Embed Size (px)
Citation preview

Towards an Engineering Perspective of Enzymatic
Microreactors
Inês Correia da Silva
Thesis to obtain the Master of Science Degree in
Biotechnology
Supervisor
Dr. Pedro Carlos de Barros Fernandes
Examination Committee
Chairperson: Prof. Luís Joaquim Pina da Fonseca
Supervisor: Dr. Pedro Carlos de Barros Fernandes
Member of the Committee: Prof. Maria Suzana Leitão Ferreira Dias Vicente
October 2016


i
Acknowledgments
I wish to express my sincere gratitude to all the people who contributed, one way or another, to
the development of this research work. First I would like to thank my supervisor Doctor Pedro Fernandes
for all the patience and guidance throughout the progress of this project.
I would also like to extend my gratitude to my friends and colleagues from the lab, especially to
Rita, Sónia, Rosarinho, Catarina, Sofia, Carolina and Jéssica for all the great moments and for providing
me a friendly work environment.
Finally, I would like to express my genuine appreciation to my parents, sister, grandfather and
boyfriend for all the absolute support during my academic life, for all the patience and love. Thank you
all!

ii

iii
Abstract
Continuous production operations using different enzymatic microreactor systems with packed-
bed configurations were performed in the present research project. The main goal of this work was to
evaluate the development and feasibility of microstructured reactors packed with different types of
biocatalysts. A synthetic polymer, polyvinyl alcohol (PVA), and sea sand silica particles extra pure were
used as support materials for the immobilization of inulinase and invertase enzymes from commercial
preparations. The silica-immobilized system was tested in batch mode for the characterization of the pH
and temperature profiles, and for the determination of the kinetic parameters.
Both inulinase and invertase were effectively immobilized in PVA beads through an extrusion
method using a peristaltic pump, and in silica particles in the presence of glutaraldehyde 10.0% (v/v).
Silica-biocatalysts displayed higher activity at 55ºC and pH 4.5 for inulinase and at 50ºC and pH 5.0 for
invertase. Kinetic studies performed for inulinase-silica system evidenced certain diffusion limitations as
result of the restricted movement of the molecules passing through the silica (micro)porous, and also
suggested the presence of some conformational changes of the enzyme as result of the immobilization
procedure.
Continuous production of reducing sugars by hydrolysis of inulin and sucrose 5.0% (w/v) was
performed using three different microreactor systems: a cylindrical glass column packed with different
sized activated PVA beads; a cylindrical steel microreactor and a PMMA-microfluidic reactor, with a
sandwich-like structure, packed with activated silica particles. Pressure drop studies and axial
dispersion studies were also performed for all the packed-bed systems used. Lastly, operational stability
studies were performed under continuous flow, during 10 days at 50ºC and pH 4.5, using the microfluidic
system packed with 200 and 500 mg of inulinase-silica particles. The reactor system highly packed with
500 mg of enzyme carriers presented higher operational stability, allowing the retention of approximately
83% of the initial enzymatic activity of the biocatalysts.
Keywords: Microreactors, Packed-bed configuration; Enzyme immobilization, Continuous operation,
Polyvinyl Alcohol beads, Silica particles.

iv

v
Resumo
O presente projecto de investigação focou-se no estudo de operações de produção em contínuo
usando diferentes sistemas de microreactores enzimáticos em leito empacotado. O objectivo principal
deste trabalho foi de avaliar o desenvolvimento e a viabilidade de reactores micro-estruturados
empacotados com diferentes tipos de biocatalisadores. Um polímero sintético, álcool polivinílico (PVA),
e partículas de sílica da areia do mar extra puras foram usados como materiais de suporte para a
imobilização dos enzimas inulinase e invertase de preparações comerciais. O sistema de imobilização
com sílica foi testado em modo descontínuo para a caracterização dos perfis de pH e temperatura, e
para a determinação dos parâmetros cinéticos.
Tanto a inulinase como a invertase foram eficientemente imobilizadas em partículas de PVA
através de um método de extrusão usando uma bomba peristáltica, e em partículas de sílica na
presença de glutaraldeído de 10,0% (v/v). Os biocatalisadores de sílica demonstraram maior actividade
a 55°C e a pH 4,5 para a inulinase e a 50°C e a pH 5,0 para a invertase. Os estudos cinéticos efectuados
para o sistema inulinase-sílica evidenciaram certas limitações de difusão, como resultado do
movimento condicionado das moléculas ao atravessarem os (micro)poros da sílica, e também
revelaram a presença de algumas alterações conformacionais do enzima como resultado do processo
de imobilização.
A produção contínua de açúcares redutores por hidrólise da inulina e sacarose de 5,0% (m/v) foi
efectuada usando três sistemas de microreactors diferentes: uma coluna cilíndrica de vidro empacotada
com partículas de PVA de diferentes tamanhos; um microreactor cilíndrico de aço e um reactor
microfluídico de PMMA, com uma estrutura tipo sandwich, empacotados com partículas activadas de
sílica. Estudos de queda de pressão e estudos sobre dispersão axial foram também efectuados para
todos os sistemas de leito empacotado usados. Por fim, estudos de estabilidade operacional foram
desenvolvidos sob fluxo contínuo, durante 10 dias a 50°C e a pH 4,5, usando o sistema microfluídico
empacotado com 200 e 500 mg de partículas de sílica com inulinase. O sistema reaccional densamente
empacotado com 500 mg de material enzimático apresentou uma maior estabilidade operacional,
permitindo a retenção de aproximadamente 83% da actividade enzimática inicial dos biocatalisadores.
Palavras-chave: Microreactores, Leito empacotado, Imobilização enzimática, Operação em contínuo,
Partículas de álcool polivinílico (PVA), Partículas de sílica.

vi

vii
Table of Contents
Acknowledgments ................................................................................................................ i
Abstract ...............................................................................................................................iii
Resumo ................................................................................................................................ v
Table of Contents ...............................................................................................................vii
Figure Index .........................................................................................................................ix
Table Index ..........................................................................................................................xi
List of Abbreviations ......................................................................................................... xiii
1. Introduction .................................................................................................................. 1
1.1. Enzymes as Biocatalysts ......................................................................................... 1
1.1.1. Historical Facts and Importance of Enzymes .................................................... 1
1.1.2. Enzyme Properties ........................................................................................... 2
1.1.3. Enzyme Immobilization .................................................................................... 2
1.1.3.1. Methods of Immobilization ......................................................................... 4
1.1.3.2. Advances and Applications of Enzyme Immobilization Technology ........... 7
1.1.3.3. Immobilization Supports: PVA and Silica ................................................... 9
1.2. Enzymatic model systems ......................................................................................12
1.2.1. Inulin hydrolysis to reducing sugars .................................................................12
1.2.2. Sucrose hydrolysis to reducing sugars ............................................................13
1.2.3. Inulinase and invertase immobilization procedures – review ...........................15
1.3. Immobilized Enzyme Reactors ...............................................................................15
1.3.1. Modes of Operation – Batch and Continuous mode ........................................16
1.3.2. Enzymatic Microreactors .................................................................................18
1.3.2.1. Principles of Enzymatic Microreactors ......................................................18
1.3.2.2. Microfluidic Reactor Technology in Industry .............................................19
1.3.2.3. Process Intensification .............................................................................20
1.3.2.4. Applications of Microreaction Technology ................................................20
2. Objectives ....................................................................................................................23
3. Materials and Methods ................................................................................................25
3.1. Materials ................................................................................................................25
3.2. Methods .................................................................................................................26
3.2.1. Inulinase and invertase Immobilization ............................................................26

viii
3.2.2. Scanning electron microscopy (SEM) ..............................................................28
3.2.3. Batch assays ...................................................................................................28
3.2.4. pH and temperature profiles of free and immobilized enzymes .......................28
3.2.5. Determination of the kinetic parameters ..........................................................28
3.2.6. Continuous Operations ....................................................................................29
3.2.6.1. Determination of the flow rates .................................................................29
3.2.6.2. Continuous Operation assays ..................................................................29
3.2.6.3. Operational stability under continuous flow ..............................................29
3.2.7. Analytical Methods ..........................................................................................30
i) Quantification of reducing sugars by dinitrosalicylic acid (DNS) method ..........30
ii) Quantification of proteins by Bradford protein assay .......................................30
iii) Determination of packed bed pressure drop ....................................................30
iv) Determination of the Péclet number ................................................................31
4. Results and Discussion ..............................................................................................33
4.1. Enzyme Immobilization Parameters .......................................................................33
4.2. SEM analysis of silica particles ..............................................................................36
4.3. Effect of temperature and pH on the enzymatic activity of free and immobilized
enzymes ...........................................................................................................................37
4.4. Free and immobilized enzymes kinetic parameters ................................................39
4.5. Continuous Flow Operations ..................................................................................41
4.6. Pressure drop evaluation .......................................................................................44
4.7. Axial dispersion evaluation .....................................................................................47
4.8. Operational stability under continuous flow ............................................................48
5. Conclusions and Future Work ....................................................................................51
References ..........................................................................................................................53
Annexes ..............................................................................................................................65
Annex I. Determination of the flow rates............................................................................65
Annex II. Quantification of reducing sugars by the DNS method .......................................66
Annex III. Protein quantification by the Bradford method ...................................................67
Annex IV. Mass transfer calculations ................................................................................67
Annex V. Average bed porosity………………………………………………………………….69
References – Annexes…………………………………………………………………………….70

ix
Figure Index
Figure 1. Enzyme Immobilization Methods15. ......................................................................................... 4
Figure 2. Schematic representation of irreversible and reversible enzyme immobilization methods. .... 4
Figure 3. Determinant factors involved in enzymatic immobilization and activity27. ............................... 8
Figure 4. Chemical structure of polyvinyl alcohol (partially hydrolyzed)48. ............................................. 9
Figure 5. Schematics of the functionalization and activation of inorganic support during covalent
immobilization, by action of polyethylenimine (PEI) and glutaraldehyde (GTA), respectively. ............. 11
Figure 6. Schematic representation of the action of endo-inulinase and exo-inulinase on inulin, for the
production of fructo-oligosaccharide syrup and ultra-high fructose syrup, respectively75. .................... 13
Figure 7. Schematic representation of the action of invertase on sucrose for the production of α-D-
glucose and β-D-fructose81. ................................................................................................................... 14
Figure 8. Examples of bioreactor systems used in continuous bioconversion processes involving free
or immobilized enzymes103,104. .............................................................................................................. 18
Figure 9. The three microreactor configurations used for continuous flow operations: cylindrical glass
column (A), cylindrical steel microreactor (B), and PMMA-microfluidic reactor (C). ............................. 26
Figure 10. Biocatalytic PVA beads with diameters ranging between 3 and 5 mm (A), and biocatalytic
silica particles with thickness 110 µm (B).............................................................................................. 27
Figure 11. SEM micrographs of the sea sand silica particles: sea sand silica particles (A); initial particle
surface topography (B); particles after immobilization procedure (C); particle surface topography after
immobilization procedure (D). The analysis after the immobilization procedure were performed for silica
particles with inulinase. .......................................................................................................................... 36
Figure 12. Temperature (A, C) and pH (B, D) activity profiles for inulinase and invertase in the free form
and immobilized in silica particles with 10.0% (v/v) glutaraldehyde. Bioconversion assays were carried
out in 5.0% (w/v) inulin and sucrose solutions for inulinase and invertase biocatalysts, respectively.
Standard deviation did not exceed 7.4%. .............................................................................................. 38
Figure 13. Michaelis-Menten plots for the free (A) and immobilized (B) enzyme, exhibiting the
experimental (vi observed) and predicted (vi expected) curves of the initial reaction rate (v) for inulin
hydrolysis in function of the substrate concentration (S). Bioconversion reactions were carried out at
55°C and pH 4.5 in 1 mL of substrate solution, with 1 µL of free enzyme solution 0.1% (w/v) and 70 mg
of immobilized enzyme. The data presented was obtained through Solver tool from Microsoft Excel
2013. ...................................................................................................................................................... 40
Figure 14. Continuous production assays for inulin and sucrose hydrolysis performed by inulinase and
invertase immobilized systems. A-B – Continuous operations using inulinase and invertase-PVA beads
packed in the cylindrical glass column. Inulin 5.0% (w/v) and sucrose 5.0% (w/v) hydrolysis were
performed at 50°C pH 4.5; C – Continuous operation using inulinase and invertase-silica particles
packed in the cylindrical steel microreactor; D – Continuous operation using inulinase and invertase-
silica particles packed in the PMMA-microfluidic reactor. Inulin 5.0% (w/v) hydrolysis performed by

x
inulinase-silica particles was carried out at 55°C pH 4.5, and sucrose 5.0% (w/v) hydrolysis performed
by invertase-silica particles was carried out at 50°C pH 5.0. ................................................................ 42
Figure 15. Pressure drop measurements of the different packed microreactors and the respective flow
resistances (RF): A - Pressure drop of the cylindrical glass column packed with different sized-PVA
beads; B - Pressure drop of the PMMA-microfluidic reactor and the cylindrical steel microreactor packed
with 200 mg of silica biocatalysts. ......................................................................................................... 45
Figure 16. Microchannel bed of the PMMA-microfluidic reactor packed with 200 mg of inulinase-silica
biocatalysts. ........................................................................................................................................... 49
Figure 17. Operational stability of the PMMA-microfluidic reactor with sandwich-like configuration for
inulin hydrolysis based on relative activity (%). 200 mg of inulinase-silica particles were used for the
hydrolysis of 5.0% (w/v) inulin solution in acetate buffer 0.1 M, pH 4.5 at 50°C. At day one, the
concentration of reducing sugars was 45.09±2.90 g.L-1, with a volumetric productivity of 75.63 g.L-1.h-1.
............................................................................................................................................................... 49
Figure 18. Microchannel bed of the PMMA-microfluidic reactor packed with 500 mg of inulinase-silica
biocatalysts. ........................................................................................................................................... 50
Figure 19. Operational stability of the PMMA-microfluidic reactor with sandwich-like configuration for
inulin hydrolysis based on relative activity (%). 500 mg of inulinase-silica particles were used for the
hydrolysis of 5.0% (w/v) inulin solution in acetate buffer 0.1 M, pH 4.5 at 50°C. At day one, the
concentration of reducing sugars was 55.10±0.63 g.L-1, with a volumetric productivity of 92.43 g.L-1.h-1.
............................................................................................................................................................... 50
Figure A1. Flow rate calibration curve for the cylindrical glass column packed with different sized PVA
beads (with diameters ranging between 3 and 5 mm). The assays were performed with distilled
water……………………………………………………………………………………………………………..65
Figure A2. Flow rate calibration curve for the cylindrical steel microreactor and PMMA-microfluidic
reactor packed with silica particles. The assays were performed with distilled water…………………..65
Figure A3. Schematic representation of the reduction of 3,5-dinitrosalicylic acid (DNS reagent) to 3-
amino,5-nitrosalicylic acid, in the presence of reducing sugars…………………………………………….66
Figure A4. DNS calibration curve for fructose concentrations ranging from 0 to 5 mg.mL-1…………..66
Figure A5. Calibration curve used for protein quantification analysis, obtained from BSA standards with
concentrations ranging from 0.0025 to 0.02 mg.mL-1……………………………………………………….67
Figure A6. Mass transfer coefficients (K), in function of the superficial velocity of the fluid, determined
for the cylindrical glass column reactor packed with three different sized PVA beads (with diameters
ranging between 3 and 5 mm)………………………………………………………………………………….68
Figure A7. Mass transfer coefficients (K), in function of the superficial velocity of the fluid, determined
for the cylindrical steel microreactor packed with 200 mg of silica particles biocatalysts…………………69
Figure A8. Mass transfer coefficients (K), in function of the superficial velocity of the fluid, determined
for the PMMA-microfluidic reactor packed with 200 mg of silica particles biocatalysts…………………...69

xi
Table Index
Table 1. Key effects caused by enzyme immobilization in biotransformation processes23. ................... 3
Table 2. Inulinase and invertase immobilization studies using different types of supports. ................. 15
Table 3. Summary of the main advantages of microreactor technology63,113,115. .................................. 19
Table 4. Model enzymatic systems involving microreactors. ................................................................ 21
Table 4 (cont.). Model enzymatic systems involving microreactors. .................................................... 22
Table 5. Immobilization parameters of inulinase and invertase from commercial preparations
immobilized in two different supports: PVA beads (with 5, 4 and 3 mm thickness) and silica particles
(110 µm thickness). ............................................................................................................................... 33
Table 6. Kinetic constants for inulin hydrolysis with free and immobilized inulinase. ........................... 41
Table 7. Dispersion coefficients (D) and Péclet number (Pe) values of the three different packed-bed
microreactor systems…………………………………………………………………………………………..48
Table A1. Average bed porosity values determined for the three different packed-bed reactor
systems…………………………………………………………………………………………………………..69

xii

xiii
List of Abbreviations
BSA Bovine Serum Albumin
CLEAs Cross-Linked Enzyme Aggregates
CLECs Cross-Linked Enzyme Crystals
CSTR Continuous Stirred Tank Reactor
DNS 3,5-Dinitrosalicylic Acid
FBR Fluidized-Bed Reactor
GTA Glutaraldehyde
IE Immobilization Efficiency
KM Michaelis constant
MR Membrane Reactor
MW Molecular Weight
PBR Packed-Bed Reactor
PEG Polyethylene Glycol
PEI Polyethylenimine
PMMA Polymethylmethacrylate
PVA Polyvinyl Alcohol
RF Flow Resistance
rpm rotations per minute
RT Room Temperature
SEM Scanning Electron Microscopy
STR Stirred Tank Reactor
Vmax Maximum Reaction Rate

xiv

1
1. Introduction
1.1. Enzymes as Biocatalysts
Enzymes are proteins with catalytic function, called biological catalysts that can promote the
conversion of chemical species in living systems1. Their tridimensional structure, which is, in general,
highly complex, results from the spontaneous folding of a few polypeptide chains, acquiring, this way, a
very high efficiency and specificity2. Enzymes present specificity to certain reagents, called substrates.
Many enzymes have much higher dimensions than the substrates that they act on, and only a small
portion of the enzyme, called the active site, interacts directly with the substrate, forming a complex,
while the role of the rest of the enzyme is to maintain the correct shape of the active site3.
1.1.1. Historical Facts and Importance of Enzymes
Historically, the performance of catalytic processes through enzymatic action was first reported
during the XIX century, when the production of wine and bread in the ancient Egypt was being studied.
In 1897, Eduard Büchner, a German biochemist, proposed the term “zymase” for the entity present in
the yeast extract which was responsible for the alcoholic fermentation process, being later awarded, in
1907, with the Nobel Price of Chemistry4. The enzymatic reactions involved in the process were only
studied and elucidated in the XX century by a group of biochemists, which were also able to study the
first metabolic pathway (the glycolytic pathway or glycolysis)2,5. Several other studies were performed
long before Büchner: In 1833, Payen and Persoz recognized, for the first time, the enzyme diastase,
which is, presently, known as amylase6; In 1857, Antoine Béchamp also reported an yeast zymase,
which was in reality an invertase, responsible for the formation of inverted sugar7.
Enzymes are essential components of animals, plants and microorganisms, being involved in
catalysis and directing the complex reactions of cellular metabolism. Throughout the years, thousands
of different enzymes have been isolated and described3. These biocatalysts are characterized by their
biocompatibility, biodegradability, and renewable resources. Enzymatic processes are performed under
mild conditions (close to ambient temperature, atmospheric pressure and physiological pH) in solution,
with high rates and selectivities8.
Microorganisms are capable of synthetizing large amount of enzymes, which are responsible for
numerous functions involved in growth, metabolism, lysis processes, etc. Most of these enzymes
function inside the cell and are integrated into specific subcellular compartments, in a highly arranged
environment, while other fraction of enzymes is secreted to the extracellular environment9. This ability
to produce enzymes in large quantities in a cost-effective manner makes microorganisms the preferred
source of such catalysts. Extracellular enzymes are preferred for industrial applications as their recovery
is easier and cheaper than that of intracellular enzymes. Such enzymes have thus been a widespread
research area in Biotechnology10.

