945 = 165.29
Eff Turb = 165.29/200.73 = .823 or 82.3%
5.3 Thermodynamic - Data Reduction Algorithms
The Algorithms are as follows and they apply to the turbine reduced data spread
sheets as they appear with the reduced data.
RPM is the speed of the turbine as it was recorded during testing.
T in 2 is the temperature as it was recorded during testing by the Silicon Diode or the
Thermocouple.
T out 2 is the temperature as it was recorded during testing by the Silicon Diode or the
Thermocouple.
∆∆∆∆T in F = (T out 2 - T in 2). This is the change in temperature caused by the turbine’s pressure
reduction.
Isentropic Eff: This is the Turbine Generator Isentropic Efficiency reported in the Hydraulic Data
Reduction Algorithms.
Isentropic (Eff)2 is the above efficiency data squared.

24
(∆∆∆∆T)*(Eff) is the isentropic efficiency multiplied by the change in temperature for the least squares
calculation.
The next column of items are the sums of the items ∆T in F, Isentropic Eff, Isentropic (Eff)2,
(∆T)*(Eff), at each speed and the item n is the number of items at each speed.
The last column of items is the actual least squares calculations based upon the following.
Least Squares Algorithm
For ∆∆∆∆T = a + b(Eff)
or y = a + bx
Let Error = q and then square the formula and sum it.
q = Σ(y - a - bx)2
Now do the partial derivative of q with respect to a and b.
1. Do the algebra to square the expression first.
q = Σ[(y - a - bx)(y - a - bx)]
= Σ(y2 - ay -bxy - ay + a
2 + abx - bxy + abx + b
2x
2)
= Σ(y2 - 2ay - 2bxy + 2abx + b
2x
2 + a
2)
2. δ q/δ a = Σ(-2y + 2bx + 2a)
= -2Σ(y - a - bx)
3. δ q/δ b = Σ(-2xy + 2ax + 2bx2)
= -2Σx(y - a - bx)
4. Now set both partials equal to zero and solve for a and b.
(1) 0 = Σ(y - a - bx)
(2) 0 = Σ(xy - xa - bx2)
(1) Can be rewritten as the following normal equation for a series of items 1 - n.
(1) Σy = an + bΣx
(2) Can be rewritten as the following normal equation for a series of items 1 - n.
(2) Σxy = aΣx + bΣx2

25
(1) Can be rewritten as.
(1) a = (1/n)(Σy - bΣx)
Now put (1) into (2).
Σxy = (1/n)(Σy - bΣx)Σx + bΣx2
Now solve for b.
b = [Σxy - (1/n)( Σx)( Σy)]/[Σx2 - (1/n)( Σx)
2]
Now solve for a put b into (1).
a = (1/n)(Σy - [{Σxy - (1/n)(Σx)(Σy)}/{Σx2 - (1/n)(Σx)
2}]Σx)
Next we let y = ∆T and we let x = (Eff) for Efficiency. Then we apply the final formula to a and
b and we get the following two equations used in the algorithm for the least squares linear
equation of the data.
b = [Σ[(Eff)*∆T] - (1/n)(Σ(Eff))(Σ∆T)]/[Σ(Eff)2 - (1/n)(Σ(Eff))
2]
a = (1/n)(Σ∆T - [{[Σ(Eff)*∆T] - (1/n)(Σ(Eff))(Σ∆T)}/{Σ(Eff)2 - (1/n)(Σ(Eff))
2}]Σ(Eff))
5.4 Thermodynamic Example Problems
Example 2: Least Squares Example for ∆T verses Efficiency. This problem is for
the reduced Thermodynamic Data from File: Turb49 at 2400 RPM.
Given Input Data
n = 12
Σ(Eff) = Σx = 725.734
Σ(Eff)2 = Σx
2 = 45907.102
Σ(∆T) = Σy = 5.534
Σ(∆T*Eff) = Σxy = 237.465
Calculations for the given data points in the File: Turb49
Let equation (1) be of the form: Σy = an + bΣx from the Least Squares algorithm.
(1) 5.534 = a(12) + b(725.734)
26
Let equation (2) be of the form: Σxy = aΣx + bΣx2 from the Least Squares
algorithm.
(2) 237.465 = a(725.734) + b(45907.102)
(1) becomes a(12) = 5.534 - b(725.734)
a = (5.534 - b(7.25.734))/12
a = 0.461 - b(60.478)
put (1) into (2) 237.465 = [0.461 - b(60.478)](725.734) + b(45907.102)
237.465 = 334.684 - b(43890.820) + b(45907.102)
-97.219 = b[45927.102 - 43890.820]
∴ b = -97.219/2016.282 = -0.0482
Now solve for a: a = 0.461 - b(60.478)
a = 0.461 - (-0.0482)(60.478)
a = 3.376
5.5 Single-Stage Turbine
The following cited items are actual test data in reduced form and the resulting
curves. For the single-stage turbine only. The best initial performance data
collected for the 12TG-24 turbine was in the testing done February 15, 1996. In
order to make this thesis easier to read only the pertinent resulting curves have
been included. All other listed curves are included in the Appendix. This testing
became the target of most of EBARA’s subsequent procedures. R & D personnel
used this as the test performance data, which was repeated most often. As a
result the test data shown here are the benchmark results for comparison all
other tests that follow the original procedure were weighed against. The first test
data covered is the February 15, 1996 benchmark data. Further testing was done
October 4, 1996 with a special emphasis on temperature sensors. R & D people

