Embed Size (px)
Citation preview
Tipos de agrietamiento y detección por Emisión
Acústica en tambores de coquización
Ajusco 15, Colonia Portales, Delegación Benito Juárez, C.P. 03300, México, D.F.1

En casos históricos se han encontrado diversos tipos de
agrietamiento en tambores de coquización. Estos pueden ser
clasificados de acuerdo al siguiente dibujo esquemático.
Ajusco 15, Colonia Portales, Delegación Benito Juárez, C.P. 03300, México, D.F. 2
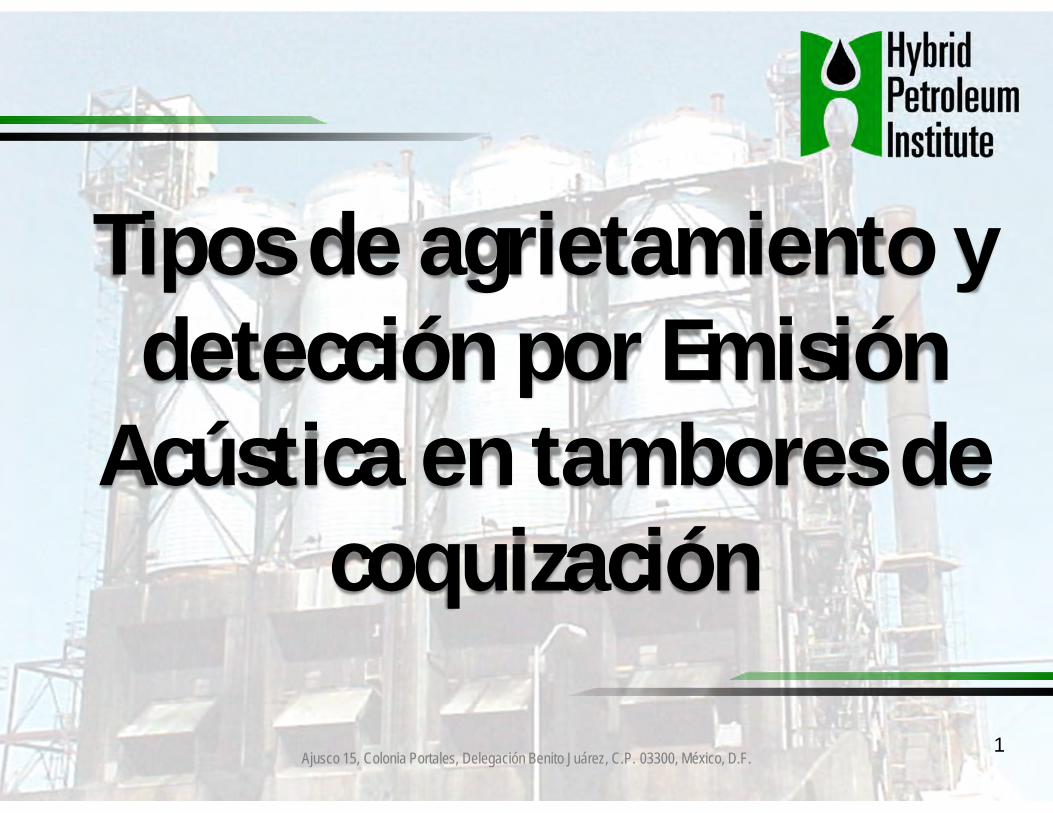
Esquema de los tipos de agrietamiento encontrados en tambores de coquización.
1)
2)
3)
4)
5)
6)
8)
7)
Ajusco 15, Colonia Portales, Delegación Benito Juárez, C.P. 03300, México, D.F.3

Clasificación
Podemos dar una rápida clasificación por su ubicación: • En las paredes del tambor
a) Donde existe soldadura• Metal/soldadura• Clad/soldadura
b) Donde no existe soldadura• Clad
c) En las uniones del tambor con sus accesorios• Boquillas• Faldón
Las descripción de dichas fallas se comentan a continuación.