2
1.1.2. Enzyme Properties
Biocatalysis can be classified as the application of enzymes and microbes in synthetic chemistry.
The main challenge of these applications is the limited stability of the biocatalyst11.
Enzymatic processes are described as more environmental friendly, more cost-effective and,
eventually, more sustainable. Accordingly, in the past recent years, biocatalysis has emerged as an
important technology, particularly in the production of pharmaceuticals, flavors and fragrances, vitamins
and other fine chemicals. Due to their catalytic activity at mild temperatures and pressure, enzymes
have a great commercial and industrial importance8,12,13.
Advances in biotechnology led to the improvement of certain features related to biological
catalysts that can be used in several research areas, such as textile, pharmaceutical, and chemical
industries. These biocatalysts can be used in different conditions: as individual entities in solution, in
aggregates along with other molecules, and attached to some surface. This last state has been a method
of particular interest for biotechnologists14.
1.1.3. Enzyme Immobilization
Immobilization of enzymes can be defined as any technique that allows the attachment of an
enzyme to an inert and insoluble material, with retention of their catalytic activity, making it possible for
the reutilization or continuous use of the biocatalyst for long periods of time15.
Since the second half of the previous century, several methods using insoluble immobilized
enzymes have been developed for a variety of applications8.
Enzyme immobilization has numerous advantages: the linkage of an enzyme to an inert insoluble
material offers the potential for improving the enzyme’s stability; enzymes can be retained and reused,
reducing overall costs; it allows for in-situ separation of the catalyst from the products; continuous
production processes are possible; enzymes can be stabilized against heat or solvent effects3,8.
In many industrial applications, enzymes, as well as cells, need to be immobilized, through
highly effective and simple procedures, in order to allow its continuous reutilization. Enzyme
immobilization can also consist in a powerful tool for improving certain enzyme properties.
The goal of any immobilization formulation is to maximize the stability, both enzymatic and
physical, of an enzyme in a form that best suits its application. Since the physical and chemical
properties of a support significantly influence the catalytic performance, studies regarding material
sciences is required for the successful development of an immobilized enzyme catalyst16. Relevant
effects in biotransformation processes caused by immobilization of enzymes are listed in Table 1.

3
Industrial applications represent more than 80% of the global market of enzymes17. Enzymes
display excellent functional properties (high activity, specificity and selectivity), being able to catalyze
reactions under very mild conditions. These are the main reasons why enzymes consist in excellent
industrial catalysts that can be used in innumerous areas of chemical industry18,19. In enzymatic
industrial applications, certain characteristics of enzymes have to be taken into account: they are soluble
catalysts, which lead to instability; they are susceptible to inhibition by substrates or products; they are
highly effective only in physiological conditions, etc. This way, in most cases, enzymes have to be
subjected to some processes in order to substantially improve their properties. The research field of
“Enzymatic Engineering” has become one of the most complex and exciting branches of
biotechnology20,21,22.
Table 1. Key effects caused by enzyme immobilization in biotransformation processes23.
Effects of Immobilization Description
Stabilization by Immobilization
Through the introduction of several covalent
bonds and noncovalent interactions between the
enzyme and the support, the enzyme can be
stabilized due to the decrease of its flexibility,
slowing down denaturing reactions.
Mass transfer effects
The reaction rate of a biochemical process is
determined by mass transfer and kinetic effects.
Under certain conditions, mass transfer is the
limiting factor of the overall reaction rate,
whereas under other conditions the kinetics is
the rate limiting.
pH shift
The support material can have an effect on the
microenvironment of an enzyme and thereby
interfere with its catalytic activity.
Substrate and Product Partitioning
The concentration of substrates and products
present in the microenvironment of the
immobilized enzyme can be very different from
the bulk concentrations, because of the mass
transfer limitations and because of partitioning of
the substances between the bulk liquid and the
immobilized material.
Inactivation during Immobilization procedure
Immobilization methods involving the formation
of chemical bonds can lead to the involvement
of essential groups (present in the active site) in
the reaction, which normally leads to the loss of
catalytic activity.

4
1.1.3.1. Methods of Immobilization
There are several methods for attaching enzymes to a support. The enzymes can be immobilized
to a material by interactions ranging from reversible physical adsorption and ionic connection to stable
and covalent bonds. All of the immobilization approaches can be divided into two main categories:
irreversible and reversible methods (Figures 1-2)15.
Each of the immobilized methods has its own advantages and disadvantages, and none of the
techniques is ideal for all immobilizing situations. However, some problems have been overcame by
the development of protocols that use combinations of the original methods24.
Figure 1. Enzyme Immobilization Methods15.
Irreversible Methods Reversible Methods
Covalent bonding Entrapment and
Encapsulation Crosslinking Adsorption
Figure 2. Schematic representation of irreversible and reversible enzyme immobilization methods.
En
zym
e I
mm
ob
iliz
ati
on
Meth
od
s
Irreversible Methods
Covalent Bonding
Entrapment and Encapsulation
Hydrogels
Fibers
CrossLinkingCLECs
CLEAs
Reversible Methods Adsorption
Physical
Ionic bondig
Affinity binding
carrier

5
i) Irreversible Methods
In irreversible immobilization, once the biocatalyst in attached to a support, it cannot be detached
without destabilizing the support or the biological activity of the enzyme. The most common techniques
of irreversible immobilization include covalent coupling, encapsulation/entrapment, and crosslinking.
Covalent coupling is currently the most used method of immobilization. This method has the
advantage of conferring high stabilization of the bonds formed between the enzyme and the support,
thus preventing enzyme leakage. In this type of attachment, particular care must be taken to ensure that
the covalent linkage to the support does not damage the amino acid residues involved in the catalytic
activity of the enzyme24. The most common functional groups present in the support carriers used for
establishing covalent bonds with the enzymes are epoxy groups, and amino and diol groups, which
react with nucleophilic groups and primary amines of enzymes, respectively25.
Covalent immobilization methods are usually required in processes where the final product must be
enzyme free. In industry, covalent binding of an enzyme to a support results in more robust biocatalysts,
in comparison with other physical interactions, that can be applied in aqueous, multi-phase and viscous
mixtures25.
Entrapment, or Encapsulation, method is the enclosure of enzymes within gels or fibers formed
by covalent or non-covalent bonding26. The main restrictions of this technique are related with mass
transfer limitations through membranes or gels. In this technique, since the enzyme is retained rather
than bound, there are very little changes in the intrinsic catalytic properties of the enzyme3. The greatest
advantage of entrapment methods is that they are very fast and easy to perform, they are cheap, and
they usually require very mild conditions.
In the conventional entrapping of enzymes, the enzyme molecules are incorporated in a matrix formed
by physical and/or chemical gelation of pre-gel components, like monomers such as acrylamide, or a
pre-gel polymer, such as gelatin, BSA (bovine serum albumin), PVA (Polyvinyl Alcohol), alginate,
chitosan, among others27,28.
Crosslinking is another irreversible immobilization technique. This method does not require any
support or carrier to link the enzyme to prevent its leakage into the substrate solution. Crosslinking is
performed by the development of intermolecular cross-linkages between the multiple enzyme
molecules, through the use of bi- or multifunctional reagents. One of the most frequently used
crosslinking reagents is glutaraldehyde, due to economical and availability reasons29,30.
Glutaraldehyde can react with several functional groups of proteins, such as amine, phenol, thiol, and
imidazole. This way, certain conditions have to be chosen carefully, in order to favor intermolecular
crosslinking between the enzyme molecules, instead of unwanted intramolecular links that can be
developed31,32.
The crosslinking method, also called carrier-free immobilization, has several advantages, and it
can be used to overcome certain drawbacks related with carrier-based immobilization. The

6
immobilization of an enzyme using a carrier often leads to loss of a large percentage of the enzyme’s
native activity. Thus, particular interest in crosslinking for enzyme immobilization has been increasing.
There are two types of carrier-free immobilized enzymes: cross-linked enzyme crystals (CLECs); and
cross-linked enzyme aggregates (CLEAs)33.
CLECs are suitable for biotransformations that occur in non-aqueous media or in organic-water
mixtures. The performance of the CLEC obtained is very dependent on the prearranged conformation
of the enzyme molecules in the crystal framework. This system, however, is not often used since it
requires a pure enzyme, which leads to higher production costs. CLEAs are based on a multipoint
attachment through intermolecular crosslinking between several enzyme molecules, and have greater
activity in organic solvents and in both aqueous and non-aqueous media34,35,36,37,38. A major advantage
of CLEAs systems, in addition to the fact that the enzyme extract only needs to be partially purified, is
that the non-catalytic portion of the immobilizate is minimal, contrary to what happens in immobilization
processes with solid supports, in which the majority of the formulation is of non-catalytic origin (support),
whereas the catalytic part (enzyme) represents approximately 1-10% of the entire system33.
ii) Reversible Methods
The adsorption-based enzyme immobilization was one of the first enzymatic immobilization
techniques. In 1916, one of the first protocols on enzymatic adsorption was performed by Nelson and
Griffin, when it was shown that the enzyme invertase was physically adsorbed by charcoal, maintaining
its catalytic properties39,35.
Adsorption techniques, throughout the years, have been intensively studied due to its intrinsic
advantages: reversibility, which enables the reutilization of the carriers; simplicity, which allows the
enzyme immobilization under mild conditions; and high retention of catalytic activity, since there’s no
chemical modifications. This technique, due to its reversibility, it is also very economical, since the
binding support can be regenerated and re-loaded with a new enzyme solution17.
In physical adsorption, it is usually required to soak the support into an enzyme solution, followed
by incubation during a certain period of time, in order to allow time for the physical adsorption to occur.
However, one of the drawbacks of these non-covalent interactions is related with the enzyme leakage
from the matrix, in cases where the interactions are relatively weak15.
The most simple adsorption method in enzyme immobilization is the nonspecific adsorption,
which is based on the physical adsorption or ionic binding. The physical adsorption of enzymes to a
matrix can be done through hydrogen bonding, hydrophobic interactions, or Van der Waals forces,
whereas the adsorption by ionic bonding can be done through salt linkages17.

7
1.1.3.2. Advances and Applications of Enzyme Immobilization Technology
Advances regarding characterization of immobilized enzymes have been made in order to
develop new methods that allow the physical-chemical characterization of both enzymes and support,
and thus allowing a more rational and adequate immobilization procedure. Bolivar et al. (2015)
demonstrated evidences related with the analysis of protein distribution on porous solid support using
microscopic imaging methods with spatiotemporal resolution capability; there are also presented
advances in the use of spectroscopic methods for the analysis of protein conformation on solid support.
It has been discussed that, while conventional characterization of immobilized enzymes continues to
rely mostly on the apparent parameters determined from measurements in the liquid phase, extended
understanding of the behavior of the biocatalytically active solid phase is indispensable for targeted
development40.
Other surface analysis technologies for enzyme immobilization have also been demonstrated,
such as thermal gravimetric analysis (TGA), field emission scanning electron microscopy
(FESEM)/scanning electron microscopy(SEM) and transmission electron microscopy (TEM), x-ray
photoelectron spectroscopy (XPS), surface plasmon resonance (SPR) by ultraviolet detection, circular
dichroism (CD) spectroscopy, and atomic force microscopy (AFM), among many others33. All of these
studies provide valuable insights into the effects of enzyme immobilization related with the stability and
activity after treatment with different immobilization methods. It is of paramount importance to help
developing methods that improve enzyme immobilization techniques and expand the use of immobilized
enzymes for various applications in numerous fields.
A major concern of modern biotechnology is centered in the industrial application of biocatalysts.
Currently, enzyme biocatalysis is used in the following areas: Food and Agriculture Industry;
Pharmaceutical Industry; Chemical Industry; Analytical Methods; and Medical Research41. In fine and
bulk chemical industries, enzymes are proven to produce, in a more productive way, enantiomerical
pure compounds, generally through chemoselectivity, regioselectivity, and stereoselectivity. In
pharmaceutical industry, due to the growing demand of low-cost, safer and greener technologies,
biocatalysts processes have been used as an alternative to traditional chemical procedures. In food
industry, biocatalysts have been used for several applications, such as (a) to produce raw materials and
fine products, (b) to control the quality of the products, (c) to modify certain properties of some foods,
and (d) to be used as food additives41,42.
Food applications continue to dominate the application of immobilized enzymes on a volume
basis, however, emerging applications for biodiesel production and carbon capture can be ultimately
applied on a vast scale. Also, the advent of nanotechnology and integrated systems engineering
promises to move immobilized enzyme products into other areas of application, such as those involving
biosensors and intelligent materials16.

8
When working with enzymes, the intended purpose can vary: There are cases in which the
enzymatic conversion of the raw material into the desired product is the key operation (e.g.: Production
6-aminopenicillanic acid from penicillin G with immobilized penicillin acylase); and there are cases in
which the enzyme is used as an additive for modification of certain functional properties of the product
(e.g.: Production of dough using fungal proteases)17. There are several immobilized enzymes used on
an industrial scale, among which: glucose isomerase, sucrose mutase, β-galactosidase, penicillin
acylase, D-amino acid oxidase, glutaryl amidase, thermolysin, nitrilase, aminoacylase and
hydantoinases43.
As biocatalysts are the key elements in several industrial processes, constant efforts are being
made in order to improve the enzyme activity, efficiency, stability and reproducibility during industrial
procedures. Certain factors that influence enzyme immobilization and the possible modifications for their
enhancement in activity are schematically represented in Figure 3.
Figure 3. Determinant factors involved in enzymatic immobilization and activity27.
The use of immobilized enzymes as biocatalyst will continue to be of special interest for industries
as the technique is highly efficient, as well as environmental friendly33. Commercialization of immobilized
enzymes is, however, limited by certain factors, such as costs and storage problems. Research should
be performed in order to overcome the current restrictions related to immobilization techniques, so as
to expand the branch of applications.
Enhancement of immobilized
enzyme's activity
Micro-environment
effect
Partition effect
Diffusion effect
Change in conformation
Binding method
Molecular orientation
Conformation Plasticity

9
1.1.3.3. Immobilization Supports: PVA and Silica
i) Polyvinyl-Alcohol (PVA)-based Hydrogel
Hydrogel consists of a polymeric material that possesses the ability to swell and retain a
substantial amount of water within its structure. Over the past 50 years, this type of material received
significant attention, due to its wide range of applications. Hydrogel-based materials present a high
degree of flexibility, very similar to natural tissue due to the high water content44.
A great variety of polymer compositions have been used to produce hydrogels. These
compositions can be divided into natural polymer hydrogels (e.g.: chitosan, collagen, dextran), synthetic
polymer hydrogels, e.g.: poly(viny alcohol), poly(vinyl acetate), poly(glucosylethyl methacrylate)) and
combinations of the two classes (e.g.: poly(ethylene glycol)-co-peptides, collagen-acrylate45.
Currently, poly(vinyl alcohol) (PVA) is one of the most frequently used synthetic polymer
hydrogels. PVA is a polymer of great interest due to its various desirable properties specifically for
several pharmaceuticals and biomedical applications46.
PVA is defined by a relatively simple chemical structure with a pendant hydroxyl group (Figure
4). This material is prepared from polyvinyl acetate by alcoholysis since vinyl alcohol cannot be
isolated46,47. The hydrolysis reaction is not entirely completed, resulting in polymers with a certain degree
of hydrolysis, which depends on the extent of the reaction. Thus, there are several commercially
polymers available that differ, for example, in the residual acetate content.
Figure 4. Chemical structure of polyvinyl alcohol (partially hydrolyzed)48.
PVA can be crosslinked in order to be used in a wide variety of applications, such as in medical
and pharmaceutical sciences. Some of the regular crosslinking agents that have already been used for
PVA hydrogel preparation include: glutaraldehyde, acetaldehyde, formaldehyde, among others.
However, to avoid these crosslinking procedures which can possibly lead to the release of toxic
substances, physical methods, such as gelation through multiple freeze-thaw processes which lead to
the formation of hydrogen bonds, have been demonstrated. One of the drawbacks of the freeze-thaw
method is the significant amount of energy required, reason why several other techniques for PVA
gelation have been developed, such as polymer formations with boric acid, and Lentikats®
technology46,49.

10
Lentikat® technology is the most suitable protocol performed at laboratory temperature, without
the use of any toxic and expensive materials. This protocol uses mild conditions of gelation to produce
hydrogel carriers with different shapes and sizes. The most typical carrier has a spherical shape, which
allows easy diffusional effects. Nevertheless, if the formed beads have a large diameter, there will be
diffusional limitation in the center of the biocatalyst, and, on the other hand, if the beads are too small,
some clogging problems may occur in the outlet of the reactor vessel. PVA particles contain a higher
internal porosity and thus high immobilization capacity. Besides, these carries present an excellent
physical and mechanical stability46,50,51,52.
Several experimental procedures have been developed using PVA as an immobilization support.
Fernandes et al. (2009) evaluated the enzyme immobilization of inulinase in PVA particles through
extrusion of LentiKat®Liquid directly in polyethylene glycol (PEG), for the production of suitable
biocatalysts for large-scale applications53. Poraj-Kobielska et al. (2015) demonstrated an effective
method of encapsulation of peroxygenase (UPO) in PVA/PEG-gel beads54. Bilal and Asgher (2015)
immobilized purified manganese peroxidases (MnPs) enzymes onto PVA-alginate beads to investigate
the enzyme’s potential for decolorization and detoxification of a new class of reactive dies and textile
wastewater55. Saallah et al. (2016) demonstrated the immobilization of cyclodextrin glucanotransferase
(CGTase) on nanofibers, in which CGTase solution and PVA solution were mixed followed by an
electrospinning step56. In Nunes et al. (2012), studies were carried out in order to evaluate and optimize
the immobilization of naringinase from P. decumbens in PVA networks, targeting for the hydrolysis of
naringin57. Nunes et al. (2016) developed PVA electrospun nanofibers using an electrospinning
technique58, and also reported an innovative and reproducible system methodology for the production
of customized 3D hollow microspheres of PVA using aromatic boronic acids (ABAs) as cross linkers59.
ii) Silica-based Support
Regarding covalent immobilization methods, several chemical functional groups can be inserted
into the surface of the support material (e.g.: –NH2, alcoholic –OH, –COOH, –SH) allowing the covalent
reaction with enzymes under appropriate conditions. Usually, adhesion of enzymes to a support by
covalent bonding requires a step of functionalization and activation. Conceptually, functionalization of
the support is the procedure by which a new chemical function is introduced in the carrier’s surface. In
turn, the activation step is the process by which the newly introduced chemical function is made reactive
towards the enzyme to be immobilized, by action of specific activating agents, such as glutaraldehyde60.
The scheme representing the covalent immobilization on inorganic support relevant for the present
review is summarized in Figure 5.

11
Figure 5. Schematics of the functionalization and activation of inorganic support during covalent immobilization,
by action of polyethylenimine (PEI) and glutaraldehyde (GTA), respectively.
Several silica-based materials are widely considered when working with inorganic supports. This
type of support presents all the crucial requirements of a support suitable for enzyme immobilization,
such as: is relatively cheap and environmentally harmless; presents excellent thermal, mechanical and
microbial resistance; and is totally inert under enzymatic operational conditions60,61. The three main
procedures used for immobilizing enzymes in porous silica supports are: physical adsorption, covalent
attachment onto the pore walls and cross-linking of enzyme molecules62.
Silica, also called silicon dioxide (SiO4), normally exists as a 3-D polymer, formed by units of
regular SiO4 tetrahedra. The entire structure, highly rigid, is defined by an infinite lattice constituted by
siloxane bridges (Si-O-Si). Silica is an abundant compound in nature. Various crystalline and
noncrystalline silica minerals of inorganic and biogenic origin are well known. Depending on the
environmental conditions, such as temperature and pressure, several different crystalline alterations
can be formed. Silicon dioxide can be found mainly as quartz, flint, sand, and several other
minerals60,63,64. Silica-based supports commercially available may have various pore diameters.
However, the most promising materials are mesoporous supports, which have pores ranging from 2 and
50 nm in size60. Mesoporous silica nanoparticles (MSNs) have been extensively used in therapeutics,
pharmaceuticals and diagnosis and, in addition, they have been proven to be favorable supports for
enzyme immobilization, enabling the stabilization of biocatalysts and the retention of its catalytic
activity61,65.
Iyer et al. (2003) performed an immobilization of cyclodextrin glucanotransferase (CGTase) from
a Bacillus circulans strain on purified sea sand, using glutaraldehyde as crosslinking agent66. The sea
sand used in enzyme immobilization procedures needs to be extra pure. Purified sea sand consists on
crude silica which is prepared by neutralization of aqueous alkali metal silicate with acid and further
calcined in order to remove trace metals66.