27
added Silicon Diode temperature sensors to the instrumentation package. They
are more accurate. The Silicon Diodes were a new item. They were monitored to
trust the results.
5.5.1 Hydraulic & Electrical Data - Reduced Data & Curves
Test No.: 96121-T1 February 15, 1996
Reduced Data Sheets: (See Appendix 12)
Reduced Hydraulic Data Sheets (Orifice Coefficients and Turbine Test Points)
Note: The P in data was calculated from a friction factor correction formula;
P in = (P in 2 “Raw Data”) + (∆P*0.268). This was necessary because the P in
pressure taps were too close to the Vena-contracta of the orifice plate.
1. Sheet: 96121-T1, File: Turb15B.
2. Sheet: 96121B-T1, File: Turb16B.
3. Sheet: 96121C-T1, File: Turb17B.
4. Sheet: 96121D-T1, File: Turb18B.
Curves: Flow, Head, Power and Efficiency
1. File: Runtr22A (See Figure 8)
2. File: Runtr22B (See Figure 9)

Figure 8. Curve Cryoturbine Test 574mm Dia. Runner 15 February, 1996; File: Runtr22A
28
0 100 200 300 400 500 600 700 800 900 1000 1100 1200 1300 1400 1500 1600 1700 1800
FLOW (m3/hr)
-10
0
10
20
30
40
50
60
70
80
90
100
110
120
TU
RB
INE
HE
AD
(m
)
20
30
40
50
60
70
80
90
100
110
120
130
140
150
TU
RB
INE
GE
N E
FF
(%
)
ZERO-TORQUE
700 RPM
900 RPM1100 RPM
1300 RPM
1500 RPM
1700 RPM
1800 RPM
CRYOTURBINE TEST574mm Dia. Runner 15 February, 1996
EFFs
1021.5
HEADs
EBARA International Corp
1222
836.5
1228.5
1418
RPMs
Model No. 12TG-24 Date: Aug 7, 1996 P. LeGoy
(Run 15 - 125, 126, 127, 128) File: Runtr22A
Liquid: LNG, S.G. .433, Temp -165C

Figure 9. Curve Cryoturbine Test 574mm Dia. Runner 15 February, 1996; File: Runtr22B
29
0 100 200 300 400 500 600 700 800 900 1000 1100 1200 1300 1400 1500 1600 1700 1800
FLOW (m3/hr)
-10
0
10
20
30
40
50
60
70
80
90
100
110
120
TU
RB
INE
HE
AD
(m
)
ZERO-TORQUE700 RPM
900 RPM
1100 RPM
1300 RPM
1500 RPM1700 RPM
1800 RPM
CRYOTURBINE TEST574mm Dia. Runner 15 February, 1996
1021.5
HEADs
EBARA International Corp
1222
836.5
1228.5
1418
RPMs
Model No. 12TG-24 Date: Aug 8, 1996 P. LeGoy
(Run 15 - 125, 126, 127, 128) File: Runtr22B
Liquid: LNG, S.G. .433, Temp -165C
-100
1020
304050
60
708090
100110
120130140
150160
170180190
200
210220230
240250
PO
WE
R (
kW
)
POWERs (kW)

30
Test No.: 96288-T1 & 96289-T1 October 4, 1996
Reduced Data Sheets (See Appendix 13):
Reduced Hydraulic Data Sheets
1. Sheet: 96288-T1, File: Turb41B.
2. Sheet: 96289-T1, File: Turb40D.
Curves: Flow, Head, Power and Efficiency
1. File: Runtr23A (See Figure 10)
2. File: Runtr23B (See Figure 11)

Figure 10. Curve Cryoturbine Test 574mm Dia. Runner Oct. 4, 1996; File: Runtr23A
31
0 100 200 300 400 500 600 700 800 900 1000 1100 1200 1300 1400 1500 1600 1700 1800
FLOW (m3/hr)
0
10
20
30
40
50
60
70
80
90
100
110
120
130
TU
RB
INE
HE
AD
ZERO-TORQUE900 RPM
1300 RPM
1500 RPM
1900 RPM
CRYOTURBINE TEST574mm Dia. Runner Oct. 4, 1996
POW
ERs (KW
)
HEADs
EBARA International Corp
1164.0
1356.5
1727.5
2074.5
RPMs
Model No. 12TG-24 Date: October 14, 1996 P. LeGoy
(Run 26) File: Runtr23A
Liquid: LNG, S.G. .4282, Temp -160.92C
-100
10
2030
4050
6070
8090
100
110120
130140150
160170
180190
200210
220230240
250
PO
WE
R (
kW
)