Ajusco 15, Colonia Portales, Delegación Benito Juárez, C.P. 03300, México, D.F. 4

a) En las paredes del tambor, donde existe soldadura
Tipo Descripción
1Grieta en la interface del clad y se
propaga a través del cordón de soldadura circunferencial
Este tipo de grieta suele presentarse, o al menos se ve favorecida cuando el tambor
sufre de pandeoCuando los cordones de
soldadura internos y externos están alineados
2 Grieta en clad debajo del cordón de soldadura circunferencial
Este tipo de grieta suele presentarse, o al menos se ve favorecida cuando el tambor
sufre de pandeo
3 Grieta en la capa de soldadura debajo del cordón de soldadura longitudinal
Debido a la fatiga térmica y pandeo
Ajusco 15, Colonia Portales, Delegación Benito Juárez, C.P. 03300, México, D.F. 5
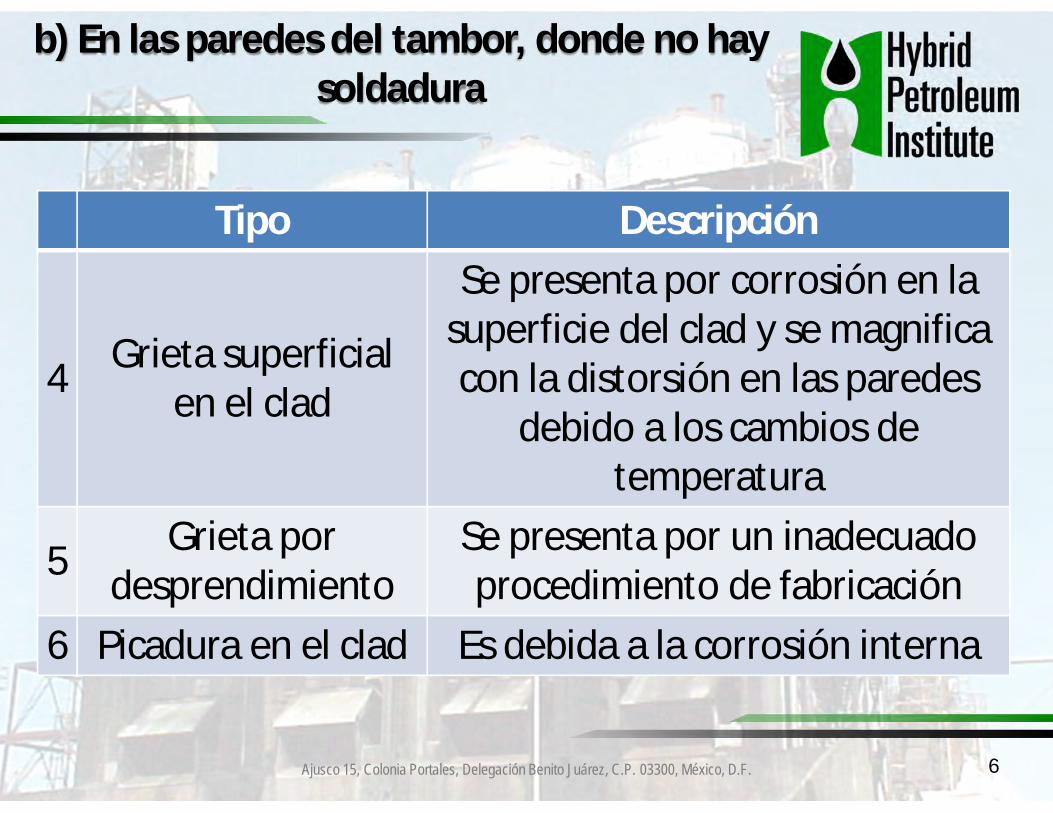
b) En las paredes del tambor, donde no hay soldadura
Tipo Descripción
4 Grieta superficial en el clad
Se presenta por corrosión en la superficie del clad y se magnifica con la distorsión en las paredes
debido a los cambios de temperatura
5 Grieta por desprendimiento
Se presenta por un inadecuado procedimiento de fabricación
6 Picadura en el clad Es debida a la corrosión interna
Ajusco 15, Colonia Portales, Delegación Benito Juárez, C.P. 03300, México, D.F. 6
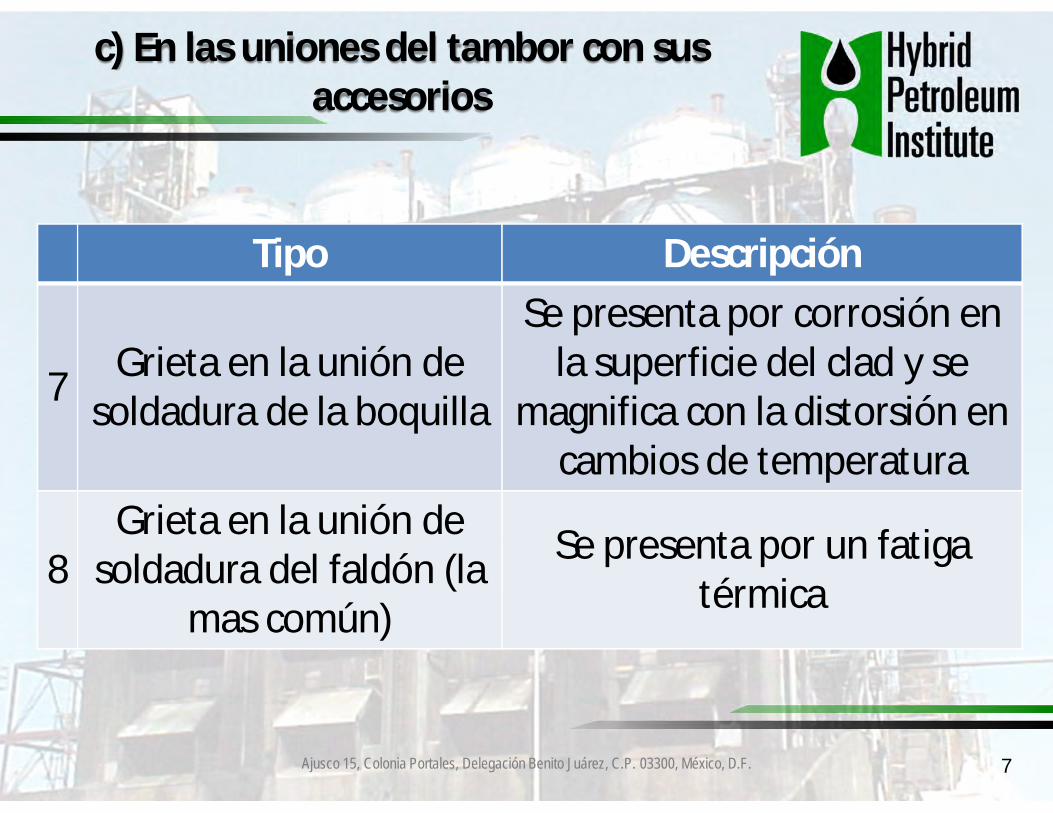
