Embed Size (px)
DESCRIPTION
df
Citation preview

TOYOTA PRODUCTİON SYSTEM

ROOTS
Three men were especially prominent in creating the Toyota Production System: Sakichi Toyoda; his son, Kiichiro Toyoda; and a production engineer by the name of Taiichi Ohno.
When the Toyota Group set up an automobile-manufacturing operation in the 1930s, Sakichi's son Kiichiro headed the new venture. Kiichiro traveled to the United States to study Henry Ford's system in operation. He returned with a strong grasp of Ford's conveyor system and an even stronger determination to adapt that system to the small production volumes of the Japanese market.
TAİİCHİ OHNO 大野 耐 In the late 1940s, Ohno — who later became an executive vice president at
Toyota — was in charge of a machining shop. He experimented with various ways of setting up the equipment to produce needed items in a timely manner. But he got a whole new perspective on just-in-time production when he visited the United States in 1956.
Ohno went to the US to visit automobile plants, but his most important discovery was the supermarket. Japan did not have many self-service stores yet, and Ohno was impressed. He marveled at the way customers chose exactly what they wanted and in the quantities that they wanted. Ohno admired the way the supermarkets supplied merchandise in a simple, efficient, and timely manner.
This format, then, was a pull system, driven by the needs of the following lines. It contrasted with conventional push systems, which were driven by the output of preceding lines. Ohno developed a number of tools for operating his production format in a systematic framework. The best known of those tools is the kanban system, which provides for conveying information in and between processes on instruction cards.

PUSH VS PULL
“Under a 'push' system, there is little opportunity for workers to gain wisdom because they just produce according to the instructions they are given.
In contrast, a 'pull' system asks the worker to use his or her head to come up with a manufacturing process where he or she alone must decide what needs to be made and how quickly it needs to be made.“
"An environment where people have to think brings with it wisdom, and this wisdom brings with it kaizen (continuous improvement)”.

THE OİL CRİSİS
Ohno: “The oil crisis in the fall of 1973, followed by a recession, affected government, business, and society the world over. By 1974, Japan’s economy had collapsed to a state of zero growth and many companies were suffering.”
“When rapid growth stopped, it became very obvious that a business could not be profitable using the conventional American mass production system that had worked so well for so long.”
“For decades, America had cut costs by mass-producing fewer types of cars. Our problem was how to cut costs while producing small numbers of many types of cars.”

OHNO (CONTİNUED)
“We have learned a lot from the US automobile empire (quality control, total quality control, industrial engineering). We kept reminding ourselves, however, that careless imitation of the American system could be dangerous.”
August 15, 1945, was the day Japan lost the war; it also marked a new beginning for Toyota. Toyoda Kiichiro, then the president of Toyota Motor Company, said, “Catch up with America in three years. Otherwise, the automobile industry of Japan will not survive.”
“In 1937, the ratio between Japanese and American workers was 1-to-9. It took nine Japanese to do the job of one American worker. Surely, the Japanese were wasting something.”

AUTONOMATİON
The basis of the Toyota system is the absolute elimination of waste.
Two pillars: Just-in-time Autonomation (automation with a human touch)