Figure 11. Curve Cryoturbine Test 574mm Dia. Runner Oct. 4, 1996; File: Runtr23B
32
0 100 200 300 400 500 600 700 800 900 1000 1100 1200 1300 1400 1500 1600 1700 1800
FLOW (m3/hr)
0
10
20
30
40
50
60
70
80
90
100
110
120
130
TU
RB
INE
HE
AD
20
30
40
50
60
70
80
90
100
110
120
130
140
150
ZERO-TORQUE
900 RPM
1300 RPM
1500 RPM
1900 RPM
CRYOTURBINE TEST574mm Dia. Runner Oct. 4, 1996
EFFs
HEADs
EBARA International Corp
1164.0
1356.5
1727.5
2074.5
RPMs
Model No. 12TG-24 Date: October 14, 1996 P. LeGoy
(Run 26) File: Runtr23B
Liquid: LNG, S.G. .4282, Temp -160.92C
TU
RB
INE
GE
N E
FF
(%
)
33
5.5.2 Thermodynamic Data - Reduced Data & Curves
Test No.: 96121-T1 February 15, 1996
Note: Temperature data taken during this test were taken with thermocouples. (See
Figures 3 & 5)
Reduced Data Sheets: (See Appendix 14)
1. File: Turb15B.
2. File: Turb16B.
3. File: Turb17B.
4. File: Turb18B.
Curves: ∆T verses Isentropic Efficiency
1. File: TurbAll. (All speed data linearly curve fit separately in order to show the
temperature trends.) (See Figure 12)
2. File: TurbAll1. (All speed data linearly curve fit separately but only curve fit to the data
that is over 50% efficiency) (See Figure 13)
3. File: TurbAll2. (All the data from all of the combined speeds then curve fit to a 3rd
order fit.) (See Appendix 15)

Figure 12. Curve ∆∆∆∆T versus Isentropic Efficiency File: TurbAll
34

Figure 13. Curve ∆∆∆∆T versus Isentropic Efficiency File: TurbAll1
35

36
Test No.: 96288-T1 & 96289-T1 October 4, 1996
Note: Temperature data taken during this test were taken with thermocouples and the
silicon diodes in various combinations. (See Figures 4 & 5)
Reduced Data Sheets: (See Appendix 16)
File: Turb40D for 1300 RPM
Curves: ∆T verses Isentropic Efficiency (For sensor configuration See Figure 5)
1. File: TurbCeng Figure 14. (1300 RPM with ∆T comparison of all of the sensors in and
all of the sensors out averaged.)
2. File: Turb40DA Figure 15 (1300 RPM Data with all data points from all sensors with
only one least squares line is plotted on them.)
3. File: Turb40DB Figure 16 1300 RPM data (Tin2 – Tout2 ∆T comparison of both
Silicon Diodes.) (Tin1 – Tout2 ∆T comparison of Thermocouple in and Silicon Diode out.)
(Tin1 – Tout3 ∆T comparison of Thermocouple in, and Thermocouple out mounted on
mouth of turbine.) (Tin2 – Tout1 ∆T comparison of Silicon Diode in, and Thermocouple
out mounted on mouth of turbine.) (Tin2 – Tout3 ∆T comparison of Thermocouple in, and
Thermocouple out mounted in the piezometer ring.) (Tin1 – Tout1 ∆T comparison of both
Thermocouples.) All on same graph for visual comparison.
4. File: Turb40DC (See Appendix 17) (1300 RPM Data with all data points from all
sensors as 3rd
order curve fit.)
5. File: Turb40DD (See Appendix 18) (1300 RPM Data with all data points from all
sensors as 3rd
order curve fit combined with 3rd
order curve fit of theoretical data.)
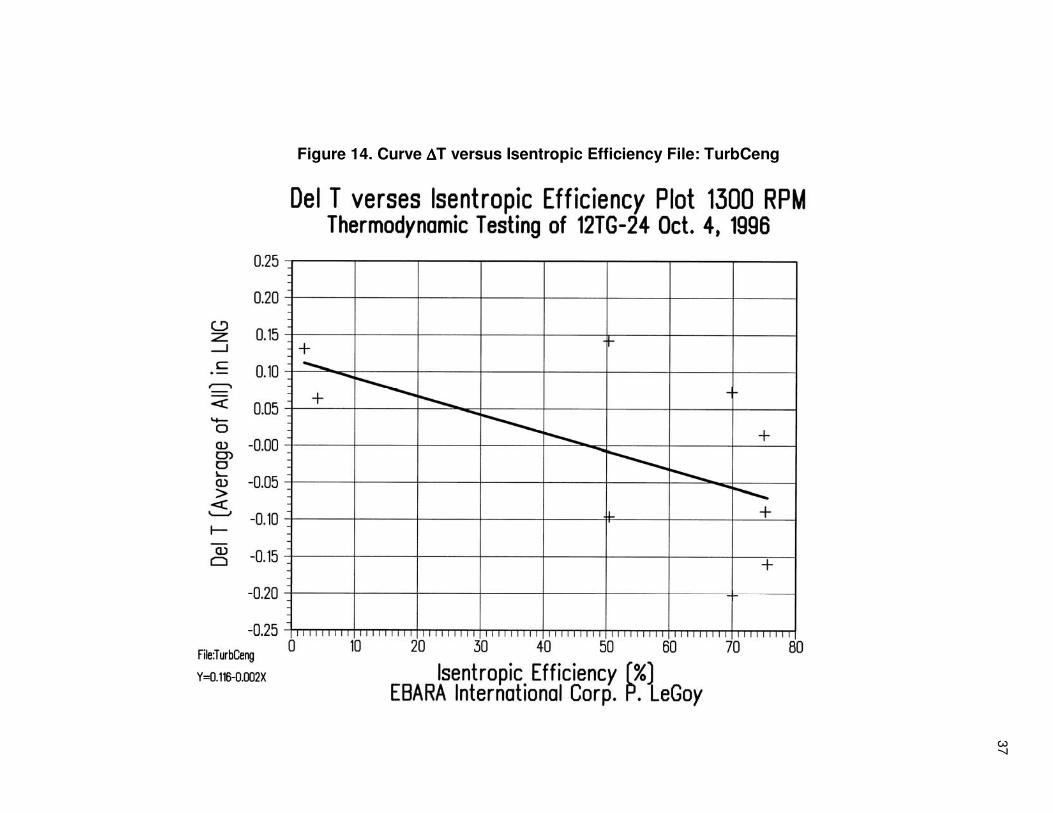
Figure 14. Curve ∆∆∆∆T versus Isentropic Efficiency File: TurbCeng
37