12
Hung et al. (2015) developed a carrier to be used in enzyme prodrug therapy by immobilizing
horseradish peroxidase (HRP) onto mesoporous silica nanoparticles, in which the functionalization of
the nanoparticle surfaces was made with 3-aminopropryltrimethoxysilane and the activation with
glutaraldehyde67. Du et al. (2015) and Gustafsson et al. (2015) performed co-immobilization procedures
using silica-based supports. In both works, it was possible to form cascade reactions involving two
immobilized enzymes, while maintaining the stability of the biocatalysts. In Du et al. (2015), the system
consisted of a silica microsphere core coated with two layers of individually immobilized enzymes (α-
amylase, AA; and glucoamylase, GluA), which were immobilized on carbon nanotubes (CNTs). In
Gustafsson et al. (2015), Aspergillus sp. glucose oxidase (GOD) and horseradish peroxidase (HRP)
were both immobilized on solid silica supports by using mesoporous silica nanoparticles and a
polycationic dendronized polymer. In general, the two different enzyme immobilization methodologies
allowed a spatially controlled co-immobilization using different types of enzymes on solid support68,69.
1.2. Enzymatic model systems
1.2.1. Inulin hydrolysis to reducing sugars
Inulin is a fructose polymer found in many species of Compositae and Gramineae, for example,
in tubers of Jerusalem artichoke, dahlia, roots of dandelion and chicory, that has a great content of D-
fructose (> 75%), being recognized as an ideal source for the production of high fructose and fructo-
oligosaccharide syrup70.
Fructose and fructo-oligosaccharides are highly important ingredients in the food, beverage and
pharmaceutical industry, due to their beneficial effects in diabetic patients, increase iron absorption in
children, low cariogenicity and higher sweetening capacity than sucrose (up to 1.5 times). The
sweetening capacity of fructo-oligosaccharides is, however, relatively low in comparison with fructose,
nonetheless it presents a strong prebiotic action. Additionally, these components enhance flavor and
color, as well as product stability in food and beverages. Regarding the therapeutic advantages, fructose
metabolism circumvents the well-known metabolic pathway of glucose, and thus, does not require
insulin71. Fructose has a very low GI (glycemic index), being therefore recommended that fructose might
be therapeutically useful as a dietary supplement for patients with type 2 diabetes mellitus72.
Inulin is hydrolyzed by enzymes known as inulinases. These enzymes can be classified into endo-
and exo-inulinases, depending on their mode of action. Endo-Inulinases (EC 3.2.1.7; 2,1-β-D-fructan
fructanohydrolase) are specific for inulin and can hydrolyze it by breaking the interior bonds of the
fructose units, leading to the production of oligosaccharides. Exo-inulinases (EC 3.2.1.80; β-D-
fructohydrolase) are capable of splitting terminal fructose units in inulin, sucrose and raffinose to release
fructose (Figure 6)73.

13
Inulinases can be found in plants and in many microorganisms (fungi: Aspergillus niger, A. ficuum,
Chrysosporium pannorum and Penicillium purpurogenum; Yeasts: Kluyveromyces marxianus, Candida
kefyr, Debaryomyces cantarellii and Pichia polymorpha)73.
The hydrolysis of inulin occurs in a single enzymatic step, yielding up to 95% fructose. This
process is quite simple and the substrate can be easily obtained. However, inulin has limited solubility
at ambient temperature, which increases the possibility of microbial contamination of substrate and
product. There are several methods that help increasing thermal stability of an enzyme, like through
enzyme immobilization, for example70.
Several methods regarding inulin immobilization, using different types of supports, have been
described: such as immobilization by covalent adsorption with chitosan beads70; by entrapment, using
polyvinyl alcohol (PVA) particles74 and other gel matrixes, and by crosslinking using activated
Amberlite71.
Figure 6. Schematic representation of the action of endo-inulinase and exo-inulinase on inulin, for the production
of fructo-oligosaccharide syrup and ultra-high fructose syrup, respectively75.
1.2.2. Sucrose hydrolysis to reducing sugars
Sucrose can be converted to fructose and glucose through hydrolysis reaction (Figure 7).
Invertase, or β-D-fructofuranosidase (EC 3.2.1.26) is an enzyme that can be found in Saccharomyces
cerevisiae, among other sources, and that presents major specificity for sucrose hydrolysis.
Invertase hydrolyzes sucrose by hydrolyzing the terminal non-reducing β-fructofuranoside
residues in β-fructofuranosides. This reaction results in the formation of an equimolar mixture of α-D-
glucose and β-D-fructose, known as invert syrup76. Invert sugar is also widely used in confectionery and

14
baking. This is due to its ability to retain moisture, hence reducing the trend of baked goods to dry and
stale. Additionally, invert sugar minimizes crystallization, contributing to retain softness of goods. Both
features contribute for enhanced shelf life77,78.
Immobilization of invertase has shown to have great biotechnological potential due to the
relatively inexpensive costs of its substrate, and also due to its importance in food and drink industry77,79.
Regarding the products that are generated in sucrose hydrolysis, glucose is a highly beneficial
product to human lives and environment, being also advantageous towards sustainable technology.
Glucose can be used for several purposes: such as feed stock for farm animals (cows, goats, and
sheep), artificial flavoring in food and confectionary; it can also be used, in a purified form, as a precursor
to make vitamin C (L-ascorbic acid), and as a substrate production of citric acid, gluconic acid,
bioethanol, sorbitol, and polylactic acid; Additionally, glucose can also be used in medication therapy,
as a component in intravenous drips80. Fructose is also derived from the digestion of sucrose, and is the
sweetest naturally occurring sugar estimated to be, nearly, twice as sweet as sucrose.
Figure 7. Schematic representation of the action of invertase on sucrose for the production of α-D-glucose and β-
D-fructose81.
The protocol to hydrolyze sucrose is usually carried out using acids at high temperature that leads
to dark coloration at the end of the process due to the formation of by-products called furfurals. These
by-products can be dangerous to the health when ingested with food or drinks. To overcome this
drawback, immobilization of invertase could be a good alternative, allowing the production, at mild
conditions, of invert sugars syrup free of furfurals77,82.
Several methods of invertase immobilization, using different types of supports, have been
described: immobilization with montmorillonite by covalent bonds; with resin by adsorption; with gelatin
hydro-gel by entrapment; with several types of biopolymers, such as porous cellulose beads and
carbohydrate moieties77,79.

15
1.2.3. Inulinase and invertase immobilization procedures – review
Both inulinase and invertase have been extensively used in several immobilization studies. Table
2 lists a few examples of studies using these two biocatalysts immobilized in different types of carriers.
Table 2. Inulinase and invertase immobilization studies using different types of supports.
Enzymes Type of enzyme Immobilization
support Reference
Inulinase
Commercial preparation of inulinases
(Fructozyme L) from A. niger Amberlite [71]
Commercial preparation of inulinases
(Novozym 230) from A. ficuum Porous glass beads [83]
Endo-inulinase preparation from A.
niger Chitin carrier [84]
Commercial preparation of inulinases
from A. niger
Alginate-chitosan
beads [53]
Commercial preparation of inulinases
from A. niger
Polyvinyl alcohol
capsules (LentiKats®) [85]
Invertase
Commercial preparation of invertase
(Maxinvert L 10000) from S.
cerevisiae
Silane-coated silica
carriers [86]
Invertase from baker’s yeast
Micro-porous acid-
activated
montmorillonite clay
[87]
Invertase from S. cerevisiae Celite and
polyacrylamide [88]
Invertase from S. cerevisiae Supermacroporous
polyacrylamide cryogel [89]
Invertase from baker’s yeast Polyvinyl alcohol
capsules (LentiKats®) [90]
1.3. Immobilized Enzyme Reactors
The major limiting factor of using enzymes in large-scale industrial applications is the process
economics, since the isolation and purification of enzymes for specific reactions is, usually, expensive.
Hence, the use of reaction engineering principles for the design and optimization of immobilized enzyme
reactors is essential91.

16
For their efficient utilization, the enzyme-carrier conjugates need to be properly characterized in
a suitable reactor environment. In order to predict the reactor performance, some factors need to be
considered, such as the activity of the fixed biocatalyst, the reactor configuration, mass transfer effects
adjacent to the solid phase, the electrostatic partitioning between the fluid and carrier phases, and the
residence time distribution within the reactor92.
1.3.1. Modes of Operation – Batch and Continuous mode
In process-scale operations, enzyme reactors can operate in batch mode or continuously, using
enzymes in their free or immobilized form.
In batch-mode operations, the enzyme preparation is loaded into the reactor system, generally a
stirred tank reactor (STR), along with the substrate, being the reaction carried out until a chosen degree
of conversion is reached. Batch reactors are usually preferred in cases in which free enzymes are used
as biocatalysts. In these cases, there is usually no recovery of the enzyme in the end of the operation.
Furthermore, when immobilized enzymes are used in batch-mode reactions, the immobilized
biocatalysts should be separated from the product stream though a subsequent purification step, such
as filtration or ultracentrifugation. However, most of the recovery procedures might lead to loss of
immobilized enzyme and it can cause, additionally, inactivation of the enzymes after repeated cycles of
purification, which leads to low productivities93.
In continuous mode operations, the reactants are continuously fed into the reactor system, and
the product stream continuously retrieved. Continuous reactions are more productive comparatively to
batch processes, mostly due to the lower frequency of unproductive time94, being used mainly for large-
scale production processes. In this type of reactors, immobilized enzymes are used as biocatalysts,
since the enzymes should be highly stable in order to perform continuous processes95.
There is no ideal reactor configuration for operating immobilized enzymes. However, the design
of a suitable and efficient bioreactor is the most critical factor in this technology. There are several
reactor configurations that have been proposed for developing immobilized enzyme reactions in
continuous processes. Among these configurations are (a) the continuous stirred tank reactor (CSTR),
(b) the packed-bed or plug flow reactor (PBR), (c) the fluidized bed reactor (FBR), and (d) the membrane
reactor (Figure 8). The choice of the most suitable reactor must be conditioned by the temperature
conditions, flow rates, pH control, ionic strength, substrate concentration, diffusion effects, etc96.
(a) Continuous Stirred-Tank Reactor (CSTR)
The CSTR is commonly used in industrial processes. This type of reactor is usually operated at
steady-state and is presumed to be perfectly mixed. Consequently, every variable (temperature,
concentration and reaction rate) is the same within the reactor vessel95. This type of reactor, besides
enabling an easy control of the temperature, it also provides a long residence time, due to the large

17
volume. The major drawbacks of the CSTR is the low bioconversion yields per unit volume and the low
heat transfer per unit area.
(b) Packed-bed Reactor (PBR)
Packed-bed reactors consist, typically, of a cylindrical column filled with a certain packing
material. This type of reactor is normally operated at steady-state, and the reactants are continually
consumed as they flow down the length of the reactor. The liquid passing through the column should be
distributed as uniformly as possible in order to be in contact with most part the packing material95,97. One
important factor to take into account in packed-bed systems, from a mechanical point of view, is that of
the pressure drop required for the liquid to flow through the column at a specific flow rate. The porosity
of the reactors’ bed can be affected by the packing mode, the ratio between column to particle diameter,
the particle shape, the particle size distribution and the roughness of the particle surface, and also by
the bed height. Concerning the pressure drop across a packed bed, the research carried out so far show
that pressure drop is dependent on: the fluid velocity, the physical properties of the fluid (viscosity and
density), the average porosity of the bed, the orientation of the packing, the size, the shape and the
surface of the particles, the ratio between the particle and the contained diameters (size wall effect), and
the ratio between the height of the packed bed and the diameter of the particles98.
(c) Fluidized-bed Reactor (FBR)
The fluidized-bed reactor can be defined as a hybrid of the CSTR and the PBR. This type of
reactor consists of a packed-bed cylindrical column through which fluid flows, at high velocities, making
the reactors’ bed loosened. In this case, the particles are held suspended by the fluid stream and, in
many cases, the fluidized-bed can behave like a liquid. The main advantages of the fluidized-bed reactor
system include (i) the uniform temperature distribution, (ii) the uniform production in batch-wise
processes due to the strong solid mixing, and (iii) the great solid-liquid/gas exchange area due to the
small solids grain size97,99.
(d) Membrane Reactor (MR)
The membrane reactor is another type of reactor capable of performing continuous operations.
The main characteristic of an enzymatic membrane reactor is the separation of enzymes from products
and/or substrates through a semi-permeable membrane. This selective separation can be achieved by
action of a driving force across the membrane (pressure, chemical potential, electric field) which
subsequently causes the movement of solutes100. In an enzymatic membrane device, the biocatalyst is
physically retained by the membrane, allowing the continuous reaction operation. The most common
type of MR is the hollow-fiber reactor, which consists of a module containing several thin tubular fibers
in a parallel array with inlet and outlet ports101. In MR systems, the main disadvantages are related with
enzyme leaking, polarization layer and induced limitation, and membrane fouling102.

18
Figure 8. Examples of bioreactor systems used in continuous bioconversion processes involving free or
immobilized enzymes103,104.
1.3.2. Enzymatic Microreactors
1.3.2.1. Principles of Enzymatic Microreactors
Currently, in chemical engineering, there is a wide diversity of reactors that can be used for gas-
liquid, liquid-solid and gas-liquid-solid reactions. The choice of reactor to be used depends on several
criteria, such as production output, reaction rate, residence time, volumetric ration of phases, heating-
cooling requirements, ease of scale-up, etc.105.
Throughout the years, the interest in performing chemical conversions using flow microreactors
has been growing, replacing traditional flasks or stirred vessels that operate in batch mode. These
microscale reactors require low input volumes, which is a major advantage since it allows the
development of rapid and simple assays, in a highly automated and continuous operation. Another
advantage of using flow microreactors is the easiness of transition from laboratory to industrial
production scale operation106,107.
Microreactors are normally classified as miniaturized reaction systems that are often fabricated
by methods using micro-technology and precision engineering108,109. Due to microreaction technology,
which allows the miniaturization of conventional macroscopic reactors, a new branch of reactors using
micro-engineered features has become available. Microreaction technology has been used in numerous
applications in chemical engineering, and has led to the development of different types of reactors, such
as thin-wall microreactor, membrane microreactor, packed-bed microreactor, single phase microreactor
and multiphase microreactor. Most of these microreactors are still in the research level, although a few
of them are already commercially available105,110.
Polymer-based materials can be used for the fabrication of enzyme microreactors, such as
polydimethylsiloxane (PDMS), polymethylmethacrylate (PMMA), polycarbonate and Teflon. This type of
(A) Continuous Stirred Tank Reactor
(CSTR)
(C) Fluidized-Bed Reactor (FBR)
(B) Packed-Bed Reactor (PBR)
(D) Membrane Reactor (MBR)

19
materials are highly stable in aqueous environment. Stainless steel is another type of material used for
building microreactor devices. This is a well-established material, resistant to organic solvents and to a
wide range of chemicals, and enables operations under pressure and high temperatures111,112.
1.3.2.2. Microfluidic Reactor Technology in Industry
Microfluidics has become a very attractive field to industry in the context of continuous flow
synthesis operation. The use of these microreactors in biocatalytic processing has several potential
advantages owing to their inherent properties, such as: cost reductions, in comparison to the other
technologies which are often performed in batch mode; efficient heat and mass transfer; rapid mixing,
greater control of reaction conditions; capability of continuous and integrated operations at high
pressures; and greener chemistry113,114. In the table below (Table 3), the main advantages of
microreaction technology are summarized.
Table 3. Summary of the main advantages of microreactor technology63,113,115.
Advantages Description
Cost reduction The operation costs are decreased by the low
energy demand and low material input.
Selectivity
It is possible to control the selectivity of the
reaction over a wide range of conditions with
high precision (e.g.: temperature, residence
time, etc.).
Green chemistry
Microfluidic reactor systems decrease the
energy requirements, increase throughput per
unit area, decrease reagent consumption, and
use less hazardous chemicals.
Rapid reactions Small reaction streams result in rapid diffusive
mixing.
Safe reactions Microfluidic reactors provide safer environments
in which to perform hazardous chemistry.
Continuous operation possible Continuous-flow microfluidic systems confer
great efficiency to different chemical reactions.

20
1.3.2.3. Process Intensification
Usually, when working with microreactors it is necessary to consider the process intensification,
which can be defined as the great reduction (≥100 fold) of the physical size of a reactor, allowing the
achievement of a given production objective, and the improvement of some key features related to
chemical processing (such as yield and selectivity)105,114,116. The decrease of physical size in
microreactors has a great impact on the intensification of mass and hear transfer, which allows the
improvement of flow patterns. Therefore, beneficial aspects concerning chemical engineering is the
main driving factor for microreactor based researches108.
In cases in which we consider process intensification, the microscale process has to be rigorously
compared with the conventional methods. One of the preferred types of reactor used in industrial
bioprocess production is the fixed-bed immobilized enzyme reactor43.
A distinctive feature of microreactor fluidic devices is the capability of having multiple basic units
operating in parallel, either fed separately, or using a common fed line, for production purposes. An
industrial plant design based on a large number of small reaction unit systems is capable, theoretically,
of performing a variety of reactions by changing the piping network, i.e., the pant can be adapted to
perform the synthesis of several substances using microreactor modules. The scale-up through
numbering up reactor units leading to a reduction of large investments, by removing costly reactor
redesign and pilot plant experiments, as well as shortening the process time from laboratory to
commercial production continues to be a wishful thinking105,108.
1.3.2.4. Applications of Microreaction Technology
Microreactors are widely characterized as important engineering tools for chemical process
research and development. The use of highly automated and fully instrumented microstructured reactors
simplifies the catalyst and/or reaction screening; the evaluation of immobilized catalyst; the analysis of
intrinsic reaction kinetics, in order to be used later for process optimization; the scale-up and process
control; the detailed characterization of transport effects on effective kinetic; and the determination of
enzyme operational stability117.
Miniaturized reactors enable, mainly, a faster transfer of research results into production, due to
their advantages of operating conditions, and due to the fact that they are capable of yielding more
precise laboratory data, in comparison with conventional reactors.
Different types of enzymatic microreactors can be used for different purposes. Successful
applications of these devices include analysis of chemical species, such as proteins and nucleic acids,
studies of model enzymatic systems, and kinetic studies118.

21
A variety of immobilization techniques and micro-fluidic strategies have been used to develop
enzymatic microreactors intended for the use of analysis of chemical species, determination of enzyme
kinetics, among other applications (Table 4).
Table 4. Model enzymatic systems involving microreactors.
Immobilized Enzyme/Cells
System Application References
Trypsin
Porous Polymer Monoliths molded in
channels of microfluidic devices
Protein Mapping [119]
Trypsin
Reactor system based on organic-
inorganic hybrid silica monoliths
Measurement of enzymatic activity
[120]
Trypsin
Poly(methyl methacrylate)
(PMMA) microchannel surface
Protein Patterning [121]
Horseradish peroxidase;
β-Galactosidase
Microbeads packed into a chip-based
microreactor
Determination of enzyme kinetics
[122]
β-Galactosidase
Droplet-based microfluidic system with a concentration
gradient
Enzyme kinetics measurements
[123]
Aminoacylase
Polymeric membrane on the inner wall of a microchannel surface through cross-linking polymerization in a laminar flow using
poly-L-lysine
Simplification of a procedure of enzyme
immobilization in a microreactor
[30]
Urease
Glass beads coated with polyacrylonitrile
layer and Porous glass beads in a
microsystem using low temperature co-
fired ceramics (LTCCs) technology
Measurement of urea concentration with
high output signal and large scale
[124]
Lipase Continuous operated
pressure-driven microreactor
Isoamyl acetate synthesis
[125]
Angiotensin-converting enzyme
(ACE)
On-column enzyme microreactor created by an ionic binding
technique
Screening of enzyme inhibitors
[126]

22
Table 4 (cont.). Model enzymatic systems involving microreactors.
Immobilized Enzyme/Cells
System Application References
Glucose oxidase (GO)
On-chip enzyme immobilized monolith
microreactor that integrates a microfluidic
electrochemical cell
Rapid characterization of enzymatic kinetics
[127]
Glucose-, alcohol-, lactate-, galactose-
and l-amino acid oxidases (GO, AO,
LacO, GalO and LAAO)
Bioenzymatic analytical
microreactors integrated in a flow injection analysis
(FIA) system
Bioprocess monitoring
[128]
E. coli cells
Hydrogel micropatches
photopolymerized within a microfluidic
system
Intracellular enzyme reactions
[129]

23
2. Objectives
The main goal of the current research project is focused on the development and implementation
of miniaturized enzymatic reactors with different configurations, targeting for bioprocess intensification.
These devices are known for speeding up bioprocess development and, moreover, lead to significant
cost reductions given the low amount of consumables required. The identification of proper operational
conditions which maximize volumetric productivities is also intended.
In order to study the feasibility of the different microreactor configurations, the enzymatic
hydrolysis of inulin and sucrose to reducing sugars, performed by inulinase and invertase, respectively,
were chosen as model systems, since these are processes of industrial relevance. However, inulin
hydrolysis was considered to be the preferred model system. Both enzymes were immobilized onto two
different types of particles and used in microreactors with packed-bed configurations, which were
operated in continuous mode.

