Embed Size (px)
Citation preview

1
TEMA 3. NORMALIZACIÓN1. INTRODUCCIÓN A LA NORMALIZACIÓN.
2. TOLERANCIAS DIMENSIONALES. SISTEMA ISO DE TOLERANCIAS.
3. ACOTADO GEOMÉTRICO. TOLERANCIAS DE FORMA Y POSICIÓN.
4. PRINCIPIO DE MÁXIMO MATERIAL.
5. ACABADO SUPERFICIAL.
6. TÉCNICAS DE MEDICIÓN E INSPECCIÓN.
7. EXTENSIÓN DE LA NORMALIZACIÓN AL PROCESO DE FABRICACIÓN.
8. COMANDOS PARA NORMALIZACIÓN EN MECHANICAL DESKTOP.
FABRICACIÓN ASISTIDA POR COMPUTADOR
2º INGENIERÍA TÉCNICA INDUSTRIAL ESPECIALIDAD MECÁNICA
1. INTRODUCCIÓN A LA NORMALIZACIÓN
FABRICACIÓN ARTESANA
• CADA MECANISMO O MONTAJE SE FABRICA INDIVIDUALMENTE.
• LAS PIEZAS SE FABRICAN PARA UNA UNIDAD ESPECÍFICA DEL MONTAJE.
• NO IMPORTA LA REPETITIVIDAD.• SE HACE ENCAJAR Y FUNCIONAR
CORRECTAMENTE AL CONJUNTO RECORTANDO O AÑADIENDO LAS PIEZAS NECESARIAS.
• NO IMPORTA QUE LAS PIEZAS RESULTANTES NO SE AJUSTEN A LOS PLANOS
FABRICACIÓN EN SERIE
• CADA PIEZA DE UN CONJUNTO SE FABRICA CON INDEPENDENCIA DE LAS RESTANTES.
• LAS PIEZAS FABRICADAS INDEPENDIENTEMENTE ENTRE ELLAS DEBEN ACOPLAR PERFECTAMENTE PRECISAS E INTERCAMBIABLES.• EL CONJUNTO DEBE PODER SER
MONTADO CON CUALQUIER GRUPO DE PIEZAS DE LA SERIE.
• TAMBIEN SE BENEFICIA EL REPUESTO DE PIEZAS GASTADAS
NORMALIZACIÓN• LAS PIEZAS SON INTERCAMBIABLES SI SUS DIMENSIONES ESTÁN DENTRO DE
CIERTOS LÍMITES EN TORNO A LA DIMENSIÓN NOMINAL.• A MÁS PRECISIÓN, MAYOR COSTE, TIEMPO Y MATERIAL DESECHADO.
• SE DEBE PRODUCIR CON UNA PRECISIÓN SUFICIENTE PARA QUE PIEZAS SEAN INTERCAMBIABLES Y SE PUEDAN MONTAR EN EL CONJUNTO.
• CONCEPTO DE TOLERANCIA: ZONA DONDE LA DIMENSIÓN REAL DE LA PIEZA PUEDE VARIAR SIN AFECTAR SU INTERCAMBIABILIDAD.
FABRICACIÓN ASISTIDA POR COMPUTADOR
2º INGENIERÍA TÉCNICA INDUSTRIAL ESPECIALIDAD MECÁNICA