Figure 15. Curve ∆∆∆∆T versus Isentropic Efficiency File: Turb40DA
38

Figure 16. Curve ∆∆∆∆T versus Isentropic Efficiency File: Turb40DB
39

40
5.6 Two-Stage Turbine
The following items are actual test data in their reduced form and the resulting
curves. At this point the test crew was very familiar with the Silicon Diode
temperature sensors and the temperature results are more believable.
5.6.1 Hydraulic & Electrical Data - Reduced Data & Curves
Test No.: 96335-T1 December 11, 1996
Reduced Data Sheets: (See Appendix 19)
Reduced Hydraulic Data Sheets (Orifice Coefficients and Turbine Test Points)
1. Sheet: 96335-T1, File: Turb49.
Curves: Flow, Head, Power and Efficiency
1. File: Runtr49A (See Figure 17)
2. File: Runtr49B (See Figure 18)

Figure 17. Curve Cryoturbine Test 278mm Dia. Runner Dec. 11, 1996; File: Runtr49A
0 10 20 30 40 50 60 70 80 90 100 110 120 130 140 150 160 170 180 190 200 210 220 230 240
FLOW (m3/hr)
0
20
40
60
80
100
120
140
160
180
200
220
240
260
280
300
320
340
360
TU
RB
INE
HE
AD
(m
)
0
20
40
60
80
100
120
140
160
180
200
220
240
260
280
300
320
340
360
TU
RB
INE
GE
N.
EF
F (
%)
2400 RPM
2800 RPM
3000 RPM
CRYOTURBINE TEST AS TWO STAGE UNIT278mm Dia. Runner Dec. 11, 1996
EFFs
HEADs
EBARA International Corp
Model No. 4TG-12/2Date: February 19, 1997 P. LeGoy
(Run 33) File: Runtr49A
Liquid: LPG, S.G., .599 Temp -48C
41

Figure 18. Curve Cryoturbine Test 278mm Dia. Runner Dec. 11, 1996; File: Runtr49B
0 10 20 30 40 50 60 70 80 90 100 110 120 130 140 150 160 170 180 190 200 210 220 230 240
FLOW (m3/hr)
0
20
40
60
80
100
120
140
160
180
200
220
240
260
280
300
320
340
360
TU
RB
INE
HE
AD
(m
)
0
20
40
60
80
100
120
140
160
180
200
220
240
260
280
300
320
340
360
PO
WE
R (
kW
)
2400 RPM
2800 RPM
3000 RPM
CRYOTURBINE TEST AS TWO STAGE UNIT278mm Dia. Runner Dec. 11, 1996
POWER (kW)
HEADs
EBARA International Corp
Model No. 4TG-12/2Date: February 19, 1997 P. LeGoy
(Run 33) File: Runtr49B
Liquid: LPG, S.G., .599 Temp -48C
42

43
5.6.2 Thermodynamic Data - Reduced Data & Curves
Test No.: 96335-T1 December 11, 1996
Note: Silicon Diode sensors are very delicate, are easy to break and can easily be
incorrectly set up. Test and R & D persons had everything working properly for this test
where other tests not reported here were not as fortunate.
Reduced Data Sheets: (See Appendix 20)
1. File: Turb49 for 2400 RPM, 2800 RPM and 3000 RPM.
2. File: Turb49 Average of Sensors at 2400 RPM, 2800 RPM and 3000 RPM
Curves: ∆T verses Isentropic Efficiency all data evaluated with Silicon Diodes
1. File: Turb49C. (All Speeds data – Least Squares) (See Figure 19)
2. File: Turb49D. (3 speeds – Least Squares) (See Figure 20)
3. File: Turb49E. (2800-RPM Average of Sensors and 3rd
order polynomials both tested
and theoretical data.) (See Appendix 21)