24

25
3. Materials and Methods
3.1. Materials
Fructanase Mixture (purified liquid), a commercial preparation of inulinase, from an Aspergillus
niger strain, was acquired from Megazyme (U.S.A.). Maxinvert® L 10,000 invertase enzyme, from a
selected strain of Saccharomyces cerevisiae, was a kind gift of DSM (Heerlen, Netherlands). The
substrates Inulin from chicory (Fibruline® S20), with an average polymerization degree of about 10, was
obtained from COSUCRA (Warcoing, Belgium), and sucrose (D(+) Saccharose) was obtained from
Fisher Scientific UK (Bishop Meadow Road, Loughborough). Poly(vinyl alcohol) (PVA) (Lentikat®Liquid
250) was obtained from GeniaLab® (Braunschweig, Germany). Poly(ethylene glycol), with average M.W.
600 (PEG 600) was acquired from Acros Organics (Geel, Belgium). Bradford reagent (for 1-1,400 µg/ml
protein) was obtained from Sigma-Aldrich (St Louis, U.S.A.). Polyethylenimine 50.0% aqueous solution
and glutaraldehyde 24.0% (w/w) were acquired from Sigma-Aldrich and Acros Organics, respectively.
The immobilization procedure using PVA hydrogel, as well as the continuous operation assays,
were performed using peristaltic pumps from Watson Marlow (200 series multi-channel cassette pumps)
with Tygon® Tubing. The control of environment’s temperature was promoted by a Thermomix® MM
thermostat. The heating of solutions was performed by IKA® HBR4 heating bath, 230V. For
quantification analysis, a SPECTROstar Nano spectrophotometer (Microplate reader), from BMG
LabTech was used. Analytical balance Mettler Toledo PJ300 was used for measuring purposes. A
Titramax 1000 Vibrating platform shaker from Heidolph was used for microplate shaking. For continuous
reaction operations, three microreactor systems, with packed-bed configurations, were used: a reactor
adapted from a cylindrical glass column with a bed height of 4.00 cm, inner diameter (I.D.) of 0.60 cm,
and wall thickness of 0.25 cm (Figure 9A); a cylindrical steel microreactor with a bed height of 2.60 cm,
I.D. 1.00 cm and wall thickness of 0.20 cm (Figure 9B); and a microreactor composed of a Teflon layer
with bed height of 0.10 cm, width 0.30 cm and length 9.30 cm, tightly squeezed with two poly(methyl
methacrylate) (PMMA) plates. This will briefly referred to as PMMA-microfluidic reactor (Figure 9C).

26
Figure 9. The three microreactor configurations used for continuous flow operations: cylindrical glass column (A),
cylindrical steel microreactor (B), and PMMA-microfluidic reactor (C).
3.2. Methods
3.2.1. Inulinase and invertase Immobilization
In the present work, inulinase and invertase enzymes were immobilized in a support through two
different immobilization procedures: enzyme entrapment into a hydrogel matrix and enzyme adsorption
to a solid support with crosslinking agent.
In the entrapment immobilization procedure, inulinase and invertase were immobilized in PVA.
The Lentikat®Liquid, due to its physical chemical properties, had to be heated at 95⁰C until it was
completely dissolved, and then cooled to 50⁰C. The enzyme solution (1 mL of 5-fold diluted enzyme
preparation in acetate buffer 0.1 M, pH 4.5) was added to 5 mL of Lentikat®Liquid, and mixed using
magnetic stirring. The enzyme preparation was then extruded, through a peristaltic pump, into a solution
of 50 mL of PEG 600, under mild magnetic stirring conditions. Through this procedure, enzyme beads
were produced, with diameters ranging from 3 and 5 mm (Figure 10A), which was possible by adjusting
the diameter of the outlet tubing system. After a 2 hour period, the formed capsules were harvested,
with the help of a drainer, and washed with acetate buffer 0.1 M, pH 4.5. The used PEG 600 solution
was stored in a 50 ml Falcon tube, at 4⁰C for further analysis. The capsules stayed in the buffer solution,
under mild stirring conditions, for about 30 minutes. After this, the beads were weighted and finally
stored soaked in acetate buffer at 4⁰C until further use. The used acetate buffer solution was stored in
a 50 ml Falcon tube, at 4⁰C for further analysis.
In the covalent immobilization procedure, inulinase and invertase were immobilized in silica sea
sand extra pure, purified by acid, from Carl Roth®. First, 10 g of the silica particles were washed in 100
mL of distilled water for approximately one hour and then vacuum filtered. This last procedure was
repeated using acetate buffer 0.1 M pH 4.5 instead. Following the wash of the support, this was
incubated, during a 2 hour-period at room temperature (RT), with 25 mL of polyethylenimine 10.0% (v/v).
The support particles were recovered through vacuum filtration and activated through incubation, with
A. B.
C.

27
50 mL of glutaraldehyde 10.0% (v/v) for approximately 18 hours at RT. After this period, the particles
were vacuum filtrated and washed, once again, with acetate buffer 0.1 M pH 4.5. The washed particles
were then incubated with 10 mL of diluted inulinase and invertase (10-fold in acetate buffer 0.1 M pH
4.5) at 4⁰C during 2 hours. Finally, the support containing the immobilized enzyme was vacuum filtered,
washed with acetate buffer 0.1 M pH 4.5 and stored at 4⁰C until further use. All the incubation steps
were performed under magnetic stirring.
In both enzyme immobilization procedures, the washing solutions used to wash the support with
the immobilized enzymes were stored at 4⁰C for further analysis. The efficiency of the immobilization
procedure was determined by the following equation (Equation 1).
𝐼𝑚𝑚𝑜𝑏𝑖𝑙𝑖𝑧𝑎𝑡𝑖𝑜𝑛 𝐸𝑓𝑓𝑖𝑐𝑖𝑒𝑛𝑐𝑦 (%) =𝐸𝑖𝑠 − 𝐸𝑤
𝐸𝑖𝑠
× 100
[Equation 1]
Where 𝐸𝑖𝑠 refers to the amount of enzyme present in the inorganic salt solution used to prepare the
enzyme preparation, and 𝐸𝑤 refers to the amount of enzyme present in the washing solutions.
In order to determine the enzymatic activity of the immobilized systems in terms of relative activity
(%), the following equation was used (Equation 2).
𝑅𝑒𝑙𝑎𝑡𝑖𝑣𝑒 𝐴𝑐𝑡𝑖𝑣𝑖𝑡𝑦 (%) =𝐴𝑐𝑡𝑖𝑣𝑖𝑡𝑦
𝑀𝑎𝑥𝑖𝑚𝑢𝑚 𝐴𝑐𝑡𝑖𝑣𝑖𝑡𝑦× 100
[Equation 2]
Figure 10. Biocatalytic PVA beads with diameters ranging between 3 and 5 mm (A), and biocatalytic silica particles with thickness 110 µm (B).
A1.
A2.
B.

28
3.2.2. Scanning electron microscopy (SEM)
For the analysis of the physical structure of the sea sand-silica particles, before and after the
immobilization procedure, these were placed on a double carbon tape and analyzed in a field emission
scanning electron microscope (Jeol JSM-7001F), as described elsewhere130.
3.2.3. Batch assays
In order to test the enzymatic activity of the immobilized systems, a chosen amount of enzyme
preparation was added to 1 mL of substrate solution – In each assay, in the case of the hydrogel enzyme
systems, 3 PVA beads (with the same diameter) were used, and in the case of the crosslinked
immobilized systems, roughly 70 mg of silica particles were used. The immobilized inulinase was added
to inulin solution 5.0% in 0.1 M pH 4.5 acetate buffer, and the immobilized invertase was added to
sucrose solution 5.0% in 0.1 M pH 4.5 acetate buffer. The biocatalysts were incubated, at 50⁰C, for
approximately 1 hour, under stirring (420 rpm) using micro-stirrer bars. The assays were performed in
triplicate, and the aliquots were collected and immediately analyzed by DNS method for quantification
of reducing sugars.
3.2.4. pH and temperature profiles of free and immobilized enzymes
In order to establish the effect of the pH and temperature in the enzymatic activity of free and
immobilized enzymes, batch runs were performed in a pH range of 3.5 to 5.5 and in a temperature range
of 40 to 60⁰C. Inulin and sucrose solutions 5.0% (w/v) in acetate buffer 0.1 M were used as substrates.
The runs were performed in 4 mL glass vials, using 1 mL of substrate solution. The agitation was
promoted by micro magnetic stirring (420 nm) and samples were collected after 10 minutes (free
enzymes) and 60 minutes (immobilized enzymes), being afterwards analyzed by the DNS method for
reducing sugars quantification. All trials were performed in triplicate.
3.2.5. Determination of the kinetic parameters
The kinetic parameters studies for the PVA-immobilization system were not performed in this
work, due to the existence of several published studies performed on the subject.
For the determination of the kinetic parameters of the free and immobilized inulinase in silica
particles, batch runs were performed in the presence of inulin solutions with concentrations ranging from
1.0 to 12.0% (w/v), and the corresponding initial reaction rates were evaluated. The solutions were
prepared in acetate buffer 0.1 M pH 4.5 and the assays were performed at 50°C. Each assay lasted 30
minutes, and samples of 100 µL were collected every 5 minutes, until a maximum of 12.0% substrate
conversion was reached. The enzyme activity for the free and immobilized forms was determined

29
through the initial reaction rates, and the respective kinetic parameters, Vmax and KM, were obtained by
the Solver tool from Microsoft Excel 2013.
3.2.6. Continuous Operations
3.2.6.1. Determination of the flow rates
Before initiating the continuous reaction assays, the flow rates imposed by the peristaltic pump
used to move the fluid thought the packed-bed microreactors were calibrated. For a given speed of
rotation (rpm), and once the steady state was reached, water samples were collected during a certain
time interval to an eppendorf tube. The amount of samples retrieved was weighted and the flow rates
were then calculated. This procedure was applied to several speed values (ranging between 0.5 and 10
rpm) and for all the microreactors used. A calibration curve relating the speed of rotation (rpm) and the
flow rate (mL.min-1) was established for the cylindrical glass column (Figure 9A) packed with different
sized PVA beads and for the cylindrical steel microreactor (Figure 9B) and PMMA-microfluidic reactor
(Figure 9C), both filled with equal-sized silica particles (Annex 1).
3.2.6.2. Continuous Operation assays
Continuous production of reducing sugars from inulin and sucrose was performed using the three
types of microreactors used in this work (Figure 9) packed with inulinase and invertase immobilized in
two different support materials: The cylindrical glass column was packed with 120, 78 and 45 mg of 5,
4 and 3 mm-diameter activated PVA beads, respectively; The cylindrical steel microreactor and the
PMMA-microfluidic reactor were packed with 200 mg of activated silica particles. The reactors were
immersed in a temperature controlled bath, at 50 or 55°C, and substrate solutions, prepared in acetate
buffer 0.1M pH 4.5 or 5.0, were fed to the inlet reactor system through the use of a peristaltic pump,
which was operated within a speed of rotation of 0.5 and 10 rpm. These continuous operation assays
were performed during 200 minutes, approximately, and product samples were retrieved every 30
minutes to eppendorf tubes. During the operations, it was verified that the flow rates of the systems were
maintained at the desired parameters.
3.2.6.3. Operational stability under continuous flow
Continuous production of reducing sugars from inulin was performed using the PMMA-microfluidic
reactor packed with 200 and 500 mg of inulinase immobilized in silica particles. The reactor was
immersed in a temperature controlled bath at 50ºC. The substrate solution, prepared in acetate buffer
0.1 M pH 4.5, was fed to the reactor system through the use of a peristaltic pump with a rotation speed
of 0.5 rpm. The continuous processes were performed during 10 days, samples were collected once a
day and immediately stored at 4ºC for later quantification of reducing sugars.

30
3.2.7. Analytical Methods
i) Quantification of reducing sugars by dinitrosalicylic acid (DNS) method
The produced reducing sugars were quantified by the 3,5-dinitrosalicylic acid (DNS) method131,
adapted to propylene 96-deep well format. In this procedure, 10 µL of sample were added to 90 µL of
distilled water, followed by the addition of 100 µL of DNS reagent, in a 96-well (deep well) plate. When
needed, samples were thawed prior to starting the procedure. The blanks were made using the substrate
solutions (inulin and sucrose 5.0% (w/v)). The solutions were incubated at 100⁰C, for 5 minutes, and the
plate was covered, in order to avoid evaporation of the samples. After the incubation, the solutions were
cooled at RT and then 500 µL of distilled water were added to the said solutions. After a quick
resuspension using a micropipette, 200 µL of the resulting solutions were transferred to 96-well
microplates, and the absorbance was measured in the microplate spectrophotometer at 540 nm.
ii) Quantification of proteins by Bradford protein assay
Protein quantification analysis were performed according to the Bradford protein method. The
process was performed according to the Instructions guide for a Microplate procedure, provided by
Coomassie (Bradford) Protein Assay Kit, from Thermo Scientific132. In this procedure, 150 µL of sample
were pipetted into a 96-well microplate, followed by the addition of 150 µL of Coomassie reagent to each
well. Afterwards, the microplate was mixed for 30 seconds, using a plate shaker, and then the plate was
incubated at RT for 10 minutes, in order to have more consistent results. The absorbance of the samples
was measured using a microplate spectrophotometer at 595 nm.
iii) Determination of packed bed pressure drop
The pressure drop along the length of the packed beds was determined using Ergun’s correlation
proposed for beds composed with spherical or non-spherical particles (Equation 3)98:
𝛥𝑃 = 150 µ (1 − 𝜀)2𝐿
𝜀3. 𝑑𝑝2
𝑣𝑠 + 1.75 (1 − 𝜀)𝐿𝜌
𝑑𝑝. 𝜀3𝑣𝑠
2
[Equation 3]
Where 𝛥𝑃 refers to the Pressure drop (Pa), µ to the Fluid viscosity (Pa.s), 𝜀 to the Average bed porosity
(inter-particle void fraction), 𝑑𝑝 to the Particle diameter (m), 𝐿 to the Bed height (m), 𝑣𝑠 to the Superficial
velocity of the fluid (m.s-1), and 𝜌 to the fluid density (Kg.m-3). The void fraction (𝜀) was determined
experimentally using liquid impregnation method which can be illustrated as follows (Equation 4)133. For
the case of PVA beads, this method consisted on filling the microreactor with the immobilized beads,
and then pouring a certain volume of distilled water in it till it covered all the beads. After that, the volume

31
of water was measured and the total volume of void was determined. For the case of the silica particles,
since these were very small, the average determination of the void volume was performed
mathematically.
𝜀 =𝑉𝑜𝑖𝑑 𝑣𝑜𝑙𝑢𝑚𝑒
𝑅𝑒𝑎𝑐𝑡𝑜𝑟 𝑏𝑒𝑑 𝑣𝑜𝑙𝑢𝑚𝑒
[Equation 4]
iv) Determination of the Péclet number
In order to verify the existence of axial dispersion of the fluid within the different reactor systems,
the dimensionless Péclet number (𝑃𝑒) was calculated, using equation 5134.
𝑃𝑒 =𝑅𝑎𝑡𝑒 𝑜𝑓 𝑡𝑟𝑎𝑛𝑠𝑝𝑜𝑟𝑡 𝑏𝑦 𝑎𝑑𝑣𝑒𝑐𝑡𝑖𝑜𝑛
𝑅𝑎𝑡𝑒 𝑜𝑓 𝑡𝑟𝑎𝑛𝑠𝑝𝑜𝑟𝑡 𝑏𝑦 𝑑𝑖𝑓𝑓𝑢𝑠𝑖𝑜𝑛 𝑜𝑟 𝑑𝑖𝑠𝑝𝑒𝑟𝑠𝑖𝑜𝑛=
𝑢. 𝐿
𝐷
[Equation 5]
Where 𝑢 refers to the fluid velocity of the fluid passing through the reactor (m.s-1), 𝐿 is the characteristic
length of the reactor (m), and 𝐷 is the dispersion coefficient (m2.s-1).

32

33
4. Results and Discussion
4.1. Enzyme Immobilization Parameters
In the present work, two enzymatic immobilization methods were performed for inulinase and
invertase from A. niger and S. cerevisiae strains, respectively, obtained from commercial preparations:
entrapment in PVA hydrogel, using a peristaltic pump, and crosslinking adsorption in a silica-based
support – purified seasand particles. Some immobilization parameters, such as the immobilization
efficiency and the catalytic activity were evaluated (Table 5). The immobilization efficiencies were
determined taking into account the amount of enzyme lost during the immobilization procedures, which
was accessed by protein quantification assays, using the Bradford protein method. Subsequently, the
respective immobilization efficiencies (IE) were determined using Equation 1. Following this, the study
of the catalytic activities of the formed immobilized systems and of the free systems was performed. The
activity of inulinase and invertase fixed in both PVA beads and silica particles could be valued by
measuring the progress of hydrolysis of inulin and sucrose solution, respectively, under fixed standard
conditions, over a certain time interval.
Table 5. Immobilization parameters of inulinase and invertase from commercial preparations immobilized in two
different supports: PVA beads (with 5, 4 and 3 mm thickness) and silica particles (110 µm thickness).
Support Enzyme
Enzyme
Loading
(mgEnzyme/gsupport)*
IE
(%)
Initial Activity
(greducing sugars / h.mgEnzyme)
Activity
(greducing sugars
/ h.mgEnzyme)
Retained Activity
(%)
PVA
5 mm
Inulinase 0.051
95.9±1.6
40.7±1.3
6.5±0.2 15.95
4 mm 93.5±2.1 4.3±0.2 10.51
3 mm 90.9±4.0 6.1±0.8 15.07
5 mm
Invertase 0.144
98.9±0.8
14.7±0.5
2.8±0.1 18.79
4 mm 97.6±1.6 4.4±0.4 29.85
3 mm 98.7±0.2 6.4±0.3 43.47
Silica Inulinase 0.127 92.1±1.9 40.7±1.3 1.5±0.1 3.75
Invertase 0.360 89.6±0.2 14.7±0.5 2.1±0.0 14.33
*The standard deviation associated with the enzyme loading calculations can be neglected.
Regarding the enzyme immobilization in PVA beads, the experimental set-up assembled for the
production of the immobilized biocatalysts, using a peristaltic pump, allowed the production of
homogenous particles (Figure 10A). This process, besides being totally automated, provided an easier
and less time consuming immobilization procedure, in comparison with the convention method of gel
extrusion using a syringe fitted with a fine needle74. Through this process, it was possible to control the
size of the beads formed, by adapting the diameter of the outlet tubing, and by adjusting the flow rate
imposed by the pump.
During the immobilization procedure, in which the enzyme molecules are being entrapped within
synthetic polymer network, leakage of the enzyme from the gel to the surrounding environment may
occur. Therefore, losses of enzyme during the washing steps of the immobilization process are frequent.