2
1. INTRODUCCIÓN A LA NORMALIZACIÓN: NORMALIZACIÓN
PARA PLANOSTOLERANCIAS DIMENSIONALES:• PROBLEMA: IMPOSIBILIDAD DE FABRICAR PIEZAS CON DIMENSIONES EXACTAS.• LA PRECISIÓN DE FABRICACIÓN DEPENDE DE LA MÁQUINA HERRAMIENTA UTILIZADA.• NINGUNA MÁQUINA PUEDE FABRICAR CON UN ERROR CERO.
1.8
φ 0.5±0.002
• SE PUEDE GARANTIZAR UN ERROR MÁXIMO EN LA FABRICACIÓN, PARA QUE LA PIEZA CUMPLA LAS ESPECIFICACIONES.
TOLERANCIAS GEOMÉTRICAS:• PROBLEMA: ESTA FORMA DE ESPECIFICAR LAS TOLERANCIAS NO GARANTIZA QUE LAS
PIEZAS CUMPLAN LAS ESPECIFICACIONES QUE LA HAGAN ÚTIL PARA EL MONTAJE.• NO SE GARANTIZA LA INTERCAMBIABILIDAD.
• SE GARANTIZAN CILINDRIDADES, RECTITUDES… EN GENERAL, SE GARANTIZA LA FORMA DE LA PIEZA.
FABRICACIÓN ASISTIDA POR COMPUTADOR
2º INGENIERÍA TÉCNICA INDUSTRIAL ESPECIALIDAD MECÁNICA
2. TOLERANCIAS DIMENSIONALES: SISTEMA ISO DE TOLERANCIAS.
AJUSTE: CONJUNTO CONSTITUIDO POR DOS PIEZAS, UNA INTERIOR (EJE O ÁRBOL) Y OTRA EXTERIOR (AGUJERO).
EJE
MAGNITUDES A CONSIDERAR EN LAS TOLERANCIAS DIMENSIONALES:• D (CN ) COTA NOMINAL. MEDIDA QUE APARECE EN EL PLANO. NORMALMENTE NO
COINCIDE CON LA MEDIDA REAL DE LA PIEZA. DETERMINA LA POSICIÓN DE LA LÍNEA DE REFERENCIA.
• Dmax (CM ) COTA MÁXIMA ADMISIBLE• Dmin (Cm ) COTA MÍNIMA ADMISIBLE• T TOLERANCIA (T = Dmax – Dmin)• DS DIFERENCIA SUPERIOR (DS = Dmáx – D)• Di DIFERENCIA INFERIOR (Di = D – Dmax)
- LA ZONA DE TOLERANCIA NO TIENE PORQUE ESTAR CENTRADA RESPECTO A LA COTA NOMINAL.- LA POSICIÓN DE LA ZONA DE TOLERANCIA DETERMINARÁ EL COMPORTAMIENTO EN CUANTO A AJUSTE.
FABRICACIÓN ASISTIDA POR COMPUTADOR
2º INGENIERÍA TÉCNICA INDUSTRIAL ESPECIALIDAD MECÁNICA

3
TIPOS DE AJUSTE:
1. AJUSTE FIJO (CON APRIETO).LA MEDIDA MÍNIMA DEL EJE ES SUPERIOR A LA MEDIDA MÁXIMA DEL AGUJERO
2. TOLERANCIAS DIMENSIONALES: SISTEMA ISO DE TOLERANCIAS.
2. AJUSTE MOVIL (CON JUEGO).LA MEDIDA MÍNIMA DEL AGUJERO ES SUPERIOR A LA MEDIDA MÁXIMA DEL EJE.
3. AJUSTE INDETERMINADO.SE PUEDE PRESENTAR UN JUEGO O UN APRIETO DEPENDIENDO DE LAS MEDIDAS REALES DE EJE Y AGUJERO. (LAS ZONAS DE TOLERANCIA SE SOLAPAN).
FABRICACIÓN ASISTIDA POR COMPUTADOR
2º INGENIERÍA TÉCNICA INDUSTRIAL ESPECIALIDAD MECÁNICA
2. TOLERANCIAS DIMENSIONALES: SISTEMA ISO DE TOLERANCIAS.
PARA CARACTERIZAR LA TOLERANCIA DE UNA DIMENSIÓN, SE UTILIZAN DOS VALORES:
1. MAGNITUD DE LA TOLERANCIA (T) • SE MIDE EN MICRAS.• LA NORMA ESTABLECE CALIDADES O ÍNDICES DE TOLERANCIA.• LOS ÍNDICES DE TOLERANCIA SE NUMERAN EN ORDEN DECRECIENTE DE CALIDAD.• EL VALOR DE TOLERANCIA ES FUNCIÓN DEL IT Y LA COTA NOMINAL.
2. POSICIÓN DE LA ZONA DE TOLERANCIA REPECTO DE LA LÍNEA CERO.• SE INDICA LA POSICIÓN RELATIVA DE LA ZONA DE TOLERANCIA RESPECTO DE LA
LÍNEA CERO (DIFERENCIA DE REFERENCIA).• SE ESTABLECE UNA TABLA PARA EJES Y UNA PARA AGUJEROS CON 21 POSIBLES
POSICIONES.• MINÚSCULAS EJES.• MAYÚSCULAS AGUJEROS.
FABRICACIÓN ASISTIDA POR COMPUTADOR
2º INGENIERÍA TÉCNICA INDUSTRIAL ESPECIALIDAD MECÁNICA