Figure 19. Curve ∆∆∆∆T versus Isentropic Efficiency File: Turb49C
44

Figure 20. Curve ∆∆∆∆T versus Isentropic Efficiency File: Turb49D
45

46
Chapter 6.0 ERROR ANALYSIS
The Uncertainty Analysis was done by Mehmet Kanoglu, M.Sc. and Yunus A.
Cengel, Ph.D., P.E.39
The initial equipment error data came from the test
department and the R & D department. Included are the methods by which R & D
came up with the basic error numbers.
The Error in the temperature reading using the silicon diode at the turbine inlet is
found by simply taking the manufacturer’s reported error and multiplying it by 1/3.
Then add up all of the bias errors together. This gives the user a reasonable
value to use in an error analysis because the manufacturer reports worst case
error. The manufacturer reports ± .2°F error for the silicon diode style
temperature sensor. Multiplied by 1/3 is . ± 0.067°F. For the Current source the
manufacturer reports ± 0.009°F Multiplied by 1/3 is ± 0.003°F. For wire voltage
bias the manufacturer reports no measurable uncertainty due to the 4 wire
configuration used. The current source and the voltage wire bias are negligible
they drop out in Error = √Σ(T1-n)2.
∴∴∴∴ Total Error = ±±±± 0.067°°°°F.
The Error in the temperature reading using a thermocouple at the turbine outlet is
found the same way. The manufacturer reports ± 3.825°F error for the
thermocouple style temperature sensor. Multiplied by 1/3 is ± 1.274°F. The
manufacturer of the current transmitter reports ± 0.255°F error for the sensor.
Multiplied by 1/3 is ± 0.085°F. The manufacturer of the temperature sensor
interface board reports ± 0.283°F error for this temperature sensor. Multiplied by
1/3 is ± 0.509°F. In this temperature measurement scheme there is a signal
conditioner, the thermocouple wire and an analog to digital converter these have
all been assumed to have too small an affect on temperature to be considered.
Again using Error = √Σ(T1-n)2. ∴∴∴∴ Total Error = ±±±± 1.374°°°°F.

47
Chapter 7 DISCUSSION OF RESULTS
7.1 The original goals
The goals of the turbine project from the Thermodynamic and Hydraulic Testing of
Cryogenic Turbines standpoint were.
1. Produce, test and demonstrate a power recovery turbine generator, which will
replace the JT valve in the refrigeration cycle for liquefaction processes.
2. Show by testing, the power recovery turbine generator breaks down pressure,
produces electric power, and lowers the temperature of the process liquid.
3. Show a speed controlled power recovery turbine generator will operate at various
pressure and flow combinations “operating points” and produce performance maps
“curves”, of said points.
4. Demonstrate goals 2 and 3 above through repeating results of “benchmark” tests
thus providing evidence JT valves can be replaced with a power recovery turbine
generator and subsequently increase the total efficiency of Liquefaction processes.
7.2 Technical Innovations, why things were done to Attain the
Goals
• The Variable Speed Design was a natural requirement of the type of service for
which the turbine generator was built. It was also a customer requirement. This is due
to the nature of operation parameters of most Cryogenic Liquefaction plants. Plants
operate at various head and flow points. By varying the speed of the turbine runner,
the fluid impact angle is adjusted on the runner in such a way as to control the
efficiency of the turbine. When a plant is constructed many of the operating points are
predetermined. Even the best predictions have some margin of error. So through
time and normal plant operations the operational point locations with respect to head
and flow are adjusted to optimal locations. Also the production gas changes over time
depending upon supply and demand in the market. These variables are good

48
reasons to have a power recovery turbine that will change its operational
characteristics to match plant operations while continuously seeking out the
maximum efficiency, through speed changes.
• Turbine Testing Requirements were somewhat unknown when testing began. The
first task was testing the turbine as a pump.6
The first turbine testing was to experimentally put a load on the turbine and see what
happed. Caution was the main concern. Using a test procedure TP-140012A (See
Appendix 11) that was modeled around a pump test procedure the turbine testing
began. The first testing was done without energizing the generator excitation field.
Using a pump hydraulically more powerful than the turbine it was controlled by
variable speed as a booster pump. It was easy to run the turbine up and down the
speed curve in a free spinning zero-torque condition.
During this free spinning testing many procedural requirements were defined. First it
became apparent there were certain valve sequences to follow. The first testing was
fraught with obstacles such as pressure relief valves popping off and data gathering
signal interference. This beginning series of testing was dedicated to debugging.
The generator excitation field was energized. The tachometer signals had problems
caused by the variable frequency power and those had to be addressed. During this
period of testing many of the generator-electrical parameters were deciphered and
that part took the VSCF drive people almost a week.3, 20
Generation was achieved in
fits and starts. When performance data was initially calculated it was done on a point
by point basis. Each point was calculated and hand plotted. This allowed testing to
continue in a discovery mode. Using this technique, it was easy to identify when
instrumentation was acting incorrectly and when basic calculation assumptions were
incorrect. This took much time but techniques were perfected and the first good
results came about on February 15, 1996. See Figures 8 & 9 and Sections 5.1, 5.2

49
and 5.5.1.1 for calculations and data. This successful test became the benchmark
test.
Testing on October 4, 1996 is of interest in this thesis because it included new and
more accurate temperature measurement devices; Silicon Diodes. These sensors
are more accurate and they have an accuracy within the range necessary to show
the temperature drop created by the turbine.
• Data Reduction Algorithm Modifications were made to the spread sheet items listed
in figures 8 & 9 and the correction formula is listed on page 25 Pin = (P in 2 “Raw
Data”) + (∆P*0.268). This correction was added to the data reduction algorithms
because the inlet pressure tap to the turbine was incorrectly located. This tap is one
of the primary pressure measurement locations used to determine Total Dynamic
Head (TDH). The pressure tap was located in the vena contracta of the fluid stream
and that caused the pressure measurement to be low. This formula proportionally
increased the value of measured pressure entering the turbine and the results were
more in line with results that came from a correctly placed pressure tap. During later
testing the pressure taps were placed in a better location and this was no longer a
problem. See figure 5 for the locations of the various pressure taps. On February 15
the tap was on the orifice tap and on October 4 the tap was at the entrance to the
turbine itself.
• The 1300-rpm temperature data is the only data represented for figures 14-16
because the Silicon Diodes failed during and after this test. The Silicon Diode
temperature sensors are fragile and expensive. Therefore the only data
thermodynamically of interest is the 1300-rpm data where the sensors were partially
working. The turbine seems to have better efficiency at the 1300-rpm speed therefore
the turbine was run at this point first to get that data before equipment failed. It
seemed logical if the turbine ran at its maximum efficiency the temperature drop
would be more dramatic.