KANBAN (SİGN BOARD)
In auto production, material is machined into a part, the part is then assembled with others into a unit part, and this flows toward the final assembly line.
Let’s look at the production flow in reverse: a later process goes to an earlier process to pick up only the right parts in the quantity needed at the exact time needed.
In this way, the manufacturing process goes from finished product back to the earliest materials-forming department.
Kanban method is the means by which the Toyota system moves smoothly.
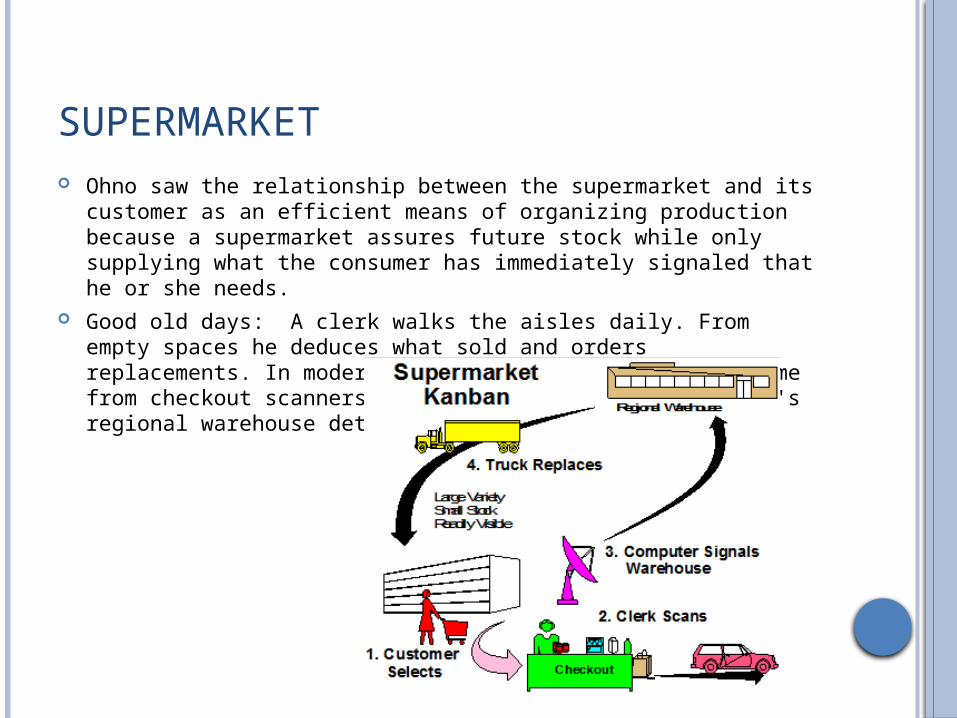
SUPERMARKET Ohno saw the relationship between the supermarket and its customer as an efficient
means of organizing production because a supermarket assures future stock while only supplying what the consumer has immediately signaled that he or she needs.
Good old days: A clerk walks the aisles daily. From empty spaces he deduces what sold and orders replacements. In modern supermarkets Kanban signals come from checkout scanners. Signal goes to the supermarket's regional warehouse detailing which items have sold.

KANBAN A Kanban system (Kanban is the Japanese word for “card,” “ticket,” or “sign” and is
a tool for managing the flow and production of materials in a Toyota-style “pull” production system.)
It is a means to achieve JIT production. It works on the basis that each process on a production line pulls just the number and type of components the process requires, at just the right time. The mechanism used is a Kanban card. This is usually a physical card but other devices can be used.

INDİVİDUAL SKİLL & TEAMWORK
Autonomation eliminates overproduction and prevents the production of defective products.
To accomplish this, standard work procedures, corresponding to each worker’s ability, must be adhered to all times.When abnormalities arise, special instruction must be given to bring the worker back to normal. This is the duty of the manager.
Visual control or “management by sight” is important in this system.
Work and sports have many things in common. In Japan, competition is traditionally individual, as in sumo and judo. In these activities, the goal is not to compete but “seek the way and study it.”

ROWİNG

THE SEVEN WASTES
1. Waste of overproduction 2. Waste of time on hand (waiting)3. Waste in transportation and handling 4. Waste of process itself (inappropriate processing)5. Waste of stock on hand (inventory)6. Waste of movement (unnecessary or excess motion)7. Waste of making defective products
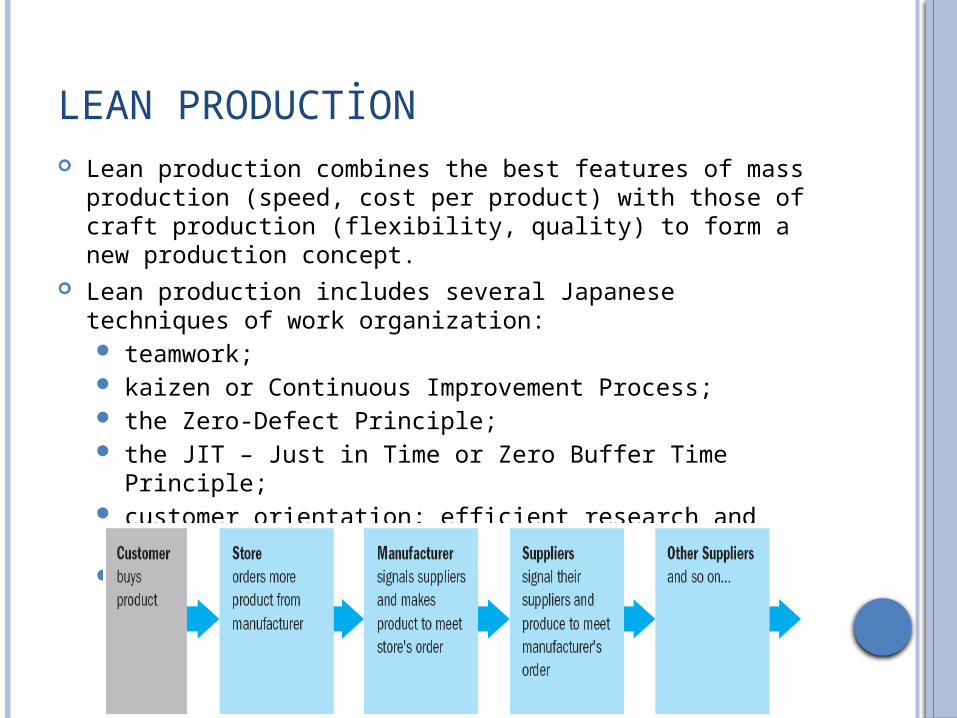
LEAN PRODUCTİON Lean production combines the best features of mass production (speed, cost
per product) with those of craft production (flexibility, quality) to form a new production concept.
Lean production includes several Japanese techniques of work organization: teamwork; kaizen or Continuous Improvement Process; the Zero-Defect Principle; the JIT – Just in Time or Zero Buffer Time Principle; customer orientation; efficient research and development; an enterprise culture; integration of suppliers (prime cost reduction &
no stockpile)