34
Through the analysis of the values obtained, reported in Table 5, it is possible to verify that, for both
cases, the immobilization procedure by entrapment/encapsulation using PVA hydrogel was highly
efficient, which indicates that no major losses of enzyme molecules (inulinase and invertase) occurred
during the immobilization process. One can establish that the overall efficiencies of encapsulation were
higher for the invertase case, in comparison with the inulinase case. This event might be explained by
the respective molecular mass of the enzymes. Even within the same yeast culture, invertase can exist
in more than one form, having different molecular weights. Usually, the intracellular invertase has a
molecular weight of about 150 kDa, whereas the extracellular variety has a molecular weight of nearly
270 kDa135. Relatively to the enzyme preparation from Maxinvert® L1000 and L200,000, it is known that
the MW is around 300 kDa136,137. Inulinases produced by Aspergillus strains can also have different
molecular weights138. Ricca et al. (2007) states that the exo-inulinases and endo-inulinases from a
commercial preparation of Fructozyme LTM display MWs of 74 kDa and 64 kDa, respectively139. Thus,
during the enzyme immobilization procedure, the molecules with lower molecular mass might leak more
easily from the polymeric matrix, thereby leading to a decrease of encapsulation efficiency.
After a first assessment of the results obtained of the enzymatic activity of the PVA immobilized
systems produced, it is possible to infer that the dimensions of the beads slightly influence the enzymatic
activity of the immobilizates. The higher activity values were accounted for the assays using beads with
5 and 3 mm-diameter, for the case of inulinase and invertase, respectively. In the case of invertase
beads, it is possible to verify a continuous increase of catalytic activity as the dimension of the beads
decrease. This can be explained by the increase surface area per unit weight of the support, leading to
a higher diffusion rate of the substrate solution into the polymeric network, due to the smaller particle
structure, which results in higher amount of product formed per milligram of immobilized enzyme. These
results are consisted with the ones reported by Karimi et al. (2014), but in this case the support was
non-porous silica nanoparticles140.
The enzymatic activity of the immobilizates, when compared with the free systems, presented
substantially lower values. When working with enzymes immobilized by entrapment in polymeric
networks, there are a few events that can lead to loss of enzymatic activity: when enzymes are
entrapped in a gel matrix, some of the enzyme molecules gradually diffuse towards the outer shell of
the gel and, eventually, leak into the surrounding medium, thus leading to apparent losses of enzyme
activity. This problem is more evident during the immobilization process, in continuous operation, or,
eventually, during the storage period of the immobilized systems. In the PVA case, taking into account
the dimensions of the pores and the dimensions of the enzyme molecules, the leakage problem would
be, mainly, associated with the encapsulation process52; another problem is associated with mass
transfer resistance to the substrate solution, i.e., in certain cases, the substrate cannot diffuse deep into
the gel matrix. At the same time, the diffusional resistance encountered by the product molecules can
sometimes lead to the accumulation of the product near the center of the gel to an undesirable high
level, causing product inhibition for some enzymes. This is why the gel particles should have a certain
size and configuration, in order to allow the substrate to easily move freely in the gel matrix.

35
Immobilization protocols using PVA hydrogel have been reported in several other works.
Fernandes et al. (2009) performed an efficient immobilization of inulinase from a commercial preparation
(Fructozyme L) in PVA particles through extrusion of LentiKat®Liquid in PEG 60053. Both Mohn Zain et
al. (2010) and Seker et al (2014) performed the conversion of sucrose, from liquid pineapple waste, to
glucose using Baker’s yeast invertase immobilized in PVA-alginate-sulfate beads80,141.
Relatively to the immobilization method using a silica-based support, the conventional
experimental procedure used, adapted from Rocha et al. (2006)71, allowed an efficient adsorption of the
enzyme molecules onto the support (Figure 10B). Still, leakage of enzyme from the particles during the
immobilization procedure was also accounted for. The efficiency of the crosslinking adsorption onto
silica particles was very similar for both enzymes (around 92 and 90% for inulinase and invertase,
respectively). Although the pore size is not established, the silica-based support used in this work is
semi-porous, as well as most silica materials, which reveals to be advantageous in enzyme
immobilization procedures, since porous structures enables a large quantity of enzyme molecules to be
immobilized and, furthermore, the entrapment in the pores may help protecting the enzymes from the
surrounding media. However, the enzymatic activity may be compromised when using covalent binding
to attach enzymes to silica carriers due to conformational changes that may disrupt part of the catalytic
site of the biocatalysts62.
Regarding the enzymatic activity upon the immobilization procedure, results show that the
biocatalysts activity was substantially decreased, for both enzymatic systems, as expected. The main
disadvantage of using covalent immobilization is the lower catalytic activity of the biocatalysts compared
to the free enzymes in solution62. It is possible that due to the immobilization, some active sites may
remain unexposed at high enzyme loading. It has been reported that the enzyme catalytic activity does
commonly decrease due to either modifications on the native three dimensional structure of the enzyme
or due to microenvironment effects caused by the interaction between the support and the enzyme-
substrate system142. When using crosslinking agents, a higher enzyme concentration is immobilized,
which may result in saturation of the binding sites with enzyme which further leads to diffusion limitation
phenomena.
The immobilization yield is highly dependent on a delicate balance of several factors such as the
nature of the enzyme, the concentration of both the enzyme and the reagents used, the pH and ionic
strength of the solution, the temperature, and the reaction time31. The catalytic activity of immobilized
enzymes prepared using multifunctional reagents, such as glutaraldehyde, can vary substantially, and
has been shown to be dependent on the amount of crosslinking agent used during immobilization
protocols, as well other factors like the reaction time. In the present work, the activation of the solid
support using glutaraldehyde solution 10.0% (v/v) was performed overnight (about 18 hours) at ambient
temperature, which might have led to an extensive activation of the support. Extensive crosslinking may
constitute a problem, since it can result in distortion of the enzyme structure, i.e., the active site
conformation. Due to these alterations, the accessibility and accommodation of the substrate can be
compromised, thus affecting the retention of biological activity.

36
An enzyme immobilization procedure using silica carriers from purified sea sand was reported by
Iyer et al. (2003). In this procedure, Cyclodextrin glucanotransferase from Bacillus circulans was
immobilized on the silica material, and optimum crosslinking with minimum denaturation of the enzyme
was achieved at 20°C using 2.0% (v/v) glutaraldehyde for 2 hours, yielding 98% of adsorption66. In
Carvalho and Fernandes (2015), invertase molecules were covalently bound to silane-coated silica
carriers, and the catalytic activity of the immobilized system was favored using glutaraldehyde solutions
of 0.6% (v/v) and pH 8.0 and overnight incubation time at RT86.
4.2. SEM analysis of silica particles
Figure 11. SEM micrographs of the sea sand silica particles: sea sand silica particles (A); initial particle surface
topography (B); particles after immobilization procedure (C); particle surface topography after immobilization
procedure (D). The analysis after the immobilization procedure were performed for silica particles with inulinase.
The physical structure of the silica carriers was analyzed by SEM before and after the incubation
with the immobilization reagents and the enzyme solutions (Figure 11). SEM analysis revealed a certain
heterogeneity in particle size and shape. The sea sand silica particles mostly present an irregular and
non-spherical shape with semi-porous rough surface (Figure 11A and 11B). After incubation of the
particles with the immobilization procedure reagents (polyethylenimine and glutaraldehyde) and the
enzyme solution, the created silica particles (Figure 11C) had a rougher appearance and presented
A. B.
C. D.

37
finer particle sizes, in comparison with the initial structure. This could be the outcome of the mechanical
stirring used during the immobilization process. One way to avoid this would be to use gentler mixing of
the preparations during the immobilization procedure. However, if the mechanical stirring is too low,
highly homogenous mixing of the components in solution would not be possible, and this could
compromise the uniform distribution of the enzyme onto the carriers. The surface of the carriers also
suffer some modifications after the immobilization process (Figure 11D), presenting higher degree of
roughness, in comparison with the more smooth structure of the initial support surface.
4.3. Effect of temperature and pH on the enzymatic activity of free and
immobilized enzymes
As a consequence of enzyme immobilization, certain properties of the enzyme molecule may
become altered, leading to changes of the most favorable reaction conditions of the biocatalyst. The
evaluation of the pH and temperature profiles upon enzyme immobilization is, therefore, of paramount
importance, since it allows the assessment of shifts in the optimum reactions conditions after the
immobilization procedure.
The effect of pH and temperature variations in the enzymatic activity of inulinase and invertase
immobilized in PVA particles has already been studied in other works. The highest enzymatic activity
reported by Fernandes et al. (2009)53 for sucrose hydrolysis performed by inulinase immobilized in
LentiKat®Liquid based-particles was at 55°C and pH 4.5. In Cattorini et al. (2009)143, both free and
immobilized forms of inulinase show an optimum pH and temperature for catalytic activity at 4.5 pH and
55°C, respectively. Studies related with the hydrolysis of sucrose by invertase entrapped in PVA
hydrogel capsules, carried out by Rebros and co-workers90, reported that the maximum activity for the
free and immobilized forms was achieved at 4.5 pH and 55°C. Long-term operations performed with
enzymes immobilized in LentiKat® particles at temperatures above 55°C, however, proved to be
unfeasible leading to loss of mechanical stability of the particles143,144.
Regarding the silica-immobilized systems, the influence of the temperature and pH on inulinase
and invertase activity was evaluated and is presented in Figure 12, in which the enzymatic activity values
are expressed in terms of relative activity (%).
The temperature profile assays were performed at pH 4.5 and the temperature effect was studied
within the 40-60⁰C range (Figure 12A and 12C). Regarding inulinase, the optimum temperature for the
immobilized enzyme was 55⁰C, which is in agreement with the free system and, therefore, no shift
phenomenon was verified in this case. Concerning invertase, the optimum temperature for the
immobilized enzyme was 55⁰C, which is slightly higher than the one obtained for the free enzyme (50⁰C),
since the immobilization procedure might have caused a certain damage to the conformation flexibility
of the enzyme, leading to the requirement of higher temperatures for the enzyme molecule to recognize
and achieve an appropriate conformation in order to keep its reactivity145.

38
It is also evident from the results that, within the range of temperatures examined, as the
temperature increases, the relative activity of the immobilized enzymes managed to be, in general,
slightly higher comparatively to the free enzymes. This suggests that the immobilization procedure
increased somewhat the tolerance of the biocatalysts towards temperature variations during the
reactions. The thermal stability of an enzyme can usually be increased by crosslinking due to the fact
that intra- and intermolecular crosslinks lead to a more rigid molecule which can be able to resist
conformational changes. The immobilized systems is, thus, capable of protecting the microenvironment
of the enzyme, limiting thermal movement and preventing denaturation.
Figure 12. Temperature (A, C) and pH (B, D) activity profiles for inulinase and invertase in the free form and
immobilized in silica particles with 10.0% (v/v) glutaraldehyde. Bioconversion assays were carried out in 5.0% (w/v)
inulin and sucrose solutions for inulinase and invertase biocatalysts, respectively.
The pH profile assays were carried out at 50⁰C and the pH influence was studied within the 3.5-
5.5 range (Figure 12B and 12D). The data obtained show that the maximum activity of free and
immobilized inulinase were at pH 4.0 and 4.5, respectively. The pH shift verified upon immobilization
are justified by the secondary interactions between the enzyme and the support, which might have led
to changes in inulinase conformation. The optimum pH value obtained for the free invertase was 5.0,
which is in agreement with the optimum conditions established for the free form of commercial invertase
from Maxinvert® L10,000 (pH 2.5-5.5), which was used in this work146. After immobilization, the enzyme
presented higher activity also at pH 5.0, which indicates that no shift of the optimum pH occurred.
A. B.
C. D.

39
In general, inulinase in the immobilized form, even if marginally, presented a higher tolerance,
i.e., higher relative activity, as the pH becomes less acidic, in comparison with the free system. In the
case of invertase, this event was not so pronounced. Nonetheless, for both cases, the immobilization
protocol roughly improved the activity of the biocatalysts at more acidic environments (3.5 pH), when
compared with the free system under such conditions.
The evaluation of the optimum enzymatic activity conditions of inulinase immobilized in solid
supports have been widely reported in several scientific papers. Rocha et al. (2006) immobilized
inulinase from a commercial preparation (Fructozyme L) in Amberlite using glutaraldehyde as
crosslinking agent, and the immobilized system displayed higher catalytic activity at 5.5 pH and 50°C,
whereas the optimum conditions for the free form were found at 4.5 pH and 55°C71. Karimi et al. (2014)
performed an immobilization of endo-inulinase from A. niger in non-porous silica nanoparticles,
producing crosslink immobilized biocatalysts which displayed higher activity at temperatures above
60°C, due to the increased rigidity of the enzyme structure140. In Yewale et al. (2013), inulinase, after
being immobilized on chitosan bead using a two-step covalent immobilization method, presented a pH
shift towards a more acidic environment (from 4.0 to 3.0 pH) and an optimum temperature of 60°C,
which was identical to that of the free system.
4.4. Free and immobilized enzymes kinetic parameters
The kinetic behavior of an immobilized enzyme can be significantly different from that of the same
enzyme in free solution. The properties of an enzyme can be altered upon immobilization, and these
changes may be caused by conformational modifications within the enzyme, which are dependent on
the immobilization procedure performed, as well as the nature of the immobilization support used43.
The kinetic constants, such as KM and Vmax, of enzymes may be altered after the process of
immobilization due to changes in the internal structure and restricted access to the active site of the
molecules. Thus, kinetic studies are imperative to clarify the effect that the immobilization procedure
has on the enzyme’s performance and, this way, evaluate possible mass transfer limitations and/or
structural changes. Kinetics of immobilized biocatalysts in the presence of modifying factors are called
the apparent kinetics.
The evaluation of the kinetic behavior was only performed for the case of inulin hydrolysis, using
free and immobilized inulinase as biocatalyst. The experimental kinetic evaluation of inulinase
immobilized in PVA beads was also not performed in the present work, since these studies have already
been reported by other works present in the literature: In Fernandes et al. (2009), in which the hydrolysis
of sucrose was performed using inulinase entrapped in PVA particles, an increase in the apparent KM
was verified from 43 to 76 g.L-1 and a 1.25-fold decrease in the apparent Vmax was reported upon
immobilization53. Cattorini et al. (2009) performed an immobilization of inulinase in PVA lenticular

40
particles (LentiKats®) and the apparent KM of the enzyme had a roughly 2-fold increase after the
immobilization procedure, suggesting diffusion limitation problems143.
The determination of the kinetic constants (KM and Vmax) of inulinase in the free form and
immobilized onto silica particles was performed at pH 4.5 and 55°C. Michaelis-Menten kinetics was
assumed for inulin hydrolysis performed by inulinase, as demonstrated in previous works71. The well-
known Michaelis-Menten equation (Equation 6) describes the enzymatic activity, i.e., rate of reaction
(V), as function of the substrate concentration ([S]) for an irreversible one-substrate reaction without
inhibition, where Vmax is the maximum rate reaction and KM is the Michaelis constant which expresses
the affinity between the enzyme and the substrate.
𝑉 =𝑉𝑚𝑎𝑥 . [𝑆]
𝐾𝑀 + [𝑆]
[Equation 6]
The Michaelis-Menten curves (Figure 13) and the kinetic parameters KM (g.L-1) and Vmax (mgreducing
sugars.mL-1.min-1) (Table 6) were determined through the Solver tool from Microsoft Excel 2013.
Figure 13. Michaelis-Menten plots for the free (A) and immobilized (B) enzyme, exhibiting the experimental (vi
observed) and predicted (vi expected) curves of the initial reaction rate (v) for inulin hydrolysis in function of the
substrate concentration (S). Bioconversion reactions were carried out at 55°C and pH 4.5 in 1 mL of substrate
solution, with 1 µL of free enzyme solution 0.1% (w/v) and 70 mg of immobilized enzyme. The data presented was
obtained through Solver tool from Microsoft Excel 2013.
A. B.

41
Table 6. Kinetic constants for inulin hydrolysis with free and immobilized inulinase.
System Kinetic Parameters
KM
(g.L-1) Vmax
(mgreducing sugars.mL-1.min-1)
Free inulinase 64.9 3.2
Immobilized Inulinase 83.7 0.97
The comparative analysis of the immobilized inulinase with the free system indicate that the
immobilization procedure, using glutaraldehyde as crosslinking agent, led to a 1.2-fold increase of the
KM value, and a decrease of the Vmax value of nearly 70% (3-fold decrease). The apparent increase in
KM value suggests loss of affinity between the enzyme and the substrate, inulin, which can be justified
by diffusion limitation problems caused by conformational changes of the enzyme upon attachment to
the silica-based support. When comparing these results with others reported in literature, similar
tendencies are verified. In Yewale et al. (2013), after the immobilization process, the KM value increased
nearly 1.19 times, while the Vmax value was roughly maintained70. In Karimi et al. (2014), KM value was
approximately 3.3-fold higher upon enzyme immobilization with crosslinking. In Trivedi et al. (2015),
after immobilization of inulinase on chitosan particles, KM value was increased 1.2 times, while the
reaction velocity was almost unaffected147. The apparent decrease in reaction velocity, Vmax, after
immobilization may be explained by loss of enzyme activity during the immobilization procedure, caused
by new interactions existent between the biocatalyst and the support, which may have compromised the
active site of the enzyme molecules.
4.5. Continuous Flow Operations
To study the performance and feasibility of the microreactors with packed-bed configurations
used in this work, continuous production operations were performed, at steady state, using immobilized
inulinase and invertase as biocatalysts. For this purpose, the cylindrical glass column reactor was
packed with activated PVA beads, with different particle sizes, and the PMMA-microfluidic reactor and
the cylindrical steel microreactor were filled with activated silica-based particles. All the reaction
processes were carried out in temperature controlled baths, at 50 or 55°C, and the substrate solutions
were fed to the reactors through the use of a peristaltic pump. In these operations, different reaction
flow rates were accessed and related with the amount of reducing sugars produced.
All the continuous reaction operations were performed under the optimum reaction conditions of
the immobilized biocatalysts. Operation stability was verified for all the reactive systems during roughly
200 minutes (data not shown), since it was possible to continuously produce reducing sugars by
hydrolysis on inulin and sucrose at steady-state conditions. The results presented herein (Figure 14)
show the relation between the concentration of product formed and the residence time of the substrate

42
solution inside the reactor bed. Through these experiments, it was thus possible to study the effect of
different flow velocities and residence times on product formation yield.
Figure 14. Continuous production assays for inulin and sucrose hydrolysis performed by inulinase and invertase
immobilized systems. A-B – Continuous operations using inulinase and invertase-PVA beads packed in the
cylindrical glass column. Inulin 5.0% (w/v) and sucrose 5.0% (w/v) hydrolysis were performed at 50°C pH 4.5; C –
Continuous operation using inulinase and invertase-silica particles packed in the cylindrical steel microreactor; D –
Continuous operation using inulinase and invertase-silica particles packed in the PMMA-microfluidic reactor. Inulin
5.0% (w/v) hydrolysis performed by inulinase-silica particles was carried out at 55°C pH 4.5, and sucrose 5.0%
(w/v) hydrolysis performed by invertase-silica particles was carried out at 50°C pH 5.0.
The residence time refers to the time that the substrate solution spends inside the reactor’s bed
in contact with the immobilized biocatalysts. The farther the solution travel along the reactor before being
removed, the higher its residence time. A few factors may affect the residence time, mainly the packing
mode and the flow velocity. When a reactor is packed with a catalyst, the reacting fluid (substrate)
usually does not flow through the reactor in a uniform way, which means than there might be sections
in the packed bed that offer little resistance to flow, and as a result, major portion of the fluid may channel
through this pathway. Consequently, the solution following this pathway does not spend as much time
in the reactor as the one flowing through the regions of high resistance to flow. Thereby, there is a
distribution of times that the solution spend in the reactor in contact with the catalysts148. The different
residence times associated with each microreactor were determined using Equation 7.
𝑅𝑒𝑠𝑖𝑑𝑒𝑛𝑐𝑒 𝑡𝑖𝑚𝑒 (min) =𝑉𝑜𝑖𝑑 𝑣𝑜𝑙𝑢𝑚𝑒 𝑜𝑓 𝑡ℎ𝑒 𝑏𝑒𝑑 (𝑚𝐿)
𝐹𝑙𝑜𝑤 𝑟𝑎𝑡𝑒 𝑜𝑓 𝑡ℎ𝑒 𝑓𝑙𝑢𝑖𝑑 (𝑚𝐿. 𝑚𝑖𝑛−1)
[Equation 7]
B. A.
C. D.

