Embed Size (px)
Citation preview
Thermoforming Sheet Lines
PET sheet productionMade in Germany

With more than 30 years of experience and over 100 international patents, the family-owned company Gneuss has made a name for itself as a supplier of innovative solutions for the plastics processing industry.
For the industry of PET packaging sheet Gneuss delivers complete, tailor-made Sheet Lines. The complete sheet extrusion lines are highly flexible with regard to the input material and with regard to the sheet which can be made on them.
Content
With its headquarters in Germany, Gneuss is committed to the expectations which come with “made in Germany” and is both local and international and therefore available to you worldwide.
With a daughter company in the USA, branch offices in Brazil and China, a cooperation partner in Japan and a team of representatives worldwide, Gneuss ensures the best possible technical support, excellent service and delivers spare parts within all 5 continents.
We are available around the clock via our service hotline and have many, well-equipped pilot lines for trials and develop-ments with our customer at several different locations.
04 —— Direct Processing
06 —— PET Sheet Lines
08 —— Material handling
13 —— Sheet Downstream
17 —— Control Technology
18 —— Technical Data
09 —— MRS Extruder
10 —— Vacuum Technology
11 —— Rotary Filtration Systems
12 —— Online Viscometer VIS
4
Direct ProcessingHigh cost saving potential
Direct Processing
One of the distinguishing features of the Gneuss technologies compared with conventional PET extrusion is – thanks to the special devolatilising system – the avoidance of the cost intensive and complex process of drying and crystallising the material prior to extrusion.
The degassing system of the MRS extruder not only efficiently removes the water as vapour in the melt phase, it also extracts volatile contaminants in the input material, so that up to 100 % PET post-consumer bottle flake can be used to make a food contact sheet (FDA Letter of Non Objection). The rugged and compact design reduces the complexity of the process and ensures maximum line availability with minimum maintenance. Regrind from edge trim and skeletal waste can be processed together with virgin pellets and masterbatch without the need for any pre-drying. The Gneuss system includes a rugged and simple, low maintenance vacuum system (water ring pumps). For PET sheet manufac-turing, Gneuss offers turnkey solutions from A to Z. The flexible Gneuss concept can however also be integrated into existing extrusion lines.
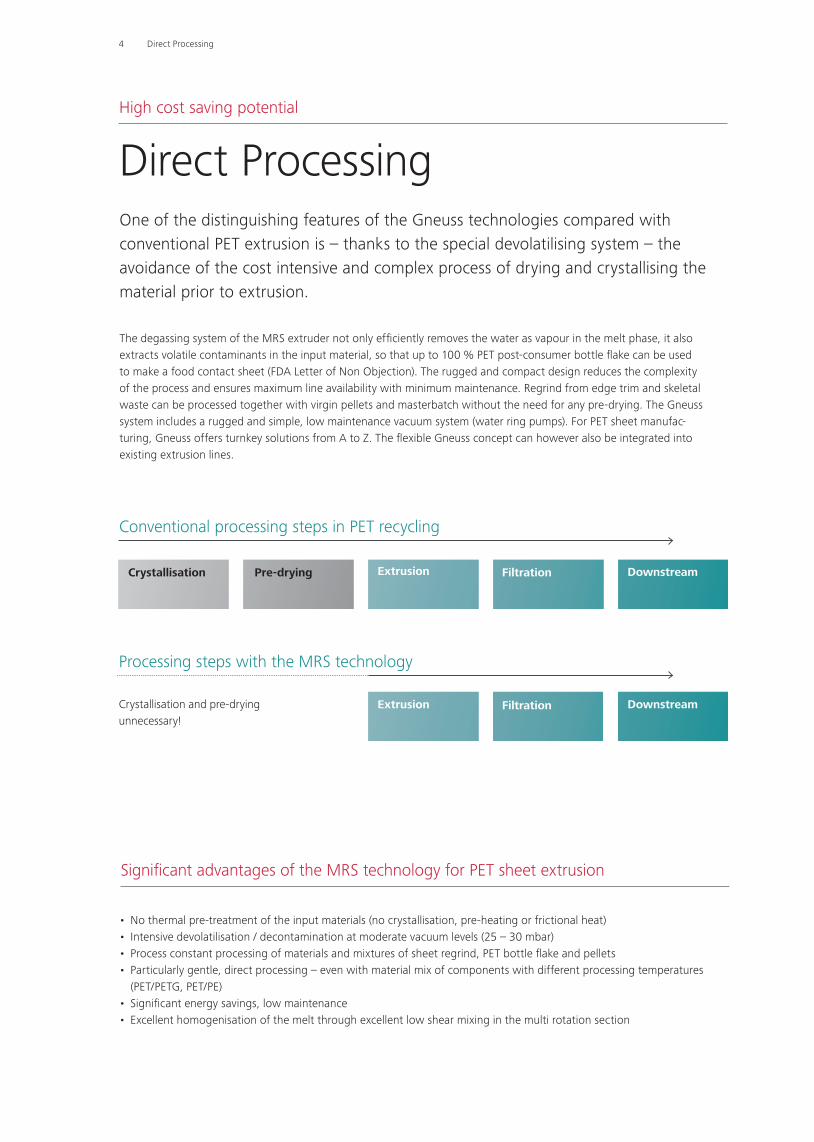
Conventional processing steps in PET recycling
Processing steps with the MRS technology
Crystallisation and pre-drying unnecessary!