4
2. TOLERANCIAS DIMENSIONALES: SISTEMA ISO DE TOLERANCIAS.
Índice de Tolerancia 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
Aplicación Calibres, piezas de gran precisión
Componentes de conjuntos (piezas que han de ajustar)
Fabricación basta, piezas que no han de ajustar
1. MAGNITUD DE LA TOLERANCIA
FABRICACIÓN ASISTIDA POR COMPUTADOR
2º INGENIERÍA TÉCNICA INDUSTRIAL ESPECIALIDAD MECÁNICA
2. TOLERANCIAS DIMENSIONALES: SISTEMA ISO DE TOLERANCIAS.
POSICIONES DE TOLERANCIA PARA AGUJEROS.
POSICIONES DE TOLERANCIA PARA EJES.
2. POSICIÓN DE LA TOLERANCIA
FABRICACIÓN ASISTIDA POR COMPUTADOR
2º INGENIERÍA TÉCNICA INDUSTRIAL ESPECIALIDAD MECÁNICA

5
2. TOLERANCIAS DIMENSIONALES: SISTEMA ISO DE TOLERANCIAS.
POSICIONES DE TOLERANCIA PARA EJES.
FABRICACIÓN ASISTIDA POR COMPUTADOR
2º INGENIERÍA TÉCNICA INDUSTRIAL ESPECIALIDAD MECÁNICA
2. TOLERANCIAS DIMENSIONALES: SISTEMA ISO DE TOLERANCIAS.
POSICIONES DE TOLERANCIA PARA AGUJEROS.
TODOS LOS DATOS DE LAS TABLAS SE DAN PARA T = 20ºC
Li = L20ºC·[1 + α·(T-20)]
FABRICACIÓN ASISTIDA POR COMPUTADOR
2º INGENIERÍA TÉCNICA INDUSTRIAL ESPECIALIDAD MECÁNICA

6
3. ACOTADO GEOMÉTRICO: TOLERANCIAS DE FORMA Y POSICIÓN.
• LOS TAMAÑOS PUEDEN INDICARSE CON PRECISIÓN CON LOS DIBUJOS ACOTADOS POR COORDENADAS, PERO ESTO, EN OCASIONES, NO DEFINE CONSUFICIENTE PRECISIÓN LA FORMA GEOMÉTRICA DE LA PIEZA.
• ADEMÁS DE LAS DIMENSIONES, LA FORMA DE LA PIEZA ES UN FACTOR IMPRESCINDIBLE PARA GARANTIZAR LA INTERCAMBIABILIDAD.
• ACOTADO GEOMÉTRICO TOLERANCIAS DE FORMA Y POSICIÓN.
• DEFINE LA ZONA DONDE DEBE ENCONTRARSE LA PIEZA.
• DA LUGAR A UNA SÓLA INTERPRETACIÓN.
• ASEGURA INTERCAMBIABILIDAD.
• MOTIVAN INCREMENTO EN LA PRODUCTIVIDAD AL ADMITIR LA MÁXIMAS TOLERANCIAS DE FABRICACIÓN.
• ASEGURAN LA INTEGRIDAD DEL DISEÑO TRAS EL PROCESO DE FABRICACIÓN.
FABRICACIÓN ASISTIDA POR COMPUTADOR
2º INGENIERÍA TÉCNICA INDUSTRIAL ESPECIALIDAD MECÁNICA
TIPOS DE TOLERANCIAS GEOMÉTRICAS.
3. ACOTADO GEOMÉTRICO: TOLERANCIAS DE FORMA Y POSICIÓN.
EJEMPLO DE REPRESENTACIÓN:
FABRICACIÓN ASISTIDA POR COMPUTADOR
2º INGENIERÍA TÉCNICA INDUSTRIAL ESPECIALIDAD MECÁNICA