c) En las uniones del tambor con sus accesorios
Tipo Descripción
7 Grieta en la unión de soldadura de la boquilla
Se presenta por corrosión en la superficie del clad y se
magnifica con la distorsión en cambios de temperatura
8Grieta en la unión de
soldadura del faldón (la mas común)
Se presenta por un fatigatérmica
Ajusco 15, Colonia Portales, Delegación Benito Juárez, C.P. 03300, México, D.F. 7

Monitoreo e inspección
• Se recomienda ampliamente el monitoreo delos agrietamientos que conectan con el metalenvolvente (shell) sean realizados medianteemisión acústica, sin sacar el tambor deoperación.
• Se debe inspeccionar al 100% de todas lassoldaduras y clad mediante inspecciónvolumétrica de emisión acústica
Ajusco 15, Colonia Portales, Delegación Benito Juárez, C.P. 03300, México, D.F. 8

Detección de Grietas en tambores de
coquización mediante Emisión Acústica
Ajusco 15, Colonia Portales, Delegación Benito Juárez, C.P. 03300, México, D.F. 9
Objetivo
Ajusco 15, Colonia Portales, Delegación Benito Juárez, C.P. 03300, México, D.F. 10
Aplicaciones de la Prueba de Emisión Acústica para ayudar en la evaluación de la Integridad
Mecánica y confiabilidad de tambores de coquización mientras están en servicio, fuera
de servicio o durante la fabricación
Ajusco 15, Colonia Portales, Delegación Benito Juárez, C.P. 03300, México, D.F. 11