Crystallisation Pre-drying Extrusion
Extrusion
Filtration Downstream
Filtration Downstream
• No thermal pre-treatment of the input materials (no crystallisation, pre-heating or frictional heat)• Intensive devolatilisation / decontamination at moderate vacuum levels (25 – 30 mbar)• Process constant processing of materials and mixtures of sheet regrind, PET bottle flake and pellets• Particularly gentle, direct processing – even with material mix of components with different processing temperatures
(PET/PETG, PET/PE)• Significant energy savings, low maintenance• Excellent homogenisation of the melt through excellent low shear mixing in the multi rotation section
Significant advantages of the MRS technology for PET sheet extrusion
Thermoforming Sheet Lines 5
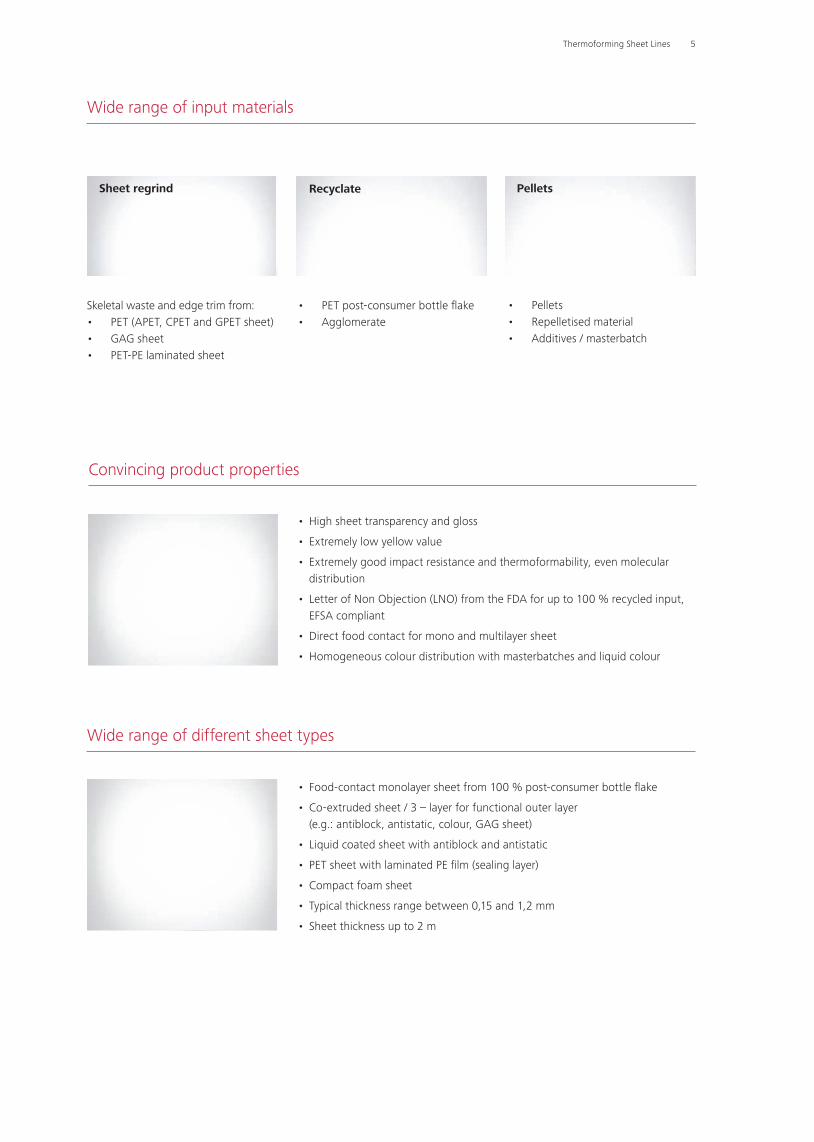
Wide range of input materials
• Food-contact monolayer sheet from 100 % post-consumer bottle flake
• Co-extruded sheet / 3 – layer for functional outer layer (e.g.: antiblock, antistatic, colour, GAG sheet)
• Liquid coated sheet with antiblock and antistatic
• PET sheet with laminated PE film (sealing layer)
• Compact foam sheet
• Typical thickness range between 0,15 and 1,2 mm
• Sheet thickness up to 2 m
Wide range of different sheet types
PelletsRecyclateSheet regrind
Skeletal waste and edge trim from: • PET (APET, CPET and GPET sheet)• GAG sheet• PET-PE laminated sheet
• Pellets• Repelletised material• Additives / masterbatch
• PET post-consumer bottle flake• Agglomerate
• High sheet transparency and gloss
• Extremely low yellow value
• Extremely good impact resistance and thermoformability, even molecular distribution
• Letter of Non Objection (LNO) from the FDA for up to 100 % recycled input, EFSA compliant
• Direct food contact for mono and multilayer sheet
• Homogeneous colour distribution with masterbatches and liquid colour
Convincing product properties
6
89
1011
1314
12
PET Sheet LinesExample sheet line
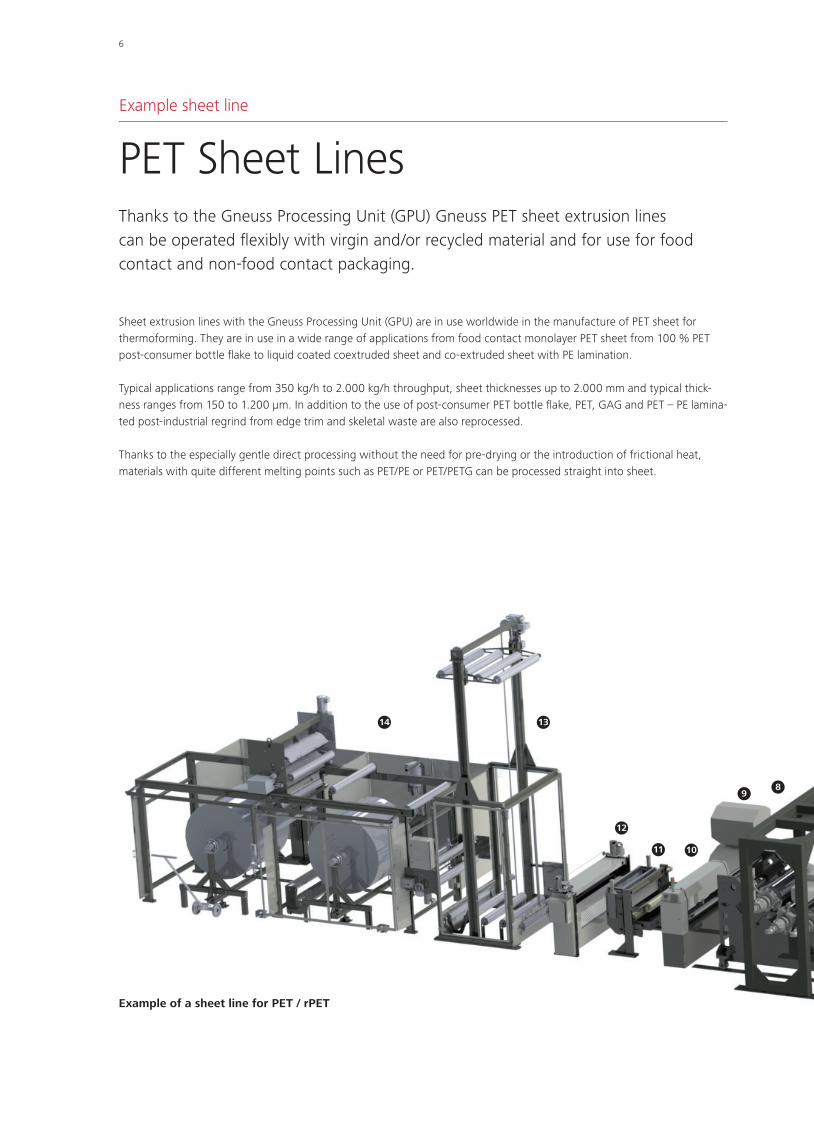
Thanks to the Gneuss Processing Unit (GPU) Gneuss PET sheet extrusion lines can be operated flexibly with virgin and/or recycled material and for use for food contact and non-food contact packaging.
Sheet extrusion lines with the Gneuss Processing Unit (GPU) are in use worldwide in the manufacture of PET sheet for thermoforming. They are in use in a wide range of applications from food contact monolayer PET sheet from 100 % PET post-consumer bottle flake to liquid coated coextruded sheet and co-extruded sheet with PE lamination.
Typical applications range from 350 kg/h to 2.000 kg/h throughput, sheet thicknesses up to 2.000 mm and typical thick-ness ranges from 150 to 1.200 µm. In addition to the use of post-consumer PET bottle flake, PET, GAG and PET – PE lamina-ted post-industrial regrind from edge trim and skeletal waste are also reprocessed.
Thanks to the especially gentle direct processing without the need for pre-drying or the introduction of frictional heat, materials with quite different melting points such as PET/PE or PET/PETG can be processed straight into sheet.