50
• Testing of the second turbine was the result of the question: What if? What if the one
turbine’s performance was design specific? What if the same results could not be
achieved with a multistage turbine or a turbine that was required to run at 2-pole
speeds? What if the power extraction process would not work in another liquid such
as LPG? The simplest quickest way to answer these questions was to build another
prototype and design it to answer these questions. Therefore the two-stage turbine
(See Appendix 3) was built and tested in LPG at 2-pole speeds.
7.3 Results
• Figures 8 & 9 are the benchmark test results from February 15, 1996. These data are
broken down into two graphs with multiple curves on each. Figure 8 is dedicated to
the efficiency data Figure 9 is dedicated to the power data. The HEAD’s curve on
each is the operational point curve. This curve depicts the user’s operating conditions
at various speeds. The EFF’s curve is the isentropic efficiency curve. The isentropic
efficiency represents the power extracted from the process stream. This is (kinetic
energy)/(electric energy) as the power is extracted the liquid will cool. The zero-
torque curve is the curve mapped out during the turbine free spinning. The power
curve on Figure 9 is merely the measured electrical power recovered. The tabulated
data can be found in both the reduced and raw format, (See Appendix 12). All of the
calculations done to produce these curves are represented as example problems and
algorithms in sections 5.1 and 5.2. These graphs represent the true performance
map of the turbine and represent the successful prediction of the turbine operational
characteristics.
• Figures 10 and 11 are presented in the same format as Figures 8 & 9. They are
represented to provide supporting documentation for the temperature drop
calculations and the resulting graphs depicting the temperature drops Figures 14-16.
They are also presented to provide completeness of the hydraulic testing portion of

51
this thesis. The tabulated data can be found in both the reduced and raw format,
(See Appendix 13).
• Figures 12 and 13 depict the temperature drop caused by the turbine during
benchmark testing of February 15. In Figure 12 all of the data collected were fit to a
line at each speed. (See Appendix 14 for the fit calculations.) Most but not all of the
linear fits showed a trend toward cooling of the liquid during power recovery. But
three of the speed lines showed a trend toward heating. Since it seems logical
energy extraction is better when efficiency is better; then at the better efficiencies,
(say better that 50%), the measurable temperature drop would be more dramatic. In
Figure 13, all data with efficiency less than 50% are thrown out and the graph
showed even stronger evidence of the cooling trend. At this point only two lines
showed a trend toward heating and the other five lines show a more dramatic trend
toward cooling. Although this data by itself is convincing it needs more evidence
because this data was collected with a thermocouple. Thermocouples have an error
almost as dramatic as the temperature drop itself. As a matter of practice several
forms of least squares fit were applied to the temperature data. A third order
representation of this is found as Appendix 15.
• Figures 14-16 more strong evidence of the trend toward cooling of the liquid during
power recovery. Figure 14 comes from an average of all of the temperature sensors
used in the testing of the turbine on October 4. (See Appendix 16) Using a
comparison of each sensor to one another: Silicon Diodes to Thermocouples, Silicon
Diodes to Silicon Diodes and Thermocouples to Thermocouples. Each type of
combination was evaluated to decipher the best results. (See Figure 16) Results
showed four of the six sensor combinations indicated a cooling trend. Silicon Diodes
showed a definite negative slope toward cooling. Technical difficulties in the sensor
wiring the Silicon Diode data could not be trusted. Therefore an average of all of the
sensor data was taken and the trend in the data was obvious. (See Figure 14)
52
Another linear least square curve was done using each data point from each sensor.
It also showed an obvious trend toward cooling. (See Figure 15) Therefore this was
considered strong evidence of the cooling trend caused by power recovery and
conversion of kinetic energy to electricity from the process liquid. Again, as a matter
of practice, several forms of least squares fit were applied to the temperature data. A
third order representation of this is found as Appendix 17 and 18. Appendix 18 is
compared to Double Interpolated data a representative of which is Appendix 22.
These data are from the testing and also data which came from methane properties
found on tables.25
• Figures 17 and 18 are composed of the same elements as Figures 8 & 9. They are
represented to provide supporting documentation for the temperature drop
calculations and the resulting graphs depicting the temperature drops in Figures 19 &
20. They are also presented to provide completeness of the hydraulic testing portion
of this thesis. The tabulated data can be found in both the reduced and raw format.
(See Appendix 19)
• Figures 19 & 20 represent the most believable evidence of the trend toward cooling
indicated by the Silicon Diodes. Figure 19 represents a linear least squares analysis
of the Silicon Diode data for all speeds combined on one graph. (See Appendix 20
for the fit calculations) Figure 20 is the Silicon Diode data represented alone for each
speed. (See Appendix 20 for the fit calculations) The results speak for themselves.
The error involved with the Silicon Diode temperature measurement is ± 0.067°F and
the error involved with the Thermocouple sensors is ± 1.374°F the Silicon Diode data
is more convincing than the Thermocouple data. (See section 6.1) As a matter of
practice several forms of least squares fit were applied to the temperature data a
third order representation of this is found as Appendix 21. Appendix 21 is compared
to Double Interpolated data a representative of which is Appendix 22.5 This data is

53
from the testing and also data that came from methane properties looked up on
tables.25
7.4 Significance of Results
• Variable Speed Power Recovery Turbines are valuable to the Liquefaction industry
by virtue of their operational characteristics.
• The higher the efficiency the greater the cooling effect.
• The mapping of performance curves enables turbine performance and efficiencies to
be maximized.
• New measurement and testing techniques have been defined and proven.