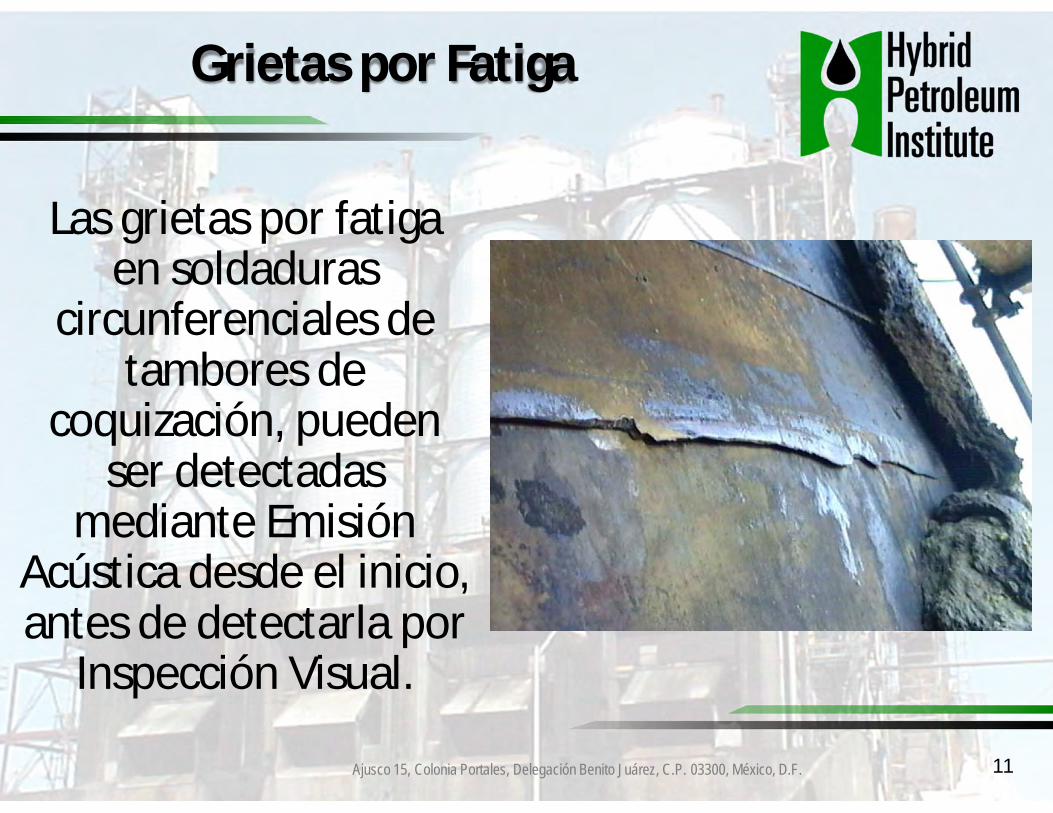
Las grietas por fatiga en soldaduras
circunferenciales de tambores de
coquización, pueden ser detectadas
mediante Emisión Acústica desde el inicio, antes de detectarla por
Inspección Visual.
Grietas por Fatiga

Ajusco 15, Colonia Portales, Delegación Benito Juárez, C.P. 03300, México, D.F. 12
Colocación de transductores para la Prueba de EA

Ajusco 15, Colonia Portales, Delegación Benito Juárez, C.P. 03300, México, D.F. 13
Aplicación de EA en tambores de coquización
Durante de Prueba Hidrostática• Para detectar discontinuidades de fabricación• Estas son las fallas, las cuales eventualmente inician y crecen
como grietas por fatiga térmica
Ajusco 15, Colonia Portales, Delegación Benito Juárez, C.P. 03300, México, D.F. 14
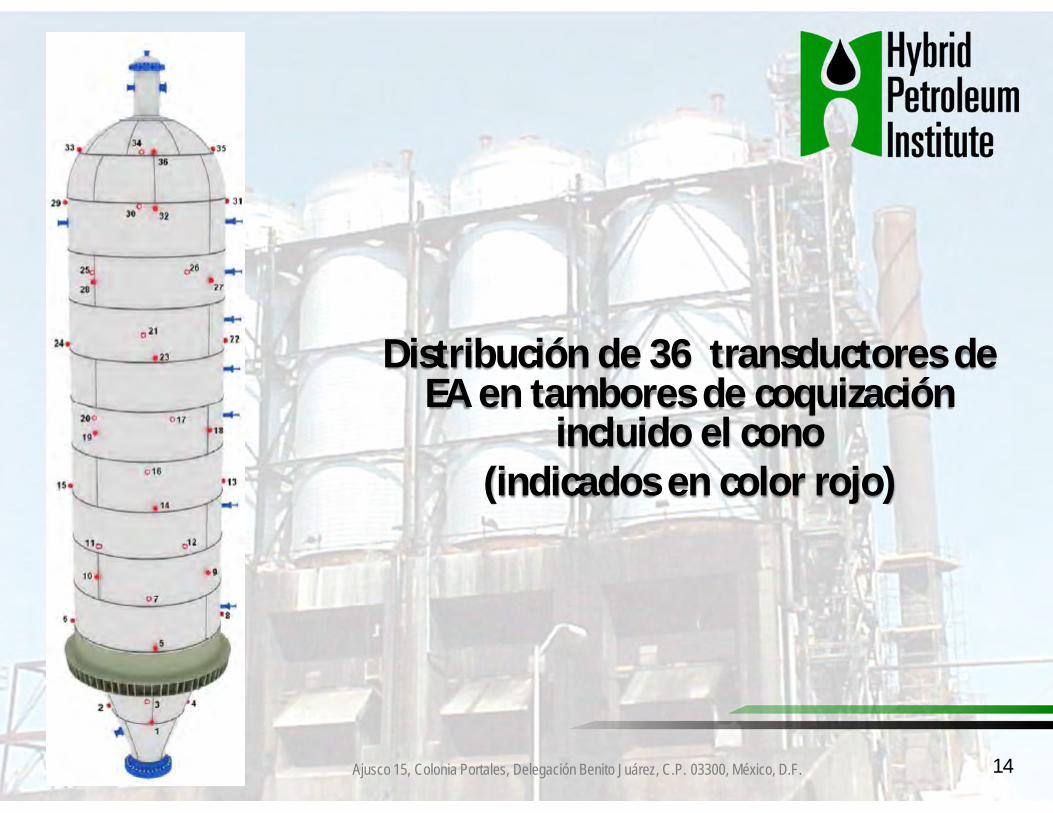
Distribución de 36 transductores de EA en tambores de coquización
incluido el cono(indicados en color rojo)
Ajusco 15, Colonia Portales, Delegación Benito Juárez, C.P. 03300, México, D.F. 15
Prueba de Emisión Acústica en Servicio
• Se realiza con el tambor de coquización en servicio• Se realiza con las condiciones térmicas de enfriamiento y
calentamiento normales• Se basa en la detección de grietas activas debido a las ondas
elásticas generadas por el ruido de agrietamiento por fatigatérmica.