Example of a sheet line for PET / rPET
Thermoforming Sheet Lines 7
3
4
56
7
1
2
1
34
5
6
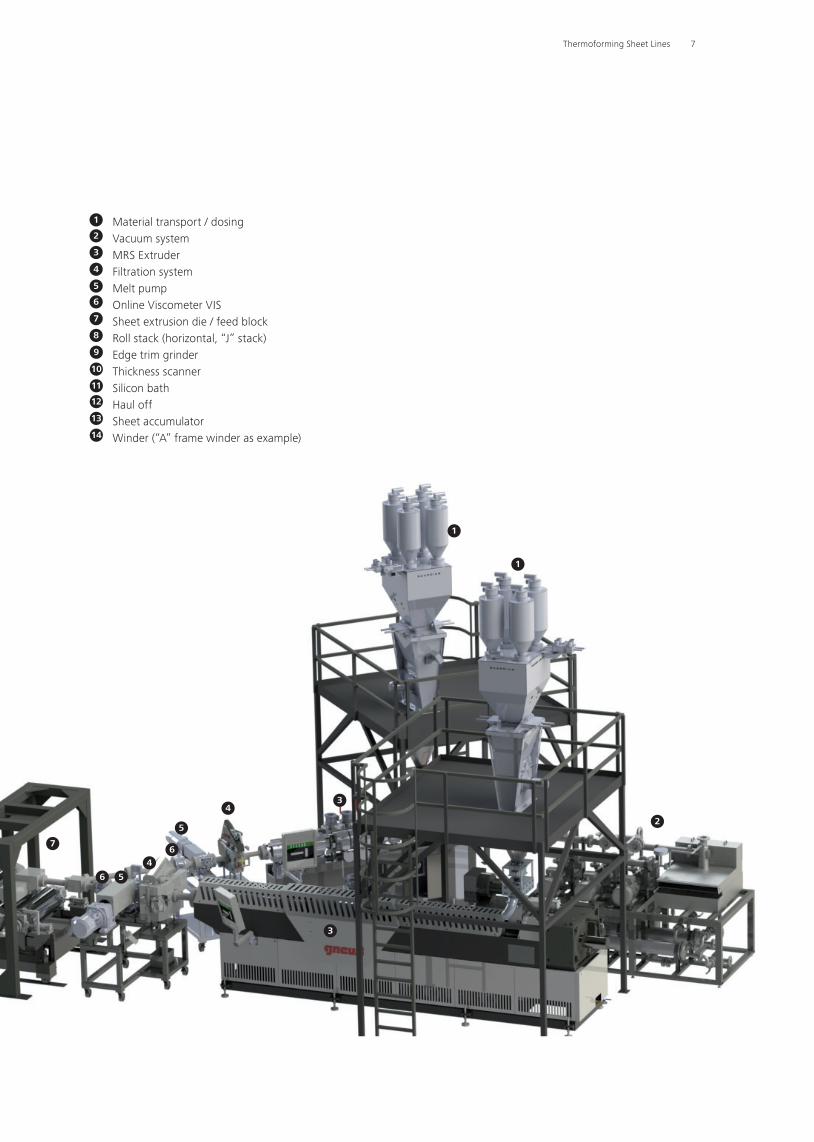
Material transport / dosing Vacuum system MRS Extruder Filtration system Melt pump Online Viscometer VIS Sheet extrusion die / feed block Roll stack (horizontal, “J” stack) Edge trim grinder Thickness scanner Silicon bath Haul off Sheet accumulator Winder (“A” frame winder as example)
1
2
3
4
5
6
7
8
9
10
11
12
13
14

8 Material handling
Material transport and dosing
The material transport systems from Gneuss are especially designed with the continuous, stable and reliable transport of recycled materials such as post-consumer PET bottle flake and post-industrial regrind. Typically, these systems deliver the material from big bags or silos to the dosing systems.
The dosing systems from Gneuss ensure accurate dosing of the specific recycled components and are designed to handle recycled material with varying bulk densities and flow characteristics. The individual configuration of the dosing feeders is individually tailored to the customer´s requirements.
Depending on the individual applications, Gneuss offers the following systems:
• Batch gravimetric
• Continuous loss in weight gravimetric
• Volumetric
Complete material handling
1
2
3
4
5
Material supplyPneumatic conveying Metal separationMaterial dosingExtrusion
1
2 3
4
5
Thermoforming Sheet Lines 9
MRS ExtruderExceptional decontamination
1 23
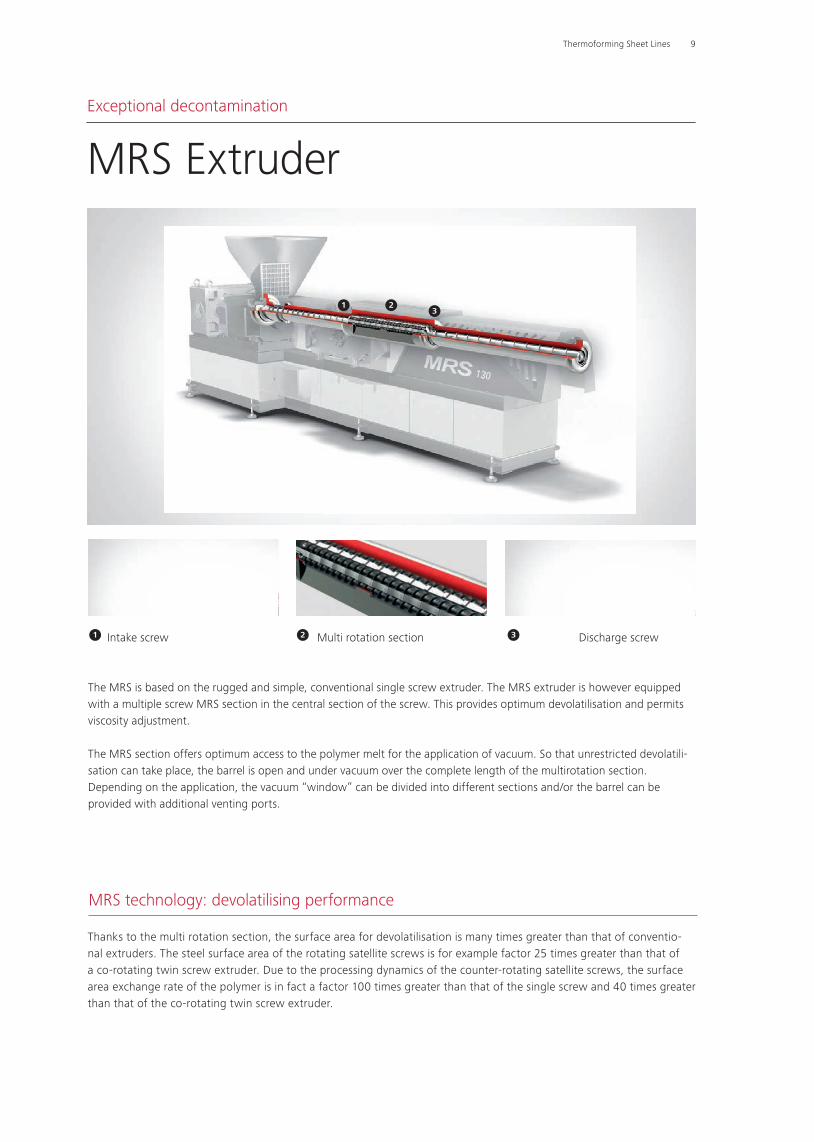
Thanks to the multi rotation section, the surface area for devolatilisation is many times greater than that of conventio-nal extruders. The steel surface area of the rotating satellite screws is for example factor 25 times greater than that of a co-rotating twin screw extruder. Due to the processing dynamics of the counter-rotating satellite screws, the surface area exchange rate of the polymer is in fact a factor 100 times greater than that of the single screw and 40 times greater than that of the co-rotating twin screw extruder.