54
CONCLUSION
Primary goals of this thesis were to design, build and test, both hydraulically and
thermodynamically, the cryogenic turbine and the associated facilities needed to
complete the task. The author has tried to include most of the design features, the
collected data and the actual algorithms used. Taking note of the rather lengthy appendix
it becomes obvious this thesis is a body of work, which tries to cover the aforementioned
goals. Also this thesis lays down a record of the testing methods used for a Variable
Speed Constant Frequency (VSCF) hydraulic turbine concept which had not been done
before.3, 20
As a side note G. Louis Weisser, General Manager of EBARA International
Corporation in Sparks Nevada, patented this turbine.4
The best indication of the potential of this type of turbine is read off the graphs generated
during the testing of February 15, 1996. (See Figures 8 & 9) These graphs clearly show
the prototype was getting efficiencies close to 78% and with some Computational Fluid
Dynamic analysis the efficiency could easily be 80% as stated in the introduction. It is
interesting to note the 78% efficient device is better than the original cost benefit analysis
proposed device by 18% (See Appendix 1). EBARA International Corporation, for its own
power recovery efforts, will eventually use this turbine.
Also it has been shown, during the Hydraulic Power Extraction process, there is a
measurable amount of temperature drop (See Figure 20). The traditional method of
reducing the pressure in a process stream is by a Joule Thompson Valve. It has been
shown the cryogenic hydraulic turbine generator is an excellent replacement for the JT
valve. Therefore, the cryogenic turbine can be used to reduce very high Liquefaction
process pressures. This pressure introduced into the fluid during the Liquefaction process
has been successfully reduced without inducing much friction in the liquid by the turbine
generator. The idea of the turbine generator is to reduce the liquid pressure to ambient,
or near ambient pressure, in a safe efficient manner, which will dispose of the excess
kinetic energy in the process stream. A 100% efficient cryogenic turbine will reduce the

55
pressure without causing the liquid to heat up. Using a Joule Thompson Valve the liquid
will heat up due to friction. An example double interpolation problem is shown with a
comparison of the JT valve with actual turbine data and the 100% efficient turbine case.
(See Appendix 22) Dr. Cengel first represented this analysis in his paper.5

56
RERENCES
1. Kimmel, H. E., “Speed controlled turbine expanders”, Hydrocarbon Engineering
May/June 1997.
2. Cengel, Y. A., and Kimmel, H. E. “Power Recovery Through Thermodynamic Expansion
of Liquid Methane”, Proceedings of the 59th Annual American Power Conference, Illinois
Institute of Technology, Chicago, April 1997.
3. LeGoy P.R., AND KIMMEL, H. E. “Cryogenic Turbine Generators with Variable Speed
Constant Frequency Control”, Proceedings of the 60th Annual American Power
Conference, Illinois Institute of Technology, Chicago, April 1998.
4. Weisser, G. L. “Hydraulic Turbine Power Generator Incorporating Axial Thrust
Equalization Means” United States Patent 5,659,205 August 19, 1997.
5. Cengel Y. A., Department of Mechanical Engineering University of Nevada, Reno “The
Effect of Power Generation on the Temperature of Cryogenic Liquid Methane” Prepared
for EBARA International Corporation May 30, 1996.
6. LeGoy P. R., “Test Procedure TP-140011B” Prepared for EBARA International
Corporation October 25, 1995.
7. LeGoy P. R., ‘Test Procedure TP-140013A’ Prepared for EBARA International
Corporation January 18, 1996.
8. LeGoy P. R., “Test Procedure TP-140008” Prepared for EBARA International Corporation
December 4, 1996.
9. Sheldon, L. H., “An Analysis of the Applicability and Benefits of Variable Speed
Generation for Hydropower” Small Hydro Power Fluid Machinery 1984 Pg. 201 – 208.
The Winter Meeting of the American Society of Mechanical Engineers New Orleans,
Louisiana December 9-14, 1984.
10. “Small Hydro Plant Development Program: DOE/ID/01570—T21 (Volumes 1, 2 & 3)”
October 1980 U. S. Department of Energy Distributed by National Technical Information