• Dado que los ciclos pueden ser sustancialmente diferentesentre sí, se requiere evaluar al menos 3 ciclos.
• La prueba de EA puede separar defectos localizados en eldiámetro interno o diámetro externo.
• Proporciona una cobertura total de la envolvente, la tapa y elcono o parcial cobertura centrándose en áreas problemáticasconocidas (abombamientos, faldón, boquillas, etc.)
Ajusco 15, Colonia Portales, Delegación Benito Juárez, C.P. 03300, México, D.F. 16
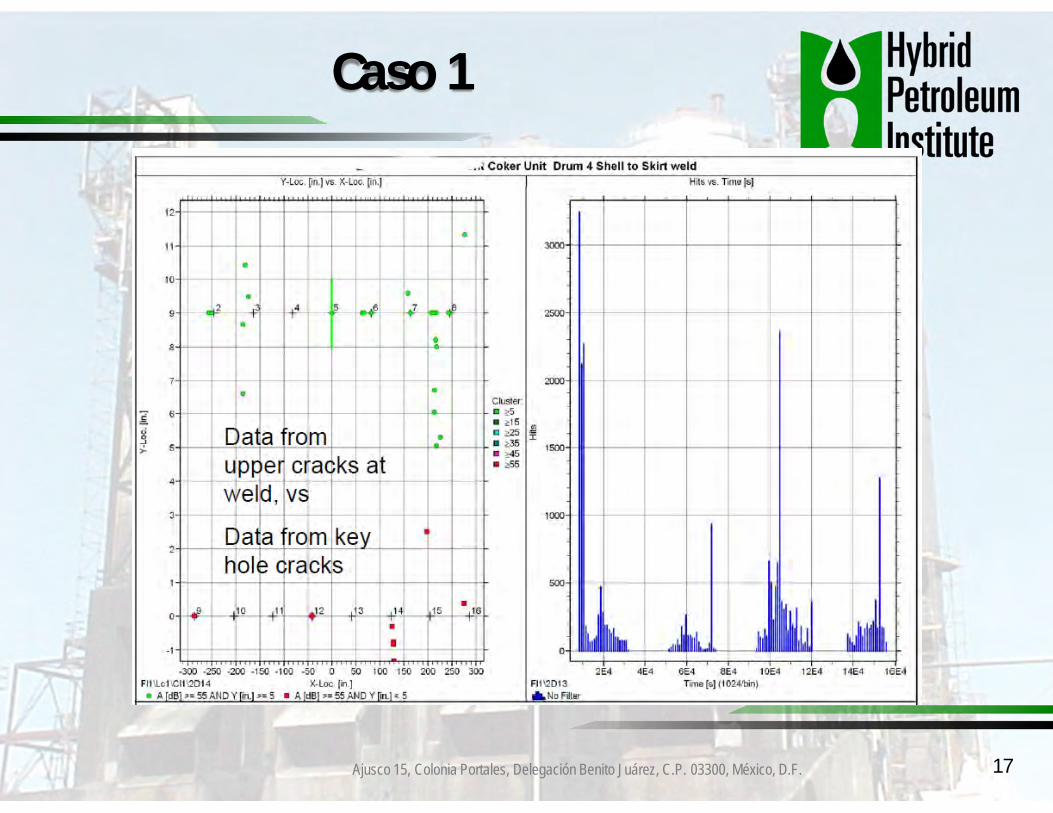
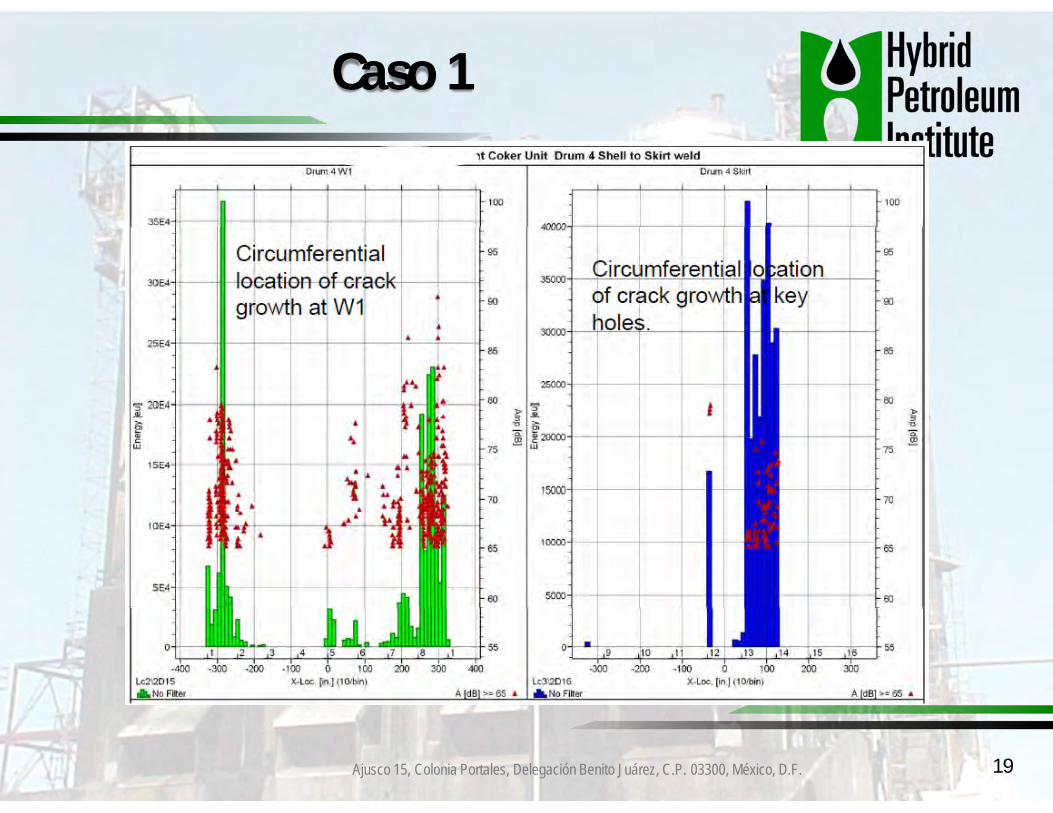
Caso 1
• Agrietamiento en la soldadura delfaldón
• Grietas en las ranuras "ojo decerradura"