MRS technology: devolatilising performance
The MRS is based on the rugged and simple, conventional single screw extruder. The MRS extruder is however equipped with a multiple screw MRS section in the central section of the screw. This provides optimum devolatilisation and permits viscosity adjustment.
The MRS section offers optimum access to the polymer melt for the application of vacuum. So that unrestricted devolatili-sation can take place, the barrel is open and under vacuum over the complete length of the multirotation section. Depending on the application, the vacuum “window” can be divided into different sections and/or the barrel can be provided with additional venting ports.
Intake screw Discharge screw 1 3Multi rotation section2
10 Module
Vacuum TechnologyHigh efficiency devolatilisation
1
2
33
3
45
6
7
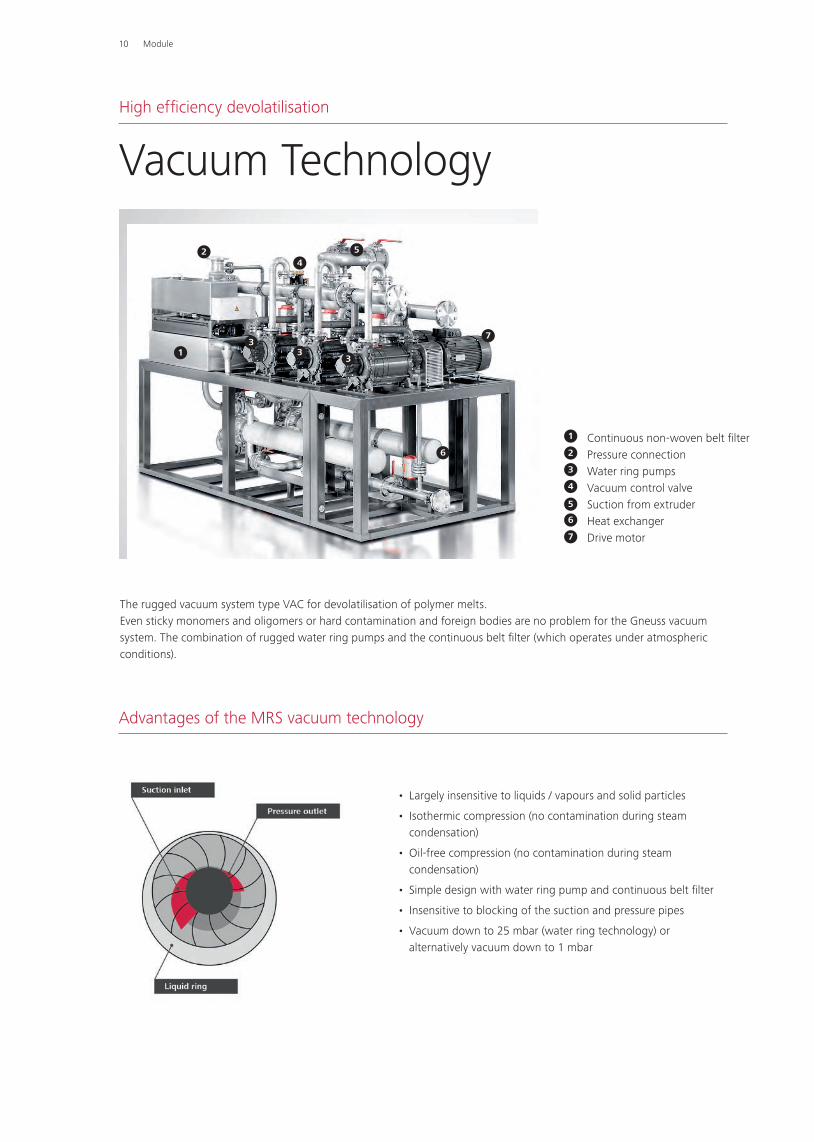
• Largely insensitive to liquids / vapours and solid particles
• Isothermic compression (no contamination during steam condensation)
• Oil-free compression (no contamination during steam condensation)
• Simple design with water ring pump and continuous belt filter
• Insensitive to blocking of the suction and pressure pipes
• Vacuum down to 25 mbar (water ring technology) or alternatively vacuum down to 1 mbar
Advantages of the MRS vacuum technology
Continuous non-woven belt filter Pressure connection Water ring pumps Vacuum control valve Suction from extruder Heat exchanger Drive motor
1
2
3
4
5
6
7
The rugged vacuum system type VAC for devolatilisation of polymer melts.Even sticky monomers and oligomers or hard contamination and foreign bodies are no problem for the Gneuss vacuum system. The combination of rugged water ring pumps and the continuous belt filter (which operates under atmospheric conditions).
Thermoforming Sheet Lines 11
Continuous non-woven belt filter Pressure connection Water ring pumps Vacuum control valve Suction from extruder Heat exchanger Drive motor
Rotary Filtration Systems Guaranteed Constant
• Fully automatic operation (RSFgenius and SFX- magnus R: with integrated self-cleaning)
• Constant polymer melt pressure, temperature and viscosity
• Guaranteed melt purity, short residence time, narrow residence time spectrum
• Simple, quick and above all safe filter element exchan-ge, low filter element costs
• Compact size, simple installation
• Rheologically optimised flow channels
• Self-cleaning systems: minimised back flushing material loss
Advantages of the Rotary Filtration Systems
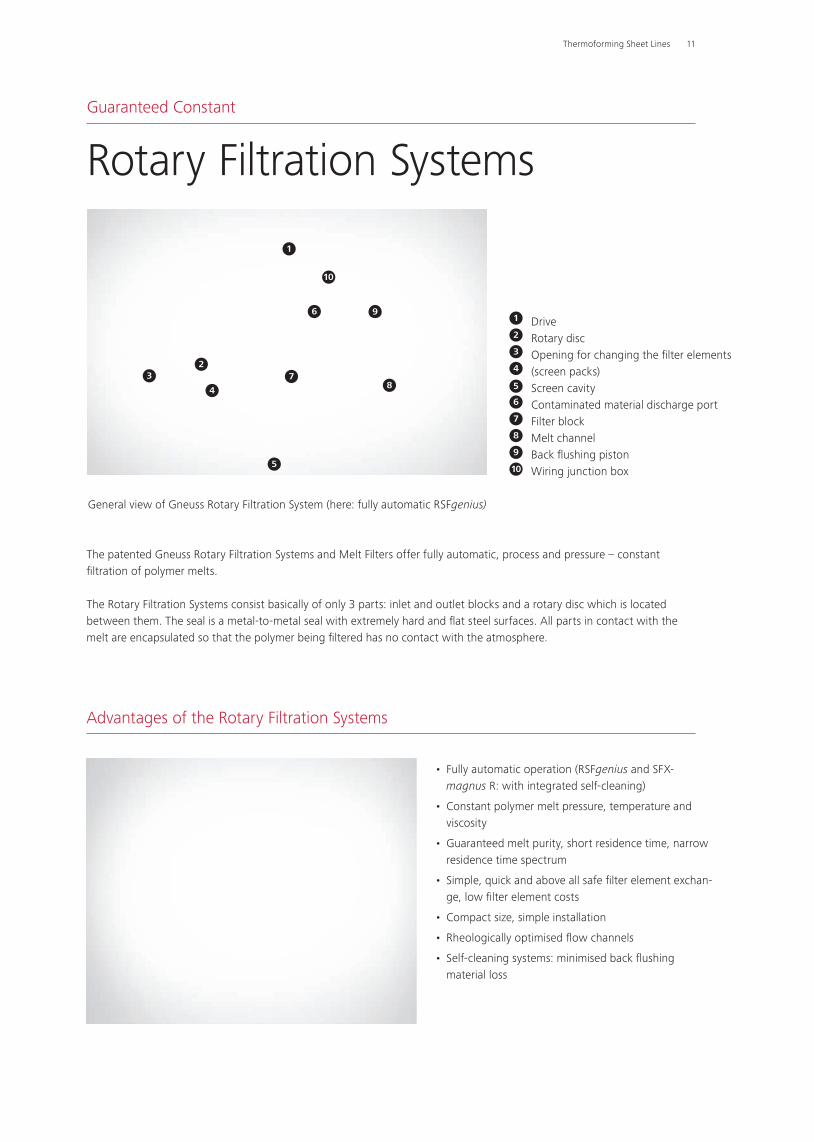
The patented Gneuss Rotary Filtration Systems and Melt Filters offer fully automatic, process and pressure – constant filtration of polymer melts.