HALF OF…
Lean production utilizes small quantities of everything in comparison to mass production. half of the industrial workers, half of the space for manufacturing, half of the investment in tools, half of the hours of planning to develop new goods in
half of the time.

WORK FLOW

JUST-IN-TİME
Delivering the exact quantity and defect-free quality of parts just-in- time for each stage of production.
Requires flexibility in product and process + just-in-time suppliers + TQM or zero-defect policy.
TQM is a set of management practices throughout the organization, geared to ensure the organization consistently meets or exceeds customer requirements, reduce errors produced during the manufacturing or service process.
GM Framingham vs. Toyota Takaoka Assembly Plant, 1986 GM
Framingham Toyota Takaoka
Adjusted Assembly hours per car 31 16 Assembly defects per 100 cars 130 45 Assembly space per car 8.1 4.8 Inventories of parts 2 weeks 2 hours

THE SEVEN WASTES
1.Overproduction
2.Waiting
3.Transportation
4.Inappropriate processing
5.Unnecessary inventory
6.Unnecessary / Excess Motion
7.Defects
overproduction is to manufacture an item before it is actually required.
schedule and produce only what can beimmediately sold and shipped and improve machine changeover/set-up capability.

THE SEVEN WASTES
1.Overproduction2.Waiting3.Transportation4.Inappropriate processing5.Unnecessary inventory6.Unnecessary or excess
motion7.Defects
oWhenever goods are not moving or being processed - waiting for the next operation;o more than 99% of a product's life in traditional batch-and-queue manufacture will be spent waiting to be processed.
Why do materials wait? Because:- material flow is poor, - production runs are too long, - distances between work centers are too great.
o Linking processes together so that one feeds directly into the next can dramatically reduce waiting.

THE SEVEN WASTES
1.Overproduction
2.Waiting
3.Transportation
4.Inappropriate Processing
5.Unnecessary Inventory
6.Unnecessary / Excess Motion
7.Defects
Transporting product between processes costly + adds no value to the product
- Excessive movement and handling quality may deteriorate.
- Transportation can be difficult to reduce due to the perceived costs of moving equipment and processes closer together.
- All transportations may not be eliminated, but they have to be kept to the very minimum.
- often hard to determine which processes should be next to each other.
THE SEVEN WASTES
1.Overproduction2.Waiting3.Transportation4.Inappropriate
Processing5.Unnecessary Inventory6.Unnecessary / Excess
Motion7.Defects
“using a sledgehammer to crack a nut,”
-many organizations use expensive high precision equipment - invest in smaller, more flexible equipment where possible
And/Or
- Procedures and work guides which are not constantly updated are likely to let useless operations be performed in the process.- Old rules still remain even if the causes of their creation disapeared a while ago. As long as nobody will update the set of rules, everyone will carry on, sticking to the olds with application and discipline(!!).
THE SEVEN WASTES
1.Overproduction2.Waiting3.Transportation4.Inappropriate Processing5.Unnecessary Inventory6.Unnecessary / Excess
Motion7.Defects
Work in Process (WIP) is a direct result of overproduction and waiting.
- Excess inventory increases wastes lead times, consumes productive floor space, and delays the identification of problems

THE SEVEN WASTES
1.Overproduction2.Waiting3.Transportation4.Inappropriate Processing5.Unnecessary Inventory6.Unnecessary / Excess
Motion7.Defects
-related to ergonomics
- seen in all instances of;bending, stretching, walking, lifting, and reaching. - jobs with excessive motions should be redesigned

THE SEVEN WASTES
1.Overproduction2.Waiting3.Transportation4.Inappropriate Processing5.Unnecessary Inventory6.Unnecessary / Excess
Motion7.Defects
- Quality defects resulting in rework or scrap costly + leads to capacity loss + late deliveries
- employee involvement is the key to reduce defects Continuous Process Improvement (CPI)

REPEATİNG WHY FİVE TİMES
Suppose a machine stopped functioning: Why did the machine stop?
There was an overload and the fuse blow. Why was there an overload?
The bearing was not sufficiently lubricated. Why was the bearing was not sufficiently lubricated?
The lubrication pump was not pumping sufficiently.
Why was it not pumping sufficiently? The shaft of the pump was worn and rattling.
Why was the shaft worn out? The was no strainer attached and metal scrap got in.