7
4. PRINCIPIO DE MÁXIMO MATERIAL
• UNA PIEZA SE DICE QUE TIENE MÁXIMO MATERIAL CUANDO, UNA VEZ FABRICADA, POSEE LA MAYOR CANTIDAD DE MATERIAL POSIBLE:
• EJES LÍMITE SUPERIOR DE LA FRANJA DE TOLERANCIA.• AGUJEROS LÍMITE INFERIOR DE LA FRANJA DE TOLERANCIA.
• PEORES CONDICIONES DE MONTAJE
• SI LAS MEDIDAS EFECTIVAS DE LOS ELEMENTOS ACOPLADOS ESTÁN LEJOS DE LOS LÍMITES DE MÁXIMO MATERIAL, LA TOLERANCIA ESPECIFICADA DE FORMA O POSICIÓN PUEDE AUMENTARSE SIN PERJUDICAR LA POSIBILIDAD DE MONTAJE PPIO DE MÁXIMO MATERIAL.
• SE DEBE REPRESENTAR CON M AL LADO DE LA TOLERANCIA EN CUESTIÓN.
• INDICA QUE LA TOLERANCIA ASOCIADA HA SIDO ELEGIDA TENIENDO EN CUENTA LOS LÍMITES DE MÁXIMO MATERIAL:
• SI UNO DE LOS ELEMENTOS SE ELABORA A UNA MEDIDA COMPRENDIDA ENTRE LA CONDICIÓN DE MÁXIMO MATERIAL Y LA DE MÍNIMO MATERIAL, LA TOLERANCIA PUEDE AUMENTARSE EN UNA CANTIDAD IGUAL A LA DIFERENCIA ENTRE LA MEDIDA EFECTIVA DE LA PIEZA ACABADA Y LA CORRESPONDIENTE A LA DE MÁXIMO MATERIAL.
• PIEZAS EN LA CONDICIÓN DE MÁXIMO MATERIAL
• ERRORES DE FORMA SON EL MÁXIMO PERMITIDO POR LA TOLERANCIA.
FABRICACIÓN ASISTIDA POR COMPUTADOR
2º INGENIERÍA TÉCNICA INDUSTRIAL ESPECIALIDAD MECÁNICA
5. ACABADO SUPERFICIAL.
• MEDIANTE LAS TOLERANCIAS DIMENSIONALES Y GEOMÉTRICAS SE GARANTIZA LA INTERCAMBIABILIDAD DE PIEZAS DENTRO DE UN CONJUNTOS, PERO NO SE GARANTIZA EL ESTADO DE LAS SUPERFICIES DE LA PIEZA, FACTOR QUE INFLUYE EN EL FUNCIONAMIENTO DEL MECANISMO.
• LAS IMPERFECCIONES SUPERFICIALES SE CLASIFICAN EN:• RUGOSIDADES (HUELLAS DE LAS HERRAMIENTAS).
• ONDULACIONES (DESAJUSTES EN LAS MÁQUINAS).
• ESTAS IMPERFECCIONES DEBEN SER MEDIDAS POR EL DEPARTAMENTO DE CALIDAD DEL TALLER. EL DISEÑADOR DE LA PIEZA DEBE DECIDIR QUE TIPO DE SUPERFICIES SON APTAS PARA EL FUNCIONAMIENTO DEL CONJUNTO Y REFLEJARLO EN LOS PLANOS.
FABRICACIÓN ASISTIDA POR COMPUTADOR
2º INGENIERÍA TÉCNICA INDUSTRIAL ESPECIALIDAD MECÁNICA