The Rotary Filtration Systems consist basically of only 3 parts: inlet and outlet blocks and a rotary disc which is located between them. The seal is a metal-to-metal seal with extremely hard and flat steel surfaces. All parts in contact with the melt are encapsulated so that the polymer being filtered has no contact with the atmosphere.
DriveRotary discOpening for changing the filter elements (screen packs)Screen cavityContaminated material discharge portFilter blockMelt channelBack flushing pistonWiring junction box
1
2
3
4
5
6
7
8
9
10
General view of Gneuss Rotary Filtration System (here: fully automatic RSFgenius)
1
2
5
6
9
8
10
74
3
8
9
1
2
5
6
10
7
4
3
12 Module
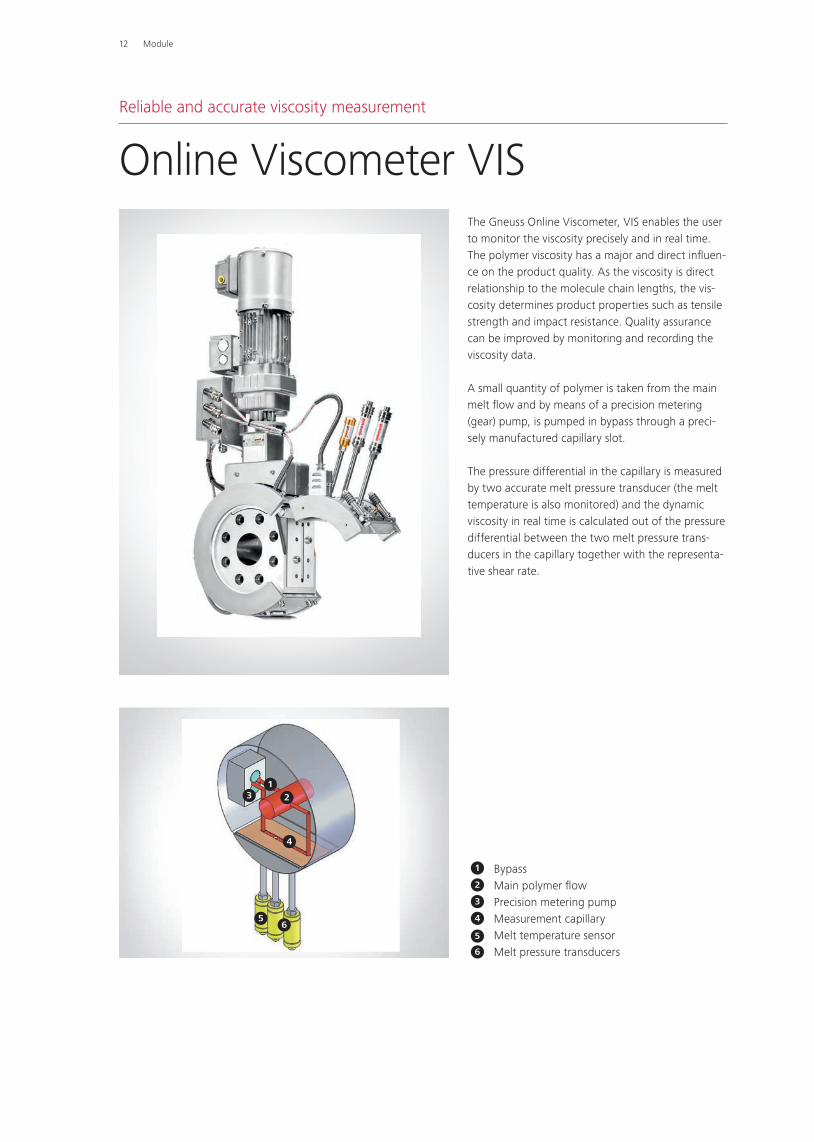
The Gneuss Online Viscometer, VIS enables the user to monitor the viscosity precisely and in real time. The polymer viscosity has a major and direct influen-ce on the product quality. As the viscosity is direct relationship to the molecule chain lengths, the vis-cosity determines product properties such as tensile strength and impact resistance. Quality assurance can be improved by monitoring and recording the viscosity data.
A small quantity of polymer is taken from the main melt flow and by means of a precision metering (gear) pump, is pumped in bypass through a preci-sely manufactured capillary slot.
The pressure differential in the capillary is measured by two accurate melt pressure transducer (the melt temperature is also monitored) and the dynamic viscosity in real time is calculated out of the pressure differential between the two melt pressure trans-ducers in the capillary together with the representa-tive shear rate.