• El cliente necesita saber si lasgrietas del faldón están creciendo
Ajusco 15, Colonia Portales, Delegación Benito Juárez, C.P. 03300, México, D.F. 17
Caso 1

Ajusco 15, Colonia Portales, Delegación Benito Juárez, C.P. 03300, México, D.F. 18
Caso 1
Ajusco 15, Colonia Portales, Delegación Benito Juárez, C.P. 03300, México, D.F. 19
Caso 1

Ajusco 15, Colonia Portales, Delegación Benito Juárez, C.P. 03300, México, D.F. 20
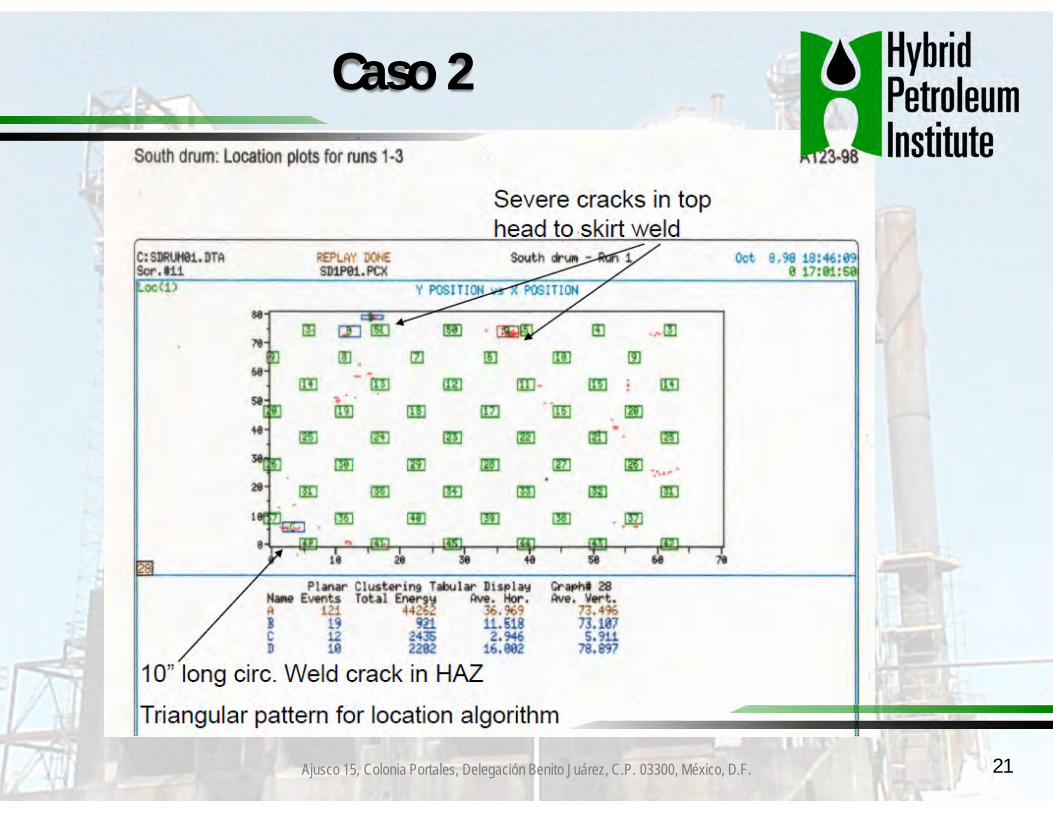
Caso 2
• Monitoreo en servicio de tambores decoquización para 6 ciclos
• Diseño poco normal con un mástil en lacabeza superior por medio de un faldóncilíndrico.