43
Low flow rates lead to higher residence times, and vice-versa. The flow rate of the fluid had to be
determined for each packed-bed microreactor system, being the results presented in Annex 1. To do
that, first it was necessary to establish the steady-state time (i.e., time needed for the system to be in
equilibrium). For this experiment, it was assumed that the steady-state was achieved after four times
the residence time, which was previously validated with experimental results.
In the continuous flow process of hydrolysis of inulin and sucrose using biocatalysts immobilized
in 5, 4 and 3 mm-diameter PVA beads (Figures 14A and 14B), the bed of the microreactor was highly
packed with 18, 34 and 60 beads, with masses of 120, 78 and 45 mg, respectively. The substrate
solution, in this case, had a down-flow stream. For every case, as the residence time increased, i.e., as
the flow rate of the fluid decreased, the concentration of product (reducing sugars) increased likewise.
As the fluid flow rate decreases, the convection inside the reactor bed is less effective, however, this
does not have a negative impact on the global reaction rate. For lower flow rate values, the contact
between substrate and the biocatalysts immobilized onto the support particles will be higher, leading to
higher bioconversion yields. The relation between the different packing modes and the residence times
of the substrate solution is also evident from the results presented: for reactor beds packed with large
beads, the respective void volume will be higher, leading therefore to greater residence times, and vice-
versa.
Comparing the three types of PVA-biocatalysts for the inulinase case, it is possible to infer that
the smaller beads, with 3 mm-diameter, led to higher productivities at lower flow velocities:
concentrations of reducing sugars produced varied between 2.7 and 50.2 g.L-1, using flow rates between
134 and 7.1 µL.min-1, respectively. Concerning the different packing modes using invertase-PVA beads,
the variation of productivities with the alteration of particle size was not so evident, in comparison with
the previous case. In this case, the concentration of product formed did not vary so noticeably with the
decrease in size of the enzymatic beads: for the lowest flow rate analyzed (7.1 µL.min-1), it was possible,
for the three systems, to achieve total bioconversion of the substrate, yielding averagely 53.0 g.L-1 of
reducing sugars. The event previously verified, in which the productivity increased with the decrease of
the activated beads, is related with diffusional properties: with the decrease of particle diameter, the
reaction rate per unit volume of catalyst will increase due to an increase of the reactant concentration
towards the particles center. However, when using small particles in highly packed reactor systems, the
productivity rapidly decreases as the fluid velocity increases and the residence time is reduced.
Randomly packed beds containing small beads assembled in microreactors have also been reported
for biocatalytic conversions118,149. The available surface area is best used in cases which beads are
applied. However, the subsequent high pressure drop associated with continuous operations must be
considered in the case of micro-packed bed systems.
The cylindrical steel microreactor was packed with 200 mg of silica-biocatalysts. The biocatalyst
particles were suspended by a filter paper placed inside the reactor bed, in order to prevent clogging of
the outlet system. In this case, the reactor had a down-flow substrate stream, and the bed of the reactor
was not fully packed with the biocatalysts, since the silica particles were too small (with 110 µm
thickness) and that could lead to complete clogging of the system. This way, although the system in

44
question contained a large void volume, allowing, subsequently, a more unruffled fluidization of the fluid
across the reactor bed, the existent void volume between the particles clustered in the bottom of the
reactor was significantly small. By analysis of Figure 14C, it is possible to infer that, for both immobilized
systems, the concentration of product increased with the residence time of the substrate solution inside
the reactor bed, as expected. For inulin hydrolysis case, the highest concentration of reducing sugars
achieved was 24.0 g.L-1 and for sucrose hydrolysis case it was nearly 42.0 g.L-1, for a residence time of
almost 102 minutes and flow rates of approximately 11 µL.min-1.
In the case of the PMMA-microfluidic reactor, with a sandwich-like structure, 200 mg of silica-
biocatalysts were also packed in the microreactor bed. In this case, the enzyme particles were uniformly
attached, with adhesive tape, to the surface of the reactor’s single microchannel, which was used as the
reaction space. Results shown in Figure 14D demonstrate that the productivities of the hydrolysis
reactions were higher for lower flow velocities and higher residence times, as expected. It is also evident
from the results presented herein that, in this case, it was possible to yield higher product concentrations
at lower residence times, comparatively to the case of the cylindrical steel microreactor packed with the
same amount of silica particles. For inulin hydrolysis case, the highest concentration of reducing sugars
achieved was about 40.5 g.L-1 and for sucrose hydrolysis case it was nearly 55.0 g.L-1, for a residence
time of 20 minutes and at flow rates of 7.8 µL.min-1. This results indicate that the bioconversion of inulin
and sucrose into reducing sugars was higher using the microfluidic reactor, since this system offers high
surface-to-volume ratio and short diffusion paths, which dramatically increase the heat and mass
transfer. Accordingly, the more appropriate reactor device to use silica-biocatalysts is a microfluidic
device, in which the particles can be attached, as uniformly as possible, to a microchannel bed, having
low probability of clogging the system.
Studies regarding operation stability of microreactors packed with PVA particles have already
been performed in other works150,151, as well as studies relative to the use of particulate material, such
as Amberlite, in microreactors under continuous flow152.
4.6. Pressure drop evaluation
In reactors with packed-bed configurations it is possible to attain high volumetric-catalyst loads.
However, the main disadvantage of this type of systems is the high pressure drop. In order to study the
performance and optimization of reactions in microstructured devices, such as the ones used in the
present study, it is required information about the conditions inside the reactor, such as the pressure
drop over the bed and its porosity. The highest pressure drops usually occur in packed-bed
microreactors153. Regarding pressure drop across a packed-bed, the investigations carried out so far
indicate that pressure drop is dependent on the fluid velocity, the physical properties of the fluid
(viscosity and density), the average bed porosity of the reactor’s bed, the orientation of the packing, the
size and the shape of the particles, the ratio between the particle and the vessel diameter (side wall
effect), and the ration between the height of the bed and the diameter of the particles98. In the present
work, the respective pressure drop encountered in the three different microreactors were determined

45
through Ergun Equation (Equation 3), one of the most accepted correlations to perform pressure drop
measurements. This equation is valid for laminar and turbulent flows but, however, does not account for
the side wall effect98.
The results presented herein (Figure 15) demonstrate the effect of variations in the fluid (substrate
solution) flow rates on the pressure drop in the bed of the microreactors used in this work. To determine
the bed porosity of each microreactor, first it was necessary to determine the inter-particle void fraction
of the packed beds, as described in Equation 4. The average bed porosity values (ε) determined for the
different packed-bed reactor systems are presented in Annex V. This parameter was, however,
particularly difficult to determine for the case of the cylindrical steel microreactor system packed with
silica particles, being, therefore, estimated from the literature154. Other parameters required to determine
the pressure drop, such as the fluid viscosity and fluid density were established taking into account the
water parameters. The superficial velocity of the fluid was determined considering the flow rates
accounted for the different reactions performed and the area cross section of the microreactor.
Figure 15. Pressure drop measurements of the different packed microreactors and the respective flow resistances
(RF): A - Pressure drop of the cylindrical glass column packed with different sized-PVA beads; B - Pressure drop of
the PMMA-microfluidic reactor and the cylindrical steel microreactor packed with 200 mg of silica biocatalysts.
As the flow rate of a fluid passing through a packed-bed increases, the respective pressure drop
will also increase due to the increasing resistance of the fluid. The fluid resistance (RF) can be defined
as the ratio between the pressure drop and the flow rate, which corresponds to the slope of the graphs
(Figure 15).
Results presented in Figure 15A show the differences of the pressure drop existent in the catalytic
bed of the glass column reactor, with a volume of approximately 1.13 cm3, packed with PVA-beads of
different sizes. According to these results, it is clear that the catalytic bed that led to a higher pressure
drop is the one containing the 3 mm-diameter enzyme beads, exhibiting a flow resistance of about 28
times higher than the flow resistances of the two other catalytic beds (with 4 and 5 mm-diameter beads).
In this case, the reactor’s bed was densely packed with the small enzymatic beads, which led to a great
decrease in the average bed porosity. This event, consequently, caused the considerably increase of
the pressure. Regarding the packed-bed configurations using the larger enzyme beads, the pressure
drop obtained was similar, being slightly higher for the latter case, due to smaller inter-particle void
A. B.

46
volume. As verified, the pressure drop in the reactor can be reduced by using large catalyst particles,
which is at the expense of intra-particle diffusion limitations.
Results shown in Figure 15B demonstrate the differences between the pressure drop present in
the catalytic bed of two greatly different microreactors (cylindrical steel microreactor with bed volume of
nearly 1.20 cm3, and PMMA-microfluidic reactor with a sandwich-like structure and bed volume of 0.28
cm3) packed with the same amount of activated silica particles with 110 µm thickness. By analysis of
these results, it is evident that the pressure drop is considerably higher when silica-biocatalysts are
immobilized in the sandwich-like microfluidic reactor (RF=3152.8) comparatively with the cylindrical steel
microreactor (RF=302.1). In the latter case, the reactor bed was not fully packed with the particles, since
this would lead to complete clogging of the system as the particles were too small. Thus, as the liquid
solution passing through the catalytic bed had a down-flow stream, the majority of the particles were
huddled in the bottom of the reactor, leading to an increase of flow resistance in the outlet phase.
Reactors with larger areas have less resistance to flow that reactors with smaller areas. In the
case of the microfluidic reactor, as the surface to volume ratio increased, in comparison with the previous
case, the resistance to fluid flow also increased considerably. For packed-bed channels, the length
scales that mainly determine the pressure drop are the diameter of the particles, the cross-sectional
area of the flow and the channel length. For microreactor systems, in general, the engineering design
challenge is to balance the gains made in heat and mass transfer with the losses in pressure drop155.

47
4.7. Axial dispersion evaluation
Usually, the transport in porous media is evaluated by considering, simultaneously, the advection,
mechanical dispersion and diffusion. At low velocities, the transport of the fluid may be diffusion
dominant, whereas at high velocities, transport may be advection dominant156.
The fluid circulation in reactors can be evaluated by injecting a colored tracer into a flowing reactor
system. Through this technique, it is possible to verify that some of the dye will exit before the expected
time (short-circuiting), while some other will stay longer in the reactor (backmixing). In case of a plug-
flow system, the dispersion model takes into account the axial dispersion, which is the physical
parameter that assesses the axial backmixing and short-circuiting of fluid157. The phenomenon of axial
dispersion is indicated by the extent of residence times of the singular elements of a fluid stream passing
through any flow vessel158.
Péclet number is a dimensionless number that can relate the effectiveness of mass transport by
advection to the effectiveness of mass transport by either dispersion or diffusion. Generally, diffusion or
dispersion is considered to be the dominant transport mechanism for Péclet numbers smaller than 1156.
The dispersion coefficients, 𝐷, of the liquid-solid catalytic reactions taking place in the different
packed-bed microreactor systems used in this work were estimated taking into account the Reynolds
number, the fluid flow velocity, the particle diameter and the average bed porosity134. Subsequently, the
respective Péclet number values were determined using equation 5. By analysis of the values obtained
(Table 7), it is possible to verify that, for all the reactor systems in question, advection dominates
dispersion, since the Péclet number values are higher than 1.
Regarding the case of the reactor system packed with 5, 4 and 3 mm PVA beads, the Péclet
number values obtained were approximately the same (~1). In these cases, it is possible to assume
that the transport mechanism of the fluid passing through the interstices of the packed bed is roughly
balanced between advection and dispersion. Comparing the different dispersion coefficients
determined, one can conclude that the cylindrical glass column packed-bed system presents a greater
dispersion rate, exhibiting a better mixing within the packing voids.
Regarding the reactor systems packed with silica particles of 110 µm thickness, the Péclet
number calculated for the PMMA-microfluidic reactor is significantly higher, comparatively to the other
reactor systems, which indicates that the mechanical dispersion of the flowing solution is relatively low.
In this case, the average velocity of the fluid flow is significantly higher than the microscopic velocities
existent through the pores in the medium.

48
Table 7. Dispersion coefficients (𝐷) and Péclet number (𝑃𝑒) values of the three different packed-bed microreactor
systems.
Reactor system Packed material 𝑫 𝑷𝒆
Cylindrical glass column PVA beads
5mm 2.200E-07 1.681
4mm 1.728E-07 1.751
3mm 2.304E-07 1.168
Cylindrical steel microreactor Silica particles
8.635E-10 4.415
PMMA-microfluidic reactor 1.149E-08 226.6
4.8. Operational stability under continuous flow
Frequently, when an enzyme is immobilized onto a support, its operational stability is improved.
The concept of stabilization has therefore been an important factor for immobilizing enzymes. The
application of biocatalysts in industry, such as the ones used in the present study, requires the
operational stability of the immobilized systems to be high enough. However, one of the main problems
associated with the use of immobilized enzymes is the loss of catalytic activity. Due to the limited access
of the substrate to the active site of the enzyme, the activity is often compromised 159. To evaluate the
operational stability of the immobilized system using inulinase and silica carriers packed in the
microfluidic reactor device (Figure 9C), a continuous operation process was performed during 10 days
at 50ºC. The volumetric productivity (Equation 8) was also determined, according to Singh et al.
(2008)160.
𝑄𝑝 = 𝐶𝑝 ×𝐹
𝑉
[Equation 8]
Where 𝑄𝑝 refers to the volumetric productivity (g.L-1.h-1), 𝐶𝑝 is the concentration of reducing
sugars formed (g.L-1), 𝐹 is the flow rate of the fluid (L.h-1), and 𝑉 is the reactor volume (L).
The reactor system was first packed with 200 mg of inulinase biocatalyst immobilized in silica
particles, and the substrate solution was fed to the reactor system through a peristaltic pump with a
speed of rotation of 0.5 rpm, leading to a fluid flow rate of 7.8 µL.min-1. Although inulinase-silica
biocatalyst presents higher enzymatic activity at 55ºC, the continuous operation was performed at 50ºC
in order to prevent major decrease in activity due to thermal instability. Figure 16 shows the microreactor
channel bed packed with 200 mg of silica biocatalysts and Figure 17 reveals the data related with the
continuous production of reducing sugars in terms of relative activity of the biocatalyst.
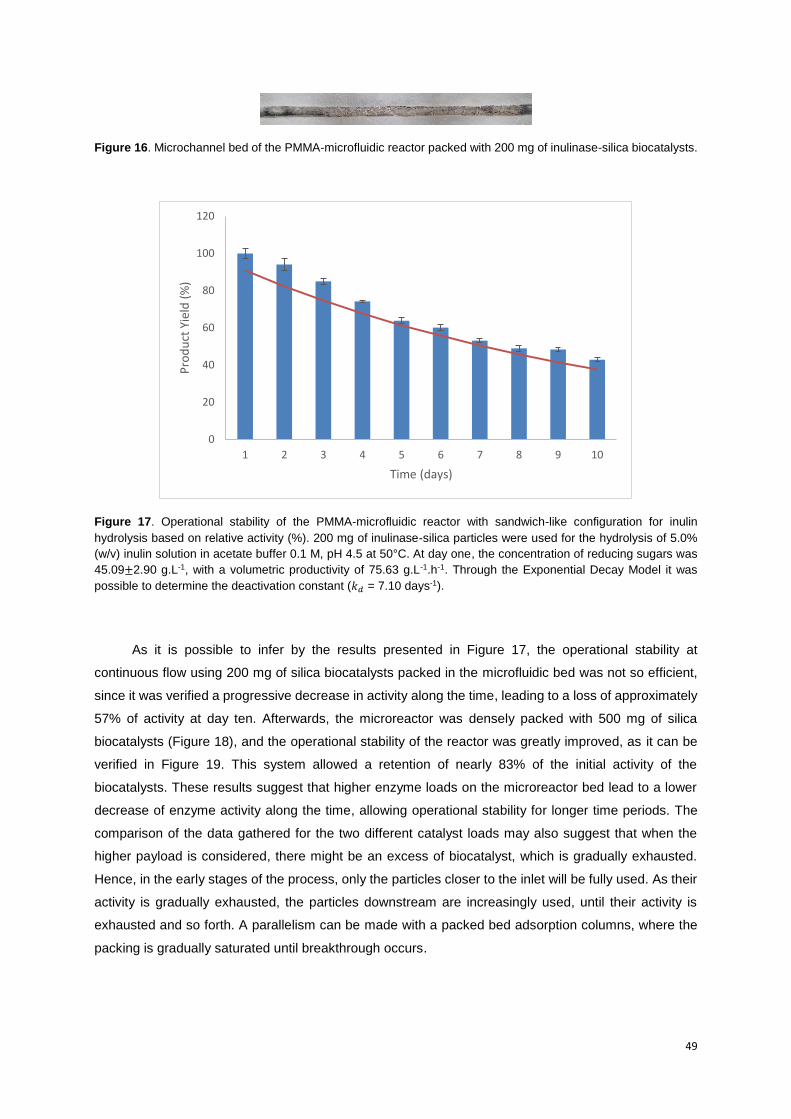
49
Figure 16. Microchannel bed of the PMMA-microfluidic reactor packed with 200 mg of inulinase-silica biocatalysts.
Figure 17. Operational stability of the PMMA-microfluidic reactor with sandwich-like configuration for inulin
hydrolysis based on relative activity (%). 200 mg of inulinase-silica particles were used for the hydrolysis of 5.0%
(w/v) inulin solution in acetate buffer 0.1 M, pH 4.5 at 50°C. At day one, the concentration of reducing sugars was
45.09±2.90 g.L-1, with a volumetric productivity of 75.63 g.L-1.h-1. Through the Exponential Decay Model it was
possible to determine the deactivation constant (𝑘𝑑 = 7.10 days-1).
As it is possible to infer by the results presented in Figure 17, the operational stability at
continuous flow using 200 mg of silica biocatalysts packed in the microfluidic bed was not so efficient,
since it was verified a progressive decrease in activity along the time, leading to a loss of approximately
57% of activity at day ten. Afterwards, the microreactor was densely packed with 500 mg of silica
biocatalysts (Figure 18), and the operational stability of the reactor was greatly improved, as it can be
verified in Figure 19. This system allowed a retention of nearly 83% of the initial activity of the
biocatalysts. These results suggest that higher enzyme loads on the microreactor bed lead to a lower
decrease of enzyme activity along the time, allowing operational stability for longer time periods. The
comparison of the data gathered for the two different catalyst loads may also suggest that when the
higher payload is considered, there might be an excess of biocatalyst, which is gradually exhausted.
Hence, in the early stages of the process, only the particles closer to the inlet will be fully used. As their
activity is gradually exhausted, the particles downstream are increasingly used, until their activity is
exhausted and so forth. A parallelism can be made with a packed bed adsorption columns, where the
packing is gradually saturated until breakthrough occurs.
0
20
40
60
80
100
120
1 2 3 4 5 6 7 8 9 10
Pro
du
ct Y
ield
(%
)
Time (days)

50
Figure 18. Microchannel bed of the PMMA-microfluidic reactor packed with 500 mg of inulinase-silica biocatalysts.
Figure 19. Operational stability of the PMMA-microfluidic reactor with sandwich-like configuration for inulin
hydrolysis based on relative activity (%). 500 mg of inulinase-silica particles were used for the hydrolysis of 5.0%
(w/v) inulin solution in acetate buffer 0.1 M, pH 4.5 at 50°C. At day one, the concentration of reducing sugars was
55.10±0.63 g.L-1, with a volumetric productivity of 92.43 g.L-1.h-1.
0
20
40
60
80
100
120
1 2 3 4 5 6 7 8 9 10
Rel
ativ
e A
ctiv
ity
(%)
Time (days)

51
5. Conclusions and Future Work
Continuous systems for the production of reducing sugars in packed-bed microreactors with
immobilized inulinase and invertase were developed and characterized in the present research work.
Three different microreactor systems with packed-bed configurations were used: a cylindrical glass
column packed with different sized activated PVA beads, a cylindrical steel microreactor randomly
packed with activated sea sand silica particles, and a PMMA-microfluidic reactor, with a sandwich-like
structure, uniformly packed also with activated silica particles.
Both enzyme immobilization procedures were highly efficient, enabling high enzyme loadings
onto the carriers. The experimental set-up assembled for the production of activated PVA beads with
different sizes, using a peristaltic pump followed by incubation of the beads in a PEG 600 liquid solution
revealed to be a highly effective and easy immobilization procedure.
A decrease of enzymatic activity was verified in both immobilized systems in comparison with the
free systems, although this event was more prominent after the immobilization of the biocatalysts onto
silica particles using glutaraldehyde 10.0% (v/v) as crosslinking agent. This may be explained by the
conformational changes of the enzyme molecules that may have led to destabilization of the active site.
Short-period continuous flow operations were performed using the three model microreactor
systems at steady-state conditions, for approximately 200 minutes, and operational stability with no loss
of enzymatic activity was verified during that time. The glass column microreactor yielded higher product
concentrations when packed with PVA beads with smaller dimensions, which may be explained by
higher diffusional rates. The sandwich-like microreactor system packed with silica particles yielded
higher productivities, comparatively to the cylindrical steel microreactor, due to the higher surface-to-
volume ratio and lower diffusion paths.
Operational stability studies were carried out using the PMMA-microfluidic reactor packed with
two different enzyme loads, 200 and 500 mg, of inulinase-silica particles. When the reactor bed was
completely packed with 500 mg of silica particles, the relative activity of the biocatalysts was roughly
maintained during 10 days, suggesting that greater enzyme loads lead to an enhancement of the
operational stability of the system.
The microreactors used in the present study could also constitute a useful tool for the evaluation
of several catalysis processes of industrial importance, since a wide range of conditions can be tested
over a considerably short period of time and at low costs. As possible future work, continuous flow
operations can be performed by pilling up a bundle of microreactors with microfluidic configurations,
followed by determination of the respective productivities and comparison with data from literature
involving conventional approaches.