Bypass Main polymer flow Precision metering pump Measurement capillary Melt temperature sensor Melt pressure transducers
1
2
3
4
5
6
6
Online Viscometer VISReliable and accurate viscosity measurement
123
4
5
Thermoforming Sheet Lines 13
Coextrusion Feedblock and Wide Extrusion Die
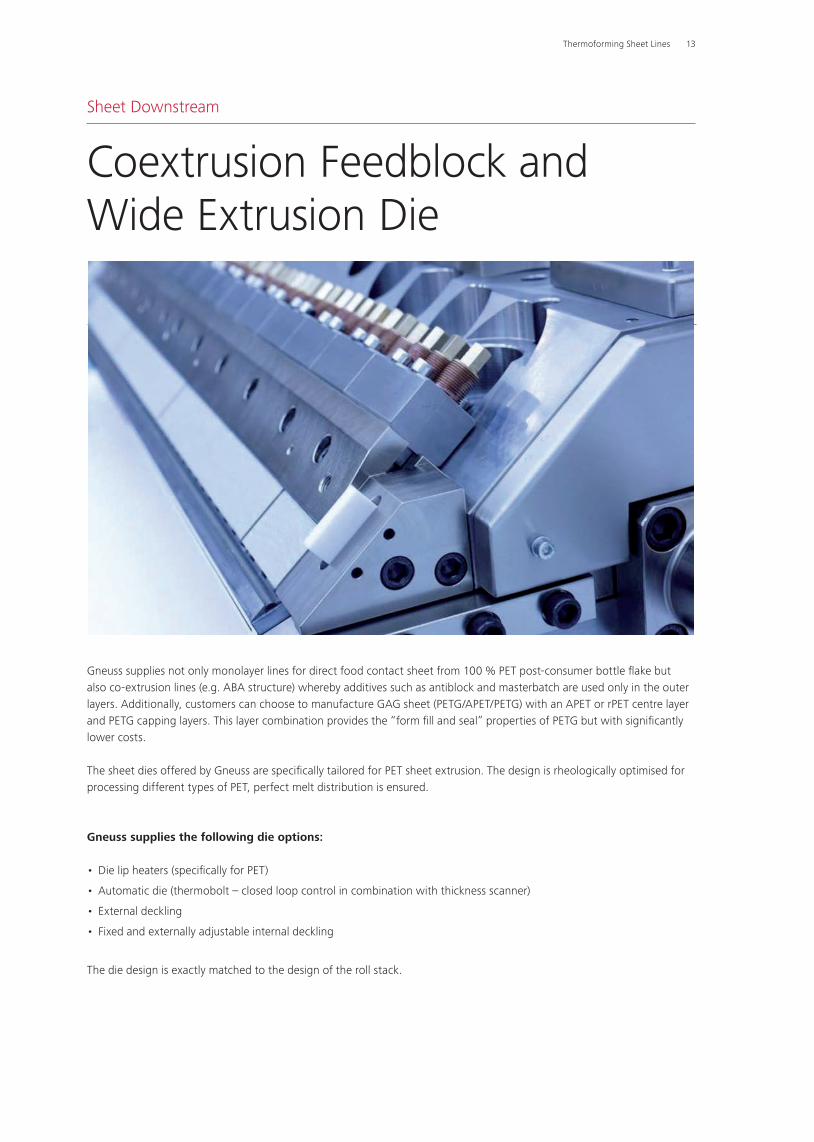
Gneuss supplies not only monolayer lines for direct food contact sheet from 100 % PET post-consumer bottle flake but also co-extrusion lines (e.g. ABA structure) whereby additives such as antiblock and masterbatch are used only in the outer layers. Additionally, customers can choose to manufacture GAG sheet (PETG/APET/PETG) with an APET or rPET centre layer and PETG capping layers. This layer combination provides the “form fill and seal” properties of PETG but with significantly lower costs.
The sheet dies offered by Gneuss are specifically tailored for PET sheet extrusion. The design is rheologically optimised for processing different types of PET, perfect melt distribution is ensured.
Gneuss supplies the following die options:
• Die lip heaters (specifically for PET)
• Automatic die (thermobolt – closed loop control in combination with thickness scanner)
• External deckling
• Fixed and externally adjustable internal deckling
The die design is exactly matched to the design of the roll stack.
Sheet Downstream
14
Roll StackGneuss sheet lines are supplied with high quality roll stack systems. Optimised cooling, polishing and calibration results in excellent web gauge consistency and surface finish.
Sheet Downstream
Roll stack features:
Roll stack configurations:
• Rigid frame for minimum distortion
• Hard chromnium plated rollers, highly polished surfaces
• Double shell design rollers with degressive spiral cooling channels for maximum cooling capacity
• Individual servo drives
• Separate water temperature control units for each roller and accurate roller temperature control
• Hydraulic roll gap actuation
• Precise gap adjustment
• Automatic gap adjustment
• Servo hydraulic gap control
• Post cooling rolls (for PP processing)
Typically, horizontal and “J” type roll stacks are used for PET thermoforming sheet due to the better positioning of the melt bank in the polishing gap. The result is improved polishing and a better sheet surface quality. The contact between the melt bank and the rollers is more equal and symmetrical, permitting lower gap loads. Lower gap loads result in less internal stress in the sheet and therefore better thermoformability and generally better product quality.
Roll stack options:
• „J“ stack
• Horizontal roll stack
• Vertical down-stack
Module
Thermoforming Sheet Lines 15
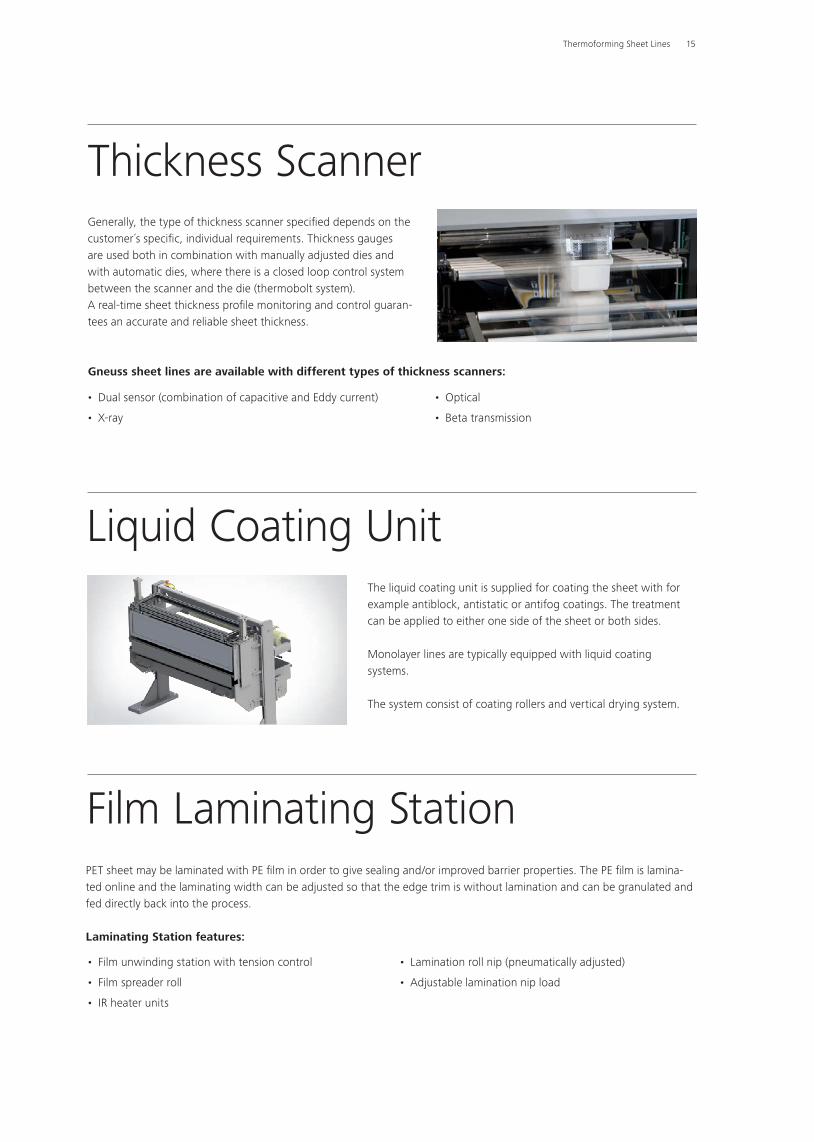
Generally, the type of thickness scanner specified depends on the customer´s specific, individual requirements. Thickness gauges are used both in combination with manually adjusted dies and with automatic dies, where there is a closed loop control system between the scanner and the die (thermobolt system).A real-time sheet thickness profile monitoring and control guaran-tees an accurate and reliable sheet thickness.