• Grietas significativas encontradas ensoldaduras de unión falda-tapa
• Localización difícil de inspeccionar
Ajusco 15, Colonia Portales, Delegación Benito Juárez, C.P. 03300, México, D.F. 21
Caso 2
22
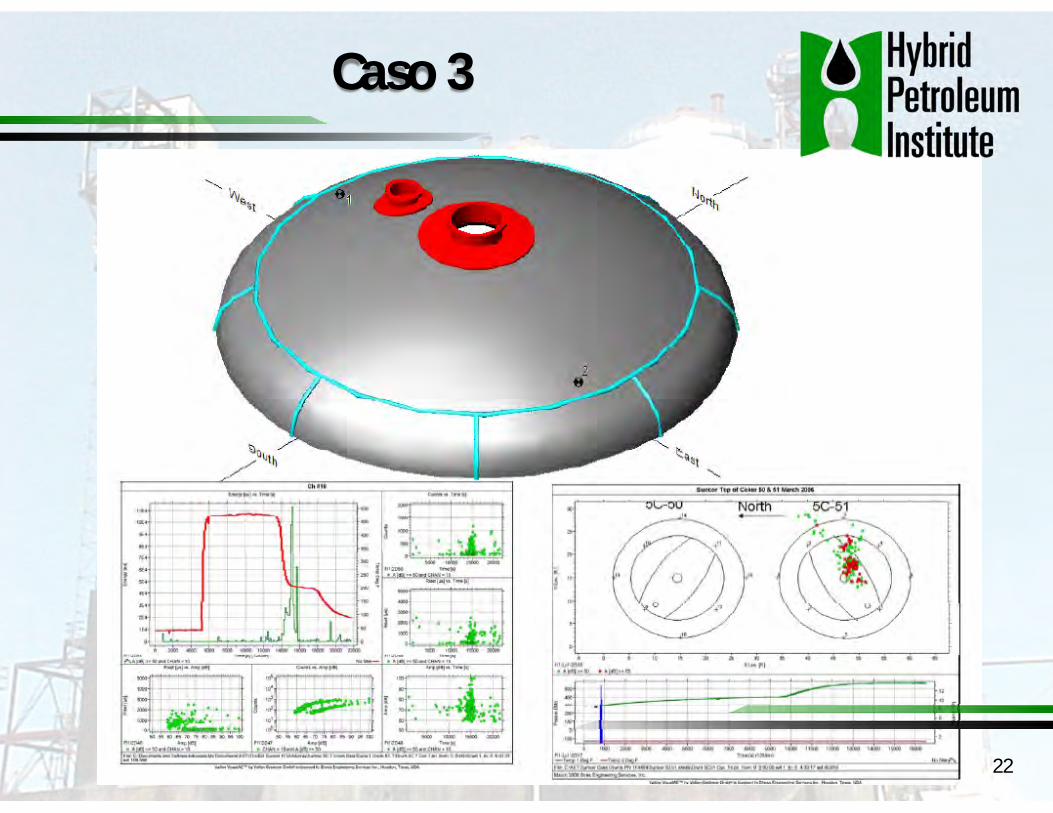
Caso 3
23
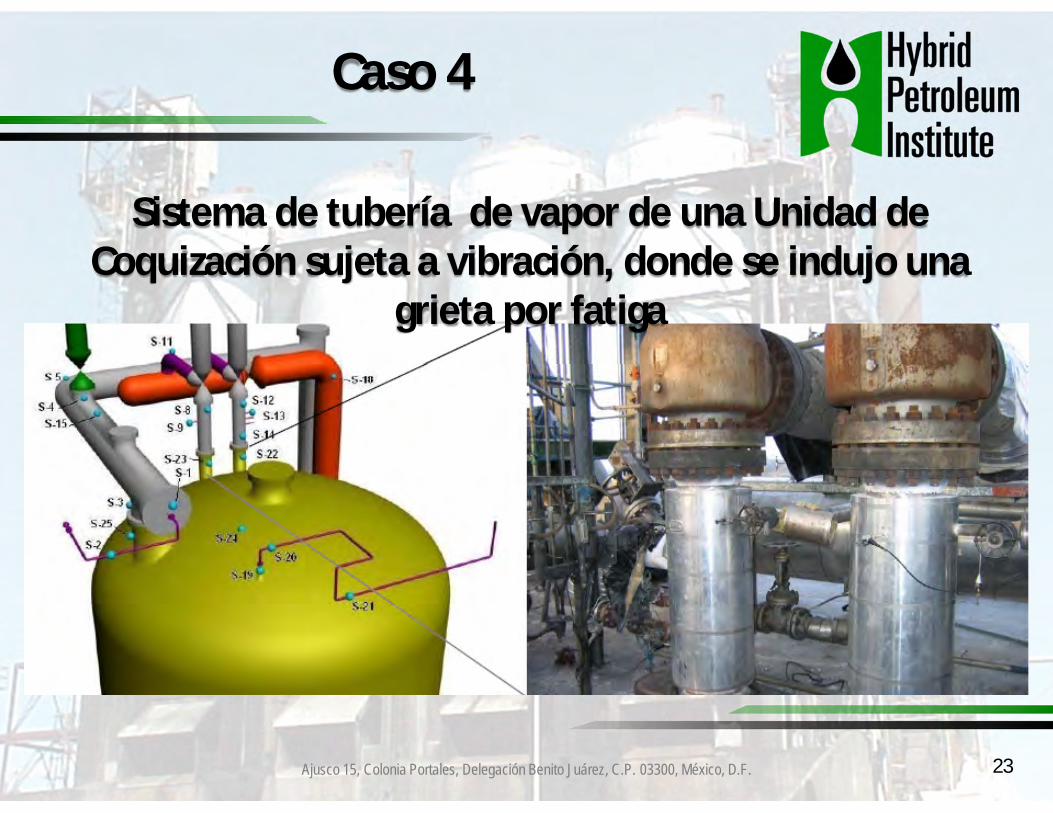
Caso 4
Ajusco 15, Colonia Portales, Delegación Benito Juárez, C.P. 03300, México, D.F.
Sistema de tubería de vapor de una Unidad de Coquización sujeta a vibración, donde se indujo una
grieta por fatiga

24
Conclusiones
Ajusco 15, Colonia Portales, Delegación Benito Juárez, C.P. 03300, México, D.F.
• Detección de grietas activas, conectadas por el diámetro interno y externo, cubriendo el 100% de la superficie de los tambores.
• Localización mapeo de las áreas con grietas activas• Priorización de discontinuidades activas con la finalidad de una
adecuada planeación para inspección y reparación durante los paros de operación
• Determinación de la presencia y localización aproximada de los defectos de fabricación en nuevos tambores de coquización, con la finalidad de que las reparaciones puedan ser ejecutadas apropiadamente.
• Lo cual tiene como objetivo evitar la presencia de pequeños defectos que pueden actuar como "lugares de nucleación" para el futuro crecimiento de grietas por fatiga térmica.