52

53
References
1. Berg, J. M., Tymoczko, J. L., Stryer, L. Biochemistry. (W H Freeman, 2002).
2. Quintas, A., Freire, A. P. & Halpern, M. J. Bioquímica - Organização Molecular da Vida. (Lidel,
2008).
3. Teal, A. R. & Wymer, P. E. O. Enzymes and their role in biotechnology. (Biochemical Society,
1994).
4. Büchner, E. Alcoholic fermentation without yeast cells. Alkoholische Gihrung ohne Hefezellen.
Bericbte der Deurrcben Cl~ewzis-. Aen GeseUscbuft, Vol. 30, pages 117-124, (1897).
5. Cornish-Bawden, A. New Beer in an Old Bottle. Eduard Buchner and the Growth of Biochemical
Knowledge. (Universitat de València, 1997).
6. Payen, A. & Persoz, J. F. Mémoire sur la diastase, les principaux produits de ses reactions et
leur applications aux arts industriels. Annales de chimie et de physique 53:73–92 (1833).
7. Manchester, K. L. Antoine Béchamp: père de la biologie. Oui ou non? Endeavour 25, 68–73
(2001).
8. Sheldon, R. A. & van Pelt, S. Enzyme immobilisation in biocatalysis: why, what and how. Chem
Soc Rev 42, 6223–6235 (2013).
9. Wingard, L.B.; Katzir, E.; Goldstein, L. Enzyme technology. (Academic Press, 1979).
10. Fogarty, W. M. & Kelly, C. T. Microbial Enzymes and Biotechnology. (Springer Science &
Business Media, 2012).
11. Bornscheuer, U. T., Huisman, G. W., Kazlauskas, R. J., Lutz, S., Moore, J. C., Robins, K.
Engineering the third wave of biocatalysis. Nature 485, 185–194 (2012).
12. Gurung, N., Ray, S., Bose, S. & Rai, V. A Broader View: Microbial Enzymes and Their Relevance
in Industries, Medicine, and Beyond. BioMed Res. Int. 2013, 1–18 (2013).
13. Grunwald, P. Industrial Biocatalysis. (CRC Press, 2014).
14. Katchalski-Katzir, E. Immobilized enzymes — learning from past successes and failures. Trends
Biotechnol. 11, 471–478 (1993).
15. Guisan, J.M. Immobilization of Enzymes and Cells. 1051, (Humana Press, 2013).
16. DiCosimo, R., McAuliffe, J., Poulose, A. J. & Bohlmann, G. Industrial use of immobilized
enzymes. Chem. Soc. Rev. 42, 6437 (2013).
17. Illanes, A. Enzyme biocatalysis: principles and applications. (Springer, 2008).
18. Wong, C.-H. & Whitesides, G. M. Enzymes in Synthetic Organic Chemistry. (Academic Press,
1994).

54
19. Ghaffari-Moghaddam, M., Eslahi, H., Omay, D. & Zakipour-Rahimabadi, E. Industrial
applications of enzymes. Rev. J. Chem. 4, 341–361 (2014).
20. Robertson, D. E. & Steer, B. A. Recent progress in biocatalyst discovery and optimization. Curr.
Opin. Chem. Biol. 8, 141–149 (2004).
21. van den Burg, B. & Eijsink, V. G. H. Selection of mutations for increased protein stability. Curr.
Opin. Biotechnol. 13, 333–337 (2002).
22. Fernández-Lafuente, R., Hernández-Jústiz, O., Mateo, C., Terreni, M., Fernández-Lorente, G.,
Moreno, M. A., Alonso, J., García-López, J. L., Guisan, J. M. Biotransformations catalyzed by
multimeric enzymes: stabilization of tetrameric ampicillin acylase permits the optimization of
ampicillin synthesis under dissociation conditions. Biomacromolecules 2, 95–104 (2001).
23. Nagodawithana, T.; Reed, G. Enzymes in food processing. (Academic Press, 1993).
24. B. Katzbauer, M. N. Classification system for immobilization techniques. Bioprocess Eng. 12,
173–179 (1995).
25. Cantone, S. et al. Efficient immobilisation of industrial biocatalysts: criteria and constraints for
the selection of organic polymeric carriers and immobilisation methods. Chem. Soc. Rev. 42, 6262
(2013).
26. Singh, B. D. Biotechnology: Expanding horizons. (Kalyani Publishers, 2009).
27. Datta, S., Christena, L. R. & Rajaram, Y. R. S. Enzyme immobilization: an overview on techniques
and support materials. 3 Biotech 3, 1–9 (2013).
28. Veronese, F. M., Mammucari, C., Caliceti, P., Schiavon, O. & Lora, S. Influence of PEGylation on
the Release of Low and High Molecular-Weight Proteins from PVA Matrices. J. Bioact. Compat.
Polym. 14, 315–330 (1999).
29. Wang, A., Wang, H., Zhu, S., Zhou, C., Du, Z., Shen, S. An efficient immobilizing technique of
penicillin acylase with combining mesocellular silica foams support and p-benzoquinone cross
linker. Bioprocess Biosyst. Eng. 31, 509–517 (2008).
30. Honda, T., Miyazaki, M., Nakamura, H. & Maeda, H. Facile Preparation of an Enzyme-
Immobilized Microreactor using a Cross-Linking Enzyme Membrane on a Microchannel Surface.
Adv. Synth. Catal. 348, 2163–2171 (2006).
31. Migneault, I., Dartiguenave, C., Bertrand, M. J. & Waldron, K. C. Glutaraldehyde: behavior in
aqueous solution, reaction with proteins, and application to enzyme crosslinking. Biotechniques 37,
790–806 (2004).
32. Gupta, M. N. in Biocatalyst Design for Stability and Specificity 516, 307–324 (American
Chemical Society, 1993).

55
33. Mohamad, N. R., Marzuki, N. H. C., Buang, N. A., Huyop, F. & Wahab, R. A. An overview of
technologies for immobilization of enzymes and surface analysis techniques for immobilized
enzymes. Biotechnol. Biotechnol. Equip. 29, 205–220 (2015).
34. Cao, L., Langen, L. van & Sheldon, R. A. Immobilised enzymes: carrier-bound or carrier-free?
Curr. Opin. Biotechnol. 14, 387–394 (2003).
35. Cao, L. Carrier-bound immobilized enzymes: principles, applications and design. (Wiley-VCH,
2005).
36. Tran, D. N. & Balkus, K. J. Perspective of Recent Progress in Immobilization of Enzymes. ACS
Catal. 1, 956–968 (2011).
37. Velasco-Lozano, S., López-Gallego, F., Mateos-Díaz, J. C. & Favela-Torres, E. Cross-linked
enzyme aggregates (CLEA) in enzyme improvement – a review. Biocatalysis 1, (2016).
38. Sheldon, R. A. Characteristic features and biotechnological applications of cross-linked enzyme
aggregates (CLEAs). Appl. Microbiol. Biotechnol. 92, 467–477 (2011).
39. Aehle, W. Enzymes in industry: production and applications. (Wiley-VCH, 2007).
40. Bolivar, J. M., Eisl, I. & Nidetzky, B. Advanced characterization of immobilized enzymes as
heterogeneous biocatalysts. Catal. Today 259, 66–80 (2016).
41. Choi, J.-M., Han, S.-S. & Kim, H.-S. Industrial applications of enzyme biocatalysis: Current status
and future aspects. Biotechnol. Adv. 33, 1443–1454 (2015).
42. Patel, A. K., Singhania, R. R. & Pandey, A. Novel enzymatic processes applied to the food
industry. Curr. Opin. Food Sci. 7, 64–72 (2016).
43. Buchholz, K., Kasche, V. & Bornscheuer, U. T. Biocatalysts and Enzyme Technology. (John Wiley
& Sons, 2012).
44. Ahmed, E. M. Hydrogel: Preparation, characterization, and applications: A review. J. Adv. Res.
6, 105–121 (2015).
45. Hoffman, A. S. Hydrogels for biomedical applications. Adv. Drug Deliv. Rev. 64, 18–23 (2012).
46. Hassan, C. M. & Peppas, N. A. in Biopolymers· PVA Hydrogels, Anionic Polymerisation
Nanocomposites 37–65 (Springer, 2000).
47. Whelan, A. Polymer Technology Dictionary. (Springer Science & Business Media, 2012).
48. Saxena, S. Polyvinyl Alcohol (PVA) - Chemical and Technical Assessment. (2004).
49. Takei, T., Ikeda, K., Ijima, H. & Kawakami, K. Fabrication of poly(vinyl alcohol) hydrogel beads
crosslinked using sodium sulfate for microorganism immobilization. Process Biochem. 46, 566–571
(2011).
50. Parascandola, P., Branduardi, P. & de Alteriis, E. PVA-gel (Lentikats®) as an effective matrix for
yeast strain immobilization aimed at heterologous protein production. Enzyme Microb. Technol. 38,
184–189 (2006).

56
51. Krasňan, V., Stloukal, R., Rosenberg, M. & Rebroš, M. Immobilization of cells and enzymes to
LentiKats®. Appl. Microbiol. Biotechnol. 100, 2535–2553 (2016).
52. Schenkmayerová, A., Bucko, M., Gemeiner, P., Trelová, D., Lacik, I., Chorvát, D., Acai, P.,
Polakovic, M., Lipták, L., Rebros, M., Rosenberg, M., Stefuca, V., Nedela, V., Tihlariková, E. Physical
and Bioengineering Properties of Polyvinyl Alcohol Lens-Shaped Particles Versus Spherical
Polyelectrolyte Complex Microcapsules as Immobilisation Matrices for a Whole-Cell Baeyer–Villiger
Monooxygenase. Appl. Biochem. Biotechnol. 174, 1834–1849 (2014).
53. Fernandes, P., Marques, M. P. C., Carvalho, F. & Cabral, J. M. S. A simple method for biocatalyst
immobilization using PVA-based hydrogel particles. J. Chem. Technol. Biotechnol. 84, 561–564
(2009).
54. Poraj-Kobielska, M., Peter, S., Leonhardt, S., Ullrich, R., Scheibner, K., Hofrichter, M.
Immobilization of unspecific peroxygenases (EC 1.11.2.1) in PVA/PEG gel and hollow fiber modules.
Biochem. Eng. J. 98, 144–150 (2015).
55. Bilal, M. & Asgher, M. Sandal reactive dyes decolorization and cytotoxicity reduction using
manganese peroxidase immobilized onto polyvinyl alcohol-alginate beads. Chem. Cent. J. 9, (2015).
56. Saallah, S., Naim, M. N., Lenggoro, I. W., Mokhtar, M. N., Abu Bakar, N. F., Gen, M.
Immobilisation of cyclodextrin glucanotransferase into polyvinyl alcohol (PVA) nanofibres via
electrospinning. Biotechnol. Rep. 10, 44–48 (2016).
57. Nunes, M. A. P., Fernandes, P. C. B. & Ribeiro, M. H. L. High-affinity water-soluble system for
efficient naringinase immobilization in polyvinyl alcohol-dimethyl sulfoxide lens-shaped particles:
HIGH-AFFINITY WATER SYSTEM FOR EFFICIENT NARINGINASE IMMOBILIZATION. J. Mol. Recognit.
25, 580–594 (2012).
58. Nunes, M. A. P., Martins, S., Rosa, M. E., Gois, P. M. P., Fernandes, P. C. B., Ribeiro, M. H. L.
Improved thermostable polyvinyl alcohol electrospun nanofibers with entangled naringinase used
in a novel mini-packed bed reactor. Bioresour. Technol. 213, 208–215 (2016).
59. Nunes, M. A. P., Gois, P. M. P., Rosa, M. E., Martins, S., Fernandes, P. C. B., Ribeiro, M. H. L.
Boronic acids as efficient cross linkers for PVA: synthesis and application of tunable hollow
microspheres in biocatalysis. Tetrahedron (2016).
60. Zucca, P. & Sanjust, E. Inorganic Materials as Supports for Covalent Enzyme Immobilization:
Methods and Mechanisms. Molecules 19, 14139–14194 (2014).
61. Carlsson, N., Glustafsson, H., Thorn, C., Olsson, L., Holmberg, K., Akerman, B. Enzymes
immobilized in mesoporous silica: A physical–chemical perspective. Adv. Colloid Interface Sci. 205,
339–360 (2014).
62. Hartmann, M. & Kostrov, X. Immobilization of enzymes on porous silicas – benefits and
challenges. Chem. Soc. Rev. 42, 6277 (2013).

57
63. Flörke, O. W., Graetsch, H. A., Brunk, F., Benda, L., Paschen, S., Bergna, H. E., Roberts, W. O.,
Welsh, W. A., Libanati, C., Ettlinger, M. in Ullmann’s Encyclopedia of Industrial Chemistry (Wiley-
VCH Verlag GmbH & Co. KGaA, 2000).
64. Zelisko, P. Bio-Inspired Silicon-Based Materials. (Springer, 2014).
65. Popat, A., Budi Hartono, S., Stahr, F., Liu, J., Zhang Qiao, S., Lu, G. Q. Mesoporous silica
nanoparticles for bioadsorption, enzyme immobilisation, and delivery carriers. Nanoscale 3, 2801–
2818 (2011).
66. Iyer, J. L., Shetty, P. & Pai, J. S. Immobilisation of cyclodextrin glucanotransferase from Bacillus
circulans ATCC 21783 on purified seasand. J. Ind. Microbiol. Biotechnol. 30, 47–51 (2003).
67. Hung, B.-Y. et al. Utilization of Enzyme-Immobilized Mesoporous Silica Nanocontainers (IBN-4)
in Prodrug-Activated Cancer Theranostics. Nanomaterials 5, 2169–2191 (2015).
68. Gustafsson, H., Küchler, A., Holmberg, K. & Walde, P. Co-immobilization of enzymes with the
help of a dendronized polymer and mesoporous silica nanoparticles. J Mater Chem B 3, 6174–6184
(2015).
69. Du, K., Sun, J., Zhou, X., Feng, W., Jiang, X., Ji, P. A two-enzyme immobilization approach using
carbon nanotubes/silica as support. Biotechnol. Prog. 31, 42–47 (2015).
70. Yewale, T., Singhal, R. S. & Vaidya, A. A. Immobilization of inulinase from Aspergillus niger NCIM
945 on chitosan and its application in continuous inulin hydrolysis. Biocatal. Agric. Biotechnol. 2,
96–101 (2013).
71. Rocha, J. R., Catana, R., Ferreira, B. S., Cabral, J. M. S. & Fernandes, P. Design and
characterisation of an enzyme system for inulin hydrolysis. Food Chem. 95, 77–82 (2006).
72. Schaefer, E. J., Gleason, J. A. & Dansinger, M. L. Dietary Fructose and Glucose Differentially
Affect Lipid and Glucose Homeostasis. J. Nutr. 139, 1257S–1262S (2009).
73. Sirisansaneeyakul, S., Worawuthiyanan, N., Vanichsriratana, W., Srinophakun, P. & Chisti, Y.
Production of fructose from inulin using mixed inulinases from Aspergillus niger and Candida
guilliermondii. World J. Microbiol. Biotechnol. 23, 543–552 (2007).
74. Anes, J. & Fernandes, P. Towards the continuous production of fructose syrups from inulin
using inulinase entrapped in PVA-based particles. Biocatal. Agric. Biotechnol. 3, 296–302 (2014).
75. Fernandes, P. Marine enzymes and food industry: insight on existing and potential interactions.
Front. Mar. Sci. 1, (2014).
76. Valerio, S. G., Alves, J. S., Klein, M. P., Rodrigues, R. C. & Hertz, P. F. High operational stability
of invertase from Saccharomyces cerevisiae immobilized on chitosan nanoparticles. Carbohydr.
Polym. 92, 462–468 (2013).
77. Albertini, A. V. P., Silva, J. L., Freire, V. N., Santos, R. P., Martins, J. L., Cavada, B. S., Cadena, P.
G., Rolim Neto, P. J., Pimentel, M. C. B., Martínez, C. R., Porto, A. L. F., Lima Filho, J. L.

58
Immobilized invertase studies on glass–ceramic support from coal fly ashes. Chem. Eng. J. 214,
91–96 (2013).
78. Ranken, M.D.; Kill, R.C.; Baker, C. Food Industries Manual. (Springer US, 1997).
79. Kotwal, S. M. & Shankar, V. Immobilized invertase. Biotechnol. Adv. 27, 311–322 (2009).
80. Seker, D. C. & Mohd Zain, N. A. Response surface optimization of glucose production from
liquid pineapple waste using immobilized invertase in PVA–alginate–sulfate beads. Sep. Purif.
Technol. 133, 48–54 (2014).
81. Souza Guimaraes, L. H. in Carbohydrates - Comprehensive Studies on Glycobiology and
Glycotechnology (ed. Chang, C.-F.) (InTech, 2012).
82. Dziedzic, S. Z. & Kearsley, M. W. Handbook of Starch Hydrolysis Products and their Derivatives.
(Springer Science & Business Media, 2012).
83. Ettalibi, M. & Baratti, J. C. Sucrose hydrolysis by thermostable immobilized inulinases from
aspergillus ficuum. Enzyme Microb. Technol. 28, 596–601 (2001).
84. Nguyen, Q. D., Rezessy-Szabó, J. M., Czukor, B. & Hoschke, Á. Continuous production of
oligofructose syrup from Jerusalem artichoke juice by immobilized endo-inulinase. Process
Biochem. 46, 298–303 (2011).
85. Missau, J., Scheid, A. J., Foletto, E. L., Jahn, S. L., Mazutti, M. A., Kuhn, R. C. Immobilization of
commercial inulinase on alginate–chitosan beads. Sustain. Chem. Process. 2, 1–6 (2014).
86. Carvalho, F. & Fernandes, P. Packed bed enzyme microreactor: Application in sucrose
hydrolysis as proof-of-concept. Biochem. Eng. J. 104, 74–81 (2015).
87. Sanjay, G. & Sugunan, S. Enhanced pH and thermal stabilities of invertase immobilized on
montmorillonite K-10. Food Chem. 94, 573–579 (2006).
88. Mansour, E. H. & Dawoud, F. M. Immobilization of invertase on celite and on polyacrylamide
by an absorption procedure. J. Sci. Food Agric. 83, 446–450 (2003).
89. Olcer, Z., Ozmen, M. M., Sahin, Z. M., Yilmaz, F. & Tanriseven, A. Highly Efficient Method
Towards In Situ Immobilization of Invertase Using Cryogelation. Appl. Biochem. Biotechnol. 171,
2142–2152 (2013).
90. Rebroš, M., Rosenberg, M., Mlichová, Z. & Krištofíková, Ľ. Hydrolysis of sucrose by invertase
entrapped in polyvinyl alcohol hydrogel capsules. Food Chem. 102, 784–787 (2007).
91. Chang, T. M. S. Biomedical Applications of Immobilized Enzymes and Proteins. (Springer Science
& Business Media, 2013).
92. Wingard, L. B., Katchalski-Katzir, E. & Goldstein, L. Immobilized Enzyme Principles: Applied
Biochemistry and Bioengineering. (Elsevier, 2014).
93. Doble, M. & Gummadi, S. N. BIOCHEMICAL ENGINEERING. (PHI Learning Pvt. Ltd., 2007).