The liquid coating unit is supplied for coating the sheet with for example antiblock, antistatic or antifog coatings. The treatment can be applied to either one side of the sheet or both sides.
Monolayer lines are typically equipped with liquid coating systems.
The system consist of coating rollers and vertical drying system.
Liquid Coating Unit
PET sheet may be laminated with PE film in order to give sealing and/or improved barrier properties. The PE film is lamina-ted online and the laminating width can be adjusted so that the edge trim is without lamination and can be granulated and fed directly back into the process.
Laminating Station features:
Film Laminating Station
Thickness Scanner
Gneuss sheet lines are available with different types of thickness scanners:
• Dual sensor (combination of capacitive and Eddy current)
• X-ray
• Optical
• Beta transmission
• Film unwinding station with tension control
• Film spreader roll
• IR heater units
• Lamination roll nip (pneumatically adjusted)
• Adjustable lamination nip load
16
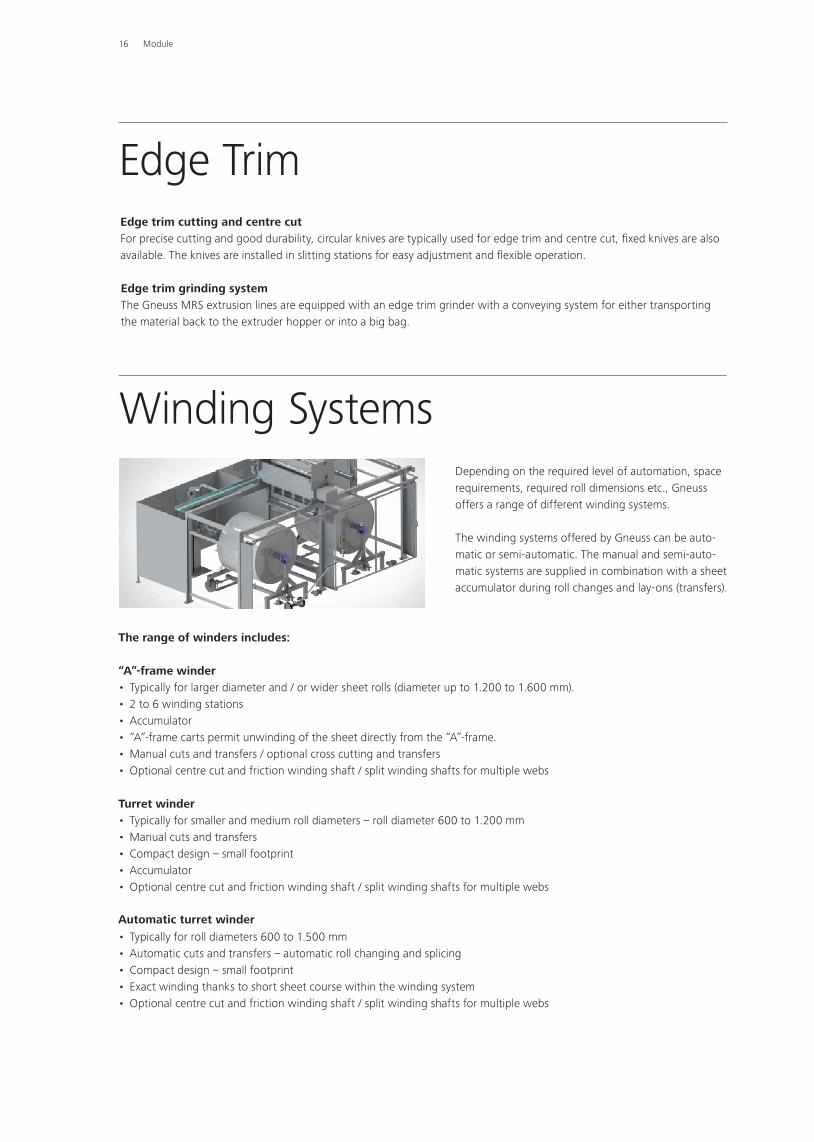
Depending on the required level of automation, space requirements, required roll dimensions etc., Gneuss offers a range of different winding systems.
The winding systems offered by Gneuss can be auto-matic or semi-automatic. The manual and semi-auto-matic systems are supplied in combination with a sheet accumulator during roll changes and lay-ons (transfers).
The range of winders includes:
“A”-frame winder• Typically for larger diameter and / or wider sheet rolls (diameter up to 1.200 to 1.600 mm).• 2 to 6 winding stations• Accumulator• “A”-frame carts permit unwinding of the sheet directly from the “A”-frame.• Manual cuts and transfers / optional cross cutting and transfers• Optional centre cut and friction winding shaft / split winding shafts for multiple webs
Turret winder• Typically for smaller and medium roll diameters – roll diameter 600 to 1.200 mm• Manual cuts and transfers• Compact design – small footprint• Accumulator• Optional centre cut and friction winding shaft / split winding shafts for multiple webs
Automatic turret winder
• Typically for roll diameters 600 to 1.500 mm• Automatic cuts and transfers – automatic roll changing and splicing• Compact design – small footprint• Exact winding thanks to short sheet course within the winding system• Optional centre cut and friction winding shaft / split winding shafts for multiple webs
Winding Systems
Edge trim cutting and centre cutFor precise cutting and good durability, circular knives are typically used for edge trim and centre cut, fixed knives are also available. The knives are installed in slitting stations for easy adjustment and flexible operation.
Edge trim grinding systemThe Gneuss MRS extrusion lines are equipped with an edge trim grinder with a conveying system for either transporting the material back to the extruder hopper or into a big bag.
Edge Trim
Module

Thermoforming Sheet Lines 17
Control TechnologyConstant monitoring and control
The control system monitors and controls the following elements:
• Heater controllers for the complete line
• Extruder drive
• Melt pump drive(s)
• Melt pressure transducers on the complete line
• Safety pressure overload extruder cut out (MPS)
• Vacuum system (standard or deep vacuum)
• Chiller for vacuum system
• Filtration System
• Online viscosity measurement / control loop
• Dosing or blending of different input materials
• Dosing of masterbatches
• Dosing of other additives
• Pelletising / chip cutting or injection valves
• Heat transfer medium (eg Dowtherm) units
• Where applicable ethylene glycol or water injection
• Diverter valve(s)
Gneuss developed the MRS control system in order to make efficient use of the production relevant measurement data and set points. All the components of the line are grouped together into a central human / machine interface (HMI). Changes in the process can be identified immediately and can be corrected as necessary. The production data is stored for future diagnostic purposes and the software displays the data as trends with an archive function.