8
5. ACABADO SUPERFICIAL. SÍMBOLOS UTILIZADOS EN PLANOS.
.
SÍMBOLO BÁSICO.
SÍMBOLO DE MECANIZADO CON ARRANQUE DE VIRUTA
SÍMBOLO DE MECANIZADO SIN ARRANQUE DE VIRUTA.
SÍMBOLO PARA INDICAR CARACTERÍSTICAS ESPECIALES
FABRICACIÓN ASISTIDA POR COMPUTADOR
2º INGENIERÍA TÉCNICA INDUSTRIAL ESPECIALIDAD MECÁNICA
5. ACABADO SUPERFICIAL. CARACTERÍSTICAS ESPECIALES DEL ESTADO DE LA SUPERFICIE.
INDICACIÓN DE LA RUGOSIDAD SUPERFICIAL
CLASES DE RUGOSIDAD Y SU EQUIVALENCIA.
FABRICACIÓN ASISTIDA POR COMPUTADOR
2º INGENIERÍA TÉCNICA INDUSTRIAL ESPECIALIDAD MECÁNICA
9
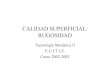
5. ACABADO SUPERFICIAL. RUGOSIDAD SUPERFICIAL SEGÚN
PROCESO DE MANUFACTURA.
N3-N50.1-0.5EXCELENTEPULIDO
N6-N90.5-6BUENOTORNEADO
N7-N91-6BUENOFRESADO
N7-N91.5-6MEDIANOTALADRADO
N6-N91-4BUENOEXTRUSIÓN EN FRIO
N6-N81-3BUENOLAMINADO EN FRIO
N10-N1212-25POBREFUNDICIÓN EN ARENA
ACABADO DE LA SUPERFICIE (µm)PROCESO
FABRICACIÓN ASISTIDA POR COMPUTADOR
2º INGENIERÍA TÉCNICA INDUSTRIAL ESPECIALIDAD MECÁNICA
6. TÉCNICAS DE MEDICIÓN E INSPECCIÓN.
1. MEDIDA DE LONGITUDES.• PATRONES DE LONGITUD.• INSTRUMENTOS BASADOS EN EL NONIUS.• SISTEMAS MICROMÉTRICOS.• MÁQUINAS DE MEDICIÓN DE UNA COORDENADA.• MEDIDA POR COMPARACIÓN. COMPARADORES.
2. MEDIDA DE ÁNGULOS.
3. VERIFICACIÓN DE FORMAS Y POSICIÓN.• VERIFICACIÓN DE RECTITUD Y PLANITUD.• VERIFICACIÓN DE PARALELISMO Y PERPENDICULARIDAD.• VERIFICACIÓN DE REDONDEZ Y CILINDRIDAD.
4. MÁQUINAS DE MEDICIÓN.• MÁQUINAS DE MEDICIÓN POR COORDENADAS.• PROYECTORES DE PERFILES.
5. MEDIDA DE LA RUGOSIDAD SUPERFICIAL.• PARÁMETROS DE RUGOSIDAD SUPERFICIAL.
NOTA: VER FOTOCOPIAS ADJUNTAS.
FABRICACIÓN ASISTIDA POR COMPUTADOR
2º INGENIERÍA TÉCNICA INDUSTRIAL ESPECIALIDAD MECÁNICA

10
7. EXTENSIÓN DE LA NORMALIZACIÓN AL PROCESO DE FABRICACIÓN
Hasta 1800
Modelo físico
1800 - 1995
Plano Plano digital
A partir de 1996
Descripciones inteligentes
Estándares internacionales
Estándares de compañía
Estándares nacionales
pasado presente futuro
1. LOS MEDIOS DE DESCRIPCIÓN DE
PRODUCTOS A FABRICAR
EVOLUCIONAN HACIA LAS DESCRIPCIONES
MÁS COMPLETAS
2. NECESIDAD DE INTERCAMBIABILIDAD A ESCALAS
MÁS GLOBALES
NECESIDAD DE CONSIDERACIÓN GLOBAL DE LOS PROBLEMAS DE NORMALIZACIÓN
FABRICACIÓN ASISTIDA POR COMPUTADOR
2º INGENIERÍA TÉCNICA INDUSTRIAL ESPECIALIDAD MECÁNICA
INTENTOS DE ESTANDARIZACIÓN:
• IGES NIVEL CAD/CAM.
• DXF AutoCAD
• STEP/PDES A UN NIVEL SUPERIOR, COMPRENDE TODO EL CICLO DE VIDA DEL PRODUCTO.
• FINALIDAD: EFICIENCIA EN EL INTERCAMBIO DE INFORMACIÓN ENTRE SISTEMAS.• NECESIDAD DE INTERCAMBIO DATOS PARA INTEGRACIÓN Y AUTOMATIZACIÓN
CAD/CAM.• TIPOS DE DATOS:
• INFORMACIÓN DEL MODELO GEOMÉTRICO.GEOMETRÍA, TOPOLOGÍA, TIPOS DE LINEA, COLORES, CAPAS…
• INFORMACIÓN GRÁFICA.IMÁGENES SOMBREADAS, TEXTO, COTAS, UNIDADES, PRECISIÓN…
• INFORMACIÓN DE DISEÑOS, GENERADA DE MODELOS GEOMÉTRICOS PARA ANÁLISIS.
MASA, DENSIDAD, MALLAS FEM…• INFORMACIÓN DE MANUFACTURACIÓN.
TRAYECTORIAS DE HERRAMIENTAS, TOLERANCIAS, PLANIFICACIÓN PROCESOS, LISTA MATERIALES…
7. EXTENSIÓN DE LA NORMALIZACIÓN AL PROCESO DE FABRICACIÓN.
FABRICACIÓN ASISTIDA POR COMPUTADOR
2º INGENIERÍA TÉCNICA INDUSTRIAL ESPECIALIDAD MECÁNICA