57
Service U. S. Department of Commerce Springfield, VA
11. Pfau A. “Modern Hydraulic Prime Movers” Consulting Engineer Hydraulic Turbine
Division. Copyright 1943, by Allis-Chalmers Mfg. Co.
12. Wagner S. K., Webb D. R., Mayo H. A. Jr., Papadakis C. N.. “Small Hydro Power Fluid
Machinery 1984” Presented at The Winter annual meeting of the American Society of
Mechanical Engineers New Orleans, Louisiana December 9-14, 1984. The American
Society of Mechanical Engineers United Engineering Center 345 East 47th Street New
York, N. Y. 10017.
13. “Wind Turbines Technology Status” EPRI Technical Assessment Guide, Electrical Supply
1993 EPRI # TR-102275-V1R7 June, 1993 Pg. 8-138 Sec. 8.7.3
14. Lobanoff and Ross “Centrifugal Pumps: Design & Application” Second Edition Gulf
Publishing Company Book Division P. O. Box 2608, Houston, Texas 77252-2608
15. Hicks T. G. “Power Generation Calculations Reference” Guide Second Edition Pg. 193 -
194. Published by McGraw - Hill.
16. Wislicenus G. F. “Fluid Mechanics of Turbo Machinery” Second ed. New York, Dover
Publications 1995 Pg. 80 - 81
17. Chapman S. J. “Electrical Machinery Fundamentals” Second Edition. Pg. 565 - 567 & 616
- 621. Published by McGraw - Hill.
18. “Small and Mini Hydropower Plants” Published by McGraw - Hill
19. French M. J. “Energy Derived From Expansion of Liquefied Gas” U.S. Patent # 3203191,
New Maiden England assignor to Conch International Methane Limited, Nassau
Bahamas, a company of the Bahamas. Filed July 20, 1961.
20. Richardson R. D. and Eardman W. L. “Variable Speed Wind Turbine” U.S. Patent #
5083039, San Ramon CA., & Livermore CA. Filed February 1, 1991. Assignee: U.S.
Windpower, Inc. Livermore CA.
21. Meacher J. S. and Ruecitta D. E. “Hermetic Turbine Generator” U.S. Patent # 4362020,

58
Bailston Lake, New York and, Bailston Spa, New York. Filed December 7, 1982.
Assignee: Mechanical Technology Inc. Latham, New York.
22. Sato S., Yamamoto H., Okayama Y. “Pipeline Built-In Electric Power Generating Set”
U.S. Patent # 4740711, All of Kanagawa Japan. Filed April 26, 1988. Assigned: Fuji
Electric Co., Ltd., Kanagawa Japan.
23. Johnson L.L. and Renaudin G. “Liquid Turbines improve LNG operations”; The Oil and
Gas Journal, Nov. 18, 1996 v94 n47 p31(4).
24. Bean H. S. “Fluid Meters Their Theory and Application” 6th edition 1971 Pg. 65. Published
by American Society of Mechanical Engineers United Engineering Center 345 East 47th
Street New York, N. Y. 10017
25. Friend D. G., Ely J. F., and Ingham H. “Thermophysical Properties of Methane”,
Thermophysics Division, National Institute of Standards and Technology, Boulder
Colorado 80303 Copyright 1989 U. S. Secretary of Commerce on behalf of the United
States. Copyright is assigned to the American Institute of Physics and the American
Chemical Society.
26. Fox and McDonald “Introduction to Fluid Mechanics” Third Edition 1985, Published by
John Wiley & Sons.
27. Cengel Y. A. “Thermodynamics An Engineering Approach” Second Edition and Michael A
Boles McGraw Hill, Inc. Princeton Road, S-1 Highstown, NJ 08520
28. Kreyszig “Advanced Engineering Mathematics” Fifth Edition Pg. 819, Published by John
Wiley and Sons. 1983.
29. Karassik, Krutzsch, Fraser and Messina “Pump Handbook” Second Edition. Published by
McGraw - Hill 1986.
30. Rayleigh, Lord “The Turbo-Expander for Gas Liquefaction” (1898) Nature, 58, 199
31. Thrupp E. C. “A simple Liquefying System Using an Expansion Turbine” British Patent
No. 26767 of 1898 and U.S. Patent No. 642,505 of 1900.

59
32. Johnson J. E., Jr. “An Apparatus for Liquefying Gases” U.S. Patent No. 627,696 of 1899
33. Crommett C. F. and O. J. “A Refrigerative Expansion Turbine with a Tangential Inward
Flow Pattern” U.S. Patent No. 1,110,423 of 1914.
34. Davis H. N. “An Expansion Turbine of Unusual Thermodynamic Concept” U.S. Patent No.
1,420,626 of 1922.
35. Linde. R. “Commercial Application of an Expansion Turbine for Gas Liquefaction” (1934)
Z. ges. Kalteindustr., 41, 193-6.
36. Zerkowitz G. “An Inward Radial Flow Turbine” German Patent Nos. 608,963 (1935) and
627,369 (1936). British Patents Nos. 433,800 and 434,363 of 1935. U.S. Patent no.
2,165,994 of 1939.
37. Kapitza P. “Refrigerative Turbines” (1939) Russian J. Phys. (English edn.), 1, 7-28.
38. Swearingen J. S. “Elliott-Sharples Radial Flow Reaction Turbine”, (1947) Trans.
American Institute of Chemistry Engrs., 43, 83-90.
39. Kanoglu M., Cengel Y. A. “Uncertainty Analysis” Prepared for EBARA International
Corporation January 22, 1997.

60
APPENDIX










![Utility of thermodynamic (exergy-exergy) analysis in ...5] vol-1, issue-4.pdf · Cryogenic engineering is the application of low temperatures ... tool like HYSYS can done simulation](https://img.pdfslide.net/doc/110x75/5aa6ddb97f8b9a424f8b9646/utility-of-thermodynamic-exergy-exergy-analysis-in-5-vol-1-issue-4pdfcryogenic.jpg)


