The HMI display is kept clear and provided with clear symbols, is intuitive and easy for the MRS operator to learn. Only a few clicks on the 19” monitor are needed to start the whole production line and to bring it up into operating conditions.The individual integration of the many interfaces and bussystems permits the communication between the components from different manufacturers. The data exchange in the MRS control system is divided into 2 bus systems. The measurement signals from the extruder are collected centrally and are sent via the Profibus interface to the PLC control system. In place of a whole bundle of cables between the machine and the control system, only two data cables are necessary.
Installation and maintenance is kept to a minimum. The communication inside the control cabinet is by Profibus DP protocol. Optionally, remote access via the internet can also be provided. The Remote access client is integrated into the Gneuss custo-mer network and when required, is connected to the Gneuss server. The customer´s security is guaranteed.
18
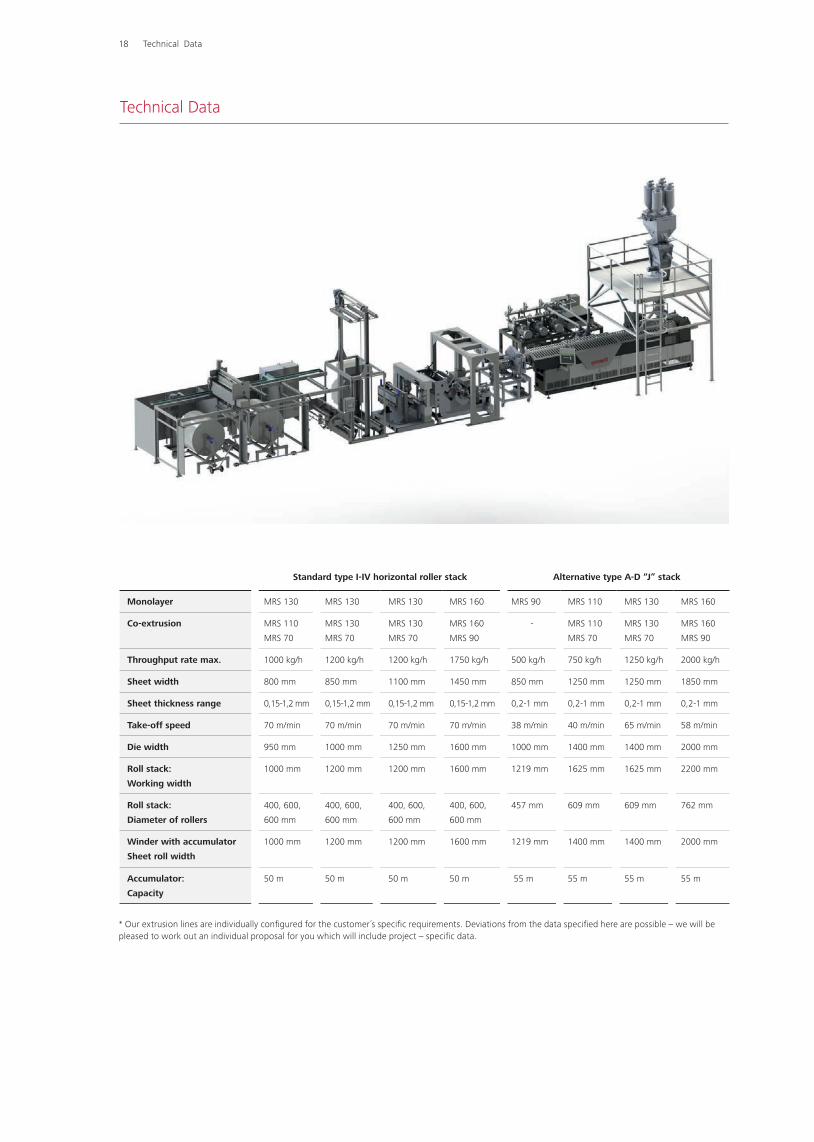
Technical Data
Standard type I-IV horizontal roller stack Alternative type A-D “J” stack
Monolayer MRS 130 MRS 130 MRS 130 MRS 160 MRS 90 MRS 110 MRS 130 MRS 160
Co-extrusion MRS 110
MRS 70
MRS 130
MRS 70
MRS 130
MRS 70
MRS 160
MRS 90
- MRS 110
MRS 70
MRS 130
MRS 70
MRS 160
MRS 90
Throughput rate max. 1000 kg/h 1200 kg/h 1200 kg/h 1750 kg/h 500 kg/h 750 kg/h 1250 kg/h 2000 kg/h
Sheet width 800 mm 850 mm 1100 mm 1450 mm 850 mm 1250 mm 1250 mm 1850 mm
Sheet thickness range 0,15-1,2 mm 0,15-1,2 mm 0,15-1,2 mm 0,15-1,2 mm 0,2-1 mm 0,2-1 mm 0,2-1 mm 0,2-1 mm
Take-off speed 70 m/min 70 m/min 70 m/min 70 m/min 38 m/min 40 m/min 65 m/min 58 m/min
Die width 950 mm 1000 mm 1250 mm 1600 mm 1000 mm 1400 mm 1400 mm 2000 mm
Roll stack:
Working width
1000 mm 1200 mm 1200 mm 1600 mm 1219 mm 1625 mm 1625 mm 2200 mm
Roll stack:
Diameter of rollers
400, 600,
600 mm
400, 600,
600 mm
400, 600,
600 mm
400, 600,
600 mm
457 mm 609 mm 609 mm 762 mm
Winder with accumulator
Sheet roll width
1000 mm 1200 mm 1200 mm 1600 mm 1219 mm 1400 mm 1400 mm 2000 mm
Accumulator:
Capacity
50 m 50 m 50 m 50 m 55 m 55 m 55 m 55 m
* Our extrusion lines are individually configured for the customer´s specific requirements. Deviations from the data specified here are possible – we will be pleased to work out an individual proposal for you which will include project – specific data.
Technical Data
Thermoforming Sheet Lines 19
Always somewhere near youOur Locations
Based in Bad Oeynhausen, Germany, Gneuss is committed to the expectations of products “made in Germany” while serving our customers world-wide. A technology center for processing technical trials and development work is available at Gneuss´ headquarters in Bad Oeynhausen. Additional pilot lines are available for trials at our subsidiary, Gneuss Inc. in the USA and at our cooperation partner, SysTech in Japan.
Subsidiary
Gneuss, Inc.10820-G Independence Pointe ParkwayMatthews, NC 28105, USAPhone: +1.704.841.7251Fax: [email protected]
Headquarters
Gneuß Kunststofftechnik GmbHMoenichhusen 4232549 Bad Oeynhausen, GermanyPhone: +49.5731.5307.0Fax: [email protected]
Gneuss Office Shanghai Shanghai Gejun Machinery Co., Ltd.Room 202, No. 104, Lane 3885 Qixin Road, MinhangCN 201105 ShanghaiPhone: [email protected]
Office Latin America / Gneuss Ltda.Al. Rio Negro, 1084 - cj 11406454-000 - Barueri - SP, BrasilPhone: +55.11.4191.1449Fax: [email protected]
Sales and Service Center
Gneuss Kunststofftechnik GmbHMoenichhusen 4232549 Bad Oeynhausen, GermanyFon: + 49 5731 5307 0Fax: + 49 5731 5307 [email protected]
gneuss.com





