11
1. IGES: (INITIAL GRAPHICS EXCHANGE SPECIFICATION) • ACTÚA COMO UN SISTEMA INTERMEDIARIO.• PROPÓSITOS:
• INTERCAMBIO DE INFORMACIÓN ENTRE LOS DISTINTOS ENTORNOS CAD-CAM.• COMUNICACIONES ENTRE EMPRESA CON PROVEEDORES Y CLIENTES.
• IGES DEFINE UNA BASE DE DATOS NEUTRA CON FORMATO DE FICHEROS Y DESCRIBE:
• ENTIDADES (GEOMÉTRICAS Y NO GEOMÉTRICAS)• PARÁMETROS PARA DEFINICIÓN DE ENTIDADES• RELACIONES Y ASOCIACIONES ENTRE ENTIDADES.
7. EXTENSIÓN DE LA NORMALIZACIÓN AL PROCESO DE FABRICACIÓN.
FABRICACIÓN ASISTIDA POR COMPUTADOR
2º INGENIERÍA TÉCNICA INDUSTRIAL ESPECIALIDAD MECÁNICA
2. DXF: (DRAWING INTERCHANGE FORMAT) • DESARROLLADO PARA DAR FLEXIBILIDAD A LOS USUARIOS DE AUTOCAD EN
LA TRADUCCIÓN DE DIBUJOS DE AUTOCAD A FORMATOS DE FICHEROS QUE PUEDAN SER LEIDOS POR OTROS SITEMAS CAD/CAM/CAE.
• MUY EXTENDIDO COMO ESTÁNDAR DEBIDO A LA POPULARIDAD DE AutoCAD.• UN FICHERO DXF ES UN FICHERO DE TEXTO QUE CONSTA DE 5 SECCIONES:
• ENCABEZAMIENTO.• TABLA.• BLOQUE.• ENTIDAD.• FINALIZACIÓN.
7. EXTENSIÓN DE LA NORMALIZACIÓN AL PROCESO DE FABRICACIÓN.
FABRICACIÓN ASISTIDA POR COMPUTADOR
2º INGENIERÍA TÉCNICA INDUSTRIAL ESPECIALIDAD MECÁNICA

12
3. STEP (STANDARD FOR THE EXCHANGE OF PRODUCT MODEL DATA) PDES (PRODUCT DATA EXCHANGE SPECIFICATION)
• OBJETIVO: DESARROLLAR UNA NORMA ÚNICA INTERNACIONAL CAPAZ DE CUBRIR TODOS LOS ASPECTOS DEL INTERCAMBIO DE DATOS CAD/CAM.
• STEP: DESARROLLADA POR ISO.• INTERCAMBIO DE DATOS DEL PRODUCTO REFERENTES A TODO EL CICLO DE
VIDA DEL MISMO. (DISEÑO, FABRICACIÓN, MANTENIMIENTO, CALIDAD…). DEBE INCLUIR INFORMACIÓN DE TOLERANCIAS, MODELO FEM, ANÁLISIS CINEMÁTICO…
• PRETENDE ELIMINAR LA INTERVENCIÓN HUMANA EN LA TRANSFERENCIA DE INFORMACIÓN.
• INDEPENDIENTE DEL SISTEMA.
7. EXTENSIÓN DE LA NORMALIZACIÓN AL PROCESO DE FABRICACIÓN.
Ciclo de vida del producto
ISO 10303Concepto
Diseño Fabricación Montaje Pruebas Mantenimiento
FABRICACIÓN ASISTIDA POR COMPUTADOR
2º INGENIERÍA TÉCNICA INDUSTRIAL ESPECIALIDAD MECÁNICA
8. COMANDOS DE NORMALIZACIÓN EN MECHANICAL DESKTOP
FABRICACIÓN ASISTIDA POR COMPUTADOR
2º INGENIERÍA TÉCNICA INDUSTRIAL ESPECIALIDAD MECÁNICA

13
1
2 3
8. COMANDOS DE NORMALIZACIÓN EN MECHANICAL DESKTOP
FABRICACIÓN ASISTIDA POR COMPUTADOR
2º INGENIERÍA TÉCNICA INDUSTRIAL ESPECIALIDAD MECÁNICA
8. COMANDOS DE NORMALIZACIÓN EN MECHANICAL DESKTOP.
FABRICACIÓN ASISTIDA POR COMPUTADOR
2º INGENIERÍA TÉCNICA INDUSTRIAL ESPECIALIDAD MECÁNICA