EMPLOYMENT RELATIONS AT TOYOTA
High-trust relationship between management and workers Lifetime employment in exchange for the acceptance of
wage increases based on seniority and annual bonus payments linked to company profitability Workers have a greater emotional attachment to their
organization (commitment, loyalty & identification) All organizational members are ‘corporate citizens’ ;
strong corporate culture

FLEXI-WORKER/FLEXI-FIRM
Labor force adjustments under post-Fordism
functional flexibility (multi-skilling; multi-tasking; job rotation) How firms assign employees to different tasks to meet changes in market
demand and customer requirements
numeric flexibility (part time, short-term, temporary work + outsourcing) How firms adjust workforce size in relation to fluctuations in output
requirements and market demands by using employment agencies or non-standard employment practices
wage flexibility (wage rate adjustments) How firms adjust their wage costs to make savings by altering pay
structures or introducing performance-related pay compensation frequently tied to the number of different tasks that a person can
perform

28
LABOR SYSTEM IN JAPAN
Core companies and their workers Peripheral companies and their workers
Manufacturing involving “committed" and skilled workers (with higher wages and rigid contracts)
Manufacturing involving Taylorized workers (with lower wages and flexible contracts)
They have relatively life-long working guarantee
Poor working rights
High wages, but it is difficult to have work in another company
Low wages, high turnover (that gives flexibility to the companies)
Core workers can be member of factory unions
Part-time/periheral company workers cannot be members of factory unions

CORE AND PERIPHERY WORKERS
Core Highly skilled Experts in their field Essential to firm Secure jobs High wages Good perks/benefits
Periphery Low skilled Easily replaceable Low job security Low wages Few perks/benefits

KEİRETSU A keiretsu is a set of companies with interlocking business relationships and shareholdings. It
is a type of informal business group. The keiretsu maintained dominance over the Japanese economy for the greater half of the 20th century. The member companies own small portions of the shares in each other's companies, centered on a core bank; this system helps insulate each company from stock market fluctuations and takeover attempts, thus enabling long-term planning in innovative projects. It is a key element of the automotive industry in Japan.

MORE ON ‘THE TOYOTA WAY’
Why were/are Japanese workers so committed? Payments depend on
Seniority Worker evaluation by management Loyalty and commitment of workers to the company
The difficulties of social and economic conditions push them to work high.

MORE ON ‘THE TOYOTA WAY’
Workers have to finish daily work, If they cannot finish, they will work overtime without
additional money, If one of the worker did not come to work; others should
work more to reach the daily quota, Total work hour is much higher than other countries, Wages did not increase as productivity did;
As a result (for Japan), the success of lean production depends on the long and dedicated work of workers.

THE ‘OTHER’ SIDE OF FLEXIBILITY: SUMMARY
Some suggest that team-based work groups in lean production are more sophisticated tools for labor control through peer pressure and extracting greater work effort and intensifying work.
Multi-task increased workload + increased stress Not really complex tasks (so, really multi-skilled?)
Increased worker control/autonomy over the work ? Debatable Little room for workers to exercise discretion over how they work, how fast they work or
when they work? Downsizing unemployment reserve army of labour lower wages (even among
the skilled labour) Flexi hire/flexi fire
Workers can be substituted for one another
Simply a conflict between theory of & practice of lean production or…?

OVERVIEW: POST-BUREAUCRACY Post-bureaucracy is based on trust and empowerment,
but these potentially create new problems of loss of control, risk and unfairness
Critical approaches to post-bureaucracy see it as an extension of managerial
control over workers, rather than being an organisational form which will liberate them. Warhurst and Thompson (1998) argue that much of the talk about trust and
empowerment in post-bureaucratic organisations is more rhetoric than reality.
Post-bureaucracies rely on normative forms of control (e.g. organization culture) rather than formal rules and there is a risk that if people are given more discretion then more bad decisions will be made.

POPULAR BOOKS ON THE TOYOTA WAY







![Toyota Production System[1]](https://img.pdfslide.net/doc/110x75/546c9c0db4af9f20468b470e/toyota-production-system1.jpg)