59
94. Illanes, A., Wilson, L. & Vera, C. Problem Solving in Enzyme Biocatalysis. 141–180 (John Wiley
and Sons Ltd, 2013).
95. Fogler, H. S. Essentials of chemical reaction engineering. (Prentice-Hall, 2011).
96. Messing, R. Immobilized enzymes for industrial reactors. (Elsevier, 2012).
97. Subramanian, R. S. Flow through packed beds and fluidized beds. Clarkson Univ. (2004).
98. Ribeiro AM, Neto P, Pinho C. Mean Porosity and Pressure Drop Measurements in Packed Beds
of Monosized Spheres: Side Wall Effects. International Review of Chemical Engineering, Vol. 2, N.1.
(2010).
99. Werther, J. in Ullmann’s Encyclopedia of Industrial Chemistry (Wiley-VCH Verlag GmbH & Co.
KGaA, 2000).
100. Basile, A. Handbook of Membrane Reactors: Reactor Types and Industrial Applications.
(Elsevier, 2013).
101. Vicaria, J. M. Hollow-fiber Bioreactors: Present and Future in the Biotechnology Industry.
(2013).
102. Rios, G. M., Belleville, M. P., Paolucci, D. & Sanchez, J. Progress in enzymatic membrane
reactors – a review. J. Membr. Sci. 242, 189–196 (2004).
103. Kunii, D. & Levenspiel, O. Fluidization Engineering. (Butterworth-Heinemann, 1991).
104. Ancheyta Juárez, J. Modeling and simulation of catalytic reactors for petroleum refining.
(Wiley, 2011).
105. Iliuta, I., Hamidipour, M., Schweich, D. & Larachi, F. Two-phase flow in packed-bed
microreactors: Experiments, model and simulations. Chem. Eng. Sci. 73, 299–313 (2012).
106. Wiles, C. & Watts, P. Recent advances in micro reaction technology. Chem. Commun. 47, 6512
(2011).
107. Hartman, R. L. & Jensen, K. F. Microchemical systems for continuous-flow synthesis. Lab. Chip
9, 2495–2507 (2009).
108. Ehrfeld, W., Hessel, V. & Löwe, H. in Microreactors 1–14 (Wiley-VCH Verlag GmbH & Co. KGaA,
2000).
109. Bolivar, J. M., Wiesbauer, J. & Nidetzky, B. Biotransformations in microstructured reactors:
more than flowing with the stream? Trends Biotechnol. 29, 333–342 (2011).
110. Barrow, D., Taylor, S., Morgan, A. & Giles, L. in Microreactors in Organic Chemistry and
Catalysis (ed. Wirth, T.) 1–33 (Wiley-VCH Verlag GmbH & Co. KGaA, 2013).
111. Miyazaki, M., Honda, T., Yamaguchi, H., Briones, M. P. P. & Maeda, H. Enzymatic Processing in
Microfluidic Reactors. Biotechnol. Genet. Eng. Rev. 25, 405–428 (2008).
112. Fernandes, P. Miniaturization in Biocatalysis. Int. J. Mol. Sci. 11, 858–879 (2010).
60
113. Elvira, K. S., i Solvas, X. C., Wootton, R. C. R. & deMello, A. J. The past, present and potential
for microfluidic reactor technology in chemical synthesis. Nat. Chem. 5, 905–915 (2013).
114. Becht, S., Franke, R., Geißelmann, A. & Hahn, H. Micro Process Technology as a Means of
Process Intensification. Chem. Eng. Technol. 30, 295–299 (2007).
115. Lin, W.-Y., Wang, Y., Wang, S. & Tseng, H.-R. Integrated microfluidic reactors. Nano Today 4,
470–481 (2009).
116. Charpentier, J.-C. Process Intensification by Miniaturization. Chem. Eng. Technol. 28, 255–258
(2005).
117. Bolivar, J. M. & Nidetzky, B. Multiphase biotransformations in microstructured reactors:
opportunities for biocatalytic process intensification and smart flow processing. Green Process.
Synth. 2, 541–559 (2013).
118. Urban, P. L., Goodall, D. M. & Bruce, N. C. Enzymatic microreactors in chemical analysis and
kinetic studies. Biotechnol. Adv. 24, 42–57 (2006).
119. Peterson, D. S., Rohr, T., Svec, F. & Fréchet, J. M. J. Enzymatic Microreactor-on-a-Chip: Protein
Mapping Using Trypsin Immobilized on Porous Polymer Monoliths Molded in Channels of
Microfluidic Devices. Anal. Chem. 74, 4081–4088 (2002).
120. Ma, J., Liang, Z., Qiao, X., Deng, Q., Tao, D., Zhang, L., Zhang, Y. Organic−Inorganic Hybrid Silica
Monolith Based Immobilized Trypsin Reactor with High Enzymatic Activity. Anal. Chem. 80, 2949–
2956 (2008).
121. Qu, H., Wang, H., Huang, Y., Zhong, W., Lu, H., Kong, J., Yang, P., Liu, B. Stable Microstructured
Network for Protein Patterning on a Plastic Microfluidic Channel: Strategy and Characterization of
On-Chip Enzyme Microreactors. Anal. Chem. 76, 6426–6433 (2004).
122. Seong, G. H., Heo, J. & Crooks, R. M. Measurement of Enzyme Kinetics Using a Continuous-
Flow Microfluidic System. Anal. Chem. 75, 3161–3167 (2003).
123. Bui, M. P. N., Li, C. A., Han, K. N., Choo, J., Seong, G. H. Enzyme Kinetic Measurements Using a
Droplet-Based Microfluidic System with a Concentration Gradient. Anal. Chem. 83, 1603–1608
(2011).
124. Malecha, K., Pijanowska, D. G., Golonka, L. J. & Torbicz, W. LTCC microreactor for urea
determination in biological fluids. Sens. Actuators B Chem. 141, 301–308 (2009).
125. Žnidaršič-Plazl, P. & Plazl, I. Modelling and experimental studies on lipase-catalyzed isoamyl
acetate synthesis in a microreactor. Process Biochem. 44, 1115–1121 (2009).
126. Tang, Z. & Kang, J. Enzyme Inhibitor Screening by Capillary Electrophoresis with an on-Column
Immobilized Enzyme Microreactor Created by an Ionic Binding Technique. Anal. Chem. 78, 2514–
2520 (2006).

61
127. He, P., Greenway, G. & Haswell, S. J. Development of enzyme immobilized monolith micro-
reactors integrated with microfluidic electrochemical cell for the evaluation of enzyme kinetics.
Microfluid. Nanofluidics 8, 565–573 (2009).
128. Vojinović, V., Esteves, F. M. F., Cabral, J. M. S. & Fonseca, L. P. Bienzymatic analytical
microreactors for glucose, lactate, ethanol, galactose and l-amino acid monitoring in cell culture
media. Anal. Chim. Acta 565, 240–249 (2006).
129. Heo, J., Thomas, K. J., Seong, G. H. & Crooks, R. M. A Microfluidic Bioreactor Based on Hydrogel-
Entrapped E. coli: Cell Viability, Lysis, and Intracellular Enzyme Reactions. Anal. Chem. 75, 22–26
(2003).
130. Bernardino, S. M. S. A., Fernandes, P. & Fonseca, L. P. Improved specific productivity in
cephalexin synthesis by immobilized PGA in silica magnetic micro-particles. Biotechnol. Bioeng. 107,
753–762 (2010).
131. Miller, G. L. Use of Dinitrosalicylic Acid Reagent for Determination of Reducing Sugar. Anal.
Chem. 31, 426–428 (1959).
132. ‘Instructions – Coomassie (Bradford) Protein Assay Kit – Thermo Scientific, USA.’ [Online].
Available: https://www.thermofisher.com/order/catalog/product/23200 [Accessed: 08-Jan-2016].
133. Al-Mayah, A. M. R. & Al-Mayah, A. M. R. Simulation of Enzyme Catalysis in Calcium Alginate
Beads, Simulation of Enzyme Catalysis in Calcium Alginate Beads. Enzyme Res. Enzyme Res. 2012,
2012, e459190 (2012).
134. Fogler, H. S. Elements of Chemical Reaction Engineering (Pearson Education, Inc., 2006).
135. Reed, G. Yeast technology. (Springer Science & Business Media, 2012).
136. Risk and technical assessment report – Application A1055; Short Chain Fructo-
oligosaccharides.
137. MERCIER-BONIN, M. & Fonade, C. Enzyme transmission during crossflow filtration of yeast
suspensions using gas/liquid two-phase flows. Ann. N. Y. Acad. Sci. 984, 480–491 (2003).
138. BRENDA - Information on EC 3.2.1.7 - inulinase. Available at: http://www.brenda-
enzymes.org/enzyme.php?ecno=3.2.1.7#MOLECULAR%20WEIGHT. (Accessed: 15th January 2016)
139. Ricca, E., Calabrò, V., Curcio, S. & Iorio, G. The State of the Art in the Production of Fructose
from Inulin Enzymatic Hydrolysis. Crit. Rev. Biotechnol. 27, 129–145 (2007).
140. Karimi, M., Chaudhury, I., Jianjun, C., Safari, M., Sadeghi, R., Habibi-Rezaei, M., Kokini, J.
Immobilization of endo-inulinase on non-porous amino functionalized silica nanoparticles. J. Mol.
Catal. B Enzym. 104, 48–55 (2014).
141. Mohd Zain, N. A., Mohd Suardi, S. & Idris, A. Hydrolysis of liquid pineapple waste by invertase
immobilized in PVA–alginate matrix. Biochem. Eng. J. 50, 83–89 (2010).

62
142. Curcio, S., Ricca, E., Saraceno, A., Iorio, G. & Calabrò, V. A mass transport/kinetic model for the
description of inulin hydrolysis by immobilized inulinase: Modeling of inulin hydrolysis by
immobilized inulinase. J. Chem. Technol. Biotechnol. 90, 1782–1792 (2015).
143. Cattorini, S., Marques, M. P. C., Carvalho, F., Chheub, V., Cabral, J. M. S., Fernandes, P.
Lentikat®-based biocatalysts: effective tools for inulin hydrolysis. Chem. Biochem. Eng. Q. 23, 429–
434 (2009).
144. Rebroš, M., Pilniková, A., Slmciková, D., Weignerová, L., Stloukal, R., Kren, V., Rosenberg, M.
Recombinant α-L-rhamnosidase of Aspergillus terreus immobilization in polyvinylalcohol hydrogel
and its application in rutin derhamnosylation. Biocatal. Biotransformation 31, 329–334 (2013).
145. Keerti, Gupta, A., Kumar, V., Dubey, A. & Verma, A. K. Kinetic Characterization and Effect of
Immobilized Thermostable β -Glucosidase in Alginate Gel Beads on Sugarcane Juice. ISRN Biochem.
2014, 1–8 (2014).
146. MAXINVERT L10000 - specification sheet maxinvert. Available at:
http://courses.ecolechocolat.com/lobjects/pdf/specification_sheet_maxinvert.pdf. (Accessed: 1st
July 2016)
147. Trivedi, S., Divecha, J., Shah, T. & Shah, A. Rapid and efficient bioconversion of chicory inulin
to fructose by immobilized thermostable inulinase from Aspergillus tubingensis CR16. Bioresour.
Bioprocess. 2, (2015).
148. Danckwerts, P. V. Continuous flow systems. Distribution of residence times. Chem. Eng. Sci. 50,
3855 (1995).
149. Bogdan, A. R., Mason, B. P., Sylvester, K. T. & McQuade, D. T. Improving Solid-Supported
Catalyst Productivity by Using Simplified Packed-Bed Microreactors. Angew. Chem. Int. Ed. 46,
1698–1701 (2007).
150. Anes, J. P. F. Development of an immobilized enzyme system aiming at inulin hydrolysis under
continuous flow. (Instituto Superior Técnico, 2012).
151. Nunes, M. A. P., Rosa, M. E., Fernandes, P. C. B. & Ribeiro, M. H. L. Operational stability of
naringinase PVA lens-shaped microparticles in batch stirred reactors and mini packed bed reactors-
one step closer to industry. Bioresour. Technol. 164, 362–370 (2014).
152. Pinto, D. S., Carvalho, F., Neves, A. & Fernandes, P. Continuous flow miniature bioreactors for
enzymatic inulin hydrolysis, 11th International Meeting of the Portuguese Carbohydrate Group -
Glupor 11 and 6th Iberian Carbohydrate Meeting (2015).
153. Hessel, V., Schouten, J. C. & Renken, A. Micro Process Engineering: A Comprehensive
Handbook. (John Wiley & Sons, 2009).

63
154. Jourak, A., Hellström, J. G. I., Lundström, T. S. & Frishfelds, V. Numerical derivation of
dispersion coefficients for flow through three-dimensional randomly packed beds of monodisperse
spheres. AIChE J. 60, 749–761 (2014).
155. Losey, M. W., Schmidt, M. A. & Jensen, K. F. A Micro Packed-Bed Reactor for Chemical Synthesis
(Springer, 1999).
156. Huysmans, M. & Dassargues, A. Review of the use of Péclet numbers to determine the relative
importance of advection and diffusion in low permeability environments. Hydrogeol. J. 13, 895–904
(2005).
157. Bird, R. B., Stewart, W. E. & Lightfoot, E. N. Transport phenomena. (J. Wiley, 2002).
158. Khanna, R. T. Axial Dispersion of Liquid in Packed Beds. (McGill University, 1966).
159. Brena, B., González-Pombo, P. & Batista-Viera, F. Immobilization of enzymes: a literature
survey. Methods Mol. Biol. Clifton NJ 1051, 15–31 (2013).
160. Singh, R. S., Dhaliwal, R. & Puri, M. Development of a stable continuous flow immobilized
enzyme reactor for the hydrolysis of inulin. J. Ind. Microbiol. Biotechnol. 35, 777–782 (2008).

64

65
Annexes
Annex I. Determination of the flow rates
Figure A1. Flow rate calibration curve for the cylindrical glass column packed with different sized PVA beads
(with diameters ranging between 3 and 5 mm). The assays were performed with distilled water.
Figure A2. Flow rate calibration curve for the cylindrical steel microreactor and the PMMA-microfluidic reactor
packed with silica particles. The assays were performed with distilled water.
y = 0.0121x + 0.0049R² = 0.9973
y = 0.0149x + 0.0005R² = 0.9964
y = 0.0134x + 0.0004R² = 0.9915
0
0.02
0.04
0.06
0.08
0.1
0.12
0.14
0.16
0 2 4 6 8 10 12
Flo
w r
ate
(mL.
min
-1)
Speed of rotation (rpm)
5 mm beads 4 mm beads 3 mm beads
y = 0.0148x + 0.0032R² = 0.994
y = 0.0132x + 0.0012R² = 0.9929
0
0.02
0.04
0.06
0.08
0.1
0.12
0.14
0.16
0 2 4 6 8 10 12
Flo
w R
ate
(mL.
min
-1)
Speed of rotation (rpm)
Cylindrical steel microreactor PMMA-microfluidic reactor

66
Annex II. Quantification of reducing sugars by the DNS method
The reagent 3,5-Dinitrosalicylic acid (DNS) is an aromatic compound that reacts with reducing
molecules to form 3-amino-5-nitrosalicylic acid (Figure A3), which strongly absorbs light at 540 nm. DNS
method is one of the most used methods for the determination of reducing sugars, such as fructose and
glucose.
Figure A3. Schematic representation of the reduction of 3,5-dinitrosalicylic acid (DNS reagent) to 3-amino,5-
nitrosalicylic acid, in the presence of reducing sugars.
In the present work, the DNS method was the preferred procedure to quantify the
biotransformation of inulin and sucrose to reducing sugars. In this sense, the calibration curve was
prepared using different fructose concentrations ranging from 0 to 5 mg.mL-1 (Figure A4).
Figure A4. DNS calibration curve for fructose concentrations ranging from 0 to 5 mg.mL-1.
y = 0.5858x + 0.056R² = 0.9982
0
0.5
1
1.5
2
2.5
3
3.5
0 1 2 3 4 5 6
Ab
sorb
ance
(5
40
nm
)
Fructose (mg.mL-1)
Reduction
3,5-dinitrosalicylic acid (Yellow)
3-amino,5-nitrosalicylic acid (Orange-red)

67
Annex III. Protein quantification by the Bradford method
Total protein quantifications were performed by the Bradford method. Thus, a calibration curve
was prepared. Bovine serum albumin (BSA) was used as standard for protein calibration, and the
calibration curve was performed using a set standards with concentrations ranging from 0.0025 to 0.02
mg.mL-1 (Figure A5). Inulinase and invertase concentrations of 1.27 and 3.60 mg.mL-1, respectively,
were achieved. These concentrations were used in further determinations.
Figure A5. Calibration curve used for protein quantification analysis, obtained from BSA standards with
concentrations ranging from 0.0025 to 0.02 mg.mL-1.
Annex IV. Mass transfer calculations
One of the most important parameters needed in the design of packed-bed systems is the particle-
to-fluid mass transfer coefficient. Mass transfer coefficients (𝐾) were calculated for all the packed-bed
systems using the three different microreactor types. The calculations were performed according to
Tibhe et al. (2013)1, and the following equations were used:
𝑅𝑒 =𝜌𝑉𝐷
µ(1 − 𝜀)
[Equation 9]
Where 𝑅𝑒 refers to the dimensionless Reynolds number, 𝜌 (Kg.m-3) is the fluid density, 𝑉 (m.s-1) is the
superficial velocity of the fluid, 𝐷 (m) is the diameter of the bed, µ (Pa.s) is the viscosity of the fluid, and
𝜀 is the reactor’s void fraction.
y = 21.638x + 0.0735R² = 0.998
0
0.1
0.2
0.3
0.4
0.5
0.6
0 0.005 0.01 0.015 0.02
Ab
sorb
ance
(5
95
nm
)
[BSA] (mg.mL-1)

68
𝑆ℎ = 𝑅𝑒0.5. 𝑆𝑐13
[Equation 10]
Where 𝑆ℎ refers to the dimensionless Sherwood number and 𝑆𝑐 to the dimensionless Schmidt number.
𝐾 =𝑆ℎ. 𝐷
𝐿
[Equation 11]
Where 𝐾 (m.s-1) refers to the mass transfer coefficient, 𝐷 (m2.s-1) is the mass diffusivity, and 𝐿 (m) is the
characteristic length of the reactor bed (i.e. internal diameter or equivalent).
These determinations were performed considering the system of inulin hydrolysis by inulinase
biocatalysts. Certain parameters, like the fluid viscosity and fluid density, were established taking into
account the water parameters. The mass diffusivity of inulin in PVA and in the aqueous pores in silica
particles were considered to be 2.5 × 10−10 and 2.8 × 10−10 m2.s-1, respectively2,3. In the following
graphic representations (Figures A6-8), the mass transfer coefficients are represented in function of the
superficial velocity of the fluid (i.e. substrate solution).
Figure A6. Mass transfer coefficients (K), in function of the superficial velocity of the fluid, determined for the
cylindrical glass column reactor packed with three different sized PVA beads (with diameters ranging between 3
and 5 mm).

69
Figure A7. Mass transfer coefficients (K), in function of the superficial velocity of the fluid, determined for the
cylindrical steel microreactor packed with 200 mg of silica particles biocatalysts.
Figure A8. Mass transfer coefficients (K), in function of the superficial velocity of the fluid, determined for the PMMA-
microfluidic reactor packed with 200 mg of silica particles biocatalysts.
Annex V. Average bed porosity
Table A1. Average bed porosity values determined for the three different packed-bed reactor systems.
Reactor System Particle diameter ε
Cylindrical glass column
5 mm 0.265
4 mm 0.221
3 mm 0.111
Cylindrical steel microreactor 110 µm 0.360
PMMA-microfluidic reactor 110 µm 0.563
70
References – Annexes
1. Tibhe, J. D., Fu, H., Noel, T., Wang, Q., Meuldijk, J., Hessel, V. Flow synthesis of phenylserine
using threonine aldolase immobilized on Eupergit support. Beilstein J. Org. Chem. 9, 2168–2179 (2013).
2. Barranco-Florido, E., Garcı́a-Garibay, M., Gómez-Ruiz, L. & Azaola, A. Immobilization system
of Kluyveromyces marxianus cells in barium alginate for inulin hydrolysis. Process Biochem. 37, 513–
519 (2001).
3. Cochlear Fluids Simulator. Available at: http://oto2.wustl.edu/cochlea/model/diffcoef.htm.
(Accessed: 30th July 2016)












![UvA-DARE (Digital Academic Repository) Development of catalytic microreactors … · “packed-bed” microreactors [270], the insertion of palladium membranes inside microreactors](https://img.pdfslide.net/doc/110x75/5f38c6061a204d19f85d9277/uva-dare-digital-academic-repository-development-of-catalytic-microreactors-aoepacked-beda.jpg)